
スポット溶接用監視装置及び接合部評価方法

【課題】複雑なデータ解析が不要で、スポット溶接による接合部の品質をリアルタイムで評価可能なスポット溶接用監視装置及び接合部評価方法を提供する。
【解決手段】一対の電極チップC,Cの間に2枚の金属板W,Wを挟み込んで溶接するスポット溶接の監視装置1であって、底部2a及びチップ装着部2bを有する筒状を成し、その中空部分への冷却水の給水部2c及び排水部2dを有する一対のトーチ2,2と、トーチ2の中空部分に配置されて、給水部2cからの冷却水を電極チップCに導き且つ冷却水を排水部2dに導く排水路2fを形成する給水管5と、一方のトーチ2A側の給水管5を通して接合部Waに超音波を発する送信側超音波センサ6と、接合部Waを透過した超音波を他方のトーチ2B側の給水管5を通して受ける受信側超音波センサ7と、超音波の送受信を行わせた際の接合部Waの透過波の音圧変化を測定して、溶接良否を判定する評価部3を備えた。
【解決手段】一対の電極チップC,Cの間に2枚の金属板W,Wを挟み込んで溶接するスポット溶接の監視装置1であって、底部2a及びチップ装着部2bを有する筒状を成し、その中空部分への冷却水の給水部2c及び排水部2dを有する一対のトーチ2,2と、トーチ2の中空部分に配置されて、給水部2cからの冷却水を電極チップCに導き且つ冷却水を排水部2dに導く排水路2fを形成する給水管5と、一方のトーチ2A側の給水管5を通して接合部Waに超音波を発する送信側超音波センサ6と、接合部Waを透過した超音波を他方のトーチ2B側の給水管5を通して受ける受信側超音波センサ7と、超音波の送受信を行わせた際の接合部Waの透過波の音圧変化を測定して、溶接良否を判定する評価部3を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポット溶接を行う場合に、接合部の良否を判定するのに用いられるスポット溶接用監視装置及び接合部評価方法に関するものである。
【背景技術】
【0002】
上記したスポット溶接において、接合すべき2枚ないしそれ以上の金属板を2つの電極間に挿入し、両電極間に所定の荷重(一般的には約200kgf)を加えつつ電流を流して、互いに密接している金属板間にナゲットを生じさせることで、金属板同士を接合するようになっている。
【0003】
従来、このようなスポット溶接により接合された金属板間における接合部の良否判定は、スポット溶接終了後に行われるのが一般的であり、接合部に不具合が見つかった場合には、前の行程に戻ってスポット溶接をやり直さなければならないので、その分だけ時間及びコストが余計にかかってしまう。
【0004】
このような問題に対処するべく成された技術として、例えば、特許文献1に開示されている溶接動作監視装置がある。
この溶接動作監視装置は、超音波の送受信を行う超音波機器と、この超音波機器に接続されてスポット溶接を行う一方の電極に配置される超音波発生側の振動子と、これと同じく超音波機器に接続されてスポット溶接を行う他方の電極に配置される超音波受信側の振動子と、超音波機器からデータを抽出するデータ取得ユニットと、このデータ取得ユニットに接続された信号プロセッサを備えている。
【0005】
この溶接動作監視装置において、超音波発生側の振動子及び超音波受信側の振動子は、一方の電極及び他方の電極内で捻り導波を生成するように構成されており、信号プロセッサでは、データ取得ユニットで抽出した超音波機器からの捻り導波に対応するデータと、許容し得る品質レベルに対応するプロファイルとを比較することで、溶接中に生成された接合部の品質レベルを求めるようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007-90435号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、上記した従来の溶接動作監視装置において、振動子によって一方の電極及び他方の電極内で生成させた敏感な捻りモードのガイドウェーブを採用して、接合部の品質レベルを求めるようにしている都合上、データ解析が複雑になってしまうという問題があり、この問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、複雑なデータ解析を必要とすることなく、スポット溶接による接合部の品質をリアルタイムで評価することが可能であるスポット溶接用監視装置及び接合部評価方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記したように、スポット溶接を行う際には、接合すべき2枚ないしそれ以上の金属板を2つの電極間に挿入して挟み込んだ後に、両電極間に一般的に約200kgfの荷重を加えて密着させる。このとき、互いに密接している金属板間の接合部には、約10kgf/mm2の圧縮応力が加わる。
【0010】
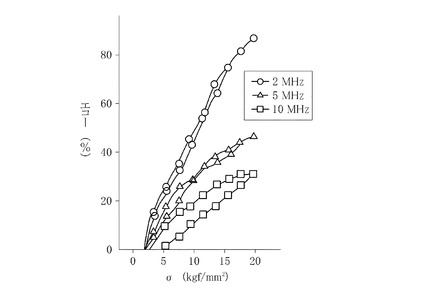
ここで、圧縮応力が加えられて互いに密接している金属板間の接合部に超音波を流すと、透過音圧(エコー)が得られる。この透過音圧は、図3に示すように、10MHzといった高い周波数に比べて、2MHzや5MHzのような低い周波数の方が大きいので、圧縮応力σ(kgf/mm2)が加えられた金属板間の接合部に低い周波数の超音波の縦波を流した際における透過音圧(%)から、金属板同士の密着度を評価し得ると考えられる。
【0011】
次いで、この状態で両電極間に電流を流すと、互いに密接している金属板間の接合部の温度が上昇し、この接合部の金属が溶融してナゲットが生じる。
このとき、接合部の温度の上昇に伴う金属の耐力低下によって金属板同士の密着度が改善されるので、透過音圧が増大するが、このナゲットの形成に伴って、超音波は固体−液体(溶融金属)−固体の順に透過することになる。一般に、溶融金属における音速は、固体での音速の1/3〜1/4となり、音響インピーダンスも1/3〜1/4に低下するので、上記のように、超音波が固体−液体(溶融金属)−固体の順に伝播すると、透過波の振幅値は低下する。
【0012】
そして、上記ナゲットが凝固すると、超音波は固体−固体−固体の順に伝播することになるので、透過音圧が再び増大する。
つまり、互いに密接している金属板間の接合部に適正なるナゲットが形成されると、金属の溶融により一時的に透過波の振幅値が低下して、この溶融金属の凝固とともに透過波の振幅値が再度上昇に転じることになる。
【0013】
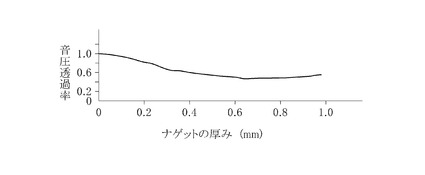
一方、上記ナゲットの厚みと、このナゲットを超音波が透過する際の透過音圧には、周波数依存性があり、例えば、周波数が0.5MHzの超音波を用いた場合には、ナゲットの厚みと透過音圧との関係は、図4のグラフに示すようになる。この図4のグラフに示すように、ナゲットが形成されていても溶け込みが浅かったり、ナゲットの厚みが薄かったりした場合は、金属の溶融に伴う透過音圧の変化が小さい。
【0014】
すなわち、ナゲットが形成されない場合や、ナゲットの厚みが薄い場合には、両電極間に荷重を加えるのに伴って透過波の振幅値が上昇し、金属板間の接合部の温度が上がるのに伴ってさらに振幅値が上昇するが、透過波の振幅値は低下しない、又は、僅かな低下となる。
