
スプレイノズル
【課題】鉄鋼製品の酸化物を掻き落とすための高圧のスプレイノズルを改良すること。
【解決手段】口片(12)を有し、口片(12)が流出開口部(30)と、流出開口部へ向かって細くなるように延びる流出チャンバ(34)とを有している、鉄鋼製品の酸化物を掻き落とすためのスプレイノズルにおいて、流出開口部が、湾曲した面を画成し、かつ、流出開口部の縁取り(38)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、流出開口部の縁取りへ当接する。
【解決手段】口片(12)を有し、口片(12)が流出開口部(30)と、流出開口部へ向かって細くなるように延びる流出チャンバ(34)とを有している、鉄鋼製品の酸化物を掻き落とすためのスプレイノズルにおいて、流出開口部が、湾曲した面を画成し、かつ、流出開口部の縁取り(38)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、流出開口部の縁取りへ当接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、口片を有し、その口片が流出開口部と流出チャンバとを有し、その流出チャンバが流出開口部へ向かって細くなるように延びている、鉄鋼製品の酸化物を掻き落とすためのスプレイノズル、特に高圧ノズルに関する。
【背景技術】
【0002】
鉄鋼製品の酸化物を掻き落とすための既知の高圧ノズルは、フラットビームノズルとして形成されている。この種の鉄鋼製品の酸化物を掻き落とすためのノズルのための口片は、通常、流出開口部を有しており、その流出開口部に、ビームを成形する流出円錐が接続されている。たとえば、従来技術(たとえば、特許文献1を参照)には、鉄鋼製品の酸化物を掻き落とすためのノズルのための口片が示されており、その口片において、流出開口部へ向かって細くなる流出チャンバは、流出開口部の後方で円錐状に拡幅する、口片の端面へ移行している。この端面は、形成されるフラットビームの側方の広がりを制限する。流出開口部と流出円錐は、楕円形状に形成することができる。
【特許文献1】欧州特許公報EP0792692B1
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明によって、改良された高圧ノズルを提供せんとするものである。
【課題を解決するための手段】
【0004】
本発明による、特に鉄鋼製品の酸化物を掻き落とすための、高圧ノズルは、口片を有し、口片が、流出開口部と、流出開口部へ向かって細くなるように延びている流出チャンバとを有しており、流出開口部は、流出チャンバから見て湾曲した面、たとえば凸状または凹状の面を形成し、流出開口部の縁取りを包囲する面は、縁取りの各点において、中心長手軸に対して65°と95°の間、特に90°の角度で径方向に流出開口部の縁取りに当接している。
【0005】
従って、口片の流出開口部には、流出円錐が接続されておらず、むしろ、ノズルの水を案内する部分は、流出開口部で突然に終了している。驚くべきことに、口片をこのように形成することによって、水圧が極めて高い場合でも、シャープに画成された、きれいなビームが得られることが、明らかにされた。湾曲した面を画成する流出開口部を設けることによって、流出するビームの十分な通気も達成できるので、ビームの側方に、流出ビームに悪い影響を与え、あるいは特に不安定な挙動をもたらすことになる負圧が形成されることがない。口片の、流出開口部を包囲する端面は、縁取りの各点において、中心長手軸に対して85°と95°の間、特に90°の角度で流出開口部の縁取りに当接し、本発明の利点は、約65°の角度まで利用することができる。従って、水ビームは、流出開口部の縁取りのところでノズルを離れ、流出開口部の下流にはもはやノズルの、水を案内する構成部品は設けられていない。流出開口部の縁取りにおいて、包囲する面が中心長手軸に対して約90°の角度で縁取りに当接することによって、流出するビームのためのシャープな終端エッジが形成される。同時に、最高の圧力にも耐える、口片の極めて安定した形態を得ることができる。口片の包囲する端面が流出開口部の縁取りに当接する角度は、縁取りの各点においてほぼ直角であるので、流出するビームの全周面の回りには、実質的に同じ比率の終端エッジが形成される。これも、所望のフラットビーム円錐を極めてきれいに形成するのに、寄与する。流出開口部を包囲する面は、好ましくは中心長手軸を同心に包囲する円の、流出開口部とは逆の側で終了している。このようにして、流出開口部を包囲する不規則に成形された面を、規則的な幾何学的形状へ戻すことができる。
【0006】
本発明の展開において、流出開口部の縁取りを包囲する面は、中心長手軸に沿って第1の位置または第1の領域内に配置された第1の部分と、第2の位置に配置された第2の部分とを有しており、第2の位置ないし第2の領域は、第1の位置ないし第1の領域から中心長手軸に沿って流出方向へ隔たっている。
【0007】
このようにして、良好な通気と、流出開口部から流出する液体ビームの方向への定められた空気の流れを保証することができる。それによって、時間的に一定のスプレイ像が得られる。というのは、ノズルの駆動中に、流出するビームへ向かって流れる周囲空気内に、流出するビームを中心とする、定められた流れ比率を得ることができるからである。流出開口部に関して第2の部分の上流に位置する第1の部分を介して、流出するビームにより吸引される空気を供給することができる。
【0008】
本発明の展開において、流出開口部の縁取りを包囲する面は、4つの部分に分割されており、2つの対向する部分が第1の領域内に配置され、他の2つの対向する部分が第2の領域内に配置されている。
【0009】
この措置によって、流出するビームによって吸い込まれた空気は、流れ上流に位置する第1の領域内に配置された部分を介して対称に供給することができる。
【0010】
本発明の展開において、流出開口部の縁取りは、円錐、特に真円錐を湾曲した楕円で切断することによって定められる。
【0011】
本発明に基づく高圧ノズルが、原理的にいわゆる自由成形面を使用し、従って計算機によって流出開口部の縁取りとそれに連続する面の形状が定められる場合でも、本発明に基づく利点は、規則的な幾何学的形状、すなわちたとえば真円錐が、湾曲された楕円で切断される場合でも、得られる。
【0012】
本発明の展開において、口片は、砲金からなる。
【0013】
まさに、鉄鋼製品の酸化物を除去するノズルにおいて、口片は高い負荷に、特にスプレイされる液体の腐食作用に、さらされる。ここで、砲金口片を使用することによって、ノズルの寿命を著しく延長することができる。
【0014】
本発明の展開において、口片はノズルハウジング内に保持されており、ノズルハウジングは、ノズルの中心長手軸の方向に見て、流出開口部を包囲する長円系の透孔を有している。
【0015】
