
スペーサ織物
1つの材料が、カバー層および多孔質材料層を含んでいる。このカバー層は、剛性、半剛性、または可撓性材料を含んでいてもよく、この多孔質スペーサ材料層は、網状化フォーム、不織布テキスタイル、またはスペーサ織物を含んでいてもよい。この材料は、圧力を加えたときの高い空気流量、および良好な圧縮性を有するように構成されている。

【発明の詳細な説明】
【技術分野】
【0001】
この出願は、2004年4月22日に出願された出願番号第10/829,397号の一部継続出願であり、その全体が参照して本明細書に組み込まれる。
【0002】
本発明は、スペーサ織物に関する。
【背景技術】
【0003】
あるいくつかの従来の織物は、外側層によって覆われた詰め物または多孔質層を含む。下にある詰め物または多孔質層は典型的には、外側層へ縫い付けられている。従来の縫い付けられたアセンブリにおける外側層は、皺が寄るか、または縫い付けられた縫い目の結果生じたほかの表面変形を有することがある。これに加えて、あるいくつかの状況において、この詰め物と外側層との間にポケットまたは隙間が形成されることがある。これらの問題は、望ましくない外見を生じ、座席、またはこの縫い付けられた織物を使用した物体の価値を減少させることがある。この皺および空気のポケットはまた、この縫い付けられた織物に座るか、またはこれに寄りかかっている人によって接触されたとき、不快な表面を生じることがある。
【0004】
この多孔質層または詰め物層は、スペーサ織物であってもよい。従来の覆われたスペーサ織物は一般に、製造業者にとっては増加したコストを結果として生じる。このスペーサ織物のロールまたはカット片は、生産され、予め切断され、アセンブリプラントへ出荷される。出荷後、このスペーサ織物は、その寸法を失う傾向がある。結果として、予め切断された外側層をスペーサ織物へ縫い付けるプロセスは、難しくて、時間がかかる。従来のスペーサ織物の別の欠点は、従来の織物の端がほつれ、寸法安定性を欠くということである。
【0005】
これらの覆われたスペーサ織物は、多くの用途を有する。例えば座席、家具、および靴である。座席に組み込まれた従来のスペーサ織物は、例えば第DE19931193号(その全体が参照して本明細書に組み込まれる)において見ることができる。
【0006】
このスペーサ織物は典型的には、詰め物または換気層である。座席は一般に、座っている人(occupant)を冷やすかまたは温めるため、または汗を除去するためにスペーサ織物を利用している。しかしながら、スペーサ織物における典型的な座席は、急速に損耗し、不適切な空気流によって、座っている人を凍えさせるか、または温めすぎることがある。
【0007】
スペーサ織物は、ほかの詰め物または換気層、例えばフォームよりも優れたいくつかの利点を提供する。第一に、スペーサ織物は、テキスタイル繊維およびフィラメントから形成され、多くのテキスタイル繊維およびフィラメント材料は、リサイクル可能である。このようにして、クッション材料としてのスペーサ織物の使用は、フォームのリサイクル不可能性およびこのような材料の処分に関連する付随問題を克服する。同様に、スペーサ織物は、フォームよりも実質的に強化された空気および湿分透過性を提供し、このことは、このような織物を、自動車および海上用途、ならびに家具用途における使用のために、フォーム材料よりも望ましいものにする。
【0008】
上記のように、現在のテキスタイル技術は、縫い付けられた材料被層を有するスペーサ織物材料を包含する。縫い付けられた材料で覆われたスペーサ織物は、特徴的には、向かい合ったカバーおよびスペーサ構造がシフトし、互いに対して平行に移動する傾向を有する。さらには、剛性または半剛性表面材料(例えば皮革)と非剛性スペーサ材料とを、縫い付けプロセスを通して結び合わせることにおいて固有の難しさがある。1つの問題は、スペーサ材料の切断片の寸法が、切断後にサイズを変える傾向があることであり、典型的にはサイズの収縮である。結果として、剛性または半剛性材料の切断部分が、外辺部の周りでスペーサ織物の切断片へ縫い付けられたとき、スペーサ材料の寸法の変化は、剛性または半剛性カバー層に、皺および折り目を引き起こす。多数の縫い付けられた要素は、この問題を有する。この特定の問題を解決しようとする目下の試みは、縫い付け性能を改良するために、スペーサ織物におけるより剛性かつより高デニールのモノフィラメントの使用に集中してきたが、成功しなかった。有意により重いデニールのモノフィラメントの使用は、不快な織物を生じる。
【0009】
スペーサ織物の切断片をカバー材料の切断片へ接合する時に遭遇するほかの問題は、でこぼこのあるギザギザした縁部;モノフィラメントパイルのほつれおよびこぼれ;(縫う人を導くための)刻み目の喪失または置き違え;縫合中、スペーサ織物における、縫い針および押さえ金のかぎ裂き;および接合縫い目のステッチがスペーサ織物を掴まない場合の、縫い付けの「逃げ(run off)」または「未処理の縁部 (raw edge) 」を包含する。これらの問題の主要な原因は、不一致な部分寸法、織物の固有の弾性、および通過中の押しのけ(jostling during transit)である。
【0010】
このような従来の織物に関連した追加の問題は、これらが最小の荷重で圧潰するということである。さらには従来の織物、例えば網状化フォームは、材料を冷却するかまたは温めるのに十分な高速で、材料を通して空気を運ぶ能力を欠く。
【発明の開示】
【0011】
1つの実施形態によれば、1つの材料が提供される。この材料は、第一織物層;第二織物層;および第一織物層と第二織物層との間に広がっているパイル層を含んでいる。このパイル層は、この材料が200mバールの空気圧に付されたとき、このパイル層を通る空気流量が、約80から300cfmの範囲内にあるように構成されている。
【0012】
別の実施形態によれば、一対の織物層の間に広がっている複数の繊維を含む多孔質材料層を含む材料が提供される。これらの繊維の各々は、約40から50cN/texの範囲の靭性を有する。
【0013】
別の実施形態によれば、一対の織物層の間に広がっている複数の繊維を含む多孔質材料層を含む材料が提供される。これらの繊維の各々は、約0.07から0.11mmの範囲の直径を有する。
【0014】
別の実施形態によれば、第一織物層;第二織物層;および第一織物層と第二織物層との間に広がっているパイル層を含んでいる材料が提供される。この材料は、35から100cm3の範囲の比圧縮性を有するように構成されている。
【0015】
前記の一般的な説明および次の詳細な説明のどちらも、例示的および説明的であるだけであり、特許請求されているような本発明を制限するものではないと理解すべきである。
【0016】
本発明のこれらの特徴およびほかの特徴、側面、および利点は、次の記載、添付クレーム、および下に簡単に説明されている図面に示されている添付実施形態例から明らかになるであろう。
【発明を実施するための最良の形態】
【0017】
以後、本発明の実施形態は、添付図面を参照して記載される。
【0018】
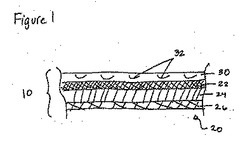
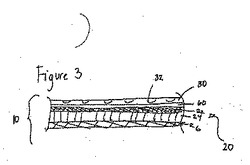
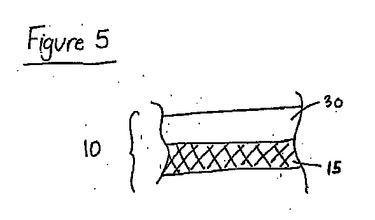
本発明の1つの実施形態によれば、材料10が提供される。材料10は、多孔質材料層15を含んでいる。これに加えて、図5に示されているように、材料10はまた、カバー層30を含んでいてもよい。カバー層30は、多孔質であってもよく、ポリビニルクロライドポリマーコーティング材料、皮革、ボディークロス織物、熱可塑性オレフィンコーティング材料、ポリウレタンコーティング材料、またはその他のあらゆる適切な材料を包含しうる。この多孔質材料15は、網状化フォーム、不織布テキスタイル、または好ましくはスペーサ織物であってもよい。材料10は、本発明の1つの実施形態によれば、カバー層30およびスペーサ織物20を含む。スペーサ織物20は、第一織物層22および第二織物層26、およびパイル層24を含んでいる。カバー層30は、スペーサ織物20へ積層されている。
【0019】
