
スピゴット型を有するパイプ部品を回転成形するための方法およびモールドアセンブリ、ならびにそれらによって得たパイプ部品
本発明は、パイプ部品(1)を回転成形するための方法およびモールドアセンブリに関し、そのパイプ部品(1)は、本体(2)と、スピゴット型(3)とを備え、そのスピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分を有する。少なくとも冷却の間、支持構造(8)がパイプ部品(1)に設けられ、そのパイプ部品(1)の少なくとも冷却の間、専用部分(5)の外面形状(6)がモールド(22)の内面形状と一致するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する。支持構造は、成形の間、パイプ部品の一部となり得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、本体およびスピゴット型を有するパイプ部品を回転成形する方法に関する。
【背景技術】
【0002】
パイプ部品の回転成形は公知である。回転成形により、かなり自由な設計が可能となる。さらに、この回転成形は、製造されるパイプ部品の数が比較的少なく、および/またはそれらのサイズが比較的大きくなる場合、費用効率が高い成形方法であり得る。
【0003】
回転成形の不利点は、パイプ部品の一部の外側の寸法を制御することが困難になり得ることである。冷却の間、パイプ部品は、不可避的に収縮し、その外面がモールドから引き下がる。その結果として、その外面は変形する場合がある。このことは、特に、その外面が、使用の際に、ソケットまたはシールなどの外側部品と嵌合する1つ以上の専用部分の部品である場合に問題を生じ得る。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従って、本発明の目的は、スピゴット型を有するパイプ部品を回転成形する方法を提供することであり、公知の回転成形法の不利点を克服するか、または少なくとも部分的に軽減する。
【課題を解決するための手段】
【0005】
そのため、支持構造が回転成形の間にパイプ部品に設けられる。この支持構造は、少なくとも冷却の間、モールドと接触するスピゴット型の外面形状または各々の専用部分を維持するように配置されるので、その外面形状は、モールドの内面形状と一致する。モールドの内面形状は正確に製造され得るので、専用部分の外面形状は同様に制御される。
【0006】
本発明の一態様によれば、このパイプ部品がモールドから放される場合、支持構造は、パイプ部品から除去または分離される別個の部品であってもよい。あるいは、支持構造は、成形の間、パイプ部品の一部であってもよい。これにより、モールドの除去後、使用の間の望ましくない変形を防止または制限するように、支持構造が専用部分を支持し続けることができるという利点が提供される。
【0007】
本発明の別の態様によれば、支持構造はコアに対して回転成形され得る。結果として、支持構造は、パイプ部品と同時に成形され得るので、パイプ部品の一体部分を形成する。コアは、支持構造の内側への収縮を防止する。次いで、支持構造は、モールドと接触するその外面形状を維持するようにスピゴット型の専用部分に作用できる。
【0008】
従って、コアは、パイプ部品が局所的に追加の壁または厚い壁の厚さの壁を設けることを可能にする。コアは、必要な場所に材料が付け足されることも可能にし、パイプ部品の残りの部分を単一の壁にすることも可能にする。従って、材料が節約され得る。
【0009】
本発明はさらに、本発明による回転成形法で得られたパイプ部品に関する。そのようなパイプ部品は、少なくとも1つの専用部分およびその専用部分の内側に沿って延びる支持構造を有するスピゴット型を備える。支持構造のおかげで、その専用部分の外面形状は、上記のように、成形の間、正確に制御され得るので、その専用部分が外側部品と嵌合することを可能にする。その外側部品がシールである場合、克服すべき寸法の不正確さがほとんどないので、そのシールは、もはや過度に複雑ではなく、大きすぎることはない。
【0010】
支持構造は、専用部分を単に保持するように設計されてもよい。有利な実施形態によれば、支持構造は、前記専用部分に少なくとも局所的に結合される。これは、スピゴット型の全体の剛性の一因となり得る。これはさらに、専用部分の再現性を高め得る。なぜなら、結合領域において、全体の壁の厚さは、単一の壁のパイプ部分の壁の厚さのほぼ2倍だからである。通常、絶対値で測定する場合、そのようなより厚い壁の厚さはほとんど収縮しない。結果として、前記収縮の偏向差は同様に小さく、良好な再現性を生じる。
【0011】
本発明のさらなる態様によれば、支持構造は、それ自体閉じている円周壁またはリブとして形成されてもよい。そのような環状構造は、全体の剛性を付与することができ、スピゴット型の安定性を生じる。好ましくは、円周壁またはリブは、最適な剛性のために、その円周全体に沿って専用部分に接続される。
【0012】
本発明のなおさらなる態様によれば、専用部分および/または支持構造は、二重の壁となっているパイプ部分に隣接してもよい。そのような二重の壁となっているパイプ部分は、全体の剛性を付与し、パイプ部分の安定性を生じることができる。それは、例えば、支持構造の延在している部分と専用部分との間に形成され得る。
【0013】
好ましい実施形態において、スピゴット型の自由端は二重の壁であり得る。そのような二重の壁の設計は、ソケット端部に容易に挿入され得る安定なスピゴット型の形態を与えることができる。
【0014】
本発明の別の態様によれば、パイプ部品の本体は単一の壁であり得る。そのような単一の壁は、平滑または特徴のある外形、例えば波形であり得る。その特徴のある外形は、その半径剛性および/または軸方向のその弾性力などのパイプ部品の特定の機械特性を高めることができ、同時に、壁の厚さ、それによるメートル当たりの重量の最小値を維持する。波形は、特に、パイプ部品が地下で使用される場合、例えば下水管または点検口アセンブリのシャフトとして使用される場合に利点があり得る。波形は固形物で満たされるので、パイプ部品を地面に固定し、安定化するのに役立つ。
【0015】
本発明のさらに別の態様によれば、パイプ部品はさらに、使用の際に、スピゴット型またはシールなどの外側部品と嵌合する内面形状を有する専用部分を有するソケット端部を備える。この専用部分は、その外側に沿って、その専用部分を補強する補強構造とともに設けられてもよく、それ自体は、その内面形状の変形を制限する。
【0016】
