
スパークプラグ及びその製造方法
【課題】比較的大径の貴金属チップが接地電極に接合されてなるスパークプラグにおいて、貴金属チップの耐剥離性を十分に確保しつつ、コストの増大抑制を図る。
【解決手段】スパークプラグ1は、中心電極5と、接地電極27と、接地電極27に接合され、中心電極5との間で火花放電間隙33を形成する貴金属チップ32とを備える。貴金属チップ32は、火花放電間隙33を形成する面の面積が0.9mm2以上であり、接地電極27の先端面27F及び側面27S1,27S2のうちの少なくとも1つの面にレーザービーム等を照射することで形成された溶融部35を介して接合される。貴金属チップ32の中心軸CL2に沿って、中心軸CL2と直交する投影面に貴金属チップ32及び溶融部35を投影した投影面において、貴金属チップ32が投影されてなる領域に対し、貴金属チップ32と溶融部35とが重なる領域の占める割合が70%以上とされる。
【解決手段】スパークプラグ1は、中心電極5と、接地電極27と、接地電極27に接合され、中心電極5との間で火花放電間隙33を形成する貴金属チップ32とを備える。貴金属チップ32は、火花放電間隙33を形成する面の面積が0.9mm2以上であり、接地電極27の先端面27F及び側面27S1,27S2のうちの少なくとも1つの面にレーザービーム等を照射することで形成された溶融部35を介して接合される。貴金属チップ32の中心軸CL2に沿って、中心軸CL2と直交する投影面に貴金属チップ32及び溶融部35を投影した投影面において、貴金属チップ32が投影されてなる領域に対し、貴金属チップ32と溶融部35とが重なる領域の占める割合が70%以上とされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内燃機関等に使用されるスパークプラグ及びその製造方法に関する。
【背景技術】
【0002】
内燃機関等の燃焼装置に使用されるスパークプラグは、例えば、軸線方向に延びる中心電極と、当該中心電極の外周に設けられる絶縁体と、当該絶縁体の外側に組付けられる円筒状の主体金具と、基端部が前記主体金具の先端部に接合される接地電極とを備える。接地電極は、その先端部が前記中心電極の先端部と対向するように、自身の略中間部分が曲げ返して配置され、これにより中心電極の先端部及び接地電極の先端部の間に火花放電間隙が形成される。
【0003】
また近年では、接地電極の先端部のうち、前記火花放電間隙を形成する部位に貴金属チップを接合し、耐消耗性の向上を図る技術が知られている。ここで、接地電極に対する貴金属チップの接合手法としては、両者の接触面外縁にレーザービームを照射して、両者を構成する金属材料が溶け合ってなる溶融部を形成することで両者を接合する手法が一般的に用いられる(例えば、特許文献1等参照)。
【0004】
ところで、耐消耗性の更なる向上を図るという点から、貴金属チップを大径化し、貴金属チップのうち火花放電間隙を形成する面(放電面)の面積をより増大させることが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−158323号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、大径化された貴金属チップにおいては、接地電極との間の熱応力差が比較的大きなものとなってしまう。また、貴金属チップを接地電極に対して接合した際に、貴金属チップが大径であるため、貴金属チップの大きさに比べて溶融部の溶け込み深さが過度に小さくなってしまうおそれがある。すなわち、大径の貴金属チップを用いた場合には、接地電極と貴金属チップとの間の熱応力差が増大する一方で、その熱応力差を吸収する役割の溶融部を十分な深さをもって形成することが難しい。従って、両者の接合部分における酸化スケールの進展、ひいては接地電極からの貴金属チップの剥離が一層懸念される。
【0007】
これに対して、レーザービームの照射エネルギーを増大させることで溶融部の溶け込み深さを増大させることも考えられるが、単に照射エネルギーを増大させただけでは、溶融部が前記放電面に到達又は接近してしまい、貴金属チップを設けたことによる耐消耗性の向上効果が十分に発揮されないおそれがある。
【0008】
尚、貴金属チップを厚肉化することで、溶融部が放電面に到達又は接近してしまうことを防止することも考えられる。ところが、貴金属チップを構成する貴金属合金は高価であるため、大径化された貴金属チップをさらに厚肉なものとすれば、コストが著しく増大してしまうおそれがある。むしろ、大径化によるコスト増を極力抑制すべく、貴金属チップの薄肉化を図りたいのが実状である。
【0009】
本発明は、上記事情を鑑みてなされたものであり、その目的は、比較的大径の貴金属チップが接地電極に接合されてなるスパークプラグにおいて、貴金属チップの耐剥離性を十分に確保しつつ、コストの増大抑制を図ることができるスパークプラグ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
以下、上記目的を解決するのに適した各構成につき、項分けして説明する。なお、必要に応じて対応する構成に特有の作用効果を付記する。
【0011】
構成1.本構成のスパークプラグは、軸線方向に貫通する軸孔を有する筒状の絶縁体と、
前記軸孔の先端側に挿設される中心電極と、
前記絶縁体の外周に設けられた筒状の主体金具と、
前記主体金具の先端部に配置された接地電極と、
前記接地電極の先端部に接合され、前記中心電極の先端部との間に間隙を形成する貴金属チップとを備え、
前記貴金属チップの前記間隙を形成する面の面積が0.9mm2以上であるスパークプラグであって、
前記貴金属チップは、前記接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより形成される前記接地電極と前記貴金属チップとが溶け合った溶融部を介して前記接地電極に対して接合され、
前記貴金属チップの中心軸に沿って、前記中心軸と直交する投影面に前記貴金属チップ及び前記溶融部を投影した投影面において、
前記貴金属チップが投影されてなる領域に対して、前記貴金属チップと前記溶融部とが重なる領域の占める割合が70%以上とされることを特徴とする。
【0012】
尚、「接地電極の側面」とあるのは、接地電極のうち前記中心電極に対向する面と隣接する面(接地電極の先端面を除く)を意味する。
【0013】
上記構成1のように、前記間隙を形成する面(放電面)の面積が0.9mm2以上と比較的大径の貴金属チップは、耐消耗性の向上を期待できる一方で、上述の通り、接地電極からの剥離がより一層懸念される。
【0014】
この点、上記構成1によれば、貴金属チップの中心軸に沿って、当該中心軸と直交する投影面に貴金属チップと溶融部とを投影した投影面において、貴金属チップが投影されてなる領域に対して貴金属チップと溶融部とが重なる領域の占める割合が70%以上とされている。すなわち、貴金属チップが接地電極に対して十分に広い溶融部を介して接合されている。従って、大径の貴金属チップと接地電極との間で生じる比較的大きな熱応力差であっても、溶融部によって十分に吸収することができ、両者の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップの耐剥離性をより確実に向上させることができる。
【0015】
また、接地電極と貴金属チップとの接触面外縁ではなく、接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより溶融部が形成されている。従って、上述のように溶融部の広さを十分に確保したとしても、溶融部が放電面に至ってしまったり、接近してしまったりすることが生じにくく、貴金属チップを設けたことによる耐消耗性の向上効果を十分に発揮させることができる。その結果、貴金属チップの放電面の面積が0.9mm2以上と比較的大きいことと相俟って、耐消耗性の飛躍的な向上を図ることができる。
【0016】
さらに、溶融部の放電面への到達又は接近を抑制できることから、貴金属チップとして比較的薄肉(例えば、0.5mm以下)のものを用いることができる。これにより、大径化した貴金属チップを用いることに伴う製造コストの増大を効果的に抑制することができる。
【0017】
構成2.本構成のスパークプラグは、上記構成1において、前記溶融部は、前記貴金属チップの基端部の外周部分と前記接地電極との間の全域に亘って形成されることを特徴とする。
【0018】
上記構成2によれば、貴金属チップ及び接地電極の境界部分を覆うようにして溶融部が形成される。従って、溶融部の存在によって、前記境界部分への腐食ガスの侵入を効果的に防止することができ、貴金属チップ及び接地電極の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップの耐剥離性をより一層向上させることができる。
【0019】
構成3.本構成のスパークプラグは、上記構成1又は2において、前記溶融部は、前記接地電極の先端面及び側面のうちの少なくとも第1の面と当該第1の面とは異なる第2の面とに対してレーザービーム又は電子ビームを照射することにより形成されるとともに、
前記第1の面に対してレーザービーム又は電子ビームを照射することにより形成された第1の溶融領域と、前記第2の面に対してレーザービーム又は電子ビームを照射することにより形成された第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されることを特徴とする。
【0020】
上記構成3によれば、溶融部において、第1の溶融領域と第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されている。すなわち、溶融部は、接地電極の先端面と接地電極の少なくとも一方の側面との間に亘って、或いは、接地電極の側面同士の間に亘って、又は、接地電極の先端面及び両側面のそれぞれの面同士の間に亘って形成されている。従って、接地電極に対する貴金属チップの接合強度をより向上させることができ、貴金属チップの耐剥離性の更なる向上を図ることができる。
【0021】
構成4.本構成のスパークプラグは、上記構成3において、前記貴金属チップの中心軸を通り前記接地電極の長手方向に沿って延びる直線、前記貴金属チップ、及び、前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップが投影されてなる領域内において、前記直線上に位置することを特徴とする。
【0022】
上記構成4によれば、接地電極及び貴金属チップ間で生じる熱応力差を溶融部によってより確実に吸収することができる。これにより、両者の接合部分における酸化スケールの進展を極めて効果的に抑制することができ、貴金属チップの耐剥離性をより一層向上させることができる。
【0023】
構成5.本構成のスパークプラグは、上記構成3において、前記貴金属チップの中心軸及び前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップの中心軸上に位置することを特徴とする。
【0024】
上記構成5によれば、溶融部によって接地電極及び貴金属チップ間で生じる熱応力差をより一層確実に吸収することができ、貴金属チップの耐剥離性を飛躍的に向上させることができる。
【0025】
構成6.本構成のスパークプラグは、上記構成1乃至5のいずれかにおいて、前記貴金属チップの前記間隙を形成する面に、前記溶融部が露出していないことを特徴とする。
【0026】
上記構成6によれば、貴金属チップと比較して耐消耗性に劣る溶融部が放電面に露出していないため、貴金属チップを設けたことによる耐消耗性の向上効果をより確実に発揮させることができる。
【0027】
構成7.本構成のスパークプラグは、上記構成1乃至6のいずれかにおいて、前記貴金属チップは、イリジウム(Ir)、白金(Pt)、ロジウム(Rh)、ルテニウム(Ru)、パラジウム(Pd)、及び、レニウム(Re)のうち少なくとも1種を含有することを特徴とする。
【0028】
上記構成7のように、貴金属チップを構成する金属材料としてPtやIr等を含有するものを用いることで、耐消耗性のより一層の向上を図ることができる。
【0029】
構成8.本構成のスパークプラグの製造方法は、上記構成1乃至7のいずれかに記載のスパークプラグの製造方法であって、
前記接地電極に前記貴金属チップを載置した上で、前記貴金属チップ及び前記接地電極の接触面に対し、前記貴金属チップの前記間隙を形成する面とは反対側に傾いた方向から前記レーザービーム又は電子ビームを照射することで、前記接地電極に前記貴金属チップを接合することを特徴とする。
【0030】
上記構成8によれば、接地電極に貴金属チップを接合する際に、貴金属チップの前記間隙を形成する面(放電面)と平行な方向から接地電極の背面側へと傾けた方向よりレーザービーム又は電子ビームが照射される。従って、貴金属チップのうち接合時に溶融してしまう部分を減少させることができ、接合後における貴金属チップが十分な厚さを有するものとなる。その結果、耐消耗性の更なる向上を図ることができる。
【0031】
また、レーザービーム又は電子ビームを照射して形成した溶融部は、その表面に微小な凹凸が形成され得るため、放電時において、電界強度が比較的高い前記凹凸部分と中心電極との間で放電が生じてしまい、耐久性が低下してしまうおそれがあるが、上記構成8によれば、前記間隙(火花放電間隙)側に露出しないように溶融部を形成することが比較的容易である。従って、上記構成8を採用し、溶融部が前記間隙側に露出しないものとすれば、前記溶融部と中心電極との間の放電を効果的に抑制することができ、耐久性の向上を図ることができる。
【0032】
構成9.本構成のスパークプラグの製造方法は、上記構成8において、ファイバーレーザー又は電子ビームを用いて、前記接地電極に前記貴金属チップを接合することを特徴とする。
【0033】