【0015】
このように、本発明者らは、スポット溶接時において、金属板間の接合部に対して超音波をデータ解析がシンプルな縦波モードで伝播させ、透過波の振幅値の変化状態を監視することで、スポット溶接の接合部の評価を行い得ることを見出した。
【0016】
ここで、スポット溶接に用いられるトーチは、有底の筒状を成しており、開口端にはテーパのついた電極チップ装着部が設けられている。このトーチは、その中空部分に口径5mmφ程度の給水管を同軸配置することで二重管構造となっており、給水管の内側を給水路としていると共に外側を排水路としていて、給水路を通る水は、電極チップ装着部に取り付けられた電極チップの背面に吹き付けられて、この電極チップを冷却するようになっている。
【0017】
そこで、本発明者らは、トーチの中空部分に配置した給水管内側における給水路の水中を超音波が支障なく伝播するかを確かめるべく試験を行った。
【0018】
具体的には、まず、内径5.8mm、外径10.5mm、長さ107mmの細管を水中に沈めて、この細管の一端に送信側振動子を配置すると共に他端に受信側振動子を配置した。次いで、両振動子に1.0MHz,2.25MHz及び5.0MHzの3通りの周波数の超音波を送受信させた。
【0019】
この際、送信側振動子として、1.0MHz,2.25MHz及び5.0MHzの各周波数の超音波を発し得る直径25.0mmφ及び12.5mmφの振動子を採用したが、受信側振動子としては、送信側振動子よりも小さい直径10.0mmφの周波数5.0MHz用の振動子を採用した。これは、送信側振動子の周波数に合わせて受信側振動子の寸法を決めると、細管の外径10.5mmを上回ってしまい、細管の外部を伝播する超音波をも受信する可能性があるからである。
【0020】
上記試験において、1.0MHz,2.25MHz及び5.0MHzの各周波数の超音波が細管の内部を透過した信号を確認することができ、透過した超音波の音圧をそれぞれ測定したところ、得られた音圧がいずれもスポット溶接の接合部の監視に適用可能であるとの知見を得て本発明をするに至った。
【0021】
すなわち、本発明の請求項1に係る発明は、一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の監視装置であって、一方の端部を底部とし且つ開口する他方の端部を前記電極チップの装着部とした筒状を成していると共に、前記底部及びチップ装着部の間の中空部分に対する冷却水の給排水を行う給水部及び排水部を有する一対のトーチと、これらのトーチの各中空部分にそれぞれ配置されて、前記給水部から供給される冷却水を前記チップ装着部に取り付けた電極チップに導いて噴出させると共に、該電極チップに噴出させた冷却水を前記排水部に導く排水路を形成する給水管と、前記一対のトーチの一方に配置されて、前記給水管及び前記電極チップを通して前記金属板間の接合部に向けて超音波を発する送信側超音波センサと、前記一対のトーチの他方に配置されて、前記接合部を透過した前記送信側超音波センサからの超音波を前記電極チップ及び前記給水管を通して受ける受信側超音波センサと、前記一対のトーチに対する冷却水の給排水を行いつつ、前記送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせた時点における前記接合部の透過波の音圧変化を測定して、該接合部の溶接良否を判定する評価部を備えた構成としており、この構成のスポット溶接用監視装置を前述した従来の課題を解決するための手段としている。
【0022】
本発明の請求項1に係るスポット溶接用監視装置では、一対のトーチに取り付けた電極チップ間に接合すべき2枚ないしそれ以上の金属板を挟み込んでスポット溶接を行うに際して、両トーチに対する冷却水の給排水を行いつつ、送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせると、互いに密接している金属板間の接合部に適正なナゲットが形成された場合には、透過波の振幅値が一旦低下するものの、透過波の振幅値が再度上昇に転じるが、ナゲットが形成されていても溶け込みが浅かったり、ナゲットの厚みが薄かったりした場合には、金属板間の接合部の温度が上がるのに伴って上昇する透過波の振幅値は、その先ほとんど低下しない、又は、僅かに低下するだけとなる。
【0023】
このように、送信側超音波センサからの縦波モードの超音波を金属板間の接合部に伝播させ、超音波がこの金属板間の接合部を透過する時点における透過波の音圧変化を評価部により測定するだけで、接合部の溶接良否判定をリアルタイムで行い得ることとなる、すなわち、複雑なデータ解析を必要とすることなく、接合部の溶接良否判定をリアルタイムで行い得ることとなる。
【0024】
また、本発明の請求項2に係るスポット溶接用監視装置において、前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部は、該送信側超音波センサに向けて漸次口径が大きくなる漏斗状端部としてある構成としている。この構成を採用した場合において、給水管の送信側超音波センサを向く端部の側面に入射した超音波が、臨界角を超えて給水管自体に伝わり難くなるので、超音波の送受信が効率よくなされることとなる。
【0025】
この際、図5に示すように、水中の音速をVw、給水管を伝わる音速をVpとした場合、給水管の側面に斜めに入射する超音波の臨界角θcrは、cos-1(Vw/Vp)で表される。一方、給水管の漏斗状端部におけるテーパ角度θは、給水管の口径をd、送信側超音波センサの振動子の径Dとした場合、(D−d)/(tanθ)=(D+d)/(tan2θ)で表される。
【0026】
そこで、本発明の請求項3に係るスポット溶接用監視装置では、水中の音速をVw、前記一方のトーチに配置した口径dの給水管を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、該給水管の前記漏斗状端部におけるテーパ角度θは、θ<θcr=cos-1(Vw/Vp)であり、且つ、前記送信側超音波センサが有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係にある構成としている。
【0027】
さらにまた、本発明の請求項4に係るスポット溶接用監視装置は、前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部と、該送信側超音波センサとの間に、超音波を前記給水管の中心軸ないしその近傍に集束させる音響レンズを設置した構成としており、この場合も、給水管の送信側超音波センサを向く端部の側面に入射した超音波が、臨界角を超えて給水管自体に伝わり難くなるので、超音波の送受信が効率よくなされることとなる。
【0028】
さらにまた、本発明の請求項5に係るスポット溶接用監視装置は、前記送信側超音波センサ及び受信側超音波センサ間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとし、前記給水管の口径を該超音波の波長の3倍以上とした構成としている。
【0029】
