
スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルム
【課題】音響特性と厚さ精度に優れるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供する。
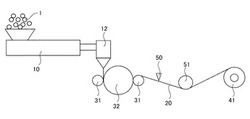
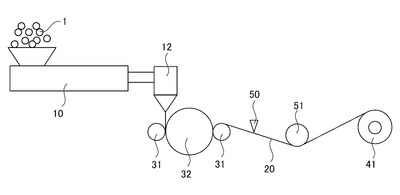
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムに関する。さらに詳細には、本発明は、音質特性、成形性、耐熱性及び機械的性質に優れたスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムに関する。
【背景技術】
【0002】
近年、携帯電話、携帯用音楽機器、携帯ゲーム機、ノートパソコン等の各種小型電子機器に使用されるスピーカ(マイクロスピーカとも言われる)の高機能化、高性能化の進行に伴い、これらスピーカに使用されるスピーカ振動板用フィルムに対する要求特性がますます厳しくなってきている。
【0003】
これらスピーカ振動板用フィルムに求められる特性としては、軽量(密度が小)であること、剛性(ヤング率、弾性率)が大きいこと、損失正接(または内部損失、tanδ)が大きいこと、厚さ精度に優れていること、強度が大きく耐久性に優れていること等が知られているが、さらに、これら特性のほかに耐熱性、耐湿性あるいは耐水性、成形性が良好なこと等の特性が要求されてきている。
【0004】
スピーカ振動板の材料としては、(い)金属箔、(ろ)天然樹脂よりなる紙、織布あるいは不織布、(は)合成樹脂よりなるフィルム、織布あるいは不織布が提案され、実施されてきた。
【0005】
(い)金属箔は、剛性が大きく、耐湿性(あるいは耐水性)、耐熱性に優れているが密度が大きく、損失正接が小さいため音質に問題が生じる。
【0006】
(ろ)天然樹脂よりなる紙、織布あるいは不織布は、軽量であるが剛性が小さいため高周波数領域の再生に問題が生じると損失正接が小さいため音質に問題が生じる。耐熱性、耐湿性あるいは耐水性に劣る。また、スピーカの製造工程が煩雑である。
【0007】
(は)合成樹脂よりなるスピーカ振動板としては、これまでにポリプロピレン樹脂(PP樹脂)、低密度ポリエチレン樹脂(LDPE樹脂)あるいは高密度ポリエチレン樹脂(HDPE樹脂)等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂(PET樹脂)あるいはポリエチレンナフタレート樹脂(PEN樹脂)等のポリエステル系樹脂フィルムが提案され、実施されてきた。
【0008】
ポリオレフィン系樹脂からなるフィルムは、軽量で損失正接が大きく、耐湿性(あるいは耐水性)あるいは成形性に優れているため多用されてきたが、剛性が小さいため、高周波数領域の再生に劣り、耐熱性に劣るため、ボイスコイルの発熱により振動板が溶融したり、変形してしまう場合がある。
【0009】
PET樹脂フィルムは、ポリオレフィン系樹脂フィルムと比較して剛性に優れるが、PET樹脂のガラス転移点は70℃前後であるため耐熱性が十分でない。
【0010】
PEN樹脂フィルムは、ポリオレフィン樹脂フィルムと比較して、剛性、耐熱性、損失正接には優れるが、これらの特性を引き出すには高度に二軸延伸を行ない、配向させる必要性がある。しかし、高度に二軸延伸を行ない配向させると深絞り成形性が低下してしまう。さらにPEN樹脂フィルムのガラス転移点は110〜120℃前後と低い。近年、高機能化、高性能化したスピーカのスピーカ振動板として使用する場合、スピーカ振動板用フィルムのガラス転移点は180℃以上必要であるとされている。180℃未満の場合は、ボイスコイルの発熱により振動板が変形したり、割れたりしてしまう場合がある。
【0011】
そこで、上記に鑑みポリエーテルイミド樹脂(以下、適宜PEI樹脂という)製のフィルムがスピーカ振動板用の材料として以前より提案され、実施されている。
【0012】
PEI樹脂は、非晶性熱可塑性樹脂でガラス転移点が200℃以上あるため、PEI樹脂製のフィルムは深絞り成形性と耐熱性に優れている。更に、ポリエステルフィルムに比べて、tanδが同等で、ヤング率を著しく高めたPEI樹脂フィルムは車載用スピーカの振動板に適することが開示されている(例えば、特許文献1参照)。
【0013】
しかし、PEI樹脂フィルムの損失正接は0.03未満であるため共振が起こりやすく音質特性に問題が生じる。PEI樹脂フィルムの音質特性を改良する方法として、ポリエーテルイミド樹脂と、グラファイト、マイカおよび二硫化モリブデンからなる群から選択される無機充填剤とを含む樹脂組成物から形成されるスピーカ振動板が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特公平4−68839号公報
【特許文献2】特開2003−348687号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
しかしながら、特許文献2に開示されているようにPEI樹脂に無機充填剤を添加すると、内部損失が増大し、音質特性の向上が期待されるが、無機充填剤を添加することにより、PEI樹脂フィルムの厚さ精度、機械的性質、深絞り成形性が低下する恐れがあるという問題がある。
【0016】
そこで、本発明は上記問題点に鑑みなされたものであって、PEI樹脂フィルムの機械的性質と耐熱性を維持しつつ、PEI樹脂フィルムの損失正接を改良すると同時にフィルムの厚さ精度を向上させることができるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明においては上記課題を解決するため、成形材料を溶融押出成形機に投入してダイスからスピーカ振動板用フィルムを押出し、この押出したスピーカ振動板用フィルムを圧着ロールと冷却ロールとの間に挟んで冷却し、冷却したスピーカ振動板用フィルムを巻取機に巻取る製造方法において、成形材料を、ガラス転移点が200℃
以上のPEI樹脂に熱可塑性フッ素樹脂を添加することにより調製し、この成形材料を溶融押出成形する際の一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内であることを特徴としている。
【0018】
PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合して撹拌混合物を調製し、この撹拌混合物を溶融混練することにより調製した成形材料を乾燥させて溶融押出成形機に投入することができる。
【0019】
熱可塑性フッ素樹脂として、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体又はテトラフルオロエチレン-へキサフルオロプロピレン共重合体を選択し、成形材料の溶融押出成形によるスピーカ振動板用フィルムの成形を一軸伸長粘度が伸長速度10s−1〜50s−1の範囲内で、6000Pa・s〜20000Pa・sの範囲内とする。
【0020】
圧着ロールと巻取機との間には、スピーカ振動板用フィルムにスリットを形成するスリット刃を配置し、巻取機とスリット刃との間には、スピーカ振動板用フィルムにテンションを作用させる必要数のテンションロールを回転可能に備えることが可能である。
【0021】
また、本発明においては上記のスピーカ振動板用フィルムの製造方法によりスピーカ振動板用フィルムを製造することを特徴としている。
【0022】
成形材料は、PEI樹脂に対して熱可塑性フッ樹脂が添加された後、乾燥されることが好ましい。この成形材料のPEI樹脂と熱可塑性フッ素樹脂は、室温下で撹拌混合して、次いで溶融混練されることが好ましい。熱可塑性フッ素樹脂は、通常、融点未満の温度の場合に固体状であることが望ましい。成形材料の一軸伸長粘度は、市販の一軸伸長粘度計で計測することができる。さらに、溶融押出成形機には、少なくとも各種の押出成形機が含まれる。
【発明の効果】
【0023】
本発明によれば、PEI樹脂フィルムの損失正接を向上させることができ、しかも厚み精度に優れるスピーカ振動板用フィルムを溶融押出成形することができ、しかも、熱可塑性フッ素樹脂を添加することによりフィルム同士のブロッキングを防止することができ、さらに製造工程の簡素化によりコストを削減して経済性を高めることができるという効果がある。
【図面の簡単な説明】
【0024】
【図1】本発明の実施形態に係るスピーカ振動板用フィルムの製造装置の概略構成を示す図である。
【発明を実施するための形態】
【0025】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0026】
本発明者らは、上記目的を達成するために鋭意研究した結果、熱可塑性フッ素樹脂に着目し、更に、PEI樹脂と熱可塑性フッ素樹脂からなる成形材料の一軸伸長粘度に着目し、本発明を完成させた。
【0027】
本実施形態におけるスピーカ振動板用フィルムの製造方法は、図1に示すように、成形材料1を溶融押出成形機10に投入してそのダイス12の先端からスピーカ振動板用フィルム20
を直下に押出成形し、この押出成形したスピーカ振動板用フィルム20 を引取機30に挟持させて引き落としながら冷却し、この冷却したスピーカ振動板用フィルム20を巻取機40に連続して巻取る製法である。
【0028】
成形材料1は、ガラス転移点が200℃以上のPEI樹脂100質量部に、120000ポイズ以下の溶融粘度を有する熱可塑性フッ素樹脂が1〜
10質量部添加されることにより溶融混練調製される。
【0029】
成形材料1の溶融押出成形によるスピーカ振動板用フィルムを溶融押出成形による成形を、一軸伸長粘度計で計測した場合の一軸伸長粘度が6000〜20000Pa・sの範囲内で行う。
【0030】
成形材料1は、本発明の特性を損なわない範囲で、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルファイド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマー等の熱可塑性樹脂を添加しても構わない。
【0031】
成形材料1には、本発明の特性を損なわない範囲で上記樹脂の他、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤等が選択的に添加される。
【0032】
成形材料1のPEI樹脂は、特に限定されるものではないが、[1]又は[2]の化学式繰返し単位を有する樹脂である。
【0033】
【化1】

【0034】
【化2】
【0035】
係るPEI樹脂の具体例としては、ガラス転移温度が211℃のUltem1000−1000 (SABICイノベーティブプラスチックスジャパン社製商品名)、ガラス転移点が223
℃のUltem1010−1000の (SABICイノベーティブプラスチックスジャパン社製商品名)、ガラス転移点が235℃のUltem CRS5001−1000(SABIC
イノベーティブプラスチックスジャパン社製商品名)等があげられる。
【0036】
PEI樹脂の製造方法としては、例えば特公昭57−9372号公報、特表昭59−80067号公報、特開2008−274023号公報等に記載の方法等が使用される。このPEI樹脂は、本発明の効果を損なわない範囲で他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体も使用可能である。例えば、ポリエーテルイミドサルフォン共重合体であるガラス転移点が252℃のUltem
XH6050−1000(SABIC イノベーティブプラスチックスジャパン社製商品名)使用することができる。
【0037】
成形材料1のPEI樹脂は、1種類を単独で使用したり、2種類以上をアロイ化したり、ブレンドして使用しても良い。
【0038】
成形材料1の熱可塑性フッ素樹脂は、温度360℃、荷重490Nの条件下で、直径1.0mm、長さ10mmのダイスを用いてフ口―テスターで測定した溶融粘度が120000ポイズ以下の分子構造の主鎖にフッ素原子を有する化合物であり、PEI樹脂フィルムの損失正接を改善するよう機能する。