上記構成9によれば、溶融部について比較的薄い状態を維持したまま、溶融部をより接地電極等の内部側へと至らせることができる。そのため、上述のように比較的大きな領域に亘って溶融部を形成したとしても、溶融部のボリュームを比較的小さなものとすることができる。従って、貴金属チップのうち接合時に溶融してしまう部分を一層減少させることができ、貴金属チップとしてより薄いものを用いたとしても、接合後における貴金属チップが十分な厚さ(体積)を有するものとなる。その結果、耐消耗性のより一層の向上を図ることができる。
【図面の簡単な説明】
【0034】
【図1】スパークプラグの構成を示す一部破断正面図である。
【図2】(a)は、接地電極に対する貴金属チップの接合位置等を示す部分拡大図であり、(b)は、スパークプラグの先端部の構成を示す一部破断拡大正面図である。
【図3】(a)は、溶融部等の構成を示す部分拡大側面図であり、(b)は、貴金属チップや溶融部等を投影させた投影面を示す投影図である。
【図4】溶融部の断面形状等を示す部分拡大断面図である。
【図5】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図であり、(d)は(a)のL−L線断面図であり、(e)は(a)のM−M線断面図であり、(f)は(a)のN−N線断面図である。
【図6】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図であり、(d)は(a)のL−L線断面図である。
【図7】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図である。
【図8】第2実施形態における溶融部の構成を説明するための図であって、(a)は接地電極の先端部等を示す部分拡大側面図であり、(b)は、貴金属チップや溶融部等を投影させた投影面を示す投影図である。
【図9】溶融部割合を種々変更させたサンプルについての机上バーナー試験の試験結果を示すグラフである。
【図10】各サンプルにおける溶融部の形状を示す図であって、(a)はサンプル1の溶融部等を投影させた投影図であり、(b)はサンプル2の溶融部等を投影させた投影図であり、(c)は、サンプル3の溶融部等を投影させた投影図であり、(d)はサンプル4の溶融部等を投影させた投影図である。
【図11】着火性評価試験の試験結果を示すグラフである。
【図12】別の実施形態におけるレーザービームの照射方向等を説明するための部分拡大断面図である。
【図13】別の実施形態における溶融部等の構成を示す部分拡大側面図である。
【図14】(a),(b)は、別の実施形態における溶融部の構成を説明するための投影図である。
【図15】(a),(b)は、別の実施形態における溶融部の構成を説明するための投影図である。
【図16】別の実施形態における溶融部の構成を説明するための投影図である。
【発明を実施するための形態】
【0035】
〔第1実施形態〕
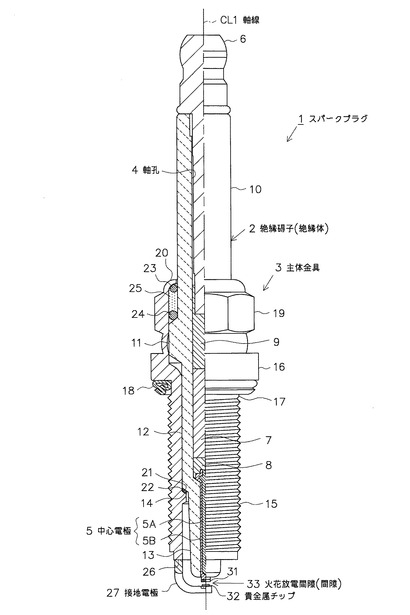
以下に、実施形態について図面を参照しつつ説明する。図1は、スパークプラグ1を示す一部破断正面図である。尚、図1では、スパークプラグ1の軸線CL1方向を図面における上下方向とし、下側をスパークプラグ1の先端側、上側を後端側として説明する。
【0036】
スパークプラグ1は、筒状をなす絶縁体としての絶縁碍子2、これを保持する筒状の主体金具3などから構成されるものである。
【0037】
絶縁碍子2は、周知のようにアルミナ等を焼成して形成されており、その外形部において、後端側に形成された後端側胴部10と、当該後端側胴部10よりも先端側において径方向外向きに突出形成された大径部11と、当該大径部11よりも先端側においてこれよりも細径に形成された中胴部12と、当該中胴部12よりも先端側においてこれより細径に形成された脚長部13とを備えている。加えて、絶縁碍子2のうち、大径部11、中胴部12、及び、大部分の脚長部13は、主体金具3の内部に収容されている。そして、中胴部12と脚長部13との連接部にはテーパ状の段部14が形成されており、当該段部14にて絶縁碍子2が主体金具3に係止されている。
【0038】
さらに、絶縁碍子2には、軸線CL1に沿って軸孔4が貫通形成されており、当該軸孔4の先端側には中心電極5が挿入、固定されている。当該中心電極5は、熱伝導性に優れる銅又は銅合金からなる内層5A、及び、ニッケル(Ni)を主成分とするNi合金からなる外層5Bにより構成されている。さらに、中心電極5は、全体として棒状(円柱状)をなし、その先端面が平坦に形成されるとともに、絶縁碍子2の先端から突出している。また、中心電極5の先端部には、所定の貴金属合金(例えば、白金合金やイリジウム合金)からなる貴金属部31が設けられている。
【0039】
また、軸孔4の後端側には、絶縁碍子2の後端から突出した状態で端子電極6が挿入、固定されている。
【0040】
さらに、軸孔4の中心電極5と端子電極6との間には、円柱状の抵抗体7が配設されている。当該抵抗体7の両端部は、導電性のガラスシール層8,9を介して、中心電極5と端子電極6とにそれぞれ電気的に接続されている。
【0041】
加えて、前記主体金具3は、低炭素鋼等の金属により筒状に形成されており、その外周面にはスパークプラグ1を燃焼装置(例えば、内燃機関や燃料電池改質器等)の取付孔に取付けるためのねじ部(雄ねじ部)15が形成されている。また、ねじ部15の後端側の外周面には座部16が形成され、ねじ部15後端のねじ首17にはリング状のガスケット18が嵌め込まれている。さらに、主体金具3の後端側には、主体金具3を前記燃焼装置に取付ける際にレンチ等の工具を係合させるための断面六角形状の工具係合部19が設けられるとともに、後端部において絶縁碍子2を保持するための加締め部20が設けられている。
【0042】
また、主体金具3の内周面には、絶縁碍子2を係止するためのテーパ状の段部21が設けられている。そして、絶縁碍子2は、主体金具3の後端側から先端側に向かって挿入され、自身の段部14が主体金具3の段部21に係止された状態で、主体金具3の後端側の開口部を径方向内側に加締めること、つまり上記加締め部20を形成することによって固定される。尚、絶縁碍子2及び主体金具3双方の段部14,21間には、円環状の板パッキン22が介在されている。これにより、燃焼室内の気密性を保持し、燃焼室内に晒される絶縁碍子2の脚長部13と主体金具3の内周面との隙間に入り込む燃料ガスが外部に漏れないようになっている。
【0043】
さらに、加締めによる密閉をより完全なものとするため、主体金具3の後端側においては、主体金具3と絶縁碍子2との間に環状のリング部材23,24が介在され、リング部材23,24間にはタルク(滑石)25の粉末が充填されている。すなわち、主体金具3は、板パッキン22、リング部材23,24及びタルク25を介して絶縁碍子2を保持している。
【0044】
また、主体金具3の先端部26には、略中間部分が曲げ返されて、その先端側側面が中心電極5の先端部(貴金属部31)と対向する接地電極27が接合されている。当該接地電極27は、Ni合金によって構成されており、前記貴金属部31と対向する部位に、円柱状の貴金属チップ32が接合されている。当該貴金属チップ32は、イリジウム、白金、ロジウム、ルテニウム、パラジウム、及び、レニウムのうち少なくとも1種を含有する貴金属合金により形成されている。また、貴金属チップ32の先端面(放電面)と前記貴金属部31との間には、間隙としての火花放電間隙33が形成されており、当該火花放電間隙33において軸線CL1に沿った方向で火花放電が行われるようになっている。
【0045】
加えて、耐消耗性の向上を図るべく、前記貴金属チップ32は比較的大径化されており、本実施形態において、貴金属チップ32のうち前記火花放電間隙33を形成する面(放電面)の面積は0.9mm2以上とされている。但し、大径化に伴うコストの増大を抑制すべく、貴金属チップ32は比較的薄肉(例えば、厚さ0.5mm以下)とされている。
【0046】
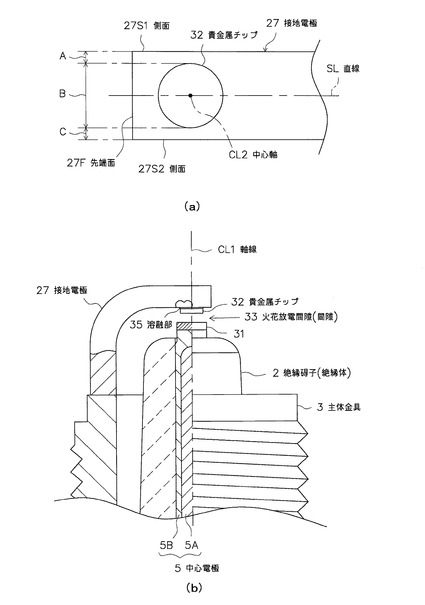
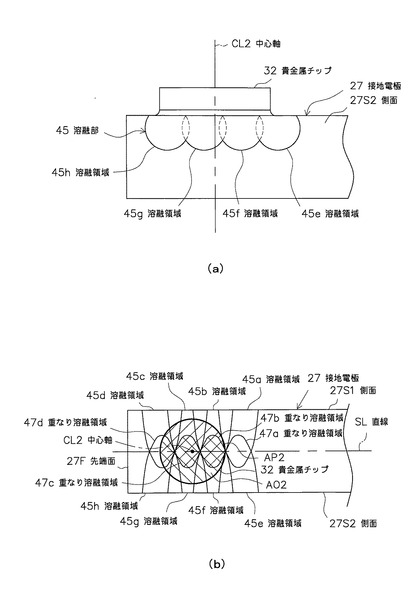
さらに、着火性の向上を図るべく、接地電極27は比較的細く形成されているが、接地電極27に対する貴金属チップ32の接合面積を十分に維持するという観点から、図2(a)に示すように、接地電極27の幅は貴金属チップ32の外径よりも大きなものとされ、さらに、接地電極27の幅方向の中心に貴金属チップ32の中心軸CL2が位置するように貴金属チップ32が接合されている。そのため、貴金属チップ32の中心軸CL2と接地電極27の長手方向に沿って延びる直線SLとに直交する方向に沿った、接地電極27の側面27S1から貴金属チップ32までの距離をA(mm)とし、貴金属チップ32の幅をB(mm)とし、貴金属チップ32から接地電極27の側面27S2までの距離をC(mm)としたとき、A+B+C≦3.0を満たすものとなっている。
【0047】
加えて、図2(b)等に示すように、貴金属チップ32は、接地電極27に対して、接地電極27を構成する金属材料と貴金属チップ32を構成する金属材料とが溶け合ってなる溶融部35を介して接合されている〔尚、前記図2(a)では、溶融部35を省略して示している〕。本実施形態において、溶融部35は、貴金属チップ32の基端部の外周部分と接地電極27との間の全域に亘って形成されている。
【0048】
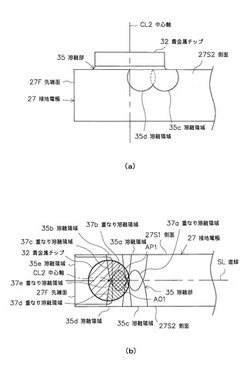
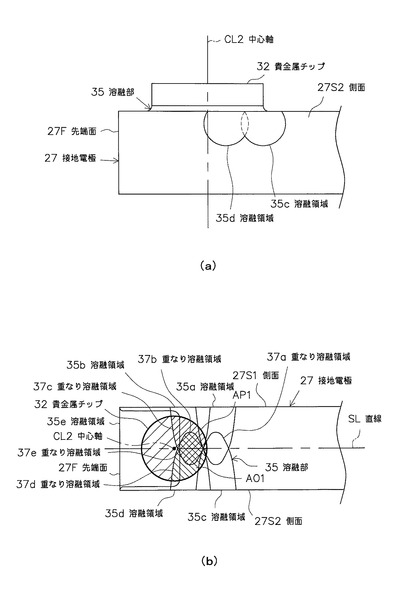
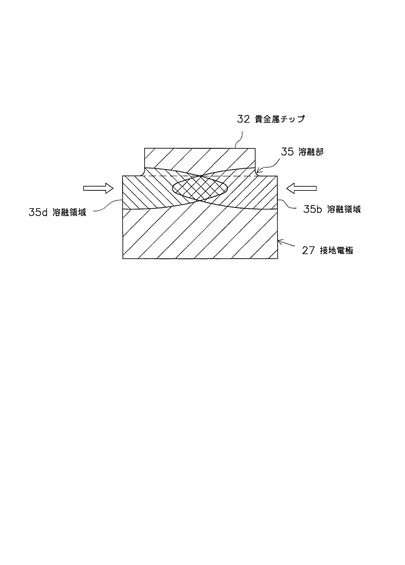
また、本実施形態において、溶融部35は、図3(a),(b)及び図4に示すように、接地電極27の先端面27F及び両側面27S1,27S2に対してレーザービーム又は電子ビームが照射されることにより形成されている。詳述すると、溶融部35は、溶融領域35a,35b,35c,35d,35eにより構成されており、溶融領域35a,35bは、接地電極27の側面27S1に対して貴金属チップ32のうち火花放電間隙33を形成する面(放電面)と平行で、かつ、接地電極27の長手方向と直交する方向(図4中、白抜き矢印方向)に沿ってレーザービーム又は電子ビームを2箇所照射することで形成されている。また、溶融領域35c,35dは、接地電極27の側面27S2のうち前記溶融領域35a,35bの背面に位置する部位に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを2箇所照射することで、前記溶融領域35a,35bの背面側に形成されている。さらに、溶融領域35eは、接地電極27の先端面27Fに対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向に沿ってレーザービーム又は電子ビームを照射しつつ、接地電極27の幅方向に沿って照射位置を徐々に移動させることで形成されている。また、このように接地電極27の先端面27F及び側面27S1,27S2にレーザービーム又は電子ビームを照射することで、貴金属チップ32の放電面に溶融部35が露出しないものとなっている。
【0049】
尚、接地電極27の側面27S1を本発明における「第1の面」とした場合には、接地電極27の先端面27F及び側面27S2が本発明における「第2の面」に相当することとなる。また、接地電極27の側面27S1を本発明における「第1の面」とした場合には、側面27S1にレーザービーム又は電子ビームを照射して形成した溶融領域35a,35bが本発明における「第1の溶融領域」に相当し、先端面27Fや側面27S2にレーザービーム又は電子ビームを照射して形成した溶融領域35c,35d,35eが本発明における「第2の溶融領域」に相当することとなる。
【0050】
さらに、本実施形態においては、図3(b)に示すように、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32及び溶融部35を投影した投影面において、貴金属チップ32が投影されてなる領域AP1〔図3(b)中、太線にて囲まれた領域〕に対して、貴金属チップ32と溶融部35とが重なる領域AO1〔図3(b)中、斜線を付した部位〕の占める割合が70%以上(例えば、100%)とされている。
【0051】
加えて、図3(b)、及び、図4に示すように、溶融部35においては、溶融領域35a,35cが重なり合ってなる重なり溶融領域37aと、溶融領域35b,35dが重なり合ってなる重なり溶融領域37bと、溶融領域35b,35eが重なり合ってなる重なり溶融領域37cと、溶融領域35d,35eが重なり合ってなる重なり溶融領域37dと、溶融領域35b,35d,35eが重なり合ってなる重なり溶融領域37eとが形成されている。本実施形態においては、貴金属チップ32の中心軸CL2を通り接地電極27の長手方向に沿って延びる直線SLを、貴金属チップ32の中心軸CL2に沿って前記投影面に対して投影させた際に、貴金属チップ32が投影されてなる前記領域AP1内において、前記重なり溶融領域37a,37b,37eが前記直線SL上に位置するように、溶融領域35a等の形成位置が設定されている。
【0052】
尚、「重なり溶融領域」とあるのは、前記接地電極27の先端面27F及び側面27S1,27S2のうちのいずれかの面(第1の面)にレーザービーム又は電子ビームを照射して形成された溶融領域と、先端面27F及び側面27S1,27S2のうち前記第1の面とは異なる面(第2の面)とに対してレーザービーム又は電子ビームを照射することにより形成された溶融領域とが重なり合った部位をいう。従って、例えば、同一の側面27S1に対してレーザービーム又は電子ビームを照射して形成された溶融領域35aと溶融領域35bとが重なり合う部分は本発明における「重なり溶融領域」には相当しない。