この種の長円系の透孔によって、ノズルハウジングの極めて堅固な形成に寄与する。本発明に基づく高圧ノズルが、フラットビームノズルとして形成される場合には、ノズルハウジング内の長円系の透孔は、通常使用される真円形の透孔よりも、フラットビームの横断面形状に良く適合されている。従ってノズルハウジングに部分的に、円形の透孔の場合よりも多くの材料が残り、それによってノズルハウジングの安定性が向上する。重要な点として確認すると、流出開口部を包囲する長円系の透孔は、ビーム形成に関して何ら機能を持たない。流出開口部から流出するスプレイビームは、ノズルハウジングには接触しない。流出開口部の下流側には、高圧ノズルの水を案内する構成部分はもはや設けられておらず、ビーム成形は、高圧ノズルの口片のみによって行われる。そのために、透孔から始まって流出開口部の高さで終了する、ノズルハウジングの周壁は、流出開口部の高さにおいて、かつ中心長手軸に対して垂直に流出開口部の縁取りから離れて配置されている。このようにして、流出開口部から流出するスプレイビームが周壁に接触しないことを、保証することができる。ノズルハウジング内に保持される口片は、ノズルハウジングに対して、レーザー半田付けを用いて設けられる、一周する金属半田継目によって密閉することができる。
【0016】
本発明の展開において、口片および/またはノズルハウジングは、金属粉末射出成形によって形成されている。
【0017】
特に、流出開口部を包囲する領域が、口片の幾何学的に複雑な形状付与を必要とする、口片においては、形状付与は機械的な加工によっては形成できず、あるいは著しい手間をかけないと形成できない。金属粉末射出成形によって、実質的に任意の形状を形成することができ、特に、本発明に基づく高圧ノズルの、流出開口部を包囲する領域における形状付与は、焼結形成においても得ることができる。口片を砲金または砲金合金から形成する場合でも、口片は、金属粉末射出成形によって形成することができる。金属粉末射出成形においては、まず、金属粉末に熱可塑性のプラスチック結合剤が混合される。この混合物が、次に、射出成形を用いて形にされる。次の方法ステップにおいて、熱可塑性の結合剤が化学的または熱的に除去される。金属粉末構造からなる、中間構成部品が残る。この中間構成部品が、次に、焼結されて、それによって高い材料強度が得られる。
【0018】
本発明の他の特徴と利点が、請求項および、図面と関連して以下で行う、好ましい実施例の説明から明らかにされる。
【発明を実施するための最良の形態】
【0019】
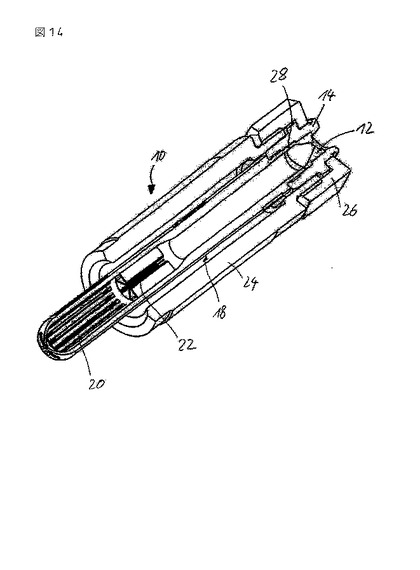
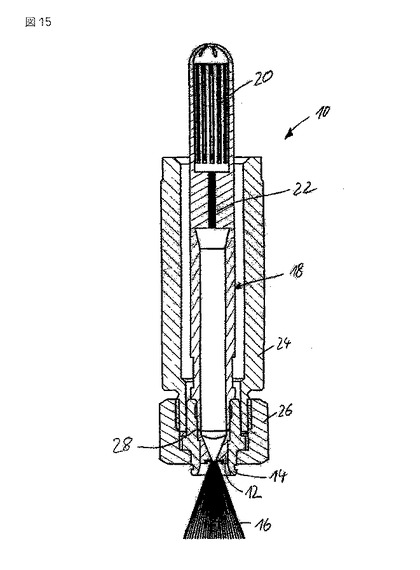
図14と15に示す本発明に基づく高圧ノズル10は、口片12を有しており、その口片がノズルハウジング14内に配置されている。口片12から、図15に図式的に示すだけのフラットビーム16が流出する。組み合わされたフィルタおよびビーム整流構成部分18が、ノズルハウジング14と結合され、かつ口片12の上流に配置されている。フィルタおよびビーム整流構成部分18は、流れ通路を有しており、その流れ通路は口片12内への入口で終了している。スプレイすべき液体が、フィルタ領域20を通して流れ通路へ流入し、ビーム整流器22によって方向付けされて、その後、口片12まで達する。
【0020】
口片12と組み合わされたフィルタおよびビーム整流構成部分18が、液体を案内するパイプ形状の溶接ニップル24内に差し込まれて、このパイプ形状の溶接ニップル24の端部にキャップナット26を用いて固定されている。パイプ形状の溶接ニップル24はその、口片12とは反対側の端部において、図示されないノズル支持部材と結合されており、そのノズル支持部材内へフィルタ20が突出している。スプレイすべき液体は、流れの上流側に位置し、かつ図15には示されていないノズル支持体を介してパイプ形状の溶接ニップル24へ供給されて、フィルタおよびビーム整流構成部分18とパイプ形状の溶接ニップル24の内壁との間の環状空間内へも達する。すでに説明したように、液体はフィルタ20を通してフィルタおよびビーム整流構成部分28内へ流入し、それによってその後最終的に口片12の流出開口部から再び周囲へ流出することができる。
【0021】
最大の自由な流れ横断面は、フィルタ20の領域内に存在し、細長いフィルタスリットとフィルタキャップ内の他のフィルタスリットの自由な横断面の合計によって定められる。すでに著しく減少されている流れ横断面は、ビーム整流器22の領域内に存在し、そこでは自由な流れ横断面は、通路全体の横断面から星状に配置された流れ案内面の端面を差し引いたものから得られる。フィルタ20の自由な流れ横断面積に対するビーム整流器22における自由な流れ横断面積の比は、好ましくは1:6あるいはそれより大きい。
【0022】
ビーム整流器22の後方で、流れ横断面がさらに、通路27の横断面まで狭められており、その通路は一定の横断面で口片12の前まで通じている。ビーム整流器22における自由な流れ横断面積に対する通路37内の自由な流れ横断面積の比は、好ましくは1:1、23またはそれより大きい。
【0023】
フィルタ20の自由な流れ横断面積に対する通路37内の自由な流れ横断面積の比は、好ましくは1:7、44またはそれより大きい。
【0024】
通路37内の自由な流れ横断面積は、たとえば95mm2、ビーム整流器22内の自由な流れ横断面積は、たとえば117mm2、そしてフィルタ20における自由な流れ横断面積は、たとえば707mm2である。
【0025】
口片12の流れ上流側に位置する端部において、ノズルハウジング14の内壁と口片12のパイプ形状の端面との間に、金属半田継目28が設けられており、それが口片12をノズルハウジング14に対して密閉する。
【0026】
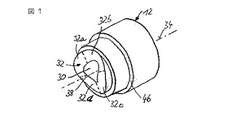
図1の口片12の斜視図を用いて理解されるように、口片12の流出開口部は、湾曲された面、特に湾曲された楕円を画成している。確認すると、流出開口部30の縁取り38は、2つの異なる湾曲した面、すなわち流出方向に見て外側へ湾曲した楕円と、同様に流出方向に見て内側へ湾曲した楕円を画成することができる。
【0027】
流出開口部30は、端面32によって包囲されており、その端面は図1の表示において破線で4つのセクター32a、32b、32cおよび32dに分割されている。すべてのセクター32a、32b、32cおよび32d内で、面32は中心長手軸34に対して垂直に流出開口部30へ向かって径方向に延びている。端面32は、波形の付与形状を有しており、中心長手軸と、図1の表示において右から左へ延びる流出方向に関して、2つのセクター32bと32dが流れ上流側に位置する第1の領域内に配置され、2つのセクター32a、32cが流れ下流側に位置する第2の領域内に配置されている。第2の領域内に位置する2つのセクター32a、32cと、第1の領域内に配置された、2つの対向するセクター32b、32dは、それぞれ互いに対して対称に形成されているので、全体として端面32の対称の形状が得られる。流出する液体によって吸い込まれる空気は、主として、流れ上流側に位置する第1の領域内に配置されている2つのセクター32b、32dを介して供給される。この2つの流れ上流側に位置するセクター32b、32dの対称の配置と共に、時間的に見て安定した流出ビームが得られる。セクター32a、32b、32cおよび32dはその、流出開口部30とは逆の端部において、波形に一周する画成エッジへ移行しており、その画成エッジに部分的に、円筒状かつ流出方向に対して平行に延びる壁が連続している。波形に一周する画成エッジは、幾何学的に、縁取り38の各点において中心長手軸34に対して垂直に延びる線が径方向外側へ案内されて、円筒と交わることによって、生じる。円筒の外側面上のこれら交点を結合すると、波形に一周する画成エッジが得られ、端面32は径方向外側へ案内される線によって定められている。