座席は、本発明の別の実施形態によれば、カバー層30および多孔質材料15を含む。多孔質材料15は、カバー層30の下に配置され、カバー層30は、多孔質材料15へ積層されている。
【0020】
材料10は、本発明の別の実施形態によれば、カバー層30によって覆われたスペーサ織物20を含む。カバー層30は、材料10の上面が実質的に平滑になるように、スペーサ織物20へ積層されている。
【0021】
本発明の1つの代替実施形態によれば、多孔質材料層15は、スペーサ織物20を含んでいてもよい。スペーサ織物20は、図1および2に示されているように、第一織物層22、第二織物層26、および第一織物層22と第二織物層26とを連結するパイル層24を含んでいてもよい。織物層22、26は、編まれた材料からできている。パイル層26は、100重量%のモノフィラメント糸から構成されている。スペーサ織物層20は、マルチガイドバー、二重針バー、ラッシェル(Raschel)型編み機で、またはその他のあらゆる適切な織機または編み機によって生産されてもよい。
【0022】
スペーサ織物層20は、空気をこの材料を通って流れさせ、外面から湿分を除去または蒸発させるように構成されている。カバー層30は、第一織物層22へ付着されている。カバー層30は、連続材料であってもよく、流体(すなわち空気、湿分、および/または気候調節された強制空気)がこの層を通って流れるようにする穿孔32を含んでもよい。これらの図面に示された穿孔32は、例示的であるだけであり、異なる位置またはサイズにあってもよい。
【0023】
スペーサ織物20は、厚さが約4から60mmであってもよい。本発明の別の実施形態によれば、スペーサ織物の厚さは6から30mmであってもよい。好ましくはスペーサ織物20の厚さは、約8から約12mmである。パイル糸のデニールは、約30から1200デニールであってもよい。本発明の別の実施形態によれば、このパイル糸のデニールは、100から900であってもよい。好ましくはこのパイル糸のデニールは、約150から約600である。
【0024】
スペーサ織物20の第一織物層22は、あらゆる構成を有していてもよいが、好ましくは緊密なニット配列である。第二織物層26は好ましくは、オープンメッシュ、ハニカム表面構造であるが、あらゆる適切な構造になるように構成されていてもよい。第一および第二織物層における糸のデニールは、40から1200であってもよい。本発明の別の実施形態によれば、第一および第二織物層における糸のデニールは、100から900であってもよい。好ましくは第一および第二織物層における糸のデニールは、約150から約600である。第一層における糸のデニールは、第二層における糸のデニールと異なっていてもよい。
【0025】
スペーサ織物20は、空気透過性織物である。スペーサ織物20はまた、座っている人またはこの織物の使用者へのクッション感触を増すことができ、織物20の片面または両面で湿分をはじく、および/または吸収することができる。スペーサ織物20は、第一織物層22が、第二織物層26の空気透過性とは異なる空気透過性を有するように構成されていてもよい。
【0026】
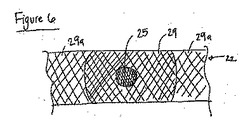
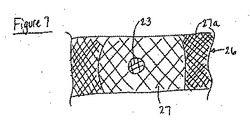
1つの実施形態によれば、第二織物層26は、できるだけ最大の空気透過性をともなって製造された、空気供給または空気除去のための第一部分23を含む(図7に示されている)。第一織物層22は、図6に示されているように、減少した空気透過性をともなって製造された第二部分25を含んでいてもよい。第二部分25は、第一部分23の向かい側に整合されている。本発明の1つの実施形態によれば、第一部分23および第二部分25の両方は一般に円形である。第二部分25は、第二部分23からの距離が増すにつれて増加した空気透過性を有する第三部分29によって隣接されている。第三部分29および隣接部分29aは、一般に環状であり、第二部分23から遠くなればなるほど、空気透過性が増加を続ける。図7に示されているように、第二織物層26は、空気透過性が減少し、かつ第一部分23の周りで環状形状である第四部分27を含んでいてもよい。第四部分27および隣接部分27aは、第一部分23から遠くなればなるほど、空気透過性が減少する。部分23、25、27、29は、切断縁部によって画定されてもよい。異なる空気透過性は、第一部分23のところで、またはその近くで、空気流に第二織物層26を通過させ、空気流のほぼ均一な分布をともなって、パイル24および第一織物層22を通過させる。当然ながら、当業者によって認められるように、空気流の方向は、逆転されてもよく、および/または部分23、25、27、29の位置は、流れ方向の変化にともなって等しい流れ分布を有するために切り替えられてもよい。第一部分23および第二部分25はまた、空気の循環に適したあらゆるほかの構成または形状、例えば長方形であってもよい。当業者によって理解されるように、スペーサ織物のあらゆる適切な型が用いられてもよい。
【0027】
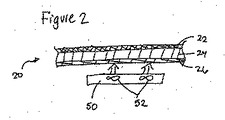
1つの実施形態によれば、第二織物層26は、図2に示されているように、空気循環系50に隣接するように構成されている。空気循環系50は、スペーサ織物20の一部ではなく、別個の系である。空気流系50は、電気ファン52、例えば米国特許第5,626,021号または第RE38,128号に見られる系を含んでいてもよい(どちらの特許も、その全体が参照して本明細書に組み込まれる)。当然ながら、あらゆるほかの適切な空気循環系50が用いられてもよい。空気流系50は、織物20、または織物20に付着された物体、例えば座席、ベッド、バックパック、またはあらゆるほかの適切な物体を冷却または加熱しうる。空気流系50は、空気をこの織物に強制的に通し、第二織物層26を通る空気を吹き通し、パイル層24を通して分配され、第一織物層22を通して空気を出すことができる。
【0028】
上記のように、多孔質材料15は、網状化フォームまたは不織布テキスタイルを含んでいてもよい。カバー層30は、多孔質材料15の片面に付着している。カバー層30は、積層によって多孔質材料層15の1つの面に付着される。カバー層30は、あらゆる適切な方法、例えば熱可塑性ラミネート、熱硬化方法、冷間積層(cold laminating)、またはUV硬化性接着系によって多孔質材料層15へ積層されてもよい。
【0029】
スペーサ織物20を含んでいる多孔質材料層15の場合、カバー層30は、パイル層24に隣接する側で、第一織物層22に付着されている。カバー層30は、あらゆる適切なメカニズムによって、例えば縫い付けられた縫い目、ファスナー、接着剤などによって第一織物層22に付着されてもよい。
【0030】
1つの実施形態において、ラミネート60が、カバー層織物30の裏面に加えられ、これにコーティングされ、これはついで、第一織物層22の上に配置される。材料10はついで、カバー層30を第一織物層22へ、したがってスペーサ織物20へ適切に密閉するために、約24時間重しの下に保持されてもよい。同じ基本的方法が、多孔質材料層15のほかの実施形態へカバー層30を積層するために用いられてもよい。
【0031】
本発明の1つの実施形態によれば、ラミネート60は、溶媒性の(solvent born)難燃性ポリウレタン接着剤、またはあらゆるほかの適切な接着剤の使用によって形成されてもよい。本発明の1つの実施形態によれば、ラミネート60は、ホットメルトスパン接着剤によって、またはスプレーノズルまたは振動ディスクによりカバー層30の裏面に接着剤(adhesion)を噴霧することによって、カバー層30へ加えられてもよい。スプレーノズルまたは振動ディスクは、カバー層30をコーティングするために、この材料の長さに沿って通り、ついでカバー層30は、多孔質材料層15上にプレスされる。ラミネート60がカバー層30へ加えられる前に、カバー層30および多孔質材料層15は、約400°Fで熱硬化される。
【0032】
