
スプライン嵌合部品の軸方向バックラッシ測定装置
【課題】軸方向バックラッシを安定して正確に測定できるスプライン嵌合部品の軸方向バックラッシ測定装置を提供する。
【解決手段】内筒部材21の外周部に外筒部材22の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品20を一端を下方に向けて載置するワーク受け装置2と、ワーク受け装置2に内筒部材21を押し付けるワーク押さえ装置3と、外筒部材22の周方向の一部を持ち上げるべくワーク受け装置2と外筒部材22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられた外筒部材22の移動量を測定する測定部7とを備えたものである。
【解決手段】内筒部材21の外周部に外筒部材22の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品20を一端を下方に向けて載置するワーク受け装置2と、ワーク受け装置2に内筒部材21を押し付けるワーク押さえ装置3と、外筒部材22の周方向の一部を持ち上げるべくワーク受け装置2と外筒部材22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられた外筒部材22の移動量を測定する測定部7とを備えたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トランスミッションの変速機構に用いられるスリーブとハブ等のスプライン嵌合部品に係り、特にスプライン嵌合部品の軸方向のバックラッシを測定する軸方向バックラッシ測定装置に関するものである。
【背景技術】
【0002】
トランスミッションの変速機構に用いられるスリーブとハブ等のスプライン嵌合部品は、ハブに対するスリーブの軸方向のガタ(軸方向バックラッシ)を所定の範囲に収める必要がある。このため、ダイヤルゲージを使用し人力でスプライン嵌合部品の軸方向バックラッシ測定を行っている。具体的には、スリーブの直径方向の一方を指で下方に押さえると共に他方を指で上方に持ち上げ、スリーブが持ち上がった高さをダイヤルゲージにて測定する。一般的には測定箇所としてスリーブの円周方向の3箇所を測定する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−221239号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、人による測定のため、毎回ダイヤルゲージを取り付ける位置が部品の径方向で変化しやすいという問題があった。また、人力により部品を持ち上げて計測を行うため、人による力加減で変化するという問題があった。円周方向の3箇所の測定についても人による感覚的な円周方向の等配で測定毎に計測位置が変化するという問題もあった。以上の問題により測定値は人(熟練)による要因が大きく測定誤差が出易いという課題があった。
【0005】
このスプライン嵌合部品の軸方向ガタ(軸方向バックラッシ)を所定の範囲に収めることはマニュアルトランスミッションにおけるギア抜け不具合を防止する上で重要であり、軸方向ガタの測定値が安定しない場合、ギア抜け不具合の発生が考えられる。
【0006】
そこで、本発明の目的は、上記課題を解決し、軸方向バックラッシを安定して正確に測定できるスプライン嵌合部品の軸方向バックラッシ測定装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明は、内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品を一端を下方に向けて載置するワーク受け装置と、該ワーク受け装置に前記内筒部材を押し付けるワーク押さえ装置と、前記外筒部材の周方向の一部を持ち上げるべく前記ワーク受け装置と前記外筒部材の間に挿入される楔を有すると共に該楔を挿抜方向に駆動する楔用アクチュエータを有する持上装置と、該持上装置で持ち上げられた前記外筒部材の移動量を測定する測定部とを備えたものである。
【0008】
前記ワーク押さえ装置と前記持上装置が作業台上に設けられ、前記ワーク受け装置が、前記作業台に移動可能に設けられると共に、前記スプライン嵌合部品の軸方向バックラッシを測定する部品計測位置と、前記ワーク受け装置に前記スプライン嵌合部品を装着又は離脱するための部品投入位置との間で往復移動するようにされるとよい。
【0009】
前記ワーク受け装置が、前記スプライン嵌合部品を載置するワーク受け治具と、該ワーク受け治具を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータとを備えるとよい。
【0010】
前記ワーク受け治具には、前記楔を案内するためのガイド溝が、ワーク受け治具が前記所定の回動位置で停止したとき前記持上装置に臨むように形成されるとよい。
【0011】
前記楔用アクチュエータには、前記楔を保持する楔保持部が挿抜方向に移動可能に設けられ、該楔保持部と前記楔用アクチュエータの間には楔保持部を挿入方向に所定の力で押圧するためのスプリングが設けられるとよい。
【発明の効果】
【0012】
本発明によれば、軸方向バックラッシを安定して正確に測定できる。
【図面の簡単な説明】
【0013】
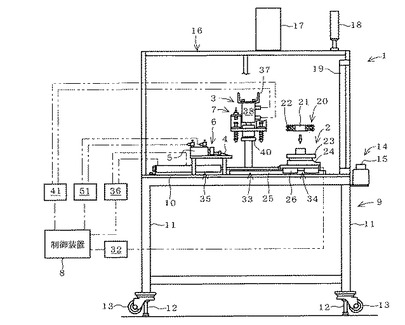
【図1】図1は軸方向バックラッシ測定装置の側面図である。
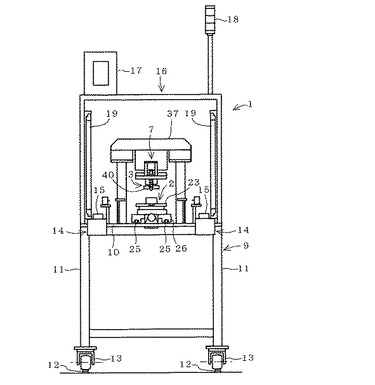
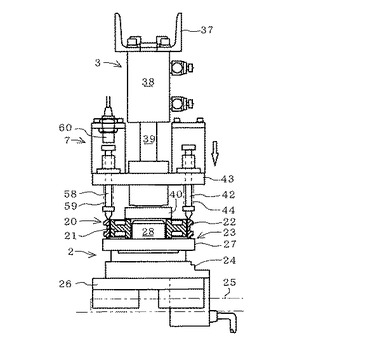
【図2】図2は図1の正面図である。
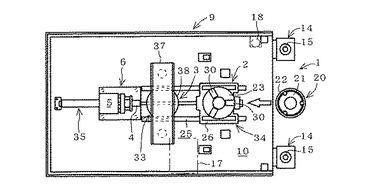
【図3】図3は図1の平面図である。
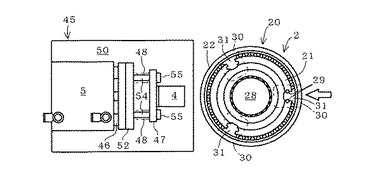
【図4】図4はワーク受け装置が部品計測位置に移動した軸方向バックラッシ測定装置の要部平面図である。
【図5】図5はワーク押さえ装置がワーク受け装置に内筒部材を押し付けた軸方向バックラッシ測定装置の要部側面図である。
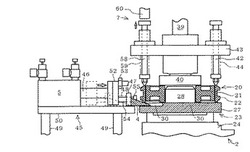
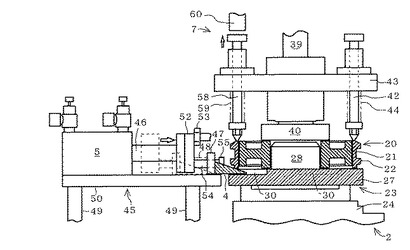
【図6】図6は持上装置が外筒部材を持ち上げた軸方向バックラッシ測定装置の要部側面図である。
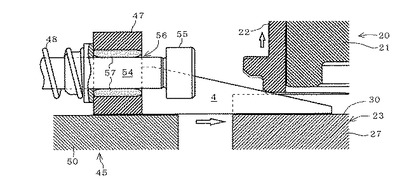
【図7】図7は図6の要部拡大図である。
【図8】図8は軸方向バックラッシ測定装置の動作の流れを示す流れ図である。
【発明を実施するための形態】