【0053】
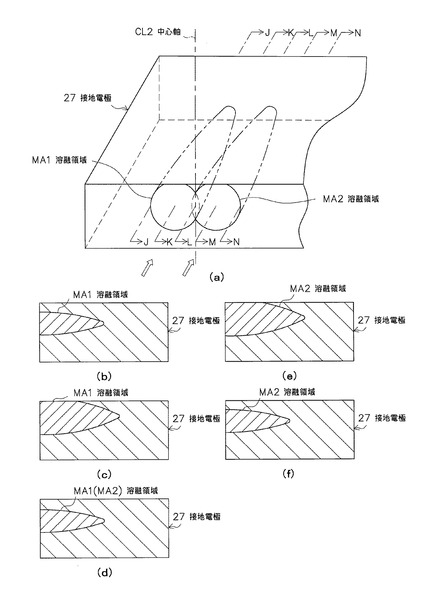
また、重なり溶融領域の有無は、次のようにして判断することができる。すなわち、一般にレーザービーム又は電子ビームが照射されてなる溶融領域のうち接地電極27等の内部に位置する部位(すなわち、溶融領域のうち貴金属チップ32側へと溶け出した部位を除く部位)は、外表面から接地電極27等の内部側に向かって先細り形状をなす。従って、例えば、図5(a)〜(f)に示すように、重なり溶融領域が形成されていない場合には、各溶融領域MA1,MA2について、溶融領域MA1,MA2を形成する際のレーザービーム又は電子ビームの照射方向(図中、白抜き矢印方向)、及び、貴金属チップ(図5〜図7中において、図示略)の中心軸CL2に沿って複数の断面をとったとき、それぞれの溶融領域MA1,MA2の断面形状は、内部側に向けて幅が減少する形状となる。
【0054】
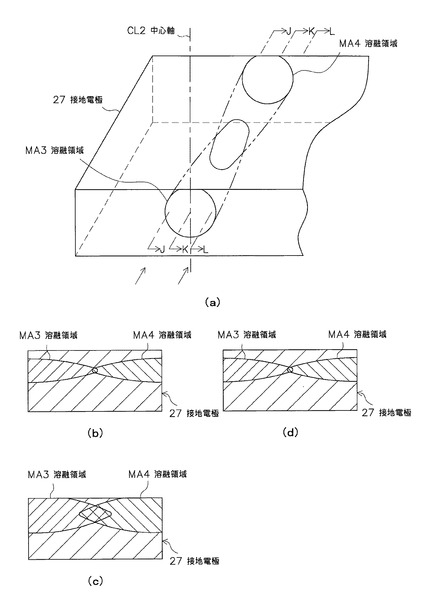
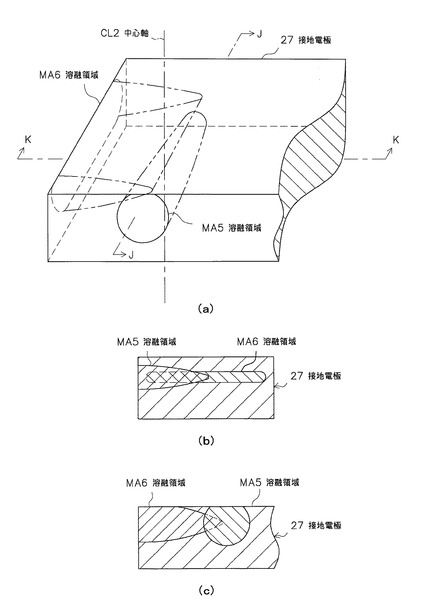
これに対して、重なり溶融領域が形成されている場合には、例えば、図6(a)〜(d)、及び、図7(a)〜(c)に示すように、各溶融領域MA3,MA4,MA5,MA6について前記断面をとったとき、いずれかの溶融領域MA3〜MA6の断面形状について、少なくとも一部において内部側に向けて幅が一定又は拡大する形状となる。従って、この点を利用することで、重なり溶融領域の有無を判断することができる。
【0055】
また、重なり溶融領域は、次のようにしてその形成位置を特定することができる。すなわち、溶融領域の断面形状において、幅が一定又は拡大する部位(変曲部)を有する溶融領域(例えば、図6の溶融領域MA3)を特定し、当該溶融領域のうち外表面に位置する部位から前記変曲部に至るまでの断面形状に基づいて、重なり溶融領域がないものと仮定した場合における溶融領域の連続的な断面形状〔例えば、図6(b)〜(d)〕をそれぞれ推定する。そして、推定された連続的な断面形状に基づいて立体的な溶融領域の形状を導出するとともに、その溶融領域の接地電極等に対する相対位置を特定する。この溶融領域の形状を導出する作業と接地電極等に対する溶融領域の相対位置を特定する作業とを、前記変曲部を有する全ての溶融領域について行い、各溶融領域について、その立体的形状、及び、接地電極等に対する相対位置を得る。そして、各溶融領域をそれぞれの相対位置に対応して配置することで、重なり溶融領域の形成位置を立体的に特定することができる。
【0056】
次に、上記のように構成されてなるスパークプラグ1の製造方法について説明する。まず、主体金具3を予め加工しておく。すなわち、円柱状の金属素材(例えば、鉄系素材やステンレス素材)に対して冷間鍛造加工等により概形を形成するとともに、貫通孔を形成する。その後、切削加工を施すことで外形を整え、主体金具中間体を得る。
【0057】
続いて、主体金具中間体の先端面に、Ni合金からなる直棒状の接地電極27が抵抗溶接される。当該溶接に際してはいわゆる「ダレ」が生じるので、その「ダレ」を除去した後、主体金具中間体の所定部位にねじ部15が転造によって形成される。これにより、接地電極27の溶接された主体金具3が得られる。また、接地電極27の溶接された主体金具3には、亜鉛メッキ或いはニッケルメッキが施される。尚、耐食性向上を図るべく、その表面に、さらにクロメート処理が施されることとしてもよい。
【0058】
一方、前記主体金具3とは別に、絶縁碍子2を成形加工しておく。例えば、アルミナを主体としバインダ等を含む原料粉末を用いて、成形用素地造粒物を調製するとともに、当該成形用素地造粒物を用いてラバープレス成形を行うことで、筒状の成形体が得られる。そして、得られた成形体に対し、研削加工が施され整形されるとともに、整形されたものが焼成炉で焼成されることにより、絶縁碍子2が得られる。
【0059】
また、前記主体金具3、絶縁碍子2とは別に、中心電極5を製造しておく。すなわち、中央部に放熱性向上を図るための銅合金等を配置したNi合金を鍛造加工して中心電極5を作製する。次いで、中心電極5の先端部に対して貴金属合金からなる貴金属部31がレーザー溶接等により接合される。
【0060】
次に、上記のようにして得られた絶縁碍子2及び中心電極5と、抵抗体7と、端子電極6とが、ガラスシール層8,9によって封着固定される。ガラスシール層8,9としては、一般的にホウ珪酸ガラスと金属粉末とが混合されて調製されており、当該調製されたものが抵抗体7を挟むようにして絶縁碍子2の軸孔4内に注入された後、後方から前記端子電極6で押圧しつつ、焼成炉内にて加熱することにより焼き固められる。尚、このとき、絶縁碍子2の後端側胴部10表面には釉薬層が同時に焼成されることとしてもよいし、事前に釉薬層が形成されることとしてもよい。
【0061】
その後、上記のようにそれぞれ作製された中心電極5及び端子電極6を備える絶縁碍子2と、接地電極27を備える主体金具3とが組付けられる。より詳しくは、比較的薄肉に形成された主体金具3の後端側の開口部を径方向内側に加締めること、つまり上記加締め部20を形成することによって固定される。
【0062】
次いで、メッキ除去を施した接地電極27の先端部に貴金属チップ32がレーザービーム又は電子ビーム溶接により接合される。
【0063】
より詳しくは、接地電極27の所定部位に貴金属チップ32を載置した状態で、所定の押さえピンにより貴金属チップ32を支持する。その上で、接地電極27の側面27S1,27S2の所定箇所に対してファイバーレーザー又は電子ビーム等の高エネルギーレーザービームを照射し、接地電極27と貴金属チップ32とが溶け合ってなる溶融領域35a,35b,35c,35dを形成する。また、接地電極27の先端面27Fに対して前記高エネルギーレーザービームを照射しつつ、接地電極27の幅方向に沿ってレーザーの照射位置を移動させることで、前記溶融領域35eを形成する。これにより、溶融領域35a,35b,35c,35d,35eからなる前記溶融部35が形成され、貴金属チップ32が接地電極27に接合される。
【0064】
本実施形態においては、貴金属チップ32が投影されてなる領域AP1に対して、貴金属チップ32と溶融部35とが重なる領域AO1の占める割合が70%以上となるように、レーザービーム等の照射条件が設定されている。尚、貴金属チップ32の外径や貴金属チップ32等を構成する材料が異なる場合には、レーザービーム等の出力や照射時間、レーザービーム等の打ち方〔レーザーを連続波とするか、断続波(パルス)とするか等〕等を適宜調整することにより、領域AP1に対して領域AO1の占める割合が70%以上の溶融部35を形成することができる。
【0065】
貴金属チップ32の接合後、接地電極27の中間部分を中心電極5側に屈曲させる。そして、貴金属部31及び貴金属チップ32間の火花放電間隙33の大きさを調整することで、上述したスパークプラグ1が得られる。
【0066】
以上詳述したように、本実施形態によれば、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32と溶融部35とを投影した投影面において、貴金属チップ32が投影されてなる領域AP1に対して貴金属チップ32と溶融部35とが重なる領域AO1の占める割合が70%以上とされている。すなわち、貴金属チップ32が接地電極27に対して十分に広い溶融部35を介して接合されている。従って、放電面の面積が0.9mm2以上と大径の貴金属チップ32と接地電極27との間で生じる比較的大きな熱応力差であっても、溶融部35によって十分に吸収することができ、両者の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップ32の耐剥離性をより確実に向上させることができる。
【0067】
また、接地電極27と貴金属チップ32との接触面外縁ではなく、接地電極27の先端面27F及び側面27S1,27S2に対してレーザービーム又は電子ビームが照射されることで溶融部35が形成されている。従って、上述のように溶融部35の広さを十分に確保したとしても、溶融部35が貴金属チップ32の放電面に至ってしまったり、接近してしまったりすることが生じにくく、貴金属チップ32を設けたことによる耐消耗性の向上効果を十分に発揮させることができる。その結果、貴金属チップ32の放電面の面積が0.9mm2以上と比較的大きいことと相俟って、耐消耗性の飛躍的な向上を図ることができる。
【0068】
さらに、溶融部35の放電面への到達又は接近を抑制できることから、貴金属チップ32として比較的薄肉のものを用いることができる。これにより、大径化した貴金属チップ32を用いることに伴う製造コストの増大を効果的に抑制することができる。
【0069】
また、溶融部35は、貴金属チップ32の基端部の外周部分と接地電極27との間の全域に亘って形成されており、溶融部35が、貴金属チップ32及び接地電極27の境界部分を覆うようにして位置している。従って、溶融部35の存在によって、前記境界部分への腐食ガスの侵入を効果的に防止することができ、貴金属チップ32及び接地電極27の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップ32の耐剥離性をより一層向上させることができる。
【0070】
加えて、溶融部35は、接地電極27の先端面27F及び両側面27S1,27S2のそれぞれの面同士の間に亘って形成されている。従って、接地電極27に対する貴金属チップ32の接合強度をより向上させることができ、耐剥離性の更なる向上を図ることができる。
【0071】
併せて、前記投影面において、重なり溶融領域35a,35b,35eが、貴金属チップ32が投影されてなる領域AP1内において、直線SL上に位置している。従って、接地電極27及び貴金属チップ32間で生じる熱応力差を溶融部35によってより確実に吸収することができ、貴金属チップ32の耐剥離性をより一層向上させることができる。
【0072】
また、接地電極27に貴金属チップ32を接合する際に、ファイバーレーザー又は電子ビームが用いられる。このため、上述のように比較的大きな領域に亘って溶融部35を形成したとしても、溶融部35のボリュームを比較的小さなものとすることができ、貴金属チップ32のうち接合時に溶融してしまう部分を一層減少させることができる。このため、貴金属チップ32のボリュームをより一層確実に確保することができ、耐消耗性のより一層の向上を図ることができる。
〔第2実施形態〕
次に、第2実施形態について、図を参照しつつ、上記第1実施形態との相違点を中心に説明する。本第2実施形態においては、図8(a),(b)に示すように、特に接地電極27に貴金属チップ32を接合する際のレーザービーム又は電子ビームの照射位置が相違し、その結果、形成される溶融部45の構成が異なるものとなっている。
【0073】
詳述すると、溶融部45は、溶融領域45a,45b,45c,45d,45e,45
f,45g,45hにより構成されており、溶融領域45a,45b,45c,45dは、接地電極27の側面27S1に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを4箇所照射することにより形成されている。また、溶融領域45e,45f,45g,45hは、接地電極27の側面27S2のうち前記溶融領域45a,45b,45c,45dの背面に位置する部位に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを4箇所照射することで形成されている。尚、上記第1実施形態と同様に、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32及び溶融部45を投影した投影面において、貴金属チップ32が投影されてなる領域AP2〔図8(b)中、太線にて囲まれた領域〕に対して、貴金属チップ32と溶融部45とが重なる領域AO2〔図8(b)中、斜線を付した領域〕の占める割合が70%以上とされている。
【0074】
加えて、溶融部45においては、溶融領域45a,45eが重なり合ってなる重なり溶融領域47aと、溶融領域45b,45fが重なり合ってなる重なり溶融領域47bと、溶融領域45c,45gが重なり合ってなる重なり溶融領域47cと、溶融領域45d,45hが重なり合ってなる重なり溶融領域47dとが形成されている。本実施形態においては、貴金属チップ32の中心軸CL2を通り接地電極27の長手方向に沿って延びる直線SLと貴金属チップ32の中心軸CL2とを、貴金属チップ32の中心軸CL2に沿って前記投影面に対して投影させた際に、前記重なり溶融領域47a,47b,47c,47dが直線SL上に位置するとともに、重なる溶融領域47cが前記中心軸CL2上に位置するように、各溶融領域45a等の形成位置が設定されている。
【0075】
以上、本第2実施形態によれば、前記投影面において、重なり溶融領域47cが、貴金属チップ32の中心軸CL2上に位置するため、溶融部45によって接地電極27及び貴金属チップ32間で生じる熱応力差をより一層確実に吸収することができる。その結果、貴金属チップ32の耐剥離性を飛躍的に向上させることができる。
【0076】
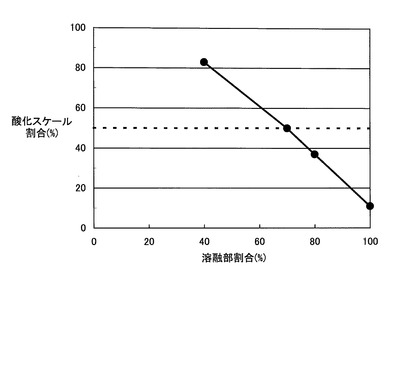