別の実施形態によれば、カバー層30はさらに、多様な異なる溶接方法、すなわち高周波(RF)溶接方法、熱ヒートシール、超音波、および誘電シールによって多孔質材料層15へ固定されてもよい。例えばこれらの材料は、材料10の外辺部に沿ってRF溶接されてもよい。RF溶接は、ダイを使用して加えられてもよい。材料10はまた、カバー層30が多孔質材料層15へ積層された後、外辺部に沿って縫い付けられてもよい。
【0033】
材料10は、従来のスペーサ織物およびプラスチックフォーム材料、例えばポリウレタンの圧縮性および弾力性を効果的に模している。これに加えて、材料10は、損耗の減少、改良された縫い目強度、減少された縁部のほつれ、および生産の容易さを与える。
【0034】
材料10は、改良された損耗特徴を有する。カバー層30は、多孔質材料層15と比較して、より小さい移動性を有する。換言すれば、本発明によれば、カバー層30と多孔質材料層15との間に、相対的な運動はより少ない。カバー層30は、隣接する多孔質材料層15に対してスライドしない。したがって、織物10の寿命は増加する。さらには、針引き出しテストによってテストされうるように、織物10の縫い目強度は、多孔質材料層20へのカバー層30の付着によって増加される。
【0035】
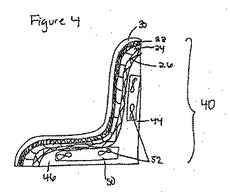
別の実施形態によれば、図4に示されているように、自動車、船舶用の座席40、またはほかのあらゆる型の座席40が提供される。座席40は、シートバック44および/またはシートボトム46を含んでいてもよい。座席40は、カバー層30を含み、これは、座っている人(図示されていない)に隣接したシートバック44および/またはシートボトム46の表面上に統合されている。多孔質材料は、座っている人の反対のカバー層30の側で、カバー層30に隣接して配置されている。この多孔質材料は、網状化フォーム、不織布テキスタイル、またはスペーサ織物であってもよく、カバー層30上に付着されていてもよい。図4によれば、スペーサ織物20が示されている。スペーサ織物20は、上記のものと類似であり、第一織物層22、第二織物層26、およびパイル層24を含む。シートのカバーのための多孔質材料層の上にあるカバー層を含む材料10の使用は、空気流、および/または座っている人に隣接したシートボトムおよびシートバックの暴露表面からの湿分の除去または蒸発を可能にする。
【0036】
座席40は、本発明の1つの実施形態によれば、さらに空気循環流装置50を含んでいてもよい。空気流装置50は、ファン52を含んでいてもよい。ファン52は、図4において例示的位置においてのみ示されており、様々な適切な位置に配置されてもよい。空気流装置50は、アメリゴン(Amerigon)環境調節系、例えば米国特許第5,626,021号、または第RE38,128号に開示された系、またはあらゆるほかの適切な空気流/除去系であってもよい。
【0037】
あらゆる適切なスペーサ織物が、材料10および座席40における多孔質材料として用いられてもよいと理解すべきである。これに加えて、カバー層30および換気材料20の様々な組合わせが、材料10および座席に用いられてもよい。
【0038】
本発明の1つの実施形態によれば、材料10は、多くの改良された特徴を示す。材料10は、圧縮および圧潰に抵抗する。結果として、材料10を通る空気流は、広い範囲の荷重に対して維持されうる。この材料が座面として用いられるとき、改良された圧縮および曲げ性能は、下にある空気マニフォールド中への座面の圧潰を防ぐか、または減少させ、これによってこれらの通路へのパターン化を防ぎ、この材料の空気輸送能力を保持しうる。さらには、強制空気系と組み合わせて用いられたとき、この系の騒音は、押さえ付けられた空気流によって引き起こされたこの系のファンへの背圧の減少によって、減少させることができる。
【0039】
本発明の改良された特徴は、いくつかの異なる方法で測定および特定することができる。例えば本発明の1つの実施形態によれば、材料10は、この材料の表面に対して垂直に加えられたある一定の荷重に対して減少された圧縮を与える。例えば、本発明の1つの実施形態によれば、材料10は、150ニュートンの荷重に応じて、15パーセント未満の厚さの減少を示す。さらには例えば、材料10は、100ニュートンの荷重に応じて、10パーセント未満の厚さの減少を示す。
【0040】
例えば本発明の1つの実施形態による積層スペース織物の特定例は、10mmの非荷重厚さを有する。材料10の付着側面に一般に垂直な方向に、荷重がサンプルに加えられたとき、この材料の厚さは、一般に直線的な率で徐々に減少する。この織物の厚さは、荷重が25から175ニュートンに増加するにつれて、約9mmから約8mmに減少される。より具体的には、本発明の1つの実施形態による材料10の10mm厚さのサンプルの場合、この材料は、約150ニュートン未満の加えられた荷重について、20パーセント超の厚さの減少に抵抗するように構成されている。
【0041】
材料10は、本発明の別の実施形態によれば、フック挙動を示すように構成されている。材料10は、テストされた範囲にわたる荷重に対して直線的な応答を提供しうる。これに対して、ほかの従来の材料は、漸近的挙動を示し、それ以上の圧縮を受けず、その結果として非圧縮性固体を生じる。
【0042】
本発明の1つの実施形態によれば、2つの次元(すなわち積層表面に対して平行および垂直)における織物を通る空気流は、改良されうる。
【0043】
材料が荷重下にある間に空気の流れを可能にする能力を測定するために、本発明の1つの実施形態による材料10がテストされた。したがって下の表1に示されているように、多様な異なる厚さの材料を生じるために、材料は、様々な量の荷重に付された。この材料を通る空気流は、一定の空気圧力(200mバール)について決定された。変位(displacement)または厚さの減少を生じるために材料10に加えられるのに必要とされる力は、この材料についてフックの定数にしたがって決定されうるであろう。改良された構成によって、本発明の1つの実施形態による材料10は、ほかの従来の材料によって与えられた荷重よりもはるかに過剰な荷重において、空気の通過を維持するであろう。表1に見ることができるように、材料10例は、7.11mmの厚さに圧縮されたとき、約40から約200Paの範囲の圧力下、80から275CFMの範囲の空気流を有するように構成されている。あるいはまた、材料10例は、6.1mmの厚さに圧縮されたとき、約40から約200Paの範囲の圧力下、約80から約210の範囲の空気流を可能にする。
【表1】
【0044】
表1に示されているように、4.8mmおよび3.8mmの両方の厚さに圧縮された材料例についての特徴が開示されている。表1の結果を得るために用いられた10mm厚さの材料10例について、この材料の厚さの約50パーセントの減少について、200mバールの加圧時、約250cfmから130cfmの空気流の約50パーセントの減少しかないことに留意すべきである。
【0045】
本発明の改良された特徴は、代替フォーマットにおいて測定されうる。例えば積層スペース織物の一例が、約200mバールの規定圧力下に置かれたとき、材料10は、この材料についてフックの定数によって決定されたような厚さの減少を有するであろう。結果として、一定の変位が加えられるならば、材料10例は、ほかの従来の積層織物と比較して、より高い力の状態を受けるであろう。
【0046】
このようにして、材料10の利点は、ほかの従来の材料によって与えられた荷重よりもはるかに過剰な力の荷重において、これが空気の通過を可能にするということである。例えば、200mバールの荷重下、材料10の空気流は、約50から300Lb力の荷重下にある間、約275から75CFMの範囲にある。これと比較して、従来の網状化フォーム材料は、表2に示されているように、0から50Lb力の荷重下、約160から50CFMの範囲にある。
【表2】
【0047】
上記のように、本発明の1つの実施形態による材料10は、圧縮への増加した抵抗を示す。したがって表3に示されているように、厚さの70%減少を達成するために織物に加えられる力の量は、従来のフォームまたはスペーサ材料についてよりも、本発明による材料については有意に大きい。表3は、ある一定の厚さの織物について、厚さの70%減少を達成するために必要とされる力の量を開示している。例えば20から40mmの厚さ範囲の織物について、材料10は、70%減少を得るために、約90から110ポンドの力を受ける必要がある。