【0014】
本発明の好適実施の形態を図面を用いて説明する。
【0015】
図1、図2及び図3に示すように、スプライン嵌合部品20の軸方向バックラッシを測定する軸方向バックラッシ測定装置1は、スプライン嵌合部品20を載置するワーク受け装置2と、ワーク受け装置2にスプライン嵌合部品20のハブ21を押し付けるワーク押さえ装置3と、スプライン嵌合部品20のスリーブ22の周方向の一部を持ち上げるべくワーク受け装置2とスリーブ22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられたスリーブ22の移動量を測定する測定部7と、ワーク受け装置2、ワーク押さえ装置3、持上装置6及び測定部7を制御する制御装置8とを備える。
【0016】
また、軸方向バックラッシ測定装置1は、ワーク受け装置2、ワーク押さえ装置3、持上装置6及び測定部7を支持するための作業台9を備える。作業台9は、矩形状に形成されたテーブル部10と、テーブル部10に下方に延びて設けられた脚部11とからなる。脚部11は、下方に伸縮可能な可動脚12を有すると共に、可動脚12を上方に縮退させたとき接地するキャスター13を有する。作業台9には、スプライン嵌合部品20の軸方向バックラッシの測定を開始するための測定開始スイッチ14が設けられている。測定開始スイッチ14は作業台9の正面に左右に離間して設けられた2つの押しボタン15からなり、2つの押しボタン15が同時に押されることで軸方向バックラッシの測定が開始されるようになっている。また、作業台9にはテーブル部10の上方空間を囲むように枠体16が設けられている。枠体16には、測定結果を表示する液晶モニタ17、作業状態を示すシグナルタワー18及び作業台9上を照らす照明器具19等が設けられている。
【0017】
ワーク受け装置2は、スプライン嵌合部品20を載置するワーク受け治具23と、ワーク受け治具23を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータ24と、割り出し用アクチュエータ24に設けられ作業台9上に設けられたレール(LMガイド)25上を走行する走行部26とを備える。
【0018】
図4及び図5に示すように、ワーク受け治具23は、円盤状に形成された載置テーブル27と、載置テーブル27の中心部に上方に延びて設けられスプライン嵌合部品20のハブ21に嵌合される凸部28と、載置テーブル27に上方に突出して設けられ、載置テーブル27上に載置されるスプライン嵌合部品20の周方向の位置決めをするための位置決め片29とを備える。載置テーブル27には、持上装置6の楔4を案内するためのガイド溝30が周方向に120°間隔で3カ所形成されている。ガイド溝30は、それぞれ半径方向に延びて形成されており、外周側を開放されている。また、ガイド溝30は、ワーク受け治具23が割り出し用アクチュエータ24にて所定の回動位置で停止されたときいずれかが持上装置6に臨むように配置されている。位置決め片29は、ハブ21の外周に120°間隔で形成された切欠部31に係合するピンからなる。
【0019】
割り出し用アクチュエータ24は、圧気にて駆動する中空ロータリーアクチュエータからなり、割り出し用アクチュエータ24には第1エア供給部32が接続されている。第1エア供給部32は制御装置8にてエアの供給・停止を制御されるようになっており、割り出し用アクチュエータ24は、ワーク受け治具23を圧気の供給量に応じた角度だけ一方方向に回動させるようになっている。
【0020】
図1及び図3に示すように、走行部26は、作業台9上にレール25に沿って移動可能に設けられると共に、スプライン嵌合部品20の軸方向バックラッシを測定する部品計測位置33と、ワーク受け装置2にスプライン嵌合部品20を装着又は離脱するための部品投入位置34との間で往復移動するように設けられている。また、作業台9には、ワーク受け装置2をレール25に沿って走行させるための搬出入装置35が設けられている。搬出入装置35はエアシリンダからなり、一端を作業台9に連結されると共に他端を走行部26に連結されている。搬出入装置35には、第2エア供給部36が接続されている。第2エア供給部36は制御装置8にてエアの供給・停止を制御されるようになっている。
【0021】
図2及び図5に示すように、ワーク押さえ装置3は、門型に形成され部品計測位置33を跨ぐようにテーブル部10に設けられた支持フレーム37と、支持フレーム37に部品計測位置33の鉛直上方に位置して設けられ、下方に伸張するワーク押さえシリンダ38と、ワーク押さえシリンダ38のシリンダロッド39に設けられハブ21をワーク受け治具23に押し付けて固定するためのワーク押さえ治具40とを備える。
【0022】
ワーク押さえシリンダ38はエアシリンダからなり、伸張することでワーク押さえ治具40を下降させるようになっている。図1に示すように、ワーク押さえシリンダ38には第3エア供給部41が接続されており、第3エア供給部41は制御装置8にてエアの供給・停止を制御されるようになっている。図1及び図5に示すように、ワーク押さえシリンダ38のシリンダロッド39には、スリーブ22の持ち上げ位置とは直径方向反対側の上面を押さえるためのスリーブ押さえ部材42が直径方向に延びるブラケット43を介して上下移動可能に設けられている。ブラケット43には、スリーブ押さえ部材42を下方に弾発付勢する押さえ部材用スプリング44が設けられており、スリーブ22を所定の力で押さえるようになっている。
【0023】
ワーク押さえ治具40は、ハブ21より小径の円盤状に形成されておりハブ21を周方向に均等に押圧するようになっている。
【0024】
図1及び図6に示すように、持上装置6は、作業台9上に設けられた支持台45と、支持台45上に設けられ部品計測位置33に向けて伸縮する伸縮部46を有する楔用アクチュエータ5と、楔用アクチュエータ5の伸縮部46に伸縮方向(楔4の挿抜方向)に移動可能に設けられた楔保持部47と、楔保持部47に取り付けられた楔4と、楔保持部47と伸縮部46の間に設けられ楔保持部47を伸張方向(楔4の挿入方向)に所定の力で押圧するための楔用スプリング48とを備える。
【0025】
支持台45は、作業台9上に起立して設けられた支持脚部49と、支持脚部49上に設けられ楔保持部47をスライド自在に載置する支持テーブル部50とからなる。支持テーブル部50は、上面の高さがワーク受け治具23に形成されたガイド溝30の底面と同じになるように形成されている。
【0026】