補強構造は、同様の利点を提供するように、スピゴット型における支持構造と同様であり得る。有利な実施形態によれば、補強構造は、閉じた環を形成せずに、その専用部分の円周全体に共にわたる、互い違いの領域で専用部分に結合されてもよい。これは、オランダ国特許出願第1036127号にさらに詳細に記載され、その内容は本明細書に参照により援用される。そのような互い違いの配置構成は専用部分を補強することができ、同時に、モールドの全ての部分、特に、充填方向において、その互い違いの領域の後ろ側に位置するモールドのそれらの部分が、回転成形の間の充填しやすくなることを確保する。
【0017】
あるいは、結合領域は1つの閉じた環を形成するように配置されてもよい。これにより、回転成形の部分がさらなる充填を早めにブロックされ、部分的にのみ充填された部分を生じることができる。次いで、これにより、薄くなった壁の厚さの部分を有するパイプ部品が生じ得る。これは、薄い壁の部分の位置および/またはその機能に依存する問題でなくてもよい。通常、閉じた環の構造の結合領域は、ソケット端部よりスピゴット型のために適切であり得る。
【0018】
本発明はさらに、本発明によるパイプ部品を回転成形するためのモールドアセンブリに関する。アセンブリは、モールドおよびコアを備え、そのモールドに対して専用部分が形成され、そのコアに対して支持構造が形成される。組立てられた状態において、間隙がコアとモールドとの間に形成され、成形の間に、支持構造が少なくとも局所的に専用部分に結合されるように寸法決めされ、それによって、いわゆる分離領域(kiss−off)を形成する。
【0019】
好ましい実施形態において、モールドは、本発明によるスピゴット型を形成するための少なくとも1つの一次モジュールおよび本体を形成するための複数の二次モジュールを備えるモジュール設計であってもよい。それらの二次モジュールは、各々、同じ軸の長さまたは異なる軸の長さを有してもよい。任意の数の前記モジュールが、所望の軸の長さのモールドを形成するために組み合わされてもよい。そのようなモジュール設計のために、様々な所望の長さのパイプ部品が、最小の異なるモールド部品とともに製造されてもよい。モールドアセンブリは、ソケット端部を形成するためのさらなるモジュール、または第2のスピゴット型を形成するための第2の主要なモジュールを備えてもよい。
【0020】
本発明による方法、パイプ部品およびモールドアセンブリのさらなる有利な実施形態は独立請求項に記載される。
【0021】
本発明を説明するために、その例示的な実施形態を添付の図面を参照して以下に記載する。
【図面の簡単な説明】
【0022】
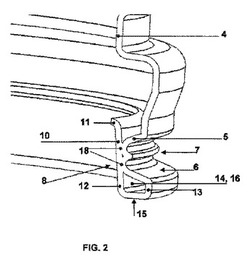
【図1】図1は、本発明によるスピゴット型を有するパイプ部品の部分的に切断した図を斜視図において示す。
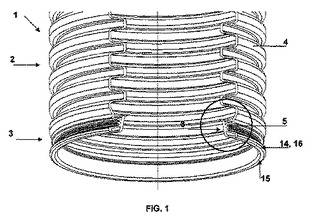
【図2】図2は、図1の丸をつけた部分の拡大図を示す。
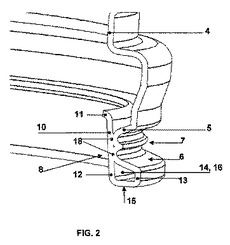
【図3】図3は、図1および2のパイプ部品を製造するための、本発明によるモールドアセンブリの部分を概略的に示す。
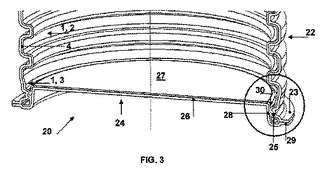
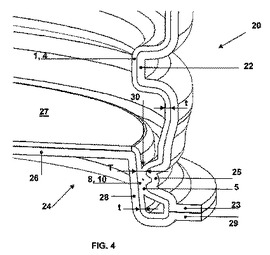
【図4】図4は、図3の丸をつけた部分の拡大図を示す。
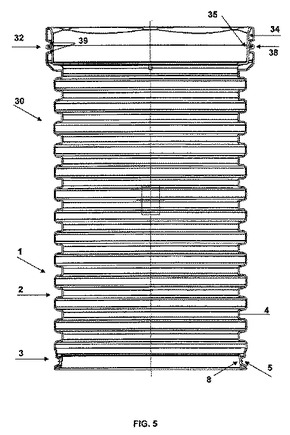
【図5】図5は、本発明によるパイプ部品を有するシャフトを示す。
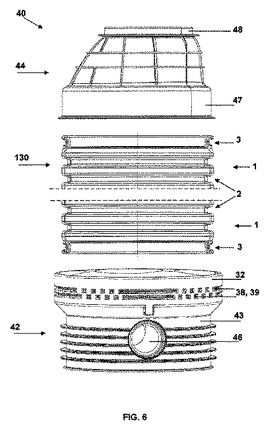
【図6】図6は、点検口アセンブリの分解図を示し、それぞれの構成要素に本発明によるパイプ部品が設けられ得る。
【発明を実施するための形態】
【0023】
図1および2は、本体2およびスピゴット型3を有する本発明によるパイプ部品1を示す。
【0024】
本体2は円周壁4を備え、示した実施形態は、その半径方向剛性などのパイプ部品1の特定の機械的性質を高めるために波形をつけている。他の特性も、もちろん可能である。代替的に、または付加的に、壁4はリブにより補強されてもよい。円周壁4はまた、平滑であってもよい。
【0025】
スピゴット型3は、使用の際に、ソケットまたはシールなどの外側部品と嵌合する外面形状6を有する専用部分5を備える。この実施形態において、専用部分5は、シール(図示せず)を適合するための円周溝7を備える。溝7は、断面図において、実質的にW形状である。もちろん、嵌合する外側部品の形状に対応するように、他の形状が可能である。
【0026】
スピゴット型3はさらに、パイプ部品1の成形の間に、モールドの内面形状との接触を維持することによって専用部分5の外面形状6を制御するのに役立つ支持構造8を備える。示した実施形態において、支持構造8は、専用部分5の内側を保持する円周壁10を備える。円周壁10は、示されるように、その軸上の内側端部11において、半径方向内側に曲がり得る。このような曲がった設計は、剛性を増大させ、支持構造8の安定性を生じ得る。専用部分5にわたる壁部13とともに、円周壁10は、その反対端において、中空の二重壁のパイプ部分14を規定する壁部12が延びている。示した実施形態において、中空パイプ部分14は、中空端部16を形成するようにスピゴット型3の自由端15まで広がっている。このような二重壁のパイプ部分14、16は、全体の剛性を高め、スピゴット型3の安定性を生じ得る。二重壁の端部16はさらに、スピゴット型3のソケット端部またはシールへの挿入を容易にし得る円形の端面を有してもよい。もちろん、他の実施形態において、スピゴット型3の端部16が単一の壁であっても、および/または異なる形状であってもよい。
【0027】
好ましい実施形態において、支持構造8の円周壁10は、専用部分5を保持するだけでなく、その専用部分5に結合する。最大剛性および支持のために、結合領域18が、閉じた環を形成するように連続して円周全体に沿って広がり得る。図1および2による実施形態において、支持構造8は2つの結合領域18に沿って専用部分5に結合され、その結合領域18の各々は円周全体にわたる。あるいは、結合は不連続の領域18に沿って生じてもよい。このことは、パイプ部品1の回転成形の間、有益であり得る。なぜなら、結合領域18の間の非結合部分が、モールドの完全な充填を可能にする開口を形成するからである。このような不連続の結合領域18は、例えば、オランダ国特許出願第1036127号に記載されているように、互い違いの方法で配置されてもよい。このような構成により、結合領域18が円周全体に及ぶことが可能となり、モールドの充填作用を損なわずに構成の全体的な剛性にとって有益となる。
【0028】
