
スピーカー振動板およびこれを用いた動電型スピーカー

【課題】 長径方向に比べて短径方向が短い細長形であっても、ボイスコイルの剛性が高く、動作不良が少なくて品質が安定し、かつ、電気音響変換の能率が高く、全高が低くても再生音圧レベルが高い動電型スピーカーを提供する。
【解決手段】 スピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、これらが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備え、コイル積層部の積層された複数のコイルパターンがボイスコイルを形成するとともに、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する。
【解決手段】 スピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、これらが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備え、コイル積層部の積層された複数のコイルパターンがボイスコイルを形成するとともに、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長径方向に比べて短径方向が短い細長形の動電型スピーカーであって、音声再生能力に優れ、ディスプレイ等の機器に取り付けるのに適するボイスコイル、および、動電型スピーカー、ならびにその製造方法に関する。
【背景技術】
【0002】
音声を再生するスピーカーを取り付けるディスプレイ等の音響機器においては、スピーカーを取り付けるのに要する空間を小型化することが要望されている。特に、細長形(矩形、長円形(楕円形、トラック形を含む))の動電型スピーカーは、短径方向に振動板面積が限られる、細長形のスピーカー振動板に特有な分割振動の影響が大きくて平坦な再生音圧周波数特性を得ることが難しい、磁気空隙の磁束密度が高いスピーカー用磁気回路を採用しようとすると、磁気回路の幅がスピーカー振動板よりも広くなり小型化できない、といった様々な理由から音声再生能力において不利な点がある。したがって、従来には、これらの問題を解決するために様々なスピーカー振動板、ボイスコイル、スピーカー用磁気回路、および、これを用いた動電型スピーカーが提案されている。
【0003】
例えば、従来には、スピーカー形状の縦、横の寸法が長手側と短手側とからなるトラック型スピーカーにおいて、磁気回路を構成するマグネット(3)をほぼスピーカー外形に収まる範囲内で大きな形状とし、かつ前記磁気回路を構成するポール(1)及びボイスコイルVCの形状は前記長手側の方向に沿って延びる細長い形状としてボイスコイルVCと前記長手側との間のダンパーの幅寸法を確保するとともに、ポール(1)の断面積Sは、ポール形状を円とした場合、前記短手側の寸法aに対しほぼ1/3以上の直径を有する円と円等の断面積としたトラック型スピーカーがある(特許文献1)。また、少なくとも2個の棒状マグネットを上部プレートと下部プレートとで前記下部プレートに設けた棒状のセンターポール部をはさんで平行に挟持した磁気回路と、この磁気回路に結合されたフレームと、このフレームの外周部に結合された振動板と、この振動板に結合されるとともに、その一部が前記磁気回路の磁気ギャップ内に配置されたボイスコイルとからなるスピーカーであって、前記上部プレートと前記下部プレートから構成された磁気ギャップの形状が少なくとも平行な2つの直線部を有し、上部プレートの磁気ギャップ窓形状、ならびに、ボイスコイル形状がトラック型形状であるものがある(特許文献2)。
【0004】
また、振動膜の面上に音声信号電流が流れる導体が被着されており、該導体に鎖交する磁束と上記音声信号電流とに対応して電気音響変換が行われる電気音響変換装置の振動膜において、上記振動膜の周縁部に上記導体と電気的に絶縁された導体層を被着させて、上記周縁部の剛性を高めたことを特徴とする振動膜を備えたスピーカーがある(特許文献3)。あるいは、平坦部を有するヨーク上に、複数個の磁石を所定の距離を隔て、かつ隣り合う磁石の磁極面が互いに逆になるように配置するとともに、前記磁石の磁極面から所定の距離を保ち、かつ磁極面に各々対応した箇所にコイルを配置した振動膜により構成された薄型スピーカーにおいて、前記磁石の磁極面の外縁部に相当する箇所の前記振動膜に成型した凸部の近傍に、線状導体をヨークに対して非平面のコイル状に布線したことを特徴とする薄型スピーカーがある(特許文献4)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−197190号公報
【特許文献2】特開2004−266337号公報
【特許文献3】特開昭55−27735号公報
【特許文献4】特開2006−311174号公報
【0006】
しかしながら、長径方向に比べて短径方向が短い細長形の動電型スピーカーでは、磁気回路の磁気空隙およびボイスコイルを平行な二辺の直線部を含むトラック形状にすると、磁束と交叉するボイスコイル長が長くなってボイスコイルで発生する駆動力が増大し、能率が高く、再生音圧レベルが高い動電型スピーカーを実現できる一方で、トラック形状のコイルが巻回されるボビンの強度が不足しやすく、動作不良が発生しやすくなるという問題がある。また、フィルム面上に音声信号電流が流れる導体が形成されるボイスコイルを備えるスピーカーは、スピーカーの全高を薄くできる場合があるものの、磁気回路の磁気空隙の最も磁束密度が高い位置にコイルを配置するのが困難であるため、電気音響変換の能率が低く、再生音圧レベルが低いスピーカーになりやすいという問題がある。特に、後者の場合には、磁気回路と振動板に一体化されたコイルとの距離を離さなければ、最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生する際には、磁気回路とコイルとが接触して異音を発生する場合がある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の従来技術が有する問題を解決するためになされたものであり、その目的は、長径方向に比べて短径方向が短い細長形の動電型スピーカーであっても、ボイスコイルの剛性が高く、動作不良が少なくて品質が安定し、かつ、電気音響変換の能率が高く、全高が低くても再生音圧レベルが高い動電型スピーカーを提供することにある。
【課題を解決するための手段】
【0008】
本発明のスピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板であって、コイル積層部の積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成するとともに、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する。
【0009】
好ましくは、本発明のスピーカー振動板は、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含み、複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される。
【0010】
また、好ましくは、本発明のスピーカー振動板は、コイルパターンを形成する導電性金属が、銅を含み、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリエーテルエーテルケトンを含み、複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより積層され、コイル積層部および振動板部が形成される。
【0011】
さらに、好ましくは、本発明のスピーカー振動板は、振動板部が、その外周端側に耐熱性フィルムから一体に構成されるエッジ部を含む。
【0012】
さらに好ましくは、本発明の動電型スピーカーは、上記のいずれかのスピーカー振動板と、スピーカー振動板のコイル積層部が配置される磁気空隙を有する磁気回路と、スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、を備える。
【0013】
また、本発明のスピーカー振動板の製造方法は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含む場合に、複数の耐熱性フィルムを、フィルム層間に塗布される接着剤を硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートを熱硬化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、を含む。
【0014】
また、本発明のスピーカー振動板の製造方法は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、コイルパターンを形成する導電性金属が銅を含み、耐熱性フィルムがポリエーテルエーテルケトンを含む場合に、複数の耐熱性フィルムを加熱プレス成形して、熱融着ならびに結晶化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、を含む。
【0015】
以下、本発明の作用について説明する。
【0016】
本発明のスピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させたコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備える。コイル積層部は、積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成する。なお、コイル積層部の最外層には、導電性金属のコイルパターンを設けない耐熱性フィルムの層を設けても良い。
【0017】
また、スピーカー振動板の振動板部は、このコイル積層部を構成する耐熱性フィルムから一体に構成されており、音波を放射する略コーン形状の振動板として機能するとともに、コイル積層部を磁気回路の磁気空隙に配置する。つまり、本発明のスピーカー振動板では、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定するような断面形状を有する。振動板部は、その外周端側に耐熱性フィルムから一体に構成されるエッジ部をさらに含んでいてもよい。
【0018】
また、本発明の動電型スピーカーは、上記のスピーカー振動板と、スピーカー振動板のコイル積層部が配置される磁気空隙を有する磁気回路と、スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、を備える。スピーカー振動板の振動板部のネック部には、ボイスコイルを形成するコイル積層部が設けられており、また、その内径側には、磁気回路の一部を収容する内径側空間を規定するような断面形状を有するように形成されている。その結果、スピーカー振動板は、コイルが巻回されるボビンを有していなくても、そのコイル積層部が磁気回路の磁気空隙に配置される。したがって、電気音響変換の能率が高いボビンレスの動電型スピーカーが実現される。
【0019】
本発明のスピーカー振動板では、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含むものである場合には、複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される。
【0020】
あるいは、コイルパターンを形成する導電性金属が銅を含み、コイル積層部および振動板部を構成する耐熱性フィルムがポリエーテルエーテルケトンを含むものである場合には、複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより、コイル積層部および振動板部が形成される。したがって、振動板部のネック部に設けられるコイル積層部は、コイルパターンと略同形状の環状形に形成されて、かつ、コイルパターンの内径側に磁気回路の磁気空隙を規定する磁気回路の一部を収容する内径側空間を規定するように振動板部が形成されていても、剛性の高い強固なボイスコイルを振動板と一体に形成することができる。
【0021】