上記したように、スポット溶接において、互いに密接している金属板間の接合部には、一般的に約10kgf/mm2の圧縮応力が加わる。この金属板間の接合部に超音波を流した際に得られる透過音圧(エコー)は、圧縮応力の増加につれて大きくなり、その傾向は周波数が低い程顕著であることから、超音波の周波数を0.5MHz〜2.0MHzとして、給水管の口径を超音波の波長の3倍以上とすると、大きいエコーが得られる低い周波数の超音波を給水管に対して流し易くなる。
【0030】
さらにまた、本発明の請求項6に係るスポット溶接用監視装置において、前記送信側超音波センサ及び受信側超音波センサは、前記トーチに軟金属、例えば、ろう付けで直接取り付けて成る超音波センサである構成としている。なお、この超音波センサには、本発明の出願人が先に開発した高温用超音波探触子を用いることが望ましい。
この構成のスポット溶接用監視装置では、トーチ内の水中環境において、センサ取り付け部の劣化による剥がれを回避し得ることとなる。
【0031】
一方、本発明の請求項7に係るスポット溶接の接合部評価方法は、一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の接合部を請求項1〜6のいずれかのスポット溶接用監視装置により評価するに際して、スポット溶接中に、前記一対のトーチに対する冷却水の給排水を行いつつ、前記一方のトーチの送信側超音波センサから、前記給水管及び前記電極チップを通して前記接合部に向けて超音波を発すると共に、この接合部を透過した前記送信側超音波センサからの超音波を前記他方のトーチの前記電極チップ及び前記給水管を通して受信側超音波センサで受け、前記送信側超音波センサからの超音波が前記接合部を透過する時点における透過波の音圧変化を評価部により測定して、該接合部の溶接良否を判定する構成としている。
【0032】
このように、送信側超音波センサからの縦波モードの超音波を金属板間の接合部に伝播させ、超音波がこの金属板間の接合部を透過する時点における透過波の音圧変化を評価部により測定すれば、金属板間の接合部に適正なナゲットが形成されているか否かを複雑なデータ解析を必要とすることなく、リアルタイムで評価し得ることとなる。
【発明の効果】
【0033】
本発明の請求項1に係るスポット溶接用監視装置及び接合部評価方法では、上記した構成としているので、複雑なデータ解析を必要とすることなく、スポット溶接による接合部の品質をリアルタイムで評価することが可能になるという非常に優れた効果がもたらされる。
【0034】
また、本発明の請求項2〜4に係るスポット溶接用監視装置では、それぞれ上記した構成としているので、超音波の送受信を効率よく行わせることができる。
さらに、本発明の請求項5に係るスポット溶接用監視装置では、上記した構成としているので、大きい透過波のエコーが得られる低い周波数の超音波を給水管に対して流し易くなり、本発明の請求項6に係るスポット溶接用監視装置では、上記した構成としているので、トーチ内の水中環境において、センサの剥がれを防止することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例に係るスポット溶接用監視装置の構成説明図である。
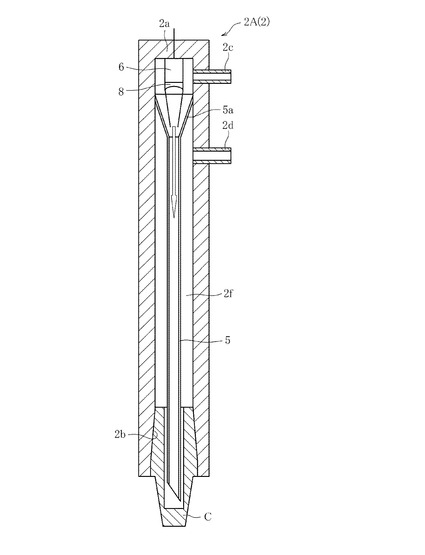
【図2】図1に示したスポット溶接用監視装置のトーチの断面説明図である。
【図3】金属板間の接合部に超音波を流す場合の透過音圧(エコー)に及ぼす圧縮応力の影響を示すグラフである。
【図4】ナゲットを超音波が透過する際のナゲットの厚みと透過音圧との関係を示すグラフである。
【図5】図1に示したスポット溶接用監視装置の給水管の漏斗状端部におけるテーパ角度と振動子の径との関係を説明する図である。
【発明を実施するための形態】
【0036】
以下、本発明を図面に基づいて説明する。
図1及び図2は本発明に係るスポット溶接用監視装置及び接合部評価方法の一実施例を示しており、この実施例では、2枚の金属板を溶接する場合を例に挙げて説明する。
【0037】
図1に示すように、このスポット溶接用監視装置1は、同軸上に配置されて互いに向き合う先端部に電極チップC,Cが取り付けられる筒状を成す一対のトーチ2,2と、この一対のトーチ2,2の各電極チップC,C間に2枚の金属板W,Wを挟み込んで溶接する際の接合部における溶接の良否を判定する評価部3と、この評価部3による評価結果を表示するモニタ4を備えている。
【0038】
トーチ2は、図2に示すように、一方の端部を底部2aとし且つ開口する他方の端部(先端部)を電極チップCの装着部2bとしていると共に、底部2a及びチップ装着部2bの間の中空部分に対する冷却水の給排水を行う給水部2c及び排水部2dを有しており、これらの給水部2c及び排水部2dには、図示しない給水装置及び排水処理装置がそれぞれ接続されている。
【0039】
このトーチ2の中空部分における軸心上には、給水部2cから供給される冷却水をチップ装着部2bに取り付けた電極チップCに導いて噴出させると共に、この電極チップCに噴出させた冷却水を排水部2dに導く排水路2fを形成する給水管5が配置されている。
【0040】
一対のトーチ2,2のうちの一方のトーチ2Aには、給水管5及び電極チップCを通して金属板W,W間の接合部Waに向けて縦波モードの超音波を発する送信側超音波センサ6が配置され、一対のトーチ2,2のうちの他方のトーチ2Bには、接合部Waを透過した送信側超音波センサ6からの超音波を電極チップC及び給水管5を通して受ける受信側超音波センサ7が配置されていて、超音波センサ6,7は、いずれも底部2aにろう付けにより直接取り付けられている。なお、これらの超音波センサ6,7には、本発明の出願人が先に開発した高温用超音波探触子を用いることが望ましい。
【0041】
この場合、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く端部は、この送信側超音波センサ6に向けて漸次口径が大きくなる漏斗状端部5aとしてある。具体的には、図5に示すように、水中の音速をVw、口径dの給水管5を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、給水管5の漏斗状端部5aにおけるテーパ角度θは臨界角θcrよりも小さく(θ<θcr=cos-1(Vw/Vp))、且つ、送信側超音波センサ6が有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係になるように設定してある。
【0042】
また、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く漏斗状端部5aと、この送信側超音波センサ6との間には、超音波を給水管5の中心軸ないしその近傍に集束させる音響レンズ8が設置されている。
【0043】
そして、この実施例において、一対のトーチ2,2の送信側超音波センサ6及び受信側超音波センサ7間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとしており、給水管5の口径dを超音波の波長の3倍以上としている。
【0044】
評価部3は、一対のトーチ2,2に対する冷却水の給排水を行いつつ、送信側超音波センサ6及び受信側超音波センサ7間で超音波の送受信を行わせた時点における接合部Waの透過波の音圧変化を測定し、この測定結果から接合部Waの溶接良否を判定してモニタ4で表示するようになっている。