図3および4は、成形されたパイプ部品1が内側にある、本発明によるモールドアセンブリ20を概略的に示す。モールドアセンブリ20はモールド22およびコア24を備える。モールド22は、成形されるパイプ部品1の外面形状6と基本的に対応する内面形状を有する実質的に円筒形状である。モールド22は、その示した端部において、フランジ23によって囲まれている。モールド22はさらに、その内側の開口端に近接する位置に、専用部分5を形成するための実質的にW形状の断面を有する円周リブ25を備える。
【0029】
コア24は実質的にハット(hat)形状であり、上面26、その上面26から下方に傾斜する円周壁28および底端部に近接する円周壁28を囲むフランジ29を備える。上面26は、例えばポリテトラフルオロエチレン(PTFE)などの低い熱伝導性および/または低い接着性を有する材料の上プレートまたは上層27で覆われる。代替的に、または付加的に、上面26および/または上層27は、モールドアセンブリ20の残りの部分が加熱されると、その上面26、27が熱くなるのを防ぐように、冷却手段、例えば冷却剤が充填された循環システムが設けられてもよい。
【0030】
使用の際に、コア24は、モールド22の開口端に取り付けられ、そのフランジ29とともにモールド22のフランジ23に固定される。この成形された状態において、間隙30がコア24の円周壁28とモールド22の円周リブ25との間に形成される。この間隙30の幅Tは軸および/または円周方向において変化し得るが、少なくとも一部の位置において、パイプ部品1の単一の壁となっている部分の壁の厚さtの2倍に等しいか、または2倍より小さい。
【0031】
一旦、組立てられると、モールドアセンブリ20は、粉末形態のプラスチックで充填される。次いで、アセンブリ20は加熱され、その内壁に沿って粉末を分配するように回転し、その粉末を溶解させる。従って、溶解されたプラスチックの層は、層の厚さtを有してモールドアセンブリ20の内側に沿って形成される。間隙30において、プラスチック材料の層が、専用部分5を形成するようにリブ25に対して形成する。プラスチック材料の別の層が、支持構造8を形成するようにコア24に対して形成する。間隙30の幅Tが十分に小さい場合、すなわち、層の厚さtの2倍未満である場合、分離領域(kiss−off)が形成され、その分離領域において、支持構造8および専用部分5は、互いに結合するように一緒に局所的に溶解する。プラスチック層はコア24の上層27に対して形成されない。なぜなら、その表面温度は非常に低いので、プラスチックが溶解せず、接着しないからである。
【0032】
次に、モールドアセンブリ20は冷却され、プラスチック層が凝固し、モールド22から離れて収縮する。しかし、間隙30において、専用部分5は、支持構造8によってモールド22から離れることが防止され、次いで、その支持構造8はコア24によって内側に収縮することが防止される。結果として、専用部分5の外面形状6は、モールド22、より特にはリブ25の内面形状によって規定されるように、その専用部分5の成形された形状を維持する。加えて、結合領域18における厚い壁の厚さに起因して、絶対的な収縮は、単一の壁となっている部分におけるよりもその結合領域18において小さい。結果として、収縮の偏向差は同様に小さく、十分な再現性を生じる。
【0033】
冷却後、コア24は除去される。上層27の位置において、開口がパイプ部品1に形成される。それまでに、支持構造8が凝固されるので、その支持構造8がコア24の役割を引き継ぐことができ、専用部分5の変形を防止できる。次に、モールド22は除去される。そのために、モールド22は、実質的に半径方向に離れ得る少なくとも2つの部分から構成され得る。
【0034】
図5は、図1および2に示すものと同様のスピゴット型3を有するパイプ部品1を備えるシャフト30を示す。同様の部分は同様の参照番号で記す。シャフト30は、その他端において、ソケット端部32が設けられる。このソケット端部32は、外側部品、例えばシールまたはスピゴット型と嵌合するように正確に制御された寸法を有する内面形状を有する専用部分35を備える。この専用部分35は、例えば、シール(図示せず)を適合するための平滑面または溝の特徴を有し得る。回転成形の間、内面形状は、専用部分35の収縮を防止するコアを保持する。従って、成形の間、コアと接触する専用部分を維持するのに支持構造は必要とされない。なぜなら、それはすでに自然に生じているからである。しかし、一旦、シャフトがモールドアセンブリから除去されると、ソケット端部32は、示されるように、補強構造38が設けられ得、専用部分35の補強および支持を提供し得る。補強構造38は、専用部分35を保持する1つ以上の円周リブを備えてもよく、好ましくは、その専用部分35に少なくとも局所的に結合する。
【0035】
好ましい実施形態によれば、補強構造38は、円周全体に共にわたる互い違いの結合領域に沿って専用部分35に結合され得るが、上述のオランダ国特許出願第1036127号に記載され、参照番号39で示した図6に最適に見られるように閉じた環を形成しない。互い違いの配置のために、専用部分35は適切に補強され得る。同時に、充填方向において、前記結合領域の後ろ側に位置するモールドのそれらの部分、すなわち、図5のソケット端部32の縁部分34が形成されるモールドの部分でも、回転成形の間、モールドの完全な充填が可能なままである。
【0036】
もちろん、代替の実施形態において、補強構造38は、閉じた環を形成するように、その全周に沿って専用部分35に結合されてもよい。そのような閉じた環は、通常、最大剛性を与え、専用部分35に安定性を生じる。しかし、モールドの上述の部分が早めに充填を断つという点で、モールドの充填はより困難になり得る。これにより、薄い厚さの壁を有する縁部分34が生じ得る。
【0037】
図5のシャフトは、例えば、図6に示される点検口アセンブリ40の一部を形成し得、それはさらに、底部42および遷移部44を備え得る。
【0038】
示した実施形態において底部42は、例えば下水設備のパイプに接続するための1つ以上の開口46を有する円周壁43を備える。底部42はさらに、底(図6において見えない)および/または流れ特性、例えばそれぞれの開口46を互いに接続するチャネルを備え得る。円周壁43は、ソケット端部32が設けられるその上端において、図5を参照して示され、記載されるものと同様である。同様の部分は同様の参照番号が付されている。代替の実施形態において、円周壁43は、ソケット端部32の代わりにスピゴット型3を有する、本発明によるパイプ部品1が設けられてもよい。そのようなパイプ部品は、図3および4を参照して記載されるように回転成形され得る。
【0039】