次に、上記実施形態によって奏される作用効果を確認すべく、レーザービームの照射条件を変更することで、前記投影面において、貴金属チップが投影されてなる領域に対する、貴金属チップと溶融部とが重なる領域の占める割合(溶融部割合)を種々変更したスパークプラグのサンプルを作製し、各サンプルについて机上バーナー試験を行った。机上バーナー試験の概要は、次の通りである。すなわち、サンプルに対して、貴金属チップの温度が1050℃となるようバーナーで2分間加熱後、大気雰囲気下にて1分間徐冷することを1サイクルとして1000サイクル実施し、1000サイクル終了後にサンプル断面を観察することで、溶融部と接地電極及び貴金属チップとの境界面の長さに対する、当該境界面において形成された酸化スケールの長さの割合(酸化スケール割合)を計測した。図9に、溶融部割合及び酸化スケール割合の関係を表すグラフを示す。尚、貴金属チップとしては、外径1.2mm(放電面の面積が約1.1mm2)で、厚さ0.4mmのものを用いた。また、接地電極としては、幅が2.8mmで、厚さが1.5mmのものを用いた。加えて、各サンプルともに、重なり溶融領域が形成されないように溶融領域を形成することとした。
【0077】
図9に示すように、溶融部割合を70%未満としたサンプルは、酸化スケール割合が増大してしまい、貴金属チップの耐剥離性が不十分となってしまうことが明らかとなった。これは、溶融部が比較的狭かったため、大径の貴金属チップと接地電極との間で生じる熱応力差を十分に吸収することができず、その結果、酸化スケールの進展を十分に防止できなかったためであると考えられる。
【0078】
これに対して、溶融部割合を70%以上としたサンプルは、酸化スケール割合が50%以下となり、十分な耐剥離性を有することが分かった。また、溶融部割合を大きくするに従って、耐剥離性をより向上できることが確認された。従って、貴金属チップの剥離を防止すべく、溶融部割合を70%以上とすることが好ましく、溶融部割合を80%以上とすることがより好ましく、溶融部割合を100%とすることがより一層好ましいといえる。
【0079】
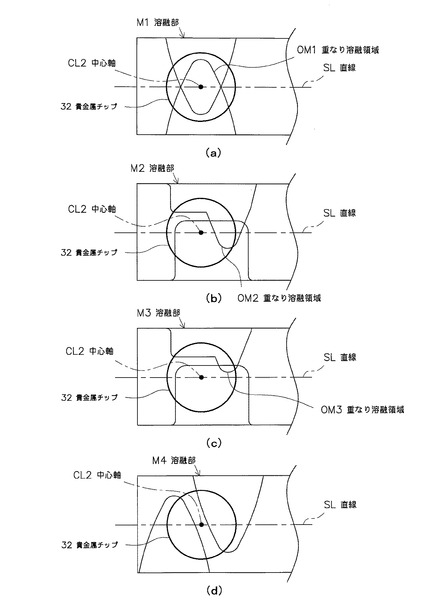
次に、図10(a)に示すように、前記投影面において重なり溶融領域OM1が貴金属チップ32の中心軸CL2上に位置するように溶融部M1を形成したサンプル(サンプル1)と、図10(b)に示すように、前記投影面において重なり溶融領域OM2が前記直線SL上に位置するようにして溶融部M2を形成したサンプル(サンプル2)と、図10(c)に示すように、前記投影面において前記直線SLからずらした位置に重なり溶融領域OM3が位置するように溶融部M3を形成したサンプル(サンプル3)と、図10(d)に示すように、重なり溶融領域が形成されないように溶融部M4を形成したサンプル(サンプル4)とをそれぞれ作製し、各サンプルについて上述の机上バーナー試験を行った。表1に、各サンプルについての試験結果を示す。尚、各サンプルともに溶融部割合を70%とし、貴金属チップや接地電極としては上記試験と同様のサイズのものを用いることとした。
【0080】
【表1】

【0081】
表1に示すように、重なり溶融領域OM1,OM2,OM3を形成したサンプル(サンプル1〜3)は、それぞれ酸化スケール割合がより低減し、耐剥離性に一層優れることが分かった。これは、重なり溶融領域が形成されたことで、接地電極に対する貴金属チップの接合強度がより向上したためであると考えられる。
【0082】
また、投影面において、直線SL上に重なり溶融領域OM1,OM2を形成したサンプル(サンプル1,2)は、一層優れた耐剥離性を有し、特に、投影面において貴金属チップの中心軸CL2上に重なり溶融領域OM1を形成したサンプル(サンプル1)は、非常に優れた耐剥離性を有することが認められた。これは、投影面において、重なり溶融領域を直線SL上又は中心軸CL2上に位置するように形成したことで、溶融部により接地電極及び貴金属チップ間で生じる熱応力差がより効果的に吸収され、その結果、酸化スケールの進展が非常に効果的に抑制されたためであると考えられる。
【0083】
以上の試験結果から、耐剥離性の更なる向上を図るという点から、重なり溶融領域が形成されるように溶融部を形成することが好ましいといえる。また、耐剥離性のより一層の向上を図るべく、投影面において重なり溶融領域を前記直線SL上に形成することがより好ましく、投影面において重なり溶融領域を貴金属チップの中心軸CL2上に形成することがより一層好ましいといえる。
【0084】
次いで、レーザービームの照射エネルギーや照射位置などを変更することで、貴金属チップのうち火花放電間隙を形成する面(放電面)に溶融部が露出したサンプル(サンプル5)と、放電面に溶融部が露出していないサンプル(サンプル6)とをそれぞれ作製し、両サンプルについて机上火花試験を行った。尚、机上火花試験の概要は次の通りである。すなわち、サンプルへの印加電圧の周波数を100Hzとした上で(つまり、1分当たり6000回の放電が行われるようにした上で)、0.4MPaの大気雰囲気下にて各サンプルを100時間に亘って放電させた。そして、100時間経過後に、火花放電に伴う貴金属チップ(溶融部)の消耗体積を測定した。表2に、当該試験の試験結果を示す。尚、貴金属チップや接地電極としては、両サンプルともに上記試験と同様のサイズのものを用いた。
【0085】
【表2】
【0086】
表2に示すように、放電面に溶融部が露出していないサンプル(サンプル5)は、消耗体積が比較的少なく、耐消耗性に優れることが明らかとなった。従って、耐消耗性の向上を図るべく、溶融部が放電面に露出しないように構成することが好ましいといえる。
【0087】
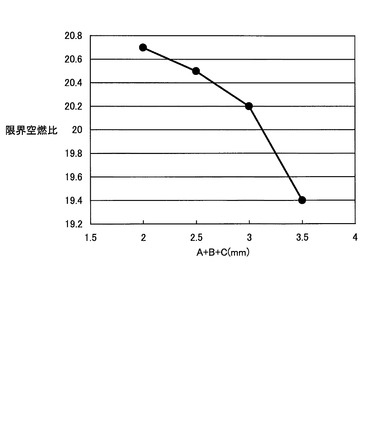
次に、接地電極の幅(つまり、上記実施形態における「A+B+C」の大きさ)をそれぞれ変更したスパークプラグのサンプルを作製し、各サンプルについて着火性評価試験を行った。着火性評価試験の概要は次の通りである。すなわち、各サンプルを所定のエンジンに取付けた上で、空燃比(A/F)を徐々に増加させつつ、回転数2000rpmで火花放電させた。そして、1000回の放電中に放電異常(失火)が発生した回数が10回以上となったときの空燃比を限界空燃比として測定した。尚、限界空燃比が大きいほど、着火性に優れることを意味する。図11に、A+B+Cの値と限界空燃比との関係を表すグラフを示す。
【0088】
図11に示すように、A+B+Cを3.0mm以下としたサンプルは、限界空燃比が20.0を超え、優れた着火性を有することが分かった。従って、着火性の向上を図るべく、接地電極については、A+B+C≦3.0mmを満たすものとすることが好ましいといえる。
【0089】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0090】
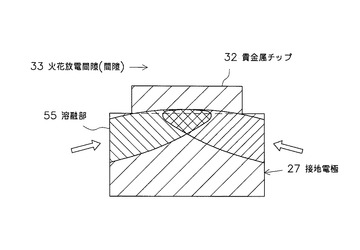
(a)上記実施形態では、レーザービーム等の照射方向は、貴金属チップ32の放電面と平行な方向とされているが、図12に示すように、貴金属チップ32の放電面とは反対側(接地電極27の背面側)に傾いた方向(図12中、白抜き矢印方向)からレーザービームを照射することで、溶融部55を形成することとしてもよい。この場合には、接合時における貴金属チップ32の溶融量をより低減させることができ、貴金属チップ32の体積をより増大させることができる。その結果、耐消耗性の更なる向上を図ることができる。また、図13に示すように、溶融部55が火花放電間隙33側に露出しないように形成することがより容易なものとなる。溶融部55が火花放電間隙33側に露出しない構成とすることで、耐久性の向上を図ることができる。
【0091】
(b)上記実施形態における溶融部35,45の構成は一例であって、前記投影面において、貴金属チップ32が投影されてなる領域に対して、貴金属チップ32と溶融部とが重なる領域の占める割合が70%以上とされていれば、溶融部の構成(溶融領域の形状や数など)は限定されるものではない。
【0092】
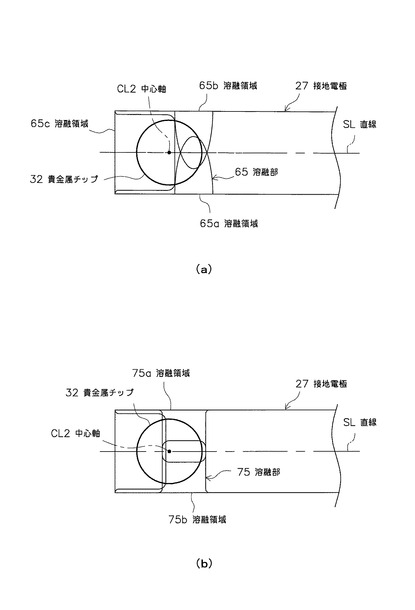
従って、例えば、図14(a)に示すように、溶融部65が、3つの溶融領域65a,65b,65cからなるものであってもよい。
【0093】
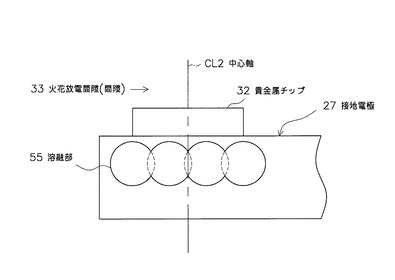
また、図14(b)に示すように、接地電極27の側面27S1,27S2に対するレーザービームの照射方法を変更することで、比較的幅広に形成された溶融領域75a,75bを有するように溶融部75を形成することとしてもよい。
【0094】
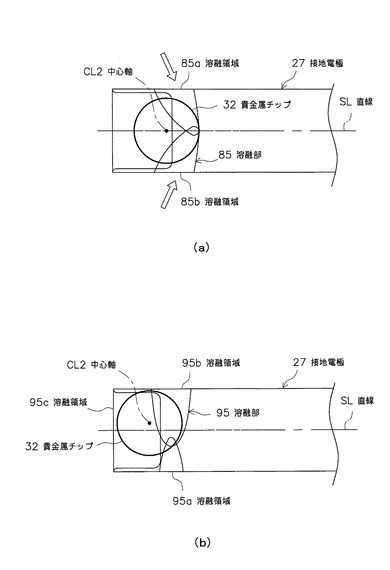
また、図15(a)に示すように、レーザービーム等の照射方向を接地電極27の長手方向と直交する方向から接地電極27の先端側へと傾けた方向〔図15(a)中、白抜き矢印方向〕とすることで、接地電極27の基端側に向けて傾いた形状をなす溶融領域85a,85bを有するように溶融部85を形成することとしてもよい。
【0095】
さらに、接地電極27に対する貴金属チップ32の配設位置に応じて、レーザービーム等の照射位置や照射エネルギー、照射方向等を変更することとしてもよい。従って、図15(b)に示すように、貴金属チップ32の配置位置に対応した位置に溶融領域95a,95b,95cを形成することで溶融部95を構成することとしてもよい。
【0096】
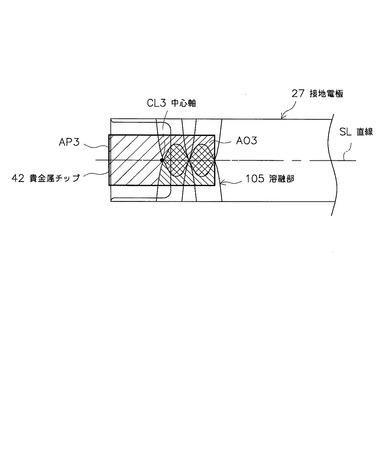
(c)上記実施形態では、貴金属チップ32は円柱状をなしているが、貴金属チップ32の形状はこれに限定されるものではない。従って、例えば、図16に示すように、貴金属チップ42が断面矩形状をなすこととしてもよい。このような場合であっても、貴金属チップ42の中心軸CL3に沿って、中心軸CL3と直交する投影面に貴金属チップ42及び溶融部105を投影した投影面において、貴金属チップ42が投影されてなる領域AP3(図16中、太線にて囲まれた領域)に対する、貴金属チップ42と溶融部105とが重なる領域AO3(図16中、斜線を付した領域)の占める割合を70%以上とすることで、貴金属チップ42の耐剥離性を十分に向上させることができる。
【0097】
(d)上記実施形態において、貴金属チップ32は、押さえピンにて支持された状態で、接地電極27に対してレーザー溶接されているが、レーザー溶接に先立って、接地電極27に貴金属チップ32を抵抗溶接し、両者を仮止めした上で、両者をレーザー溶接することとしてもよい。
【0098】
(e)上記実施形態では、火花放電間隙33において軸線CL1にほぼ沿った方向で火花放電が行われるタイプのスパークプラグ1が記載されているが、本発明の技術思想を適用可能なスパークプラグのタイプはこれに限定されるものではない。従って、軸線CL1とほぼ直交する方向に沿って火花放電が行われるタイプのスパークプラグにおいて、本発明の技術思想を適用することとしてもよい。また、軸線CL1に対して斜め方向に火花放電が行われるタイプのスパークプラグにおいて、本発明の技術思想を適用することとしてもよい。
【0099】
(f)上記実施形態では、主体金具3の先端部26に、接地電極27が接合される場合について具体化しているが、主体金具の一部(又は、主体金具に予め溶接してある先端金具の一部)を削り出すようにして接地電極を形成する場合についても適用可能である(例えば、特開2006−236906号公報等)。
【0100】
(g)上記実施形態では、工具係合部19は断面六角形状とされているが、工具係合部23の形状に関しては、このような形状に限定されるものではない。例えば、Bi−HEX(変形12角)形状〔ISO22977:2005(E)〕等とされていてもよい。
【符号の説明】
【0101】
1…スパークプラグ
2…絶縁碍子(絶縁体)
3…主体金具
4…軸孔
5…中心電極
27…接地電極
27F…(接地電極の)先端面
27S1,27S2…(接地電極の)側面
32…貴金属チップ
33…火花放電間隙(間隙)
35…溶融部
35a,35b,35c,35d,35e…溶融領域
37a,37b,37c,37d,37e…重なり溶融領域
CL1…軸線
CL2…(貴金属チップの)中心軸
【技術分野】
【0001】
本発明は、内燃機関等に使用されるスパークプラグ及びその製造方法に関する。
【背景技術】
【0002】
内燃機関等の燃焼装置に使用されるスパークプラグは、例えば、軸線方向に延びる中心電極と、当該中心電極の外周に設けられる絶縁体と、当該絶縁体の外側に組付けられる円筒状の主体金具と、基端部が前記主体金具の先端部に接合される接地電極とを備える。接地電極は、その先端部が前記中心電極の先端部と対向するように、自身の略中間部分が曲げ返して配置され、これにより中心電極の先端部及び接地電極の先端部の間に火花放電間隙が形成される。
【0003】
また近年では、接地電極の先端部のうち、前記火花放電間隙を形成する部位に貴金属チップを接合し、耐消耗性の向上を図る技術が知られている。ここで、接地電極に対する貴金属チップの接合手法としては、両者の接触面外縁にレーザービームを照射して、両者を構成する金属材料が溶け合ってなる溶融部を形成することで両者を接合する手法が一般的に用いられる(例えば、特許文献1等参照)。
【0004】
ところで、耐消耗性の更なる向上を図るという点から、貴金属チップを大径化し、貴金属チップのうち火花放電間隙を形成する面(放電面)の面積をより増大させることが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−158323号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、大径化された貴金属チップにおいては、接地電極との間の熱応力差が比較的大きなものとなってしまう。また、貴金属チップを接地電極に対して接合した際に、貴金属チップが大径であるため、貴金属チップの大きさに比べて溶融部の溶け込み深さが過度に小さくなってしまうおそれがある。すなわち、大径の貴金属チップを用いた場合には、接地電極と貴金属チップとの間の熱応力差が増大する一方で、その熱応力差を吸収する役割の溶融部を十分な深さをもって形成することが難しい。従って、両者の接合部分における酸化スケールの進展、ひいては接地電極からの貴金属チップの剥離が一層懸念される。