【0045】
このような構成を成すスポット溶接用監視装置1では、一対のトーチ2,2に取り付けた電極チップC,C間に接合すべき2枚の金属板W,Wを挟み込んでスポット溶接を行うに際して、まず、一対のトーチ2,2間に約200kgfの荷重Pを加えて密着させつつ電流を流す。
【0046】
この溶接の間、両トーチ2,2に対する冷却水の給排水を行いつつ、送信側超音波センサ6及び受信側超音波センサ7間で超音波の送受信を行わせる。
【0047】
そして、互いに密接している金属板W,W間の接合部Waに適正なナゲットが形成される場合には、金属の溶融により一時的に透過波の振幅値が低下して、この溶融金属の凝固とともに透過波の振幅値が再度上昇に転じることになる。
【0048】
一方、ナゲットが形成されない場合や、ナゲットの厚みが薄い場合には、両電極C,C間に荷重Pを加えるのに伴って透過波の振幅値が上昇し、金属板W,W間の接合部Waの温度が上がるのに伴ってさらに振幅値が上昇するが、透過波の振幅値は低下しない、又は、僅かな低下となる。
【0049】
このように、送信側超音波センサ6からの縦波モードの超音波を金属板W,W間の接合部Waに伝播させ、超音波がこの金属板W,W間の接合部Waを透過する時点における透過波の音圧変化を評価部3により測定すれば、接合部Waの溶接良否判定をリアルタイムで行い得ることとなる、すなわち、複雑なデータ解析を必要とすることなく、接合部Waの溶接良否判定をリアルタイムで行い得ることとなる。
【0050】
また、上記スポット溶接用監視装置1では、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く端部を送信側超音波センサ6に向けて漸次口径が大きくなる漏斗状端部5aとしてある、すなわち、この漏斗状端部5aのテーパ角度θと送信側超音波センサ6が有する振動子の径Dとの関係を、θ<θcr=cos-1(Vw/Vp)で、且つ、(D−d)/(tanθ)=(D+d)/(tan2θ)としているので、給水管5の送信側超音波センサ6を向く端部の側面に入射した超音波が、臨界角θcrを超えて給水管5自体に伝わり難くなり、その結果、超音波の送受信が効率よくなされることとなる。
【0051】
さらに、上記スポット溶接用監視装置1では、一方のトーチ2Aにおける給水管5の漏斗状端部5aと、送信側超音波センサ6との間に、音響レンズ8を設置しているので、超音波の送受信がより一層効率よくなされることとなる。
【0052】
さらにまた、上記スポット溶接用監視装置1では、一対のトーチ2,2の送信側超音波センサ6及び受信側超音波センサ7間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとしたうえで、給水管5の口径dを超音波の波長の3倍以上としているので、金属板W,W間の接合部Waに超音波を流した際に大きいエコーが得られる低い周波数の超音波を給水管5に対して流し易くなる。
【0053】
さらにまた、上記スポット溶接用監視装置1では、超音波センサ6,7をいずれもトーチ2の底部2aにろう付けにより直接取り付けるようにしているので、トーチ2内の水中環境において、センサ取り付け部の劣化による剥がれを回避し得ることとなる。
【0054】
また、上記した実施例では、2枚の金属板を溶接する場合を例に挙げて説明したが、これに限定されるものではなく、2枚以上の金属板Wをスポット溶接する場合にも適用可能である。
【0055】
本発明に係るスポット溶接用監視装置及び接合部評価方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0056】
1 スポット溶接用監視装置
2(2A,2B) トーチ(一方のトーチ,他方のトーチ)
2a 底部
2b チップ装着部
2c 給水部
2d 排水部
2f 排水路
3 評価部
5 給水管
5a 給水管の漏斗状端部
6 送信側超音波センサ
7 受信側超音波センサ
8 音響レンズ
C 電極チップ
W 金属板
Wa 接合部
【技術分野】
【0001】
本発明は、スポット溶接を行う場合に、接合部の良否を判定するのに用いられるスポット溶接用監視装置及び接合部評価方法に関するものである。
【背景技術】
【0002】
上記したスポット溶接において、接合すべき2枚ないしそれ以上の金属板を2つの電極間に挿入し、両電極間に所定の荷重(一般的には約200kgf)を加えつつ電流を流して、互いに密接している金属板間にナゲットを生じさせることで、金属板同士を接合するようになっている。
【0003】
従来、このようなスポット溶接により接合された金属板間における接合部の良否判定は、スポット溶接終了後に行われるのが一般的であり、接合部に不具合が見つかった場合には、前の行程に戻ってスポット溶接をやり直さなければならないので、その分だけ時間及びコストが余計にかかってしまう。
【0004】
このような問題に対処するべく成された技術として、例えば、特許文献1に開示されている溶接動作監視装置がある。
この溶接動作監視装置は、超音波の送受信を行う超音波機器と、この超音波機器に接続されてスポット溶接を行う一方の電極に配置される超音波発生側の振動子と、これと同じく超音波機器に接続されてスポット溶接を行う他方の電極に配置される超音波受信側の振動子と、超音波機器からデータを抽出するデータ取得ユニットと、このデータ取得ユニットに接続された信号プロセッサを備えている。
【0005】
この溶接動作監視装置において、超音波発生側の振動子及び超音波受信側の振動子は、一方の電極及び他方の電極内で捻り導波を生成するように構成されており、信号プロセッサでは、データ取得ユニットで抽出した超音波機器からの捻り導波に対応するデータと、許容し得る品質レベルに対応するプロファイルとを比較することで、溶接中に生成された接合部の品質レベルを求めるようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007-90435号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、上記した従来の溶接動作監視装置において、振動子によって一方の電極及び他方の電極内で生成させた敏感な捻りモードのガイドウェーブを採用して、接合部の品質レベルを求めるようにしている都合上、データ解析が複雑になってしまうという問題があり、この問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、複雑なデータ解析を必要とすることなく、スポット溶接による接合部の品質をリアルタイムで評価することが可能であるスポット溶接用監視装置及び接合部評価方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記したように、スポット溶接を行う際には、接合すべき2枚ないしそれ以上の金属板を2つの電極間に挿入して挟み込んだ後に、両電極間に一般的に約200kgfの荷重を加えて密着させる。このとき、互いに密接している金属板間の接合部には、約10kgf/mm2の圧縮応力が加わる。
【0010】
