
スポットめっき装置及びスポットめっき装置用バックアップ部材
【課題】電子製品の例えば端子或いはコネクタの形状とされる所定形状に打ち抜かれた長尺の金属条におけるスポットめっきにおいて、密着性能を保持したまま、めっき液が滞留せず、「めっき抜け」及び「にじみ」の問題を解決し、安定した高品質のスポットめっきを可能とするスポットめっき装置及びスポットめっき装置用バックアップ部材を提供する。
【解決手段】金属条3の少なくとも被めっき部30を支持体ドラム10の外周部に押圧して密着させるために、支持体ドラム10に巻回された金属条3の外周部の少なくとも一部に巻回され、金属条3と共に支持体ドラム10の回転方向に移動するバックアップ部材は、多孔質の且つ軟質性の材料で形成される。
【解決手段】金属条3の少なくとも被めっき部30を支持体ドラム10の外周部に押圧して密着させるために、支持体ドラム10に巻回された金属条3の外周部の少なくとも一部に巻回され、金属条3と共に支持体ドラム10の回転方向に移動するバックアップ部材は、多孔質の且つ軟質性の材料で形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端子、コネクタ等の電子部品を製造するために所定形状に打ち抜かれた長尺の金属条に貴金属をスポットめっきするスポットめっき装置及びスポットめっき装置に使用されるバックアップ部材に関するものである。
【背景技術】
【0002】
従来、端子、コネクタ等の電子部品を製造するために所定形状に打ち抜かれた長尺の金属条には、耐食性の向上、半田付け性の向上、接触抵抗の劣化防止を目的として、貴金属めっきが施される。めっきを施す貴金属としては、金が主として用いられているが、金が高価であることから、被めっき部の必要なエリアのみにめっきを施すスポットめっきが行われている(例えば、特許文献1参照)。
【0003】
図11に、従来のスポットめっき装置1Aの一例を示す。本例にて、スポットめっき装置1Aは、樹脂製の支持体ドラム10と、めっき液射出機構20と、を備えている。
【0004】
スポットめっきを施す長尺の金属条3は、供給側装置(図示せず)から樹脂製の支持体ドラム10へと供給され、支持体ドラム10の入口側ガイドロール15aに案内されて支持体ドラム10の外周部の一部に巻回され、その後、支持体ドラム10の出口側ガイドロール15bに案内されて巻取側装置(図示せず)に巻き取られる。
【0005】
金属条3は、図3に示すように、例えば電子機器の端子として使用される端子形状部材(被めっき部)が対称配置にて2列30A1、30A2にて打ち抜かれ、更に、本例では、上下に二組30A、30Bが配置されている。また、金属条3には、金属条3の長手方向(長尺方向)に沿って上下方向両端縁部及び中央部に所定間隔にてキャリア穴3(3a1、3b1;3a2、3b2)が穿設されており、図4に示すように、キャリア穴3a1、3b1がそれぞれ支持体ドラム10の外周面に設けられた突起部13(13a1、13b1)に係合する。
【0006】
上記構成にて、図12に示すように、支持体ドラム10の外周部に沿って搬送される金属条3に、支持体ドラム10に形成されためっき孔14(14a、14b1、14b2)(図4参照)を介してめっき液射出機構20からめっき液を供給することにより金属条3にスポットめっきが施される。
【0007】
めっき孔14は、金属条3の表面にめっき液を接触させるために支持体ドラム10の表面に開口して設けられた透孔であり、金属条3に施すめっきの形状及び大きさに対応している。
【0008】
更に、図11に示すように、金属条3を支持体ドラム表面に押圧するべく所定の張力で張架されたバックアップ部材としてのバックアップベルト41を備えた押圧機構40が設けられている。支持体ドラム10に巻回された金属条3は、外側方向からバックアップベルト41により押圧され、図11、図13に示すように、例えば、中心角(θ)が45度程度となるような密着領域にて支持体ドラム10の外周面に密着するように構成されている。ベルト41は軟質性の材質、例えば塩化ビニル等が用いられている。
【0009】
また、特許文献1に記載するように、本例では、図11に一点鎖線にて示すように、金属条3と接する側のベルト41には、金属条3とベルト41の間に入り込んだめっき液を逃がすために所定の間隔で幅方向に溝41aが設けられたものもある。これは、金属条3とベルト41の間にめっき液が入り込むとベルト41がスリップし易くなり、その際、金属条3も支持体ドラム10からズレてしまい正確なめっきができなくなってしまう。そこで、ベルト41の金属条3と接触する面に溝41aを設け間に入り込んだめっき液を溝41aに沿って逃がすことによりベルト41のスリップを防止するためである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2006−283127号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者の研究実験の結果によると、図11に示す上記構成のスポットめっき装置1Aでは、金属条3の外面がバックアップベルト41にて被覆された状態となっているためにめっき液が金属条3の裏面側へと抜けることができず、めっき液が滞留して、所謂、「めっき抜け」が生じた。
【0012】
尚、上述したように、特許文献1に記載するように、金属条3と接する側のベルト41に金属条3とベルト41の間に入り込んだめっき液を逃がすために所定の間隔で幅方向に溝41aを設けた構成では、「めっき抜け」を大幅に改善することはできなかった。
【0013】
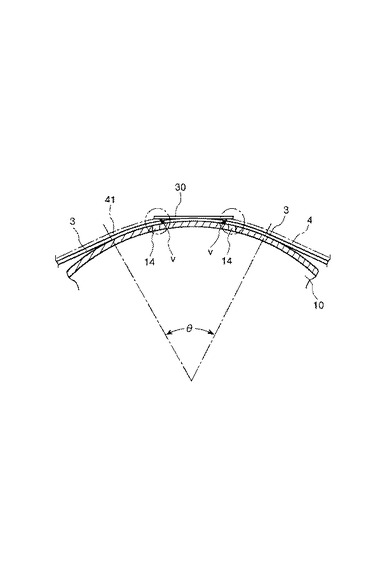
そこで、図12に示すように、金属条3と支持体ドラム10との滑りをなくすためにバックアップベルト41を中央部のキャリア穴部分13a2、13b2のみに配置して支持体ドラム10に押圧し、被めっき部30(30A、30B)は被覆しない方法を試みた。
【0014】
この方法では、めっき液は金属条3の裏面側へと抜け、めっき液の滞留はなく、「めっき抜け」は大幅に改善することができた。しかし、図13に示すように、キャリア穴領域は支持体ドラム10に密着して保持されているが、端子形状部30は、一点鎖線にて示すように、支持体ドラム表面から浮き上がり、端子形状部と支持体ドラム表面との間に空間部(v)が形成される。
【0015】
つまり、この構成では、中央部のキャリア穴部分のみを支持体ドラム10に押圧するため、めっき液は金属条3の裏面側へと抜けるものの、ベルト41により押圧されていない端子形状部30においては、端子形状部30と支持体ドラム表面との間に空間部(v)が形成されるために所定領域以外へのめっき液の回り込みが生じ、端子形状部30が支持体ドラム表面から浮き上がった分「にじみ」が発生することが分かった。
【0016】
そこで、本発明の目的は、電子製品の例えば端子或いはコネクタの形状とされる所定形状に打ち抜かれた長尺の金属条におけるスポットめっきにおいて、密着性能を保持したまま、めっき液が滞留せず、「めっき抜け」及び「にじみ」の問題を解決し、安定した高品質のスポットめっきを可能とするスポットめっき装置及びスポットめっき装置用バックアップ部材を提供することである。
【課題を解決するための手段】
【0017】
上記目的は本発明に係るスポットめっき装置及びスポットめっき装置用バックアップ部材にて達成される。要約すれば、本発明の第一の態様によると、所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材であって、
多孔質の且つ軟質性の材料で形成されたことを特徴とするスポットめっき装置用バックアップ部材が提供される。
【0018】
本発明の一実施態様によると、前記バックアップ部材は、複数の支持ローラに張設巻回されて循環移動する無端ベルトである。
【0019】
本発明の他の実施態様によると、前記バックアップ部材は、前記めっき孔が全て覆われるような非開口部領域を有しておらず、更に、
前記バックアップ部材の移動方向における、前記バックアップ部材の孔における開口部領域の長さの最大値をLmaxとし、前記バックアップ部材の孔の内周部に接して形成される内接円の直径の最大径をRmaxとし、前記バックアップ部材の厚さをtとすると、
Lmax≦(1/2)×L1
且つ、
t≦3×Rmax
である。
【0020】
本発明の他の実施態様によると、前記バックアップ部材の移動方向に対して直交する幅方向おける前記バックアップ部材の孔における開口部領域の長さの最大値をHmaxとすると、
Hmax≦(1/2)×H
である。
【0021】
本発明の他の実施態様によると、0.05mm≦Lmax≦5mmであるか、好ましくは、0.05mm≦Lmax≦1mmであるか、更に好ましくは、0.05mm≦Lmax≦0.8mmとされる。
【0022】
本発明の他の実施態様によると、0.05mm≦Hmax≦5mmであるか、好ましくは、0.05mm≦Hmax≦1mmであるか、又は、更に好ましくは、0.05mm≦Hmax≦0.8mmである。
【0023】
本発明の他の実施態様によると、0.2mm≦t≦1mmであるか、好ましくは、0.2mm≦t≦0.6mmである。
【0024】
本発明の他の実施態様によると、前記バックアップ部材は、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、又は、ポリイミド樹脂で作製された樹脂シートである。
【0025】
本発明の他の実施態様によると、前記バックアップ部材は、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維、フッ素繊維にて作製された糸条により織成或いは編成された多孔質シートである。
【0026】
本発明の他の実施態様によると、前記糸条は、線径が0.1〜0.5mmである。
【0027】
本発明の他の態様によれば、所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、
前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材を備えており、
前記バックアップ部材は、上記いずれかの構成とされるバックアップ部材であることを特徴とするスポットめっき装置が提供される。
【発明の効果】
【0028】
本発明によれば、電子製品の例えば端子或いはコネクタの形状とされる所定形状に打ち抜かれた長尺の金属条におけるスポットめっきにおいて、密着性能を保持したまま、めっき液が滞留せず、「めっき抜け」及び「にじみ」の問題を解決し、安定した高品質のスポットめっきを可能とする。
【図面の簡単な説明】
【0029】
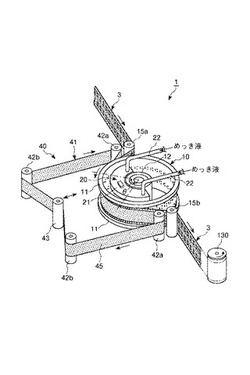
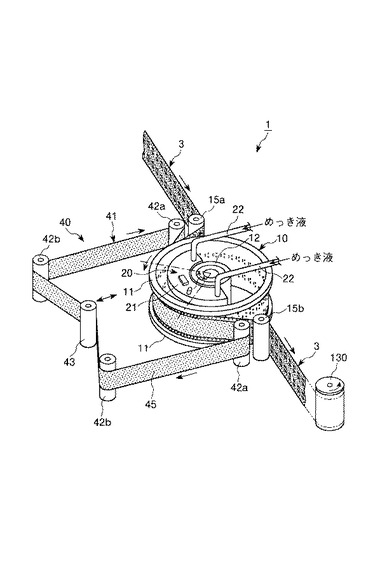
【図1】本発明に係るスポットめっき装置及びスポットめっき装置用バックアップ部材の一実施例の概略構成を示す斜視図である。
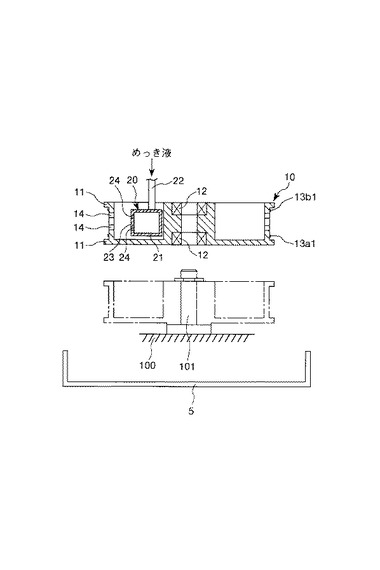
【図2】スポットめっき装置の縦断面図である。
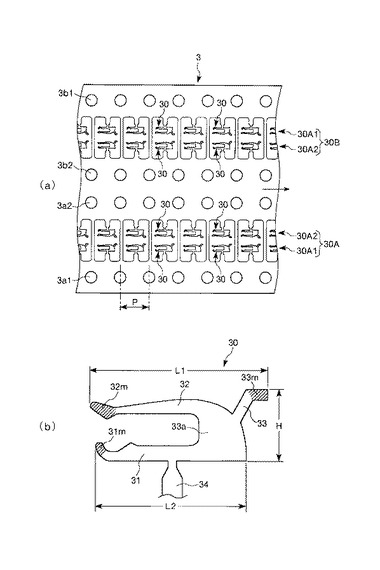
【図3】図3(a)は金属条の一実施例の平面図であり、図3(b)は金属条の被めっき部の拡大図である。
【図4】支持体ドラムの一実施例の斜視図である。
【図5】金属条の被めっき部と支持体ドラムのめっき穴との位置関係を示す図である。
【図6】バックアップベルトの孔とめっき孔との関係を説明する図である。
【図7】バックアップベルトの孔の諸寸法を説明する図である。