【0039】
熱可塑性フッ素樹脂の溶融粘度が120000ポイズ以下なのは、120000ポイズを越えると、熱可塑性フッ素樹脂の流動性が非常に小さいためにゲルとなり、このゲル部分からスピーカ振動板用フィルム20に孔が開いたり、熱可塑性フッ素樹脂の分散不良に伴いスピーカ振動板用フィルム20の機械的性質が低下するからである。
【0040】
熱可塑性フッ素樹脂は、通常、融点未満の温度では固体状であることが好ましい。これは、液状のフッ素樹脂の場合には、成形後のスピーカ振動板用フィルム20からフッ素樹脂が惨み出し、スピーカ内を汚染するからである。
【0041】
具体的な熱可塑性フッ素樹脂としては、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃ 、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃
、連続使用温度200℃ 、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂等が該当する。
【0042】
係る熱可塑性フッ素樹脂の中では、連続使用温度が180℃以上と耐熱性に優れ、入手のし易さ 、取扱性、コストの観点から、PFA樹脂とFEP樹脂とが最適である。これらPFA樹脂とFEP樹脂とは、単独あるいはブレンドして使用することができる。
【0043】
熱可塑性フッ素樹脂の添加量は、PEI樹脂100質量部に対して1〜10質量部が好ましく、より好ましくは3〜7質量部が良い。これは、フッ素樹脂が1質量部未満の場合は、スピーカ振動板用フィルムの損失正接が0.03未満となるためである。逆に、10質量部を越える場合には、スピーカ振動板用フィルムの引張強度あるいは引張破壊伸びが低下し、スピーカ振動板用フィルムが脆くなり、スピーカ振動板として使用した場合、使用中に振動板が破れたり、割れたりするおそれがあるからである。
【0044】
なお、成形材料1 の所定量以上のPEI樹脂中に熱可塑性フッ素樹脂を分散させ、マスターバッチ化しても良い。
【0045】
成形材料1からスピーカ振動板用フィルムを溶融押出成形により成形する場合の一軸伸長粘度は、伸長速度が10〜50s−1の範囲において、6000〜20000Pa・sの範囲内が好ましく、より好ましくは8000〜20000Pa・sの範囲内が良い。これは、成形材料1の一軸伸長粘度が、6000Pa・s未満の場合は溶融押出成形中にドローレゾナンスが発生するため、スピーカ振動板用フィルムの厚さ精度が低下する。逆に、一軸伸長粘度が20000Pa・sを越える場合には、溶融伸びが小さいため、スピーカ振動板用フィルム成形中、Tダイス12と冷却ロールである金属ロール32間で破断してしまうため、スピーカ振動板用フィルム20を成形することができないという理由に基づく。
【0046】
上記において、スピーカ振動板用フィルム20を製造する場合には図1に示すように、PEI樹脂と熱可塑性フッ素樹脂とを室温下で撹拌混合し、次いで、所定時間溶融混練し、成形材料1を調製し、この成形材料1により帯形のスピーカ振動板用フィルム20を連続的に押出成形する。
【0047】
成形材料1の調製方法は、(1)PEI樹脂と熱可塑性フッ素樹脂とを室温下で撹拌混合させた後に溶融混練し、スピーカ振動板用フィルム20用の成形材料1を調節する方法、(2)PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合することなく、溶融したPEI樹脂中にフッ素樹脂を添加し、これらを溶融混練して成形材料1を調製する方法があげられる。これらの方怯は、いずれも採用することができるが、分散性や作業性の観点からすると、(1)の方法が好ましい。まず、(1)の方法について説明すると、PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合する場合には、タンブラーミキサー、へンシルミキサー、V型混合機、ナウターミキサー、リボンブレンダー、あるいは万能撹拌ミキサー等が使用される。
【0048】
PEI樹脂と熱可塑性フッ素樹脂とは、上記方法による撹拌混合物をミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機等で溶融混練分散させることにより調製することができる。PEI樹脂とフッ素樹脂の成形材料1を調製する場合、溶融混練機の温度は、260〜400℃、好ましくは300℃〜400℃
が良い。これは、溶融押出成形機10の温度が400℃を越える場合には、フッ素樹脂が激しく分解して好ましくないという理由に基づく。
【0049】
次に、(2)の方法について説明すると、この方法の場合には、PEI樹脂をミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機等で溶融し、PEI樹脂に熱可塑性フッ素樹脂を添加して溶融混練分散させることにより、PEI樹脂と熱可塑性フッ素樹脂との成形材料1を調製する。PEI樹脂と熱可塑性フッ素樹脂とからなる組成物を調製する場合の溶融混練機の温度は、260〜400
℃、好ましくは300〜400℃が良い。これは、400℃ を越えると熱可塑性フッ素樹脂が上記同様、激しく分解するからである。
【0050】
成形材料1は、通常、塊状、ストランド状、シート状、棒状に押出された後、粉砕機あるいは裁断機で粉状、顆粒状、ペレット状等の成形加工に適した形態にして使用される。
【0051】
この成形材料1からなるスピーカ振動板用フィルム20は、溶融押出成形法、力レンダー成形法、あるいはキャスティング成形法等の公知の方法により製造することができる。
【0052】
ここで、溶融押出成形法とは、単軸押出成形機やニ軸押出成形機等からなる溶融押出成形機10を使用してPEI樹脂と熱可塑性フッ素樹脂との成形材料1を溶融混練し、溶融押出成形機10の先端部に連結管を介して連結されたTダイスや丸ダイス等からなるダイス12より帯形のスピーカ振動板用フィルム20を連続的に押し出して製造する方法である。スピーカ振動板フィルム20の製造方法は、ハンドリング性や設備の簡略化の観点から、溶融押出成形法が最適である。
【0053】
溶融押出成形機10 やダイス12の温度は、熱可塑性フッ素樹脂の激しい分解を防止する観点から、260〜400℃、好ましくは300〜400℃が良い。また、スピーカ振動板用フィルム20を製造する際の成形材料の含水率は、溶融押出成形前に5000ppm以下、好ましくは2000ppm以下に調整する。これは、含水率が5000ppmを越える場合には、スピーカ振動板用フィルム20成形時に激しく発泡するおそれがあるからである。
【0054】
溶融押出成形機10の上部後方の原料投入口11に成形材料1を投入する場合には、へリウムガス、ネオンガス、アルゴンガス、クリプトンガス、窒素ガス、二酸化炭素ガス、フッ素ガス等の不活性ガスを適宜供給して酸化劣化あるいは酸化架橋を防止するようにしても良い。
【0055】
スピーカ振動板用フィルム20を溶融押出成形したら、このスピーカ振動板フィルム20を引取機30の一対の圧着ロール31、冷却ロールである金属ロール32、及びこれらの下流に位置する巻取機40の巻取管41に順次巻架し、スピーカ振動板用フィルム20を巻取管41に順次巻回すれば、スピーカ振動板用フィルム20を製造することができる(図1参照)。
【0056】
引取機30の圧着ロール31と巻取機40の巻取管41との間には同図に示すように、スピーカ振動板用フィルム20の側部にスリットをスライドして形成するスリット刃50が少なくとも昇降可能に配置され、巻取管41とスリット刃50との間には、スピーカ振動板用フィルム20にテンションを作用させて円滑に巻取るテンションロール51が回転可能に軸支される。
【0057】
圧着ロール31の周面には、スピーカ振動板用フィルム20と金属ロール32との密着性を向上させる観点から、少なくとも天然ゴム、イソプレンゴム、ブタジエンゴム、ノルボルネンゴム、アクリロニトリルブタジエンゴム、ニトリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム等のゴム層が被覆形成される、これらのゴムの中では、耐熱性に優れるシリコーンゴムやフッ素ゴムの選択が好ましい。ゴム層には、シリカやアルミナ等の無機化合物を選択的に添加しても良い。
【0058】
圧着ロール31は、表面が金属から形成される金属弾性ロールも使用することができ、この金属弾性ロールを使用する場合には、表面が平滑性に優れるスピーカ振動板用フィルム20を成形することが可能となる。金属弾性ロールの具体例としては、エアーロール(ディムコ社製商品名)やUFロール(日立造船社製商品名)が該当する。
【0059】
スピーカ振動板用フィルム20の表面には、本発明の効果を失わない範囲で微細な凹凸を形成しても構わない。この微細な凹凸を形成する方法としては、(イ)
PEI樹脂と熱可塑性フッ素樹脂とからなる成形材料1を溶融押出成形機10で溶融混練し、この溶融混練した溶融混練物をダイス12より微細な凹凸を有する金属ロール32上に吐出して密着させ、スピーカ振動板用フィルム20の成形時に同時に形成する方法、(ロ) 一旦、スピーカ振動板用フィルム20を製造した後、微細な凹凸を有する金属ロールに密着させて形成する方法とがあげられるが、設備の簡略化の観点からすると、(イ) の方法が好ましい。
【0060】
金属ロール32は、300℃ 以下、好ましくは270℃以下、より好ましくは210℃ 以下の温度で使用される。これは、金属ロール32の温度が300℃を越える場合には、スピーカ振動板用フィルム20
が金属ロール32に融着して破断するという理由に基づく。
【0061】
スピーカ振動板用フィルム20の損失正接は、周波数3Hz、昇温速度3℃/分の条件下で−60〜360℃の温度範囲を引張法により、動的粘弾性測定機で測定し、温度20℃の値を求めた。温度20℃における損失正接は0.03以上、好ましくは0.035以上である。スピーカ振動板用フィルム20の損失正接が0.03未満の場合は、共振が起こりやすく音質特性に問題が生じる。
【0062】
スピーカ振動板用フィルム20の厚さは、10〜50μm、好ましくは15〜40μmが良い。 これは、スピーカ振動板用フィルム20の厚さが10μm未満の場合には、スピーカ振動板として使用した場合、スピーカ振動板が強度不足により使用中に振動板が割れたり、裂けてしまうおそれがある。逆に、スピーカ振動板用フィルム20の厚さが50μmを越える場合には、深絞り成形が困難となるからである。
【0063】
スピーカ振動板用フィルム20の厚さ精度は、目標厚さ±5%の範囲内である。この範囲外の場合は、スピーカ振動板用の音質にバラツキが生じるため好ましくない。
【0064】
上記方法によれば、PEI樹脂に熱可塑性フッ素樹脂を添加して得られるスピーカ振動板用フィルム20は、機械的性質を低下させることなく、フィルムの損失正接を改良することができる。成形材料1からスピーカ振動板用フィルム20を溶融押出成形により成形する場合の一軸伸長粘度が6000〜20000Pa・sの範囲で成形することによりドローレゾナンスの発生を防止することができる。従って、厚さ精度に優れるスピーカ振動板用フィルム20をムラなく安定して製造することができる。また、スピーカ振動板用フィルム20として、ガラス転移点が200℃
以上のPEI樹脂と連統使用温度が200℃以上の熱可塑性フッ素樹脂を使用するので、優れた耐熱性を得ることができる。
【0065】
本発明によれば、帯形に連続したスピーカ振動板用フィルム20にスリット刃50によりスリットを形成することができるので、スピーカ振動板用フィルム20をスリットで所定の大きさに整えることができ、製造工程の簡略化によるコスト削減等を図ることができる。
【実施例】
【0066】
以下、本発明のスピーカ振動板用フィルムの製造方法の実施例1〜4、比較例1〜4を図1を用いて説明し、得られたスピーカ振動板用フィルムの性質を表1、2を用いて説明する。
【0067】
まず、測定と評価について説明する。
【0068】