ここで、圧縮応力が加えられて互いに密接している金属板間の接合部に超音波を流すと、透過音圧(エコー)が得られる。この透過音圧は、図3に示すように、10MHzといった高い周波数に比べて、2MHzや5MHzのような低い周波数の方が大きいので、圧縮応力σ(kgf/mm2)が加えられた金属板間の接合部に低い周波数の超音波の縦波を流した際における透過音圧(%)から、金属板同士の密着度を評価し得ると考えられる。
【0011】
次いで、この状態で両電極間に電流を流すと、互いに密接している金属板間の接合部の温度が上昇し、この接合部の金属が溶融してナゲットが生じる。
このとき、接合部の温度の上昇に伴う金属の耐力低下によって金属板同士の密着度が改善されるので、透過音圧が増大するが、このナゲットの形成に伴って、超音波は固体−液体(溶融金属)−固体の順に透過することになる。一般に、溶融金属における音速は、固体での音速の1/3〜1/4となり、音響インピーダンスも1/3〜1/4に低下するので、上記のように、超音波が固体−液体(溶融金属)−固体の順に伝播すると、透過波の振幅値は低下する。
【0012】
そして、上記ナゲットが凝固すると、超音波は固体−固体−固体の順に伝播することになるので、透過音圧が再び増大する。
つまり、互いに密接している金属板間の接合部に適正なるナゲットが形成されると、金属の溶融により一時的に透過波の振幅値が低下して、この溶融金属の凝固とともに透過波の振幅値が再度上昇に転じることになる。
【0013】
一方、上記ナゲットの厚みと、このナゲットを超音波が透過する際の透過音圧には、周波数依存性があり、例えば、周波数が0.5MHzの超音波を用いた場合には、ナゲットの厚みと透過音圧との関係は、図4のグラフに示すようになる。この図4のグラフに示すように、ナゲットが形成されていても溶け込みが浅かったり、ナゲットの厚みが薄かったりした場合は、金属の溶融に伴う透過音圧の変化が小さい。
【0014】
すなわち、ナゲットが形成されない場合や、ナゲットの厚みが薄い場合には、両電極間に荷重を加えるのに伴って透過波の振幅値が上昇し、金属板間の接合部の温度が上がるのに伴ってさらに振幅値が上昇するが、透過波の振幅値は低下しない、又は、僅かな低下となる。
【0015】
このように、本発明者らは、スポット溶接時において、金属板間の接合部に対して超音波をデータ解析がシンプルな縦波モードで伝播させ、透過波の振幅値の変化状態を監視することで、スポット溶接の接合部の評価を行い得ることを見出した。
【0016】
ここで、スポット溶接に用いられるトーチは、有底の筒状を成しており、開口端にはテーパのついた電極チップ装着部が設けられている。このトーチは、その中空部分に口径5mmφ程度の給水管を同軸配置することで二重管構造となっており、給水管の内側を給水路としていると共に外側を排水路としていて、給水路を通る水は、電極チップ装着部に取り付けられた電極チップの背面に吹き付けられて、この電極チップを冷却するようになっている。
【0017】
そこで、本発明者らは、トーチの中空部分に配置した給水管内側における給水路の水中を超音波が支障なく伝播するかを確かめるべく試験を行った。
【0018】
具体的には、まず、内径5.8mm、外径10.5mm、長さ107mmの細管を水中に沈めて、この細管の一端に送信側振動子を配置すると共に他端に受信側振動子を配置した。次いで、両振動子に1.0MHz,2.25MHz及び5.0MHzの3通りの周波数の超音波を送受信させた。
【0019】
この際、送信側振動子として、1.0MHz,2.25MHz及び5.0MHzの各周波数の超音波を発し得る直径25.0mmφ及び12.5mmφの振動子を採用したが、受信側振動子としては、送信側振動子よりも小さい直径10.0mmφの周波数5.0MHz用の振動子を採用した。これは、送信側振動子の周波数に合わせて受信側振動子の寸法を決めると、細管の外径10.5mmを上回ってしまい、細管の外部を伝播する超音波をも受信する可能性があるからである。
【0020】
上記試験において、1.0MHz,2.25MHz及び5.0MHzの各周波数の超音波が細管の内部を透過した信号を確認することができ、透過した超音波の音圧をそれぞれ測定したところ、得られた音圧がいずれもスポット溶接の接合部の監視に適用可能であるとの知見を得て本発明をするに至った。
【0021】
すなわち、本発明の請求項1に係る発明は、一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の監視装置であって、一方の端部を底部とし且つ開口する他方の端部を前記電極チップの装着部とした筒状を成していると共に、前記底部及びチップ装着部の間の中空部分に対する冷却水の給排水を行う給水部及び排水部を有する一対のトーチと、これらのトーチの各中空部分にそれぞれ配置されて、前記給水部から供給される冷却水を前記チップ装着部に取り付けた電極チップに導いて噴出させると共に、該電極チップに噴出させた冷却水を前記排水部に導く排水路を形成する給水管と、前記一対のトーチの一方に配置されて、前記給水管及び前記電極チップを通して前記金属板間の接合部に向けて超音波を発する送信側超音波センサと、前記一対のトーチの他方に配置されて、前記接合部を透過した前記送信側超音波センサからの超音波を前記電極チップ及び前記給水管を通して受ける受信側超音波センサと、前記一対のトーチに対する冷却水の給排水を行いつつ、前記送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせた時点における前記接合部の透過波の音圧変化を測定して、該接合部の溶接良否を判定する評価部を備えた構成としており、この構成のスポット溶接用監視装置を前述した従来の課題を解決するための手段としている。
【0022】
本発明の請求項1に係るスポット溶接用監視装置では、一対のトーチに取り付けた電極チップ間に接合すべき2枚ないしそれ以上の金属板を挟み込んでスポット溶接を行うに際して、両トーチに対する冷却水の給排水を行いつつ、送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせると、互いに密接している金属板間の接合部に適正なナゲットが形成された場合には、透過波の振幅値が一旦低下するものの、透過波の振幅値が再度上昇に転じるが、ナゲットが形成されていても溶け込みが浅かったり、ナゲットの厚みが薄かったりした場合には、金属板間の接合部の温度が上がるのに伴って上昇する透過波の振幅値は、その先ほとんど低下しない、又は、僅かに低下するだけとなる。
【0023】
このように、送信側超音波センサからの縦波モードの超音波を金属板間の接合部に伝播させ、超音波がこの金属板間の接合部を透過する時点における透過波の音圧変化を評価部により測定するだけで、接合部の溶接良否判定をリアルタイムで行い得ることとなる、すなわち、複雑なデータ解析を必要とすることなく、接合部の溶接良否判定をリアルタイムで行い得ることとなる。
【0024】
また、本発明の請求項2に係るスポット溶接用監視装置において、前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部は、該送信側超音波センサに向けて漸次口径が大きくなる漏斗状端部としてある構成としている。この構成を採用した場合において、給水管の送信側超音波センサを向く端部の側面に入射した超音波が、臨界角を超えて給水管自体に伝わり難くなるので、超音波の送受信が効率よくなされることとなる。