楔用アクチュエータ5は、エアシリンダからなる。図1に示すように、楔用アクチュエータ5には第4エア供給部51が接続されており、第4エア供給部51は制御装置8にてエアの供給・停止を制御されるようになっている。図6に示すように、楔用アクチュエータ5は、伸縮部46に板状の被規制部52を有し、被規制部52が作業台9に設けられた伸張ストッパ53に当接することで伸張長さを規制されるようになっている。また、楔用アクチュエータ5は、被規制部52から伸張方向に延び楔保持部47を挿抜方向に移動可能にガイドするガイドロッド54を有する。ガイドロッド54は挿入方向の端部に楔保持部47の移動を規制する移動ストッパ55を有する。
【0027】
図6及び図7に示すように、楔保持部47は、ブロック状に形成されており、ガイドロッド54を挿通するための挿通孔56を有する。挿通孔56には、ガイドロッド54に当接する低摩擦材57が設けられており、楔保持部47がガイドロッド54に沿って滑らかにスライドするようになっている。
【0028】
楔4は、挿入方向にむけて高さが低くなる三角形状に形成されており、支持テーブル部50の上面にスライド可能に面接触するようになっている。
【0029】
測定部7は、ワーク押さえシリンダ38のシリンダロッド39にブラケット43を介して上下スライド可能に設けられワーク押さえシリンダ38が下方に伸張したとき持上位置のスリーブ22の上面に当接する測定子58と、ブラケット43に設けられ測定子58を下方に押し下げる測定子用スプリング59と、ブラケット43に測定子58の鉛直上方に間隔を隔てて設けられ測定子58までの距離を測定するスマートセンサ60とからなる。スマートセンサ60は制御装置8にて制御されるようになっている。制御装置8はシーケンサからなる。
【0030】
次に軸方向バックラッシ測定装置1の作用について述べる。
【0031】
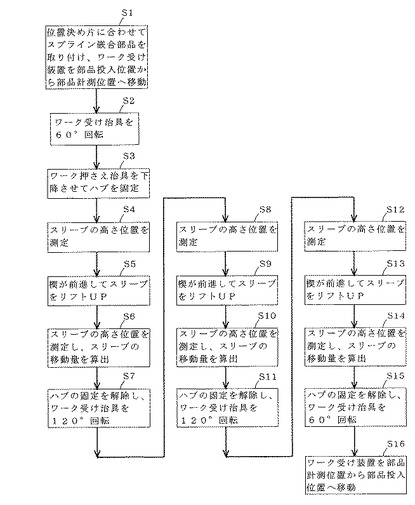
図1及び図8に示すように、スプライン嵌合部品20の軸方向バックラッシを測定する場合、位置決め片29に合わせてワーク受け治具23にスプライン嵌合部品20を取り付け、ワーク受け装置2を部品投入位置34から部品計測位置(ワーク押さえ装置3の鉛直下方の位置)33へ移動させる(ステップS1)。具体的には、部品投入位置34にあるワーク受け治具23の凸部28にハブ21を嵌合させると共に位置決め片29をハブ21の切欠部31に係合させるようにしてワーク受け治具23上にスプライン嵌合部品20を設置する。スプライン嵌合部品20は、ハブ21の軸孔にワーク受け治具23の凸部28が嵌合されることで径方向の位置決めがなされ、ハブ21のいずれかの切欠部31に位置決め片29が係合されることで周方向の位置決めがなされる。このとき、位置決め片29は作業者の目前に位置されているため、スプライン嵌合部品20を容易に位置合わせすることができる。この後、2つの押しボタン15を同時に押す。制御装置8は2つの押しボタン15が同時に押されたことを検知し、第2エア供給部36を作動させて搬出入装置35を縮退させる。これにより、図4に示すようにワーク受け装置2がレール25に沿って持上装置6の方向に移動され、部品計測位置33にて停止する。
【0032】
制御装置8は第1エア供給部32を作動させ割り出し用アクチュエータ24でワーク受け治具23を60°回転させる(図8のステップS2)。これによりガイド溝30が持上装置6に臨む位置に移動される。
【0033】
図5及び図8に示すように、制御装置8は、ワーク押さえシリンダ38を伸張させてワーク押さえ治具40を下降させる(ステップS3)。ハブ21がワーク押さえ治具40によって下方に押され、ワーク押さえ治具40とワーク受け治具23との間に挟まれて固定される。また、ワーク押さえシリンダ38が伸張する際に測定子58も追従し下降する。測定子58は、ワーク押さえシリンダ38が伸張している途中でスリーブ22上に載置され、ワーク押さえシリンダ38が更に伸張することで測定子用スプリング59がバネ力に抗して変形されると共に、ブラケット43に対して測定子58がスライドする。
【0034】
この後、制御装置8は、スマートセンサ60を作動させてスリーブ22の高さ位置を測定する(ステップS4)。具体的には、スマートセンサ60は、スマートセンサ60から測定子58までの距離を測定する。この測定値はスリーブ22の周方向の一部を持ち上げる前の基準値として制御装置8に記憶される。
【0035】
図6、図7及び図8に示すように、制御装置8は、楔用アクチュエータ5を伸張させて楔4をワーク受け治具23側に前進させる。これにより、楔4がワーク受け治具23のガイド溝30内に挿入されると共にスリーブ22の外周下縁に当接し、楔用アクチュエータ5がさらに伸張することで楔用スプリング48がバネ力に抗して変形しつつ楔4がワーク受け治具23とスリーブ22との間に挿入され、楔4の位置のスリーブ22がリフトアップされる(ステップS5)。楔4の挿入量はバネの力によって決定されるため、安定して一定の力で挿入することができる。
【0036】
この後、制御装置8は、スマートセンサ60を作動させてスリーブ22の高さ位置を測定し、スリーブ22を持ち上げる前に測定した測定値とスリーブ22を持ち上げた後の測定値の差を移動量(軸方向バックラッシ)として算出する(ステップS6)。また制御装置8は、軸方向バックラッシが予め設定された上限値と下限値の間にあるか否かを判別し、軸方向バックラッシが上記範囲内にあれば液晶モニタ17に「OK」を表示し、上記範囲外にある場合は「NG」を表示すると共に軸方向バックラッシの数値も表示する。
【0037】
このようにしてスプライン嵌合部品20の周方向の一部の軸方向バックラッシが測定されたら、制御装置8は、楔用アクチュエータ5を縮退させて楔4をワーク受け治具23から後退させると共にワーク押さえシリンダ38を縮退させてハブ21の固定を解除し、第1エア供給部32を作動させて割り出し用アクチュエータ24でワーク受け治具23を120°回転させ(ステップS7)、ワーク押さえシリンダ38を伸張させてハブ21を固定すると共に測定子58をスリーブ22上に載せる。
【0038】
この後、制御装置8はスリーブ22の高さ位置を測定し(ステップS8)、楔4を前進させてスリーブ22をリフトアップし(ステップS9)、スリーブ22の高さ位置を測定すると共にスリーブ22の移動量を算出し(ステップS10)、液晶モニタ17に「OK」又は「NG」、軸方向バックラッシの数値を表示する。
【0039】
またさらにこの後、制御装置8は上述と同様の手順で楔4をワーク受け治具23から後退させると共にハブ21の固定を解除し、ワーク受け治具23を120°回転させ(ステップS11)、ワーク押さえシリンダ38を伸張させてハブ21を固定すると共に測定子58をスリーブ22上に載せる。
【0040】