【0028】
図1に示す端面32の形状は、平坦な面が外側へ膨出することによって生じる。端面32の形状付与は、たとえば、円形の紙片に楕円形状の貫通孔が形成されることによって、明らかにされる。この円形の紙を、平坦な面上に載置して、それぞれ指を、楕円形の開口部の長い方のハーフ軸が包囲する紙と交わる領域へ置いた場合に、2本の指を互いに近づくように移動させることができ、紙によって形成されるリングは、指が置かれている部分を除いて、平坦な載置面から上方へ向かって湾曲する。このようなやり方によって、近似的に、図1に示す端面32の形状が得られる。
【0029】
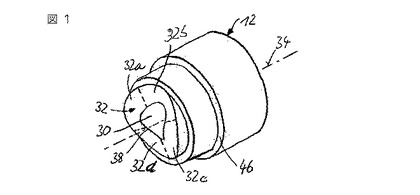
図2の表示から、流出開口部30の上流側の流出チャンバ35の形状が理解される。流出チャンバ35は、流出開口部の方向へ細くなる円錐の形状を有している。この円錐が湾曲した楕円と交わることによって、流出開口部30の縁取り38の形状が生じる。
【0030】
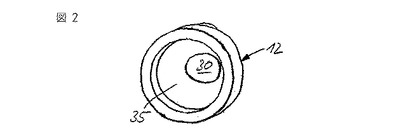
図3の正面図において、従って流出方向とは逆に、流出開口部30の楕円の形状がよく理解される。
【0031】
口片12の外壁に設けられた凸片36は、ノズルハウジング内の対応する凹部内へ嵌入して、それよって口片12がノズルハウジング内へ挿入される場合に、口片12の正しい回転位置を保証するために、設けられている。
【0032】
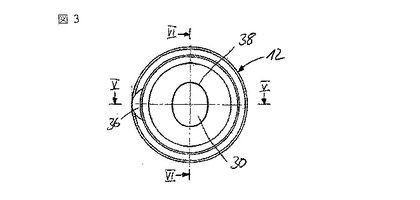
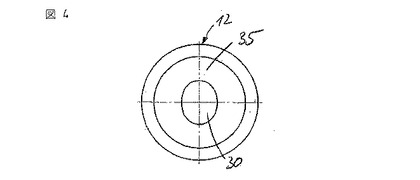
図4の後方からの表示は、同様に、流出開口部30の楕円の形状を示しており、さらに流出チャンバ35の円錐状の形状を認識させる。
【0033】
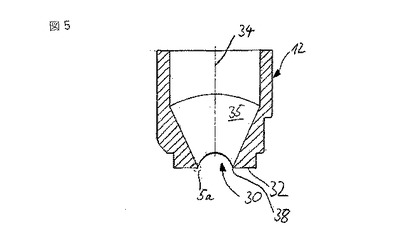
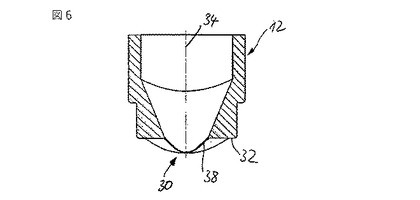
図5の断面図は、図3から明らかなように、楕円形状の流出開口部30の短い方のハーフ軸に対して平行な断面を示している。図5においてよくわかるように、流出開口部30を包囲する面32は中心長手軸34に対して90°の角度で流出開口部30の縁取り38に当接している。図5の断面図からは、これが、縁取り38の2つの対向する点について明らかにされ、他の2つの対向する点については、これが図6の断面図から明らかにされ、図6は、図3から明らかなように、楕円形状の流出開口部30の長い方のハーフ軸に対して平行な切断平面を示している。この切断平面においても、流出開口部30を包囲する面32は、中心長手軸34に対して垂直に流出開口部30へ延びており、中心長手軸34に対して90°の角度で流出開口部30の縁取り38に当接している。
【0034】
これは、任意の切断面について言える。というのは、流出開口部30の縁取り38を包囲する面32は、縁取り38の各点において、中心長手軸34に対して90°の角度で半径方向に流出開口部30の縁取り38に当接するからである。従って流出開口部30を出た後に、流出するスプレイビームは、自由であって、もはやノズルのどの案内面によっても案内されない。従ってノズルの水を案内する構成部分は、流出開口部30の縁取り38と縁取り38に連続する面32とによって生じる終端エッジで終わっている。
【0035】
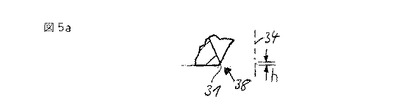
図5aの表示は、図5の詳細を拡大して示している。図から明らかなように、流出開口部30の縁取り38は、面取りによって形成されている。面取りは、中心長手軸と面取りとによって形成される角が流出開口部の方向に開放するように、中心長手軸34に対して斜めに配置されている。面取りは、たとえば0.1mmから最大で0.2mmの、極めてわずかな高さしか持たない。面取りは、特に、製造技術的な理由から、まさに口片12を砲金から形成する場合に、極めて敏感な鋭いエッジを回避するために、設けられる。すでに図1を用いて説明したように、面32は、第1の流れ上流側に位置する領域内に配置された、2つの対向する部分32a、32cと、第1の領域の下流側に位置する第2の領域内に配置された、2つの互いに対向する部分32b、32dを有している。スプレイビームが流出開口部30から流出する場合に、周囲から空気が吸い込まれ、その空気は第1の領域内の部分32b、32dに沿って流出開口部30へ向かって流れることができる。それによって、流出するビームの周囲に定められた空気流比が形成され、流出するビームによってもたらされる負圧が、安定しないビーム形状をもたらすことはない。
【0036】
口片12は、面32の領域内に、幾何学的に複雑な付与形状を有しており、それは機械的加工によって容易に形成できるものではない。従って、口片12は、金属粉末射出成形によって形成されるので、面32の領域における付与形状も問題なく実現することができる。従って、口片12は、焼結部品として形成されており、金属射出成形によって砲金粉末からなる原料と熱可塑性の結合剤から形成されている。それによって、結合剤を除去し、その後焼結が行われた後に、本発明に基づくスケール除去ノズルの駆動中の高い負荷によく耐えることができる、砲金構成部品が形成される。
【0037】
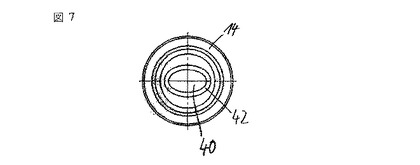
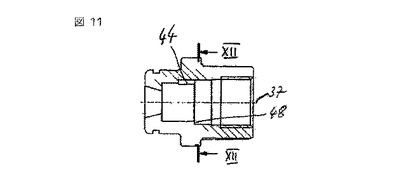
図7から13の表示は、ノズルハウジング14を示しており、その中へ口片12が挿入される。図7を用いてすでに理解できるように、ノズルハウジング14は楕円形の透孔40を有しており、その透孔はノズルを組み立てた状態において、流出開口部30の下流側に位置する。透孔40は、流出方向に拡幅する円錐台形状の壁によって画成されている。新たに確認すると、円錐状に拡幅する壁42は、液体を案内するために利用されない。流出開口部30を出た後に、スプレイビーム16は、図15から明らかなように、自由ビームとしてその運動を続行する。従って、透孔40は単に、流出開口部30への空気供給を可能にし、かつスプレイビーム16を通過させるための十分な空間を用意するためだけに、用いられる。
【0038】
楕円形の透孔40の長い方のハーフ軸は、楕円形状の流出開口部30の長い方のハーフ軸に対して平行に方向づけされている。それによって、流出開口部30からフラットビームが流出するための十分な空間が形成され、同時にノズルハウジング14はできる限りわずかしか弱められない。これは、円形の透孔に比較して多くの材料がノズルハウジングに留まり、それによってノズルハウジングはより小さい材料応力に耐えれば済むからである。液圧から流れ方向に口片12へもたらされる剪断力が、ノズルハウジング14を介して吸収されて、パイプ形状の溶接ニップル24内へ導入される。本発明に基づく高圧スケール除去ノズルは、数100バールから600バールまでの圧力において駆動されるので、ここでは激しい力が発生することがある。
【0039】
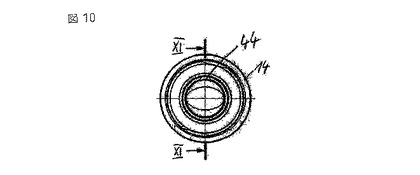