【0025】
この際、図5に示すように、水中の音速をVw、給水管を伝わる音速をVpとした場合、給水管の側面に斜めに入射する超音波の臨界角θcrは、cos-1(Vw/Vp)で表される。一方、給水管の漏斗状端部におけるテーパ角度θは、給水管の口径をd、送信側超音波センサの振動子の径Dとした場合、(D−d)/(tanθ)=(D+d)/(tan2θ)で表される。
【0026】
そこで、本発明の請求項3に係るスポット溶接用監視装置では、水中の音速をVw、前記一方のトーチに配置した口径dの給水管を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、該給水管の前記漏斗状端部におけるテーパ角度θは、θ<θcr=cos-1(Vw/Vp)であり、且つ、前記送信側超音波センサが有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係にある構成としている。
【0027】
さらにまた、本発明の請求項4に係るスポット溶接用監視装置は、前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部と、該送信側超音波センサとの間に、超音波を前記給水管の中心軸ないしその近傍に集束させる音響レンズを設置した構成としており、この場合も、給水管の送信側超音波センサを向く端部の側面に入射した超音波が、臨界角を超えて給水管自体に伝わり難くなるので、超音波の送受信が効率よくなされることとなる。
【0028】
さらにまた、本発明の請求項5に係るスポット溶接用監視装置は、前記送信側超音波センサ及び受信側超音波センサ間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとし、前記給水管の口径を該超音波の波長の3倍以上とした構成としている。
【0029】
上記したように、スポット溶接において、互いに密接している金属板間の接合部には、一般的に約10kgf/mm2の圧縮応力が加わる。この金属板間の接合部に超音波を流した際に得られる透過音圧(エコー)は、圧縮応力の増加につれて大きくなり、その傾向は周波数が低い程顕著であることから、超音波の周波数を0.5MHz〜2.0MHzとして、給水管の口径を超音波の波長の3倍以上とすると、大きいエコーが得られる低い周波数の超音波を給水管に対して流し易くなる。
【0030】
さらにまた、本発明の請求項6に係るスポット溶接用監視装置において、前記送信側超音波センサ及び受信側超音波センサは、前記トーチに軟金属、例えば、ろう付けで直接取り付けて成る超音波センサである構成としている。なお、この超音波センサには、本発明の出願人が先に開発した高温用超音波探触子を用いることが望ましい。
この構成のスポット溶接用監視装置では、トーチ内の水中環境において、センサ取り付け部の劣化による剥がれを回避し得ることとなる。
【0031】
一方、本発明の請求項7に係るスポット溶接の接合部評価方法は、一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の接合部を請求項1〜6のいずれかのスポット溶接用監視装置により評価するに際して、スポット溶接中に、前記一対のトーチに対する冷却水の給排水を行いつつ、前記一方のトーチの送信側超音波センサから、前記給水管及び前記電極チップを通して前記接合部に向けて超音波を発すると共に、この接合部を透過した前記送信側超音波センサからの超音波を前記他方のトーチの前記電極チップ及び前記給水管を通して受信側超音波センサで受け、前記送信側超音波センサからの超音波が前記接合部を透過する時点における透過波の音圧変化を評価部により測定して、該接合部の溶接良否を判定する構成としている。
【0032】
このように、送信側超音波センサからの縦波モードの超音波を金属板間の接合部に伝播させ、超音波がこの金属板間の接合部を透過する時点における透過波の音圧変化を評価部により測定すれば、金属板間の接合部に適正なナゲットが形成されているか否かを複雑なデータ解析を必要とすることなく、リアルタイムで評価し得ることとなる。
【発明の効果】
【0033】
本発明の請求項1に係るスポット溶接用監視装置及び接合部評価方法では、上記した構成としているので、複雑なデータ解析を必要とすることなく、スポット溶接による接合部の品質をリアルタイムで評価することが可能になるという非常に優れた効果がもたらされる。
【0034】
また、本発明の請求項2〜4に係るスポット溶接用監視装置では、それぞれ上記した構成としているので、超音波の送受信を効率よく行わせることができる。
さらに、本発明の請求項5に係るスポット溶接用監視装置では、上記した構成としているので、大きい透過波のエコーが得られる低い周波数の超音波を給水管に対して流し易くなり、本発明の請求項6に係るスポット溶接用監視装置では、上記した構成としているので、トーチ内の水中環境において、センサの剥がれを防止することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例に係るスポット溶接用監視装置の構成説明図である。
【図2】図1に示したスポット溶接用監視装置のトーチの断面説明図である。
【図3】金属板間の接合部に超音波を流す場合の透過音圧(エコー)に及ぼす圧縮応力の影響を示すグラフである。
【図4】ナゲットを超音波が透過する際のナゲットの厚みと透過音圧との関係を示すグラフである。
【図5】図1に示したスポット溶接用監視装置の給水管の漏斗状端部におけるテーパ角度と振動子の径との関係を説明する図である。
【発明を実施するための形態】
【0036】
以下、本発明を図面に基づいて説明する。
図1及び図2は本発明に係るスポット溶接用監視装置及び接合部評価方法の一実施例を示しており、この実施例では、2枚の金属板を溶接する場合を例に挙げて説明する。
【0037】
図1に示すように、このスポット溶接用監視装置1は、同軸上に配置されて互いに向き合う先端部に電極チップC,Cが取り付けられる筒状を成す一対のトーチ2,2と、この一対のトーチ2,2の各電極チップC,C間に2枚の金属板W,Wを挟み込んで溶接する際の接合部における溶接の良否を判定する評価部3と、この評価部3による評価結果を表示するモニタ4を備えている。
【0038】
トーチ2は、図2に示すように、一方の端部を底部2aとし且つ開口する他方の端部(先端部)を電極チップCの装着部2bとしていると共に、底部2a及びチップ装着部2bの間の中空部分に対する冷却水の給排水を行う給水部2c及び排水部2dを有しており、これらの給水部2c及び排水部2dには、図示しない給水装置及び排水処理装置がそれぞれ接続されている。
【0039】
このトーチ2の中空部分における軸心上には、給水部2cから供給される冷却水をチップ装着部2bに取り付けた電極チップCに導いて噴出させると共に、この電極チップCに噴出させた冷却水を排水部2dに導く排水路2fを形成する給水管5が配置されている。
【0040】