この後、制御装置8はスリーブ22の高さ位置を測定し(ステップS12)、楔4を前進させてスリーブ22をリフトアップし(ステップS13)、スリーブ22の高さ位置を測定すると共にスリーブ22の移動量を算出し(ステップS14)、液晶モニタ17に「OK」又は「NG」、軸方向バックラッシの数値を表示する。
【0041】
しかるのち、制御装置8は、ハブ21の固定を解除し、ワーク受け治具23を60°回転させ(ステップS15)、ワーク受け装置2を部品計測位置33から部品投入位置34へ移動させる(ステップS16)。
【0042】
スプライン嵌合部品20の周方向の3点の測定結果が全てOKである場合、作業者はスプライン嵌合部品20を後行程に送る。また、測定結果にNGがあった場合、他のスプライン嵌合部品20とスリーブ22又はハブ21を交換することでスリーブ22とハブ21の組み合わせを変更し、上述の軸方向バックラッシの測定を再度行う。このとき、液晶モニタ17に表示された軸方向バックラッシの数値を参照し、例えば下限値を僅かに下回ったものと上限値を僅かに上回ったものとを組み合わせる等により、軸方向バックラッシがOKとなる確率を高めることができる。
【0043】
このように、ハブ21の外周部にスリーブ22の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品20を一端を下方に向けて載置するワーク受け装置2と、ワーク受け装置2にハブ21を押し付けるワーク押さえ装置3と、スリーブ22の周方向の一部を持ち上げるべくワーク受け装置2とスリーブ22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられたスリーブ22の移動量を測定する測定部7とを備えて軸方向バックラッシ測定装置1を構成したため、ハブ21及びスリーブ22の位置決めを自動化でき、スリーブ22の持ち上げ、スプライン嵌合部品20の円周方向の分割(周方向の計測位置の切り替え)を自動化でき、人による測定誤差要因を極力排除でき、軸方向バックラッシを安定して正確に測定できる。そして、スプライン嵌合部品20の軸方向バックラッシが適正な範囲外であることによるギア抜け不具合を防ぐことができる。また、測定の自動化により測定時間の短縮が可能となる。
【0044】
ワーク受け装置2が、作業台9に移動可能に設けられると共に、スプライン嵌合部品20の軸方向バックラッシを測定する部品計測位置33と、ワーク受け装置2にスプライン嵌合部品20を装着又は離脱するための部品投入位置34との間で往復移動されるものとしたため、ワーク受け装置2にスプライン嵌合部品20を容易に着脱できると共に、部品計測位置33にスプライン嵌合部品20を容易かつ正確に位置決めできる。
【0045】
ワーク受け装置2が、スプライン嵌合部品20を載置するワーク受け治具23と、ワーク受け治具23を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータ24とを備えるものとしたため、スプライン嵌合部品20の周方向の計測位置の位置決めを容易かつ正確にできる。
【0046】
ワーク受け治具23には、楔4を案内するためのガイド溝30が、ワーク受け治具23が前記所定の回動位置で停止したとき持上装置6に臨むように形成されるものとしたため、楔4をワーク受け治具23とスリーブ22との間に安定して挿入できると共に正確な位置に挿入でき、軸方向バックラッシを正確に測定することができる。
【0047】
楔用アクチュエータ5には、楔4を保持する楔保持部47が挿抜方向に移動可能に設けられ、楔保持部47と楔用アクチュエータ5の間には楔保持部47を挿入方向に所定の力で押圧するための楔用スプリング48が設けられるものとしたため、スリーブ22を常に一定の力で持ち上げることができ、軸方向バックラッシを正確に測定することができる。
【0048】
なお、軸方向バックラッシ測定装置1が測定対象とするスプライン嵌合部品20はトランスミッションの変速機構に用いられるスリーブ22とハブ21からなるものとしたがこれに限るものではない。二重筒状の内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるものであればよくトランスミッションの変速機構に用いられるものに限るものではない。
【0049】
また、測定部7は測定子58までの距離を測定するスマートセンサ60を備えるものとしたがこれに限るものではない。スリーブ22を持ち上げる前の測定結果と持ち上げた後の測定結果から測定子58の移動量を算出できるものであれば、例えば測定子58の高さ方向の位置を検出できる等の他のタイプのセンサを備えるものであってもよい。
【0050】
スリーブ22の周方向の一部を持ち上げたとき持ち上げ位置とは直径方向反対側のスリーブ22が持ち上がらない場合、スリーブ押さえ部材42及び押さえ部材用スプリング44は省略してもよい。
【符号の説明】
【0051】
1 軸方向バックラッシ測定装置
2 ワーク受け装置
3 ワーク押さえ装置
4 楔
5 楔用アクチュエータ
6 持上装置
7 測定部
9 作業台
20 スプライン嵌合部品
21 ハブ(内筒部材)
22 スリーブ(外筒部材)
23 ワーク受け治具
24 割り出し用アクチュエータ
30 ガイド溝
33 部品計測位置
34 部品投入位置
47 楔保持部
48 楔用スプリング
【技術分野】
【0001】
本発明は、トランスミッションの変速機構に用いられるスリーブとハブ等のスプライン嵌合部品に係り、特にスプライン嵌合部品の軸方向のバックラッシを測定する軸方向バックラッシ測定装置に関するものである。
【背景技術】
【0002】
トランスミッションの変速機構に用いられるスリーブとハブ等のスプライン嵌合部品は、ハブに対するスリーブの軸方向のガタ(軸方向バックラッシ)を所定の範囲に収める必要がある。このため、ダイヤルゲージを使用し人力でスプライン嵌合部品の軸方向バックラッシ測定を行っている。具体的には、スリーブの直径方向の一方を指で下方に押さえると共に他方を指で上方に持ち上げ、スリーブが持ち上がった高さをダイヤルゲージにて測定する。一般的には測定箇所としてスリーブの円周方向の3箇所を測定する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−221239号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、人による測定のため、毎回ダイヤルゲージを取り付ける位置が部品の径方向で変化しやすいという問題があった。また、人力により部品を持ち上げて計測を行うため、人による力加減で変化するという問題があった。円周方向の3箇所の測定についても人による感覚的な円周方向の等配で測定毎に計測位置が変化するという問題もあった。以上の問題により測定値は人(熟練)による要因が大きく測定誤差が出易いという課題があった。