【図8】図8(a)〜(e)は、バックアップベルトの孔の配列パターンを説明する図である。
【図9】図9(a)、(b)は、バックアップベルトの孔の配列パターンを説明する図である。
【図10】図10(a)はバックアップベルトの一実施例の平面図であり、金属条の被めっき部との関係を示しており、図10(b)はバックアップベルトの一つの孔の拡大説明図である。
【図11】従来のスポットめっき装置の概略構成を示す斜視図である。
【図12】従来のスポットめっき装置の概略構成を示す斜視図である。
【図13】従来のスポットめっき装置の問題を説明するための図である。
【発明を実施するための形態】
【0030】
以下、本発明に係るスポットめっき装置を図面に則して更に詳しく説明する。
【0031】
実施例1
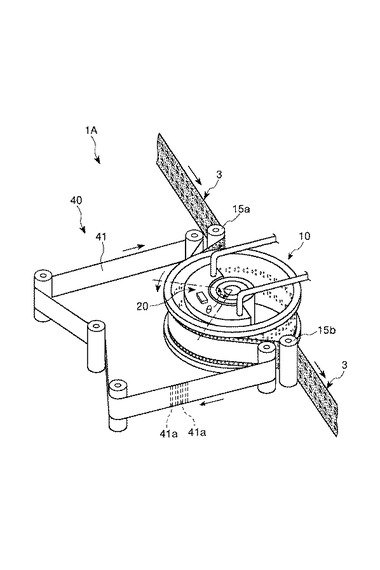
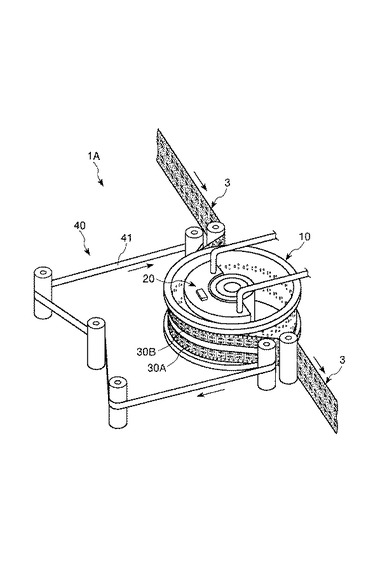
図1〜図5に、本発明に係るスポットめっき装置1の一実施例の概略構成を示す。本実施例にて、スポットめっき装置1は、所定形状の被めっき部30が長尺方向に繰り返し打ち抜かれて形成された金属条3の所定の位置(めっきエリア)31m、32m、33mに、例えば金めっきを施す装置として説明するが、これに限定されるものではない。
【0032】
(めっき装置の全体構成)
図1〜図3を参照すると、本実施例のスポットめっき装置1は、従来の装置と同様に、支持体ドラム10と、めっき液噴出機構20と、めっき液が溜められためっき槽5と、を備えている。
【0033】
スポットめっきを施す長尺の金属条3は、供給側装置(図示せず)から支持体ドラム10へと供給され、支持体ドラム10の入口側ガイドロール15aに案内されて支持体ドラム10の外周部の少なくとも一部に巻回され、その後、支持体ドラム10の出口側ガイドロール15bに案内されて巻取側装置130に巻き取られる。
【0034】
金属条3は、その表面にスポットめっきが施される細長い帯状の長尺金属製部材であり、銅合金、ステンレス等の金属製材料から形成されている。通常、金属条3は、幅が10.0 〜50.0 mm、厚さが0.1 〜0.5 mmの帯状体とされる。
【0035】
本実施例で使用する金属条3は、図3(a)、(b)に示すように、例えば電子機器の端子として使用される端子形状部材(被めっき部)30が対称配置により2列30A1、30A2にて金属条の長尺方向に沿って繰り返して打ち抜かれ、更に、本実施例においては、上下に二組30A、30Bが配置されて形成されている。また、金属条3には、金属条3の長手方向に沿って所定間隔Pにてキャリア穴3(3a1、3a2;3b1、3b2)が穿設されており、本実施例では、キャリア穴3a1、3b1が、それぞれ、図4に示す支持体ドラム10の外周面に設けられた突起部13(13a1、13b1)に係合する。なお、キャリア穴3b1、3b2は、金属条3のプレス成形時に使用される穴である。
【0036】
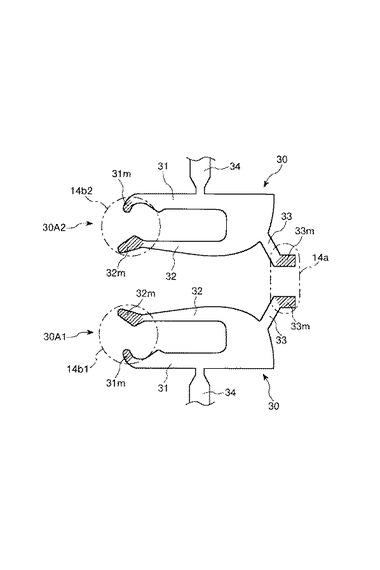
本実施例にて、被めっき部30は、図3(b)に示すように、コ字状に形成された端子片31、32と、端子片31、32の連結部33aより突出した突片33とを備えている。また、被めっき部30のめっきエリアは、図3(b)にてハッチングを付して示す端子片31、32、及び突片33の外方先端部31m、32m、33mとされる。これら端部めっき部は、電子部品端子とされたときのリード部、接点部を構成することとなる。
【0037】
なお、本実施例では、具体的寸法としては、金属条3の長手方向の被めっき部30の最大長さL1が22mm、端子片31、32の長さL2が略20mm、被めっき部30の幅方向長さHが10mmとされた。しかし、この寸法に限定されるものではなく、更に、小さな、例えば、上記寸法の10分の1程度にまで小さくされた寸法の被めっき部30であっても良い。
【0038】
また、金属条3は、図示しない電極と接続されて陰極とされる。
【0039】
(支持体ドラム)
支持体ドラム10は、上述のように、その外周部に金属条3を密着させた状態で巻回して支持する。支持体ドラム10用の材料に対しては、低熱膨張性、耐食性、電気絶縁性、適度な強度、軽重量化、が要求される。支持体ドラム10の材質として樹脂、例えば、PPSなどを使用し得る。
【0040】
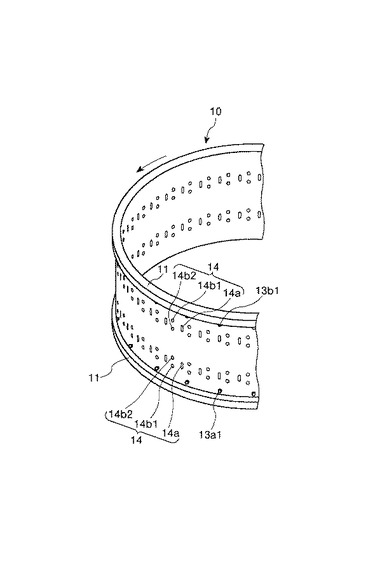
支持体ドラム10は、図1、図2を参照すると理解されるように、外周面が円筒形とされ、中心部に軸受け部12が設けられている。また、支持体ドラム10の外周部両側縁部には鍔部11が形成されている。
【0041】
支持体ドラム10は、この軸受け部12を、めっき装置本体100に固定された支持軸101に嵌合することにより、めっき装置本体100に対して回転自在に担持される。
【0042】
支持体ドラム10は、図4に図示するように、外周面には円周方向に沿って複数の突起部13(13a1、13b1)及び複数のめっき孔14(14a、14b1、14b2;14a、14b1、14b2)が設けられている。突起部13は、金属条3に設けられたキャリア穴3と嵌合して金属条3を支持体ドラム表面の所定の位置に正確に定着させると共に、金属条3が巻取側装置130により巻き取られることにより、支持体ドラム10を回転させる。
【0043】
めっき孔14は、金属条3の表面にめっき液を接触させるために支持体ドラム10の表面に開口して設けられた透孔であり、金属条3に施す端子形状部材(被めっき部)30のめっきエリア31m、32m、33mの形状及び大きさに対応している。
【0044】
本実施例では、めっき孔14は、図4、図5に示すように、端子の形状に合わせて支持体ドラム10の周方向に、一つの長円形の透孔14aと、この長円形透孔14aから、支持体ドラム10の回転方向下流側に形成された二つの円形の透孔14b1、14b2との三つの透孔からなる一組の透孔14(14a、14b1、14b2)が、金属条3の端子形状部30のめっきエリア31m、32m、33mに対応して支持体ドラム10の円周方向に所定の間隔にて形成されている。
【0045】
図3(a)、(b)、図5に示すように、各組の透孔14(14a;14b1、14b2)にて、支持体ドラム10に形成した一つの長円形透孔14aは、第1列と第2列30A1、30A2の端子形状部30の端部めっき部33m、33mに対応しており、また、他の二つの円形透孔14b1、14b2は、それぞれ、第1列30A1の二つの端部めっき部31m、32m及び第2列30A2の二つの端部めっき部31m、32mにそれぞれ対応している。従って、一つの長円形透孔14aから噴出されるめっき液で、第1列と第2列の端子形状部の端部めっき部33mがめっきされ、他の二つの円形透孔14b1、14b2から噴出されるめっき液で、第1列の二つの端部めっき部31m、32m、及び、第2列の二つの端部めっき部31m、32mがめっきされることとなる。
【0046】
(めっき液射出機構)
次に、図1、図2を参照して、めっき液射出機構20について説明する。
【0047】
本実施例によれば、めっき液射出機構20は、支持体ドラム10の内側に配置される。めっき液射出機構20は、支持体ドラム10の外周壁面へ向かってめっき液を噴出させ、支持体ドラム10のめっき孔14を介してめっき液を金属条3の表面に接触させると共に、噴出されためっき液に電流を供給する電極の役割をなす。
【0048】
噴出機構20は、図1に概略示すように、半円形状の箱体とされるめっき液噴出タンク21にめっき液が供給管22により供給される。めっき液は、図2に示すように、めっき液噴出タンク21の、支持体ドラム10に対向した半円形の射出板23に形成した噴出口(ノズル)24から、即ち、支持体ドラム10の内部から支持体ドラム10のめっき孔14を通って金属条3の被めっき部30のスポット部(めっきエリア)31m、32m、33mに噴射される。また、射出板23は、導電可能な金属製材料で形成され、電極(アノード)として機能する。
【0049】
(押圧機構)
スポットめっき装置1は、押圧機構40を有している。この押圧機構40は、支持体ドラム10の外周部の一部に巻回された金属条3を外側方向から押圧して、金属条を支持体ドラム10に押圧するバックアップ部材41を備えている。バックアップ部材41は、本実施例では、支持体ドラム10に巻回された金属条3の円周部の少なくとも一部に対して押圧するように、所定の張力で張架されたベルト状のバックアップ部材、即ち、バックアップベルト41とされる。これにより、金属条3は、支持体ドラム10に密着させられる。また、この金属条3が支持体ドラム10に密着される領域は、支持体ドラム10の中心角(θ)にて約45度程度とされる。また、この密着領域に対してめっき液が噴射される。なお、バックアップ部材41については後で更に説明する。
【0050】
図1に示すように、本実施例では、押圧機構40は支持体ドラム10と同一水平面内に位置し、支持体ドラム10側により近接した所定位置に配置された複数の支持ローラ、即ち、第1ローラ組42a、42a、及び、第1ローラ組42a、42aから所定の距離離間して支持体ドラム10とは反対側に配置された第2ローラ組42b、42bで案内される無端ベルトとされるバックアップ部材(バックアップベルト)41が取り付けられている。第1ローラ組42a、42aは、各ローラ42a、42aが支持体ドラム10の両側部に位置するようにして配置されており、また、支持体ドラム10に対して離接して水平方向に移動可能とされる。第1ローラ組42a、42aは、金属条3を支持体ドラム10に巻回して取り付けるときは、バックアップベルト41を支持体ドラム10から離間させるために図1にて左側へと移動し、金属条3を支持体ドラム表面へと押圧するときには図1にて右側へ移動してドラム本体外周面に密着させる。また、バックアップベルト41の張力を調整するために図1にて水平方向左右方向に移動可能なプーリ43が設けられている。
【0051】
(バックアップ部材)
次に、本発明の特徴をなすバックアップ部材としてのバックアップベルト41について説明する。
【0052】
本発明にて、バックアップベルト41は、金属条3の少なくとも所定形状部、即ち、被めっき部30を支持体ドラム10の外周表面に密着するために、金属条3の被めっき部30を支持体ドラム10の外周部に押圧する。そのために、バックアップベルト41は、支持体ドラム10に巻回された金属条3の外周部の少なくとも一部に巻回され、金属条3と共に支持体ドラム10の回転方向に回転移動する構成とされる。
【0053】
本実施例にて、バックアップベルト41は、上述のように、複数の支持ローラ42a、42b、43などに張設巻回されて循環移動する無端ベルトとされるが、勿論、ベルト張設構造は、この構成に限定されるものではない。
【0054】
本実施例では、バックアップベルト41は、図1、図3、図4に示すように、支持体ドラム10の幅方向にて両側部に位置した突起部13a1、13b1(即ち、金属条3の幅方向にて最も外側に位置した両側部のキャリア穴3a1、3b1)の間に位置して、金属条3の2列の被めっき部30(30A、30B)を支持体ドラム表面へと押し付けている。勿論、本実施例のように、金属条3が2列の被めっき部30A、30Bを備えている場合には、分離された二本のバックアップベルト41にて各列毎に所定形状部30A、30Bを押圧する構成としても良い。
【0055】