一対のトーチ2,2のうちの一方のトーチ2Aには、給水管5及び電極チップCを通して金属板W,W間の接合部Waに向けて縦波モードの超音波を発する送信側超音波センサ6が配置され、一対のトーチ2,2のうちの他方のトーチ2Bには、接合部Waを透過した送信側超音波センサ6からの超音波を電極チップC及び給水管5を通して受ける受信側超音波センサ7が配置されていて、超音波センサ6,7は、いずれも底部2aにろう付けにより直接取り付けられている。なお、これらの超音波センサ6,7には、本発明の出願人が先に開発した高温用超音波探触子を用いることが望ましい。
【0041】
この場合、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く端部は、この送信側超音波センサ6に向けて漸次口径が大きくなる漏斗状端部5aとしてある。具体的には、図5に示すように、水中の音速をVw、口径dの給水管5を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、給水管5の漏斗状端部5aにおけるテーパ角度θは臨界角θcrよりも小さく(θ<θcr=cos-1(Vw/Vp))、且つ、送信側超音波センサ6が有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係になるように設定してある。
【0042】
また、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く漏斗状端部5aと、この送信側超音波センサ6との間には、超音波を給水管5の中心軸ないしその近傍に集束させる音響レンズ8が設置されている。
【0043】
そして、この実施例において、一対のトーチ2,2の送信側超音波センサ6及び受信側超音波センサ7間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとしており、給水管5の口径dを超音波の波長の3倍以上としている。
【0044】
評価部3は、一対のトーチ2,2に対する冷却水の給排水を行いつつ、送信側超音波センサ6及び受信側超音波センサ7間で超音波の送受信を行わせた時点における接合部Waの透過波の音圧変化を測定し、この測定結果から接合部Waの溶接良否を判定してモニタ4で表示するようになっている。
【0045】
このような構成を成すスポット溶接用監視装置1では、一対のトーチ2,2に取り付けた電極チップC,C間に接合すべき2枚の金属板W,Wを挟み込んでスポット溶接を行うに際して、まず、一対のトーチ2,2間に約200kgfの荷重Pを加えて密着させつつ電流を流す。
【0046】
この溶接の間、両トーチ2,2に対する冷却水の給排水を行いつつ、送信側超音波センサ6及び受信側超音波センサ7間で超音波の送受信を行わせる。
【0047】
そして、互いに密接している金属板W,W間の接合部Waに適正なナゲットが形成される場合には、金属の溶融により一時的に透過波の振幅値が低下して、この溶融金属の凝固とともに透過波の振幅値が再度上昇に転じることになる。
【0048】
一方、ナゲットが形成されない場合や、ナゲットの厚みが薄い場合には、両電極C,C間に荷重Pを加えるのに伴って透過波の振幅値が上昇し、金属板W,W間の接合部Waの温度が上がるのに伴ってさらに振幅値が上昇するが、透過波の振幅値は低下しない、又は、僅かな低下となる。
【0049】
このように、送信側超音波センサ6からの縦波モードの超音波を金属板W,W間の接合部Waに伝播させ、超音波がこの金属板W,W間の接合部Waを透過する時点における透過波の音圧変化を評価部3により測定すれば、接合部Waの溶接良否判定をリアルタイムで行い得ることとなる、すなわち、複雑なデータ解析を必要とすることなく、接合部Waの溶接良否判定をリアルタイムで行い得ることとなる。
【0050】
また、上記スポット溶接用監視装置1では、一方のトーチ2Aにおける給水管5の送信側超音波センサ6を向く端部を送信側超音波センサ6に向けて漸次口径が大きくなる漏斗状端部5aとしてある、すなわち、この漏斗状端部5aのテーパ角度θと送信側超音波センサ6が有する振動子の径Dとの関係を、θ<θcr=cos-1(Vw/Vp)で、且つ、(D−d)/(tanθ)=(D+d)/(tan2θ)としているので、給水管5の送信側超音波センサ6を向く端部の側面に入射した超音波が、臨界角θcrを超えて給水管5自体に伝わり難くなり、その結果、超音波の送受信が効率よくなされることとなる。
【0051】
さらに、上記スポット溶接用監視装置1では、一方のトーチ2Aにおける給水管5の漏斗状端部5aと、送信側超音波センサ6との間に、音響レンズ8を設置しているので、超音波の送受信がより一層効率よくなされることとなる。
【0052】
さらにまた、上記スポット溶接用監視装置1では、一対のトーチ2,2の送信側超音波センサ6及び受信側超音波センサ7間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとしたうえで、給水管5の口径dを超音波の波長の3倍以上としているので、金属板W,W間の接合部Waに超音波を流した際に大きいエコーが得られる低い周波数の超音波を給水管5に対して流し易くなる。
【0053】
さらにまた、上記スポット溶接用監視装置1では、超音波センサ6,7をいずれもトーチ2の底部2aにろう付けにより直接取り付けるようにしているので、トーチ2内の水中環境において、センサ取り付け部の劣化による剥がれを回避し得ることとなる。
【0054】
また、上記した実施例では、2枚の金属板を溶接する場合を例に挙げて説明したが、これに限定されるものではなく、2枚以上の金属板Wをスポット溶接する場合にも適用可能である。
【0055】
本発明に係るスポット溶接用監視装置及び接合部評価方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0056】
1 スポット溶接用監視装置
2(2A,2B) トーチ(一方のトーチ,他方のトーチ)
2a 底部
2b チップ装着部
2c 給水部
2d 排水部
2f 排水路
3 評価部
5 給水管
5a 給水管の漏斗状端部
6 送信側超音波センサ
7 受信側超音波センサ
8 音響レンズ
C 電極チップ
W 金属板
Wa 接合部
【特許請求の範囲】
【請求項1】
一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の監視装置であって、
一方の端部を底部とし且つ開口する他方の端部を前記電極チップの装着部とした筒状を成していると共に、前記底部及びチップ装着部の間の中空部分に対する冷却水の給排水を行う給水部及び排水部を有する一対のトーチと、
これらのトーチの各中空部分にそれぞれ配置されて、前記給水部から供給される冷却水を前記チップ装着部に取り付けた電極チップに導いて噴出させると共に、該電極チップに噴出させた冷却水を前記排水部に導く排水路を形成する給水管と、
前記一対のトーチの一方に配置されて、前記給水管及び前記電極チップを通して前記金属板間の接合部に向けて超音波を発する送信側超音波センサと、
前記一対のトーチの他方に配置されて、前記接合部を透過した前記送信側超音波センサからの超音波を前記電極チップ及び前記給水管を通して受ける受信側超音波センサと、
前記一対のトーチに対する冷却水の給排水を行いつつ、前記送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせた時点における前記接合部の透過波の音圧変化を測定して、該接合部の溶接良否を判定する評価部を備えた