【0007】
これに対して、レーザービームの照射エネルギーを増大させることで溶融部の溶け込み深さを増大させることも考えられるが、単に照射エネルギーを増大させただけでは、溶融部が前記放電面に到達又は接近してしまい、貴金属チップを設けたことによる耐消耗性の向上効果が十分に発揮されないおそれがある。
【0008】
尚、貴金属チップを厚肉化することで、溶融部が放電面に到達又は接近してしまうことを防止することも考えられる。ところが、貴金属チップを構成する貴金属合金は高価であるため、大径化された貴金属チップをさらに厚肉なものとすれば、コストが著しく増大してしまうおそれがある。むしろ、大径化によるコスト増を極力抑制すべく、貴金属チップの薄肉化を図りたいのが実状である。
【0009】
本発明は、上記事情を鑑みてなされたものであり、その目的は、比較的大径の貴金属チップが接地電極に接合されてなるスパークプラグにおいて、貴金属チップの耐剥離性を十分に確保しつつ、コストの増大抑制を図ることができるスパークプラグ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
以下、上記目的を解決するのに適した各構成につき、項分けして説明する。なお、必要に応じて対応する構成に特有の作用効果を付記する。
【0011】
構成1.本構成のスパークプラグは、軸線方向に貫通する軸孔を有する筒状の絶縁体と、
前記軸孔の先端側に挿設される中心電極と、
前記絶縁体の外周に設けられた筒状の主体金具と、
前記主体金具の先端部に配置された接地電極と、
前記接地電極の先端部に接合され、前記中心電極の先端部との間に間隙を形成する貴金属チップとを備え、
前記貴金属チップの前記間隙を形成する面の面積が0.9mm2以上であるスパークプラグであって、
前記貴金属チップは、前記接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより形成される前記接地電極と前記貴金属チップとが溶け合った溶融部を介して前記接地電極に対して接合され、
前記貴金属チップの中心軸に沿って、前記中心軸と直交する投影面に前記貴金属チップ及び前記溶融部を投影した投影面において、
前記貴金属チップが投影されてなる領域に対して、前記貴金属チップと前記溶融部とが重なる領域の占める割合が70%以上とされることを特徴とする。
【0012】
尚、「接地電極の側面」とあるのは、接地電極のうち前記中心電極に対向する面と隣接する面(接地電極の先端面を除く)を意味する。
【0013】
上記構成1のように、前記間隙を形成する面(放電面)の面積が0.9mm2以上と比較的大径の貴金属チップは、耐消耗性の向上を期待できる一方で、上述の通り、接地電極からの剥離がより一層懸念される。
【0014】
この点、上記構成1によれば、貴金属チップの中心軸に沿って、当該中心軸と直交する投影面に貴金属チップと溶融部とを投影した投影面において、貴金属チップが投影されてなる領域に対して貴金属チップと溶融部とが重なる領域の占める割合が70%以上とされている。すなわち、貴金属チップが接地電極に対して十分に広い溶融部を介して接合されている。従って、大径の貴金属チップと接地電極との間で生じる比較的大きな熱応力差であっても、溶融部によって十分に吸収することができ、両者の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップの耐剥離性をより確実に向上させることができる。
【0015】
また、接地電極と貴金属チップとの接触面外縁ではなく、接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより溶融部が形成されている。従って、上述のように溶融部の広さを十分に確保したとしても、溶融部が放電面に至ってしまったり、接近してしまったりすることが生じにくく、貴金属チップを設けたことによる耐消耗性の向上効果を十分に発揮させることができる。その結果、貴金属チップの放電面の面積が0.9mm2以上と比較的大きいことと相俟って、耐消耗性の飛躍的な向上を図ることができる。
【0016】
さらに、溶融部の放電面への到達又は接近を抑制できることから、貴金属チップとして比較的薄肉(例えば、0.5mm以下)のものを用いることができる。これにより、大径化した貴金属チップを用いることに伴う製造コストの増大を効果的に抑制することができる。
【0017】
構成2.本構成のスパークプラグは、上記構成1において、前記溶融部は、前記貴金属チップの基端部の外周部分と前記接地電極との間の全域に亘って形成されることを特徴とする。
【0018】
上記構成2によれば、貴金属チップ及び接地電極の境界部分を覆うようにして溶融部が形成される。従って、溶融部の存在によって、前記境界部分への腐食ガスの侵入を効果的に防止することができ、貴金属チップ及び接地電極の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップの耐剥離性をより一層向上させることができる。
【0019】
構成3.本構成のスパークプラグは、上記構成1又は2において、前記溶融部は、前記接地電極の先端面及び側面のうちの少なくとも第1の面と当該第1の面とは異なる第2の面とに対してレーザービーム又は電子ビームを照射することにより形成されるとともに、
前記第1の面に対してレーザービーム又は電子ビームを照射することにより形成された第1の溶融領域と、前記第2の面に対してレーザービーム又は電子ビームを照射することにより形成された第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されることを特徴とする。
【0020】
上記構成3によれば、溶融部において、第1の溶融領域と第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されている。すなわち、溶融部は、接地電極の先端面と接地電極の少なくとも一方の側面との間に亘って、或いは、接地電極の側面同士の間に亘って、又は、接地電極の先端面及び両側面のそれぞれの面同士の間に亘って形成されている。従って、接地電極に対する貴金属チップの接合強度をより向上させることができ、貴金属チップの耐剥離性の更なる向上を図ることができる。
【0021】
構成4.本構成のスパークプラグは、上記構成3において、前記貴金属チップの中心軸を通り前記接地電極の長手方向に沿って延びる直線、前記貴金属チップ、及び、前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップが投影されてなる領域内において、前記直線上に位置することを特徴とする。
【0022】
上記構成4によれば、接地電極及び貴金属チップ間で生じる熱応力差を溶融部によってより確実に吸収することができる。これにより、両者の接合部分における酸化スケールの進展を極めて効果的に抑制することができ、貴金属チップの耐剥離性をより一層向上させることができる。
【0023】
構成5.本構成のスパークプラグは、上記構成3において、前記貴金属チップの中心軸及び前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップの中心軸上に位置することを特徴とする。
【0024】
上記構成5によれば、溶融部によって接地電極及び貴金属チップ間で生じる熱応力差をより一層確実に吸収することができ、貴金属チップの耐剥離性を飛躍的に向上させることができる。
【0025】
構成6.本構成のスパークプラグは、上記構成1乃至5のいずれかにおいて、前記貴金属チップの前記間隙を形成する面に、前記溶融部が露出していないことを特徴とする。
【0026】
上記構成6によれば、貴金属チップと比較して耐消耗性に劣る溶融部が放電面に露出していないため、貴金属チップを設けたことによる耐消耗性の向上効果をより確実に発揮させることができる。
【0027】
構成7.本構成のスパークプラグは、上記構成1乃至6のいずれかにおいて、前記貴金属チップは、イリジウム(Ir)、白金(Pt)、ロジウム(Rh)、ルテニウム(Ru)、パラジウム(Pd)、及び、レニウム(Re)のうち少なくとも1種を含有することを特徴とする。
【0028】
上記構成7のように、貴金属チップを構成する金属材料としてPtやIr等を含有するものを用いることで、耐消耗性のより一層の向上を図ることができる。
【0029】
構成8.本構成のスパークプラグの製造方法は、上記構成1乃至7のいずれかに記載のスパークプラグの製造方法であって、
前記接地電極に前記貴金属チップを載置した上で、前記貴金属チップ及び前記接地電極の接触面に対し、前記貴金属チップの前記間隙を形成する面とは反対側に傾いた方向から前記レーザービーム又は電子ビームを照射することで、前記接地電極に前記貴金属チップを接合することを特徴とする。
【0030】
上記構成8によれば、接地電極に貴金属チップを接合する際に、貴金属チップの前記間隙を形成する面(放電面)と平行な方向から接地電極の背面側へと傾けた方向よりレーザービーム又は電子ビームが照射される。従って、貴金属チップのうち接合時に溶融してしまう部分を減少させることができ、接合後における貴金属チップが十分な厚さを有するものとなる。その結果、耐消耗性の更なる向上を図ることができる。
【0031】
また、レーザービーム又は電子ビームを照射して形成した溶融部は、その表面に微小な凹凸が形成され得るため、放電時において、電界強度が比較的高い前記凹凸部分と中心電極との間で放電が生じてしまい、耐久性が低下してしまうおそれがあるが、上記構成8によれば、前記間隙(火花放電間隙)側に露出しないように溶融部を形成することが比較的容易である。従って、上記構成8を採用し、溶融部が前記間隙側に露出しないものとすれば、前記溶融部と中心電極との間の放電を効果的に抑制することができ、耐久性の向上を図ることができる。
【0032】
構成9.本構成のスパークプラグの製造方法は、上記構成8において、ファイバーレーザー又は電子ビームを用いて、前記接地電極に前記貴金属チップを接合することを特徴とする。
【0033】
上記構成9によれば、溶融部について比較的薄い状態を維持したまま、溶融部をより接地電極等の内部側へと至らせることができる。そのため、上述のように比較的大きな領域に亘って溶融部を形成したとしても、溶融部のボリュームを比較的小さなものとすることができる。従って、貴金属チップのうち接合時に溶融してしまう部分を一層減少させることができ、貴金属チップとしてより薄いものを用いたとしても、接合後における貴金属チップが十分な厚さ(体積)を有するものとなる。その結果、耐消耗性のより一層の向上を図ることができる。
【図面の簡単な説明】
【0034】
【図1】スパークプラグの構成を示す一部破断正面図である。
【図2】(a)は、接地電極に対する貴金属チップの接合位置等を示す部分拡大図であり、(b)は、スパークプラグの先端部の構成を示す一部破断拡大正面図である。
【図3】(a)は、溶融部等の構成を示す部分拡大側面図であり、(b)は、貴金属チップや溶融部等を投影させた投影面を示す投影図である。
【図4】溶融部の断面形状等を示す部分拡大断面図である。
【図5】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図であり、(d)は(a)のL−L線断面図であり、(e)は(a)のM−M線断面図であり、(f)は(a)のN−N線断面図である。
【図6】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図であり、(d)は(a)のL−L線断面図である。
【図7】重なり溶融領域の形状や位置の特定方法を説明するための図であって、(a)は接地電極等の斜視模式図であり、(b)は(a)のJ−J線断面図であり、(c)は(a)のK−K線断面図である。
【図8】第2実施形態における溶融部の構成を説明するための図であって、(a)は接地電極の先端部等を示す部分拡大側面図であり、(b)は、貴金属チップや溶融部等を投影させた投影面を示す投影図である。
【図9】溶融部割合を種々変更させたサンプルについての机上バーナー試験の試験結果を示すグラフである。
【図10】各サンプルにおける溶融部の形状を示す図であって、(a)はサンプル1の溶融部等を投影させた投影図であり、(b)はサンプル2の溶融部等を投影させた投影図であり、(c)は、サンプル3の溶融部等を投影させた投影図であり、(d)はサンプル4の溶融部等を投影させた投影図である。
【図11】着火性評価試験の試験結果を示すグラフである。
【図12】別の実施形態におけるレーザービームの照射方向等を説明するための部分拡大断面図である。
【図13】別の実施形態における溶融部等の構成を示す部分拡大側面図である。
【図14】(a),(b)は、別の実施形態における溶融部の構成を説明するための投影図である。
【図15】(a),(b)は、別の実施形態における溶融部の構成を説明するための投影図である。
【図16】別の実施形態における溶融部の構成を説明するための投影図である。
【発明を実施するための形態】
【0035】
〔第1実施形態〕
以下に、実施形態について図面を参照しつつ説明する。図1は、スパークプラグ1を示す一部破断正面図である。尚、図1では、スパークプラグ1の軸線CL1方向を図面における上下方向とし、下側をスパークプラグ1の先端側、上側を後端側として説明する。
【0036】
スパークプラグ1は、筒状をなす絶縁体としての絶縁碍子2、これを保持する筒状の主体金具3などから構成されるものである。
【0037】
絶縁碍子2は、周知のようにアルミナ等を焼成して形成されており、その外形部において、後端側に形成された後端側胴部10と、当該後端側胴部10よりも先端側において径方向外向きに突出形成された大径部11と、当該大径部11よりも先端側においてこれよりも細径に形成された中胴部12と、当該中胴部12よりも先端側においてこれより細径に形成された脚長部13とを備えている。加えて、絶縁碍子2のうち、大径部11、中胴部12、及び、大部分の脚長部13は、主体金具3の内部に収容されている。そして、中胴部12と脚長部13との連接部にはテーパ状の段部14が形成されており、当該段部14にて絶縁碍子2が主体金具3に係止されている。