【表3】
【0048】
別の実施形態において、パイル層24は、材料10が、元のふくらみの40%を維持する点まで圧縮されている間、200から300cfmの空気流量を有するように構成されている。この空気流量において、材料10は、約200mバールの圧力下にある。より具体的にはこの流量は、200から250cfmの範囲内にある。好ましくはこの空気流量は、約214cfmである。
【0049】
本発明の1つの実施形態による材料10は、改良された老化および損耗抵抗特徴を示す。材料例は、網状化フォームよりも良好な耐磨耗性を示している。例えば、ウイゼンベーク(Wyzenbeek)サイクルテスターでの磨耗サイクルテストに付されたとき、材料10例は、約30,000サイクルのテストサイクルを完了した。
【0050】
本発明の別の実施形態によれば、材料10はまた、改良された円形曲げ屈曲抵抗、または圧縮および曲げへの抵抗も有しうる。本発明の1つの実施形態による材料10の1つのサンプルは、円形曲げ屈曲テストに付された。このテストは、材料10を変形し、材料10を押してリングを通るようにする(円形曲げ屈曲テスト)には、6.40から8.40ポンドの力が必要とされることを証明した。これらの円形曲げ屈曲テスト結果が、表4に示されている。
【表4】
【0051】
別の実施形態において、パイル層24の繊維は、各々40から50cN/texの範囲の靭性を有しうる。より具体的には、パイル層24の繊維は、約43から48cN/texの靭性を有しうる。好ましくはパイル層24の繊維は、約46cN/texの靭性を有する。1つの実施形態において、パイル層24の繊維は、各々約0.07から0.11mmの範囲の直径を有しうる。より具体的には、パイル層24の繊維は、約0.08から0.10mmの範囲の直径を有しうる。好ましくはパイル層24の繊維は、約0.09mmの直径を有する。
【0052】
さらに別の実施形態において、材料10は、35から100cm3の範囲の比圧縮性を有しうる。比圧縮性は、D6478−02と呼ばれる標準的ASTMテスト方法を用いてテストすることができる。ASTM国際名称D6478−02「膨らませることができる抑制物に用いられた織物の比充填可能性を決定するための標準テスト方法(Standard Test Method for Determining Specific Packability of Fabrics Used in Inflatable Restraints)」は、参照して本明細書に組み込まれる。ASTMテスト方法は、材料10の標本が、単一層においてテストボックスに入れられ、折り畳まれないように修正される。材料10の圧縮性は、空間的制約を有する製品の設計において1つの要因になりうる。より具体的には、材料10は、40から90cm3の範囲の比圧縮性を有しうる。好ましくは、材料10の比圧縮性は、45から80cm3の範囲内にある。
【0053】
本発明の開示を考慮すれば、当業者なら、本発明の範囲および精神内においてほかの実施形態および修正がありうることを理解するであろう。例えば、本発明の範囲は、多孔質材料の多層を有する材料10構造を包含する。例えば、材料10は、スペーサ材料の1またはそれ以上の層と組合わせて、網状化フォームの1またはそれ以上の層を含んでいてもよい。多孔質材料層のほかの適切な組合わせは、本発明の範囲内に入るであろう。さらには、本発明の範囲および精神内で本開示から、当業者によって達成されうるすべての修正は、本発明のさらなる実施形態として包含されるべきである。本発明の範囲は、特許請求の範囲に示されているように規定されるべきである。
【図面の簡単な説明】
【0054】
【図1】本発明の1つの実施形態による材料の断面図である。
【図2】本発明の1つの実施形態による多孔質材料の断面図である。
【図3】図1による材料の断面図である。
【図4】本発明の1つの実施形態による座席の断面図である。
【図5】本発明の1つの実施形態による材料の断面図である。
【図6】本発明の別の実施形態によるスペーサ織物の上面図である。
【図7】図6によるスペーサ織物の裏面図である。
【技術分野】
【0001】
この出願は、2004年4月22日に出願された出願番号第10/829,397号の一部継続出願であり、その全体が参照して本明細書に組み込まれる。
【0002】
本発明は、スペーサ織物に関する。
【背景技術】
【0003】
あるいくつかの従来の織物は、外側層によって覆われた詰め物または多孔質層を含む。下にある詰め物または多孔質層は典型的には、外側層へ縫い付けられている。従来の縫い付けられたアセンブリにおける外側層は、皺が寄るか、または縫い付けられた縫い目の結果生じたほかの表面変形を有することがある。これに加えて、あるいくつかの状況において、この詰め物と外側層との間にポケットまたは隙間が形成されることがある。これらの問題は、望ましくない外見を生じ、座席、またはこの縫い付けられた織物を使用した物体の価値を減少させることがある。この皺および空気のポケットはまた、この縫い付けられた織物に座るか、またはこれに寄りかかっている人によって接触されたとき、不快な表面を生じることがある。
【0004】
この多孔質層または詰め物層は、スペーサ織物であってもよい。従来の覆われたスペーサ織物は一般に、製造業者にとっては増加したコストを結果として生じる。このスペーサ織物のロールまたはカット片は、生産され、予め切断され、アセンブリプラントへ出荷される。出荷後、このスペーサ織物は、その寸法を失う傾向がある。結果として、予め切断された外側層をスペーサ織物へ縫い付けるプロセスは、難しくて、時間がかかる。従来のスペーサ織物の別の欠点は、従来の織物の端がほつれ、寸法安定性を欠くということである。
【0005】
これらの覆われたスペーサ織物は、多くの用途を有する。例えば座席、家具、および靴である。座席に組み込まれた従来のスペーサ織物は、例えば第DE19931193号(その全体が参照して本明細書に組み込まれる)において見ることができる。
【0006】
このスペーサ織物は典型的には、詰め物または換気層である。座席は一般に、座っている人(occupant)を冷やすかまたは温めるため、または汗を除去するためにスペーサ織物を利用している。しかしながら、スペーサ織物における典型的な座席は、急速に損耗し、不適切な空気流によって、座っている人を凍えさせるか、または温めすぎることがある。
【0007】
スペーサ織物は、ほかの詰め物または換気層、例えばフォームよりも優れたいくつかの利点を提供する。第一に、スペーサ織物は、テキスタイル繊維およびフィラメントから形成され、多くのテキスタイル繊維およびフィラメント材料は、リサイクル可能である。このようにして、クッション材料としてのスペーサ織物の使用は、フォームのリサイクル不可能性およびこのような材料の処分に関連する付随問題を克服する。同様に、スペーサ織物は、フォームよりも実質的に強化された空気および湿分透過性を提供し、このことは、このような織物を、自動車および海上用途、ならびに家具用途における使用のために、フォーム材料よりも望ましいものにする。
【0008】
上記のように、現在のテキスタイル技術は、縫い付けられた材料被層を有するスペーサ織物材料を包含する。縫い付けられた材料で覆われたスペーサ織物は、特徴的には、向かい合ったカバーおよびスペーサ構造がシフトし、互いに対して平行に移動する傾向を有する。さらには、剛性または半剛性表面材料(例えば皮革)と非剛性スペーサ材料とを、縫い付けプロセスを通して結び合わせることにおいて固有の難しさがある。1つの問題は、スペーサ材料の切断片の寸法が、切断後にサイズを変える傾向があることであり、典型的にはサイズの収縮である。結果として、剛性または半剛性材料の切断部分が、外辺部の周りでスペーサ織物の切断片へ縫い付けられたとき、スペーサ材料の寸法の変化は、剛性または半剛性カバー層に、皺および折り目を引き起こす。多数の縫い付けられた要素は、この問題を有する。この特定の問題を解決しようとする目下の試みは、縫い付け性能を改良するために、スペーサ織物におけるより剛性かつより高デニールのモノフィラメントの使用に集中してきたが、成功しなかった。有意により重いデニールのモノフィラメントの使用は、不快な織物を生じる。