【0005】
このスプライン嵌合部品の軸方向ガタ(軸方向バックラッシ)を所定の範囲に収めることはマニュアルトランスミッションにおけるギア抜け不具合を防止する上で重要であり、軸方向ガタの測定値が安定しない場合、ギア抜け不具合の発生が考えられる。
【0006】
そこで、本発明の目的は、上記課題を解決し、軸方向バックラッシを安定して正確に測定できるスプライン嵌合部品の軸方向バックラッシ測定装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明は、内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品を一端を下方に向けて載置するワーク受け装置と、該ワーク受け装置に前記内筒部材を押し付けるワーク押さえ装置と、前記外筒部材の周方向の一部を持ち上げるべく前記ワーク受け装置と前記外筒部材の間に挿入される楔を有すると共に該楔を挿抜方向に駆動する楔用アクチュエータを有する持上装置と、該持上装置で持ち上げられた前記外筒部材の移動量を測定する測定部とを備えたものである。
【0008】
前記ワーク押さえ装置と前記持上装置が作業台上に設けられ、前記ワーク受け装置が、前記作業台に移動可能に設けられると共に、前記スプライン嵌合部品の軸方向バックラッシを測定する部品計測位置と、前記ワーク受け装置に前記スプライン嵌合部品を装着又は離脱するための部品投入位置との間で往復移動するようにされるとよい。
【0009】
前記ワーク受け装置が、前記スプライン嵌合部品を載置するワーク受け治具と、該ワーク受け治具を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータとを備えるとよい。
【0010】
前記ワーク受け治具には、前記楔を案内するためのガイド溝が、ワーク受け治具が前記所定の回動位置で停止したとき前記持上装置に臨むように形成されるとよい。
【0011】
前記楔用アクチュエータには、前記楔を保持する楔保持部が挿抜方向に移動可能に設けられ、該楔保持部と前記楔用アクチュエータの間には楔保持部を挿入方向に所定の力で押圧するためのスプリングが設けられるとよい。
【発明の効果】
【0012】
本発明によれば、軸方向バックラッシを安定して正確に測定できる。
【図面の簡単な説明】
【0013】
【図1】図1は軸方向バックラッシ測定装置の側面図である。
【図2】図2は図1の正面図である。
【図3】図3は図1の平面図である。
【図4】図4はワーク受け装置が部品計測位置に移動した軸方向バックラッシ測定装置の要部平面図である。
【図5】図5はワーク押さえ装置がワーク受け装置に内筒部材を押し付けた軸方向バックラッシ測定装置の要部側面図である。
【図6】図6は持上装置が外筒部材を持ち上げた軸方向バックラッシ測定装置の要部側面図である。
【図7】図7は図6の要部拡大図である。
【図8】図8は軸方向バックラッシ測定装置の動作の流れを示す流れ図である。
【発明を実施するための形態】
【0014】
本発明の好適実施の形態を図面を用いて説明する。
【0015】
図1、図2及び図3に示すように、スプライン嵌合部品20の軸方向バックラッシを測定する軸方向バックラッシ測定装置1は、スプライン嵌合部品20を載置するワーク受け装置2と、ワーク受け装置2にスプライン嵌合部品20のハブ21を押し付けるワーク押さえ装置3と、スプライン嵌合部品20のスリーブ22の周方向の一部を持ち上げるべくワーク受け装置2とスリーブ22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられたスリーブ22の移動量を測定する測定部7と、ワーク受け装置2、ワーク押さえ装置3、持上装置6及び測定部7を制御する制御装置8とを備える。
【0016】
また、軸方向バックラッシ測定装置1は、ワーク受け装置2、ワーク押さえ装置3、持上装置6及び測定部7を支持するための作業台9を備える。作業台9は、矩形状に形成されたテーブル部10と、テーブル部10に下方に延びて設けられた脚部11とからなる。脚部11は、下方に伸縮可能な可動脚12を有すると共に、可動脚12を上方に縮退させたとき接地するキャスター13を有する。作業台9には、スプライン嵌合部品20の軸方向バックラッシの測定を開始するための測定開始スイッチ14が設けられている。測定開始スイッチ14は作業台9の正面に左右に離間して設けられた2つの押しボタン15からなり、2つの押しボタン15が同時に押されることで軸方向バックラッシの測定が開始されるようになっている。また、作業台9にはテーブル部10の上方空間を囲むように枠体16が設けられている。枠体16には、測定結果を表示する液晶モニタ17、作業状態を示すシグナルタワー18及び作業台9上を照らす照明器具19等が設けられている。
【0017】
ワーク受け装置2は、スプライン嵌合部品20を載置するワーク受け治具23と、ワーク受け治具23を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータ24と、割り出し用アクチュエータ24に設けられ作業台9上に設けられたレール(LMガイド)25上を走行する走行部26とを備える。
【0018】
図4及び図5に示すように、ワーク受け治具23は、円盤状に形成された載置テーブル27と、載置テーブル27の中心部に上方に延びて設けられスプライン嵌合部品20のハブ21に嵌合される凸部28と、載置テーブル27に上方に突出して設けられ、載置テーブル27上に載置されるスプライン嵌合部品20の周方向の位置決めをするための位置決め片29とを備える。載置テーブル27には、持上装置6の楔4を案内するためのガイド溝30が周方向に120°間隔で3カ所形成されている。ガイド溝30は、それぞれ半径方向に延びて形成されており、外周側を開放されている。また、ガイド溝30は、ワーク受け治具23が割り出し用アクチュエータ24にて所定の回動位置で停止されたときいずれかが持上装置6に臨むように配置されている。位置決め片29は、ハブ21の外周に120°間隔で形成された切欠部31に係合するピンからなる。
【0019】
割り出し用アクチュエータ24は、圧気にて駆動する中空ロータリーアクチュエータからなり、割り出し用アクチュエータ24には第1エア供給部32が接続されている。第1エア供給部32は制御装置8にてエアの供給・停止を制御されるようになっており、割り出し用アクチュエータ24は、ワーク受け治具23を圧気の供給量に応じた角度だけ一方方向に回動させるようになっている。
【0020】