本発明によれば、バックアップベルト41は、多数の孔(開口部)45が形成された、所謂、メッシュベルトとされ、多孔質の、且つ、軟質性の部材にて作製される。本発明にて、多孔質とは、バックアップベルト41に規則正しく、或いは、ランダムに多数の孔(開口部)45が形成されていることを意味し、また、軟質性とは、バックアップベルト41が、金属条3を支持体ドラム10の円筒状表面へと押圧して密着させるに十分な可撓性、柔軟性を有していることを意味するものとする。
【0056】
このように、バックアップ部材として多孔質の且つ軟質性のベルト41を使用することにより、金属条3の被めっき部30を支持体ドラム表面に密着して押圧することができ、しかも、支持体ドラム10側から金属条3へと噴射されためっき液を、ベルト41に形成された孔(開口部)45から外方へと、即ち、金属条3と接触していないベルト外面側へと噴射方向に逃すことができる。
【0057】
従って、本発明によれば、従来の問題点である、金属条所定形状部(被めっき部)30と支持体ドラム表面との密着性が悪いことによりめっき液が金属条3の被めっき部30のめっきエリア以外へと回り込み、所謂、「にじみ」を生じるといった問題を回避することができる。更に、めっき液が、金属条3を押圧しているベルト41の外方へと抜けないことにより生じるめっき液の滞留が原因とされる「めっき抜け」の問題をも防止することができる。
【0058】
本発明にて、バックアップベルト41の孔45の開口サイズ(メッシュサイズ)を規定することが、また、及び軟質性の要因である厚さ及び素材が重要である。
【0059】
バックアップベルト41の孔45の開口サイズについては後で詳しく説明するが、先ず、バックアップベルト41は、めっき液が付着するものであり耐酸性を有すること、及び、軟質性(可撓性、柔軟性)を有することが要求される。例えば、厚さ(t)が0.2〜1mm、好ましくは、0.2〜0.6mmとされる樹脂シートを使用することができる。樹脂シート材としては、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、ポリイミド樹脂、などとされる。このような樹脂シートにレーザ加工により多数の孔45を形成したものとされる。
【0060】
場合によっては、上記樹脂などにて作製された繊維を複数収束した糸条により織成或いは編成された軟質性の多孔質シートをも好適に使用し得る。
【0061】
つまり、例えば、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維(ハイブリッドタイプ)、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維などにて作製された糸条により織成或いは編成された軟質性の多孔質シートとすることもできる。織成方法としては、二方向、或いは、それ以上の多方向にて織成された平織り、綾織り、などとされる。また、編成方法としては、例えば、メリヤス編みなどとすることができる。軟質性の点から織成或いは編成の多孔質シートに使用する糸条の径(線径)は、0.1〜0.5mmとされ、好ましくは、0.1〜0.3mmである。また、この時、多孔質シートの厚さ(t)、即ち、ベルトの厚さとしては、上述したように、0.2〜1mmとされ、好ましくは、0.2〜0.6mmである。
【0062】
次に、バックアップ部材、即ち、バックアップベルト41の孔45の開口サイズ及びバックアップベルト41の厚さ(t)と、めっき孔14の開口サイズとの関係について説明する。
【0063】
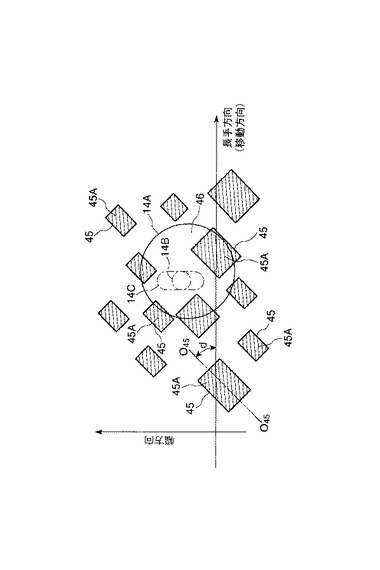
図6にバックアップベルト41の孔45(即ち、図6にて斜線を施して示す開口部領域45A)と、孔45の回りに形成された非開口部領域46(即ち、図6にて斜線を施していない領域)と、めっき孔14(14A、14B、14C)との関係を模式的に示している。
【0064】
めっき孔14の形状は限定されるものではないが、図6には、めっき孔14として代表的な例として三種類の、即ち、大径の孔14A、小径の孔14B、長円形の孔14Cを示している。また、本発明にてバックアップベルト41の孔45としては、種々の形状とし得るが、図6には、異なる大きさの矩形状の、本例では長方形の孔45がランダムに形成された状態を示す。また、矩形状の孔45は、本実施例では、矩形状の孔45の長手方向に延在する長手軸線O45−O45が、パックアップベルト41の長手方向、即ち、金属条3の移動方向に対して角度αだけ傾斜して配置された状態を示している。
【0065】
本発明に使用されるバックアップベルト41に要求される条件の一つは、バックアップベルト41にめっき孔14が全て覆われるような非開口部領域46が存在しないことである(第一の条件)。
【0066】
つまり、図6に示すバックアップベルト41は、大径のめっき孔14Aに対しては、めっき孔14Aが全て覆われるような非開口部領域46は存在しておらず、本発明にて有効に使用し得る。一方、図6に示すバックアップベルト41は、小径及び長円形のめっき孔14B、14Cに対しては、めっき孔14B、14Cが全て覆われるような非開口部領域46が存在しており、このようなバックアップベルト41は、支持体ドラム10にめっき孔14B、14Cが形成されている場合には、使用し得ない。従って、このような小径及び長円形のめっき孔14B、14Cに対しては、バックアップベルト41に更に孔45を形成して、めっき孔14B、14Cに対してめっき孔14B、14Cが全て覆われるような非開口部領域46を有しないようにする必要がある。
【0067】
次に、図7を参照して、本発明に使用されるバックアップベルト41に要求される他の条件について説明する。
【0068】
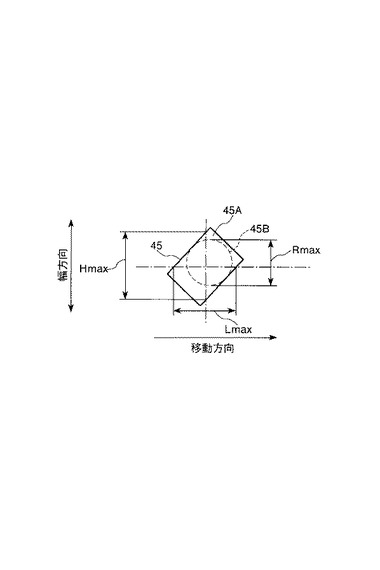
図7は、図6に示す、バックアップベルト41に形成された、本例では矩形状(長方形)の孔45の一つを示している。ここで、本発明を説明するに際して、バックアップベルト41の孔45の諸寸法について以下のように定義する。
【0069】
バックアップベルト41の移動方向における、孔45における開口部領域45Aの長さの最大値をLmaxとし、バックアップベルト41の移動方向に対して直交する方向(開口部幅方向)おける、孔45における開口部領域45Aの長さの最大値をHmaxとする。更に、バックアップベルト41に形成された矩形状の孔45の内周部に接して形成される、所謂、内接円45Bの直径の最大径をRmaxとする。孔45が円形の場合には、Rmaxは円形状孔45の直径を意味する。
【0070】
本発明者は、多くの研究実験の結果、上記第一の条件に加えるに、以下に説明する第二、第三及び第四の条件も又、本発明に使用するバックアップベルト41にとって重要であることが分かった。本発明者が行った実験結果は、表1〜表4に纏めて記載する。
【0071】
本発明者の研究実験の結果によれば、以下に示す表1〜表4にて理解されるように、
(1)バックアップベルト41は、開口サイズLmax(mm)が、図3に示す金属条3における被めっき部30の移動方向の長さの最大長さL1(mm)に対して、
Lmax≦(1/2)×L1・・・・・(第二の条件)
とされ、且つ、
(2)バックアップベルト41の厚さt(mm)が、孔45の内周部に接して形成される内接円45Bの直径の最大径(孔45が円形の場合にはその直径)Rmax(mm)に対して、
t≦3×Rmax・・・・・・・・・・(第三の条件)
とされる第二及び第三の条件を備えることが重要である。
【0072】
上記Lmaxは、通常、L1が最大10mm程度とされるので、0.05mm≦Lmax≦5mm、好ましくは、0.05mm≦Lmax≦1mm、より好ましくは、0.05mm≦Lmax≦0.8mm、とされる。
【0073】
また、上記厚さtは、通常、0.2mm≦t≦1mm、好ましくは、0.2mm≦t≦0.6mmとされる。
【0074】
上記第二の条件を満足しない場合には、即ち、Lmax>(1/2)×L1では、押圧の効果が十分に達成されず、にじみが発生する。Lmaxが0.05mm未満では、めっき液が滞留し、にじみが発生するといった問題が生じる場合がある。また、上記第三の条件を満足しない場合には、即ち、t>3×Rmaxでは、めっき液が滞留し、にじみが発生する。tが0.2mm未満ではバックアップベルトの耐久性が劣るといった問題が生じる場合がある。
【0075】
更に、好ましくは、本発明者の研究実験の結果によれば、以下に示す表1〜表4にて理解されるように、上記第一、第二、第三の条件に加えるに、第四の条件として、
(3)バックアップベルト41は、幅方向の開口サイズHmax(mm)が、図3に示す金属条3における被めっき部30の移動方向に直交する幅方向の長さの最大長さH(mm)に対して、
Hmax≦(1/2)×H・・・・・(第四の条件)
とされる。
【0076】
上記Hmaxは、通常、0.05mm≦Hmax≦5mm、好ましくは、0.05mm≦Hmax≦1mm、より好ましくは、0.05mm≦Hmax≦0.8mm、とされる。
【0077】
上記第四の条件を満足しない場合には、即ち、Hmax>(1/2)×Hでは、押圧の効果が十分に達成されず、にじみが発生する。Hmaxが0.05mm未満では、めっき液が滞留し、にじみが発生するといった問題が生じる場合がある。
【0078】
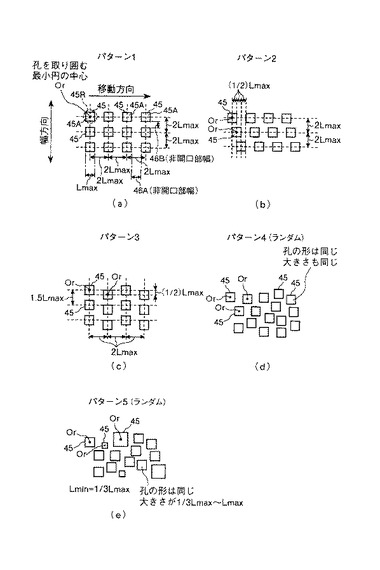
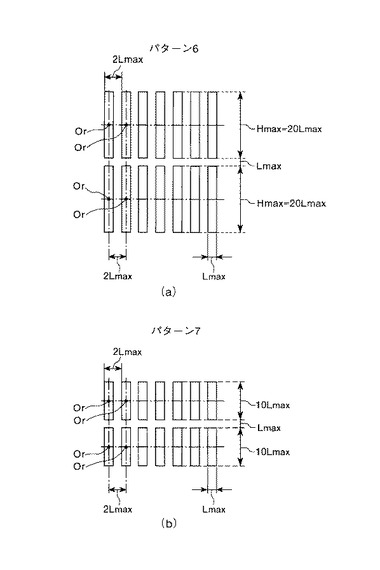
また、バックアップベルト41に形成される孔45の配列パターン(メッシュパターン)は、限定されるものではないが、本発明者が行った実験例では、図8(a)〜(d)に示す第1〜第5のメッシュパターン、及び図9(a)、(b)に示す第6及び第7のメッシュパターンを有するパックアップベルトについて実施したが、全て有効であった。
【0079】
つまり、図8(a)〜(e)、及び、図9(a)、(b)には、孔45としては、正方形状及び長方形状の孔45に関連して説明しているが、孔45の形状は、三角形、或いは、5角形以上の多角形状とすることができる。勿論、円形、長円形、楕円形、菱形、など種々の形状ともし得る。
【0080】
図8(a)に示す第1のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向及び幅方向に整列して配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、2Lmaxの間隔にてバックアップベルト41の移動方向及び幅方向に等間隔にて整列して配置されている。つまり、本例では、各孔45(開口部領域45A)間を形成する非開口部領域46の幅、即ち、移動方向の幅46A及び幅方向の幅46Bは、同じ長さとされている。
【0081】
第1のパターンでは、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0082】
図8(b)に示す第2のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向には整列して配置されているが、幅方向においては、所定の距離ずれて配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、正方形の孔45がバックアップベルト41の移動方向には2Lmaxの間隔にて等間隔にて整列して配置されているが、幅方向の各孔には、孔の内接円の中心が、(1/2)Lmaxだけずれて配置されている。
【0083】
第2のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0084】