遷移部分44は、底部42またはシャフト30を、地上位置(streel level)(図示せず)のアクセス設備に接続し、前記部品の間の直径の差を克服するのに役立つ。そのため、遷移部分44は、シャフト30に接続するための第1の端部47および前記アクセス設備と接続するための第2の端部48を備える。示した実施形態において、前記第1の端部47および第2の端部48の両方はソケットとしての形状であり、底部42および図5のシャフト30のソケット端部32と同様であり得る。代替の実施形態において、1つまたは両方のソケットは、本発明によるスピゴット型3を有するパイプ部品1と置き換えられてもよく、図3および4を参照して上述のように回転成形され得る。
【0040】
図6におけるシャフト130は、両端において、本発明によるパイプ部品1が設けられる。シャフト130の本体2は波形構造である。それらの波形は、挿入の間、それらに砂または土を充填することができるという利点を与え、これにより、アセンブリを固定するのに役立つことができ、また、トラフィック負荷などの外部負荷に対してその抵抗を増加することができる。もちろん、代替の実施形態において、シャフト130は平滑または異なった外形であってもよい。
【0041】
シャフト130はさらに、意図した深さの挿入に適合するように点検口アセンブリ40の全体の高さを調節するのに役立ち得る。従って、実際には、異なる高さのシャフト30が必要とされ得る。経済的に効率の良い方法でそのようなシャフト30を製造するために、本発明によるモールドアセンブリはモジュール構成であってもよく、スピゴット型3を形成するための一次モジュール、および本体2を形成するための複数の二次モジュールを備える。任意の適切な数の二次モジュールが、所望の軸長さのモールドアセンブリを構成するように組み合わされてもよい。従って、異なる長さのシャフト130が、最小の異なるモジュールを用いて取り付けられてもよい。モールドアセンブリはさらに、追加の一次モジュールおよび/またはソケット端部32を形成するための1つ以上の三次モジュールを備えてもよい。
【0042】
本発明は、詳細な説明および図面に示される例示的な実施形態に決して制限されるべきではない。示され、記載される実施形態の(部分の)全ての組合せは、この詳細な説明内に組み込まれることは明確に理解され、本発明の範囲内であることが明確に理解される。さらに多くの変形が、特許請求の範囲によって記載されるように、本発明の範囲内で可能である。
【技術分野】
【0001】
本発明は、本体およびスピゴット型を有するパイプ部品を回転成形する方法に関する。
【背景技術】
【0002】
パイプ部品の回転成形は公知である。回転成形により、かなり自由な設計が可能となる。さらに、この回転成形は、製造されるパイプ部品の数が比較的少なく、および/またはそれらのサイズが比較的大きくなる場合、費用効率が高い成形方法であり得る。
【0003】
回転成形の不利点は、パイプ部品の一部の外側の寸法を制御することが困難になり得ることである。冷却の間、パイプ部品は、不可避的に収縮し、その外面がモールドから引き下がる。その結果として、その外面は変形する場合がある。このことは、特に、その外面が、使用の際に、ソケットまたはシールなどの外側部品と嵌合する1つ以上の専用部分の部品である場合に問題を生じ得る。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従って、本発明の目的は、スピゴット型を有するパイプ部品を回転成形する方法を提供することであり、公知の回転成形法の不利点を克服するか、または少なくとも部分的に軽減する。
【課題を解決するための手段】
【0005】
そのため、支持構造が回転成形の間にパイプ部品に設けられる。この支持構造は、少なくとも冷却の間、モールドと接触するスピゴット型の外面形状または各々の専用部分を維持するように配置されるので、その外面形状は、モールドの内面形状と一致する。モールドの内面形状は正確に製造され得るので、専用部分の外面形状は同様に制御される。
【0006】
本発明の一態様によれば、このパイプ部品がモールドから放される場合、支持構造は、パイプ部品から除去または分離される別個の部品であってもよい。あるいは、支持構造は、成形の間、パイプ部品の一部であってもよい。これにより、モールドの除去後、使用の間の望ましくない変形を防止または制限するように、支持構造が専用部分を支持し続けることができるという利点が提供される。
【0007】
本発明の別の態様によれば、支持構造はコアに対して回転成形され得る。結果として、支持構造は、パイプ部品と同時に成形され得るので、パイプ部品の一体部分を形成する。コアは、支持構造の内側への収縮を防止する。次いで、支持構造は、モールドと接触するその外面形状を維持するようにスピゴット型の専用部分に作用できる。
【0008】
従って、コアは、パイプ部品が局所的に追加の壁または厚い壁の厚さの壁を設けることを可能にする。コアは、必要な場所に材料が付け足されることも可能にし、パイプ部品の残りの部分を単一の壁にすることも可能にする。従って、材料が節約され得る。
【0009】
本発明はさらに、本発明による回転成形法で得られたパイプ部品に関する。そのようなパイプ部品は、少なくとも1つの専用部分およびその専用部分の内側に沿って延びる支持構造を有するスピゴット型を備える。支持構造のおかげで、その専用部分の外面形状は、上記のように、成形の間、正確に制御され得るので、その専用部分が外側部品と嵌合することを可能にする。その外側部品がシールである場合、克服すべき寸法の不正確さがほとんどないので、そのシールは、もはや過度に複雑ではなく、大きすぎることはない。
【0010】
支持構造は、専用部分を単に保持するように設計されてもよい。有利な実施形態によれば、支持構造は、前記専用部分に少なくとも局所的に結合される。これは、スピゴット型の全体の剛性の一因となり得る。これはさらに、専用部分の再現性を高め得る。なぜなら、結合領域において、全体の壁の厚さは、単一の壁のパイプ部分の壁の厚さのほぼ2倍だからである。通常、絶対値で測定する場合、そのようなより厚い壁の厚さはほとんど収縮しない。結果として、前記収縮の偏向差は同様に小さく、良好な再現性を生じる。
【0011】
本発明のさらなる態様によれば、支持構造は、それ自体閉じている円周壁またはリブとして形成されてもよい。そのような環状構造は、全体の剛性を付与することができ、スピゴット型の安定性を生じる。好ましくは、円周壁またはリブは、最適な剛性のために、その円周全体に沿って専用部分に接続される。
【0012】
本発明のなおさらなる態様によれば、専用部分および/または支持構造は、二重の壁となっているパイプ部分に隣接してもよい。そのような二重の壁となっているパイプ部分は、全体の剛性を付与し、パイプ部分の安定性を生じることができる。それは、例えば、支持構造の延在している部分と専用部分との間に形成され得る。
【0013】