図1及び図3に示すように、走行部26は、作業台9上にレール25に沿って移動可能に設けられると共に、スプライン嵌合部品20の軸方向バックラッシを測定する部品計測位置33と、ワーク受け装置2にスプライン嵌合部品20を装着又は離脱するための部品投入位置34との間で往復移動するように設けられている。また、作業台9には、ワーク受け装置2をレール25に沿って走行させるための搬出入装置35が設けられている。搬出入装置35はエアシリンダからなり、一端を作業台9に連結されると共に他端を走行部26に連結されている。搬出入装置35には、第2エア供給部36が接続されている。第2エア供給部36は制御装置8にてエアの供給・停止を制御されるようになっている。
【0021】
図2及び図5に示すように、ワーク押さえ装置3は、門型に形成され部品計測位置33を跨ぐようにテーブル部10に設けられた支持フレーム37と、支持フレーム37に部品計測位置33の鉛直上方に位置して設けられ、下方に伸張するワーク押さえシリンダ38と、ワーク押さえシリンダ38のシリンダロッド39に設けられハブ21をワーク受け治具23に押し付けて固定するためのワーク押さえ治具40とを備える。
【0022】
ワーク押さえシリンダ38はエアシリンダからなり、伸張することでワーク押さえ治具40を下降させるようになっている。図1に示すように、ワーク押さえシリンダ38には第3エア供給部41が接続されており、第3エア供給部41は制御装置8にてエアの供給・停止を制御されるようになっている。図1及び図5に示すように、ワーク押さえシリンダ38のシリンダロッド39には、スリーブ22の持ち上げ位置とは直径方向反対側の上面を押さえるためのスリーブ押さえ部材42が直径方向に延びるブラケット43を介して上下移動可能に設けられている。ブラケット43には、スリーブ押さえ部材42を下方に弾発付勢する押さえ部材用スプリング44が設けられており、スリーブ22を所定の力で押さえるようになっている。
【0023】
ワーク押さえ治具40は、ハブ21より小径の円盤状に形成されておりハブ21を周方向に均等に押圧するようになっている。
【0024】
図1及び図6に示すように、持上装置6は、作業台9上に設けられた支持台45と、支持台45上に設けられ部品計測位置33に向けて伸縮する伸縮部46を有する楔用アクチュエータ5と、楔用アクチュエータ5の伸縮部46に伸縮方向(楔4の挿抜方向)に移動可能に設けられた楔保持部47と、楔保持部47に取り付けられた楔4と、楔保持部47と伸縮部46の間に設けられ楔保持部47を伸張方向(楔4の挿入方向)に所定の力で押圧するための楔用スプリング48とを備える。
【0025】
支持台45は、作業台9上に起立して設けられた支持脚部49と、支持脚部49上に設けられ楔保持部47をスライド自在に載置する支持テーブル部50とからなる。支持テーブル部50は、上面の高さがワーク受け治具23に形成されたガイド溝30の底面と同じになるように形成されている。
【0026】
楔用アクチュエータ5は、エアシリンダからなる。図1に示すように、楔用アクチュエータ5には第4エア供給部51が接続されており、第4エア供給部51は制御装置8にてエアの供給・停止を制御されるようになっている。図6に示すように、楔用アクチュエータ5は、伸縮部46に板状の被規制部52を有し、被規制部52が作業台9に設けられた伸張ストッパ53に当接することで伸張長さを規制されるようになっている。また、楔用アクチュエータ5は、被規制部52から伸張方向に延び楔保持部47を挿抜方向に移動可能にガイドするガイドロッド54を有する。ガイドロッド54は挿入方向の端部に楔保持部47の移動を規制する移動ストッパ55を有する。
【0027】
図6及び図7に示すように、楔保持部47は、ブロック状に形成されており、ガイドロッド54を挿通するための挿通孔56を有する。挿通孔56には、ガイドロッド54に当接する低摩擦材57が設けられており、楔保持部47がガイドロッド54に沿って滑らかにスライドするようになっている。
【0028】
楔4は、挿入方向にむけて高さが低くなる三角形状に形成されており、支持テーブル部50の上面にスライド可能に面接触するようになっている。
【0029】
測定部7は、ワーク押さえシリンダ38のシリンダロッド39にブラケット43を介して上下スライド可能に設けられワーク押さえシリンダ38が下方に伸張したとき持上位置のスリーブ22の上面に当接する測定子58と、ブラケット43に設けられ測定子58を下方に押し下げる測定子用スプリング59と、ブラケット43に測定子58の鉛直上方に間隔を隔てて設けられ測定子58までの距離を測定するスマートセンサ60とからなる。スマートセンサ60は制御装置8にて制御されるようになっている。制御装置8はシーケンサからなる。
【0030】
次に軸方向バックラッシ測定装置1の作用について述べる。
【0031】
図1及び図8に示すように、スプライン嵌合部品20の軸方向バックラッシを測定する場合、位置決め片29に合わせてワーク受け治具23にスプライン嵌合部品20を取り付け、ワーク受け装置2を部品投入位置34から部品計測位置(ワーク押さえ装置3の鉛直下方の位置)33へ移動させる(ステップS1)。具体的には、部品投入位置34にあるワーク受け治具23の凸部28にハブ21を嵌合させると共に位置決め片29をハブ21の切欠部31に係合させるようにしてワーク受け治具23上にスプライン嵌合部品20を設置する。スプライン嵌合部品20は、ハブ21の軸孔にワーク受け治具23の凸部28が嵌合されることで径方向の位置決めがなされ、ハブ21のいずれかの切欠部31に位置決め片29が係合されることで周方向の位置決めがなされる。このとき、位置決め片29は作業者の目前に位置されているため、スプライン嵌合部品20を容易に位置合わせすることができる。この後、2つの押しボタン15を同時に押す。制御装置8は2つの押しボタン15が同時に押されたことを検知し、第2エア供給部36を作動させて搬出入装置35を縮退させる。これにより、図4に示すようにワーク受け装置2がレール25に沿って持上装置6の方向に移動され、部品計測位置33にて停止する。
【0032】
制御装置8は第1エア供給部32を作動させ割り出し用アクチュエータ24でワーク受け治具23を60°回転させる(図8のステップS2)。これによりガイド溝30が持上装置6に臨む位置に移動される。
【0033】
図5及び図8に示すように、制御装置8は、ワーク押さえシリンダ38を伸張させてワーク押さえ治具40を下降させる(ステップS3)。ハブ21がワーク押さえ治具40によって下方に押され、ワーク押さえ治具40とワーク受け治具23との間に挟まれて固定される。また、ワーク押さえシリンダ38が伸張する際に測定子58も追従し下降する。測定子58は、ワーク押さえシリンダ38が伸張している途中でスリーブ22上に載置され、ワーク押さえシリンダ38が更に伸張することで測定子用スプリング59がバネ力に抗して変形されると共に、ブラケット43に対して測定子58がスライドする。