また、本発明のスピーカー振動板では、コイル積層部、および、振動板部を構成する材料が、ポリエーテルエーテルケトンを含む場合には、ポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより、振動板とボイスコイルとが一体化して形成される。加熱プレス成形する工程により、ポリエーテルエーテルケトンのフィルムが熱融着ならびに結晶化して積層し、コイル積層部と振動板部とを形成し、かつ、一体化するので、少ない工程で、剛性の高い強固なボイスコイルを含むスピーカー振動板を形成することができ、品質の安定した動電型スピーカーを実現することができる。
【0022】
さらに、本発明のボイスコイルのコイル積層部は、磁気回路のポールを収容する内部空間を規定し、振動板部により磁気回路の磁気空隙に配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高い動電型スピーカーを実現することができる。磁気回路が、平行する二辺の直線部を含む磁気空隙を有し、環状形のコイル積層部が含むボイスコイルが、平行な二辺の直線部を含むトラック形状を有する場合には、スピーカー振動板が、平行する二辺の直線部に沿った長径方向と、長径方向と直角な短径方向とを有する細長形、代表的には、トラック形状の動電型スピーカーが実現される。なお、長径方向とは、矩形、長円形、楕円形、あるいは、トラック形を含む細長形を規定する長軸が延びる方向であり、短径方向とは、長軸と直交する短軸が延びる方向である。もちろん、本発明のボイスコイルは、トラック形状のみならず、円形であってもよい。
【0023】
なお、本発明の動電型スピーカーにおいては、コイル積層部の積層厚さが、ボビンに巻き回して構成するコイルの場合のコイル巻き幅に比較して、同程度の電気インピーダンス、ないし、ボイスコイル長とすれば、薄くすることができる。磁気回路の磁気空隙において、高い磁束密度を保つ長さに比べて、コイル積層部の積層厚の方が短くなり、いわば、ショートボイスの動電型スピーカーが実現できる。したがって、耐熱性フィルムに一体化されたコイルを用いるスピーカー振動板であっても、磁気回路とコイルとが接触することなく最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生することができ、かつ、動電型スピーカーの全高を低く、薄くすることができる。
【0024】
また、本発明のショートボイスの動電型スピーカーは、耐熱性フィルムを積層して構成する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部は、高音域を再生するツィーターを実現するのにも適している。コイル積層部は、磁気回路のポールを収容する内部空間を規定し、振動板部により磁気回路の磁気空隙に配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高いツィーターを実現できる。
【発明の効果】
【0025】
長径方向に比べて短径方向が短い細長形の動電型スピーカーであって、細長形状の磁気空隙を有する磁気回路を用いる場合であっても、ボイスコイルの剛性が高く、動作不良が少なくて品質が安定し、かつ、電気音響変換の能率が高く、全高が低くても再生音圧レベルが高い動電型スピーカーを提供することができる。
【図面の簡単な説明】
【0026】
【図1】本発明の好ましい実施形態による動電型スピーカー1を説明する図である。(実施例1)
【図2】本発明の好ましい実施形態による動電型スピーカー1を構成するスピーカー振動板2を説明する斜視図である。(実施例1)
【図3】本発明の好ましい実施形態によるスピーカー振動板2を説明する図である。(実施例1)
【図4】本発明の好ましい実施形態による動電型スピーカー1を構成するボイスコイル4を説明する図である。(実施例1)
【図5】本発明の他の好ましい実施形態によるスピーカー振動板2を製造する工程を説明する図である。(実施例1)
【図6】本発明の他の好ましい実施形態によるボイスコイル4のコイル積層体4を製造する工程を説明するグラフである。(実施例2)
【発明を実施するための形態】
【0027】
以下、本発明の好ましい実施形態によるボイスコイルおよび動電型スピーカーについて説明するが、本発明はこれらの実施形態には限定されない。
【実施例1】
【0028】
図1は、本発明の好ましい実施形態による動電型スピーカー1を説明する図である。図1(a)は、動電型スピーカー1を前面側から見た斜視図であり、図1(b)は、動電型スピーカー1のB−B’断面の斜視拡大図である。なお、後述するように、動電型スピーカー1の一部の構造や、内部構造等は、省略している。また、点O−Aを結ぶ直線(長軸)が延びる方向が長径方向であり、また、点O−B
を結ぶ直線(短軸)が延びる方向が短径方向である。
【0029】
本実施例の動電型スピーカー1は、長径方向長L1が約122.4mm、短径方向長L2が約28mmのトラック形のスピーカー振動板2を有する細長形の動電型スピーカーであり、細長形であっても口径が約56mmの円形振動板と同等の振動板面積を有するスピーカーである。スピーカー振動板2は、エッジ3によってその外周端を支持されており、エッジ3の外周端は、フレーム6に固定されている。また、スピーカー振動板2には、トラック形のボイスコイル4が一体に設けられている。また、フレーム6は、トラック形のスピーカー振動板2に対応した細長形状であり、フレーム6に固定される磁気回路10も、その幅が短径方向長L2以下の狭い細長形状を有している。したがって、動電型スピーカー1は、ディスプレイ等の機器が有する表示部の側面など、スピーカーを取り付ける幅が少ない機器に適するスピーカーである。
【0030】
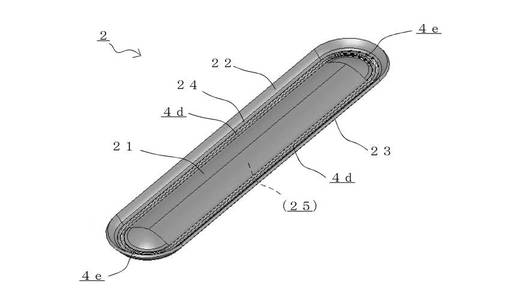
動電型スピーカー1のスピーカー振動板2は、その外周端にエッジ3の内周側が接着されており、また、前面側に凸状の断面を有する第1振動板部21と、第1振動板部21の外周側でコーン形状の断面を有する第2振動板部22と、第2振動板部22の外周側でエッジ3の内周端に連結する鍔部23と、第1振動板部21と第2振動板部22との間の平坦なネック部分に設けられるコイル積層部24と、を備え、第1振動板部21の背面側であってコイル積層部24の内部側に、後述する磁気回路10のポール12を収容する内部空間25を規定する。長径方向長L1と短径方向長L2が著しく異なる細長形のスピーカー振動板2は、長径方向の分割振動の影響が顕著になりやすいので、短径方向断面形状が略W字形になるように、第1振動板部21および第2振動板部22を成形して、長径方向に剛性を有する形状とされている。
【0031】
エッジ3は、本実施例では、柔軟性を有する発泡ゴムを金型内に注入して加熱発泡して形成したものである。スピーカー振動板2の長径方向に直線状に延びるトラック形の長辺と、短径方向に円弧状になるトラック形の短辺とでは、スピーカー振動板2を自由支持するように薄肉のコルゲーション(またはロール)によるフリーエッジが形成される。その結果、細長形のスピーカー振動板2は、エッジ3により柔軟に支持されて全体を一体的にピストン振動可能に支持されている。
【0032】
音声電流が供給されるトラック形のボイスコイル4は、スピーカー振動板2のコイル積層部24に、第1振動板部21、第2振動板部22、および、鍔部23と一体に成形されている。したがって、ボイスコイル4を備える動電型スピーカー1では、トラック形に形成されたコイル積層部24は、後述する磁気回路10の磁気空隙13aおよび13bに配置される。
【0033】
なお、(図示しない)錦糸線8は、フレーム6に固定される(図示しない)ターミナル7とコイル積層体4bとをハンダづけして導通させて、コイル積層部24に形成されるボイスコイル4に音声電流を供給する。錦糸線8は、スピーカー振動板2に金属ハトメを設けてターミナル7まで導通させるようにしてもよい。もちろん、錦糸線8は、絶縁体で被覆されたリード線で代用してもよい。
【0034】
フレーム6は、スピーカー振動板2の形状に対応して細長形のバスケット状にプレス成形された樹脂フレームであり、エッジ3を固定する略矩形の固定部と、磁気回路10を固定する固定部と、これらの固定部を連結する連結部と、複数の連結部の間に規定される窓と、ターミナル7を取り付ける取付孔と、を備える。したがって、スピーカー振動板2、エッジ3、および、ボイスコイル4からなるスピーカー振動系は、フレーム6ならびに磁気回路10に対して振動可能に支持される。
【0035】
磁気回路10は、フレーム6に固定される細長形のヨーク11と、ヨーク11の底部にポール12を冠して配置されるマグネット15と、から構成される。ヨーク11およびポール12は、均等な幅を有する平行な二辺の直線部を含む磁気空隙13aおよび13bを形成する。マグネット15は、外形が長径方向に長い細長形であり、細長形のヨーク11、ポール12もマグネット15の形状に対応した略細長形状である。
【0036】
本実施例のマグネット15は、残留磁化および保磁力がさらに大きく、小さい体積でも保磁力の強いNd−Fe−B系の希土類磁石であり、フェライト系磁石であってもよい。なお、希土類磁石とは、Nd−Fe−B系のネオジウム磁石、もしくは、Sm−Co系のサマリウムコバルト磁石であって、磁石の最大エネルギー積(BH)maxが大きな値をとる磁石である。磁気回路10は、ボイスコイル4のコイル積層部24を平面視した場合に投影する領域の外部に磁石が配置される内磁型磁気回路であり、かつ、長径方向に細長く、保磁力の強いマグネット15が配置されるので、本発明の動電型スピーカー1のような細長形のスピーカーに適する。磁気回路10の最大幅を小さくすることができれば、細長形のスピーカー振動板2を前面視した場合に形成される領域内に磁気回路10が収まるからである。したがって、軽量なスピーカー振動板2を採用することを含めて、能率の高い動電型スピーカー1が実現される。
【0037】
図2は、動電型スピーカー1を構成するスピーカー振動板2を説明する斜視図である。前述するように、スピーカー振動板2は、ボイスコイル4をトラック形に形成されるコイル積層部24に含み、その結果、第1振動板部21の背面側であってコイル積層部24の内部側に、後述する磁気回路10のポール12を収容する内部空間25を有している。また、トラック形のボイスコイル4は、長径方向に沿って平行な二辺の直線部4dと、直線部4dの長径側端部を連結する円弧部4eと、からなる。本実施例の場合には、ボイスコイル4は、長径方向の外形長が約82.2mm、短径方向の外形長が約13.7mm、円弧部4eの半径が約6.85mmのトラック形であり、直径約66mmの円形ボイスコイルに相当する。なお、円弧部4eにはコイル積層体4bに導通する(図示しない)錦糸線8aおよび8bの一端が、それぞれハンダ付けされて固定されている。
【0038】
動電型スピーカー1では、トラック形のボイスコイル4の平行な二辺の直線部4dが、磁気回路10の平行な二辺の直線部を含む磁気空隙13aおよび13bに配置される。そして、長径方向から磁気回路10を側面視すると、マグネット15aおよび15bが配置されない長径端部が形成されているので、ここからトラック形のボイスコイル4の円弧部4eが突出するように露出する。ボイスコイル4は、トラック形の円弧部4eに錦糸線8aおよび8bを接続して取り出しているので、錦糸線8aおよび8bは、磁気回路10に干渉しないようにターミナル7へ導出される。なお、磁気回路10では、長径端部を通気性を有する織布又は不織布等で形成される防塵部材により覆って、磁気空隙13aおよび13bに鉄粉等の異物が侵入するのを防止するようにしてもよい。
【0039】
錦糸線を介してコイル積層部24のボイスコイル4に音声電流が供給されると、磁気空隙13aおよび13bに配置された直線部4dには駆動力が作用し、一体にボイスコイル4を含むスピーカー振動板2は、図1〜図3における上下方向に振動する。磁気回路10は、平行な二辺の直線部を含む磁気空隙13aおよび13bが長径方向に均等な幅を有するので、長径方向においてほぼ磁束密度分布が一定になり、長径方向のボイスコイル4の平行な二辺の直線部4dに沿って、ほぼ一定の駆動力が発生する。スピーカー振動板2は、その外周端を支持するエッジ3のフリーエッジ部が柔軟に支持し、最低共振周波数f0付近若しくはそれ以下の周波数でボイスコイル4が大きく変位する場合には、その全体がピストン振動する。
【0040】
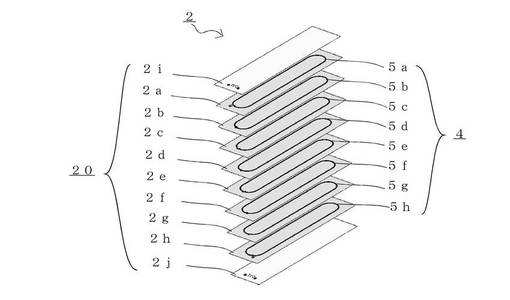