【0009】
スペーサ織物の切断片をカバー材料の切断片へ接合する時に遭遇するほかの問題は、でこぼこのあるギザギザした縁部;モノフィラメントパイルのほつれおよびこぼれ;(縫う人を導くための)刻み目の喪失または置き違え;縫合中、スペーサ織物における、縫い針および押さえ金のかぎ裂き;および接合縫い目のステッチがスペーサ織物を掴まない場合の、縫い付けの「逃げ(run off)」または「未処理の縁部 (raw edge) 」を包含する。これらの問題の主要な原因は、不一致な部分寸法、織物の固有の弾性、および通過中の押しのけ(jostling during transit)である。
【0010】
このような従来の織物に関連した追加の問題は、これらが最小の荷重で圧潰するということである。さらには従来の織物、例えば網状化フォームは、材料を冷却するかまたは温めるのに十分な高速で、材料を通して空気を運ぶ能力を欠く。
【発明の開示】
【0011】
1つの実施形態によれば、1つの材料が提供される。この材料は、第一織物層;第二織物層;および第一織物層と第二織物層との間に広がっているパイル層を含んでいる。このパイル層は、この材料が200mバールの空気圧に付されたとき、このパイル層を通る空気流量が、約80から300cfmの範囲内にあるように構成されている。
【0012】
別の実施形態によれば、一対の織物層の間に広がっている複数の繊維を含む多孔質材料層を含む材料が提供される。これらの繊維の各々は、約40から50cN/texの範囲の靭性を有する。
【0013】
別の実施形態によれば、一対の織物層の間に広がっている複数の繊維を含む多孔質材料層を含む材料が提供される。これらの繊維の各々は、約0.07から0.11mmの範囲の直径を有する。
【0014】
別の実施形態によれば、第一織物層;第二織物層;および第一織物層と第二織物層との間に広がっているパイル層を含んでいる材料が提供される。この材料は、35から100cm3の範囲の比圧縮性を有するように構成されている。
【0015】
前記の一般的な説明および次の詳細な説明のどちらも、例示的および説明的であるだけであり、特許請求されているような本発明を制限するものではないと理解すべきである。
【0016】
本発明のこれらの特徴およびほかの特徴、側面、および利点は、次の記載、添付クレーム、および下に簡単に説明されている図面に示されている添付実施形態例から明らかになるであろう。
【発明を実施するための最良の形態】
【0017】
以後、本発明の実施形態は、添付図面を参照して記載される。
【0018】
本発明の1つの実施形態によれば、材料10が提供される。材料10は、多孔質材料層15を含んでいる。これに加えて、図5に示されているように、材料10はまた、カバー層30を含んでいてもよい。カバー層30は、多孔質であってもよく、ポリビニルクロライドポリマーコーティング材料、皮革、ボディークロス織物、熱可塑性オレフィンコーティング材料、ポリウレタンコーティング材料、またはその他のあらゆる適切な材料を包含しうる。この多孔質材料15は、網状化フォーム、不織布テキスタイル、または好ましくはスペーサ織物であってもよい。材料10は、本発明の1つの実施形態によれば、カバー層30およびスペーサ織物20を含む。スペーサ織物20は、第一織物層22および第二織物層26、およびパイル層24を含んでいる。カバー層30は、スペーサ織物20へ積層されている。
【0019】
座席は、本発明の別の実施形態によれば、カバー層30および多孔質材料15を含む。多孔質材料15は、カバー層30の下に配置され、カバー層30は、多孔質材料15へ積層されている。
【0020】
材料10は、本発明の別の実施形態によれば、カバー層30によって覆われたスペーサ織物20を含む。カバー層30は、材料10の上面が実質的に平滑になるように、スペーサ織物20へ積層されている。
【0021】
本発明の1つの代替実施形態によれば、多孔質材料層15は、スペーサ織物20を含んでいてもよい。スペーサ織物20は、図1および2に示されているように、第一織物層22、第二織物層26、および第一織物層22と第二織物層26とを連結するパイル層24を含んでいてもよい。織物層22、26は、編まれた材料からできている。パイル層26は、100重量%のモノフィラメント糸から構成されている。スペーサ織物層20は、マルチガイドバー、二重針バー、ラッシェル(Raschel)型編み機で、またはその他のあらゆる適切な織機または編み機によって生産されてもよい。
【0022】
スペーサ織物層20は、空気をこの材料を通って流れさせ、外面から湿分を除去または蒸発させるように構成されている。カバー層30は、第一織物層22へ付着されている。カバー層30は、連続材料であってもよく、流体(すなわち空気、湿分、および/または気候調節された強制空気)がこの層を通って流れるようにする穿孔32を含んでもよい。これらの図面に示された穿孔32は、例示的であるだけであり、異なる位置またはサイズにあってもよい。
【0023】
スペーサ織物20は、厚さが約4から60mmであってもよい。本発明の別の実施形態によれば、スペーサ織物の厚さは6から30mmであってもよい。好ましくはスペーサ織物20の厚さは、約8から約12mmである。パイル糸のデニールは、約30から1200デニールであってもよい。本発明の別の実施形態によれば、このパイル糸のデニールは、100から900であってもよい。好ましくはこのパイル糸のデニールは、約150から約600である。
【0024】
スペーサ織物20の第一織物層22は、あらゆる構成を有していてもよいが、好ましくは緊密なニット配列である。第二織物層26は好ましくは、オープンメッシュ、ハニカム表面構造であるが、あらゆる適切な構造になるように構成されていてもよい。第一および第二織物層における糸のデニールは、40から1200であってもよい。本発明の別の実施形態によれば、第一および第二織物層における糸のデニールは、100から900であってもよい。好ましくは第一および第二織物層における糸のデニールは、約150から約600である。第一層における糸のデニールは、第二層における糸のデニールと異なっていてもよい。
【0025】
スペーサ織物20は、空気透過性織物である。スペーサ織物20はまた、座っている人またはこの織物の使用者へのクッション感触を増すことができ、織物20の片面または両面で湿分をはじく、および/または吸収することができる。スペーサ織物20は、第一織物層22が、第二織物層26の空気透過性とは異なる空気透過性を有するように構成されていてもよい。
【0026】
1つの実施形態によれば、第二織物層26は、できるだけ最大の空気透過性をともなって製造された、空気供給または空気除去のための第一部分23を含む(図7に示されている)。第一織物層22は、図6に示されているように、減少した空気透過性をともなって製造された第二部分25を含んでいてもよい。第二部分25は、第一部分23の向かい側に整合されている。本発明の1つの実施形態によれば、第一部分23および第二部分25の両方は一般に円形である。第二部分25は、第二部分23からの距離が増すにつれて増加した空気透過性を有する第三部分29によって隣接されている。第三部分29および隣接部分29aは、一般に環状であり、第二部分23から遠くなればなるほど、空気透過性が増加を続ける。図7に示されているように、第二織物層26は、空気透過性が減少し、かつ第一部分23の周りで環状形状である第四部分27を含んでいてもよい。第四部分27および隣接部分27aは、第一部分23から遠くなればなるほど、空気透過性が減少する。部分23、25、27、29は、切断縁部によって画定されてもよい。異なる空気透過性は、第一部分23のところで、またはその近くで、空気流に第二織物層26を通過させ、空気流のほぼ均一な分布をともなって、パイル24および第一織物層22を通過させる。当然ながら、当業者によって認められるように、空気流の方向は、逆転されてもよく、および/または部分23、25、27、29の位置は、流れ方向の変化にともなって等しい流れ分布を有するために切り替えられてもよい。第一部分23および第二部分25はまた、空気の循環に適したあらゆるほかの構成または形状、例えば長方形であってもよい。当業者によって理解されるように、スペーサ織物のあらゆる適切な型が用いられてもよい。