図8(c)に示す第3のパターンでは、同じ形状とされる正方形の孔45がバックアップベルト41の移動方向にて一つ置きに、幅方向にずれて配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向に2Lmaxの間隔にて一つ置きに幅方向に(1/2)Lmaxだけずれて等間隔にて整列して配置されている。
【0085】
第3のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0086】
図8(d)に示す第4のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向及び幅方向にずれてランダムに配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向及び幅方向にランダムにずれて配置されている。
【0087】
第4のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0088】
図8(e)に示す第5のパターンでは、相似形状とされる異なる大きさの正方形の孔45がバックアップベルト41の移動方向及び幅方向にずれてランダムに配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向及び幅方向にランダムにずれて配置されている。なお、本例では、最小の正方形の孔45の一辺の長さLminは、最大の正方形の孔45の一片の長さLmaxの(1/3)とされている。
【0089】
第5のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0090】
図9(a)に示す第6のパターンでは、幅方向に長い(Hmax=20Lmax)の同じ形状とされる長方形の孔45がバックアップベルト41の移動方向及び幅方向に整列して配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、2Lmaxの間隔にてバックアップベルト41の移動方向(移動方向)に等間隔にて整列して配置されている。また、幅方向には、間隔Lmaxだけ離間して配置されている。
【0091】
図9(b)に示す第7のパターンでは、図9(a)に示す第6のパターンと同様であるが、ただ、幅方向の長さにおいて異なり、本例の第7のパターンでは幅方向の長さがHmax=10Lmaxとされる。
【0092】
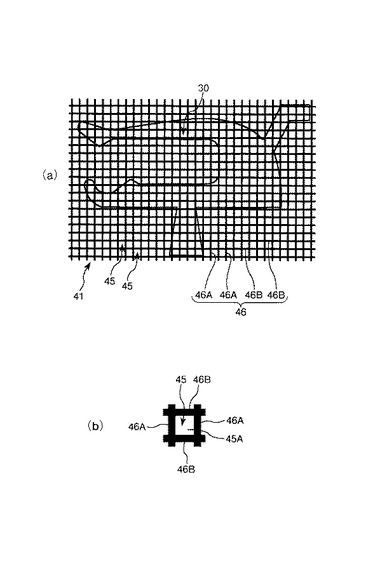
図10(a)、(b)には、図8(a)に示す第1パターンのバックアップベルト41の平面図であり、孔45の開口部領域45Aのサイズが0.5×0.5mmとされ、各開口部領域45A間の非開口部領域46の幅、即ち、縦方向(移動方向)及び横方向(幅方向)の幅46A、46Bが共に0.2mmにて形成されている。
【0093】
本発明者は多くの実験を行い、上記結論を得ることができた。実験結果を表1〜表4に示す。
【0094】
【表1】

【0095】
【表2】
【0096】
【表3】
【0097】
【表4】
【0098】
実験結果の考察
(1)実験例1、3、4、11、12、17〜24、27、28、33〜40、43、44は、バックアップベルト41が、上記第1〜第4の条件を満足することにより良好な結果、即ち、ほとんどにじみがなく、且つ、めっき抜けが良いことを示している。
(2)実験例2、5、7、41、42は、バックアップベルト41が、上記第1、第2及び第3の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。特に、実験例6、8、46は、上記第1の条件を満足しない場合には、めっき抜けが悪いことを示している。また、実験例26は、上記第2の条件を満足しない場合には、めっき抜けが悪いことを示している。また、実験例45は、上記第2の条件を満足しない場合には、にじみが発生することを示しており、また、実験例16、32、48は、上記第3の条件を満足しない場合には、にじみが発生することを示している。
(3)実験例49〜55は、孔の形状の如何にかかわらず、上記第1、第2及び第3の条件、或いは、上記第1〜第4の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。
(4)実験例49〜61は、配列パターンの如何にかかわらず、上記第1、第2及び第3の条件、或いは、上記第1〜第4の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。
【0099】
(めっき装置の作動説明)
次に、上記実験に使用しためっき装置1の作動態様、仕様について説明する。
【0100】
先ず、図1にて、第1ローラ組42a、42aを左側方向に移動し、長尺の金属条3をガイドローラ15a、15bを介してドラム本体13に設けられた突起部13a1、13b1にキャリア穴3a1、3b1を嵌合させて支持体ドラム10に巻回し、金属条3の端部を巻取側装置130に係止する。
【0101】
そして、第1ローラ組42a、42aを右側方向に移動させて金属条3を外側方向から押圧し、支持体ドラム10表面に密着させる。
【0102】
金属条3の巻回が完了したらめっき液を供給管22を介してめっき液タンク21に供給し、射出板21の開口24からめっき液を勢い良く噴出させる。そして、射出板21をプラスとし、金属条3をマイナスとして電流を通電する。このとき噴出されためっき液が金属条3と常に接触した状態となるのでめっき液を介して電流が流れ、めっき液中の金属イオンがめっき孔14から金属条3の表面に付着しめっきが行なわれる。噴出されためっき液はめっき槽5内に落下し再び供給ポンプ(図示せず)でめっき液射出タンク21へ送られる。
【0103】
金属条3は、図示しないモータにより駆動される巻取側装置130により順次巻き取られ回収される。この巻取側装置130の駆動により金属条3を介して支持体ドラム10も回転する。従って、金属条3の巻取り速度は、金属条3がドラム本体13の表面に接触している間にめっきが完了するような回転速度で行なわれる。
【0104】
上記表1の結果を得るために行った本実施例の装置を使用しためっき処理におけるスポットめっき条件は次の通りであった。
・支持体ドラム(10) 材質:PPS 直径:300mm
・金属条(3) 材質:C5240R(リン青銅) 幅:20.8mm 厚さ:0.12mm
・バックアップベルト(41)
材質:表1〜表4に記載の通り
孔(45)のサイズ:表1〜表4に記載の通り
非開口部の幅(46A、46B):表1〜表4に記載の通り
幅:15.0mm
厚さ(t):表1〜表4に記載の通り
・液量 50L
・温度 60℃
・流量 20〜100L/min
・電流 0.3〜2.0A
・L/S(金属条の送り速度) 2.5〜15m/min
・Au(金めっき液)濃度 8g/L
【0105】
上述したように、本発明によれば、バックアップ部材41を多孔質且つ軟質性のベルト、所謂、メッシュベルトとすることで、めっき液が滞留することなく外側へ抜けるため、「めっき抜け」がなくなり、また、支持体ドラム10と金属条3がバックアップベルトの押圧による密着が保たれ、「にじみ」が減少した。これにより、安定したスポットめっきを施すことが可能となった。
【0106】
上記実施例では、金属条3に金めっきを施すものとして説明したが、金めっきの他に銀めっき、ニッケルめっきなども同様に実施し得ることは当然である。
【0107】
また、本実施例のスポットめっき装置1は、支持体ドラム10の回転軸101が垂直に配置された構成とされたが、回転軸101が水平となるように配置されたスポットめっき装置とすることもできる。斯かる構成のスポットめっき装置も上記実施例の場合と同様の作用効果を奏し得る。
【符号の説明】
【0108】
1 スポットめっき装置
3 金属条
3a1、3a2、3b1、3b2 キャリア穴
10 支持体ドラム
13(13a1、13b1) 突起部
14(14a、14b1、14b2) 透孔(めっき孔)
20 めっき液噴出機構
21 射出板
30 所定形状部材(被めっき部)
31m、32m、33m めっきエリア
41 バックアップベルト(バックアップ部材)
45 孔(開口部)
45A 開口部領域
46 非開口部領域
100 装置本体
101 回転支持軸
130 巻取側装置
【技術分野】
【0001】
本発明は、端子、コネクタ等の電子部品を製造するために所定形状に打ち抜かれた長尺の金属条に貴金属をスポットめっきするスポットめっき装置及びスポットめっき装置に使用されるバックアップ部材に関するものである。
【背景技術】
【0002】
従来、端子、コネクタ等の電子部品を製造するために所定形状に打ち抜かれた長尺の金属条には、耐食性の向上、半田付け性の向上、接触抵抗の劣化防止を目的として、貴金属めっきが施される。めっきを施す貴金属としては、金が主として用いられているが、金が高価であることから、被めっき部の必要なエリアのみにめっきを施すスポットめっきが行われている(例えば、特許文献1参照)。
【0003】
図11に、従来のスポットめっき装置1Aの一例を示す。本例にて、スポットめっき装置1Aは、樹脂製の支持体ドラム10と、めっき液射出機構20と、を備えている。
【0004】
スポットめっきを施す長尺の金属条3は、供給側装置(図示せず)から樹脂製の支持体ドラム10へと供給され、支持体ドラム10の入口側ガイドロール15aに案内されて支持体ドラム10の外周部の一部に巻回され、その後、支持体ドラム10の出口側ガイドロール15bに案内されて巻取側装置(図示せず)に巻き取られる。
【0005】
金属条3は、図3に示すように、例えば電子機器の端子として使用される端子形状部材(被めっき部)が対称配置にて2列30A1、30A2にて打ち抜かれ、更に、本例では、上下に二組30A、30Bが配置されている。また、金属条3には、金属条3の長手方向(長尺方向)に沿って上下方向両端縁部及び中央部に所定間隔にてキャリア穴3(3a1、3b1;3a2、3b2)が穿設されており、図4に示すように、キャリア穴3a1、3b1がそれぞれ支持体ドラム10の外周面に設けられた突起部13(13a1、13b1)に係合する。
【0006】
上記構成にて、図12に示すように、支持体ドラム10の外周部に沿って搬送される金属条3に、支持体ドラム10に形成されためっき孔14(14a、14b1、14b2)(図4参照)を介してめっき液射出機構20からめっき液を供給することにより金属条3にスポットめっきが施される。
【0007】
めっき孔14は、金属条3の表面にめっき液を接触させるために支持体ドラム10の表面に開口して設けられた透孔であり、金属条3に施すめっきの形状及び大きさに対応している。
【0008】
更に、図11に示すように、金属条3を支持体ドラム表面に押圧するべく所定の張力で張架されたバックアップ部材としてのバックアップベルト41を備えた押圧機構40が設けられている。支持体ドラム10に巻回された金属条3は、外側方向からバックアップベルト41により押圧され、図11、図13に示すように、例えば、中心角(θ)が45度程度となるような密着領域にて支持体ドラム10の外周面に密着するように構成されている。ベルト41は軟質性の材質、例えば塩化ビニル等が用いられている。
【0009】