図3および図4は、本実施例のスピーカー振動板2を構成する積層体20と、ボイスコイル4とを説明する図である。具体的には、図3は、積層体20の構成を模式的に説明する展開斜視図であり、図4(a)は、ボイスコイル4の構成を模式的に説明する展開斜視図であり、図4(b)は、ボイスコイル4の構成を説明する部分拡大図である。また、図5は、本実施例のスピーカー振動板2を、積層体20から形成する工程を説明する図である。すなわち、スピーカー振動板2を構成する積層体20は、ボイスコイル4を構成するコイルパターンが貼り合わされる耐熱性フィルム2a〜2hを8層積層させた積層体であり、前面側と背面側の最外層に、導電性金属のコイルパターンを設けない耐熱性フィルム2iおよび2jを合わせて積層している。
【0041】
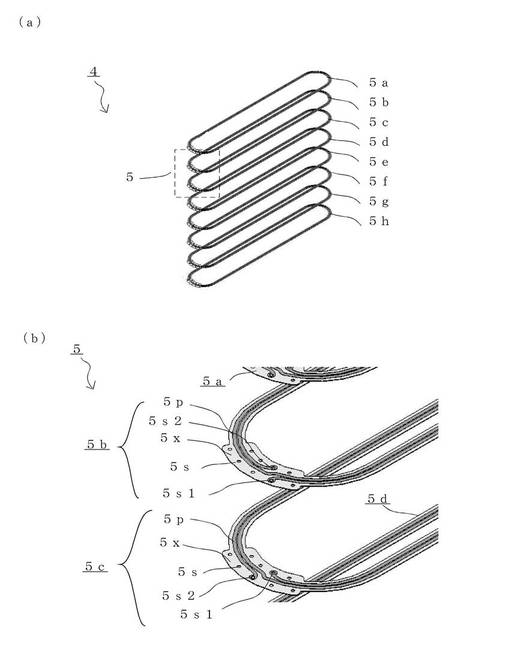
後述するように、この積層体20を加熱加圧成形することで、耐熱性フィルムから構成される第1振動板部21、第2振動板部22、および、鍔部23が形成され、さらに、ボイスコイル4を含むコイル積層部24が一体に形成される。ボイスコイル4は、エッチングにより形成される導電性金属のコイルパターン5pと、コイルパターン5pが貼り合わされる耐熱性フィルム5xと、を複数積層させたコイル積層体からなり、本実施例のコイル積層体の場合には、具体的には、コイル層5aから5hを積層した8層のコイル積層体が形成されており、図4(b)では、図4(a)の点線で囲んだ部分5を拡大して図示している。なお、耐熱性フィルム2a〜2hは、図3に図示するように、コイルパターン5pの内部側および外部側に振動板部を形成する耐熱性フィルムのみの部分を残しており、図4では、説明のために耐熱性フィルムのみの部分を省略している。
【0042】
コイル層5aから5hは、それぞれ、耐熱性フィルム5xに、導電性金属のコイルパターン5pがエッチングにより形成されている。本実施例では、耐熱性フィルム5xは、厚みが50μmのポリイミドフィルムであり、コイルパターン5pは、厚みが18μmの銅箔であり、これらは接着剤で接着されている。コイルパターン5pは、ポリイミドフィルム5xに貼り合わされた銅箔をエッチングして形成されており、導体幅が0.3mm、導体ピッチが0.1mmで、その始点5s1と、終点5s2とにスルーホールランドをそれぞれ有する約2ターンのコイルである。それぞれのコイル層5a〜5hには、ボイスコイル4の円弧部4eの共通する所定の位置に、合計9つのスルーホール5sが設けられることが想定されているので、コイルパターン5pの始点5s1および終点5s2は、その中の2つから選択されている。なお、図4に図示するスルーホール5sは、積層した後に設けられたスルーホールが、各コイル層を展開した図面上に現れているものである。
【0043】
ボイスコイル4では、積層された2つのコイルパターン5pが、それぞれの始点5s1もしくは終点5s2に形成されたスルーホールランドを銅メッキすることにより導通し、8層のコイルパターン5pが直列接続するボイスコイルを形成する。例えば、図4(b)に図示するとおり、上から2層目に相当するコイル層5bのコイルパターン5pの終点に形成されたスルーホールランド5s2と、その次の層であるコイル層5cのコイルパターン5pの始点に形成されたスルーホールランド5s1とは、平面視した場合に同じ位置に設けられるので、コイル層5bとコイル層5cとを積層後に所定の位置にスルーホールを設けて銅メッキすれば、2層目と3層目のコイルパターン5pが直列接続する。つまり、上下層の隣り合ったコイル層において、コイルパターン5pの終点5s2と始点5s1とを同一の所定位置に設けているので、スルーホールを設けて導通させれば、同様にして隣り合って積層する2つのコイルパターン5pを直列接続することができる。そして、最下面のコイル層5hのコイルパターン5pの終点5s2から、最上面のコイル層5aまでスルーホールを設けて導電させることができるので、錦糸線8aおよび8bを接続すれば、合計が約16ターンで、直流抵抗値が約8.39Ωのトラック形のコイルが形成される。なお、銅メッキは、銀メッキであっても良い。
【0044】
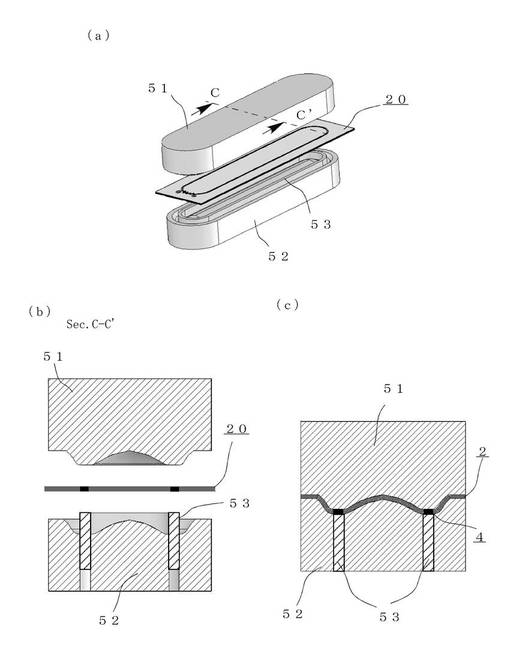
コイル層5aから5hは、それぞれ、耐熱性フィルム5xの一面に銅箔を接着剤で貼り合わせて、コイルパターン5pの内部側および外部側に振動板部を形成する耐熱性フィルムを残して外形をエッチングし、始点5s1および終点5s2にスルーホールランドを有するコイルパターン5pを形成する。その後に、各層間に厚さ約38μmのエポキシプリプレグシートを挟んで積層させ、金型51および52で、180℃で約2時間かけて加熱プレス成形する。図5(a)および図5(b)に図示するように、金型52はスライド部53を備えており、コイルパターン5pと始点5s1および終点5s2が所定の位置からずれないように、他の振動板部よりも先に金型で挟み込むようにして、図5(c)に図示するように、さらに振動板部を加熱プレス成形する。エポキシプリプレグシートが熱硬化する結果、コイル層5aから5hを含むポリイミドフィルム5xは強固に接着されて、積層厚が約0.6mmの厚みに積層される。次に、所定の位置に直径0.3mmのスルーホールを空け、銅メッキをして各層のコイルパターン5pを直列接続したボイスコイル4を形成する。その結果、第1振動板部21の背面側に内部空間25を規定し、コーン形状のネック部であるコイル積層部24にボイスコイル4を含むスピーカー振動板2が形成される。
【0045】
なお、スピーカー振動板2は、最上面の耐熱性フィルム2aならびに最下層の耐熱性フィルム2hに、コイルパターン5pを設けない耐熱性フィルム2i、2jの層をさらに設けなくてもよい。本実施例のように、耐熱性フィルム2i、2jの層を設ければ、コイルパターン5pの保護を、もしくは、スピーカー振動板2の強度の強化を図ることができる。また、本実施例では、耐熱性フィルムは、厚みが50μmのポリイミドフィルムであるが、他のハンダ処理の耐熱性を有するポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、等のフィルムであっても良く、その厚みも、積層して強度を保てるものであればこの実施例の場合に限られるものではない。さらに、各コイル層は、耐熱性フィルムの両面にコイルパターン5pを設けてもよい。また、エポキシプリプレグシートの代わりに、接着剤によって各層間を接着しても良い。
【0046】
図1に示すように、本実施例の動電型スピーカー1は、細長形のスピーカー振動板2を備えていながらも、コイル積層部24の積層厚さが約0.6mm程度に薄くされるので、最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生する場合であっても、磁気回路10とボイスコイル4を含むスピーカー振動板2とが接触しないようにしたうえで、動電型スピーカー1の全高を従来の動電型スピーカーよりも薄くすることができる。なお、本実施例の動電型スピーカー1は、スピーカー振動板2を振動可能に支持するダンパーを備えない場合であるが、柔軟性を有する繊維の織布を基材としてフェノール樹脂を含浸して成形するコルゲーションダンパー、もしくは、金属または樹脂で形成する蝶ダンパーを備えていても良い。
【0047】
また、磁気回路10の磁気空隙13aおよび13bにおいて、高い磁束密度を保つポール12の厚さに比べて、コイル積層部24の積層厚の方が薄く、短くなる。したがって、動電型スピーカー1は、ショートボイスの動電型スピーカーとなり、高調波歪が少なく、音声再生能力に優れた動電型スピーカーを実現することができる。さらに、動電型スピーカー1は、スピーカー振動板2のボイスコイル4を含むコイル積層部24が振動板部のネック部に設けられていることによって、ボイスコイル4を磁気回路10の磁束密度が高い磁気空隙13aおよび13bの内部に配置できるので、能率が高い再生音質に優れる動電型スピーカーとなる。
【0048】
また、本実施例のスピーカー振動板2は、ポリエーテルイミドの耐熱性フィルムをエポキシプリプレグシートを用いて積層して構成する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部が実現できる。後述するように、スピーカー振動板2は、ボイスコイル4がショートボイスを構成することから、高音域を再生するツィーターを実現するのに適している。スピーカー振動板2のコイル積層部24は、磁気回路10のポール12を収容する内部空間25を規定し、エッジ3および他の振動板部により磁気空隙13aおよび13bに配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高いツィーター1を実現できる。
(実施例1) :スピーカー振動板2
厚みt(第1振動板部21) 0.6mm
ヤング率E 6.5E+9Pa
内部損失tanδ 0.06
密度(比重)ρ 1.36g/cm3
【0049】
また、スピーカー振動板2の第2振動板部22は、その外周短部から延設される鍔部23をさらに外周端側に延長して、積層させた耐熱性フィルムから一体に構成されるエッジ部をさらに備えていてもよい。エッジ部を形成する耐熱性フィルムの部分に、第1振動板部21ないし第2振動板部22とは異なる条件で加熱加圧すれば、柔軟なスティフネスを有するエッジ部を一体にして形成することができる。本実施例のようなエッジ3を別に鍔部23に接着して連結する必要が無くなるので、動電型スピーカー1は、さらに部品点数の削減とコストダウンを図ることができる。
【0050】
なお、スピーカー振動板2は、ボイスコイル4が長い平行な二辺の直線部4dを含むトラック形であっても、コーン形状の断面を有する振動板部が一体に形成されているので、紙、アルミ等の金属箔、等で円筒形状にされたボビンに線材を巻回して構成するようなトラック形のボイスコイルよりも、剛性を高めることができる。したがって、トラック形のスピーカー振動板2を備えていても、動作の安定した再生音質に優れる動電型スピーカー1を実現することができる。もちろん、スピーカー振動板2の形状は、矩形、長円形、楕円形、あるいは、トラック形を含む細長形であってもよい。
【実施例2】
【0051】
次に、本発明の他の本実施例の動電型スピーカー1(図示しない)を説明する。動電型スピーカー1は、先の実施例における動電型スピーカー1と、それを構成するスピーカー振動板2が本実施例のスピーカー振動板2(図示しない)に置き換えられる他は、共通する動電型スピーカーである。また、本実施例のスピーカー振動板2は、積層体20を構成する材料、ならびに、製造方法が異なる他は、先の実施例におけるスピーカー振動板2と、振動板部の形状、ボイスコイル4のトラック形の形状、寸法、等はほぼ変わらない。したがって、動電型スピーカー1と共通する部分は、共通の番号を付して説明を省略する。
【0052】
本実施例のスピーカー振動板2は、ポリエーテルエーテルケトンを耐熱性フィルム5xとする積層体20から構成されており、コイルパターン5pを形成する導電性金属が銅を含む。そして、ポリエーテルエーテルケトンの耐熱性フィルム5xは、加熱プレス成形されることにより積層され、熱融着ならびに結晶化してスピーカー振動板2を形成している。すなわち、先の実施例と異なり、本実施例のスピーカー振動板2は、接着剤またはエポキシプリプレグシートを用いずに、ポリエーテルエーテルケトンが熱融着ならびに結晶化することにより、形成されている。
【0053】
本実施例のスピーカー振動板2を製造する工程を説明する。耐熱性フィルム2a〜2hを8層積層させる積層体20は、それぞれの厚さが約50μmのポリエーテルエーテルケトンの耐熱性フィルム5xの一面に、銅箔を加熱プレス成形して貼り合わせてから外形をエッチングし、コイルパターン5pを形成する。この加熱プレス成形は、約200℃〜220℃で圧力30kg/cm2のプレス条件下で5分行い、銅箔を熱融着によって貼り付ける。そして、8層に渡るコイル層5aから5hを用意し、これらを積層させ、コイルパターン5pと始点5s1および5s2が所定の位置からずれないようにして治具で規制し、これを加熱プレス成形する。各コイル層5aから5hのコイルパターン5pの形成を含む構成については、ほぼ先の実施例と同様であるので、重複する製造工程の説明は省略する。
【0054】
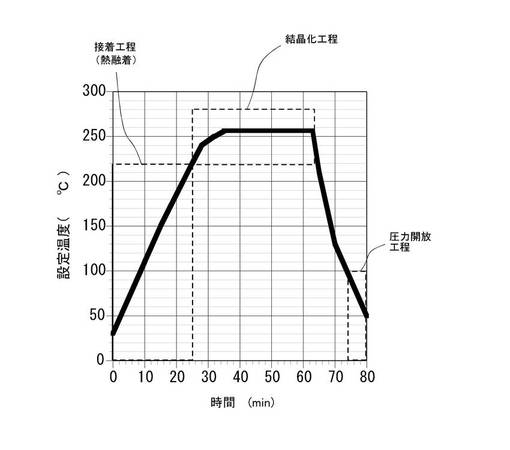