【0038】
さらに、絶縁碍子2には、軸線CL1に沿って軸孔4が貫通形成されており、当該軸孔4の先端側には中心電極5が挿入、固定されている。当該中心電極5は、熱伝導性に優れる銅又は銅合金からなる内層5A、及び、ニッケル(Ni)を主成分とするNi合金からなる外層5Bにより構成されている。さらに、中心電極5は、全体として棒状(円柱状)をなし、その先端面が平坦に形成されるとともに、絶縁碍子2の先端から突出している。また、中心電極5の先端部には、所定の貴金属合金(例えば、白金合金やイリジウム合金)からなる貴金属部31が設けられている。
【0039】
また、軸孔4の後端側には、絶縁碍子2の後端から突出した状態で端子電極6が挿入、固定されている。
【0040】
さらに、軸孔4の中心電極5と端子電極6との間には、円柱状の抵抗体7が配設されている。当該抵抗体7の両端部は、導電性のガラスシール層8,9を介して、中心電極5と端子電極6とにそれぞれ電気的に接続されている。
【0041】
加えて、前記主体金具3は、低炭素鋼等の金属により筒状に形成されており、その外周面にはスパークプラグ1を燃焼装置(例えば、内燃機関や燃料電池改質器等)の取付孔に取付けるためのねじ部(雄ねじ部)15が形成されている。また、ねじ部15の後端側の外周面には座部16が形成され、ねじ部15後端のねじ首17にはリング状のガスケット18が嵌め込まれている。さらに、主体金具3の後端側には、主体金具3を前記燃焼装置に取付ける際にレンチ等の工具を係合させるための断面六角形状の工具係合部19が設けられるとともに、後端部において絶縁碍子2を保持するための加締め部20が設けられている。
【0042】
また、主体金具3の内周面には、絶縁碍子2を係止するためのテーパ状の段部21が設けられている。そして、絶縁碍子2は、主体金具3の後端側から先端側に向かって挿入され、自身の段部14が主体金具3の段部21に係止された状態で、主体金具3の後端側の開口部を径方向内側に加締めること、つまり上記加締め部20を形成することによって固定される。尚、絶縁碍子2及び主体金具3双方の段部14,21間には、円環状の板パッキン22が介在されている。これにより、燃焼室内の気密性を保持し、燃焼室内に晒される絶縁碍子2の脚長部13と主体金具3の内周面との隙間に入り込む燃料ガスが外部に漏れないようになっている。
【0043】
さらに、加締めによる密閉をより完全なものとするため、主体金具3の後端側においては、主体金具3と絶縁碍子2との間に環状のリング部材23,24が介在され、リング部材23,24間にはタルク(滑石)25の粉末が充填されている。すなわち、主体金具3は、板パッキン22、リング部材23,24及びタルク25を介して絶縁碍子2を保持している。
【0044】
また、主体金具3の先端部26には、略中間部分が曲げ返されて、その先端側側面が中心電極5の先端部(貴金属部31)と対向する接地電極27が接合されている。当該接地電極27は、Ni合金によって構成されており、前記貴金属部31と対向する部位に、円柱状の貴金属チップ32が接合されている。当該貴金属チップ32は、イリジウム、白金、ロジウム、ルテニウム、パラジウム、及び、レニウムのうち少なくとも1種を含有する貴金属合金により形成されている。また、貴金属チップ32の先端面(放電面)と前記貴金属部31との間には、間隙としての火花放電間隙33が形成されており、当該火花放電間隙33において軸線CL1に沿った方向で火花放電が行われるようになっている。
【0045】
加えて、耐消耗性の向上を図るべく、前記貴金属チップ32は比較的大径化されており、本実施形態において、貴金属チップ32のうち前記火花放電間隙33を形成する面(放電面)の面積は0.9mm2以上とされている。但し、大径化に伴うコストの増大を抑制すべく、貴金属チップ32は比較的薄肉(例えば、厚さ0.5mm以下)とされている。
【0046】
さらに、着火性の向上を図るべく、接地電極27は比較的細く形成されているが、接地電極27に対する貴金属チップ32の接合面積を十分に維持するという観点から、図2(a)に示すように、接地電極27の幅は貴金属チップ32の外径よりも大きなものとされ、さらに、接地電極27の幅方向の中心に貴金属チップ32の中心軸CL2が位置するように貴金属チップ32が接合されている。そのため、貴金属チップ32の中心軸CL2と接地電極27の長手方向に沿って延びる直線SLとに直交する方向に沿った、接地電極27の側面27S1から貴金属チップ32までの距離をA(mm)とし、貴金属チップ32の幅をB(mm)とし、貴金属チップ32から接地電極27の側面27S2までの距離をC(mm)としたとき、A+B+C≦3.0を満たすものとなっている。
【0047】
加えて、図2(b)等に示すように、貴金属チップ32は、接地電極27に対して、接地電極27を構成する金属材料と貴金属チップ32を構成する金属材料とが溶け合ってなる溶融部35を介して接合されている〔尚、前記図2(a)では、溶融部35を省略して示している〕。本実施形態において、溶融部35は、貴金属チップ32の基端部の外周部分と接地電極27との間の全域に亘って形成されている。
【0048】
また、本実施形態において、溶融部35は、図3(a),(b)及び図4に示すように、接地電極27の先端面27F及び両側面27S1,27S2に対してレーザービーム又は電子ビームが照射されることにより形成されている。詳述すると、溶融部35は、溶融領域35a,35b,35c,35d,35eにより構成されており、溶融領域35a,35bは、接地電極27の側面27S1に対して貴金属チップ32のうち火花放電間隙33を形成する面(放電面)と平行で、かつ、接地電極27の長手方向と直交する方向(図4中、白抜き矢印方向)に沿ってレーザービーム又は電子ビームを2箇所照射することで形成されている。また、溶融領域35c,35dは、接地電極27の側面27S2のうち前記溶融領域35a,35bの背面に位置する部位に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを2箇所照射することで、前記溶融領域35a,35bの背面側に形成されている。さらに、溶融領域35eは、接地電極27の先端面27Fに対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向に沿ってレーザービーム又は電子ビームを照射しつつ、接地電極27の幅方向に沿って照射位置を徐々に移動させることで形成されている。また、このように接地電極27の先端面27F及び側面27S1,27S2にレーザービーム又は電子ビームを照射することで、貴金属チップ32の放電面に溶融部35が露出しないものとなっている。
【0049】
尚、接地電極27の側面27S1を本発明における「第1の面」とした場合には、接地電極27の先端面27F及び側面27S2が本発明における「第2の面」に相当することとなる。また、接地電極27の側面27S1を本発明における「第1の面」とした場合には、側面27S1にレーザービーム又は電子ビームを照射して形成した溶融領域35a,35bが本発明における「第1の溶融領域」に相当し、先端面27Fや側面27S2にレーザービーム又は電子ビームを照射して形成した溶融領域35c,35d,35eが本発明における「第2の溶融領域」に相当することとなる。
【0050】
さらに、本実施形態においては、図3(b)に示すように、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32及び溶融部35を投影した投影面において、貴金属チップ32が投影されてなる領域AP1〔図3(b)中、太線にて囲まれた領域〕に対して、貴金属チップ32と溶融部35とが重なる領域AO1〔図3(b)中、斜線を付した部位〕の占める割合が70%以上(例えば、100%)とされている。
【0051】
加えて、図3(b)、及び、図4に示すように、溶融部35においては、溶融領域35a,35cが重なり合ってなる重なり溶融領域37aと、溶融領域35b,35dが重なり合ってなる重なり溶融領域37bと、溶融領域35b,35eが重なり合ってなる重なり溶融領域37cと、溶融領域35d,35eが重なり合ってなる重なり溶融領域37dと、溶融領域35b,35d,35eが重なり合ってなる重なり溶融領域37eとが形成されている。本実施形態においては、貴金属チップ32の中心軸CL2を通り接地電極27の長手方向に沿って延びる直線SLを、貴金属チップ32の中心軸CL2に沿って前記投影面に対して投影させた際に、貴金属チップ32が投影されてなる前記領域AP1内において、前記重なり溶融領域37a,37b,37eが前記直線SL上に位置するように、溶融領域35a等の形成位置が設定されている。
【0052】
尚、「重なり溶融領域」とあるのは、前記接地電極27の先端面27F及び側面27S1,27S2のうちのいずれかの面(第1の面)にレーザービーム又は電子ビームを照射して形成された溶融領域と、先端面27F及び側面27S1,27S2のうち前記第1の面とは異なる面(第2の面)とに対してレーザービーム又は電子ビームを照射することにより形成された溶融領域とが重なり合った部位をいう。従って、例えば、同一の側面27S1に対してレーザービーム又は電子ビームを照射して形成された溶融領域35aと溶融領域35bとが重なり合う部分は本発明における「重なり溶融領域」には相当しない。
【0053】
また、重なり溶融領域の有無は、次のようにして判断することができる。すなわち、一般にレーザービーム又は電子ビームが照射されてなる溶融領域のうち接地電極27等の内部に位置する部位(すなわち、溶融領域のうち貴金属チップ32側へと溶け出した部位を除く部位)は、外表面から接地電極27等の内部側に向かって先細り形状をなす。従って、例えば、図5(a)〜(f)に示すように、重なり溶融領域が形成されていない場合には、各溶融領域MA1,MA2について、溶融領域MA1,MA2を形成する際のレーザービーム又は電子ビームの照射方向(図中、白抜き矢印方向)、及び、貴金属チップ(図5〜図7中において、図示略)の中心軸CL2に沿って複数の断面をとったとき、それぞれの溶融領域MA1,MA2の断面形状は、内部側に向けて幅が減少する形状となる。
【0054】
これに対して、重なり溶融領域が形成されている場合には、例えば、図6(a)〜(d)、及び、図7(a)〜(c)に示すように、各溶融領域MA3,MA4,MA5,MA6について前記断面をとったとき、いずれかの溶融領域MA3〜MA6の断面形状について、少なくとも一部において内部側に向けて幅が一定又は拡大する形状となる。従って、この点を利用することで、重なり溶融領域の有無を判断することができる。
【0055】
また、重なり溶融領域は、次のようにしてその形成位置を特定することができる。すなわち、溶融領域の断面形状において、幅が一定又は拡大する部位(変曲部)を有する溶融領域(例えば、図6の溶融領域MA3)を特定し、当該溶融領域のうち外表面に位置する部位から前記変曲部に至るまでの断面形状に基づいて、重なり溶融領域がないものと仮定した場合における溶融領域の連続的な断面形状〔例えば、図6(b)〜(d)〕をそれぞれ推定する。そして、推定された連続的な断面形状に基づいて立体的な溶融領域の形状を導出するとともに、その溶融領域の接地電極等に対する相対位置を特定する。この溶融領域の形状を導出する作業と接地電極等に対する溶融領域の相対位置を特定する作業とを、前記変曲部を有する全ての溶融領域について行い、各溶融領域について、その立体的形状、及び、接地電極等に対する相対位置を得る。そして、各溶融領域をそれぞれの相対位置に対応して配置することで、重なり溶融領域の形成位置を立体的に特定することができる。
【0056】
次に、上記のように構成されてなるスパークプラグ1の製造方法について説明する。まず、主体金具3を予め加工しておく。すなわち、円柱状の金属素材(例えば、鉄系素材やステンレス素材)に対して冷間鍛造加工等により概形を形成するとともに、貫通孔を形成する。その後、切削加工を施すことで外形を整え、主体金具中間体を得る。
【0057】
続いて、主体金具中間体の先端面に、Ni合金からなる直棒状の接地電極27が抵抗溶接される。当該溶接に際してはいわゆる「ダレ」が生じるので、その「ダレ」を除去した後、主体金具中間体の所定部位にねじ部15が転造によって形成される。これにより、接地電極27の溶接された主体金具3が得られる。また、接地電極27の溶接された主体金具3には、亜鉛メッキ或いはニッケルメッキが施される。尚、耐食性向上を図るべく、その表面に、さらにクロメート処理が施されることとしてもよい。
【0058】
一方、前記主体金具3とは別に、絶縁碍子2を成形加工しておく。例えば、アルミナを主体としバインダ等を含む原料粉末を用いて、成形用素地造粒物を調製するとともに、当該成形用素地造粒物を用いてラバープレス成形を行うことで、筒状の成形体が得られる。そして、得られた成形体に対し、研削加工が施され整形されるとともに、整形されたものが焼成炉で焼成されることにより、絶縁碍子2が得られる。
【0059】
また、前記主体金具3、絶縁碍子2とは別に、中心電極5を製造しておく。すなわち、中央部に放熱性向上を図るための銅合金等を配置したNi合金を鍛造加工して中心電極5を作製する。次いで、中心電極5の先端部に対して貴金属合金からなる貴金属部31がレーザー溶接等により接合される。
【0060】
次に、上記のようにして得られた絶縁碍子2及び中心電極5と、抵抗体7と、端子電極6とが、ガラスシール層8,9によって封着固定される。ガラスシール層8,9としては、一般的にホウ珪酸ガラスと金属粉末とが混合されて調製されており、当該調製されたものが抵抗体7を挟むようにして絶縁碍子2の軸孔4内に注入された後、後方から前記端子電極6で押圧しつつ、焼成炉内にて加熱することにより焼き固められる。尚、このとき、絶縁碍子2の後端側胴部10表面には釉薬層が同時に焼成されることとしてもよいし、事前に釉薬層が形成されることとしてもよい。