好ましい実施形態において、スピゴット型の自由端は二重の壁であり得る。そのような二重の壁の設計は、ソケット端部に容易に挿入され得る安定なスピゴット型の形態を与えることができる。
【0014】
本発明の別の態様によれば、パイプ部品の本体は単一の壁であり得る。そのような単一の壁は、平滑または特徴のある外形、例えば波形であり得る。その特徴のある外形は、その半径剛性および/または軸方向のその弾性力などのパイプ部品の特定の機械特性を高めることができ、同時に、壁の厚さ、それによるメートル当たりの重量の最小値を維持する。波形は、特に、パイプ部品が地下で使用される場合、例えば下水管または点検口アセンブリのシャフトとして使用される場合に利点があり得る。波形は固形物で満たされるので、パイプ部品を地面に固定し、安定化するのに役立つ。
【0015】
本発明のさらに別の態様によれば、パイプ部品はさらに、使用の際に、スピゴット型またはシールなどの外側部品と嵌合する内面形状を有する専用部分を有するソケット端部を備える。この専用部分は、その外側に沿って、その専用部分を補強する補強構造とともに設けられてもよく、それ自体は、その内面形状の変形を制限する。
【0016】
補強構造は、同様の利点を提供するように、スピゴット型における支持構造と同様であり得る。有利な実施形態によれば、補強構造は、閉じた環を形成せずに、その専用部分の円周全体に共にわたる、互い違いの領域で専用部分に結合されてもよい。これは、オランダ国特許出願第1036127号にさらに詳細に記載され、その内容は本明細書に参照により援用される。そのような互い違いの配置構成は専用部分を補強することができ、同時に、モールドの全ての部分、特に、充填方向において、その互い違いの領域の後ろ側に位置するモールドのそれらの部分が、回転成形の間の充填しやすくなることを確保する。
【0017】
あるいは、結合領域は1つの閉じた環を形成するように配置されてもよい。これにより、回転成形の部分がさらなる充填を早めにブロックされ、部分的にのみ充填された部分を生じることができる。次いで、これにより、薄くなった壁の厚さの部分を有するパイプ部品が生じ得る。これは、薄い壁の部分の位置および/またはその機能に依存する問題でなくてもよい。通常、閉じた環の構造の結合領域は、ソケット端部よりスピゴット型のために適切であり得る。
【0018】
本発明はさらに、本発明によるパイプ部品を回転成形するためのモールドアセンブリに関する。アセンブリは、モールドおよびコアを備え、そのモールドに対して専用部分が形成され、そのコアに対して支持構造が形成される。組立てられた状態において、間隙がコアとモールドとの間に形成され、成形の間に、支持構造が少なくとも局所的に専用部分に結合されるように寸法決めされ、それによって、いわゆる分離領域(kiss−off)を形成する。
【0019】
好ましい実施形態において、モールドは、本発明によるスピゴット型を形成するための少なくとも1つの一次モジュールおよび本体を形成するための複数の二次モジュールを備えるモジュール設計であってもよい。それらの二次モジュールは、各々、同じ軸の長さまたは異なる軸の長さを有してもよい。任意の数の前記モジュールが、所望の軸の長さのモールドを形成するために組み合わされてもよい。そのようなモジュール設計のために、様々な所望の長さのパイプ部品が、最小の異なるモールド部品とともに製造されてもよい。モールドアセンブリは、ソケット端部を形成するためのさらなるモジュール、または第2のスピゴット型を形成するための第2の主要なモジュールを備えてもよい。
【0020】
本発明による方法、パイプ部品およびモールドアセンブリのさらなる有利な実施形態は独立請求項に記載される。
【0021】
本発明を説明するために、その例示的な実施形態を添付の図面を参照して以下に記載する。
【図面の簡単な説明】
【0022】
【図1】図1は、本発明によるスピゴット型を有するパイプ部品の部分的に切断した図を斜視図において示す。
【図2】図2は、図1の丸をつけた部分の拡大図を示す。
【図3】図3は、図1および2のパイプ部品を製造するための、本発明によるモールドアセンブリの部分を概略的に示す。
【図4】図4は、図3の丸をつけた部分の拡大図を示す。
【図5】図5は、本発明によるパイプ部品を有するシャフトを示す。
【図6】図6は、点検口アセンブリの分解図を示し、それぞれの構成要素に本発明によるパイプ部品が設けられ得る。
【発明を実施するための形態】
【0023】
図1および2は、本体2およびスピゴット型3を有する本発明によるパイプ部品1を示す。
【0024】
本体2は円周壁4を備え、示した実施形態は、その半径方向剛性などのパイプ部品1の特定の機械的性質を高めるために波形をつけている。他の特性も、もちろん可能である。代替的に、または付加的に、壁4はリブにより補強されてもよい。円周壁4はまた、平滑であってもよい。
【0025】
スピゴット型3は、使用の際に、ソケットまたはシールなどの外側部品と嵌合する外面形状6を有する専用部分5を備える。この実施形態において、専用部分5は、シール(図示せず)を適合するための円周溝7を備える。溝7は、断面図において、実質的にW形状である。もちろん、嵌合する外側部品の形状に対応するように、他の形状が可能である。
【0026】
スピゴット型3はさらに、パイプ部品1の成形の間に、モールドの内面形状との接触を維持することによって専用部分5の外面形状6を制御するのに役立つ支持構造8を備える。示した実施形態において、支持構造8は、専用部分5の内側を保持する円周壁10を備える。円周壁10は、示されるように、その軸上の内側端部11において、半径方向内側に曲がり得る。このような曲がった設計は、剛性を増大させ、支持構造8の安定性を生じ得る。専用部分5にわたる壁部13とともに、円周壁10は、その反対端において、中空の二重壁のパイプ部分14を規定する壁部12が延びている。示した実施形態において、中空パイプ部分14は、中空端部16を形成するようにスピゴット型3の自由端15まで広がっている。このような二重壁のパイプ部分14、16は、全体の剛性を高め、スピゴット型3の安定性を生じ得る。二重壁の端部16はさらに、スピゴット型3のソケット端部またはシールへの挿入を容易にし得る円形の端面を有してもよい。もちろん、他の実施形態において、スピゴット型3の端部16が単一の壁であっても、および/または異なる形状であってもよい。
【0027】