図5は、本実施例のスピーカー振動板2を製造する工程を説明するグラフであり、特に、第1振動板部21を含む振動板部と、コイル積層部24とを加熱プレス成形して、ポリエーテルエーテルケトンのフィルムを熱融着ならびに結晶化して積層し、振動板部およびボイスコイル4を一体に形成する工程を説明する時間−加熱温度を表すグラフである。加熱プレス成形の工程は、積層体20をプレス並びに加熱してポリエーテルエーテルケトンを熱融着により接着する工程と、高い温度を保ってポリエーテルエーテルケトンを結晶化する工程と、結晶化の工程の後でスピーカー振動板2を取り出す工程と、を含む。なお、この加熱プレス成形の工程は、一つのスピーカー振動板2のみについて加工してもよいが、多数取りの金型を用いて多数の本発明のスピーカー振動板2を一度に加熱プレス成形すれば、ボイスコイル4の製造コストを低減することができる。
【0055】
最初に、コイルパターン5pが形成された耐熱性フィルム5xからなる耐熱性フィルム2a〜2hと、同じくポリエーテルエーテルケトンからなる最上面のコイル層5aならびに最下層のコイル層5hを保護するための耐熱性フィルム2iおよび2jとを、コイルパターン5pと始点5s1および終点5s2が所定の位置からずれないようにして治具で規制して積層体20として積層する。そして、これを加熱プレス成形するプレス成形機にセットして、圧力50kg/cm2のプレス条件下で、約30℃から約220℃まで約25分で上昇する温度勾配を与える。その結果、ポリエーテルエーテルケトンは、相互に熱融着により接着する。ポリエーテルエーテルケトンは、軟化点が約180℃〜210℃であるので、振動板部およびコイル積層部24を形成する積層された耐熱性フィルム層ならびに保護のフィルム層は、融着されて一体化される。
【0056】
次に、加熱プレス成形のプレス圧力条件をそのまま一定に保ち、かつ、加熱してさらに温度を約255℃まで上昇させ、温度を約255℃に保ったまま約30分から約40分程度の時間に渡ってプレス成形する。ポリエーテルエーテルケトンの耐熱性フィルム5xは、結晶化して硬化し、剛性及び耐熱性が向上し、一体化したスピーカー振動板2が形成される。また、スピーカー振動板2のボイスコイル4は、治具で規制される、あるいは、図5の場合のようにスライド型で規制された上で加圧加熱されるので、コイルパターン5pと各スルーホール5sが所定の位置からずれることはない。
【0057】
最後に、結晶化の工程が終了すると、加熱プレス成形の温度を100℃まで約10分程度の時間で低下させる熱勾配を与え、100℃以下になれば加熱プレス成形の圧力を開放して、プレス成形機からスピーカー振動板2を取り出す。スピーカー振動板2は、コイル積層部24の厚みは約0.6mmであり、他の前面側に凸状の断面を有する第1振動板部21と、第1振動板部21の外周側でコーン形状の断面を有する第2振動板部22と、第2振動板部22の外周側でエッジ3の内周端に連結する鍔部23のそれぞれの厚みは約0.6mmである。
【0058】
次に、ボイスコイル4を構成する積層された複数のコイルパターン5pのうち、積層された2つのコイルパターン5pのそれぞれの始点もしくは終点に形成されたスルーホール5sを銅メッキまたは銀メッキすることにより導通し、8層のコイルパターンが直列接続されるボイスコイルを形成する。すなわち、9つの所定の位置に直径0.3mmのスルーホールを開口して、銅メッキをして各層のコイルパターン5pを直列接続したコイルを形成する。
【0059】
次の工程では、スピーカー振動板2の外形を、鍔部23が所定のトラック形の環形状になるように形成する。具体的には、外径をプレスにより打ち抜いて、ネック部もトラック形のボイスコイル4よりも大きなトラック形に成形する。ボイスコイル4は、コイルパターン5pの形状に合わせたトラック形であって、長径方向に平行な二辺の直線部4dと、直線部4dの長径側端部を連結する円弧部4eと、を備え、コイルパターン5pの内径側に磁気回路10のセンターポール12を収容する内部空間25を有するように第1振動板部21およびコイル積層部24がプレス加工されて形成される。
【0060】
つまり、上記の製造工程では、スピーカー振動板2の全体について、ポリエーテルエーテルケトンの耐熱性フィルム5xを熱融着ならびに結晶化して、振動板部とボイスコイル4とを一体に形成している。本実施例の場合には、第1振動板部21および第2振動板部22と、コイル積層部24とが、それぞれポリエーテルエーテルケトンを含んでいるので、スピーカー振動板2を形成する加熱プレス成形の工程で、ポリエーテルエーテルケトンが熱融着ならびに結晶化する結果、ボイスコイル4が一体化されたスピーカー振動板2を形成することができる。その場合には、積層体20を加熱プレス成形して、ポリエーテルエーテルケトンを熱融着ならびに結晶化してスピーカー振動板2の形状を得る工程の後に、積層された複数のコイルパターン5pのうち、積層された2つのコイルパターン5pのそれぞれの始点5s1もしくは終点5s2に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターン5pが直列接続されるボイスコイル4を形成する。
【0061】
また、本実施例のスピーカー振動板2は、ポリエーテルエーテルケトンの耐熱性フィルム5xが熱融着ならびに結晶化する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部が実現でき、ボイスコイル4がショートボイスを構成することから、再生音圧レベルが高い高音域を再生するツィーターを実現するのに適している。
(実施例2) :スピーカー振動板2
厚みt(第1振動板部21) 0.6mm
ヤング率E 5.8E+9Pa
内部損失tanδ 0.05
密度(比重)ρ 1.3g/cm3
【0062】
本実施例の場合には、コイルパターン5pを形成する銅と、耐熱性フィルム5xを構成するポリエーテルエーテルケトンとが、互いに線膨張係数が近い値の材料である。銅の線膨張係数が約17.8ppm/℃であるのに対し、ポリエーテルエーテルケトンの線膨張係数は約15ppm/℃である。したがって、ボイスコイル4のコイルパターン5pの銅がその直流抵抗に伴って発熱しても、膨張率の差異によって耐熱性フィルム5xが各層間で剥離する、コイル積層部24の変形が生じる、等の問題が発生しにくい。なお、先の実施例の場合では、耐熱性フィルム5xを構成するポリイミドの線膨張係数は、約40ppm/℃であり、耐熱性フィルム5xを接着するエポキシプリプレグシートの線膨張係数は、約29ppm/℃である。本実施例の場合には、他の振動板部も同じポリエーテルエーテルケトンであるので、成形したトラック形状が変形することも少なく、品質の安定したスピーカー振動板2、ならびに、動電型スピーカー1を実現することができる。
【0063】
また、本実施例の場合には、スピーカー振動板2を製造する時間を、先の実施例の場合の約2時間に比べて、約80分に短縮することができる。特に、ボイスコイル4を含むスピーカー振動板2を、一つの加熱プレス成形の工程で成形するようにすれば、後の工程でボイスコイル4とスピーカー振動板2とを連結させる接着剤を乾燥させる時間が不要になり、製造コストを低減することができる。また、先の実施例では、エポキシプリプレグシートの熱硬化が進んでいる工程では、各コイル層が動きやすいので、積層体20の取扱に注意を要する一方で、本実施例では、耐熱性フィルム5xを構成するポリエーテルエーテルケトンが熱融着ならびに結晶化するので、積層体20を形成する過程で各コイル層のずれが生じにくいという利点がある。
【0064】
また、本実施例のように、スピーカー振動板2の第1振動板部21ないし第2振動板部22が、ポリエーテルエーテルケトンの耐熱性フィルムから構成される場合にも、その外周短部から延設される鍔部23をさらに外周端側に延長して、積層させた耐熱性フィルムから一体に構成されるエッジ部をさらに備えていてもよい。エッジ部を形成するポリエーテルエーテルケトンのフィルムの部分を、第1振動板部21ないし第2振動板部22とは異なる条件となるように短時間にして加熱加圧すれば、熱融着ならびに結晶化する状態が変化するので、柔軟なスティフネスを有するエッジ部を一体にして形成することができる。エッジ3を別に鍔部23に接着して連結する必要が無くなるので、動電型スピーカー1は、さらに部品点数の削減とコストダウンを図ることができる。
【0065】
もちろん、本実施例のスピーカー振動板2は、矩形等の他の異形の磁気空隙に対応した異なる寸法のボイスコイル4を一体に備えるものであっても良い。また、および、これを用いた動電型スピーカーは、円形、ないし、トラック形のスピーカー振動板に限らず、楕円形、長円形、長方形、矩形といった長径寸法と短径寸法との比が大きい細長形の動電型スピーカーであってもよい。
【産業上の利用可能性】
【0066】
本発明の動電型スピーカーは、ディスプレイ等の映像・音響機器に内蔵するスピーカーとしてのみならず、音声を再生するスピーカーを内蔵するキャビネットを有するゲーム機、スロットマシン等の遊戯機にも適用が可能である。また、本発明のスピーカー振動板を備える動電型スピーカーは、全幅が狭く、小型・薄型のキャビネットで音声を再生するスピーカーシステムが実現できるので、設置空間が限定される車両用のスピーカーに特に適する。
【符号の説明】
【0067】
1 動電型スピーカー
2 スピーカー振動板
21 第1振動板部
22 第2振動板部
23 鍔部
24 コイル積層部
25 内部空間
3 エッジ
4 ボイスコイル
5 コイル層
5x 耐熱性フィルム
5p コイルパターン
6 フレーム
10 磁気回路
11 ヨーク
12 ポール
13a、13b 磁気空隙
15 マグネット
【技術分野】
【0001】
本発明は、長径方向に比べて短径方向が短い細長形の動電型スピーカーであって、音声再生能力に優れ、ディスプレイ等の機器に取り付けるのに適するボイスコイル、および、動電型スピーカー、ならびにその製造方法に関する。
【背景技術】
【0002】
音声を再生するスピーカーを取り付けるディスプレイ等の音響機器においては、スピーカーを取り付けるのに要する空間を小型化することが要望されている。特に、細長形(矩形、長円形(楕円形、トラック形を含む))の動電型スピーカーは、短径方向に振動板面積が限られる、細長形のスピーカー振動板に特有な分割振動の影響が大きくて平坦な再生音圧周波数特性を得ることが難しい、磁気空隙の磁束密度が高いスピーカー用磁気回路を採用しようとすると、磁気回路の幅がスピーカー振動板よりも広くなり小型化できない、といった様々な理由から音声再生能力において不利な点がある。したがって、従来には、これらの問題を解決するために様々なスピーカー振動板、ボイスコイル、スピーカー用磁気回路、および、これを用いた動電型スピーカーが提案されている。
【0003】
例えば、従来には、スピーカー形状の縦、横の寸法が長手側と短手側とからなるトラック型スピーカーにおいて、磁気回路を構成するマグネット(3)をほぼスピーカー外形に収まる範囲内で大きな形状とし、かつ前記磁気回路を構成するポール(1)及びボイスコイルVCの形状は前記長手側の方向に沿って延びる細長い形状としてボイスコイルVCと前記長手側との間のダンパーの幅寸法を確保するとともに、ポール(1)の断面積Sは、ポール形状を円とした場合、前記短手側の寸法aに対しほぼ1/3以上の直径を有する円と円等の断面積としたトラック型スピーカーがある(特許文献1)。また、少なくとも2個の棒状マグネットを上部プレートと下部プレートとで前記下部プレートに設けた棒状のセンターポール部をはさんで平行に挟持した磁気回路と、この磁気回路に結合されたフレームと、このフレームの外周部に結合された振動板と、この振動板に結合されるとともに、その一部が前記磁気回路の磁気ギャップ内に配置されたボイスコイルとからなるスピーカーであって、前記上部プレートと前記下部プレートから構成された磁気ギャップの形状が少なくとも平行な2つの直線部を有し、上部プレートの磁気ギャップ窓形状、ならびに、ボイスコイル形状がトラック型形状であるものがある(特許文献2)。
【0004】
また、振動膜の面上に音声信号電流が流れる導体が被着されており、該導体に鎖交する磁束と上記音声信号電流とに対応して電気音響変換が行われる電気音響変換装置の振動膜において、上記振動膜の周縁部に上記導体と電気的に絶縁された導体層を被着させて、上記周縁部の剛性を高めたことを特徴とする振動膜を備えたスピーカーがある(特許文献3)。あるいは、平坦部を有するヨーク上に、複数個の磁石を所定の距離を隔て、かつ隣り合う磁石の磁極面が互いに逆になるように配置するとともに、前記磁石の磁極面から所定の距離を保ち、かつ磁極面に各々対応した箇所にコイルを配置した振動膜により構成された薄型スピーカーにおいて、前記磁石の磁極面の外縁部に相当する箇所の前記振動膜に成型した凸部の近傍に、線状導体をヨークに対して非平面のコイル状に布線したことを特徴とする薄型スピーカーがある(特許文献4)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−197190号公報