ことを特徴とするスポット溶接用監視装置。
【請求項2】
前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部は、該送信側超音波センサに向けて漸次口径が大きくなる漏斗状端部としてある請求項1に記載のスポット溶接用監視装置。
【請求項3】
水中の音速をVw、前記一方のトーチに配置した口径dの給水管を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、該給水管の前記漏斗状端部におけるテーパ角度θは、θ<θcr=cos-1(Vw/Vp)であり、且つ、前記送信側超音波センサが有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係にある請求項2に記載のスポット溶接用監視装置。
【請求項4】
前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部と、該送信側超音波センサとの間に、超音波を前記給水管の中心軸ないしその近傍に集束させる音響レンズを設置した請求項1〜3のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項5】
前記送信側超音波センサ及び受信側超音波センサ間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとし、前記給水管の口径を該超音波の波長の3倍以上とした請求項1〜4のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項6】
前記送信側超音波センサ及び受信側超音波センサは、前記トーチに軟金属で直接取り付けて成る超音波センサである請求項1〜5のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項7】
一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の接合部を請求項1〜6のいずれかのスポット溶接用監視装置により評価するに際して、
スポット溶接中に、前記一対のトーチに対する冷却水の給排水を行いつつ、前記一方のトーチの送信側超音波センサから、前記給水管及び前記電極チップを通して前記接合部に向けて超音波を発すると共に、この接合部を透過した前記送信側超音波センサからの超音波を前記他方のトーチの前記電極チップ及び前記給水管を通して受信側超音波センサで受け、
前記送信側超音波センサからの超音波が前記接合部を透過する時点における透過波の音圧変化を評価部により測定して、該接合部の溶接良否を判定する
ことを特徴とするスポット溶接の接合部評価方法。
【請求項1】
一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の監視装置であって、
一方の端部を底部とし且つ開口する他方の端部を前記電極チップの装着部とした筒状を成していると共に、前記底部及びチップ装着部の間の中空部分に対する冷却水の給排水を行う給水部及び排水部を有する一対のトーチと、
これらのトーチの各中空部分にそれぞれ配置されて、前記給水部から供給される冷却水を前記チップ装着部に取り付けた電極チップに導いて噴出させると共に、該電極チップに噴出させた冷却水を前記排水部に導く排水路を形成する給水管と、
前記一対のトーチの一方に配置されて、前記給水管及び前記電極チップを通して前記金属板間の接合部に向けて超音波を発する送信側超音波センサと、
前記一対のトーチの他方に配置されて、前記接合部を透過した前記送信側超音波センサからの超音波を前記電極チップ及び前記給水管を通して受ける受信側超音波センサと、
前記一対のトーチに対する冷却水の給排水を行いつつ、前記送信側超音波センサ及び受信側超音波センサ間で超音波の送受信を行わせた時点における前記接合部の透過波の音圧変化を測定して、該接合部の溶接良否を判定する評価部を備えた
ことを特徴とするスポット溶接用監視装置。
【請求項2】
前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部は、該送信側超音波センサに向けて漸次口径が大きくなる漏斗状端部としてある請求項1に記載のスポット溶接用監視装置。
【請求項3】
水中の音速をVw、前記一方のトーチに配置した口径dの給水管を伝わる音速をVp、給水管の側面に斜めに入射する超音波の臨界角をθcrとした場合、該給水管の前記漏斗状端部におけるテーパ角度θは、θ<θcr=cos-1(Vw/Vp)であり、且つ、前記送信側超音波センサが有する振動子の径Dに対して、(D−d)/(tanθ)=(D+d)/(tan2θ)の関係にある請求項2に記載のスポット溶接用監視装置。
【請求項4】
前記一方のトーチにおける給水管の前記送信側超音波センサを向く端部と、該送信側超音波センサとの間に、超音波を前記給水管の中心軸ないしその近傍に集束させる音響レンズを設置した請求項1〜3のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項5】
前記送信側超音波センサ及び受信側超音波センサ間で送受信させる超音波の周波数を0.5MHz〜2.0MHzとし、前記給水管の口径を該超音波の波長の3倍以上とした請求項1〜4のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項6】
前記送信側超音波センサ及び受信側超音波センサは、前記トーチに軟金属で直接取り付けて成る超音波センサである請求項1〜5のいずれか一つの項に記載のスポット溶接用監視装置。
【請求項7】
一対の電極チップの間に金属板を2枚以上挟み込んで溶接するスポット溶接の接合部を請求項1〜6のいずれかのスポット溶接用監視装置により評価するに際して、
スポット溶接中に、前記一対のトーチに対する冷却水の給排水を行いつつ、前記一方のトーチの送信側超音波センサから、前記給水管及び前記電極チップを通して前記接合部に向けて超音波を発すると共に、この接合部を透過した前記送信側超音波センサからの超音波を前記他方のトーチの前記電極チップ及び前記給水管を通して受信側超音波センサで受け、
前記送信側超音波センサからの超音波が前記接合部を透過する時点における透過波の音圧変化を評価部により測定して、該接合部の溶接良否を判定する
ことを特徴とするスポット溶接の接合部評価方法。
【図1】



【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−220714(P2011−220714A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−86980(P2010−86980)
【出願日】平成22年4月5日(2010.4.5)
【出願人】(000198318)株式会社IHI検査計測 (132)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月5日(2010.4.5)
【出願人】(000198318)株式会社IHI検査計測 (132)
【Fターム(参考)】
[ Back to top ]