図10と11の図を用いて認識されるように、ノズルハウジング14はその内側の孔の領域に、口片12の突出部36に対応して形成された凹部44を有している。従って、口片12をノズルハウジング14内へ挿入した後に、口片12は角度的に正確に方位付けされている。ただ、切欠き44と突出部36が設けられているだけなので、口片12とノズルハウジング14の相対位置が得られ、その相対位置において口片12をノズルハウジング14内へ挿入することができる。
【0040】
口片12がノズルハウジング14内へ完全に挿入された後に、口片12の一周する、外側へ向かって突出する段部46が、ノズルハウジング14の、内側へ向かって突出する肩部48上に載置され、それによって中心長手軸37に対して平行な位置に保持される。その後、この位置において、すでに説明したように、口片12をノズルハウジング14に対して密閉するために、口片12とノズルハウジング14の間に喉の継目として金属半田継目38が設けられる。
【0041】
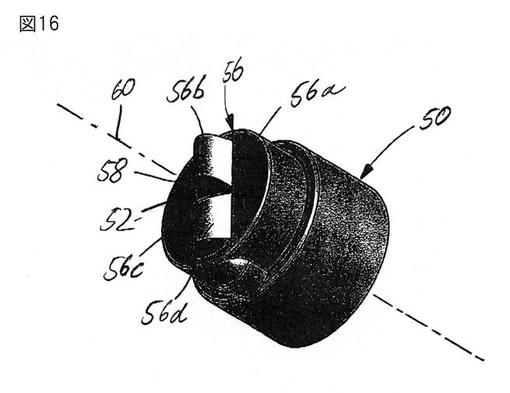
図16の表示において、第2の実施形態に基づく口片50が斜視図で示されている。口片50は、流出開口部52の付与形状および流出開口部を包囲する端面54の付与形状を別にして、図1の口片12と同一に構成されている。従って以下においては、図1の口片12に対して異なる特徴のみが説明される。
【0042】
流出開口部52は、外側へ向かって、流出方向に湾曲した楕円の形状を有している。流出開口部の縁取り58に、端面56の全部で4つの部分56a、56b、56cおよび56dが接続されている。2つの対向する部分45aと56cは、平坦な円部分として形成されており、流出開口部52の縁取り58は、円部分形状の領域56a、56cのまっすぐなエッジの中心に位置する点において、それぞれ部分56a、56cに接線状に接している。2つの部分56a、56cの間で、2つの対向する部分56b、56dが流出方向に外側へ向かって湾曲している。従って部分56b、56dは、大体において、楕円形の半円筒のジャケット面の形状を有している。2つの部分56b、56dは、互いに対して平行に配置されている。従って端面56の部分56a、56b、56cおよび56dは、すべて、口片50の中心長手軸60に対して垂直に延びている。従って端面56は、流出ビームの全周面にわたって中心長手軸に対して垂直にこの種の流出ビームに当接し、それによって水圧が極めて高い場合でも、シャープに画成される、きれいなビームを得ることができる。それにもかかわらず、部分56a、56cを介して、流出するビームの十分な通気が得られるので、流出するビームの側方に、不安定な挙動をもたらすおそれのある負圧が形成されることはない。
【図面の簡単な説明】
【0043】
【図1】本発明に基づく高圧ノズルの口片を、斜め前から示す斜視図である。
【図2】図1の口片を、斜め後ろから示す斜視図である。
【図3】図1の口片の正面図である。
【図4】図1の口片を後ろから見て示している。
【図5】図5は、図3の平面V−Vにおける断面図である。
【図5a】図5aは、図5の詳細5aを拡大して示している。
【図6】図3の平面VI−VIにおける断面図である。
【図7】本発明に基づく高圧ノズルのノズルハウジングの正面図である。
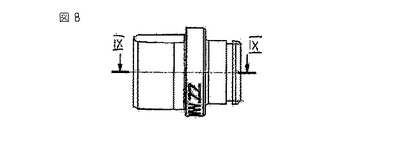
【図8】図7のノズルハウジングを示す側面図である。
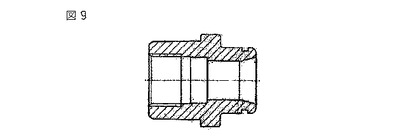
【図9】図8の平面IX−IXにおける断面図である。
【図10】図7のノズルハウジングを後ろから見て示している。
【図11】図10の平面XI−XIにおける断面図である。
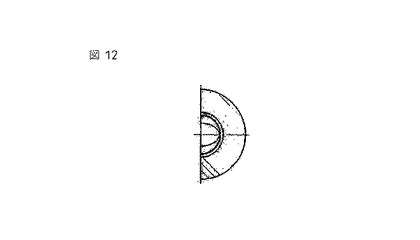
【図12】図10の平面XII−XIIにおける断面図である。
【図13】図7のノズルハウジングを示す斜視図である。
【図14】本発明に基づく高圧ノズルを切り開いて示す斜視図である。
【図15】図14の高圧ノズルを示す断面図である。
【図16】第2の実施形態に基づいて本発明に基づく高圧ノズルの口片を斜め前から示す斜視図である。
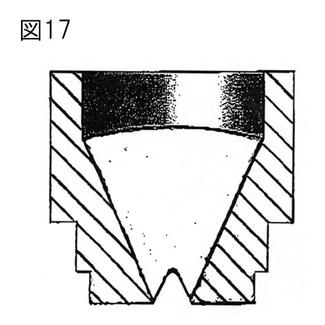
【図17】図16の口片を示す断面図である。
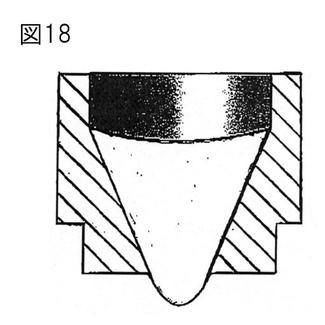
【図18】図17の切断平面から90°だけ回動した図16の口片の他の断面図である。
【符号の説明】
【0044】
12、50 口片
14 ノズルハウジング
16 スプレイビーム
30、52 流出開口部
31 面取り
32b、32d;56a、56c 第1の部分
32a、32c;56b、56d 第2の部分
34 中心長手軸
35 流出チャンバ
36 突出部
38、58 縁取り
40 透孔
42 周壁
44 切欠き
46 段部
48 肩部
【技術分野】
【0001】
本発明は、口片を有し、その口片が流出開口部と流出チャンバとを有し、その流出チャンバが流出開口部へ向かって細くなるように延びている、鉄鋼製品の酸化物を掻き落とすためのスプレイノズル、特に高圧ノズルに関する。
【背景技術】
【0002】
鉄鋼製品の酸化物を掻き落とすための既知の高圧ノズルは、フラットビームノズルとして形成されている。この種の鉄鋼製品の酸化物を掻き落とすためのノズルのための口片は、通常、流出開口部を有しており、その流出開口部に、ビームを成形する流出円錐が接続されている。たとえば、従来技術(たとえば、特許文献1を参照)には、鉄鋼製品の酸化物を掻き落とすためのノズルのための口片が示されており、その口片において、流出開口部へ向かって細くなる流出チャンバは、流出開口部の後方で円錐状に拡幅する、口片の端面へ移行している。この端面は、形成されるフラットビームの側方の広がりを制限する。流出開口部と流出円錐は、楕円形状に形成することができる。
【特許文献1】欧州特許公報EP0792692B1
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明によって、改良された高圧ノズルを提供せんとするものである。
【課題を解決するための手段】
【0004】
本発明による、特に鉄鋼製品の酸化物を掻き落とすための、高圧ノズルは、口片を有し、口片が、流出開口部と、流出開口部へ向かって細くなるように延びている流出チャンバとを有しており、流出開口部は、流出チャンバから見て湾曲した面、たとえば凸状または凹状の面を形成し、流出開口部の縁取りを包囲する面は、縁取りの各点において、中心長手軸に対して65°と95°の間、特に90°の角度で径方向に流出開口部の縁取りに当接している。
【0005】