また、特許文献1に記載するように、本例では、図11に一点鎖線にて示すように、金属条3と接する側のベルト41には、金属条3とベルト41の間に入り込んだめっき液を逃がすために所定の間隔で幅方向に溝41aが設けられたものもある。これは、金属条3とベルト41の間にめっき液が入り込むとベルト41がスリップし易くなり、その際、金属条3も支持体ドラム10からズレてしまい正確なめっきができなくなってしまう。そこで、ベルト41の金属条3と接触する面に溝41aを設け間に入り込んだめっき液を溝41aに沿って逃がすことによりベルト41のスリップを防止するためである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2006−283127号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者の研究実験の結果によると、図11に示す上記構成のスポットめっき装置1Aでは、金属条3の外面がバックアップベルト41にて被覆された状態となっているためにめっき液が金属条3の裏面側へと抜けることができず、めっき液が滞留して、所謂、「めっき抜け」が生じた。
【0012】
尚、上述したように、特許文献1に記載するように、金属条3と接する側のベルト41に金属条3とベルト41の間に入り込んだめっき液を逃がすために所定の間隔で幅方向に溝41aを設けた構成では、「めっき抜け」を大幅に改善することはできなかった。
【0013】
そこで、図12に示すように、金属条3と支持体ドラム10との滑りをなくすためにバックアップベルト41を中央部のキャリア穴部分13a2、13b2のみに配置して支持体ドラム10に押圧し、被めっき部30(30A、30B)は被覆しない方法を試みた。
【0014】
この方法では、めっき液は金属条3の裏面側へと抜け、めっき液の滞留はなく、「めっき抜け」は大幅に改善することができた。しかし、図13に示すように、キャリア穴領域は支持体ドラム10に密着して保持されているが、端子形状部30は、一点鎖線にて示すように、支持体ドラム表面から浮き上がり、端子形状部と支持体ドラム表面との間に空間部(v)が形成される。
【0015】
つまり、この構成では、中央部のキャリア穴部分のみを支持体ドラム10に押圧するため、めっき液は金属条3の裏面側へと抜けるものの、ベルト41により押圧されていない端子形状部30においては、端子形状部30と支持体ドラム表面との間に空間部(v)が形成されるために所定領域以外へのめっき液の回り込みが生じ、端子形状部30が支持体ドラム表面から浮き上がった分「にじみ」が発生することが分かった。
【0016】
そこで、本発明の目的は、電子製品の例えば端子或いはコネクタの形状とされる所定形状に打ち抜かれた長尺の金属条におけるスポットめっきにおいて、密着性能を保持したまま、めっき液が滞留せず、「めっき抜け」及び「にじみ」の問題を解決し、安定した高品質のスポットめっきを可能とするスポットめっき装置及びスポットめっき装置用バックアップ部材を提供することである。
【課題を解決するための手段】
【0017】
上記目的は本発明に係るスポットめっき装置及びスポットめっき装置用バックアップ部材にて達成される。要約すれば、本発明の第一の態様によると、所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材であって、
多孔質の且つ軟質性の材料で形成されたことを特徴とするスポットめっき装置用バックアップ部材が提供される。
【0018】
本発明の一実施態様によると、前記バックアップ部材は、複数の支持ローラに張設巻回されて循環移動する無端ベルトである。
【0019】
本発明の他の実施態様によると、前記バックアップ部材は、前記めっき孔が全て覆われるような非開口部領域を有しておらず、更に、
前記バックアップ部材の移動方向における、前記バックアップ部材の孔における開口部領域の長さの最大値をLmaxとし、前記バックアップ部材の孔の内周部に接して形成される内接円の直径の最大径をRmaxとし、前記バックアップ部材の厚さをtとすると、
Lmax≦(1/2)×L1
且つ、
t≦3×Rmax
である。
【0020】
本発明の他の実施態様によると、前記バックアップ部材の移動方向に対して直交する幅方向おける前記バックアップ部材の孔における開口部領域の長さの最大値をHmaxとすると、
Hmax≦(1/2)×H
である。
【0021】
本発明の他の実施態様によると、0.05mm≦Lmax≦5mmであるか、好ましくは、0.05mm≦Lmax≦1mmであるか、更に好ましくは、0.05mm≦Lmax≦0.8mmとされる。
【0022】
本発明の他の実施態様によると、0.05mm≦Hmax≦5mmであるか、好ましくは、0.05mm≦Hmax≦1mmであるか、又は、更に好ましくは、0.05mm≦Hmax≦0.8mmである。
【0023】
本発明の他の実施態様によると、0.2mm≦t≦1mmであるか、好ましくは、0.2mm≦t≦0.6mmである。
【0024】
本発明の他の実施態様によると、前記バックアップ部材は、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、又は、ポリイミド樹脂で作製された樹脂シートである。
【0025】
本発明の他の実施態様によると、前記バックアップ部材は、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維、フッ素繊維にて作製された糸条により織成或いは編成された多孔質シートである。
【0026】
本発明の他の実施態様によると、前記糸条は、線径が0.1〜0.5mmである。
【0027】
本発明の他の態様によれば、所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、
前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材を備えており、
前記バックアップ部材は、上記いずれかの構成とされるバックアップ部材であることを特徴とするスポットめっき装置が提供される。
【発明の効果】
【0028】
本発明によれば、電子製品の例えば端子或いはコネクタの形状とされる所定形状に打ち抜かれた長尺の金属条におけるスポットめっきにおいて、密着性能を保持したまま、めっき液が滞留せず、「めっき抜け」及び「にじみ」の問題を解決し、安定した高品質のスポットめっきを可能とする。
【図面の簡単な説明】
【0029】
【図1】本発明に係るスポットめっき装置及びスポットめっき装置用バックアップ部材の一実施例の概略構成を示す斜視図である。
【図2】スポットめっき装置の縦断面図である。
【図3】図3(a)は金属条の一実施例の平面図であり、図3(b)は金属条の被めっき部の拡大図である。
【図4】支持体ドラムの一実施例の斜視図である。
【図5】金属条の被めっき部と支持体ドラムのめっき穴との位置関係を示す図である。
【図6】バックアップベルトの孔とめっき孔との関係を説明する図である。
【図7】バックアップベルトの孔の諸寸法を説明する図である。
【図8】図8(a)〜(e)は、バックアップベルトの孔の配列パターンを説明する図である。
【図9】図9(a)、(b)は、バックアップベルトの孔の配列パターンを説明する図である。
【図10】図10(a)はバックアップベルトの一実施例の平面図であり、金属条の被めっき部との関係を示しており、図10(b)はバックアップベルトの一つの孔の拡大説明図である。
【図11】従来のスポットめっき装置の概略構成を示す斜視図である。
【図12】従来のスポットめっき装置の概略構成を示す斜視図である。
【図13】従来のスポットめっき装置の問題を説明するための図である。
【発明を実施するための形態】
【0030】
以下、本発明に係るスポットめっき装置を図面に則して更に詳しく説明する。
【0031】
実施例1
図1〜図5に、本発明に係るスポットめっき装置1の一実施例の概略構成を示す。本実施例にて、スポットめっき装置1は、所定形状の被めっき部30が長尺方向に繰り返し打ち抜かれて形成された金属条3の所定の位置(めっきエリア)31m、32m、33mに、例えば金めっきを施す装置として説明するが、これに限定されるものではない。
【0032】
(めっき装置の全体構成)
図1〜図3を参照すると、本実施例のスポットめっき装置1は、従来の装置と同様に、支持体ドラム10と、めっき液噴出機構20と、めっき液が溜められためっき槽5と、を備えている。
【0033】
スポットめっきを施す長尺の金属条3は、供給側装置(図示せず)から支持体ドラム10へと供給され、支持体ドラム10の入口側ガイドロール15aに案内されて支持体ドラム10の外周部の少なくとも一部に巻回され、その後、支持体ドラム10の出口側ガイドロール15bに案内されて巻取側装置130に巻き取られる。
【0034】
金属条3は、その表面にスポットめっきが施される細長い帯状の長尺金属製部材であり、銅合金、ステンレス等の金属製材料から形成されている。通常、金属条3は、幅が10.0 〜50.0 mm、厚さが0.1 〜0.5 mmの帯状体とされる。
【0035】
本実施例で使用する金属条3は、図3(a)、(b)に示すように、例えば電子機器の端子として使用される端子形状部材(被めっき部)30が対称配置により2列30A1、30A2にて金属条の長尺方向に沿って繰り返して打ち抜かれ、更に、本実施例においては、上下に二組30A、30Bが配置されて形成されている。また、金属条3には、金属条3の長手方向に沿って所定間隔Pにてキャリア穴3(3a1、3a2;3b1、3b2)が穿設されており、本実施例では、キャリア穴3a1、3b1が、それぞれ、図4に示す支持体ドラム10の外周面に設けられた突起部13(13a1、13b1)に係合する。なお、キャリア穴3b1、3b2は、金属条3のプレス成形時に使用される穴である。
【0036】
本実施例にて、被めっき部30は、図3(b)に示すように、コ字状に形成された端子片31、32と、端子片31、32の連結部33aより突出した突片33とを備えている。また、被めっき部30のめっきエリアは、図3(b)にてハッチングを付して示す端子片31、32、及び突片33の外方先端部31m、32m、33mとされる。これら端部めっき部は、電子部品端子とされたときのリード部、接点部を構成することとなる。
【0037】
なお、本実施例では、具体的寸法としては、金属条3の長手方向の被めっき部30の最大長さL1が22mm、端子片31、32の長さL2が略20mm、被めっき部30の幅方向長さHが10mmとされた。しかし、この寸法に限定されるものではなく、更に、小さな、例えば、上記寸法の10分の1程度にまで小さくされた寸法の被めっき部30であっても良い。
【0038】
また、金属条3は、図示しない電極と接続されて陰極とされる。
【0039】
(支持体ドラム)
支持体ドラム10は、上述のように、その外周部に金属条3を密着させた状態で巻回して支持する。支持体ドラム10用の材料に対しては、低熱膨張性、耐食性、電気絶縁性、適度な強度、軽重量化、が要求される。支持体ドラム10の材質として樹脂、例えば、PPSなどを使用し得る。
【0040】
支持体ドラム10は、図1、図2を参照すると理解されるように、外周面が円筒形とされ、中心部に軸受け部12が設けられている。また、支持体ドラム10の外周部両側縁部には鍔部11が形成されている。
【0041】
支持体ドラム10は、この軸受け部12を、めっき装置本体100に固定された支持軸101に嵌合することにより、めっき装置本体100に対して回転自在に担持される。
【0042】
支持体ドラム10は、図4に図示するように、外周面には円周方向に沿って複数の突起部13(13a1、13b1)及び複数のめっき孔14(14a、14b1、14b2;14a、14b1、14b2)が設けられている。突起部13は、金属条3に設けられたキャリア穴3と嵌合して金属条3を支持体ドラム表面の所定の位置に正確に定着させると共に、金属条3が巻取側装置130により巻き取られることにより、支持体ドラム10を回転させる。
【0043】
めっき孔14は、金属条3の表面にめっき液を接触させるために支持体ドラム10の表面に開口して設けられた透孔であり、金属条3に施す端子形状部材(被めっき部)30のめっきエリア31m、32m、33mの形状及び大きさに対応している。