【特許文献2】特開2004−266337号公報
【特許文献3】特開昭55−27735号公報
【特許文献4】特開2006−311174号公報
【0006】
しかしながら、長径方向に比べて短径方向が短い細長形の動電型スピーカーでは、磁気回路の磁気空隙およびボイスコイルを平行な二辺の直線部を含むトラック形状にすると、磁束と交叉するボイスコイル長が長くなってボイスコイルで発生する駆動力が増大し、能率が高く、再生音圧レベルが高い動電型スピーカーを実現できる一方で、トラック形状のコイルが巻回されるボビンの強度が不足しやすく、動作不良が発生しやすくなるという問題がある。また、フィルム面上に音声信号電流が流れる導体が形成されるボイスコイルを備えるスピーカーは、スピーカーの全高を薄くできる場合があるものの、磁気回路の磁気空隙の最も磁束密度が高い位置にコイルを配置するのが困難であるため、電気音響変換の能率が低く、再生音圧レベルが低いスピーカーになりやすいという問題がある。特に、後者の場合には、磁気回路と振動板に一体化されたコイルとの距離を離さなければ、最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生する際には、磁気回路とコイルとが接触して異音を発生する場合がある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の従来技術が有する問題を解決するためになされたものであり、その目的は、長径方向に比べて短径方向が短い細長形の動電型スピーカーであっても、ボイスコイルの剛性が高く、動作不良が少なくて品質が安定し、かつ、電気音響変換の能率が高く、全高が低くても再生音圧レベルが高い動電型スピーカーを提供することにある。
【課題を解決するための手段】
【0008】
本発明のスピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板であって、コイル積層部の積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成するとともに、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する。
【0009】
好ましくは、本発明のスピーカー振動板は、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含み、複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される。
【0010】
また、好ましくは、本発明のスピーカー振動板は、コイルパターンを形成する導電性金属が、銅を含み、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリエーテルエーテルケトンを含み、複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより積層され、コイル積層部および振動板部が形成される。
【0011】
さらに、好ましくは、本発明のスピーカー振動板は、振動板部が、その外周端側に耐熱性フィルムから一体に構成されるエッジ部を含む。
【0012】
さらに好ましくは、本発明の動電型スピーカーは、上記のいずれかのスピーカー振動板と、スピーカー振動板のコイル積層部が配置される磁気空隙を有する磁気回路と、スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、を備える。
【0013】
また、本発明のスピーカー振動板の製造方法は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含む場合に、複数の耐熱性フィルムを、フィルム層間に塗布される接着剤を硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートを熱硬化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、を含む。
【0014】
また、本発明のスピーカー振動板の製造方法は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、コイルパターンを形成する導電性金属が銅を含み、耐熱性フィルムがポリエーテルエーテルケトンを含む場合に、複数の耐熱性フィルムを加熱プレス成形して、熱融着ならびに結晶化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、を含む。
【0015】
以下、本発明の作用について説明する。
【0016】
本発明のスピーカー振動板は、エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させたコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備える。コイル積層部は、積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成する。なお、コイル積層部の最外層には、導電性金属のコイルパターンを設けない耐熱性フィルムの層を設けても良い。
【0017】
また、スピーカー振動板の振動板部は、このコイル積層部を構成する耐熱性フィルムから一体に構成されており、音波を放射する略コーン形状の振動板として機能するとともに、コイル積層部を磁気回路の磁気空隙に配置する。つまり、本発明のスピーカー振動板では、コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定するような断面形状を有する。振動板部は、その外周端側に耐熱性フィルムから一体に構成されるエッジ部をさらに含んでいてもよい。
【0018】
また、本発明の動電型スピーカーは、上記のスピーカー振動板と、スピーカー振動板のコイル積層部が配置される磁気空隙を有する磁気回路と、スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、を備える。スピーカー振動板の振動板部のネック部には、ボイスコイルを形成するコイル積層部が設けられており、また、その内径側には、磁気回路の一部を収容する内径側空間を規定するような断面形状を有するように形成されている。その結果、スピーカー振動板は、コイルが巻回されるボビンを有していなくても、そのコイル積層部が磁気回路の磁気空隙に配置される。したがって、電気音響変換の能率が高いボビンレスの動電型スピーカーが実現される。
【0019】
本発明のスピーカー振動板では、コイル積層部および振動板部を構成する耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含むものである場合には、複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される。
【0020】
あるいは、コイルパターンを形成する導電性金属が銅を含み、コイル積層部および振動板部を構成する耐熱性フィルムがポリエーテルエーテルケトンを含むものである場合には、複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより、コイル積層部および振動板部が形成される。したがって、振動板部のネック部に設けられるコイル積層部は、コイルパターンと略同形状の環状形に形成されて、かつ、コイルパターンの内径側に磁気回路の磁気空隙を規定する磁気回路の一部を収容する内径側空間を規定するように振動板部が形成されていても、剛性の高い強固なボイスコイルを振動板と一体に形成することができる。
【0021】
また、本発明のスピーカー振動板では、コイル積層部、および、振動板部を構成する材料が、ポリエーテルエーテルケトンを含む場合には、ポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより、振動板とボイスコイルとが一体化して形成される。加熱プレス成形する工程により、ポリエーテルエーテルケトンのフィルムが熱融着ならびに結晶化して積層し、コイル積層部と振動板部とを形成し、かつ、一体化するので、少ない工程で、剛性の高い強固なボイスコイルを含むスピーカー振動板を形成することができ、品質の安定した動電型スピーカーを実現することができる。
【0022】
さらに、本発明のボイスコイルのコイル積層部は、磁気回路のポールを収容する内部空間を規定し、振動板部により磁気回路の磁気空隙に配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高い動電型スピーカーを実現することができる。磁気回路が、平行する二辺の直線部を含む磁気空隙を有し、環状形のコイル積層部が含むボイスコイルが、平行な二辺の直線部を含むトラック形状を有する場合には、スピーカー振動板が、平行する二辺の直線部に沿った長径方向と、長径方向と直角な短径方向とを有する細長形、代表的には、トラック形状の動電型スピーカーが実現される。なお、長径方向とは、矩形、長円形、楕円形、あるいは、トラック形を含む細長形を規定する長軸が延びる方向であり、短径方向とは、長軸と直交する短軸が延びる方向である。もちろん、本発明のボイスコイルは、トラック形状のみならず、円形であってもよい。
【0023】
なお、本発明の動電型スピーカーにおいては、コイル積層部の積層厚さが、ボビンに巻き回して構成するコイルの場合のコイル巻き幅に比較して、同程度の電気インピーダンス、ないし、ボイスコイル長とすれば、薄くすることができる。磁気回路の磁気空隙において、高い磁束密度を保つ長さに比べて、コイル積層部の積層厚の方が短くなり、いわば、ショートボイスの動電型スピーカーが実現できる。したがって、耐熱性フィルムに一体化されたコイルを用いるスピーカー振動板であっても、磁気回路とコイルとが接触することなく最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生することができ、かつ、動電型スピーカーの全高を低く、薄くすることができる。
【0024】
また、本発明のショートボイスの動電型スピーカーは、耐熱性フィルムを積層して構成する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部は、高音域を再生するツィーターを実現するのにも適している。コイル積層部は、磁気回路のポールを収容する内部空間を規定し、振動板部により磁気回路の磁気空隙に配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高いツィーターを実現できる。
【発明の効果】
【0025】
長径方向に比べて短径方向が短い細長形の動電型スピーカーであって、細長形状の磁気空隙を有する磁気回路を用いる場合であっても、ボイスコイルの剛性が高く、動作不良が少なくて品質が安定し、かつ、電気音響変換の能率が高く、全高が低くても再生音圧レベルが高い動電型スピーカーを提供することができる。
【図面の簡単な説明】
【0026】
【図1】本発明の好ましい実施形態による動電型スピーカー1を説明する図である。(実施例1)
【図2】本発明の好ましい実施形態による動電型スピーカー1を構成するスピーカー振動板2を説明する斜視図である。(実施例1)
【図3】本発明の好ましい実施形態によるスピーカー振動板2を説明する図である。(実施例1)
【図4】本発明の好ましい実施形態による動電型スピーカー1を構成するボイスコイル4を説明する図である。(実施例1)
【図5】本発明の他の好ましい実施形態によるスピーカー振動板2を製造する工程を説明する図である。(実施例1)
【図6】本発明の他の好ましい実施形態によるボイスコイル4のコイル積層体4を製造する工程を説明するグラフである。(実施例2)
【発明を実施するための形態】
【0027】
以下、本発明の好ましい実施形態によるボイスコイルおよび動電型スピーカーについて説明するが、本発明はこれらの実施形態には限定されない。
【実施例1】
【0028】
図1は、本発明の好ましい実施形態による動電型スピーカー1を説明する図である。図1(a)は、動電型スピーカー1を前面側から見た斜視図であり、図1(b)は、動電型スピーカー1のB−B’断面の斜視拡大図である。なお、後述するように、動電型スピーカー1の一部の構造や、内部構造等は、省略している。また、点O−Aを結ぶ直線(長軸)が延びる方向が長径方向であり、また、点O−B