好ましい実施形態において、支持構造8の円周壁10は、専用部分5を保持するだけでなく、その専用部分5に結合する。最大剛性および支持のために、結合領域18が、閉じた環を形成するように連続して円周全体に沿って広がり得る。図1および2による実施形態において、支持構造8は2つの結合領域18に沿って専用部分5に結合され、その結合領域18の各々は円周全体にわたる。あるいは、結合は不連続の領域18に沿って生じてもよい。このことは、パイプ部品1の回転成形の間、有益であり得る。なぜなら、結合領域18の間の非結合部分が、モールドの完全な充填を可能にする開口を形成するからである。このような不連続の結合領域18は、例えば、オランダ国特許出願第1036127号に記載されているように、互い違いの方法で配置されてもよい。このような構成により、結合領域18が円周全体に及ぶことが可能となり、モールドの充填作用を損なわずに構成の全体的な剛性にとって有益となる。
【0028】
図3および4は、成形されたパイプ部品1が内側にある、本発明によるモールドアセンブリ20を概略的に示す。モールドアセンブリ20はモールド22およびコア24を備える。モールド22は、成形されるパイプ部品1の外面形状6と基本的に対応する内面形状を有する実質的に円筒形状である。モールド22は、その示した端部において、フランジ23によって囲まれている。モールド22はさらに、その内側の開口端に近接する位置に、専用部分5を形成するための実質的にW形状の断面を有する円周リブ25を備える。
【0029】
コア24は実質的にハット(hat)形状であり、上面26、その上面26から下方に傾斜する円周壁28および底端部に近接する円周壁28を囲むフランジ29を備える。上面26は、例えばポリテトラフルオロエチレン(PTFE)などの低い熱伝導性および/または低い接着性を有する材料の上プレートまたは上層27で覆われる。代替的に、または付加的に、上面26および/または上層27は、モールドアセンブリ20の残りの部分が加熱されると、その上面26、27が熱くなるのを防ぐように、冷却手段、例えば冷却剤が充填された循環システムが設けられてもよい。
【0030】
使用の際に、コア24は、モールド22の開口端に取り付けられ、そのフランジ29とともにモールド22のフランジ23に固定される。この成形された状態において、間隙30がコア24の円周壁28とモールド22の円周リブ25との間に形成される。この間隙30の幅Tは軸および/または円周方向において変化し得るが、少なくとも一部の位置において、パイプ部品1の単一の壁となっている部分の壁の厚さtの2倍に等しいか、または2倍より小さい。
【0031】
一旦、組立てられると、モールドアセンブリ20は、粉末形態のプラスチックで充填される。次いで、アセンブリ20は加熱され、その内壁に沿って粉末を分配するように回転し、その粉末を溶解させる。従って、溶解されたプラスチックの層は、層の厚さtを有してモールドアセンブリ20の内側に沿って形成される。間隙30において、プラスチック材料の層が、専用部分5を形成するようにリブ25に対して形成する。プラスチック材料の別の層が、支持構造8を形成するようにコア24に対して形成する。間隙30の幅Tが十分に小さい場合、すなわち、層の厚さtの2倍未満である場合、分離領域(kiss−off)が形成され、その分離領域において、支持構造8および専用部分5は、互いに結合するように一緒に局所的に溶解する。プラスチック層はコア24の上層27に対して形成されない。なぜなら、その表面温度は非常に低いので、プラスチックが溶解せず、接着しないからである。
【0032】
次に、モールドアセンブリ20は冷却され、プラスチック層が凝固し、モールド22から離れて収縮する。しかし、間隙30において、専用部分5は、支持構造8によってモールド22から離れることが防止され、次いで、その支持構造8はコア24によって内側に収縮することが防止される。結果として、専用部分5の外面形状6は、モールド22、より特にはリブ25の内面形状によって規定されるように、その専用部分5の成形された形状を維持する。加えて、結合領域18における厚い壁の厚さに起因して、絶対的な収縮は、単一の壁となっている部分におけるよりもその結合領域18において小さい。結果として、収縮の偏向差は同様に小さく、十分な再現性を生じる。
【0033】
冷却後、コア24は除去される。上層27の位置において、開口がパイプ部品1に形成される。それまでに、支持構造8が凝固されるので、その支持構造8がコア24の役割を引き継ぐことができ、専用部分5の変形を防止できる。次に、モールド22は除去される。そのために、モールド22は、実質的に半径方向に離れ得る少なくとも2つの部分から構成され得る。
【0034】
図5は、図1および2に示すものと同様のスピゴット型3を有するパイプ部品1を備えるシャフト30を示す。同様の部分は同様の参照番号で記す。シャフト30は、その他端において、ソケット端部32が設けられる。このソケット端部32は、外側部品、例えばシールまたはスピゴット型と嵌合するように正確に制御された寸法を有する内面形状を有する専用部分35を備える。この専用部分35は、例えば、シール(図示せず)を適合するための平滑面または溝の特徴を有し得る。回転成形の間、内面形状は、専用部分35の収縮を防止するコアを保持する。従って、成形の間、コアと接触する専用部分を維持するのに支持構造は必要とされない。なぜなら、それはすでに自然に生じているからである。しかし、一旦、シャフトがモールドアセンブリから除去されると、ソケット端部32は、示されるように、補強構造38が設けられ得、専用部分35の補強および支持を提供し得る。補強構造38は、専用部分35を保持する1つ以上の円周リブを備えてもよく、好ましくは、その専用部分35に少なくとも局所的に結合する。
【0035】
好ましい実施形態によれば、補強構造38は、円周全体に共にわたる互い違いの結合領域に沿って専用部分35に結合され得るが、上述のオランダ国特許出願第1036127号に記載され、参照番号39で示した図6に最適に見られるように閉じた環を形成しない。互い違いの配置のために、専用部分35は適切に補強され得る。同時に、充填方向において、前記結合領域の後ろ側に位置するモールドのそれらの部分、すなわち、図5のソケット端部32の縁部分34が形成されるモールドの部分でも、回転成形の間、モールドの完全な充填が可能なままである。
【0036】
もちろん、代替の実施形態において、補強構造38は、閉じた環を形成するように、その全周に沿って専用部分35に結合されてもよい。そのような閉じた環は、通常、最大剛性を与え、専用部分35に安定性を生じる。しかし、モールドの上述の部分が早めに充填を断つという点で、モールドの充填はより困難になり得る。これにより、薄い厚さの壁を有する縁部分34が生じ得る。
【0037】
図5のシャフトは、例えば、図6に示される点検口アセンブリ40の一部を形成し得、それはさらに、底部42および遷移部44を備え得る。
【0038】