【0044】
本実施例では、めっき孔14は、図4、図5に示すように、端子の形状に合わせて支持体ドラム10の周方向に、一つの長円形の透孔14aと、この長円形透孔14aから、支持体ドラム10の回転方向下流側に形成された二つの円形の透孔14b1、14b2との三つの透孔からなる一組の透孔14(14a、14b1、14b2)が、金属条3の端子形状部30のめっきエリア31m、32m、33mに対応して支持体ドラム10の円周方向に所定の間隔にて形成されている。
【0045】
図3(a)、(b)、図5に示すように、各組の透孔14(14a;14b1、14b2)にて、支持体ドラム10に形成した一つの長円形透孔14aは、第1列と第2列30A1、30A2の端子形状部30の端部めっき部33m、33mに対応しており、また、他の二つの円形透孔14b1、14b2は、それぞれ、第1列30A1の二つの端部めっき部31m、32m及び第2列30A2の二つの端部めっき部31m、32mにそれぞれ対応している。従って、一つの長円形透孔14aから噴出されるめっき液で、第1列と第2列の端子形状部の端部めっき部33mがめっきされ、他の二つの円形透孔14b1、14b2から噴出されるめっき液で、第1列の二つの端部めっき部31m、32m、及び、第2列の二つの端部めっき部31m、32mがめっきされることとなる。
【0046】
(めっき液射出機構)
次に、図1、図2を参照して、めっき液射出機構20について説明する。
【0047】
本実施例によれば、めっき液射出機構20は、支持体ドラム10の内側に配置される。めっき液射出機構20は、支持体ドラム10の外周壁面へ向かってめっき液を噴出させ、支持体ドラム10のめっき孔14を介してめっき液を金属条3の表面に接触させると共に、噴出されためっき液に電流を供給する電極の役割をなす。
【0048】
噴出機構20は、図1に概略示すように、半円形状の箱体とされるめっき液噴出タンク21にめっき液が供給管22により供給される。めっき液は、図2に示すように、めっき液噴出タンク21の、支持体ドラム10に対向した半円形の射出板23に形成した噴出口(ノズル)24から、即ち、支持体ドラム10の内部から支持体ドラム10のめっき孔14を通って金属条3の被めっき部30のスポット部(めっきエリア)31m、32m、33mに噴射される。また、射出板23は、導電可能な金属製材料で形成され、電極(アノード)として機能する。
【0049】
(押圧機構)
スポットめっき装置1は、押圧機構40を有している。この押圧機構40は、支持体ドラム10の外周部の一部に巻回された金属条3を外側方向から押圧して、金属条を支持体ドラム10に押圧するバックアップ部材41を備えている。バックアップ部材41は、本実施例では、支持体ドラム10に巻回された金属条3の円周部の少なくとも一部に対して押圧するように、所定の張力で張架されたベルト状のバックアップ部材、即ち、バックアップベルト41とされる。これにより、金属条3は、支持体ドラム10に密着させられる。また、この金属条3が支持体ドラム10に密着される領域は、支持体ドラム10の中心角(θ)にて約45度程度とされる。また、この密着領域に対してめっき液が噴射される。なお、バックアップ部材41については後で更に説明する。
【0050】
図1に示すように、本実施例では、押圧機構40は支持体ドラム10と同一水平面内に位置し、支持体ドラム10側により近接した所定位置に配置された複数の支持ローラ、即ち、第1ローラ組42a、42a、及び、第1ローラ組42a、42aから所定の距離離間して支持体ドラム10とは反対側に配置された第2ローラ組42b、42bで案内される無端ベルトとされるバックアップ部材(バックアップベルト)41が取り付けられている。第1ローラ組42a、42aは、各ローラ42a、42aが支持体ドラム10の両側部に位置するようにして配置されており、また、支持体ドラム10に対して離接して水平方向に移動可能とされる。第1ローラ組42a、42aは、金属条3を支持体ドラム10に巻回して取り付けるときは、バックアップベルト41を支持体ドラム10から離間させるために図1にて左側へと移動し、金属条3を支持体ドラム表面へと押圧するときには図1にて右側へ移動してドラム本体外周面に密着させる。また、バックアップベルト41の張力を調整するために図1にて水平方向左右方向に移動可能なプーリ43が設けられている。
【0051】
(バックアップ部材)
次に、本発明の特徴をなすバックアップ部材としてのバックアップベルト41について説明する。
【0052】
本発明にて、バックアップベルト41は、金属条3の少なくとも所定形状部、即ち、被めっき部30を支持体ドラム10の外周表面に密着するために、金属条3の被めっき部30を支持体ドラム10の外周部に押圧する。そのために、バックアップベルト41は、支持体ドラム10に巻回された金属条3の外周部の少なくとも一部に巻回され、金属条3と共に支持体ドラム10の回転方向に回転移動する構成とされる。
【0053】
本実施例にて、バックアップベルト41は、上述のように、複数の支持ローラ42a、42b、43などに張設巻回されて循環移動する無端ベルトとされるが、勿論、ベルト張設構造は、この構成に限定されるものではない。
【0054】
本実施例では、バックアップベルト41は、図1、図3、図4に示すように、支持体ドラム10の幅方向にて両側部に位置した突起部13a1、13b1(即ち、金属条3の幅方向にて最も外側に位置した両側部のキャリア穴3a1、3b1)の間に位置して、金属条3の2列の被めっき部30(30A、30B)を支持体ドラム表面へと押し付けている。勿論、本実施例のように、金属条3が2列の被めっき部30A、30Bを備えている場合には、分離された二本のバックアップベルト41にて各列毎に所定形状部30A、30Bを押圧する構成としても良い。
【0055】
本発明によれば、バックアップベルト41は、多数の孔(開口部)45が形成された、所謂、メッシュベルトとされ、多孔質の、且つ、軟質性の部材にて作製される。本発明にて、多孔質とは、バックアップベルト41に規則正しく、或いは、ランダムに多数の孔(開口部)45が形成されていることを意味し、また、軟質性とは、バックアップベルト41が、金属条3を支持体ドラム10の円筒状表面へと押圧して密着させるに十分な可撓性、柔軟性を有していることを意味するものとする。
【0056】
このように、バックアップ部材として多孔質の且つ軟質性のベルト41を使用することにより、金属条3の被めっき部30を支持体ドラム表面に密着して押圧することができ、しかも、支持体ドラム10側から金属条3へと噴射されためっき液を、ベルト41に形成された孔(開口部)45から外方へと、即ち、金属条3と接触していないベルト外面側へと噴射方向に逃すことができる。
【0057】
従って、本発明によれば、従来の問題点である、金属条所定形状部(被めっき部)30と支持体ドラム表面との密着性が悪いことによりめっき液が金属条3の被めっき部30のめっきエリア以外へと回り込み、所謂、「にじみ」を生じるといった問題を回避することができる。更に、めっき液が、金属条3を押圧しているベルト41の外方へと抜けないことにより生じるめっき液の滞留が原因とされる「めっき抜け」の問題をも防止することができる。
【0058】
本発明にて、バックアップベルト41の孔45の開口サイズ(メッシュサイズ)を規定することが、また、及び軟質性の要因である厚さ及び素材が重要である。
【0059】
バックアップベルト41の孔45の開口サイズについては後で詳しく説明するが、先ず、バックアップベルト41は、めっき液が付着するものであり耐酸性を有すること、及び、軟質性(可撓性、柔軟性)を有することが要求される。例えば、厚さ(t)が0.2〜1mm、好ましくは、0.2〜0.6mmとされる樹脂シートを使用することができる。樹脂シート材としては、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、ポリイミド樹脂、などとされる。このような樹脂シートにレーザ加工により多数の孔45を形成したものとされる。
【0060】
場合によっては、上記樹脂などにて作製された繊維を複数収束した糸条により織成或いは編成された軟質性の多孔質シートをも好適に使用し得る。
【0061】
つまり、例えば、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維(ハイブリッドタイプ)、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維などにて作製された糸条により織成或いは編成された軟質性の多孔質シートとすることもできる。織成方法としては、二方向、或いは、それ以上の多方向にて織成された平織り、綾織り、などとされる。また、編成方法としては、例えば、メリヤス編みなどとすることができる。軟質性の点から織成或いは編成の多孔質シートに使用する糸条の径(線径)は、0.1〜0.5mmとされ、好ましくは、0.1〜0.3mmである。また、この時、多孔質シートの厚さ(t)、即ち、ベルトの厚さとしては、上述したように、0.2〜1mmとされ、好ましくは、0.2〜0.6mmである。
【0062】
次に、バックアップ部材、即ち、バックアップベルト41の孔45の開口サイズ及びバックアップベルト41の厚さ(t)と、めっき孔14の開口サイズとの関係について説明する。
【0063】
図6にバックアップベルト41の孔45(即ち、図6にて斜線を施して示す開口部領域45A)と、孔45の回りに形成された非開口部領域46(即ち、図6にて斜線を施していない領域)と、めっき孔14(14A、14B、14C)との関係を模式的に示している。
【0064】
めっき孔14の形状は限定されるものではないが、図6には、めっき孔14として代表的な例として三種類の、即ち、大径の孔14A、小径の孔14B、長円形の孔14Cを示している。また、本発明にてバックアップベルト41の孔45としては、種々の形状とし得るが、図6には、異なる大きさの矩形状の、本例では長方形の孔45がランダムに形成された状態を示す。また、矩形状の孔45は、本実施例では、矩形状の孔45の長手方向に延在する長手軸線O45−O45が、パックアップベルト41の長手方向、即ち、金属条3の移動方向に対して角度αだけ傾斜して配置された状態を示している。
【0065】
本発明に使用されるバックアップベルト41に要求される条件の一つは、バックアップベルト41にめっき孔14が全て覆われるような非開口部領域46が存在しないことである(第一の条件)。
【0066】
つまり、図6に示すバックアップベルト41は、大径のめっき孔14Aに対しては、めっき孔14Aが全て覆われるような非開口部領域46は存在しておらず、本発明にて有効に使用し得る。一方、図6に示すバックアップベルト41は、小径及び長円形のめっき孔14B、14Cに対しては、めっき孔14B、14Cが全て覆われるような非開口部領域46が存在しており、このようなバックアップベルト41は、支持体ドラム10にめっき孔14B、14Cが形成されている場合には、使用し得ない。従って、このような小径及び長円形のめっき孔14B、14Cに対しては、バックアップベルト41に更に孔45を形成して、めっき孔14B、14Cに対してめっき孔14B、14Cが全て覆われるような非開口部領域46を有しないようにする必要がある。
【0067】
次に、図7を参照して、本発明に使用されるバックアップベルト41に要求される他の条件について説明する。
【0068】