【0027】
1つの実施形態によれば、第二織物層26は、図2に示されているように、空気循環系50に隣接するように構成されている。空気循環系50は、スペーサ織物20の一部ではなく、別個の系である。空気流系50は、電気ファン52、例えば米国特許第5,626,021号または第RE38,128号に見られる系を含んでいてもよい(どちらの特許も、その全体が参照して本明細書に組み込まれる)。当然ながら、あらゆるほかの適切な空気循環系50が用いられてもよい。空気流系50は、織物20、または織物20に付着された物体、例えば座席、ベッド、バックパック、またはあらゆるほかの適切な物体を冷却または加熱しうる。空気流系50は、空気をこの織物に強制的に通し、第二織物層26を通る空気を吹き通し、パイル層24を通して分配され、第一織物層22を通して空気を出すことができる。
【0028】
上記のように、多孔質材料15は、網状化フォームまたは不織布テキスタイルを含んでいてもよい。カバー層30は、多孔質材料15の片面に付着している。カバー層30は、積層によって多孔質材料層15の1つの面に付着される。カバー層30は、あらゆる適切な方法、例えば熱可塑性ラミネート、熱硬化方法、冷間積層(cold laminating)、またはUV硬化性接着系によって多孔質材料層15へ積層されてもよい。
【0029】
スペーサ織物20を含んでいる多孔質材料層15の場合、カバー層30は、パイル層24に隣接する側で、第一織物層22に付着されている。カバー層30は、あらゆる適切なメカニズムによって、例えば縫い付けられた縫い目、ファスナー、接着剤などによって第一織物層22に付着されてもよい。
【0030】
1つの実施形態において、ラミネート60が、カバー層織物30の裏面に加えられ、これにコーティングされ、これはついで、第一織物層22の上に配置される。材料10はついで、カバー層30を第一織物層22へ、したがってスペーサ織物20へ適切に密閉するために、約24時間重しの下に保持されてもよい。同じ基本的方法が、多孔質材料層15のほかの実施形態へカバー層30を積層するために用いられてもよい。
【0031】
本発明の1つの実施形態によれば、ラミネート60は、溶媒性の(solvent born)難燃性ポリウレタン接着剤、またはあらゆるほかの適切な接着剤の使用によって形成されてもよい。本発明の1つの実施形態によれば、ラミネート60は、ホットメルトスパン接着剤によって、またはスプレーノズルまたは振動ディスクによりカバー層30の裏面に接着剤(adhesion)を噴霧することによって、カバー層30へ加えられてもよい。スプレーノズルまたは振動ディスクは、カバー層30をコーティングするために、この材料の長さに沿って通り、ついでカバー層30は、多孔質材料層15上にプレスされる。ラミネート60がカバー層30へ加えられる前に、カバー層30および多孔質材料層15は、約400°Fで熱硬化される。
【0032】
別の実施形態によれば、カバー層30はさらに、多様な異なる溶接方法、すなわち高周波(RF)溶接方法、熱ヒートシール、超音波、および誘電シールによって多孔質材料層15へ固定されてもよい。例えばこれらの材料は、材料10の外辺部に沿ってRF溶接されてもよい。RF溶接は、ダイを使用して加えられてもよい。材料10はまた、カバー層30が多孔質材料層15へ積層された後、外辺部に沿って縫い付けられてもよい。
【0033】
材料10は、従来のスペーサ織物およびプラスチックフォーム材料、例えばポリウレタンの圧縮性および弾力性を効果的に模している。これに加えて、材料10は、損耗の減少、改良された縫い目強度、減少された縁部のほつれ、および生産の容易さを与える。
【0034】
材料10は、改良された損耗特徴を有する。カバー層30は、多孔質材料層15と比較して、より小さい移動性を有する。換言すれば、本発明によれば、カバー層30と多孔質材料層15との間に、相対的な運動はより少ない。カバー層30は、隣接する多孔質材料層15に対してスライドしない。したがって、織物10の寿命は増加する。さらには、針引き出しテストによってテストされうるように、織物10の縫い目強度は、多孔質材料層20へのカバー層30の付着によって増加される。
【0035】
別の実施形態によれば、図4に示されているように、自動車、船舶用の座席40、またはほかのあらゆる型の座席40が提供される。座席40は、シートバック44および/またはシートボトム46を含んでいてもよい。座席40は、カバー層30を含み、これは、座っている人(図示されていない)に隣接したシートバック44および/またはシートボトム46の表面上に統合されている。多孔質材料は、座っている人の反対のカバー層30の側で、カバー層30に隣接して配置されている。この多孔質材料は、網状化フォーム、不織布テキスタイル、またはスペーサ織物であってもよく、カバー層30上に付着されていてもよい。図4によれば、スペーサ織物20が示されている。スペーサ織物20は、上記のものと類似であり、第一織物層22、第二織物層26、およびパイル層24を含む。シートのカバーのための多孔質材料層の上にあるカバー層を含む材料10の使用は、空気流、および/または座っている人に隣接したシートボトムおよびシートバックの暴露表面からの湿分の除去または蒸発を可能にする。
【0036】
座席40は、本発明の1つの実施形態によれば、さらに空気循環流装置50を含んでいてもよい。空気流装置50は、ファン52を含んでいてもよい。ファン52は、図4において例示的位置においてのみ示されており、様々な適切な位置に配置されてもよい。空気流装置50は、アメリゴン(Amerigon)環境調節系、例えば米国特許第5,626,021号、または第RE38,128号に開示された系、またはあらゆるほかの適切な空気流/除去系であってもよい。
【0037】
あらゆる適切なスペーサ織物が、材料10および座席40における多孔質材料として用いられてもよいと理解すべきである。これに加えて、カバー層30および換気材料20の様々な組合わせが、材料10および座席に用いられてもよい。
【0038】
本発明の1つの実施形態によれば、材料10は、多くの改良された特徴を示す。材料10は、圧縮および圧潰に抵抗する。結果として、材料10を通る空気流は、広い範囲の荷重に対して維持されうる。この材料が座面として用いられるとき、改良された圧縮および曲げ性能は、下にある空気マニフォールド中への座面の圧潰を防ぐか、または減少させ、これによってこれらの通路へのパターン化を防ぎ、この材料の空気輸送能力を保持しうる。さらには、強制空気系と組み合わせて用いられたとき、この系の騒音は、押さえ付けられた空気流によって引き起こされたこの系のファンへの背圧の減少によって、減少させることができる。
【0039】
本発明の改良された特徴は、いくつかの異なる方法で測定および特定することができる。例えば本発明の1つの実施形態によれば、材料10は、この材料の表面に対して垂直に加えられたある一定の荷重に対して減少された圧縮を与える。例えば、本発明の1つの実施形態によれば、材料10は、150ニュートンの荷重に応じて、15パーセント未満の厚さの減少を示す。さらには例えば、材料10は、100ニュートンの荷重に応じて、10パーセント未満の厚さの減少を示す。
【0040】
例えば本発明の1つの実施形態による積層スペース織物の特定例は、10mmの非荷重厚さを有する。材料10の付着側面に一般に垂直な方向に、荷重がサンプルに加えられたとき、この材料の厚さは、一般に直線的な率で徐々に減少する。この織物の厚さは、荷重が25から175ニュートンに増加するにつれて、約9mmから約8mmに減少される。より具体的には、本発明の1つの実施形態による材料10の10mm厚さのサンプルの場合、この材料は、約150ニュートン未満の加えられた荷重について、20パーセント超の厚さの減少に抵抗するように構成されている。
【0041】