(測定と評価)
(一軸伸長粘度)
成形材料の一軸伸長粘度は、160℃ に加熱した排気口付きの熱風オープン中に24 時間静置して乾燥させた後、測定した。成形材料の一軸伸長粘度については、ROSAND
ツインキャピラリーレオメーターRH2200(Malvern社製)を用いて測定した。具体的には、キャピラリーダイ:φ1.0mm×実効長:6mm×180度、オリフイスダイ:φ1.0mm×
実効長:0.25mm×180度、剪断速度:50〜5000s-1の範囲を測定し、伸長速度:10〜50s-1 の範囲の一軸伸長粘度を求めた。
【0069】
(ドローレゾナンス)
ドローレゾナンスの発生は目視により評価した。
○:ドローレゾナンスの発生が認められなかった。
×:ドローレゾナンスの発生が認められた。
【0070】
(損失正接)
スピーカ振動板用フィルムの損失正接(tanδ)の測定は、粘弾性スペクトロメーター(レオメトリック社製RSAII)を使用して行った。スピーカ振動板用フィルムを縦34mm、横7mmに切り出し、引張モードにより、振動周波数3Hz、昇温速度3℃/分、測定温度範囲−60〜360℃、ひずみ0.1%、チャック間21.5mmでフィルムの縦方向(押出成形機の押出方向)、横方向(縦方向と直行する方向)について測定し、温度20℃の損失正接を求めた。
【0071】
(機械的性質)
スピーカ振動板用フィルムの機械的性質は引張特性により評価した。引張特性は、JIS K6781に準拠し、引張速度100mm/分で測定した。引張特性はフィルムの縦方向(押出成形機の押出方向)、横方向(縦方向と直行する方向)について測定し、引張強度、引張破壊伸びを求めた。引張強度は最大強度を求めた。
【0072】
(フィルムの厚さ精度)
スピーカ振動板用フィルムの厚さについては、接触式の厚さ計(Mahr社製、商品名:電子マイク口メータミリトロン)を使用し、測定した。フィルム厚さの測定箇所は、縦方向(押出成形機の押出方向)に関しては5cm間隔で20m測定し、横方向(縦方向と直行する方向)に関しては3cm間隔で測定して、スピーカ振動板用フィルムの厚さ精度を評価した。フィルムの縦方向、横方向とも測定厚さが、目標厚さ±5%以内の場合を○、フィルムの縦方向あるいは横方向のどちらか一方でも測定厚さが目標値±5%以外となる場合を×とした。
【0073】
(実施例1)
まず、表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA
P−63PT)とを樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを23℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。
【0074】
こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を真空ポンプ付きの高速二軸溶融押出機(池貝社製:PCM30、L/D=35)に供給して減圧下で溶融混練し、高速ニ軸溶融押出機の先端部のダイスから棒形に押出て水冷後にカットし、長さ4
〜6mm 、直径2〜4mm のペレット形の成形材料を調製した。撹拌混合物は、シリンダー温度:320〜350℃、アダプター温度:360℃ 、ダイス温度:360℃
の条件下で溶融混練した。また、成形材料は、調製した後、一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0075】
次いで、成形材料を160℃ に加熱した排気口付きの熱風オープン中に24 時間静置して乾燥させ、この成形材料を幅830mm
のTダイスを備えたφ40mm の単軸溶融押出成形機(アイ・ケー・ジー社製)にセットして溶融混練し、溶融混練した成形材料を単軸溶融押出成形機のTダイスから連続的に押し出してスピーカ振動板用フィルムを帯形に成形した。成形中、ドローレゾナンス発生を目視により評価した。
【0076】
単軸溶融押出成形機に成形材料をセットする際、単軸溶融押出成形機に窒素ガスを520L /分を供給した。また、成形材料の乾燥時の含水率は241ppmであった。また、単軸溶融押出成形機は、L/D=25
、圧縮比:2.5、スクリュー:フルフライトスクリューとした。この単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。
【0077】
次いで、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取機の巻取管に順次巻取ることにより、長さ1000m、幅600mmスピーカ振動板用フィルムを製造した。スピーカ用振動板の目標厚さは15μmとした。スピーカ振動板用フィルムは、引取機のシリコーンゴム製の一対の圧着ロール、210℃の金属ロール、及びこれらの下流に位置する3インチの巻取管の間に順次巻架し、圧着ロールと金属ロールとに狭持させた。
【0078】
圧着ロールと巻取管との間には、スピーカ振動板用フィルムを切断するスリット刃を昇降可能に配置し、巻取管とスリット刃との間には、スピーカ振動板用フィルムに圧接してテンションを作用させるテンションロールを回転可能に配置した。スピーカ振動板用フィルムを製造したら、スピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0079】
(実施例2)
まず、表1 に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−73PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0080】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は319ppmであった。また、単軸溶融押出成形機の温度は320〜340℃
、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0081】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0082】
(実施例3)
表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0083】
次いで、成用形材料を160℃に加熱した排気口付きの熱風オーブン中に24時間静置して乾燥させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。成形材料をセットする際には、窒素ガスを520L/分を供給した。また、成形材料の乾燥の際の含水率は309ppmであった。また、単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃
に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0084】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは40μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0085】
(実施例4)
表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:UltemCRS5001−1000)とFEP樹脂(ダイキンエ業社製、商品名:ネオフロンFEP
NP−102)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0086】
次いで、成形材料を160℃に加熱した排気口付きの熱風オーブン中に24時間静置して乾燥させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。成形材料をセットする際には、窒素ガスを520L/分を供給した。また、成形材料の乾燥時の含水率は249ppmであった。また、単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0087】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0088】
(比較例1)
まず、表2に示すPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操した。Ultem1010−1000の一軸伸長粘度が6000〜20000Pa・sの範囲内となる時の温度を測定した結果、350℃であった。実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機にPEI樹脂をセットする際には、単軸溶融押出成形機に窒素ガス520L/分を供給した。また、成形材料の乾燥の際の含水率は273ppmであった。また、単軸溶融押出成形機の温度は320〜350℃、Tダイスの温度は350℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は350℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は350℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0089】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mm
のスピーカ振動板用フィルムを製造した。スピーカ振動板用フィルムの目標厚は25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0090】
(比較例2)
まず、表2 に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、330℃であった。
【0091】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は320〜330℃
、Tダイスの温度は330℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は330℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は330℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0092】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0093】
(比較例3)
まず、表2に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−63PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の360℃における一軸伸長粘度を測定した結果、一軸伸長粘度は3000〜5500Pa・sであった。
【0094】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は320〜360℃
、Tダイスの温度は360℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は360℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は360℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0095】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0096】
(比較例4)
まず、表2に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−73PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の320℃に置ける一軸伸長粘度を測定した結果、一軸伸長粘度は23000〜35000Pa・sであった。
【0097】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は300〜320℃