図7は、図6に示す、バックアップベルト41に形成された、本例では矩形状(長方形)の孔45の一つを示している。ここで、本発明を説明するに際して、バックアップベルト41の孔45の諸寸法について以下のように定義する。
【0069】
バックアップベルト41の移動方向における、孔45における開口部領域45Aの長さの最大値をLmaxとし、バックアップベルト41の移動方向に対して直交する方向(開口部幅方向)おける、孔45における開口部領域45Aの長さの最大値をHmaxとする。更に、バックアップベルト41に形成された矩形状の孔45の内周部に接して形成される、所謂、内接円45Bの直径の最大径をRmaxとする。孔45が円形の場合には、Rmaxは円形状孔45の直径を意味する。
【0070】
本発明者は、多くの研究実験の結果、上記第一の条件に加えるに、以下に説明する第二、第三及び第四の条件も又、本発明に使用するバックアップベルト41にとって重要であることが分かった。本発明者が行った実験結果は、表1〜表4に纏めて記載する。
【0071】
本発明者の研究実験の結果によれば、以下に示す表1〜表4にて理解されるように、
(1)バックアップベルト41は、開口サイズLmax(mm)が、図3に示す金属条3における被めっき部30の移動方向の長さの最大長さL1(mm)に対して、
Lmax≦(1/2)×L1・・・・・(第二の条件)
とされ、且つ、
(2)バックアップベルト41の厚さt(mm)が、孔45の内周部に接して形成される内接円45Bの直径の最大径(孔45が円形の場合にはその直径)Rmax(mm)に対して、
t≦3×Rmax・・・・・・・・・・(第三の条件)
とされる第二及び第三の条件を備えることが重要である。
【0072】
上記Lmaxは、通常、L1が最大10mm程度とされるので、0.05mm≦Lmax≦5mm、好ましくは、0.05mm≦Lmax≦1mm、より好ましくは、0.05mm≦Lmax≦0.8mm、とされる。
【0073】
また、上記厚さtは、通常、0.2mm≦t≦1mm、好ましくは、0.2mm≦t≦0.6mmとされる。
【0074】
上記第二の条件を満足しない場合には、即ち、Lmax>(1/2)×L1では、押圧の効果が十分に達成されず、にじみが発生する。Lmaxが0.05mm未満では、めっき液が滞留し、にじみが発生するといった問題が生じる場合がある。また、上記第三の条件を満足しない場合には、即ち、t>3×Rmaxでは、めっき液が滞留し、にじみが発生する。tが0.2mm未満ではバックアップベルトの耐久性が劣るといった問題が生じる場合がある。
【0075】
更に、好ましくは、本発明者の研究実験の結果によれば、以下に示す表1〜表4にて理解されるように、上記第一、第二、第三の条件に加えるに、第四の条件として、
(3)バックアップベルト41は、幅方向の開口サイズHmax(mm)が、図3に示す金属条3における被めっき部30の移動方向に直交する幅方向の長さの最大長さH(mm)に対して、
Hmax≦(1/2)×H・・・・・(第四の条件)
とされる。
【0076】
上記Hmaxは、通常、0.05mm≦Hmax≦5mm、好ましくは、0.05mm≦Hmax≦1mm、より好ましくは、0.05mm≦Hmax≦0.8mm、とされる。
【0077】
上記第四の条件を満足しない場合には、即ち、Hmax>(1/2)×Hでは、押圧の効果が十分に達成されず、にじみが発生する。Hmaxが0.05mm未満では、めっき液が滞留し、にじみが発生するといった問題が生じる場合がある。
【0078】
また、バックアップベルト41に形成される孔45の配列パターン(メッシュパターン)は、限定されるものではないが、本発明者が行った実験例では、図8(a)〜(d)に示す第1〜第5のメッシュパターン、及び図9(a)、(b)に示す第6及び第7のメッシュパターンを有するパックアップベルトについて実施したが、全て有効であった。
【0079】
つまり、図8(a)〜(e)、及び、図9(a)、(b)には、孔45としては、正方形状及び長方形状の孔45に関連して説明しているが、孔45の形状は、三角形、或いは、5角形以上の多角形状とすることができる。勿論、円形、長円形、楕円形、菱形、など種々の形状ともし得る。
【0080】
図8(a)に示す第1のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向及び幅方向に整列して配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、2Lmaxの間隔にてバックアップベルト41の移動方向及び幅方向に等間隔にて整列して配置されている。つまり、本例では、各孔45(開口部領域45A)間を形成する非開口部領域46の幅、即ち、移動方向の幅46A及び幅方向の幅46Bは、同じ長さとされている。
【0081】
第1のパターンでは、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0082】
図8(b)に示す第2のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向には整列して配置されているが、幅方向においては、所定の距離ずれて配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、正方形の孔45がバックアップベルト41の移動方向には2Lmaxの間隔にて等間隔にて整列して配置されているが、幅方向の各孔には、孔の内接円の中心が、(1/2)Lmaxだけずれて配置されている。
【0083】
第2のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0084】
図8(c)に示す第3のパターンでは、同じ形状とされる正方形の孔45がバックアップベルト41の移動方向にて一つ置きに、幅方向にずれて配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向に2Lmaxの間隔にて一つ置きに幅方向に(1/2)Lmaxだけずれて等間隔にて整列して配置されている。
【0085】
第3のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0086】
図8(d)に示す第4のパターンでは、同じ形状、寸法とされる正方形の孔45がバックアップベルト41の移動方向及び幅方向にずれてランダムに配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向及び幅方向にランダムにずれて配置されている。
【0087】
第4のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0088】
図8(e)に示す第5のパターンでは、相似形状とされる異なる大きさの正方形の孔45がバックアップベルト41の移動方向及び幅方向にずれてランダムに配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、移動方向及び幅方向にランダムにずれて配置されている。なお、本例では、最小の正方形の孔45の一辺の長さLminは、最大の正方形の孔45の一片の長さLmaxの(1/3)とされている。
【0089】
第5のパターンにおいても、図示してはいないが、多角形の場合には、少なくとも孔の1辺が移動方向と平行となるように配置し、また、楕円形の場合には、楕円の長径が移動方向と平行となるように配置し、菱形の場合には、一つの対角線が移動方向と平行となるように配置することができる。
【0090】
図9(a)に示す第6のパターンでは、幅方向に長い(Hmax=20Lmax)の同じ形状とされる長方形の孔45がバックアップベルト41の移動方向及び幅方向に整列して配置されている。つまり、孔45を取り囲む最小円45Rの中心Orが、本例では、2Lmaxの間隔にてバックアップベルト41の移動方向(移動方向)に等間隔にて整列して配置されている。また、幅方向には、間隔Lmaxだけ離間して配置されている。
【0091】
図9(b)に示す第7のパターンでは、図9(a)に示す第6のパターンと同様であるが、ただ、幅方向の長さにおいて異なり、本例の第7のパターンでは幅方向の長さがHmax=10Lmaxとされる。
【0092】
図10(a)、(b)には、図8(a)に示す第1パターンのバックアップベルト41の平面図であり、孔45の開口部領域45Aのサイズが0.5×0.5mmとされ、各開口部領域45A間の非開口部領域46の幅、即ち、縦方向(移動方向)及び横方向(幅方向)の幅46A、46Bが共に0.2mmにて形成されている。
【0093】
本発明者は多くの実験を行い、上記結論を得ることができた。実験結果を表1〜表4に示す。
【0094】
【表1】
【0095】
【表2】
【0096】
【表3】
【0097】
【表4】
【0098】
実験結果の考察
(1)実験例1、3、4、11、12、17〜24、27、28、33〜40、43、44は、バックアップベルト41が、上記第1〜第4の条件を満足することにより良好な結果、即ち、ほとんどにじみがなく、且つ、めっき抜けが良いことを示している。
(2)実験例2、5、7、41、42は、バックアップベルト41が、上記第1、第2及び第3の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。特に、実験例6、8、46は、上記第1の条件を満足しない場合には、めっき抜けが悪いことを示している。また、実験例26は、上記第2の条件を満足しない場合には、めっき抜けが悪いことを示している。また、実験例45は、上記第2の条件を満足しない場合には、にじみが発生することを示しており、また、実験例16、32、48は、上記第3の条件を満足しない場合には、にじみが発生することを示している。
(3)実験例49〜55は、孔の形状の如何にかかわらず、上記第1、第2及び第3の条件、或いは、上記第1〜第4の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。
(4)実験例49〜61は、配列パターンの如何にかかわらず、上記第1、第2及び第3の条件、或いは、上記第1〜第4の条件を満足することにより良好な結果、即ち、にじみがなく、且つ、めっき抜けが良いことを示している。
【0099】
(めっき装置の作動説明)
次に、上記実験に使用しためっき装置1の作動態様、仕様について説明する。
【0100】
先ず、図1にて、第1ローラ組42a、42aを左側方向に移動し、長尺の金属条3をガイドローラ15a、15bを介してドラム本体13に設けられた突起部13a1、13b1にキャリア穴3a1、3b1を嵌合させて支持体ドラム10に巻回し、金属条3の端部を巻取側装置130に係止する。
【0101】
そして、第1ローラ組42a、42aを右側方向に移動させて金属条3を外側方向から押圧し、支持体ドラム10表面に密着させる。
【0102】
金属条3の巻回が完了したらめっき液を供給管22を介してめっき液タンク21に供給し、射出板21の開口24からめっき液を勢い良く噴出させる。そして、射出板21をプラスとし、金属条3をマイナスとして電流を通電する。このとき噴出されためっき液が金属条3と常に接触した状態となるのでめっき液を介して電流が流れ、めっき液中の金属イオンがめっき孔14から金属条3の表面に付着しめっきが行なわれる。噴出されためっき液はめっき槽5内に落下し再び供給ポンプ(図示せず)でめっき液射出タンク21へ送られる。
【0103】
金属条3は、図示しないモータにより駆動される巻取側装置130により順次巻き取られ回収される。この巻取側装置130の駆動により金属条3を介して支持体ドラム10も回転する。従って、金属条3の巻取り速度は、金属条3がドラム本体13の表面に接触している間にめっきが完了するような回転速度で行なわれる。