【0034】
この後、制御装置8は、スマートセンサ60を作動させてスリーブ22の高さ位置を測定する(ステップS4)。具体的には、スマートセンサ60は、スマートセンサ60から測定子58までの距離を測定する。この測定値はスリーブ22の周方向の一部を持ち上げる前の基準値として制御装置8に記憶される。
【0035】
図6、図7及び図8に示すように、制御装置8は、楔用アクチュエータ5を伸張させて楔4をワーク受け治具23側に前進させる。これにより、楔4がワーク受け治具23のガイド溝30内に挿入されると共にスリーブ22の外周下縁に当接し、楔用アクチュエータ5がさらに伸張することで楔用スプリング48がバネ力に抗して変形しつつ楔4がワーク受け治具23とスリーブ22との間に挿入され、楔4の位置のスリーブ22がリフトアップされる(ステップS5)。楔4の挿入量はバネの力によって決定されるため、安定して一定の力で挿入することができる。
【0036】
この後、制御装置8は、スマートセンサ60を作動させてスリーブ22の高さ位置を測定し、スリーブ22を持ち上げる前に測定した測定値とスリーブ22を持ち上げた後の測定値の差を移動量(軸方向バックラッシ)として算出する(ステップS6)。また制御装置8は、軸方向バックラッシが予め設定された上限値と下限値の間にあるか否かを判別し、軸方向バックラッシが上記範囲内にあれば液晶モニタ17に「OK」を表示し、上記範囲外にある場合は「NG」を表示すると共に軸方向バックラッシの数値も表示する。
【0037】
このようにしてスプライン嵌合部品20の周方向の一部の軸方向バックラッシが測定されたら、制御装置8は、楔用アクチュエータ5を縮退させて楔4をワーク受け治具23から後退させると共にワーク押さえシリンダ38を縮退させてハブ21の固定を解除し、第1エア供給部32を作動させて割り出し用アクチュエータ24でワーク受け治具23を120°回転させ(ステップS7)、ワーク押さえシリンダ38を伸張させてハブ21を固定すると共に測定子58をスリーブ22上に載せる。
【0038】
この後、制御装置8はスリーブ22の高さ位置を測定し(ステップS8)、楔4を前進させてスリーブ22をリフトアップし(ステップS9)、スリーブ22の高さ位置を測定すると共にスリーブ22の移動量を算出し(ステップS10)、液晶モニタ17に「OK」又は「NG」、軸方向バックラッシの数値を表示する。
【0039】
またさらにこの後、制御装置8は上述と同様の手順で楔4をワーク受け治具23から後退させると共にハブ21の固定を解除し、ワーク受け治具23を120°回転させ(ステップS11)、ワーク押さえシリンダ38を伸張させてハブ21を固定すると共に測定子58をスリーブ22上に載せる。
【0040】
この後、制御装置8はスリーブ22の高さ位置を測定し(ステップS12)、楔4を前進させてスリーブ22をリフトアップし(ステップS13)、スリーブ22の高さ位置を測定すると共にスリーブ22の移動量を算出し(ステップS14)、液晶モニタ17に「OK」又は「NG」、軸方向バックラッシの数値を表示する。
【0041】
しかるのち、制御装置8は、ハブ21の固定を解除し、ワーク受け治具23を60°回転させ(ステップS15)、ワーク受け装置2を部品計測位置33から部品投入位置34へ移動させる(ステップS16)。
【0042】
スプライン嵌合部品20の周方向の3点の測定結果が全てOKである場合、作業者はスプライン嵌合部品20を後行程に送る。また、測定結果にNGがあった場合、他のスプライン嵌合部品20とスリーブ22又はハブ21を交換することでスリーブ22とハブ21の組み合わせを変更し、上述の軸方向バックラッシの測定を再度行う。このとき、液晶モニタ17に表示された軸方向バックラッシの数値を参照し、例えば下限値を僅かに下回ったものと上限値を僅かに上回ったものとを組み合わせる等により、軸方向バックラッシがOKとなる確率を高めることができる。
【0043】
このように、ハブ21の外周部にスリーブ22の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品20を一端を下方に向けて載置するワーク受け装置2と、ワーク受け装置2にハブ21を押し付けるワーク押さえ装置3と、スリーブ22の周方向の一部を持ち上げるべくワーク受け装置2とスリーブ22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられたスリーブ22の移動量を測定する測定部7とを備えて軸方向バックラッシ測定装置1を構成したため、ハブ21及びスリーブ22の位置決めを自動化でき、スリーブ22の持ち上げ、スプライン嵌合部品20の円周方向の分割(周方向の計測位置の切り替え)を自動化でき、人による測定誤差要因を極力排除でき、軸方向バックラッシを安定して正確に測定できる。そして、スプライン嵌合部品20の軸方向バックラッシが適正な範囲外であることによるギア抜け不具合を防ぐことができる。また、測定の自動化により測定時間の短縮が可能となる。
【0044】
ワーク受け装置2が、作業台9に移動可能に設けられると共に、スプライン嵌合部品20の軸方向バックラッシを測定する部品計測位置33と、ワーク受け装置2にスプライン嵌合部品20を装着又は離脱するための部品投入位置34との間で往復移動されるものとしたため、ワーク受け装置2にスプライン嵌合部品20を容易に着脱できると共に、部品計測位置33にスプライン嵌合部品20を容易かつ正確に位置決めできる。
【0045】
ワーク受け装置2が、スプライン嵌合部品20を載置するワーク受け治具23と、ワーク受け治具23を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータ24とを備えるものとしたため、スプライン嵌合部品20の周方向の計測位置の位置決めを容易かつ正確にできる。
【0046】
ワーク受け治具23には、楔4を案内するためのガイド溝30が、ワーク受け治具23が前記所定の回動位置で停止したとき持上装置6に臨むように形成されるものとしたため、楔4をワーク受け治具23とスリーブ22との間に安定して挿入できると共に正確な位置に挿入でき、軸方向バックラッシを正確に測定することができる。
【0047】
楔用アクチュエータ5には、楔4を保持する楔保持部47が挿抜方向に移動可能に設けられ、楔保持部47と楔用アクチュエータ5の間には楔保持部47を挿入方向に所定の力で押圧するための楔用スプリング48が設けられるものとしたため、スリーブ22を常に一定の力で持ち上げることができ、軸方向バックラッシを正確に測定することができる。