、Tダイスの温度は320℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は320℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は320℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0098】
スピーカ振動板用フィルムを帯形に成形しようとしたら、ダイス12と金属ロール32間で帯状成形物が破断してしまい、スピーカ振動板用フィルムを成形することができなかった。
【0099】
実施例1〜4の結果を表1に、比較例1〜4の結果を表2に示す。
【0100】
【表1】
【0101】
【表2】
【0102】
表1 、2中の1010 はPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)、CRS5001はPEI樹脂(SABICイノべーティププラスチックスジャパン社製、商品名:Ultem
CRS5001−1000)を示す。また、P−63PTはPFA樹脂( 旭硝子社製、商品名:フレオンPFA P−63PT) 、P−73PTはPFA樹脂(旭硝子社製、商品名:フレオンPFA
P−73PT) 、P−62XPはPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)、NP−102はFEP樹脂(ダイキン工業社製、商品名:ネオフロンFEP
NP−102)である。
【0103】
表1、2に示した結果から以下のことが明らかになった。
(A)実施例1〜4より得られたスピーカ振動板用フィルムは、いずれも、比較例1に示すPEI樹脂フィルムの機械的性質を維持したまま、損失正接を0.03以上とすることができ、しかも、ドローレゾナンスの発生も確認されず、フィルムの厚さ精度が±5%以内でスピーカ振動板として優れた性質を有する。
(B)比較例2のスピーカ振動板用フィルムは、実施例1〜4より得られる
ピーカ振動板用フィルムと比較して機械的性質が大幅に低下し、スピーカ振動板として使用した場合、耐久性に問題が生じる。
(C)比較例3の一軸伸長粘度が、6000Pa・s未満の場合はドローレゾナンスが発生し、フィルムの厚さ精度が低下し、スピーカ振動板として使用した場合、音質にバラツキが生じる。
(D)比較例4は、成形材料の溶融時の溶融伸び極め小さいため、Tダイス12と金属ロール32間でスピーカ振動板用フィルムは切れてしまい、スピーカ振動板用フィルムを作製することができなかった。
【0104】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0105】
1 成形材料
10 溶融押出成形機
12 Tダイス
20 スピーカ振動板用フィルム
30 引取ロール
31 圧着ロール
32 金属ロール(冷却ロール)
40 巻取機
41 巻取管
50 スリット刃
【技術分野】
【0001】
本発明は、スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムに関する。さらに詳細には、本発明は、音質特性、成形性、耐熱性及び機械的性質に優れたスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムに関する。
【背景技術】
【0002】
近年、携帯電話、携帯用音楽機器、携帯ゲーム機、ノートパソコン等の各種小型電子機器に使用されるスピーカ(マイクロスピーカとも言われる)の高機能化、高性能化の進行に伴い、これらスピーカに使用されるスピーカ振動板用フィルムに対する要求特性がますます厳しくなってきている。
【0003】
これらスピーカ振動板用フィルムに求められる特性としては、軽量(密度が小)であること、剛性(ヤング率、弾性率)が大きいこと、損失正接(または内部損失、tanδ)が大きいこと、厚さ精度に優れていること、強度が大きく耐久性に優れていること等が知られているが、さらに、これら特性のほかに耐熱性、耐湿性あるいは耐水性、成形性が良好なこと等の特性が要求されてきている。
【0004】
スピーカ振動板の材料としては、(い)金属箔、(ろ)天然樹脂よりなる紙、織布あるいは不織布、(は)合成樹脂よりなるフィルム、織布あるいは不織布が提案され、実施されてきた。
【0005】
(い)金属箔は、剛性が大きく、耐湿性(あるいは耐水性)、耐熱性に優れているが密度が大きく、損失正接が小さいため音質に問題が生じる。
【0006】
(ろ)天然樹脂よりなる紙、織布あるいは不織布は、軽量であるが剛性が小さいため高周波数領域の再生に問題が生じると損失正接が小さいため音質に問題が生じる。耐熱性、耐湿性あるいは耐水性に劣る。また、スピーカの製造工程が煩雑である。
【0007】
(は)合成樹脂よりなるスピーカ振動板としては、これまでにポリプロピレン樹脂(PP樹脂)、低密度ポリエチレン樹脂(LDPE樹脂)あるいは高密度ポリエチレン樹脂(HDPE樹脂)等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂(PET樹脂)あるいはポリエチレンナフタレート樹脂(PEN樹脂)等のポリエステル系樹脂フィルムが提案され、実施されてきた。
【0008】
ポリオレフィン系樹脂からなるフィルムは、軽量で損失正接が大きく、耐湿性(あるいは耐水性)あるいは成形性に優れているため多用されてきたが、剛性が小さいため、高周波数領域の再生に劣り、耐熱性に劣るため、ボイスコイルの発熱により振動板が溶融したり、変形してしまう場合がある。
【0009】
PET樹脂フィルムは、ポリオレフィン系樹脂フィルムと比較して剛性に優れるが、PET樹脂のガラス転移点は70℃前後であるため耐熱性が十分でない。
【0010】
PEN樹脂フィルムは、ポリオレフィン樹脂フィルムと比較して、剛性、耐熱性、損失正接には優れるが、これらの特性を引き出すには高度に二軸延伸を行ない、配向させる必要性がある。しかし、高度に二軸延伸を行ない配向させると深絞り成形性が低下してしまう。さらにPEN樹脂フィルムのガラス転移点は110〜120℃前後と低い。近年、高機能化、高性能化したスピーカのスピーカ振動板として使用する場合、スピーカ振動板用フィルムのガラス転移点は180℃以上必要であるとされている。180℃未満の場合は、ボイスコイルの発熱により振動板が変形したり、割れたりしてしまう場合がある。
【0011】
そこで、上記に鑑みポリエーテルイミド樹脂(以下、適宜PEI樹脂という)製のフィルムがスピーカ振動板用の材料として以前より提案され、実施されている。
【0012】
PEI樹脂は、非晶性熱可塑性樹脂でガラス転移点が200℃以上あるため、PEI樹脂製のフィルムは深絞り成形性と耐熱性に優れている。更に、ポリエステルフィルムに比べて、tanδが同等で、ヤング率を著しく高めたPEI樹脂フィルムは車載用スピーカの振動板に適することが開示されている(例えば、特許文献1参照)。
【0013】
しかし、PEI樹脂フィルムの損失正接は0.03未満であるため共振が起こりやすく音質特性に問題が生じる。PEI樹脂フィルムの音質特性を改良する方法として、ポリエーテルイミド樹脂と、グラファイト、マイカおよび二硫化モリブデンからなる群から選択される無機充填剤とを含む樹脂組成物から形成されるスピーカ振動板が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特公平4−68839号公報
【特許文献2】特開2003−348687号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
しかしながら、特許文献2に開示されているようにPEI樹脂に無機充填剤を添加すると、内部損失が増大し、音質特性の向上が期待されるが、無機充填剤を添加することにより、PEI樹脂フィルムの厚さ精度、機械的性質、深絞り成形性が低下する恐れがあるという問題がある。
【0016】
そこで、本発明は上記問題点に鑑みなされたものであって、PEI樹脂フィルムの機械的性質と耐熱性を維持しつつ、PEI樹脂フィルムの損失正接を改良すると同時にフィルムの厚さ精度を向上させることができるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明においては上記課題を解決するため、成形材料を溶融押出成形機に投入してダイスからスピーカ振動板用フィルムを押出し、この押出したスピーカ振動板用フィルムを圧着ロールと冷却ロールとの間に挟んで冷却し、冷却したスピーカ振動板用フィルムを巻取機に巻取る製造方法において、成形材料を、ガラス転移点が200℃
以上のPEI樹脂に熱可塑性フッ素樹脂を添加することにより調製し、この成形材料を溶融押出成形する際の一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内であることを特徴としている。
【0018】
PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合して撹拌混合物を調製し、この撹拌混合物を溶融混練することにより調製した成形材料を乾燥させて溶融押出成形機に投入することができる。
【0019】
熱可塑性フッ素樹脂として、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体又はテトラフルオロエチレン-へキサフルオロプロピレン共重合体を選択し、成形材料の溶融押出成形によるスピーカ振動板用フィルムの成形を一軸伸長粘度が伸長速度10s−1〜50s−1の範囲内で、6000Pa・s〜20000Pa・sの範囲内とする。
【0020】
圧着ロールと巻取機との間には、スピーカ振動板用フィルムにスリットを形成するスリット刃を配置し、巻取機とスリット刃との間には、スピーカ振動板用フィルムにテンションを作用させる必要数のテンションロールを回転可能に備えることが可能である。
【0021】
また、本発明においては上記のスピーカ振動板用フィルムの製造方法によりスピーカ振動板用フィルムを製造することを特徴としている。
【0022】
成形材料は、PEI樹脂に対して熱可塑性フッ樹脂が添加された後、乾燥されることが好ましい。この成形材料のPEI樹脂と熱可塑性フッ素樹脂は、室温下で撹拌混合して、次いで溶融混練されることが好ましい。熱可塑性フッ素樹脂は、通常、融点未満の温度の場合に固体状であることが望ましい。成形材料の一軸伸長粘度は、市販の一軸伸長粘度計で計測することができる。さらに、溶融押出成形機には、少なくとも各種の押出成形機が含まれる。
【発明の効果】
【0023】
本発明によれば、PEI樹脂フィルムの損失正接を向上させることができ、しかも厚み精度に優れるスピーカ振動板用フィルムを溶融押出成形することができ、しかも、熱可塑性フッ素樹脂を添加することによりフィルム同士のブロッキングを防止することができ、さらに製造工程の簡素化によりコストを削減して経済性を高めることができるという効果がある。
【図面の簡単な説明】
【0024】
【図1】本発明の実施形態に係るスピーカ振動板用フィルムの製造装置の概略構成を示す図である。
【発明を実施するための形態】
【0025】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0026】
本発明者らは、上記目的を達成するために鋭意研究した結果、熱可塑性フッ素樹脂に着目し、更に、PEI樹脂と熱可塑性フッ素樹脂からなる成形材料の一軸伸長粘度に着目し、本発明を完成させた。
【0027】
本実施形態におけるスピーカ振動板用フィルムの製造方法は、図1に示すように、成形材料1を溶融押出成形機10に投入してそのダイス12の先端からスピーカ振動板用フィルム20
を直下に押出成形し、この押出成形したスピーカ振動板用フィルム20 を引取機30に挟持させて引き落としながら冷却し、この冷却したスピーカ振動板用フィルム20を巻取機40に連続して巻取る製法である。
【0028】
成形材料1は、ガラス転移点が200℃以上のPEI樹脂100質量部に、120000ポイズ以下の溶融粘度を有する熱可塑性フッ素樹脂が1〜