従って、口片の流出開口部には、流出円錐が接続されておらず、むしろ、ノズルの水を案内する部分は、流出開口部で突然に終了している。驚くべきことに、口片をこのように形成することによって、水圧が極めて高い場合でも、シャープに画成された、きれいなビームが得られることが、明らかにされた。湾曲した面を画成する流出開口部を設けることによって、流出するビームの十分な通気も達成できるので、ビームの側方に、流出ビームに悪い影響を与え、あるいは特に不安定な挙動をもたらすことになる負圧が形成されることがない。口片の、流出開口部を包囲する端面は、縁取りの各点において、中心長手軸に対して85°と95°の間、特に90°の角度で流出開口部の縁取りに当接し、本発明の利点は、約65°の角度まで利用することができる。従って、水ビームは、流出開口部の縁取りのところでノズルを離れ、流出開口部の下流にはもはやノズルの、水を案内する構成部品は設けられていない。流出開口部の縁取りにおいて、包囲する面が中心長手軸に対して約90°の角度で縁取りに当接することによって、流出するビームのためのシャープな終端エッジが形成される。同時に、最高の圧力にも耐える、口片の極めて安定した形態を得ることができる。口片の包囲する端面が流出開口部の縁取りに当接する角度は、縁取りの各点においてほぼ直角であるので、流出するビームの全周面の回りには、実質的に同じ比率の終端エッジが形成される。これも、所望のフラットビーム円錐を極めてきれいに形成するのに、寄与する。流出開口部を包囲する面は、好ましくは中心長手軸を同心に包囲する円の、流出開口部とは逆の側で終了している。このようにして、流出開口部を包囲する不規則に成形された面を、規則的な幾何学的形状へ戻すことができる。
【0006】
本発明の展開において、流出開口部の縁取りを包囲する面は、中心長手軸に沿って第1の位置または第1の領域内に配置された第1の部分と、第2の位置に配置された第2の部分とを有しており、第2の位置ないし第2の領域は、第1の位置ないし第1の領域から中心長手軸に沿って流出方向へ隔たっている。
【0007】
このようにして、良好な通気と、流出開口部から流出する液体ビームの方向への定められた空気の流れを保証することができる。それによって、時間的に一定のスプレイ像が得られる。というのは、ノズルの駆動中に、流出するビームへ向かって流れる周囲空気内に、流出するビームを中心とする、定められた流れ比率を得ることができるからである。流出開口部に関して第2の部分の上流に位置する第1の部分を介して、流出するビームにより吸引される空気を供給することができる。
【0008】
本発明の展開において、流出開口部の縁取りを包囲する面は、4つの部分に分割されており、2つの対向する部分が第1の領域内に配置され、他の2つの対向する部分が第2の領域内に配置されている。
【0009】
この措置によって、流出するビームによって吸い込まれた空気は、流れ上流に位置する第1の領域内に配置された部分を介して対称に供給することができる。
【0010】
本発明の展開において、流出開口部の縁取りは、円錐、特に真円錐を湾曲した楕円で切断することによって定められる。
【0011】
本発明に基づく高圧ノズルが、原理的にいわゆる自由成形面を使用し、従って計算機によって流出開口部の縁取りとそれに連続する面の形状が定められる場合でも、本発明に基づく利点は、規則的な幾何学的形状、すなわちたとえば真円錐が、湾曲された楕円で切断される場合でも、得られる。
【0012】
本発明の展開において、口片は、砲金からなる。
【0013】
まさに、鉄鋼製品の酸化物を除去するノズルにおいて、口片は高い負荷に、特にスプレイされる液体の腐食作用に、さらされる。ここで、砲金口片を使用することによって、ノズルの寿命を著しく延長することができる。
【0014】
本発明の展開において、口片はノズルハウジング内に保持されており、ノズルハウジングは、ノズルの中心長手軸の方向に見て、流出開口部を包囲する長円系の透孔を有している。
【0015】
この種の長円系の透孔によって、ノズルハウジングの極めて堅固な形成に寄与する。本発明に基づく高圧ノズルが、フラットビームノズルとして形成される場合には、ノズルハウジング内の長円系の透孔は、通常使用される真円形の透孔よりも、フラットビームの横断面形状に良く適合されている。従ってノズルハウジングに部分的に、円形の透孔の場合よりも多くの材料が残り、それによってノズルハウジングの安定性が向上する。重要な点として確認すると、流出開口部を包囲する長円系の透孔は、ビーム形成に関して何ら機能を持たない。流出開口部から流出するスプレイビームは、ノズルハウジングには接触しない。流出開口部の下流側には、高圧ノズルの水を案内する構成部分はもはや設けられておらず、ビーム成形は、高圧ノズルの口片のみによって行われる。そのために、透孔から始まって流出開口部の高さで終了する、ノズルハウジングの周壁は、流出開口部の高さにおいて、かつ中心長手軸に対して垂直に流出開口部の縁取りから離れて配置されている。このようにして、流出開口部から流出するスプレイビームが周壁に接触しないことを、保証することができる。ノズルハウジング内に保持される口片は、ノズルハウジングに対して、レーザー半田付けを用いて設けられる、一周する金属半田継目によって密閉することができる。
【0016】
本発明の展開において、口片および/またはノズルハウジングは、金属粉末射出成形によって形成されている。
【0017】
特に、流出開口部を包囲する領域が、口片の幾何学的に複雑な形状付与を必要とする、口片においては、形状付与は機械的な加工によっては形成できず、あるいは著しい手間をかけないと形成できない。金属粉末射出成形によって、実質的に任意の形状を形成することができ、特に、本発明に基づく高圧ノズルの、流出開口部を包囲する領域における形状付与は、焼結形成においても得ることができる。口片を砲金または砲金合金から形成する場合でも、口片は、金属粉末射出成形によって形成することができる。金属粉末射出成形においては、まず、金属粉末に熱可塑性のプラスチック結合剤が混合される。この混合物が、次に、射出成形を用いて形にされる。次の方法ステップにおいて、熱可塑性の結合剤が化学的または熱的に除去される。金属粉末構造からなる、中間構成部品が残る。この中間構成部品が、次に、焼結されて、それによって高い材料強度が得られる。
【0018】
本発明の他の特徴と利点が、請求項および、図面と関連して以下で行う、好ましい実施例の説明から明らかにされる。
【発明を実施するための最良の形態】
【0019】
図14と15に示す本発明に基づく高圧ノズル10は、口片12を有しており、その口片がノズルハウジング14内に配置されている。口片12から、図15に図式的に示すだけのフラットビーム16が流出する。組み合わされたフィルタおよびビーム整流構成部分18が、ノズルハウジング14と結合され、かつ口片12の上流に配置されている。フィルタおよびビーム整流構成部分18は、流れ通路を有しており、その流れ通路は口片12内への入口で終了している。スプレイすべき液体が、フィルタ領域20を通して流れ通路へ流入し、ビーム整流器22によって方向付けされて、その後、口片12まで達する。
【0020】
口片12と組み合わされたフィルタおよびビーム整流構成部分18が、液体を案内するパイプ形状の溶接ニップル24内に差し込まれて、このパイプ形状の溶接ニップル24の端部にキャップナット26を用いて固定されている。パイプ形状の溶接ニップル24はその、口片12とは反対側の端部において、図示されないノズル支持部材と結合されており、そのノズル支持部材内へフィルタ20が突出している。スプレイすべき液体は、流れの上流側に位置し、かつ図15には示されていないノズル支持体を介してパイプ形状の溶接ニップル24へ供給されて、フィルタおよびビーム整流構成部分18とパイプ形状の溶接ニップル24の内壁との間の環状空間内へも達する。すでに説明したように、液体はフィルタ20を通してフィルタおよびビーム整流構成部分28内へ流入し、それによってその後最終的に口片12の流出開口部から再び周囲へ流出することができる。
【0021】