【0061】
その後、上記のようにそれぞれ作製された中心電極5及び端子電極6を備える絶縁碍子2と、接地電極27を備える主体金具3とが組付けられる。より詳しくは、比較的薄肉に形成された主体金具3の後端側の開口部を径方向内側に加締めること、つまり上記加締め部20を形成することによって固定される。
【0062】
次いで、メッキ除去を施した接地電極27の先端部に貴金属チップ32がレーザービーム又は電子ビーム溶接により接合される。
【0063】
より詳しくは、接地電極27の所定部位に貴金属チップ32を載置した状態で、所定の押さえピンにより貴金属チップ32を支持する。その上で、接地電極27の側面27S1,27S2の所定箇所に対してファイバーレーザー又は電子ビーム等の高エネルギーレーザービームを照射し、接地電極27と貴金属チップ32とが溶け合ってなる溶融領域35a,35b,35c,35dを形成する。また、接地電極27の先端面27Fに対して前記高エネルギーレーザービームを照射しつつ、接地電極27の幅方向に沿ってレーザーの照射位置を移動させることで、前記溶融領域35eを形成する。これにより、溶融領域35a,35b,35c,35d,35eからなる前記溶融部35が形成され、貴金属チップ32が接地電極27に接合される。
【0064】
本実施形態においては、貴金属チップ32が投影されてなる領域AP1に対して、貴金属チップ32と溶融部35とが重なる領域AO1の占める割合が70%以上となるように、レーザービーム等の照射条件が設定されている。尚、貴金属チップ32の外径や貴金属チップ32等を構成する材料が異なる場合には、レーザービーム等の出力や照射時間、レーザービーム等の打ち方〔レーザーを連続波とするか、断続波(パルス)とするか等〕等を適宜調整することにより、領域AP1に対して領域AO1の占める割合が70%以上の溶融部35を形成することができる。
【0065】
貴金属チップ32の接合後、接地電極27の中間部分を中心電極5側に屈曲させる。そして、貴金属部31及び貴金属チップ32間の火花放電間隙33の大きさを調整することで、上述したスパークプラグ1が得られる。
【0066】
以上詳述したように、本実施形態によれば、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32と溶融部35とを投影した投影面において、貴金属チップ32が投影されてなる領域AP1に対して貴金属チップ32と溶融部35とが重なる領域AO1の占める割合が70%以上とされている。すなわち、貴金属チップ32が接地電極27に対して十分に広い溶融部35を介して接合されている。従って、放電面の面積が0.9mm2以上と大径の貴金属チップ32と接地電極27との間で生じる比較的大きな熱応力差であっても、溶融部35によって十分に吸収することができ、両者の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップ32の耐剥離性をより確実に向上させることができる。
【0067】
また、接地電極27と貴金属チップ32との接触面外縁ではなく、接地電極27の先端面27F及び側面27S1,27S2に対してレーザービーム又は電子ビームが照射されることで溶融部35が形成されている。従って、上述のように溶融部35の広さを十分に確保したとしても、溶融部35が貴金属チップ32の放電面に至ってしまったり、接近してしまったりすることが生じにくく、貴金属チップ32を設けたことによる耐消耗性の向上効果を十分に発揮させることができる。その結果、貴金属チップ32の放電面の面積が0.9mm2以上と比較的大きいことと相俟って、耐消耗性の飛躍的な向上を図ることができる。
【0068】
さらに、溶融部35の放電面への到達又は接近を抑制できることから、貴金属チップ32として比較的薄肉のものを用いることができる。これにより、大径化した貴金属チップ32を用いることに伴う製造コストの増大を効果的に抑制することができる。
【0069】
また、溶融部35は、貴金属チップ32の基端部の外周部分と接地電極27との間の全域に亘って形成されており、溶融部35が、貴金属チップ32及び接地電極27の境界部分を覆うようにして位置している。従って、溶融部35の存在によって、前記境界部分への腐食ガスの侵入を効果的に防止することができ、貴金属チップ32及び接地電極27の接合部分における酸化スケールの進展をより確実に防止することができる。その結果、貴金属チップ32の耐剥離性をより一層向上させることができる。
【0070】
加えて、溶融部35は、接地電極27の先端面27F及び両側面27S1,27S2のそれぞれの面同士の間に亘って形成されている。従って、接地電極27に対する貴金属チップ32の接合強度をより向上させることができ、耐剥離性の更なる向上を図ることができる。
【0071】
併せて、前記投影面において、重なり溶融領域35a,35b,35eが、貴金属チップ32が投影されてなる領域AP1内において、直線SL上に位置している。従って、接地電極27及び貴金属チップ32間で生じる熱応力差を溶融部35によってより確実に吸収することができ、貴金属チップ32の耐剥離性をより一層向上させることができる。
【0072】
また、接地電極27に貴金属チップ32を接合する際に、ファイバーレーザー又は電子ビームが用いられる。このため、上述のように比較的大きな領域に亘って溶融部35を形成したとしても、溶融部35のボリュームを比較的小さなものとすることができ、貴金属チップ32のうち接合時に溶融してしまう部分を一層減少させることができる。このため、貴金属チップ32のボリュームをより一層確実に確保することができ、耐消耗性のより一層の向上を図ることができる。
〔第2実施形態〕
次に、第2実施形態について、図を参照しつつ、上記第1実施形態との相違点を中心に説明する。本第2実施形態においては、図8(a),(b)に示すように、特に接地電極27に貴金属チップ32を接合する際のレーザービーム又は電子ビームの照射位置が相違し、その結果、形成される溶融部45の構成が異なるものとなっている。
【0073】
詳述すると、溶融部45は、溶融領域45a,45b,45c,45d,45e,45
f,45g,45hにより構成されており、溶融領域45a,45b,45c,45dは、接地電極27の側面27S1に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを4箇所照射することにより形成されている。また、溶融領域45e,45f,45g,45hは、接地電極27の側面27S2のうち前記溶融領域45a,45b,45c,45dの背面に位置する部位に対して貴金属チップ32の放電面と平行な方向で、かつ、接地電極27の長手方向と直交する方向に沿ってレーザービーム又は電子ビームを4箇所照射することで形成されている。尚、上記第1実施形態と同様に、貴金属チップ32の中心軸CL2に沿って、当該中心軸CL2と直交する投影面に貴金属チップ32及び溶融部45を投影した投影面において、貴金属チップ32が投影されてなる領域AP2〔図8(b)中、太線にて囲まれた領域〕に対して、貴金属チップ32と溶融部45とが重なる領域AO2〔図8(b)中、斜線を付した領域〕の占める割合が70%以上とされている。
【0074】
加えて、溶融部45においては、溶融領域45a,45eが重なり合ってなる重なり溶融領域47aと、溶融領域45b,45fが重なり合ってなる重なり溶融領域47bと、溶融領域45c,45gが重なり合ってなる重なり溶融領域47cと、溶融領域45d,45hが重なり合ってなる重なり溶融領域47dとが形成されている。本実施形態においては、貴金属チップ32の中心軸CL2を通り接地電極27の長手方向に沿って延びる直線SLと貴金属チップ32の中心軸CL2とを、貴金属チップ32の中心軸CL2に沿って前記投影面に対して投影させた際に、前記重なり溶融領域47a,47b,47c,47dが直線SL上に位置するとともに、重なる溶融領域47cが前記中心軸CL2上に位置するように、各溶融領域45a等の形成位置が設定されている。
【0075】
以上、本第2実施形態によれば、前記投影面において、重なり溶融領域47cが、貴金属チップ32の中心軸CL2上に位置するため、溶融部45によって接地電極27及び貴金属チップ32間で生じる熱応力差をより一層確実に吸収することができる。その結果、貴金属チップ32の耐剥離性を飛躍的に向上させることができる。
【0076】
次に、上記実施形態によって奏される作用効果を確認すべく、レーザービームの照射条件を変更することで、前記投影面において、貴金属チップが投影されてなる領域に対する、貴金属チップと溶融部とが重なる領域の占める割合(溶融部割合)を種々変更したスパークプラグのサンプルを作製し、各サンプルについて机上バーナー試験を行った。机上バーナー試験の概要は、次の通りである。すなわち、サンプルに対して、貴金属チップの温度が1050℃となるようバーナーで2分間加熱後、大気雰囲気下にて1分間徐冷することを1サイクルとして1000サイクル実施し、1000サイクル終了後にサンプル断面を観察することで、溶融部と接地電極及び貴金属チップとの境界面の長さに対する、当該境界面において形成された酸化スケールの長さの割合(酸化スケール割合)を計測した。図9に、溶融部割合及び酸化スケール割合の関係を表すグラフを示す。尚、貴金属チップとしては、外径1.2mm(放電面の面積が約1.1mm2)で、厚さ0.4mmのものを用いた。また、接地電極としては、幅が2.8mmで、厚さが1.5mmのものを用いた。加えて、各サンプルともに、重なり溶融領域が形成されないように溶融領域を形成することとした。
【0077】
図9に示すように、溶融部割合を70%未満としたサンプルは、酸化スケール割合が増大してしまい、貴金属チップの耐剥離性が不十分となってしまうことが明らかとなった。これは、溶融部が比較的狭かったため、大径の貴金属チップと接地電極との間で生じる熱応力差を十分に吸収することができず、その結果、酸化スケールの進展を十分に防止できなかったためであると考えられる。
【0078】
これに対して、溶融部割合を70%以上としたサンプルは、酸化スケール割合が50%以下となり、十分な耐剥離性を有することが分かった。また、溶融部割合を大きくするに従って、耐剥離性をより向上できることが確認された。従って、貴金属チップの剥離を防止すべく、溶融部割合を70%以上とすることが好ましく、溶融部割合を80%以上とすることがより好ましく、溶融部割合を100%とすることがより一層好ましいといえる。
【0079】
次に、図10(a)に示すように、前記投影面において重なり溶融領域OM1が貴金属チップ32の中心軸CL2上に位置するように溶融部M1を形成したサンプル(サンプル1)と、図10(b)に示すように、前記投影面において重なり溶融領域OM2が前記直線SL上に位置するようにして溶融部M2を形成したサンプル(サンプル2)と、図10(c)に示すように、前記投影面において前記直線SLからずらした位置に重なり溶融領域OM3が位置するように溶融部M3を形成したサンプル(サンプル3)と、図10(d)に示すように、重なり溶融領域が形成されないように溶融部M4を形成したサンプル(サンプル4)とをそれぞれ作製し、各サンプルについて上述の机上バーナー試験を行った。表1に、各サンプルについての試験結果を示す。尚、各サンプルともに溶融部割合を70%とし、貴金属チップや接地電極としては上記試験と同様のサイズのものを用いることとした。
【0080】
【表1】
【0081】
表1に示すように、重なり溶融領域OM1,OM2,OM3を形成したサンプル(サンプル1〜3)は、それぞれ酸化スケール割合がより低減し、耐剥離性に一層優れることが分かった。これは、重なり溶融領域が形成されたことで、接地電極に対する貴金属チップの接合強度がより向上したためであると考えられる。
【0082】
また、投影面において、直線SL上に重なり溶融領域OM1,OM2を形成したサンプル(サンプル1,2)は、一層優れた耐剥離性を有し、特に、投影面において貴金属チップの中心軸CL2上に重なり溶融領域OM1を形成したサンプル(サンプル1)は、非常に優れた耐剥離性を有することが認められた。これは、投影面において、重なり溶融領域を直線SL上又は中心軸CL2上に位置するように形成したことで、溶融部により接地電極及び貴金属チップ間で生じる熱応力差がより効果的に吸収され、その結果、酸化スケールの進展が非常に効果的に抑制されたためであると考えられる。
【0083】
以上の試験結果から、耐剥離性の更なる向上を図るという点から、重なり溶融領域が形成されるように溶融部を形成することが好ましいといえる。また、耐剥離性のより一層の向上を図るべく、投影面において重なり溶融領域を前記直線SL上に形成することがより好ましく、投影面において重なり溶融領域を貴金属チップの中心軸CL2上に形成することがより一層好ましいといえる。
【0084】
次いで、レーザービームの照射エネルギーや照射位置などを変更することで、貴金属チップのうち火花放電間隙を形成する面(放電面)に溶融部が露出したサンプル(サンプル5)と、放電面に溶融部が露出していないサンプル(サンプル6)とをそれぞれ作製し、両サンプルについて机上火花試験を行った。尚、机上火花試験の概要は次の通りである。すなわち、サンプルへの印加電圧の周波数を100Hzとした上で(つまり、1分当たり6000回の放電が行われるようにした上で)、0.4MPaの大気雰囲気下にて各サンプルを100時間に亘って放電させた。そして、100時間経過後に、火花放電に伴う貴金属チップ(溶融部)の消耗体積を測定した。表2に、当該試験の試験結果を示す。尚、貴金属チップや接地電極としては、両サンプルともに上記試験と同様のサイズのものを用いた。
【0085】
【表2】