10質量部添加されることにより溶融混練調製される。
【0029】
成形材料1の溶融押出成形によるスピーカ振動板用フィルムを溶融押出成形による成形を、一軸伸長粘度計で計測した場合の一軸伸長粘度が6000〜20000Pa・sの範囲内で行う。
【0030】
成形材料1は、本発明の特性を損なわない範囲で、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルファイド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマー等の熱可塑性樹脂を添加しても構わない。
【0031】
成形材料1には、本発明の特性を損なわない範囲で上記樹脂の他、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤等が選択的に添加される。
【0032】
成形材料1のPEI樹脂は、特に限定されるものではないが、[1]又は[2]の化学式繰返し単位を有する樹脂である。
【0033】
【化1】
【0034】
【化2】
【0035】
係るPEI樹脂の具体例としては、ガラス転移温度が211℃のUltem1000−1000 (SABICイノベーティブプラスチックスジャパン社製商品名)、ガラス転移点が223
℃のUltem1010−1000の (SABICイノベーティブプラスチックスジャパン社製商品名)、ガラス転移点が235℃のUltem CRS5001−1000(SABIC
イノベーティブプラスチックスジャパン社製商品名)等があげられる。
【0036】
PEI樹脂の製造方法としては、例えば特公昭57−9372号公報、特表昭59−80067号公報、特開2008−274023号公報等に記載の方法等が使用される。このPEI樹脂は、本発明の効果を損なわない範囲で他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体も使用可能である。例えば、ポリエーテルイミドサルフォン共重合体であるガラス転移点が252℃のUltem
XH6050−1000(SABIC イノベーティブプラスチックスジャパン社製商品名)使用することができる。
【0037】
成形材料1のPEI樹脂は、1種類を単独で使用したり、2種類以上をアロイ化したり、ブレンドして使用しても良い。
【0038】
成形材料1の熱可塑性フッ素樹脂は、温度360℃、荷重490Nの条件下で、直径1.0mm、長さ10mmのダイスを用いてフ口―テスターで測定した溶融粘度が120000ポイズ以下の分子構造の主鎖にフッ素原子を有する化合物であり、PEI樹脂フィルムの損失正接を改善するよう機能する。
【0039】
熱可塑性フッ素樹脂の溶融粘度が120000ポイズ以下なのは、120000ポイズを越えると、熱可塑性フッ素樹脂の流動性が非常に小さいためにゲルとなり、このゲル部分からスピーカ振動板用フィルム20に孔が開いたり、熱可塑性フッ素樹脂の分散不良に伴いスピーカ振動板用フィルム20の機械的性質が低下するからである。
【0040】
熱可塑性フッ素樹脂は、通常、融点未満の温度では固体状であることが好ましい。これは、液状のフッ素樹脂の場合には、成形後のスピーカ振動板用フィルム20からフッ素樹脂が惨み出し、スピーカ内を汚染するからである。
【0041】
具体的な熱可塑性フッ素樹脂としては、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃ 、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃
、連続使用温度200℃ 、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂等が該当する。
【0042】
係る熱可塑性フッ素樹脂の中では、連続使用温度が180℃以上と耐熱性に優れ、入手のし易さ 、取扱性、コストの観点から、PFA樹脂とFEP樹脂とが最適である。これらPFA樹脂とFEP樹脂とは、単独あるいはブレンドして使用することができる。
【0043】
熱可塑性フッ素樹脂の添加量は、PEI樹脂100質量部に対して1〜10質量部が好ましく、より好ましくは3〜7質量部が良い。これは、フッ素樹脂が1質量部未満の場合は、スピーカ振動板用フィルムの損失正接が0.03未満となるためである。逆に、10質量部を越える場合には、スピーカ振動板用フィルムの引張強度あるいは引張破壊伸びが低下し、スピーカ振動板用フィルムが脆くなり、スピーカ振動板として使用した場合、使用中に振動板が破れたり、割れたりするおそれがあるからである。
【0044】
なお、成形材料1 の所定量以上のPEI樹脂中に熱可塑性フッ素樹脂を分散させ、マスターバッチ化しても良い。
【0045】
成形材料1からスピーカ振動板用フィルムを溶融押出成形により成形する場合の一軸伸長粘度は、伸長速度が10〜50s−1の範囲において、6000〜20000Pa・sの範囲内が好ましく、より好ましくは8000〜20000Pa・sの範囲内が良い。これは、成形材料1の一軸伸長粘度が、6000Pa・s未満の場合は溶融押出成形中にドローレゾナンスが発生するため、スピーカ振動板用フィルムの厚さ精度が低下する。逆に、一軸伸長粘度が20000Pa・sを越える場合には、溶融伸びが小さいため、スピーカ振動板用フィルム成形中、Tダイス12と冷却ロールである金属ロール32間で破断してしまうため、スピーカ振動板用フィルム20を成形することができないという理由に基づく。
【0046】
上記において、スピーカ振動板用フィルム20を製造する場合には図1に示すように、PEI樹脂と熱可塑性フッ素樹脂とを室温下で撹拌混合し、次いで、所定時間溶融混練し、成形材料1を調製し、この成形材料1により帯形のスピーカ振動板用フィルム20を連続的に押出成形する。
【0047】
成形材料1の調製方法は、(1)PEI樹脂と熱可塑性フッ素樹脂とを室温下で撹拌混合させた後に溶融混練し、スピーカ振動板用フィルム20用の成形材料1を調節する方法、(2)PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合することなく、溶融したPEI樹脂中にフッ素樹脂を添加し、これらを溶融混練して成形材料1を調製する方法があげられる。これらの方怯は、いずれも採用することができるが、分散性や作業性の観点からすると、(1)の方法が好ましい。まず、(1)の方法について説明すると、PEI樹脂と熱可塑性フッ素樹脂とを撹拌混合する場合には、タンブラーミキサー、へンシルミキサー、V型混合機、ナウターミキサー、リボンブレンダー、あるいは万能撹拌ミキサー等が使用される。
【0048】
PEI樹脂と熱可塑性フッ素樹脂とは、上記方法による撹拌混合物をミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機等で溶融混練分散させることにより調製することができる。PEI樹脂とフッ素樹脂の成形材料1を調製する場合、溶融混練機の温度は、260〜400℃、好ましくは300℃〜400℃
が良い。これは、溶融押出成形機10の温度が400℃を越える場合には、フッ素樹脂が激しく分解して好ましくないという理由に基づく。
【0049】
次に、(2)の方法について説明すると、この方法の場合には、PEI樹脂をミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機等で溶融し、PEI樹脂に熱可塑性フッ素樹脂を添加して溶融混練分散させることにより、PEI樹脂と熱可塑性フッ素樹脂との成形材料1を調製する。PEI樹脂と熱可塑性フッ素樹脂とからなる組成物を調製する場合の溶融混練機の温度は、260〜400
℃、好ましくは300〜400℃が良い。これは、400℃ を越えると熱可塑性フッ素樹脂が上記同様、激しく分解するからである。
【0050】
成形材料1は、通常、塊状、ストランド状、シート状、棒状に押出された後、粉砕機あるいは裁断機で粉状、顆粒状、ペレット状等の成形加工に適した形態にして使用される。
【0051】
この成形材料1からなるスピーカ振動板用フィルム20は、溶融押出成形法、力レンダー成形法、あるいはキャスティング成形法等の公知の方法により製造することができる。
【0052】
ここで、溶融押出成形法とは、単軸押出成形機やニ軸押出成形機等からなる溶融押出成形機10を使用してPEI樹脂と熱可塑性フッ素樹脂との成形材料1を溶融混練し、溶融押出成形機10の先端部に連結管を介して連結されたTダイスや丸ダイス等からなるダイス12より帯形のスピーカ振動板用フィルム20を連続的に押し出して製造する方法である。スピーカ振動板フィルム20の製造方法は、ハンドリング性や設備の簡略化の観点から、溶融押出成形法が最適である。
【0053】
溶融押出成形機10 やダイス12の温度は、熱可塑性フッ素樹脂の激しい分解を防止する観点から、260〜400℃、好ましくは300〜400℃が良い。また、スピーカ振動板用フィルム20を製造する際の成形材料の含水率は、溶融押出成形前に5000ppm以下、好ましくは2000ppm以下に調整する。これは、含水率が5000ppmを越える場合には、スピーカ振動板用フィルム20成形時に激しく発泡するおそれがあるからである。
【0054】
溶融押出成形機10の上部後方の原料投入口11に成形材料1を投入する場合には、へリウムガス、ネオンガス、アルゴンガス、クリプトンガス、窒素ガス、二酸化炭素ガス、フッ素ガス等の不活性ガスを適宜供給して酸化劣化あるいは酸化架橋を防止するようにしても良い。
【0055】
スピーカ振動板用フィルム20を溶融押出成形したら、このスピーカ振動板フィルム20を引取機30の一対の圧着ロール31、冷却ロールである金属ロール32、及びこれらの下流に位置する巻取機40の巻取管41に順次巻架し、スピーカ振動板用フィルム20を巻取管41に順次巻回すれば、スピーカ振動板用フィルム20を製造することができる(図1参照)。
【0056】
引取機30の圧着ロール31と巻取機40の巻取管41との間には同図に示すように、スピーカ振動板用フィルム20の側部にスリットをスライドして形成するスリット刃50が少なくとも昇降可能に配置され、巻取管41とスリット刃50との間には、スピーカ振動板用フィルム20にテンションを作用させて円滑に巻取るテンションロール51が回転可能に軸支される。
【0057】
圧着ロール31の周面には、スピーカ振動板用フィルム20と金属ロール32との密着性を向上させる観点から、少なくとも天然ゴム、イソプレンゴム、ブタジエンゴム、ノルボルネンゴム、アクリロニトリルブタジエンゴム、ニトリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム等のゴム層が被覆形成される、これらのゴムの中では、耐熱性に優れるシリコーンゴムやフッ素ゴムの選択が好ましい。ゴム層には、シリカやアルミナ等の無機化合物を選択的に添加しても良い。
【0058】
圧着ロール31は、表面が金属から形成される金属弾性ロールも使用することができ、この金属弾性ロールを使用する場合には、表面が平滑性に優れるスピーカ振動板用フィルム20を成形することが可能となる。金属弾性ロールの具体例としては、エアーロール(ディムコ社製商品名)やUFロール(日立造船社製商品名)が該当する。
【0059】
スピーカ振動板用フィルム20の表面には、本発明の効果を失わない範囲で微細な凹凸を形成しても構わない。この微細な凹凸を形成する方法としては、(イ)
PEI樹脂と熱可塑性フッ素樹脂とからなる成形材料1を溶融押出成形機10で溶融混練し、この溶融混練した溶融混練物をダイス12より微細な凹凸を有する金属ロール32上に吐出して密着させ、スピーカ振動板用フィルム20の成形時に同時に形成する方法、(ロ) 一旦、スピーカ振動板用フィルム20を製造した後、微細な凹凸を有する金属ロールに密着させて形成する方法とがあげられるが、設備の簡略化の観点からすると、(イ) の方法が好ましい。
【0060】
金属ロール32は、300℃ 以下、好ましくは270℃以下、より好ましくは210℃ 以下の温度で使用される。これは、金属ロール32の温度が300℃を越える場合には、スピーカ振動板用フィルム20