を結ぶ直線(短軸)が延びる方向が短径方向である。
【0029】
本実施例の動電型スピーカー1は、長径方向長L1が約122.4mm、短径方向長L2が約28mmのトラック形のスピーカー振動板2を有する細長形の動電型スピーカーであり、細長形であっても口径が約56mmの円形振動板と同等の振動板面積を有するスピーカーである。スピーカー振動板2は、エッジ3によってその外周端を支持されており、エッジ3の外周端は、フレーム6に固定されている。また、スピーカー振動板2には、トラック形のボイスコイル4が一体に設けられている。また、フレーム6は、トラック形のスピーカー振動板2に対応した細長形状であり、フレーム6に固定される磁気回路10も、その幅が短径方向長L2以下の狭い細長形状を有している。したがって、動電型スピーカー1は、ディスプレイ等の機器が有する表示部の側面など、スピーカーを取り付ける幅が少ない機器に適するスピーカーである。
【0030】
動電型スピーカー1のスピーカー振動板2は、その外周端にエッジ3の内周側が接着されており、また、前面側に凸状の断面を有する第1振動板部21と、第1振動板部21の外周側でコーン形状の断面を有する第2振動板部22と、第2振動板部22の外周側でエッジ3の内周端に連結する鍔部23と、第1振動板部21と第2振動板部22との間の平坦なネック部分に設けられるコイル積層部24と、を備え、第1振動板部21の背面側であってコイル積層部24の内部側に、後述する磁気回路10のポール12を収容する内部空間25を規定する。長径方向長L1と短径方向長L2が著しく異なる細長形のスピーカー振動板2は、長径方向の分割振動の影響が顕著になりやすいので、短径方向断面形状が略W字形になるように、第1振動板部21および第2振動板部22を成形して、長径方向に剛性を有する形状とされている。
【0031】
エッジ3は、本実施例では、柔軟性を有する発泡ゴムを金型内に注入して加熱発泡して形成したものである。スピーカー振動板2の長径方向に直線状に延びるトラック形の長辺と、短径方向に円弧状になるトラック形の短辺とでは、スピーカー振動板2を自由支持するように薄肉のコルゲーション(またはロール)によるフリーエッジが形成される。その結果、細長形のスピーカー振動板2は、エッジ3により柔軟に支持されて全体を一体的にピストン振動可能に支持されている。
【0032】
音声電流が供給されるトラック形のボイスコイル4は、スピーカー振動板2のコイル積層部24に、第1振動板部21、第2振動板部22、および、鍔部23と一体に成形されている。したがって、ボイスコイル4を備える動電型スピーカー1では、トラック形に形成されたコイル積層部24は、後述する磁気回路10の磁気空隙13aおよび13bに配置される。
【0033】
なお、(図示しない)錦糸線8は、フレーム6に固定される(図示しない)ターミナル7とコイル積層体4bとをハンダづけして導通させて、コイル積層部24に形成されるボイスコイル4に音声電流を供給する。錦糸線8は、スピーカー振動板2に金属ハトメを設けてターミナル7まで導通させるようにしてもよい。もちろん、錦糸線8は、絶縁体で被覆されたリード線で代用してもよい。
【0034】
フレーム6は、スピーカー振動板2の形状に対応して細長形のバスケット状にプレス成形された樹脂フレームであり、エッジ3を固定する略矩形の固定部と、磁気回路10を固定する固定部と、これらの固定部を連結する連結部と、複数の連結部の間に規定される窓と、ターミナル7を取り付ける取付孔と、を備える。したがって、スピーカー振動板2、エッジ3、および、ボイスコイル4からなるスピーカー振動系は、フレーム6ならびに磁気回路10に対して振動可能に支持される。
【0035】
磁気回路10は、フレーム6に固定される細長形のヨーク11と、ヨーク11の底部にポール12を冠して配置されるマグネット15と、から構成される。ヨーク11およびポール12は、均等な幅を有する平行な二辺の直線部を含む磁気空隙13aおよび13bを形成する。マグネット15は、外形が長径方向に長い細長形であり、細長形のヨーク11、ポール12もマグネット15の形状に対応した略細長形状である。
【0036】
本実施例のマグネット15は、残留磁化および保磁力がさらに大きく、小さい体積でも保磁力の強いNd−Fe−B系の希土類磁石であり、フェライト系磁石であってもよい。なお、希土類磁石とは、Nd−Fe−B系のネオジウム磁石、もしくは、Sm−Co系のサマリウムコバルト磁石であって、磁石の最大エネルギー積(BH)maxが大きな値をとる磁石である。磁気回路10は、ボイスコイル4のコイル積層部24を平面視した場合に投影する領域の外部に磁石が配置される内磁型磁気回路であり、かつ、長径方向に細長く、保磁力の強いマグネット15が配置されるので、本発明の動電型スピーカー1のような細長形のスピーカーに適する。磁気回路10の最大幅を小さくすることができれば、細長形のスピーカー振動板2を前面視した場合に形成される領域内に磁気回路10が収まるからである。したがって、軽量なスピーカー振動板2を採用することを含めて、能率の高い動電型スピーカー1が実現される。
【0037】
図2は、動電型スピーカー1を構成するスピーカー振動板2を説明する斜視図である。前述するように、スピーカー振動板2は、ボイスコイル4をトラック形に形成されるコイル積層部24に含み、その結果、第1振動板部21の背面側であってコイル積層部24の内部側に、後述する磁気回路10のポール12を収容する内部空間25を有している。また、トラック形のボイスコイル4は、長径方向に沿って平行な二辺の直線部4dと、直線部4dの長径側端部を連結する円弧部4eと、からなる。本実施例の場合には、ボイスコイル4は、長径方向の外形長が約82.2mm、短径方向の外形長が約13.7mm、円弧部4eの半径が約6.85mmのトラック形であり、直径約66mmの円形ボイスコイルに相当する。なお、円弧部4eにはコイル積層体4bに導通する(図示しない)錦糸線8aおよび8bの一端が、それぞれハンダ付けされて固定されている。
【0038】
動電型スピーカー1では、トラック形のボイスコイル4の平行な二辺の直線部4dが、磁気回路10の平行な二辺の直線部を含む磁気空隙13aおよび13bに配置される。そして、長径方向から磁気回路10を側面視すると、マグネット15aおよび15bが配置されない長径端部が形成されているので、ここからトラック形のボイスコイル4の円弧部4eが突出するように露出する。ボイスコイル4は、トラック形の円弧部4eに錦糸線8aおよび8bを接続して取り出しているので、錦糸線8aおよび8bは、磁気回路10に干渉しないようにターミナル7へ導出される。なお、磁気回路10では、長径端部を通気性を有する織布又は不織布等で形成される防塵部材により覆って、磁気空隙13aおよび13bに鉄粉等の異物が侵入するのを防止するようにしてもよい。
【0039】
錦糸線を介してコイル積層部24のボイスコイル4に音声電流が供給されると、磁気空隙13aおよび13bに配置された直線部4dには駆動力が作用し、一体にボイスコイル4を含むスピーカー振動板2は、図1〜図3における上下方向に振動する。磁気回路10は、平行な二辺の直線部を含む磁気空隙13aおよび13bが長径方向に均等な幅を有するので、長径方向においてほぼ磁束密度分布が一定になり、長径方向のボイスコイル4の平行な二辺の直線部4dに沿って、ほぼ一定の駆動力が発生する。スピーカー振動板2は、その外周端を支持するエッジ3のフリーエッジ部が柔軟に支持し、最低共振周波数f0付近若しくはそれ以下の周波数でボイスコイル4が大きく変位する場合には、その全体がピストン振動する。
【0040】
図3および図4は、本実施例のスピーカー振動板2を構成する積層体20と、ボイスコイル4とを説明する図である。具体的には、図3は、積層体20の構成を模式的に説明する展開斜視図であり、図4(a)は、ボイスコイル4の構成を模式的に説明する展開斜視図であり、図4(b)は、ボイスコイル4の構成を説明する部分拡大図である。また、図5は、本実施例のスピーカー振動板2を、積層体20から形成する工程を説明する図である。すなわち、スピーカー振動板2を構成する積層体20は、ボイスコイル4を構成するコイルパターンが貼り合わされる耐熱性フィルム2a〜2hを8層積層させた積層体であり、前面側と背面側の最外層に、導電性金属のコイルパターンを設けない耐熱性フィルム2iおよび2jを合わせて積層している。
【0041】
後述するように、この積層体20を加熱加圧成形することで、耐熱性フィルムから構成される第1振動板部21、第2振動板部22、および、鍔部23が形成され、さらに、ボイスコイル4を含むコイル積層部24が一体に形成される。ボイスコイル4は、エッチングにより形成される導電性金属のコイルパターン5pと、コイルパターン5pが貼り合わされる耐熱性フィルム5xと、を複数積層させたコイル積層体からなり、本実施例のコイル積層体の場合には、具体的には、コイル層5aから5hを積層した8層のコイル積層体が形成されており、図4(b)では、図4(a)の点線で囲んだ部分5を拡大して図示している。なお、耐熱性フィルム2a〜2hは、図3に図示するように、コイルパターン5pの内部側および外部側に振動板部を形成する耐熱性フィルムのみの部分を残しており、図4では、説明のために耐熱性フィルムのみの部分を省略している。
【0042】
コイル層5aから5hは、それぞれ、耐熱性フィルム5xに、導電性金属のコイルパターン5pがエッチングにより形成されている。本実施例では、耐熱性フィルム5xは、厚みが50μmのポリイミドフィルムであり、コイルパターン5pは、厚みが18μmの銅箔であり、これらは接着剤で接着されている。コイルパターン5pは、ポリイミドフィルム5xに貼り合わされた銅箔をエッチングして形成されており、導体幅が0.3mm、導体ピッチが0.1mmで、その始点5s1と、終点5s2とにスルーホールランドをそれぞれ有する約2ターンのコイルである。それぞれのコイル層5a〜5hには、ボイスコイル4の円弧部4eの共通する所定の位置に、合計9つのスルーホール5sが設けられることが想定されているので、コイルパターン5pの始点5s1および終点5s2は、その中の2つから選択されている。なお、図4に図示するスルーホール5sは、積層した後に設けられたスルーホールが、各コイル層を展開した図面上に現れているものである。
【0043】
ボイスコイル4では、積層された2つのコイルパターン5pが、それぞれの始点5s1もしくは終点5s2に形成されたスルーホールランドを銅メッキすることにより導通し、8層のコイルパターン5pが直列接続するボイスコイルを形成する。例えば、図4(b)に図示するとおり、上から2層目に相当するコイル層5bのコイルパターン5pの終点に形成されたスルーホールランド5s2と、その次の層であるコイル層5cのコイルパターン5pの始点に形成されたスルーホールランド5s1とは、平面視した場合に同じ位置に設けられるので、コイル層5bとコイル層5cとを積層後に所定の位置にスルーホールを設けて銅メッキすれば、2層目と3層目のコイルパターン5pが直列接続する。つまり、上下層の隣り合ったコイル層において、コイルパターン5pの終点5s2と始点5s1とを同一の所定位置に設けているので、スルーホールを設けて導通させれば、同様にして隣り合って積層する2つのコイルパターン5pを直列接続することができる。そして、最下面のコイル層5hのコイルパターン5pの終点5s2から、最上面のコイル層5aまでスルーホールを設けて導電させることができるので、錦糸線8aおよび8bを接続すれば、合計が約16ターンで、直流抵抗値が約8.39Ωのトラック形のコイルが形成される。なお、銅メッキは、銀メッキであっても良い。
【0044】
コイル層5aから5hは、それぞれ、耐熱性フィルム5xの一面に銅箔を接着剤で貼り合わせて、コイルパターン5pの内部側および外部側に振動板部を形成する耐熱性フィルムを残して外形をエッチングし、始点5s1および終点5s2にスルーホールランドを有するコイルパターン5pを形成する。その後に、各層間に厚さ約38μmのエポキシプリプレグシートを挟んで積層させ、金型51および52で、180℃で約2時間かけて加熱プレス成形する。図5(a)および図5(b)に図示するように、金型52はスライド部53を備えており、コイルパターン5pと始点5s1および終点5s2が所定の位置からずれないように、他の振動板部よりも先に金型で挟み込むようにして、図5(c)に図示するように、さらに振動板部を加熱プレス成形する。エポキシプリプレグシートが熱硬化する結果、コイル層5aから5hを含むポリイミドフィルム5xは強固に接着されて、積層厚が約0.6mmの厚みに積層される。次に、所定の位置に直径0.3mmのスルーホールを空け、銅メッキをして各層のコイルパターン5pを直列接続したボイスコイル4を形成する。その結果、第1振動板部21の背面側に内部空間25を規定し、コーン形状のネック部であるコイル積層部24にボイスコイル4を含むスピーカー振動板2が形成される。