示した実施形態において底部42は、例えば下水設備のパイプに接続するための1つ以上の開口46を有する円周壁43を備える。底部42はさらに、底(図6において見えない)および/または流れ特性、例えばそれぞれの開口46を互いに接続するチャネルを備え得る。円周壁43は、ソケット端部32が設けられるその上端において、図5を参照して示され、記載されるものと同様である。同様の部分は同様の参照番号が付されている。代替の実施形態において、円周壁43は、ソケット端部32の代わりにスピゴット型3を有する、本発明によるパイプ部品1が設けられてもよい。そのようなパイプ部品は、図3および4を参照して記載されるように回転成形され得る。
【0039】
遷移部分44は、底部42またはシャフト30を、地上位置(streel level)(図示せず)のアクセス設備に接続し、前記部品の間の直径の差を克服するのに役立つ。そのため、遷移部分44は、シャフト30に接続するための第1の端部47および前記アクセス設備と接続するための第2の端部48を備える。示した実施形態において、前記第1の端部47および第2の端部48の両方はソケットとしての形状であり、底部42および図5のシャフト30のソケット端部32と同様であり得る。代替の実施形態において、1つまたは両方のソケットは、本発明によるスピゴット型3を有するパイプ部品1と置き換えられてもよく、図3および4を参照して上述のように回転成形され得る。
【0040】
図6におけるシャフト130は、両端において、本発明によるパイプ部品1が設けられる。シャフト130の本体2は波形構造である。それらの波形は、挿入の間、それらに砂または土を充填することができるという利点を与え、これにより、アセンブリを固定するのに役立つことができ、また、トラフィック負荷などの外部負荷に対してその抵抗を増加することができる。もちろん、代替の実施形態において、シャフト130は平滑または異なった外形であってもよい。
【0041】
シャフト130はさらに、意図した深さの挿入に適合するように点検口アセンブリ40の全体の高さを調節するのに役立ち得る。従って、実際には、異なる高さのシャフト30が必要とされ得る。経済的に効率の良い方法でそのようなシャフト30を製造するために、本発明によるモールドアセンブリはモジュール構成であってもよく、スピゴット型3を形成するための一次モジュール、および本体2を形成するための複数の二次モジュールを備える。任意の適切な数の二次モジュールが、所望の軸長さのモールドアセンブリを構成するように組み合わされてもよい。従って、異なる長さのシャフト130が、最小の異なるモジュールを用いて取り付けられてもよい。モールドアセンブリはさらに、追加の一次モジュールおよび/またはソケット端部32を形成するための1つ以上の三次モジュールを備えてもよい。
【0042】
本発明は、詳細な説明および図面に示される例示的な実施形態に決して制限されるべきではない。示され、記載される実施形態の(部分の)全ての組合せは、この詳細な説明内に組み込まれることは明確に理解され、本発明の範囲内であることが明確に理解される。さらに多くの変形が、特許請求の範囲によって記載されるように、本発明の範囲内で可能である。
【特許請求の範囲】
【請求項1】
本体(2)およびスピゴット型(3)を備えるパイプ部品(1)を製造する方法であって、前記スピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分(5)を有し、前記パイプ部品(1)はモールド(22)において回転成形され、少なくとも冷却の間に、支持構造(8)が前記パイプ部品(1)に設けられ、前記支持構造(8)は、前記モールド(22)の内面形状と一致する前記専用部分(5)の前記外面形状(6)を有するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する、方法。
【請求項2】
前記支持構造(8)は、成形の間に前記パイプ部品(1)の一部となる、請求項1に記載の方法。
【請求項3】
前記支持構造(8)は、前記パイプ部品(1)と一体化して成形される、請求項1または2に記載の方法。
【請求項4】
前記支持構造(8)は、コア(24)に対して回転成形される、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記支持構造(8)は、前記専用部分(5)の内側に沿って延びる、請求項1〜4のいずれか一項に記載の方法によって得たパイプ部品(1)。
【請求項6】
前記支持構造(8)は、円周壁またはリブ(10)を備える、請求項5に記載のパイプ部品(1)。
【請求項7】
前記支持構造(8)は、前記専用部分(5)に少なくとも局所的に結合される、請求項5または6に記載のパイプ部品(1)。
【請求項8】
前記専用部分(5)および/または前記支持構造(8)は、軸方向に見ると、単一の壁となっているパイプ部分(4)に隣接する、請求項5〜7のいずれか一項に記載のパイプ部品(1)。
【請求項9】
前記本体(2)は、単一の壁となっている、請求項5〜8のいずれか一項に記載のパイプ部品(1)。
【請求項10】
前記本体(2)は、波形の壁(4)を有する、請求項5〜9のいずれか一項に記載のパイプ部品(1)。
【請求項11】
前記専用部分(5)および/または前記支持構造(8)は、軸方向に見ると、二重の壁となっているパイプ部分(14、16)に隣接する、請求項5〜10のいずれか一項に記載のパイプ部品(1)。
【請求項12】
前記スピゴット型(3)の自由端(15)は二重の壁となっている、請求項5〜11のいずれか一項に記載のパイプ部品(1)。
【請求項13】
前記パイプ部品(1)は、点検口アセンブリ(40)の一部、より具体的には前記点検口アセンブリ(40)のシャフト(30、130)、底部(42)および/または遷移部(44)の一部である、請求項5〜12のいずれか一項に記載のパイプ部品(1)。
【請求項14】
専用部分(35)を有するソケット端部(32)をさらに備え、前記専用部分(35)の内面形状が、使用の際に、外側部品と嵌合し、前記専用部分(35)の外側に沿って前記専用部分(35)に補強構造(38)が設けられ、使用の間、前記補強構造(38)は、前記専用部分(35)、特に前記専用部分(35)の内面形状の変形を制限する、請求項5〜13のいずれか一項に記載のパイプ部品(1)。
【請求項15】
前記補強構造(38)は、円周壁またはリブを備える、請求項14に記載のパイプ部品(1)。
【請求項16】
前記補強構造(38)は、閉じた環を形成せずに、前記専用部分(35)の円周に共にわたる互い違いの領域に沿って前記専用部分(35)に結合される、請求項14または15に記載のパイプ部品(1)。
【請求項17】
請求項1〜16のいずれか一項に記載のパイプ部品(1)を回転成形するためのモールドアセンブリ(20)であって、前記アセンブリ(20)はモールド(22)およびコア(24)を備え、前記モールド(22)に対して少なくとも前記専用部分(5)が形成され、前記コア(24)に対して前記支持構造(8)が形成され、組み立てられた状態において、間隙(30)が前記コア(24)と前記モールド(22)との間に形成され、前記間隙(30)は、成形の間、前記支持構造(8)が前記専用部分(5)に少なくとも局所的に結合されるように寸法決めされる、モールドアセンブリ(20)。