が金属ロール32に融着して破断するという理由に基づく。
【0061】
スピーカ振動板用フィルム20の損失正接は、周波数3Hz、昇温速度3℃/分の条件下で−60〜360℃の温度範囲を引張法により、動的粘弾性測定機で測定し、温度20℃の値を求めた。温度20℃における損失正接は0.03以上、好ましくは0.035以上である。スピーカ振動板用フィルム20の損失正接が0.03未満の場合は、共振が起こりやすく音質特性に問題が生じる。
【0062】
スピーカ振動板用フィルム20の厚さは、10〜50μm、好ましくは15〜40μmが良い。 これは、スピーカ振動板用フィルム20の厚さが10μm未満の場合には、スピーカ振動板として使用した場合、スピーカ振動板が強度不足により使用中に振動板が割れたり、裂けてしまうおそれがある。逆に、スピーカ振動板用フィルム20の厚さが50μmを越える場合には、深絞り成形が困難となるからである。
【0063】
スピーカ振動板用フィルム20の厚さ精度は、目標厚さ±5%の範囲内である。この範囲外の場合は、スピーカ振動板用の音質にバラツキが生じるため好ましくない。
【0064】
上記方法によれば、PEI樹脂に熱可塑性フッ素樹脂を添加して得られるスピーカ振動板用フィルム20は、機械的性質を低下させることなく、フィルムの損失正接を改良することができる。成形材料1からスピーカ振動板用フィルム20を溶融押出成形により成形する場合の一軸伸長粘度が6000〜20000Pa・sの範囲で成形することによりドローレゾナンスの発生を防止することができる。従って、厚さ精度に優れるスピーカ振動板用フィルム20をムラなく安定して製造することができる。また、スピーカ振動板用フィルム20として、ガラス転移点が200℃
以上のPEI樹脂と連統使用温度が200℃以上の熱可塑性フッ素樹脂を使用するので、優れた耐熱性を得ることができる。
【0065】
本発明によれば、帯形に連続したスピーカ振動板用フィルム20にスリット刃50によりスリットを形成することができるので、スピーカ振動板用フィルム20をスリットで所定の大きさに整えることができ、製造工程の簡略化によるコスト削減等を図ることができる。
【実施例】
【0066】
以下、本発明のスピーカ振動板用フィルムの製造方法の実施例1〜4、比較例1〜4を図1を用いて説明し、得られたスピーカ振動板用フィルムの性質を表1、2を用いて説明する。
【0067】
まず、測定と評価について説明する。
【0068】
(測定と評価)
(一軸伸長粘度)
成形材料の一軸伸長粘度は、160℃ に加熱した排気口付きの熱風オープン中に24 時間静置して乾燥させた後、測定した。成形材料の一軸伸長粘度については、ROSAND
ツインキャピラリーレオメーターRH2200(Malvern社製)を用いて測定した。具体的には、キャピラリーダイ:φ1.0mm×実効長:6mm×180度、オリフイスダイ:φ1.0mm×
実効長:0.25mm×180度、剪断速度:50〜5000s-1の範囲を測定し、伸長速度:10〜50s-1 の範囲の一軸伸長粘度を求めた。
【0069】
(ドローレゾナンス)
ドローレゾナンスの発生は目視により評価した。
○:ドローレゾナンスの発生が認められなかった。
×:ドローレゾナンスの発生が認められた。
【0070】
(損失正接)
スピーカ振動板用フィルムの損失正接(tanδ)の測定は、粘弾性スペクトロメーター(レオメトリック社製RSAII)を使用して行った。スピーカ振動板用フィルムを縦34mm、横7mmに切り出し、引張モードにより、振動周波数3Hz、昇温速度3℃/分、測定温度範囲−60〜360℃、ひずみ0.1%、チャック間21.5mmでフィルムの縦方向(押出成形機の押出方向)、横方向(縦方向と直行する方向)について測定し、温度20℃の損失正接を求めた。
【0071】
(機械的性質)
スピーカ振動板用フィルムの機械的性質は引張特性により評価した。引張特性は、JIS K6781に準拠し、引張速度100mm/分で測定した。引張特性はフィルムの縦方向(押出成形機の押出方向)、横方向(縦方向と直行する方向)について測定し、引張強度、引張破壊伸びを求めた。引張強度は最大強度を求めた。
【0072】
(フィルムの厚さ精度)
スピーカ振動板用フィルムの厚さについては、接触式の厚さ計(Mahr社製、商品名:電子マイク口メータミリトロン)を使用し、測定した。フィルム厚さの測定箇所は、縦方向(押出成形機の押出方向)に関しては5cm間隔で20m測定し、横方向(縦方向と直行する方向)に関しては3cm間隔で測定して、スピーカ振動板用フィルムの厚さ精度を評価した。フィルムの縦方向、横方向とも測定厚さが、目標厚さ±5%以内の場合を○、フィルムの縦方向あるいは横方向のどちらか一方でも測定厚さが目標値±5%以外となる場合を×とした。
【0073】
(実施例1)
まず、表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA
P−63PT)とを樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを23℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。
【0074】
こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を真空ポンプ付きの高速二軸溶融押出機(池貝社製:PCM30、L/D=35)に供給して減圧下で溶融混練し、高速ニ軸溶融押出機の先端部のダイスから棒形に押出て水冷後にカットし、長さ4
〜6mm 、直径2〜4mm のペレット形の成形材料を調製した。撹拌混合物は、シリンダー温度:320〜350℃、アダプター温度:360℃ 、ダイス温度:360℃
の条件下で溶融混練した。また、成形材料は、調製した後、一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0075】
次いで、成形材料を160℃ に加熱した排気口付きの熱風オープン中に24 時間静置して乾燥させ、この成形材料を幅830mm
のTダイスを備えたφ40mm の単軸溶融押出成形機(アイ・ケー・ジー社製)にセットして溶融混練し、溶融混練した成形材料を単軸溶融押出成形機のTダイスから連続的に押し出してスピーカ振動板用フィルムを帯形に成形した。成形中、ドローレゾナンス発生を目視により評価した。
【0076】
単軸溶融押出成形機に成形材料をセットする際、単軸溶融押出成形機に窒素ガスを520L /分を供給した。また、成形材料の乾燥時の含水率は241ppmであった。また、単軸溶融押出成形機は、L/D=25
、圧縮比:2.5、スクリュー:フルフライトスクリューとした。この単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。
【0077】
次いで、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取機の巻取管に順次巻取ることにより、長さ1000m、幅600mmスピーカ振動板用フィルムを製造した。スピーカ用振動板の目標厚さは15μmとした。スピーカ振動板用フィルムは、引取機のシリコーンゴム製の一対の圧着ロール、210℃の金属ロール、及びこれらの下流に位置する3インチの巻取管の間に順次巻架し、圧着ロールと金属ロールとに狭持させた。
【0078】
圧着ロールと巻取管との間には、スピーカ振動板用フィルムを切断するスリット刃を昇降可能に配置し、巻取管とスリット刃との間には、スピーカ振動板用フィルムに圧接してテンションを作用させるテンションロールを回転可能に配置した。スピーカ振動板用フィルムを製造したら、スピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0079】
(実施例2)
まず、表1 に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−73PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0080】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は319ppmであった。また、単軸溶融押出成形機の温度は320〜340℃
、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0081】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0082】
(実施例3)
表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0083】
次いで、成用形材料を160℃に加熱した排気口付きの熱風オーブン中に24時間静置して乾燥させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。成形材料をセットする際には、窒素ガスを520L/分を供給した。また、成形材料の乾燥の際の含水率は309ppmであった。また、単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃
に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0084】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは40μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0085】
(実施例4)
表1に示す所定量のPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:UltemCRS5001−1000)とFEP樹脂(ダイキンエ業社製、商品名:ネオフロンFEP
NP−102)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、340℃であった。
【0086】
次いで、成形材料を160℃に加熱した排気口付きの熱風オーブン中に24時間静置して乾燥させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。成形材料をセットする際には、窒素ガスを520L/分を供給した。また、成形材料の乾燥時の含水率は249ppmであった。また、単軸溶融押出成形機の温度は320〜340℃、Tダイスの温度は340℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は340℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は340℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0087】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表1にまとめた。
【0088】
(比較例1)
まず、表2に示すPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操した。Ultem1010−1000の一軸伸長粘度が6000〜20000Pa・sの範囲内となる時の温度を測定した結果、350℃であった。実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機にPEI樹脂をセットする際には、単軸溶融押出成形機に窒素ガス520L/分を供給した。また、成形材料の乾燥の際の含水率は273ppmであった。また、単軸溶融押出成形機の温度は320〜350℃、Tダイスの温度は350℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は350℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は350℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0089】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mm