最大の自由な流れ横断面は、フィルタ20の領域内に存在し、細長いフィルタスリットとフィルタキャップ内の他のフィルタスリットの自由な横断面の合計によって定められる。すでに著しく減少されている流れ横断面は、ビーム整流器22の領域内に存在し、そこでは自由な流れ横断面は、通路全体の横断面から星状に配置された流れ案内面の端面を差し引いたものから得られる。フィルタ20の自由な流れ横断面積に対するビーム整流器22における自由な流れ横断面積の比は、好ましくは1:6あるいはそれより大きい。
【0022】
ビーム整流器22の後方で、流れ横断面がさらに、通路27の横断面まで狭められており、その通路は一定の横断面で口片12の前まで通じている。ビーム整流器22における自由な流れ横断面積に対する通路37内の自由な流れ横断面積の比は、好ましくは1:1、23またはそれより大きい。
【0023】
フィルタ20の自由な流れ横断面積に対する通路37内の自由な流れ横断面積の比は、好ましくは1:7、44またはそれより大きい。
【0024】
通路37内の自由な流れ横断面積は、たとえば95mm2、ビーム整流器22内の自由な流れ横断面積は、たとえば117mm2、そしてフィルタ20における自由な流れ横断面積は、たとえば707mm2である。
【0025】
口片12の流れ上流側に位置する端部において、ノズルハウジング14の内壁と口片12のパイプ形状の端面との間に、金属半田継目28が設けられており、それが口片12をノズルハウジング14に対して密閉する。
【0026】
図1の口片12の斜視図を用いて理解されるように、口片12の流出開口部は、湾曲された面、特に湾曲された楕円を画成している。確認すると、流出開口部30の縁取り38は、2つの異なる湾曲した面、すなわち流出方向に見て外側へ湾曲した楕円と、同様に流出方向に見て内側へ湾曲した楕円を画成することができる。
【0027】
流出開口部30は、端面32によって包囲されており、その端面は図1の表示において破線で4つのセクター32a、32b、32cおよび32dに分割されている。すべてのセクター32a、32b、32cおよび32d内で、面32は中心長手軸34に対して垂直に流出開口部30へ向かって径方向に延びている。端面32は、波形の付与形状を有しており、中心長手軸と、図1の表示において右から左へ延びる流出方向に関して、2つのセクター32bと32dが流れ上流側に位置する第1の領域内に配置され、2つのセクター32a、32cが流れ下流側に位置する第2の領域内に配置されている。第2の領域内に位置する2つのセクター32a、32cと、第1の領域内に配置された、2つの対向するセクター32b、32dは、それぞれ互いに対して対称に形成されているので、全体として端面32の対称の形状が得られる。流出する液体によって吸い込まれる空気は、主として、流れ上流側に位置する第1の領域内に配置されている2つのセクター32b、32dを介して供給される。この2つの流れ上流側に位置するセクター32b、32dの対称の配置と共に、時間的に見て安定した流出ビームが得られる。セクター32a、32b、32cおよび32dはその、流出開口部30とは逆の端部において、波形に一周する画成エッジへ移行しており、その画成エッジに部分的に、円筒状かつ流出方向に対して平行に延びる壁が連続している。波形に一周する画成エッジは、幾何学的に、縁取り38の各点において中心長手軸34に対して垂直に延びる線が径方向外側へ案内されて、円筒と交わることによって、生じる。円筒の外側面上のこれら交点を結合すると、波形に一周する画成エッジが得られ、端面32は径方向外側へ案内される線によって定められている。
【0028】
図1に示す端面32の形状は、平坦な面が外側へ膨出することによって生じる。端面32の形状付与は、たとえば、円形の紙片に楕円形状の貫通孔が形成されることによって、明らかにされる。この円形の紙を、平坦な面上に載置して、それぞれ指を、楕円形の開口部の長い方のハーフ軸が包囲する紙と交わる領域へ置いた場合に、2本の指を互いに近づくように移動させることができ、紙によって形成されるリングは、指が置かれている部分を除いて、平坦な載置面から上方へ向かって湾曲する。このようなやり方によって、近似的に、図1に示す端面32の形状が得られる。
【0029】
図2の表示から、流出開口部30の上流側の流出チャンバ35の形状が理解される。流出チャンバ35は、流出開口部の方向へ細くなる円錐の形状を有している。この円錐が湾曲した楕円と交わることによって、流出開口部30の縁取り38の形状が生じる。
【0030】
図3の正面図において、従って流出方向とは逆に、流出開口部30の楕円の形状がよく理解される。
【0031】
口片12の外壁に設けられた凸片36は、ノズルハウジング内の対応する凹部内へ嵌入して、それよって口片12がノズルハウジング内へ挿入される場合に、口片12の正しい回転位置を保証するために、設けられている。
【0032】
図4の後方からの表示は、同様に、流出開口部30の楕円の形状を示しており、さらに流出チャンバ35の円錐状の形状を認識させる。
【0033】
図5の断面図は、図3から明らかなように、楕円形状の流出開口部30の短い方のハーフ軸に対して平行な断面を示している。図5においてよくわかるように、流出開口部30を包囲する面32は中心長手軸34に対して90°の角度で流出開口部30の縁取り38に当接している。図5の断面図からは、これが、縁取り38の2つの対向する点について明らかにされ、他の2つの対向する点については、これが図6の断面図から明らかにされ、図6は、図3から明らかなように、楕円形状の流出開口部30の長い方のハーフ軸に対して平行な切断平面を示している。この切断平面においても、流出開口部30を包囲する面32は、中心長手軸34に対して垂直に流出開口部30へ延びており、中心長手軸34に対して90°の角度で流出開口部30の縁取り38に当接している。
【0034】
これは、任意の切断面について言える。というのは、流出開口部30の縁取り38を包囲する面32は、縁取り38の各点において、中心長手軸34に対して90°の角度で半径方向に流出開口部30の縁取り38に当接するからである。従って流出開口部30を出た後に、流出するスプレイビームは、自由であって、もはやノズルのどの案内面によっても案内されない。従ってノズルの水を案内する構成部分は、流出開口部30の縁取り38と縁取り38に連続する面32とによって生じる終端エッジで終わっている。
【0035】
図5aの表示は、図5の詳細を拡大して示している。図から明らかなように、流出開口部30の縁取り38は、面取りによって形成されている。面取りは、中心長手軸と面取りとによって形成される角が流出開口部の方向に開放するように、中心長手軸34に対して斜めに配置されている。面取りは、たとえば0.1mmから最大で0.2mmの、極めてわずかな高さしか持たない。面取りは、特に、製造技術的な理由から、まさに口片12を砲金から形成する場合に、極めて敏感な鋭いエッジを回避するために、設けられる。すでに図1を用いて説明したように、面32は、第1の流れ上流側に位置する領域内に配置された、2つの対向する部分32a、32cと、第1の領域の下流側に位置する第2の領域内に配置された、2つの互いに対向する部分32b、32dを有している。スプレイビームが流出開口部30から流出する場合に、周囲から空気が吸い込まれ、その空気は第1の領域内の部分32b、32dに沿って流出開口部30へ向かって流れることができる。それによって、流出するビームの周囲に定められた空気流比が形成され、流出するビームによってもたらされる負圧が、安定しないビーム形状をもたらすことはない。