【0104】
上記表1の結果を得るために行った本実施例の装置を使用しためっき処理におけるスポットめっき条件は次の通りであった。
・支持体ドラム(10) 材質:PPS 直径:300mm
・金属条(3) 材質:C5240R(リン青銅) 幅:20.8mm 厚さ:0.12mm
・バックアップベルト(41)
材質:表1〜表4に記載の通り
孔(45)のサイズ:表1〜表4に記載の通り
非開口部の幅(46A、46B):表1〜表4に記載の通り
幅:15.0mm
厚さ(t):表1〜表4に記載の通り
・液量 50L
・温度 60℃
・流量 20〜100L/min
・電流 0.3〜2.0A
・L/S(金属条の送り速度) 2.5〜15m/min
・Au(金めっき液)濃度 8g/L
【0105】
上述したように、本発明によれば、バックアップ部材41を多孔質且つ軟質性のベルト、所謂、メッシュベルトとすることで、めっき液が滞留することなく外側へ抜けるため、「めっき抜け」がなくなり、また、支持体ドラム10と金属条3がバックアップベルトの押圧による密着が保たれ、「にじみ」が減少した。これにより、安定したスポットめっきを施すことが可能となった。
【0106】
上記実施例では、金属条3に金めっきを施すものとして説明したが、金めっきの他に銀めっき、ニッケルめっきなども同様に実施し得ることは当然である。
【0107】
また、本実施例のスポットめっき装置1は、支持体ドラム10の回転軸101が垂直に配置された構成とされたが、回転軸101が水平となるように配置されたスポットめっき装置とすることもできる。斯かる構成のスポットめっき装置も上記実施例の場合と同様の作用効果を奏し得る。
【符号の説明】
【0108】
1 スポットめっき装置
3 金属条
3a1、3a2、3b1、3b2 キャリア穴
10 支持体ドラム
13(13a1、13b1) 突起部
14(14a、14b1、14b2) 透孔(めっき孔)
20 めっき液噴出機構
21 射出板
30 所定形状部材(被めっき部)
31m、32m、33m めっきエリア
41 バックアップベルト(バックアップ部材)
45 孔(開口部)
45A 開口部領域
46 非開口部領域
100 装置本体
101 回転支持軸
130 巻取側装置
【特許請求の範囲】
【請求項1】
所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材であって、
多孔質の且つ軟質性の材料で形成されたことを特徴とするスポットめっき装置用バックアップ部材。
【請求項2】
前記バックアップ部材は、複数の支持ローラに張設巻回されて循環移動する無端ベルトであることを特徴とする請求項1に記載のスポットめっき装置用バックアップ部材。
【請求項3】
前記バックアップ部材は、前記めっき孔が全て覆われるような非開口部領域を有しておらず、更に、
前記バックアップ部材の移動方向における、前記バックアップ部材の孔における開口部領域の長さの最大値をLmaxとし、前記バックアップ部材の孔の内周部に接して形成される内接円の直径の最大径をRmaxとし、前記バックアップ部材の厚さをtとすると、
Lmax≦(1/2)×L1
且つ、
t≦3×Rmax
であることを特徴とする請求項1又は2に記載のスポットめっき装置用バックアップ部材。
【請求項4】
前記バックアップ部材の移動方向に対して直交する幅方向おける前記バックアップ部材の孔における開口部領域の長さの最大値をHmaxとすると、
Hmax≦(1/2)×H
であることを特徴とする請求項3に記載のスポットめっき装置用バックアップ部材。
【請求項5】
0.05mm≦Lmax≦5mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項6】
0.05mm≦Lmax≦1mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項7】
0.05mm≦Lmax≦0.8mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項8】
0.05mm≦Hmax≦5mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項9】
0.05mm≦Hmax≦1mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項10】
0.05mm≦Hmax≦0.8mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項11】
0.2mm≦t≦1mm
であることを特徴とする請求項3〜10のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項12】
0.2mm≦t≦0.6mm
であることを特徴とする請求項3〜10のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項13】
前記バックアップ部材は、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、又は、ポリイミド樹脂で作製された樹脂シートであることを特徴とする請求項1〜12のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項14】
前記バックアップ部材は、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維、フッ素繊維にて作製された糸条により織成或いは編成された多孔質シートであることを特徴とする請求項1〜12のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項15】
前記糸条は、線径が0.1〜0.5mmであることを特徴とする請求項14に記載のスポットめっき装置用バックアップ部材。
【請求項16】
所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、
前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材を備えており、
前記バックアップ部材は、請求項1〜15に記載するバックアップ部材であることを特徴とするスポットめっき装置。
【請求項1】
所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材であって、
多孔質の且つ軟質性の材料で形成されたことを特徴とするスポットめっき装置用バックアップ部材。
【請求項2】
前記バックアップ部材は、複数の支持ローラに張設巻回されて循環移動する無端ベルトであることを特徴とする請求項1に記載のスポットめっき装置用バックアップ部材。
【請求項3】
前記バックアップ部材は、前記めっき孔が全て覆われるような非開口部領域を有しておらず、更に、
前記バックアップ部材の移動方向における、前記バックアップ部材の孔における開口部領域の長さの最大値をLmaxとし、前記バックアップ部材の孔の内周部に接して形成される内接円の直径の最大径をRmaxとし、前記バックアップ部材の厚さをtとすると、
Lmax≦(1/2)×L1
且つ、
t≦3×Rmax
であることを特徴とする請求項1又は2に記載のスポットめっき装置用バックアップ部材。
【請求項4】
前記バックアップ部材の移動方向に対して直交する幅方向おける前記バックアップ部材の孔における開口部領域の長さの最大値をHmaxとすると、
Hmax≦(1/2)×H
であることを特徴とする請求項3に記載のスポットめっき装置用バックアップ部材。
【請求項5】
0.05mm≦Lmax≦5mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項6】
0.05mm≦Lmax≦1mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項7】
0.05mm≦Lmax≦0.8mm
であることを特徴とする請求項3又は4に記載のスポットめっき装置用バックアップ部材。
【請求項8】
0.05mm≦Hmax≦5mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項9】
0.05mm≦Hmax≦1mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項10】
0.05mm≦Hmax≦0.8mm
であることを特徴とする請求項4〜7のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項11】
0.2mm≦t≦1mm
であることを特徴とする請求項3〜10のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項12】
0.2mm≦t≦0.6mm
であることを特徴とする請求項3〜10のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項13】
前記バックアップ部材は、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、ポリプロピレン樹脂、アラミド樹脂、ポリアリレート樹脂、PBO樹脂、ポリフェニレンサルファイド(PPS)樹脂、又は、ポリイミド樹脂で作製された樹脂シートであることを特徴とする請求項1〜12のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項14】
前記バックアップ部材は、ポリエステル繊維、フッ素樹脂繊維、又は、ガラス繊維+フッ素樹脂繊維、アクリル繊維、レーヨン繊維、ポリプロピレン繊維、パラ系及びメタ系アラミド繊維、ポリアリレート繊維、PBO繊維、ポリフェニレンサルファイド(PPS)繊維、ポリイミド繊維、フッ素繊維にて作製された糸条により織成或いは編成された多孔質シートであることを特徴とする請求項1〜12のいずれかの項に記載のスポットめっき装置用バックアップ部材。
【請求項15】
前記糸条は、線径が0.1〜0.5mmであることを特徴とする請求項14に記載のスポットめっき装置用バックアップ部材。
【請求項16】
所定形状の被めっき部が長尺方向に繰り返し形成された長尺の金属条を支持体ドラムの外周部の一部に沿って巻回して前記支持体ドラムと共に回転移動させ、前記金属条の被めっき部の所定のめっきエリアに対して、前記支持体ドラムに形成しためっき孔を介して前記支持体ドラムの内部からめっき液を供給することにより前記金属条の被めっき部の所定のめっきエリアにスポットめっきするスポットめっき装置において、
前記金属条の少なくとも前記被めっき部を前記支持体ドラムの外周部に押圧して密着させるために、前記支持体ドラムに巻回された前記金属条の外周部の少なくとも一部に巻回され、前記金属条と共に前記支持体ドラムの回転方向に移動するバックアップ部材を備えており、
前記バックアップ部材は、請求項1〜15に記載するバックアップ部材であることを特徴とするスポットめっき装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−241262(P2012−241262A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−115168(P2011−115168)
【出願日】平成23年5月23日(2011.5.23)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
[ Back to top ]