のスピーカ振動板用フィルムを製造した。スピーカ振動板用フィルムの目標厚は25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0090】
(比較例2)
まず、表2 に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の一軸伸長粘度が6000〜20000Pa・sの範囲となる温度を測定した結果、330℃であった。
【0091】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は320〜330℃
、Tダイスの温度は330℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は330℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は330℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0092】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0093】
(比較例3)
まず、表2に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−63PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の360℃における一軸伸長粘度を測定した結果、一軸伸長粘度は3000〜5500Pa・sであった。
【0094】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は320〜360℃
、Tダイスの温度は360℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は360℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は360℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0095】
スピーカ振動板用フィルムを帯形に成形したら、実施例1と同様、成形したスピーカ振動板用フィルムの両側部をスリット刃で裁断して巻取管に順吹巻取ることにより、長さ1000m、幅600mmを製造した。スピーカ用振動板の目標厚さは25μmとした。実施例1と同様の方法によりスピーカ振動板用フィルムの損失正接、引張特性、厚さ精度を測定して表2にまとめた。
【0096】
(比較例4)
まず、表2に示す所定量PEI樹脂(SABICイノべーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)とPFA樹脂(旭硝子社製、商品名:フレオンPFA P−73PT)を樹脂容器に投入し、樹脂容器に蓋を取り付けタンブラーミキサーに装着するとともにこのタンブラーミキサーを25℃、1時間の条件で回転させ、PEI樹脂とPFA樹脂とを撹拌混合した。こうしてPEI樹脂とPFA樹脂とを撹拌混合して撹拌混合物を調製したら、この撹拌混合物を実施例1と同様の方法により成形材料に調製し、この成形材料の320℃に置ける一軸伸長粘度を測定した結果、一軸伸長粘度は23000〜35000Pa・sであった。
【0097】
次いで、成形材料を160℃に加熱した排気口付きの熱風オープン中に24時間静置して乾操させ、実施例1と同様の方法によりスピーカ振動板用フィルムを帯形に成形した。単軸溶融押出成形機に成形材料をセットする際には、単軸溶融押出成形機に窒素ガスを520L/分供給した。また、成形材料の乾燥の際の含水率は261ppmであった。また、単軸溶融押出成形機の温度は300〜320℃
、Tダイスの温度は320℃、単軸溶融押出成形機とTダイスとを連結する連結管の温度は320℃に調整した。成形樹脂温度については、Tダイス入口の樹脂温度を測定することとし、樹脂温度とした。成形樹脂温度は320℃であった。成形中、ドローレゾナンス発生を目視により評価した。
【0098】
スピーカ振動板用フィルムを帯形に成形しようとしたら、ダイス12と金属ロール32間で帯状成形物が破断してしまい、スピーカ振動板用フィルムを成形することができなかった。
【0099】
実施例1〜4の結果を表1に、比較例1〜4の結果を表2に示す。
【0100】
【表1】
【0101】
【表2】
【0102】
表1 、2中の1010 はPEI樹脂(SABICイノベーティブプラスチックスジャパン社製、商品名:Ultem1010−1000)、CRS5001はPEI樹脂(SABICイノべーティププラスチックスジャパン社製、商品名:Ultem
CRS5001−1000)を示す。また、P−63PTはPFA樹脂( 旭硝子社製、商品名:フレオンPFA P−63PT) 、P−73PTはPFA樹脂(旭硝子社製、商品名:フレオンPFA
P−73PT) 、P−62XPはPFA樹脂(旭硝子社製、商品名:フレオンPFA P−62XP)、NP−102はFEP樹脂(ダイキン工業社製、商品名:ネオフロンFEP
NP−102)である。
【0103】
表1、2に示した結果から以下のことが明らかになった。
(A)実施例1〜4より得られたスピーカ振動板用フィルムは、いずれも、比較例1に示すPEI樹脂フィルムの機械的性質を維持したまま、損失正接を0.03以上とすることができ、しかも、ドローレゾナンスの発生も確認されず、フィルムの厚さ精度が±5%以内でスピーカ振動板として優れた性質を有する。
(B)比較例2のスピーカ振動板用フィルムは、実施例1〜4より得られる
ピーカ振動板用フィルムと比較して機械的性質が大幅に低下し、スピーカ振動板として使用した場合、耐久性に問題が生じる。
(C)比較例3の一軸伸長粘度が、6000Pa・s未満の場合はドローレゾナンスが発生し、フィルムの厚さ精度が低下し、スピーカ振動板として使用した場合、音質にバラツキが生じる。
(D)比較例4は、成形材料の溶融時の溶融伸び極め小さいため、Tダイス12と金属ロール32間でスピーカ振動板用フィルムは切れてしまい、スピーカ振動板用フィルムを作製することができなかった。
【0104】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0105】
1 成形材料
10 溶融押出成形機
12 Tダイス
20 スピーカ振動板用フィルム
30 引取ロール
31 圧着ロール
32 金属ロール(冷却ロール)
40 巻取機
41 巻取管
50 スリット刃
【特許請求の範囲】
【請求項1】
ポリーテルイミド樹脂(PEI樹脂)100質量部に熱可塑性フッ素樹脂1〜10質量部添加した熱可塑性樹脂組成物を溶融混練して成形材料を調製し、前記成形材料を押出機に投入し、前記成形材料の10〜50s−1の伸長速度における一軸伸長粘度が6000〜20000Pa・sとなる温度でTダイスの先端から前記成形材料をフィルムに溶融押出成形し、当該押出成形したフィルムを圧着ロールと冷却ロールとの間に挟んで冷却し、当該冷却した前記フィルムを巻取機に巻取ることを特徴とする、20℃での損失正接(tanδ)が0.03以上で、厚さが10〜50μmのスピーカ振動板用フィルムの製造方法。
【請求項2】
前記PEI樹脂は、[1]又は[2]の化学式の繰り返し単位を有する樹脂であることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【化1】
【化2】
【請求項3】
前記PEI樹脂は、他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体であることを特徴とする請求項1又は2に記載のスピーカ振動板用フィルムの製造方法。
【請求項4】
前記成形材料の熱可塑性フッ素樹脂は、溶融粘度が120000ポイズ以下の分子構造の、主鎖にフッ素原子を有する化合物であることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項5】
前記熱可塑性フッ素樹脂は、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃
、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃ 、連続使用温度200℃ 、以下、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂を含む群から選択される1つ又は複数であることを特徴とする請求項1又は4に記載のスピーカ振動板用フィルムの製造方法。
【請求項6】
前記成形材料は、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルフィド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマーを含む群から選択される1つ又は複数の熱可塑性樹脂をさらに含むことを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項7】
前記成形材料は、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤を含む群から選択される1つ又は複数をさらに含むことを特徴とする請求項1又は6に記載のスピーカ振動板用フィルムの製造方法。
【請求項8】
前記成形材料は、前記PEI樹脂と前記熱可塑性フッ素樹脂を室温下で撹拌混合した後、又は前記PEI樹脂と前記熱可塑性フッ素樹脂を直接、ミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機を含む群から選択されるいずれかで、260〜400
℃の温度で調製することを特徴とする請求項
1に記載のスピーカ振動板用フィルムの製造方法。
【請求項9】
前記溶融押出成形は、単軸押出成形機又は二軸押出成形機からなる溶融押出成形機を用いて260〜400
℃の温度で行うことを特徴とする請求項1又は8に記載のスピーカ振動板用フィルムの製造方法。
【請求項10】
前記成形材料の前記溶融押出成形機への投入は、へリウムガス、ネオンガス、アルゴンガス、クリプトンガス、窒素ガス、二酸化炭素ガス及びフッ素ガスを含む群から選択される1つ又は複数の不活性ガスを供給して行うことを特徴とする請求項1、8、9のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項11】
前記成形材料の含水率は、溶融押出成形前に5000ppm以下であることを特徴とする請求項1、8〜10のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項12】
前記圧着ロールは、天然ゴム、イソプレンゴム、ブタジエンゴム、ノルボルネンゴム、アクリロニトリルブタジエンゴム、ニトリルゴム、ウレタンゴム、シリコーンゴム及びフッ素ゴムを含む群から選択される1つ又は複数のゴム層で周面が被覆形成されるゴムロールか、又は、表面が金属から形成される金属弾性ロールであることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項13】
前記冷却ロールは、300℃ 以下で使用することを特徴とする請求項1又は12に記載のスピーカ振動板用フィルムの製造方法。
【請求項14】
前記溶融押出成形機により押出した前記成形材料のフィルムを微細な凹凸を有する前記冷却ロールの表面に密着させるか、又は前記スピーカ振動板用フィルムを製造した後、微細な凹凸を有する金属ロールに密着させることにより前記スピーカ振動板用フィルムの表面に微細な凹凸を形成することを特徴とする請求項1又は13に記載のスピーカ振動板用フィルムの製造方法。
【請求項15】
前記冷却ロールと前記巻取機の間に昇降可能にスリット刃を配置することを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項16】