【0036】
口片12は、面32の領域内に、幾何学的に複雑な付与形状を有しており、それは機械的加工によって容易に形成できるものではない。従って、口片12は、金属粉末射出成形によって形成されるので、面32の領域における付与形状も問題なく実現することができる。従って、口片12は、焼結部品として形成されており、金属射出成形によって砲金粉末からなる原料と熱可塑性の結合剤から形成されている。それによって、結合剤を除去し、その後焼結が行われた後に、本発明に基づくスケール除去ノズルの駆動中の高い負荷によく耐えることができる、砲金構成部品が形成される。
【0037】
図7から13の表示は、ノズルハウジング14を示しており、その中へ口片12が挿入される。図7を用いてすでに理解できるように、ノズルハウジング14は楕円形の透孔40を有しており、その透孔はノズルを組み立てた状態において、流出開口部30の下流側に位置する。透孔40は、流出方向に拡幅する円錐台形状の壁によって画成されている。新たに確認すると、円錐状に拡幅する壁42は、液体を案内するために利用されない。流出開口部30を出た後に、スプレイビーム16は、図15から明らかなように、自由ビームとしてその運動を続行する。従って、透孔40は単に、流出開口部30への空気供給を可能にし、かつスプレイビーム16を通過させるための十分な空間を用意するためだけに、用いられる。
【0038】
楕円形の透孔40の長い方のハーフ軸は、楕円形状の流出開口部30の長い方のハーフ軸に対して平行に方向づけされている。それによって、流出開口部30からフラットビームが流出するための十分な空間が形成され、同時にノズルハウジング14はできる限りわずかしか弱められない。これは、円形の透孔に比較して多くの材料がノズルハウジングに留まり、それによってノズルハウジングはより小さい材料応力に耐えれば済むからである。液圧から流れ方向に口片12へもたらされる剪断力が、ノズルハウジング14を介して吸収されて、パイプ形状の溶接ニップル24内へ導入される。本発明に基づく高圧スケール除去ノズルは、数100バールから600バールまでの圧力において駆動されるので、ここでは激しい力が発生することがある。
【0039】
図10と11の図を用いて認識されるように、ノズルハウジング14はその内側の孔の領域に、口片12の突出部36に対応して形成された凹部44を有している。従って、口片12をノズルハウジング14内へ挿入した後に、口片12は角度的に正確に方位付けされている。ただ、切欠き44と突出部36が設けられているだけなので、口片12とノズルハウジング14の相対位置が得られ、その相対位置において口片12をノズルハウジング14内へ挿入することができる。
【0040】
口片12がノズルハウジング14内へ完全に挿入された後に、口片12の一周する、外側へ向かって突出する段部46が、ノズルハウジング14の、内側へ向かって突出する肩部48上に載置され、それによって中心長手軸37に対して平行な位置に保持される。その後、この位置において、すでに説明したように、口片12をノズルハウジング14に対して密閉するために、口片12とノズルハウジング14の間に喉の継目として金属半田継目38が設けられる。
【0041】
図16の表示において、第2の実施形態に基づく口片50が斜視図で示されている。口片50は、流出開口部52の付与形状および流出開口部を包囲する端面54の付与形状を別にして、図1の口片12と同一に構成されている。従って以下においては、図1の口片12に対して異なる特徴のみが説明される。
【0042】
流出開口部52は、外側へ向かって、流出方向に湾曲した楕円の形状を有している。流出開口部の縁取り58に、端面56の全部で4つの部分56a、56b、56cおよび56dが接続されている。2つの対向する部分45aと56cは、平坦な円部分として形成されており、流出開口部52の縁取り58は、円部分形状の領域56a、56cのまっすぐなエッジの中心に位置する点において、それぞれ部分56a、56cに接線状に接している。2つの部分56a、56cの間で、2つの対向する部分56b、56dが流出方向に外側へ向かって湾曲している。従って部分56b、56dは、大体において、楕円形の半円筒のジャケット面の形状を有している。2つの部分56b、56dは、互いに対して平行に配置されている。従って端面56の部分56a、56b、56cおよび56dは、すべて、口片50の中心長手軸60に対して垂直に延びている。従って端面56は、流出ビームの全周面にわたって中心長手軸に対して垂直にこの種の流出ビームに当接し、それによって水圧が極めて高い場合でも、シャープに画成される、きれいなビームを得ることができる。それにもかかわらず、部分56a、56cを介して、流出するビームの十分な通気が得られるので、流出するビームの側方に、不安定な挙動をもたらすおそれのある負圧が形成されることはない。
【図面の簡単な説明】
【0043】
【図1】本発明に基づく高圧ノズルの口片を、斜め前から示す斜視図である。
【図2】図1の口片を、斜め後ろから示す斜視図である。
【図3】図1の口片の正面図である。
【図4】図1の口片を後ろから見て示している。
【図5】図5は、図3の平面V−Vにおける断面図である。
【図5a】図5aは、図5の詳細5aを拡大して示している。
【図6】図3の平面VI−VIにおける断面図である。
【図7】本発明に基づく高圧ノズルのノズルハウジングの正面図である。
【図8】図7のノズルハウジングを示す側面図である。
【図9】図8の平面IX−IXにおける断面図である。
【図10】図7のノズルハウジングを後ろから見て示している。
【図11】図10の平面XI−XIにおける断面図である。
【図12】図10の平面XII−XIIにおける断面図である。
【図13】図7のノズルハウジングを示す斜視図である。
【図14】本発明に基づく高圧ノズルを切り開いて示す斜視図である。
【図15】図14の高圧ノズルを示す断面図である。
【図16】第2の実施形態に基づいて本発明に基づく高圧ノズルの口片を斜め前から示す斜視図である。
【図17】図16の口片を示す断面図である。
【図18】図17の切断平面から90°だけ回動した図16の口片の他の断面図である。
【符号の説明】
【0044】
12、50 口片
14 ノズルハウジング
16 スプレイビーム
30、52 流出開口部
31 面取り
32b、32d;56a、56c 第1の部分
32a、32c;56b、56d 第2の部分
34 中心長手軸
35 流出チャンバ
36 突出部
38、58 縁取り
40 透孔
42 周壁
44 切欠き
46 段部
48 肩部
【特許請求の範囲】
【請求項1】
鉄鋼製品の酸化物を掻き落とすためのスプレイノズル、特に高圧ノズルであって、口片(12)を有し、口片(12)が流出開口部(30)と、流出開口部(30)へ向かって細くなるように延びる流出チャンバ(34)とを有している、ものにおいて、
流出開口部(30)が、湾曲した面を画成し、かつ
流出開口部(30)の縁取り(38)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、流出開口部(30)の縁取り(38)へ当接する、