【0086】
表2に示すように、放電面に溶融部が露出していないサンプル(サンプル5)は、消耗体積が比較的少なく、耐消耗性に優れることが明らかとなった。従って、耐消耗性の向上を図るべく、溶融部が放電面に露出しないように構成することが好ましいといえる。
【0087】
次に、接地電極の幅(つまり、上記実施形態における「A+B+C」の大きさ)をそれぞれ変更したスパークプラグのサンプルを作製し、各サンプルについて着火性評価試験を行った。着火性評価試験の概要は次の通りである。すなわち、各サンプルを所定のエンジンに取付けた上で、空燃比(A/F)を徐々に増加させつつ、回転数2000rpmで火花放電させた。そして、1000回の放電中に放電異常(失火)が発生した回数が10回以上となったときの空燃比を限界空燃比として測定した。尚、限界空燃比が大きいほど、着火性に優れることを意味する。図11に、A+B+Cの値と限界空燃比との関係を表すグラフを示す。
【0088】
図11に示すように、A+B+Cを3.0mm以下としたサンプルは、限界空燃比が20.0を超え、優れた着火性を有することが分かった。従って、着火性の向上を図るべく、接地電極については、A+B+C≦3.0mmを満たすものとすることが好ましいといえる。
【0089】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0090】
(a)上記実施形態では、レーザービーム等の照射方向は、貴金属チップ32の放電面と平行な方向とされているが、図12に示すように、貴金属チップ32の放電面とは反対側(接地電極27の背面側)に傾いた方向(図12中、白抜き矢印方向)からレーザービームを照射することで、溶融部55を形成することとしてもよい。この場合には、接合時における貴金属チップ32の溶融量をより低減させることができ、貴金属チップ32の体積をより増大させることができる。その結果、耐消耗性の更なる向上を図ることができる。また、図13に示すように、溶融部55が火花放電間隙33側に露出しないように形成することがより容易なものとなる。溶融部55が火花放電間隙33側に露出しない構成とすることで、耐久性の向上を図ることができる。
【0091】
(b)上記実施形態における溶融部35,45の構成は一例であって、前記投影面において、貴金属チップ32が投影されてなる領域に対して、貴金属チップ32と溶融部とが重なる領域の占める割合が70%以上とされていれば、溶融部の構成(溶融領域の形状や数など)は限定されるものではない。
【0092】
従って、例えば、図14(a)に示すように、溶融部65が、3つの溶融領域65a,65b,65cからなるものであってもよい。
【0093】
また、図14(b)に示すように、接地電極27の側面27S1,27S2に対するレーザービームの照射方法を変更することで、比較的幅広に形成された溶融領域75a,75bを有するように溶融部75を形成することとしてもよい。
【0094】
また、図15(a)に示すように、レーザービーム等の照射方向を接地電極27の長手方向と直交する方向から接地電極27の先端側へと傾けた方向〔図15(a)中、白抜き矢印方向〕とすることで、接地電極27の基端側に向けて傾いた形状をなす溶融領域85a,85bを有するように溶融部85を形成することとしてもよい。
【0095】
さらに、接地電極27に対する貴金属チップ32の配設位置に応じて、レーザービーム等の照射位置や照射エネルギー、照射方向等を変更することとしてもよい。従って、図15(b)に示すように、貴金属チップ32の配置位置に対応した位置に溶融領域95a,95b,95cを形成することで溶融部95を構成することとしてもよい。
【0096】
(c)上記実施形態では、貴金属チップ32は円柱状をなしているが、貴金属チップ32の形状はこれに限定されるものではない。従って、例えば、図16に示すように、貴金属チップ42が断面矩形状をなすこととしてもよい。このような場合であっても、貴金属チップ42の中心軸CL3に沿って、中心軸CL3と直交する投影面に貴金属チップ42及び溶融部105を投影した投影面において、貴金属チップ42が投影されてなる領域AP3(図16中、太線にて囲まれた領域)に対する、貴金属チップ42と溶融部105とが重なる領域AO3(図16中、斜線を付した領域)の占める割合を70%以上とすることで、貴金属チップ42の耐剥離性を十分に向上させることができる。
【0097】
(d)上記実施形態において、貴金属チップ32は、押さえピンにて支持された状態で、接地電極27に対してレーザー溶接されているが、レーザー溶接に先立って、接地電極27に貴金属チップ32を抵抗溶接し、両者を仮止めした上で、両者をレーザー溶接することとしてもよい。
【0098】
(e)上記実施形態では、火花放電間隙33において軸線CL1にほぼ沿った方向で火花放電が行われるタイプのスパークプラグ1が記載されているが、本発明の技術思想を適用可能なスパークプラグのタイプはこれに限定されるものではない。従って、軸線CL1とほぼ直交する方向に沿って火花放電が行われるタイプのスパークプラグにおいて、本発明の技術思想を適用することとしてもよい。また、軸線CL1に対して斜め方向に火花放電が行われるタイプのスパークプラグにおいて、本発明の技術思想を適用することとしてもよい。
【0099】
(f)上記実施形態では、主体金具3の先端部26に、接地電極27が接合される場合について具体化しているが、主体金具の一部(又は、主体金具に予め溶接してある先端金具の一部)を削り出すようにして接地電極を形成する場合についても適用可能である(例えば、特開2006−236906号公報等)。
【0100】
(g)上記実施形態では、工具係合部19は断面六角形状とされているが、工具係合部23の形状に関しては、このような形状に限定されるものではない。例えば、Bi−HEX(変形12角)形状〔ISO22977:2005(E)〕等とされていてもよい。
【符号の説明】
【0101】
1…スパークプラグ
2…絶縁碍子(絶縁体)
3…主体金具
4…軸孔
5…中心電極
27…接地電極
27F…(接地電極の)先端面
27S1,27S2…(接地電極の)側面
32…貴金属チップ
33…火花放電間隙(間隙)
35…溶融部
35a,35b,35c,35d,35e…溶融領域
37a,37b,37c,37d,37e…重なり溶融領域
CL1…軸線
CL2…(貴金属チップの)中心軸
【特許請求の範囲】
【請求項1】
軸線方向に貫通する軸孔を有する筒状の絶縁体と、
前記軸孔の先端側に挿設される中心電極と、
前記絶縁体の外周に設けられた筒状の主体金具と、
前記主体金具の先端部に配置された接地電極と、
前記接地電極の先端部に接合され、前記中心電極の先端部との間に間隙を形成する貴金属チップとを備え、
前記貴金属チップの前記間隙を形成する面の面積が0.9mm2以上であるスパークプラグであって、
前記貴金属チップは、前記接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより形成される前記接地電極と前記貴金属チップとが溶け合った溶融部を介して前記接地電極に対して接合され、
前記貴金属チップの中心軸に沿って、前記中心軸と直交する投影面に前記貴金属チップ及び前記溶融部を投影した投影面において、
前記貴金属チップが投影されてなる領域に対して、前記貴金属チップと前記溶融部とが重なる領域の占める割合が70%以上とされることを特徴とするスパークプラグ。
【請求項2】
前記溶融部は、前記貴金属チップの基端部の外周部分と前記接地電極との間の全域に亘って形成されることを特徴とする請求項1に記載のスパークプラグ。
【請求項3】
前記溶融部は、前記接地電極の先端面及び側面のうちの少なくとも第1の面と当該第1の面とは異なる第2の面とに対してレーザービーム又は電子ビームを照射することにより形成されるとともに、
前記第1の面に対してレーザービーム又は電子ビームを照射することにより形成された第1の溶融領域と、前記第2の面に対してレーザービーム又は電子ビームを照射することにより形成された第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されることを特徴とする請求項1又は2に記載のスパークプラグ。
【請求項4】
前記貴金属チップの中心軸を通り前記接地電極の長手方向に沿って延びる直線、前記貴金属チップ、及び、前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップが投影されてなる領域内において、前記直線上に位置することを特徴とする請求項3に記載のスパークプラグ。
【請求項5】
前記貴金属チップの中心軸及び前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップの中心軸上に位置することを特徴とする請求項3に記載のスパークプラグ。
【請求項6】
前記貴金属チップの前記間隙を形成する面に、前記溶融部が露出していないことを特徴とする請求項1乃至5のいずれか1項に記載のスパークプラグ。
【請求項7】
前記貴金属チップは、イリジウム、白金、ロジウム、ルテニウム、パラジウム、及び、レニウムのうち少なくとも1種を含有することを特徴とする請求項1乃至6のいずれか1項に記載のスパークプラグ。
【請求項8】
請求項1乃至7のいずれか1項に記載のスパークプラグの製造方法であって、
前記接地電極に前記貴金属チップを載置した上で、前記貴金属チップ及び前記接地電極の接触面に対し、前記貴金属チップの前記間隙を形成する面とは反対側に傾いた方向から前記レーザービーム又は電子ビームを照射することで、前記接地電極に前記貴金属チップを接合することを特徴とするスパークプラグの製造方法。
【請求項9】
ファイバーレーザー又は電子ビームを用いて、前記接地電極に前記貴金属チップを接合することを特徴とする請求項8に記載のスパークプラグの製造方法。
【請求項1】
軸線方向に貫通する軸孔を有する筒状の絶縁体と、
前記軸孔の先端側に挿設される中心電極と、
前記絶縁体の外周に設けられた筒状の主体金具と、
前記主体金具の先端部に配置された接地電極と、
前記接地電極の先端部に接合され、前記中心電極の先端部との間に間隙を形成する貴金属チップとを備え、
前記貴金属チップの前記間隙を形成する面の面積が0.9mm2以上であるスパークプラグであって、
前記貴金属チップは、前記接地電極の先端面及び側面のうちの少なくとも1つの面に対してレーザービーム又は電子ビームが照射されることにより形成される前記接地電極と前記貴金属チップとが溶け合った溶融部を介して前記接地電極に対して接合され、
前記貴金属チップの中心軸に沿って、前記中心軸と直交する投影面に前記貴金属チップ及び前記溶融部を投影した投影面において、
前記貴金属チップが投影されてなる領域に対して、前記貴金属チップと前記溶融部とが重なる領域の占める割合が70%以上とされることを特徴とするスパークプラグ。
【請求項2】
前記溶融部は、前記貴金属チップの基端部の外周部分と前記接地電極との間の全域に亘って形成されることを特徴とする請求項1に記載のスパークプラグ。
【請求項3】
前記溶融部は、前記接地電極の先端面及び側面のうちの少なくとも第1の面と当該第1の面とは異なる第2の面とに対してレーザービーム又は電子ビームを照射することにより形成されるとともに、
前記第1の面に対してレーザービーム又は電子ビームを照射することにより形成された第1の溶融領域と、前記第2の面に対してレーザービーム又は電子ビームを照射することにより形成された第2の溶融領域とが重なり合ってなる重なり溶融領域が形成されることを特徴とする請求項1又は2に記載のスパークプラグ。
【請求項4】
前記貴金属チップの中心軸を通り前記接地電極の長手方向に沿って延びる直線、前記貴金属チップ、及び、前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップが投影されてなる領域内において、前記直線上に位置することを特徴とする請求項3に記載のスパークプラグ。
【請求項5】
前記貴金属チップの中心軸及び前記溶融部を、前記貴金属チップの中心軸に沿って投影させてなる投影面において、
前記重なり溶融領域が、前記貴金属チップの中心軸上に位置することを特徴とする請求項3に記載のスパークプラグ。
【請求項6】
前記貴金属チップの前記間隙を形成する面に、前記溶融部が露出していないことを特徴とする請求項1乃至5のいずれか1項に記載のスパークプラグ。
【請求項7】
前記貴金属チップは、イリジウム、白金、ロジウム、ルテニウム、パラジウム、及び、レニウムのうち少なくとも1種を含有することを特徴とする請求項1乃至6のいずれか1項に記載のスパークプラグ。
【請求項8】
請求項1乃至7のいずれか1項に記載のスパークプラグの製造方法であって、
前記接地電極に前記貴金属チップを載置した上で、前記貴金属チップ及び前記接地電極の接触面に対し、前記貴金属チップの前記間隙を形成する面とは反対側に傾いた方向から前記レーザービーム又は電子ビームを照射することで、前記接地電極に前記貴金属チップを接合することを特徴とするスパークプラグの製造方法。
【請求項9】
ファイバーレーザー又は電子ビームを用いて、前記接地電極に前記貴金属チップを接合することを特徴とする請求項8に記載のスパークプラグの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−119143(P2011−119143A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−276230(P2009−276230)
【出願日】平成21年12月4日(2009.12.4)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月4日(2009.12.4)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
[ Back to top ]