材料10は、本発明の別の実施形態によれば、フック挙動を示すように構成されている。材料10は、テストされた範囲にわたる荷重に対して直線的な応答を提供しうる。これに対して、ほかの従来の材料は、漸近的挙動を示し、それ以上の圧縮を受けず、その結果として非圧縮性固体を生じる。
【0042】
本発明の1つの実施形態によれば、2つの次元(すなわち積層表面に対して平行および垂直)における織物を通る空気流は、改良されうる。
【0043】
材料が荷重下にある間に空気の流れを可能にする能力を測定するために、本発明の1つの実施形態による材料10がテストされた。したがって下の表1に示されているように、多様な異なる厚さの材料を生じるために、材料は、様々な量の荷重に付された。この材料を通る空気流は、一定の空気圧力(200mバール)について決定された。変位(displacement)または厚さの減少を生じるために材料10に加えられるのに必要とされる力は、この材料についてフックの定数にしたがって決定されうるであろう。改良された構成によって、本発明の1つの実施形態による材料10は、ほかの従来の材料によって与えられた荷重よりもはるかに過剰な荷重において、空気の通過を維持するであろう。表1に見ることができるように、材料10例は、7.11mmの厚さに圧縮されたとき、約40から約200Paの範囲の圧力下、80から275CFMの範囲の空気流を有するように構成されている。あるいはまた、材料10例は、6.1mmの厚さに圧縮されたとき、約40から約200Paの範囲の圧力下、約80から約210の範囲の空気流を可能にする。
【表1】
【0044】
表1に示されているように、4.8mmおよび3.8mmの両方の厚さに圧縮された材料例についての特徴が開示されている。表1の結果を得るために用いられた10mm厚さの材料10例について、この材料の厚さの約50パーセントの減少について、200mバールの加圧時、約250cfmから130cfmの空気流の約50パーセントの減少しかないことに留意すべきである。
【0045】
本発明の改良された特徴は、代替フォーマットにおいて測定されうる。例えば積層スペース織物の一例が、約200mバールの規定圧力下に置かれたとき、材料10は、この材料についてフックの定数によって決定されたような厚さの減少を有するであろう。結果として、一定の変位が加えられるならば、材料10例は、ほかの従来の積層織物と比較して、より高い力の状態を受けるであろう。
【0046】
このようにして、材料10の利点は、ほかの従来の材料によって与えられた荷重よりもはるかに過剰な力の荷重において、これが空気の通過を可能にするということである。例えば、200mバールの荷重下、材料10の空気流は、約50から300Lb力の荷重下にある間、約275から75CFMの範囲にある。これと比較して、従来の網状化フォーム材料は、表2に示されているように、0から50Lb力の荷重下、約160から50CFMの範囲にある。
【表2】
【0047】
上記のように、本発明の1つの実施形態による材料10は、圧縮への増加した抵抗を示す。したがって表3に示されているように、厚さの70%減少を達成するために織物に加えられる力の量は、従来のフォームまたはスペーサ材料についてよりも、本発明による材料については有意に大きい。表3は、ある一定の厚さの織物について、厚さの70%減少を達成するために必要とされる力の量を開示している。例えば20から40mmの厚さ範囲の織物について、材料10は、70%減少を得るために、約90から110ポンドの力を受ける必要がある。
【表3】
【0048】
別の実施形態において、パイル層24は、材料10が、元のふくらみの40%を維持する点まで圧縮されている間、200から300cfmの空気流量を有するように構成されている。この空気流量において、材料10は、約200mバールの圧力下にある。より具体的にはこの流量は、200から250cfmの範囲内にある。好ましくはこの空気流量は、約214cfmである。
【0049】
本発明の1つの実施形態による材料10は、改良された老化および損耗抵抗特徴を示す。材料例は、網状化フォームよりも良好な耐磨耗性を示している。例えば、ウイゼンベーク(Wyzenbeek)サイクルテスターでの磨耗サイクルテストに付されたとき、材料10例は、約30,000サイクルのテストサイクルを完了した。
【0050】
本発明の別の実施形態によれば、材料10はまた、改良された円形曲げ屈曲抵抗、または圧縮および曲げへの抵抗も有しうる。本発明の1つの実施形態による材料10の1つのサンプルは、円形曲げ屈曲テストに付された。このテストは、材料10を変形し、材料10を押してリングを通るようにする(円形曲げ屈曲テスト)には、6.40から8.40ポンドの力が必要とされることを証明した。これらの円形曲げ屈曲テスト結果が、表4に示されている。
【表4】
【0051】
別の実施形態において、パイル層24の繊維は、各々40から50cN/texの範囲の靭性を有しうる。より具体的には、パイル層24の繊維は、約43から48cN/texの靭性を有しうる。好ましくはパイル層24の繊維は、約46cN/texの靭性を有する。1つの実施形態において、パイル層24の繊維は、各々約0.07から0.11mmの範囲の直径を有しうる。より具体的には、パイル層24の繊維は、約0.08から0.10mmの範囲の直径を有しうる。好ましくはパイル層24の繊維は、約0.09mmの直径を有する。
【0052】
さらに別の実施形態において、材料10は、35から100cm3の範囲の比圧縮性を有しうる。比圧縮性は、D6478−02と呼ばれる標準的ASTMテスト方法を用いてテストすることができる。ASTM国際名称D6478−02「膨らませることができる抑制物に用いられた織物の比充填可能性を決定するための標準テスト方法(Standard Test Method for Determining Specific Packability of Fabrics Used in Inflatable Restraints)」は、参照して本明細書に組み込まれる。ASTMテスト方法は、材料10の標本が、単一層においてテストボックスに入れられ、折り畳まれないように修正される。材料10の圧縮性は、空間的制約を有する製品の設計において1つの要因になりうる。より具体的には、材料10は、40から90cm3の範囲の比圧縮性を有しうる。好ましくは、材料10の比圧縮性は、45から80cm3の範囲内にある。
【0053】
本発明の開示を考慮すれば、当業者なら、本発明の範囲および精神内においてほかの実施形態および修正がありうることを理解するであろう。例えば、本発明の範囲は、多孔質材料の多層を有する材料10構造を包含する。例えば、材料10は、スペーサ材料の1またはそれ以上の層と組合わせて、網状化フォームの1またはそれ以上の層を含んでいてもよい。多孔質材料層のほかの適切な組合わせは、本発明の範囲内に入るであろう。さらには、本発明の範囲および精神内で本開示から、当業者によって達成されうるすべての修正は、本発明のさらなる実施形態として包含されるべきである。本発明の範囲は、特許請求の範囲に示されているように規定されるべきである。
【図面の簡単な説明】
【0054】
【図1】本発明の1つの実施形態による材料の断面図である。
【図2】本発明の1つの実施形態による多孔質材料の断面図である。
【図3】図1による材料の断面図である。
【図4】本発明の1つの実施形態による座席の断面図である。
【図5】本発明の1つの実施形態による材料の断面図である。
【図6】本発明の別の実施形態によるスペーサ織物の上面図である。
【図7】図6によるスペーサ織物の裏面図である。
【特許請求の範囲】
【請求項1】
第一織物層;
第二織物層;および
第一織物層と第二織物層との間に広がっているパイル層
を含んでいる材料であって、このパイル層は、この材料が200mバールの空気圧に付されたとき、このパイル層を通る空気流量が、約80から300cfmの範囲内にあるように構成されている材料。
【請求項2】
空気流量が、約200から250cfmの範囲内にある、請求項1に記載の材料。
【請求項3】
空気流量が、約214cfmである、請求項2に記載の材料。
【請求項4】
このパイル層が、元のふくらみ(loft) の約40%まで圧縮されたとき、この流量を維持するように構成されている、請求項1に記載の材料。