【0045】
なお、スピーカー振動板2は、最上面の耐熱性フィルム2aならびに最下層の耐熱性フィルム2hに、コイルパターン5pを設けない耐熱性フィルム2i、2jの層をさらに設けなくてもよい。本実施例のように、耐熱性フィルム2i、2jの層を設ければ、コイルパターン5pの保護を、もしくは、スピーカー振動板2の強度の強化を図ることができる。また、本実施例では、耐熱性フィルムは、厚みが50μmのポリイミドフィルムであるが、他のハンダ処理の耐熱性を有するポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、等のフィルムであっても良く、その厚みも、積層して強度を保てるものであればこの実施例の場合に限られるものではない。さらに、各コイル層は、耐熱性フィルムの両面にコイルパターン5pを設けてもよい。また、エポキシプリプレグシートの代わりに、接着剤によって各層間を接着しても良い。
【0046】
図1に示すように、本実施例の動電型スピーカー1は、細長形のスピーカー振動板2を備えていながらも、コイル積層部24の積層厚さが約0.6mm程度に薄くされるので、最低共振周波数f0以下の周波数の低域成分を含む音声信号を再生する場合であっても、磁気回路10とボイスコイル4を含むスピーカー振動板2とが接触しないようにしたうえで、動電型スピーカー1の全高を従来の動電型スピーカーよりも薄くすることができる。なお、本実施例の動電型スピーカー1は、スピーカー振動板2を振動可能に支持するダンパーを備えない場合であるが、柔軟性を有する繊維の織布を基材としてフェノール樹脂を含浸して成形するコルゲーションダンパー、もしくは、金属または樹脂で形成する蝶ダンパーを備えていても良い。
【0047】
また、磁気回路10の磁気空隙13aおよび13bにおいて、高い磁束密度を保つポール12の厚さに比べて、コイル積層部24の積層厚の方が薄く、短くなる。したがって、動電型スピーカー1は、ショートボイスの動電型スピーカーとなり、高調波歪が少なく、音声再生能力に優れた動電型スピーカーを実現することができる。さらに、動電型スピーカー1は、スピーカー振動板2のボイスコイル4を含むコイル積層部24が振動板部のネック部に設けられていることによって、ボイスコイル4を磁気回路10の磁束密度が高い磁気空隙13aおよび13bの内部に配置できるので、能率が高い再生音質に優れる動電型スピーカーとなる。
【0048】
また、本実施例のスピーカー振動板2は、ポリエーテルイミドの耐熱性フィルムをエポキシプリプレグシートを用いて積層して構成する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部が実現できる。後述するように、スピーカー振動板2は、ボイスコイル4がショートボイスを構成することから、高音域を再生するツィーターを実現するのに適している。スピーカー振動板2のコイル積層部24は、磁気回路10のポール12を収容する内部空間25を規定し、エッジ3および他の振動板部により磁気空隙13aおよび13bに配置されるので、電気音響変換の能率を高くすることができ、再生音圧レベルが高いツィーター1を実現できる。
(実施例1) :スピーカー振動板2
厚みt(第1振動板部21) 0.6mm
ヤング率E 6.5E+9Pa
内部損失tanδ 0.06
密度(比重)ρ 1.36g/cm3
【0049】
また、スピーカー振動板2の第2振動板部22は、その外周短部から延設される鍔部23をさらに外周端側に延長して、積層させた耐熱性フィルムから一体に構成されるエッジ部をさらに備えていてもよい。エッジ部を形成する耐熱性フィルムの部分に、第1振動板部21ないし第2振動板部22とは異なる条件で加熱加圧すれば、柔軟なスティフネスを有するエッジ部を一体にして形成することができる。本実施例のようなエッジ3を別に鍔部23に接着して連結する必要が無くなるので、動電型スピーカー1は、さらに部品点数の削減とコストダウンを図ることができる。
【0050】
なお、スピーカー振動板2は、ボイスコイル4が長い平行な二辺の直線部4dを含むトラック形であっても、コーン形状の断面を有する振動板部が一体に形成されているので、紙、アルミ等の金属箔、等で円筒形状にされたボビンに線材を巻回して構成するようなトラック形のボイスコイルよりも、剛性を高めることができる。したがって、トラック形のスピーカー振動板2を備えていても、動作の安定した再生音質に優れる動電型スピーカー1を実現することができる。もちろん、スピーカー振動板2の形状は、矩形、長円形、楕円形、あるいは、トラック形を含む細長形であってもよい。
【実施例2】
【0051】
次に、本発明の他の本実施例の動電型スピーカー1(図示しない)を説明する。動電型スピーカー1は、先の実施例における動電型スピーカー1と、それを構成するスピーカー振動板2が本実施例のスピーカー振動板2(図示しない)に置き換えられる他は、共通する動電型スピーカーである。また、本実施例のスピーカー振動板2は、積層体20を構成する材料、ならびに、製造方法が異なる他は、先の実施例におけるスピーカー振動板2と、振動板部の形状、ボイスコイル4のトラック形の形状、寸法、等はほぼ変わらない。したがって、動電型スピーカー1と共通する部分は、共通の番号を付して説明を省略する。
【0052】
本実施例のスピーカー振動板2は、ポリエーテルエーテルケトンを耐熱性フィルム5xとする積層体20から構成されており、コイルパターン5pを形成する導電性金属が銅を含む。そして、ポリエーテルエーテルケトンの耐熱性フィルム5xは、加熱プレス成形されることにより積層され、熱融着ならびに結晶化してスピーカー振動板2を形成している。すなわち、先の実施例と異なり、本実施例のスピーカー振動板2は、接着剤またはエポキシプリプレグシートを用いずに、ポリエーテルエーテルケトンが熱融着ならびに結晶化することにより、形成されている。
【0053】
本実施例のスピーカー振動板2を製造する工程を説明する。耐熱性フィルム2a〜2hを8層積層させる積層体20は、それぞれの厚さが約50μmのポリエーテルエーテルケトンの耐熱性フィルム5xの一面に、銅箔を加熱プレス成形して貼り合わせてから外形をエッチングし、コイルパターン5pを形成する。この加熱プレス成形は、約200℃〜220℃で圧力30kg/cm2のプレス条件下で5分行い、銅箔を熱融着によって貼り付ける。そして、8層に渡るコイル層5aから5hを用意し、これらを積層させ、コイルパターン5pと始点5s1および5s2が所定の位置からずれないようにして治具で規制し、これを加熱プレス成形する。各コイル層5aから5hのコイルパターン5pの形成を含む構成については、ほぼ先の実施例と同様であるので、重複する製造工程の説明は省略する。
【0054】
図5は、本実施例のスピーカー振動板2を製造する工程を説明するグラフであり、特に、第1振動板部21を含む振動板部と、コイル積層部24とを加熱プレス成形して、ポリエーテルエーテルケトンのフィルムを熱融着ならびに結晶化して積層し、振動板部およびボイスコイル4を一体に形成する工程を説明する時間−加熱温度を表すグラフである。加熱プレス成形の工程は、積層体20をプレス並びに加熱してポリエーテルエーテルケトンを熱融着により接着する工程と、高い温度を保ってポリエーテルエーテルケトンを結晶化する工程と、結晶化の工程の後でスピーカー振動板2を取り出す工程と、を含む。なお、この加熱プレス成形の工程は、一つのスピーカー振動板2のみについて加工してもよいが、多数取りの金型を用いて多数の本発明のスピーカー振動板2を一度に加熱プレス成形すれば、ボイスコイル4の製造コストを低減することができる。
【0055】
最初に、コイルパターン5pが形成された耐熱性フィルム5xからなる耐熱性フィルム2a〜2hと、同じくポリエーテルエーテルケトンからなる最上面のコイル層5aならびに最下層のコイル層5hを保護するための耐熱性フィルム2iおよび2jとを、コイルパターン5pと始点5s1および終点5s2が所定の位置からずれないようにして治具で規制して積層体20として積層する。そして、これを加熱プレス成形するプレス成形機にセットして、圧力50kg/cm2のプレス条件下で、約30℃から約220℃まで約25分で上昇する温度勾配を与える。その結果、ポリエーテルエーテルケトンは、相互に熱融着により接着する。ポリエーテルエーテルケトンは、軟化点が約180℃〜210℃であるので、振動板部およびコイル積層部24を形成する積層された耐熱性フィルム層ならびに保護のフィルム層は、融着されて一体化される。
【0056】
次に、加熱プレス成形のプレス圧力条件をそのまま一定に保ち、かつ、加熱してさらに温度を約255℃まで上昇させ、温度を約255℃に保ったまま約30分から約40分程度の時間に渡ってプレス成形する。ポリエーテルエーテルケトンの耐熱性フィルム5xは、結晶化して硬化し、剛性及び耐熱性が向上し、一体化したスピーカー振動板2が形成される。また、スピーカー振動板2のボイスコイル4は、治具で規制される、あるいは、図5の場合のようにスライド型で規制された上で加圧加熱されるので、コイルパターン5pと各スルーホール5sが所定の位置からずれることはない。
【0057】
最後に、結晶化の工程が終了すると、加熱プレス成形の温度を100℃まで約10分程度の時間で低下させる熱勾配を与え、100℃以下になれば加熱プレス成形の圧力を開放して、プレス成形機からスピーカー振動板2を取り出す。スピーカー振動板2は、コイル積層部24の厚みは約0.6mmであり、他の前面側に凸状の断面を有する第1振動板部21と、第1振動板部21の外周側でコーン形状の断面を有する第2振動板部22と、第2振動板部22の外周側でエッジ3の内周端に連結する鍔部23のそれぞれの厚みは約0.6mmである。
【0058】
次に、ボイスコイル4を構成する積層された複数のコイルパターン5pのうち、積層された2つのコイルパターン5pのそれぞれの始点もしくは終点に形成されたスルーホール5sを銅メッキまたは銀メッキすることにより導通し、8層のコイルパターンが直列接続されるボイスコイルを形成する。すなわち、9つの所定の位置に直径0.3mmのスルーホールを開口して、銅メッキをして各層のコイルパターン5pを直列接続したコイルを形成する。
【0059】
次の工程では、スピーカー振動板2の外形を、鍔部23が所定のトラック形の環形状になるように形成する。具体的には、外径をプレスにより打ち抜いて、ネック部もトラック形のボイスコイル4よりも大きなトラック形に成形する。ボイスコイル4は、コイルパターン5pの形状に合わせたトラック形であって、長径方向に平行な二辺の直線部4dと、直線部4dの長径側端部を連結する円弧部4eと、を備え、コイルパターン5pの内径側に磁気回路10のセンターポール12を収容する内部空間25を有するように第1振動板部21およびコイル積層部24がプレス加工されて形成される。
【0060】
つまり、上記の製造工程では、スピーカー振動板2の全体について、ポリエーテルエーテルケトンの耐熱性フィルム5xを熱融着ならびに結晶化して、振動板部とボイスコイル4とを一体に形成している。本実施例の場合には、第1振動板部21および第2振動板部22と、コイル積層部24とが、それぞれポリエーテルエーテルケトンを含んでいるので、スピーカー振動板2を形成する加熱プレス成形の工程で、ポリエーテルエーテルケトンが熱融着ならびに結晶化する結果、ボイスコイル4が一体化されたスピーカー振動板2を形成することができる。その場合には、積層体20を加熱プレス成形して、ポリエーテルエーテルケトンを熱融着ならびに結晶化してスピーカー振動板2の形状を得る工程の後に、積層された複数のコイルパターン5pのうち、積層された2つのコイルパターン5pのそれぞれの始点5s1もしくは終点5s2に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターン5pが直列接続されるボイスコイル4を形成する。
【0061】
また、本実施例のスピーカー振動板2は、ポリエーテルエーテルケトンの耐熱性フィルム5xが熱融着ならびに結晶化する振動板部を備えるので、ヤング率が大きく、かつ、内部損失が大きい振動板部が実現でき、ボイスコイル4がショートボイスを構成することから、再生音圧レベルが高い高音域を再生するツィーターを実現するのに適している。