【0048】
なお、軸方向バックラッシ測定装置1が測定対象とするスプライン嵌合部品20はトランスミッションの変速機構に用いられるスリーブ22とハブ21からなるものとしたがこれに限るものではない。二重筒状の内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるものであればよくトランスミッションの変速機構に用いられるものに限るものではない。
【0049】
また、測定部7は測定子58までの距離を測定するスマートセンサ60を備えるものとしたがこれに限るものではない。スリーブ22を持ち上げる前の測定結果と持ち上げた後の測定結果から測定子58の移動量を算出できるものであれば、例えば測定子58の高さ方向の位置を検出できる等の他のタイプのセンサを備えるものであってもよい。
【0050】
スリーブ22の周方向の一部を持ち上げたとき持ち上げ位置とは直径方向反対側のスリーブ22が持ち上がらない場合、スリーブ押さえ部材42及び押さえ部材用スプリング44は省略してもよい。
【符号の説明】
【0051】
1 軸方向バックラッシ測定装置
2 ワーク受け装置
3 ワーク押さえ装置
4 楔
5 楔用アクチュエータ
6 持上装置
7 測定部
9 作業台
20 スプライン嵌合部品
21 ハブ(内筒部材)
22 スリーブ(外筒部材)
23 ワーク受け治具
24 割り出し用アクチュエータ
30 ガイド溝
33 部品計測位置
34 部品投入位置
47 楔保持部
48 楔用スプリング
【特許請求の範囲】
【請求項1】
内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品を一端を下方に向けて載置するワーク受け装置と、該ワーク受け装置に前記内筒部材を押し付けるワーク押さえ装置と、前記外筒部材の周方向の一部を持ち上げるべく前記ワーク受け装置と前記外筒部材の間に挿入される楔を有すると共に該楔を挿抜方向に駆動する楔用アクチュエータを有する持上装置と、該持上装置で持ち上げられた前記外筒部材の移動量を測定する測定部とを備えたことを特徴とするスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項2】
前記ワーク押さえ装置と前記持上装置が作業台上に設けられ、前記ワーク受け装置が、前記作業台に移動可能に設けられると共に、前記スプライン嵌合部品の軸方向バックラッシを測定する部品計測位置と、前記ワーク受け装置に前記スプライン嵌合部品を装着又は離脱するための部品投入位置との間で往復移動するようにされた請求項1記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項3】
前記ワーク受け装置が、前記スプライン嵌合部品を載置するワーク受け治具と、該ワーク受け治具を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータとを備えた請求項1又は2記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項4】
前記ワーク受け治具には、前記楔を案内するためのガイド溝が、ワーク受け治具が前記所定の回動位置で停止したとき前記持上装置に臨むように形成された請求項3記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項5】
前記楔用アクチュエータには、前記楔を保持する楔保持部が挿抜方向に移動可能に設けられ、該楔保持部と前記楔用アクチュエータの間には楔保持部を挿入方向に所定の力で押圧するためのスプリングが設けられた請求項1〜4のいずれかに記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項1】
内筒部材の外周部に外筒部材の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品を一端を下方に向けて載置するワーク受け装置と、該ワーク受け装置に前記内筒部材を押し付けるワーク押さえ装置と、前記外筒部材の周方向の一部を持ち上げるべく前記ワーク受け装置と前記外筒部材の間に挿入される楔を有すると共に該楔を挿抜方向に駆動する楔用アクチュエータを有する持上装置と、該持上装置で持ち上げられた前記外筒部材の移動量を測定する測定部とを備えたことを特徴とするスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項2】
前記ワーク押さえ装置と前記持上装置が作業台上に設けられ、前記ワーク受け装置が、前記作業台に移動可能に設けられると共に、前記スプライン嵌合部品の軸方向バックラッシを測定する部品計測位置と、前記ワーク受け装置に前記スプライン嵌合部品を装着又は離脱するための部品投入位置との間で往復移動するようにされた請求項1記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項3】
前記ワーク受け装置が、前記スプライン嵌合部品を載置するワーク受け治具と、該ワーク受け治具を鉛直軸回りに回動させると共に所定の回動位置で停止させる割り出し用アクチュエータとを備えた請求項1又は2記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項4】
前記ワーク受け治具には、前記楔を案内するためのガイド溝が、ワーク受け治具が前記所定の回動位置で停止したとき前記持上装置に臨むように形成された請求項3記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【請求項5】
前記楔用アクチュエータには、前記楔を保持する楔保持部が挿抜方向に移動可能に設けられ、該楔保持部と前記楔用アクチュエータの間には楔保持部を挿入方向に所定の力で押圧するためのスプリングが設けられた請求項1〜4のいずれかに記載のスプライン嵌合部品の軸方向バックラッシ測定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−237252(P2011−237252A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−108262(P2010−108262)
【出願日】平成22年5月10日(2010.5.10)
【出願人】(000000170)いすゞ自動車株式会社 (1,721)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月10日(2010.5.10)
【出願人】(000000170)いすゞ自動車株式会社 (1,721)
【Fターム(参考)】
[ Back to top ]