【請求項5】
さらにカバー層も含んでいる、請求項1に記載の材料。
【請求項6】
このカバー層が、第一層または第二層へ積層されている、請求項5に記載の材料。
【請求項7】
このパイル層は、材料が、このカバー層へ加えられた150ポンドの力に付された時にこの流量を維持するように構成されている、請求項5に記載の材料。
【請求項8】
この材料は、200mバールの空気圧に付され、少なくとも200ポンドの力がこのカバー層に加えられたとき、多孔質層を通る空気流量が少なくとも100cfmになるように構成されている、請求項5に記載の材料。
【請求項9】
一対の織物層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
これらの繊維の各々が、約40から50cN/texの範囲の靭性(tenacity)を有する材料。
【請求項10】
これらの繊維の各々が、約0.07から0.11mmの範囲の直径を有する、請求項9に記載の材料。
【請求項11】
これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、請求項10に記載の材料。
【請求項12】
これらの繊維の各々が、約0.09mmの直径を有する、請求項11に記載の材料。
【請求項13】
これらの繊維の各々が、約43から48cN/texの靭性を有するように構成されている、請求項9に記載の材料。
【請求項14】
複数の繊維が、約0.09mmの直径については、約46cN/texの靭性を有するように構成されている、請求項13に記載の材料。
【請求項15】
さらにカバー層も含んでいる、請求項9に記載の材料。
【請求項16】
このカバー層が、これらの織物層の1つへ積層されている、請求項15に記載の材料。
【請求項17】
複数の繊維の各々が、モノフィラメント繊維である、請求項9に記載の材料。
【請求項18】
一対の織物層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
繊維の各々が約0.07から0.11mmの範囲の直径を有する材料。
【請求項19】
これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、請求項18に記載の材料。
【請求項20】
これらの繊維の各々が、約0.09mmの直径を有する、請求項19に記載の材料。
【請求項21】
第一織物層;
第二織物層;および
第一織物層と第二織物層との間に広がっているパイル層
を含んでいる材料であって、35から100cm3の範囲の比圧縮性(specific compactability)を有するように構成されている材料。
【請求項22】
40から90cm3の範囲の比圧縮性を有するように構成されている、請求項21に記載の材料。
【請求項23】
45から80cm3の範囲の比圧縮性を有するように構成されている、請求項22に記載の材料。
【請求項24】
さらにカバー層も含んでいる、請求項21に記載の材料。
【請求項25】
このカバー層が、第一層または第二層へ積層されている、請求項21に記載の材料。
【請求項1】
第一織物層;
第二織物層;および
第一織物層と第二織物層との間に広がっているパイル層
を含んでいる材料であって、このパイル層は、この材料が200mバールの空気圧に付されたとき、このパイル層を通る空気流量が、約80から300cfmの範囲内にあるように構成されている材料。
【請求項2】
空気流量が、約200から250cfmの範囲内にある、請求項1に記載の材料。
【請求項3】
空気流量が、約214cfmである、請求項2に記載の材料。
【請求項4】
このパイル層が、元のふくらみ(loft) の約40%まで圧縮されたとき、この流量を維持するように構成されている、請求項1に記載の材料。
【請求項5】
さらにカバー層も含んでいる、請求項1に記載の材料。
【請求項6】
このカバー層が、第一層または第二層へ積層されている、請求項5に記載の材料。
【請求項7】
このパイル層は、材料が、このカバー層へ加えられた150ポンドの力に付された時にこの流量を維持するように構成されている、請求項5に記載の材料。
【請求項8】
この材料は、200mバールの空気圧に付され、少なくとも200ポンドの力がこのカバー層に加えられたとき、多孔質層を通る空気流量が少なくとも100cfmになるように構成されている、請求項5に記載の材料。
【請求項9】
一対の織物層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
これらの繊維の各々が、約40から50cN/texの範囲の靭性(tenacity)を有する材料。
【請求項10】
これらの繊維の各々が、約0.07から0.11mmの範囲の直径を有する、請求項9に記載の材料。
【請求項11】
これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、請求項10に記載の材料。
【請求項12】
これらの繊維の各々が、約0.09mmの直径を有する、請求項11に記載の材料。
【請求項13】
これらの繊維の各々が、約43から48cN/texの靭性を有するように構成されている、請求項9に記載の材料。
【請求項14】
複数の繊維が、約0.09mmの直径については、約46cN/texの靭性を有するように構成されている、請求項13に記載の材料。
【請求項15】
さらにカバー層も含んでいる、請求項9に記載の材料。
【請求項16】
このカバー層が、これらの織物層の1つへ積層されている、請求項15に記載の材料。
【請求項17】
複数の繊維の各々が、モノフィラメント繊維である、請求項9に記載の材料。
【請求項18】
一対の織物層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
繊維の各々が約0.07から0.11mmの範囲の直径を有する材料。
【請求項19】
これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、請求項18に記載の材料。
【請求項20】
これらの繊維の各々が、約0.09mmの直径を有する、請求項19に記載の材料。
【請求項21】
第一織物層;
第二織物層;および
第一織物層と第二織物層との間に広がっているパイル層
を含んでいる材料であって、35から100cm3の範囲の比圧縮性(specific compactability)を有するように構成されている材料。
【請求項22】
40から90cm3の範囲の比圧縮性を有するように構成されている、請求項21に記載の材料。
【請求項23】
45から80cm3の範囲の比圧縮性を有するように構成されている、請求項22に記載の材料。
【請求項24】
さらにカバー層も含んでいる、請求項21に記載の材料。
【請求項25】
このカバー層が、第一層または第二層へ積層されている、請求項21に記載の材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2007−538162(P2007−538162A)
【公表日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願番号】特願2007−509490(P2007−509490)
【出願日】平成17年4月4日(2005.4.4)
【国際出願番号】PCT/US2005/011435
【国際公開番号】WO2005/108054
【国際公開日】平成17年11月17日(2005.11.17)
【出願人】(506355497)ハイランド インダストリーズ,インコーポレーテッド (4)
【Fターム(参考)】
【公表日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願日】平成17年4月4日(2005.4.4)
【国際出願番号】PCT/US2005/011435
【国際公開番号】WO2005/108054
【国際公開日】平成17年11月17日(2005.11.17)
【出願人】(506355497)ハイランド インダストリーズ,インコーポレーテッド (4)
【Fターム(参考)】
[ Back to top ]