ことを特徴とするスプレイノズル。
【請求項2】
流出開口部(30)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、径方向に流出開口部(30)の縁取り(38)へ当接する、ことを特徴とする請求項1に記載のスプレイノズル。
【請求項3】
流出開口部(30)の縁取り(38)が、少なくとも部分的に、面取り(31)によって形成されている、ことを特徴とする請求項1または2に記載のスプレイノズル。
【請求項4】
流出開口部(30)の縁取り(38)を包囲する面(32)が、長手中心軸(34)に沿った第1の領域内に配置された第1の部分(32b、32d;56a、56c)と、中心長手軸(34)に沿って第1の領域から流出方向に隔たった第2の領域内に配置された、第2の部分(32a、32c;56b、56d)とを有している、ことを特徴とする請求項1から3のいずれか1項に記載のスプレイノズル。
【請求項5】
流出開口部(30)の縁取り(38)を包囲する面(32)が、4つの部分(32a、32b、32c、32d;56a、56b、56c、56d)に分割されており、2つの対向する第1の部分(32b、32d;56a、56c)が第1の領域内に、そして他の2つの対向する部分(32a、32c;56b、56c)が第2の領域内に配置されている、ことを特徴とする請求項4に記載のスプレイノズル。
【請求項6】
流出開口部(30)の縁取り(38)が、円錐、特に真円錐を湾曲した楕円または湾曲した長円によって切断することによって定められている、ことを特徴とする請求項1から5のいずれか1項に記載のスプレイノズル。
【請求項7】
口片(12)が、砲金からなる、ことを特徴とする請求項1から6のいずれか1項に記載のスプレイノズル。
【請求項8】
口片(12)が、ノズルハウジング(14)内に保持されており、ノズルハウジング(14)がノズルの中心長手軸(34)の方向に見て、流出開口部を包囲する長円形または楕円形の透孔(40)を有している、ことを特徴とする請求項1から7のいずれか1項に記載のスプレイノズル。
【請求項9】
透孔(40)から始まって流出開口部(30)の高さで終了する、ノズルハウジング(14)の周壁(42)が、流出開口部(30)の高さにおいて中心長手軸(34)に対して垂直に、流出開口部(30)の縁取り(38)から離れて配置されているので、流出開口部(30)から流出するスプレイビーム(16)が、周壁(42)に接触しない、ことを特徴とする請求項8に記載のスプレイノズル。
【請求項10】
口片(12)および/またはノズルハウジング(14)が、金属粉末射出成形を用いて形成されている、ことを特徴とする請求項1から9のいずれか1項に記載のスプレイノズル。
【請求項1】
鉄鋼製品の酸化物を掻き落とすためのスプレイノズル、特に高圧ノズルであって、口片(12)を有し、口片(12)が流出開口部(30)と、流出開口部(30)へ向かって細くなるように延びる流出チャンバ(34)とを有している、ものにおいて、
流出開口部(30)が、湾曲した面を画成し、かつ
流出開口部(30)の縁取り(38)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、流出開口部(30)の縁取り(38)へ当接する、
ことを特徴とするスプレイノズル。
【請求項2】
流出開口部(30)を包囲する面(32)が、縁取り(38)の各点において、中心長手軸(34)に対して65°と95°の間、特に90°の角度で、径方向に流出開口部(30)の縁取り(38)へ当接する、ことを特徴とする請求項1に記載のスプレイノズル。
【請求項3】
流出開口部(30)の縁取り(38)が、少なくとも部分的に、面取り(31)によって形成されている、ことを特徴とする請求項1または2に記載のスプレイノズル。
【請求項4】
流出開口部(30)の縁取り(38)を包囲する面(32)が、長手中心軸(34)に沿った第1の領域内に配置された第1の部分(32b、32d;56a、56c)と、中心長手軸(34)に沿って第1の領域から流出方向に隔たった第2の領域内に配置された、第2の部分(32a、32c;56b、56d)とを有している、ことを特徴とする請求項1から3のいずれか1項に記載のスプレイノズル。
【請求項5】
流出開口部(30)の縁取り(38)を包囲する面(32)が、4つの部分(32a、32b、32c、32d;56a、56b、56c、56d)に分割されており、2つの対向する第1の部分(32b、32d;56a、56c)が第1の領域内に、そして他の2つの対向する部分(32a、32c;56b、56c)が第2の領域内に配置されている、ことを特徴とする請求項4に記載のスプレイノズル。
【請求項6】
流出開口部(30)の縁取り(38)が、円錐、特に真円錐を湾曲した楕円または湾曲した長円によって切断することによって定められている、ことを特徴とする請求項1から5のいずれか1項に記載のスプレイノズル。
【請求項7】
口片(12)が、砲金からなる、ことを特徴とする請求項1から6のいずれか1項に記載のスプレイノズル。
【請求項8】
口片(12)が、ノズルハウジング(14)内に保持されており、ノズルハウジング(14)がノズルの中心長手軸(34)の方向に見て、流出開口部を包囲する長円形または楕円形の透孔(40)を有している、ことを特徴とする請求項1から7のいずれか1項に記載のスプレイノズル。
【請求項9】
透孔(40)から始まって流出開口部(30)の高さで終了する、ノズルハウジング(14)の周壁(42)が、流出開口部(30)の高さにおいて中心長手軸(34)に対して垂直に、流出開口部(30)の縁取り(38)から離れて配置されているので、流出開口部(30)から流出するスプレイビーム(16)が、周壁(42)に接触しない、ことを特徴とする請求項8に記載のスプレイノズル。
【請求項10】
口片(12)および/またはノズルハウジング(14)が、金属粉末射出成形を用いて形成されている、ことを特徴とする請求項1から9のいずれか1項に記載のスプレイノズル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図5a】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【図15】
【図13】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図5a】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【図15】
【図13】
【図16】
【図17】
【図18】
【公開番号】特開2008−284549(P2008−284549A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2008−128717(P2008−128717)
【出願日】平成20年5月15日(2008.5.15)
【出願人】(500181832)レヒラー ゲゼルシャフト ミット ベシュレンクテル ハフツング (5)
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成20年5月15日(2008.5.15)
【出願人】(500181832)レヒラー ゲゼルシャフト ミット ベシュレンクテル ハフツング (5)
【Fターム(参考)】
[ Back to top ]