前記スピーカ振動板用フィルムの厚さ精度が、±5%であることを特徴とする請求項1〜15のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項17】
ポリーテルイミド樹脂(PEI樹脂)100質量部に熱可塑性フッ素樹脂1〜10質量部添加した熱可塑性樹脂組成物を含む成形材料からなる、20℃での損失正接(tanδ)が0.03以上で、厚さが10〜50μm、厚さ精度が±5%であるスピーカ振動板用フィルム。
【請求項18】
前記PEI樹脂は、[1]又は[2]の化学式の繰り返し単位を有する樹脂であることを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【化1】
【化2】
【請求項19】
前記PEI樹脂は、他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体であることを特徴とする請求項17又は18に記載のスピーカ振動板用フィルム。
【請求項20】
前記熱可塑性フッ素樹脂は、溶融粘度が120000ポイズ以下の分子構造の、主鎖にフッ素原子を有する化合物であることを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【請求項21】
前記熱可塑性フッ素樹脂は、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃
、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃ 、連続使用温度200℃ 、以下、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂を含む群から選択される1つ又は複数であることを特徴とする請求項17又は20に記載のスピーカ振動板用フィルム。
【請求項22】
前記成形材料は、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルファイド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマーを含む群から選択される1つ又は複数の熱可塑性樹脂をさらに含むことを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【請求項23】
前記成形材料は、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤を含む群から選択される1つ又は複数をさらに含むことを特徴とする請求項17又は22に記載のスピーカ振動板用フィルム。
【請求項24】
前記スピーカ振動板用フィルムは、表面に微細な凹凸を有することを特徴とする請求項17〜23のいずれか1項に記載のスピーカ振動板用フィルム。
【請求項1】
ポリーテルイミド樹脂(PEI樹脂)100質量部に熱可塑性フッ素樹脂1〜10質量部添加した熱可塑性樹脂組成物を溶融混練して成形材料を調製し、前記成形材料を押出機に投入し、前記成形材料の10〜50s−1の伸長速度における一軸伸長粘度が6000〜20000Pa・sとなる温度でTダイスの先端から前記成形材料をフィルムに溶融押出成形し、当該押出成形したフィルムを圧着ロールと冷却ロールとの間に挟んで冷却し、当該冷却した前記フィルムを巻取機に巻取ることを特徴とする、20℃での損失正接(tanδ)が0.03以上で、厚さが10〜50μmのスピーカ振動板用フィルムの製造方法。
【請求項2】
前記PEI樹脂は、[1]又は[2]の化学式の繰り返し単位を有する樹脂であることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【化1】
【化2】
【請求項3】
前記PEI樹脂は、他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体であることを特徴とする請求項1又は2に記載のスピーカ振動板用フィルムの製造方法。
【請求項4】
前記成形材料の熱可塑性フッ素樹脂は、溶融粘度が120000ポイズ以下の分子構造の、主鎖にフッ素原子を有する化合物であることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項5】
前記熱可塑性フッ素樹脂は、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃
、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃ 、連続使用温度200℃ 、以下、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂を含む群から選択される1つ又は複数であることを特徴とする請求項1又は4に記載のスピーカ振動板用フィルムの製造方法。
【請求項6】
前記成形材料は、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルフィド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマーを含む群から選択される1つ又は複数の熱可塑性樹脂をさらに含むことを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項7】
前記成形材料は、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤を含む群から選択される1つ又は複数をさらに含むことを特徴とする請求項1又は6に記載のスピーカ振動板用フィルムの製造方法。
【請求項8】
前記成形材料は、前記PEI樹脂と前記熱可塑性フッ素樹脂を室温下で撹拌混合した後、又は前記PEI樹脂と前記熱可塑性フッ素樹脂を直接、ミキシングロール、加圧ニーダー、バンバリーミキサー、プラネタリーミキサー、二軸押出成形機、三軸押出成形機、四軸押出成形機等の多軸押出成形機を含む群から選択されるいずれかで、260〜400
℃の温度で調製することを特徴とする請求項
1に記載のスピーカ振動板用フィルムの製造方法。
【請求項9】
前記溶融押出成形は、単軸押出成形機又は二軸押出成形機からなる溶融押出成形機を用いて260〜400
℃の温度で行うことを特徴とする請求項1又は8に記載のスピーカ振動板用フィルムの製造方法。
【請求項10】
前記成形材料の前記溶融押出成形機への投入は、へリウムガス、ネオンガス、アルゴンガス、クリプトンガス、窒素ガス、二酸化炭素ガス及びフッ素ガスを含む群から選択される1つ又は複数の不活性ガスを供給して行うことを特徴とする請求項1、8、9のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項11】
前記成形材料の含水率は、溶融押出成形前に5000ppm以下であることを特徴とする請求項1、8〜10のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項12】
前記圧着ロールは、天然ゴム、イソプレンゴム、ブタジエンゴム、ノルボルネンゴム、アクリロニトリルブタジエンゴム、ニトリルゴム、ウレタンゴム、シリコーンゴム及びフッ素ゴムを含む群から選択される1つ又は複数のゴム層で周面が被覆形成されるゴムロールか、又は、表面が金属から形成される金属弾性ロールであることを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項13】
前記冷却ロールは、300℃ 以下で使用することを特徴とする請求項1又は12に記載のスピーカ振動板用フィルムの製造方法。
【請求項14】
前記溶融押出成形機により押出した前記成形材料のフィルムを微細な凹凸を有する前記冷却ロールの表面に密着させるか、又は前記スピーカ振動板用フィルムを製造した後、微細な凹凸を有する金属ロールに密着させることにより前記スピーカ振動板用フィルムの表面に微細な凹凸を形成することを特徴とする請求項1又は13に記載のスピーカ振動板用フィルムの製造方法。
【請求項15】
前記冷却ロールと前記巻取機の間に昇降可能にスリット刃を配置することを特徴とする請求項1に記載のスピーカ振動板用フィルムの製造方法。
【請求項16】
前記スピーカ振動板用フィルムの厚さ精度が、±5%であることを特徴とする請求項1〜15のいずれか1項に記載のスピーカ振動板用フィルムの製造方法。
【請求項17】
ポリーテルイミド樹脂(PEI樹脂)100質量部に熱可塑性フッ素樹脂1〜10質量部添加した熱可塑性樹脂組成物を含む成形材料からなる、20℃での損失正接(tanδ)が0.03以上で、厚さが10〜50μm、厚さ精度が±5%であるスピーカ振動板用フィルム。
【請求項18】
前記PEI樹脂は、[1]又は[2]の化学式の繰り返し単位を有する樹脂であることを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【化1】
【化2】
【請求項19】
前記PEI樹脂は、他の共重合可能な単量体とのブロック共重合体、ランダム共重合体、あるいは変性体であることを特徴とする請求項17又は18に記載のスピーカ振動板用フィルム。
【請求項20】
前記熱可塑性フッ素樹脂は、溶融粘度が120000ポイズ以下の分子構造の、主鎖にフッ素原子を有する化合物であることを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【請求項21】
前記熱可塑性フッ素樹脂は、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(四フッ化エチレン-パーフルオロアルコキシエチレン共重合体樹脂、融点:300〜315℃
、連続使用温度:260℃、PFA樹脂という)、テトラフルオロエチレン-へキサフルオロプロピレン共重合体(四フッ化エチレン-六フッ化プロピレン共重合体樹脂、融点270℃ 、連続使用温度200℃ 、以下、FEP樹脂という)、テトラフルオロエチレン-エチレン共重合体(四フッ化エチレン-エチレン共重合体樹脂、融点:260〜270℃、連続使用温度:150℃、ETFE樹脂という)、ポリビニリデンフルオライド(フッ化ビニリデン樹脂、融点:173〜175
℃、連続使用温度:150 ℃、PVDF樹脂という)、ポリクロロトリフルオロエチレン(三フッ化塩化エチレン樹脂、融点:210〜212℃、連続使用温度:120℃、PCTFE樹脂という)、テトラフルオロエチレン、へキサフロオロプロピレン、ビニリデンフルオライドの3種類のモノマーからなる熱可塑性フッ素樹脂を含む群から選択される1つ又は複数であることを特徴とする請求項17又は20に記載のスピーカ振動板用フィルム。
【請求項22】
前記成形材料は、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニレンサルホン樹脂、ポリフェニレンサルファイド樹脂、ポリフェニレンスルフィドスルホン樹脂、ポリフェニレンスルフィドケトン樹脂、液晶ポリマーを含む群から選択される1つ又は複数の熱可塑性樹脂をさらに含むことを特徴とする請求項17に記載のスピーカ振動板用フィルム。
【請求項23】
前記成形材料は、酸化防止剤、光安定剤、紫外線安定剤、可塑剤、滑剤、難燃剤、耐電防止剤、耐熱向上剤、無機充填剤、有機充填剤を含む群から選択される1つ又は複数をさらに含むことを特徴とする請求項17又は22に記載のスピーカ振動板用フィルム。
【請求項24】
前記スピーカ振動板用フィルムは、表面に微細な凹凸を有することを特徴とする請求項17〜23のいずれか1項に記載のスピーカ振動板用フィルム。
【図1】

【公開番号】特開2012−125934(P2012−125934A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−276781(P2010−276781)
【出願日】平成22年12月13日(2010.12.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月13日(2010.12.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]