(実施例2) :スピーカー振動板2
厚みt(第1振動板部21) 0.6mm
ヤング率E 5.8E+9Pa
内部損失tanδ 0.05
密度(比重)ρ 1.3g/cm3
【0062】
本実施例の場合には、コイルパターン5pを形成する銅と、耐熱性フィルム5xを構成するポリエーテルエーテルケトンとが、互いに線膨張係数が近い値の材料である。銅の線膨張係数が約17.8ppm/℃であるのに対し、ポリエーテルエーテルケトンの線膨張係数は約15ppm/℃である。したがって、ボイスコイル4のコイルパターン5pの銅がその直流抵抗に伴って発熱しても、膨張率の差異によって耐熱性フィルム5xが各層間で剥離する、コイル積層部24の変形が生じる、等の問題が発生しにくい。なお、先の実施例の場合では、耐熱性フィルム5xを構成するポリイミドの線膨張係数は、約40ppm/℃であり、耐熱性フィルム5xを接着するエポキシプリプレグシートの線膨張係数は、約29ppm/℃である。本実施例の場合には、他の振動板部も同じポリエーテルエーテルケトンであるので、成形したトラック形状が変形することも少なく、品質の安定したスピーカー振動板2、ならびに、動電型スピーカー1を実現することができる。
【0063】
また、本実施例の場合には、スピーカー振動板2を製造する時間を、先の実施例の場合の約2時間に比べて、約80分に短縮することができる。特に、ボイスコイル4を含むスピーカー振動板2を、一つの加熱プレス成形の工程で成形するようにすれば、後の工程でボイスコイル4とスピーカー振動板2とを連結させる接着剤を乾燥させる時間が不要になり、製造コストを低減することができる。また、先の実施例では、エポキシプリプレグシートの熱硬化が進んでいる工程では、各コイル層が動きやすいので、積層体20の取扱に注意を要する一方で、本実施例では、耐熱性フィルム5xを構成するポリエーテルエーテルケトンが熱融着ならびに結晶化するので、積層体20を形成する過程で各コイル層のずれが生じにくいという利点がある。
【0064】
また、本実施例のように、スピーカー振動板2の第1振動板部21ないし第2振動板部22が、ポリエーテルエーテルケトンの耐熱性フィルムから構成される場合にも、その外周短部から延設される鍔部23をさらに外周端側に延長して、積層させた耐熱性フィルムから一体に構成されるエッジ部をさらに備えていてもよい。エッジ部を形成するポリエーテルエーテルケトンのフィルムの部分を、第1振動板部21ないし第2振動板部22とは異なる条件となるように短時間にして加熱加圧すれば、熱融着ならびに結晶化する状態が変化するので、柔軟なスティフネスを有するエッジ部を一体にして形成することができる。エッジ3を別に鍔部23に接着して連結する必要が無くなるので、動電型スピーカー1は、さらに部品点数の削減とコストダウンを図ることができる。
【0065】
もちろん、本実施例のスピーカー振動板2は、矩形等の他の異形の磁気空隙に対応した異なる寸法のボイスコイル4を一体に備えるものであっても良い。また、および、これを用いた動電型スピーカーは、円形、ないし、トラック形のスピーカー振動板に限らず、楕円形、長円形、長方形、矩形といった長径寸法と短径寸法との比が大きい細長形の動電型スピーカーであってもよい。
【産業上の利用可能性】
【0066】
本発明の動電型スピーカーは、ディスプレイ等の映像・音響機器に内蔵するスピーカーとしてのみならず、音声を再生するスピーカーを内蔵するキャビネットを有するゲーム機、スロットマシン等の遊戯機にも適用が可能である。また、本発明のスピーカー振動板を備える動電型スピーカーは、全幅が狭く、小型・薄型のキャビネットで音声を再生するスピーカーシステムが実現できるので、設置空間が限定される車両用のスピーカーに特に適する。
【符号の説明】
【0067】
1 動電型スピーカー
2 スピーカー振動板
21 第1振動板部
22 第2振動板部
23 鍔部
24 コイル積層部
25 内部空間
3 エッジ
4 ボイスコイル
5 コイル層
5x 耐熱性フィルム
5p コイルパターン
6 フレーム
10 磁気回路
11 ヨーク
12 ポール
13a、13b 磁気空隙
15 マグネット
【特許請求の範囲】
【請求項1】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板であって、
コイル積層部の積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成するとともに、
コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する、
スピーカー振動板。
【請求項2】
前記コイル積層部および前記振動板部を構成する前記耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含み、
複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される、
請求項1に記載のスピーカー振動板。
【請求項3】
前記コイルパターンを形成する前記導電性金属が、銅を含み、前記コイル積層部および前記振動板部を構成する前記耐熱性フィルムが、ポリエーテルエーテルケトンを含み、
複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより積層され、コイル積層部および振動板部が形成される、
請求項1に記載のスピーカー振動板。
【請求項4】
前記振動板部が、その外周端側に前記耐熱性フィルムから一体に構成されるエッジ部を含む、
請求項1から3のいずれかに記載のスピーカー振動板。
【請求項5】
請求項1から4のいずれかに記載の前記スピーカー振動板と、
スピーカー振動板の前記コイル積層部が配置される磁気空隙を有する磁気回路と、
スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、
を備える、動電型スピーカー。
【請求項6】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、
耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含む場合に、複数の耐熱性フィルムを、フィルム層間に塗布される接着剤を硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートを熱硬化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、
積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、
振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、
を含む、スピーカー振動板の製造方法。
【請求項7】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、
コイルパターンを形成する導電性金属が銅を含み、耐熱性フィルムがポリエーテルエーテルケトンを含む場合に、複数の耐熱性フィルムを加熱プレス成形して、熱融着ならびに結晶化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、
積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、
振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、
を含む、スピーカー振動板の製造方法。
【請求項1】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板であって、
コイル積層部の積層された複数のコイルパターンが、それぞれ所定の位置に規定される複数のスルーホールランドを有し、積層された2つのコイルパターンが、それぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続するボイスコイルを形成するとともに、
コイル積層部が、コイルパターンと略同形状の環状形に形成される振動板部のネック部に形成され、かつ、コイル積層部および振動板部が、コイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する、
スピーカー振動板。
【請求項2】
前記コイル積層部および前記振動板部を構成する前記耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含み、
複数の耐熱性フィルムが、フィルム層間に塗布される接着剤が硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートが熱硬化することにより積層され、コイル積層部および振動板部が形成される、
請求項1に記載のスピーカー振動板。
【請求項3】
前記コイルパターンを形成する前記導電性金属が、銅を含み、前記コイル積層部および前記振動板部を構成する前記耐熱性フィルムが、ポリエーテルエーテルケトンを含み、
複数のポリエーテルエーテルケトンのフィルムが、熱融着ならびに結晶化することにより積層され、コイル積層部および振動板部が形成される、
請求項1に記載のスピーカー振動板。
【請求項4】
前記振動板部が、その外周端側に前記耐熱性フィルムから一体に構成されるエッジ部を含む、
請求項1から3のいずれかに記載のスピーカー振動板。
【請求項5】
請求項1から4のいずれかに記載の前記スピーカー振動板と、
スピーカー振動板の前記コイル積層部が配置される磁気空隙を有する磁気回路と、
スピーカー振動板の振動板部の外周端側を支持して磁気回路と連結するフレームと、
を備える、動電型スピーカー。
【請求項6】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、
耐熱性フィルムが、ポリイミド、ポリエーテルイミド、液晶ポリマー、ポリエーテルエーテルケトン、のいずれかを含む場合に、複数の耐熱性フィルムを、フィルム層間に塗布される接着剤を硬化する、もしくは、フィルム層間に配置されるエポキシプリプレグシートを熱硬化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、
積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、
振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、
を含む、スピーカー振動板の製造方法。
【請求項7】
エッチングにより形成される導電性金属のコイルパターンと、コイルパターンが貼り合わされる耐熱性フィルムと、を複数積層させて、複数のコイルパターンを含むコイル積層部と、耐熱性フィルムから構成されてコイル積層部を磁気回路の磁気空隙に配置する振動板部と、を備えるスピーカー振動板の製造方法であって、
コイルパターンを形成する導電性金属が銅を含み、耐熱性フィルムがポリエーテルエーテルケトンを含む場合に、複数の耐熱性フィルムを加熱プレス成形して、熱融着ならびに結晶化することにより積層し、コイルパターンと略同形状の環状形のコイル積層部を形成する工程と、
積層された複数のコイルパターンのうち、積層された2つのコイルパターンのそれぞれの始点もしくは終点に形成されたスルーホールランドを銅メッキまたは銀メッキすることにより導通し、複数のコイルパターンが直列接続されるコイルを形成する工程と、
振動板部を、そのネック部にコイル積層部を備え、かつ、コイル積層部および振動板部がコイルパターンの内径側に磁気回路の一部を収容する内径側空間を規定する断面形状を有するように形成する工程と、
を含む、スピーカー振動板の製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−268033(P2010−268033A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−115385(P2009−115385)
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000273)オンキヨー株式会社 (502)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000273)オンキヨー株式会社 (502)
【Fターム(参考)】
[ Back to top ]