【請求項18】
成形の間、円周の結合領域(18)が、前記支持構造(8)と前記専用部分(5)との間に形成されるように、コアとモールドとの組合せが設計される、請求項17に記載のモールドアセンブリ(20)。
【請求項19】
前記モールド(22)は、モジュール設計であり、前記スピゴット型(3)を形成するための一次モジュールと、前記本体(2)を形成するための連続した二次モジュールとを備え、任意の数の二次モジュールが所望の軸長さのモールド(22)を形成するように組み合わされ得る、請求項17または18に記載のモールドアセンブリ(20)。
【請求項1】
本体(2)およびスピゴット型(3)を備えるパイプ部品(1)を製造する方法であって、前記スピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分(5)を有し、前記パイプ部品(1)はモールド(22)において回転成形され、少なくとも冷却の間に、支持構造(8)が前記パイプ部品(1)に設けられ、前記支持構造(8)は、前記モールド(22)の内面形状と一致する前記専用部分(5)の前記外面形状(6)を有するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する、方法。
【請求項2】
前記支持構造(8)は、成形の間に前記パイプ部品(1)の一部となる、請求項1に記載の方法。
【請求項3】
前記支持構造(8)は、前記パイプ部品(1)と一体化して成形される、請求項1または2に記載の方法。
【請求項4】
前記支持構造(8)は、コア(24)に対して回転成形される、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記支持構造(8)は、前記専用部分(5)の内側に沿って延びる、請求項1〜4のいずれか一項に記載の方法によって得たパイプ部品(1)。
【請求項6】
前記支持構造(8)は、円周壁またはリブ(10)を備える、請求項5に記載のパイプ部品(1)。
【請求項7】
前記支持構造(8)は、前記専用部分(5)に少なくとも局所的に結合される、請求項5または6に記載のパイプ部品(1)。
【請求項8】
前記専用部分(5)および/または前記支持構造(8)は、軸方向に見ると、単一の壁となっているパイプ部分(4)に隣接する、請求項5〜7のいずれか一項に記載のパイプ部品(1)。
【請求項9】
前記本体(2)は、単一の壁となっている、請求項5〜8のいずれか一項に記載のパイプ部品(1)。
【請求項10】
前記本体(2)は、波形の壁(4)を有する、請求項5〜9のいずれか一項に記載のパイプ部品(1)。
【請求項11】
前記専用部分(5)および/または前記支持構造(8)は、軸方向に見ると、二重の壁となっているパイプ部分(14、16)に隣接する、請求項5〜10のいずれか一項に記載のパイプ部品(1)。
【請求項12】
前記スピゴット型(3)の自由端(15)は二重の壁となっている、請求項5〜11のいずれか一項に記載のパイプ部品(1)。
【請求項13】
前記パイプ部品(1)は、点検口アセンブリ(40)の一部、より具体的には前記点検口アセンブリ(40)のシャフト(30、130)、底部(42)および/または遷移部(44)の一部である、請求項5〜12のいずれか一項に記載のパイプ部品(1)。
【請求項14】
専用部分(35)を有するソケット端部(32)をさらに備え、前記専用部分(35)の内面形状が、使用の際に、外側部品と嵌合し、前記専用部分(35)の外側に沿って前記専用部分(35)に補強構造(38)が設けられ、使用の間、前記補強構造(38)は、前記専用部分(35)、特に前記専用部分(35)の内面形状の変形を制限する、請求項5〜13のいずれか一項に記載のパイプ部品(1)。
【請求項15】
前記補強構造(38)は、円周壁またはリブを備える、請求項14に記載のパイプ部品(1)。
【請求項16】
前記補強構造(38)は、閉じた環を形成せずに、前記専用部分(35)の円周に共にわたる互い違いの領域に沿って前記専用部分(35)に結合される、請求項14または15に記載のパイプ部品(1)。
【請求項17】
請求項1〜16のいずれか一項に記載のパイプ部品(1)を回転成形するためのモールドアセンブリ(20)であって、前記アセンブリ(20)はモールド(22)およびコア(24)を備え、前記モールド(22)に対して少なくとも前記専用部分(5)が形成され、前記コア(24)に対して前記支持構造(8)が形成され、組み立てられた状態において、間隙(30)が前記コア(24)と前記モールド(22)との間に形成され、前記間隙(30)は、成形の間、前記支持構造(8)が前記専用部分(5)に少なくとも局所的に結合されるように寸法決めされる、モールドアセンブリ(20)。
【請求項18】
成形の間、円周の結合領域(18)が、前記支持構造(8)と前記専用部分(5)との間に形成されるように、コアとモールドとの組合せが設計される、請求項17に記載のモールドアセンブリ(20)。
【請求項19】
前記モールド(22)は、モジュール設計であり、前記スピゴット型(3)を形成するための一次モジュールと、前記本体(2)を形成するための連続した二次モジュールとを備え、任意の数の二次モジュールが所望の軸長さのモールド(22)を形成するように組み合わされ得る、請求項17または18に記載のモールドアセンブリ(20)。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−506798(P2012−506798A)
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2011−533733(P2011−533733)
【出願日】平成21年10月29日(2009.10.29)
【国際出願番号】PCT/EP2009/064327
【国際公開番号】WO2010/049510
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(511106226)
【Fターム(参考)】
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成21年10月29日(2009.10.29)
【国際出願番号】PCT/EP2009/064327
【国際公開番号】WO2010/049510
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(511106226)
【Fターム(参考)】
[ Back to top ]