
スポット溶接装置及びスポット溶接方法

【課題】電極の熱負荷を低減して電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供する。
【解決手段】ワークWの一方の面側で間隔をあけて面方向に沿って配置され一方の面に当接する第1電極チップ121及び第2電極チップ122と、ワークWを挟んで第1電極チップ121に対向配置され他方の面に当接する第3電極チップ133と、ワークWを挟んで第2電極チップ122に対向配置され他方の面に当接する第4電極チップ134と、第1電極チップ121と第2電極チップ122の間に配置され一方の面を加圧する絶縁性の第1加圧チップ125と、ワークWを挟んで第1加圧チップ125に対向配置され他方の面を加圧する絶縁性の第2加圧チップ135と、第1電極チップ121と第4電極チップ134を接続する第1トランス20と、第2電極チップ122と第3電極チップ133を接続する第2トランス30とを備えるスポット溶接装置1である。
【解決手段】ワークWの一方の面側で間隔をあけて面方向に沿って配置され一方の面に当接する第1電極チップ121及び第2電極チップ122と、ワークWを挟んで第1電極チップ121に対向配置され他方の面に当接する第3電極チップ133と、ワークWを挟んで第2電極チップ122に対向配置され他方の面に当接する第4電極チップ134と、第1電極チップ121と第2電極チップ122の間に配置され一方の面を加圧する絶縁性の第1加圧チップ125と、ワークWを挟んで第1加圧チップ125に対向配置され他方の面を加圧する絶縁性の第2加圧チップ135と、第1電極チップ121と第4電極チップ134を接続する第1トランス20と、第2電極チップ122と第3電極チップ133を接続する第2トランス30とを備えるスポット溶接装置1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポット溶接装置及びスポット溶接方法に関する。詳しくは、複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で電極間に通電することでワークを溶接するスポット溶接装置及びスポット溶接方法に関する。
【背景技術】
【0002】
従来より、複数の板材を重ね合わせたワークの溶接にスポット溶接が用いられている(例えば、特許文献1参照)。このスポット溶接では、ワークを一対の電極チップで挟んで加圧し、この状態で電極間に通電する。すると、通電により発生するジュール熱でワーク材が溶融し、電極間のワーク内部にワーク材の溶融物であるナゲットが生成する。その後、加圧状態を維持しつつ通電を停止することにより、ナゲットが冷却固化してワークが溶接される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−14087号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで従来のスポット溶接では、一対の電極間に通電するため、これら電極間にナゲットが生成する。即ち、電極のごく近傍にナゲットが生成し、熱伝導率が高い電極にナゲットの熱が伝わるため、電極の熱負荷が大きい。従って、特に小径の電極を用いた場合には、電極の温度が著しく上昇する結果、電極が軟化して変形し、耐久性に劣るという問題があった。
【0005】
本発明は上記に鑑みてなされたものであり、その目的は、電極の熱負荷を低減して電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明は、複数の板材(例えば、後述の板材W1,W2)を重ね合わせたワーク(例えば、後述のワークW)を複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接装置を提供する。本発明に係るスポット溶接装置(例えば、後述のスポット溶接装置1)は、前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置され、前記一方の面に当接する第1電極(例えば、後述の第1電極チップ121)及び第2電極(例えば、後述の第2電極チップ122)と、前記ワークを挟んで前記第1電極に対向配置され、前記ワークの他方の面に当接する第3電極(例えば、後述の第3電極チップ133)と、前記ワークを挟んで前記第2電極に対向配置され、前記他方の面に当接する第4電極(例えば、後述の第4電極チップ134)と、前記第1電極と前記第2電極の間に配置され、前記一方の面を加圧する絶縁材からなる第1加圧チップ(例えば、後述の第1加圧チップ125)と、前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置され、前記他方の面を加圧する絶縁材からなる第2加圧チップ(例えば、後述の第2加圧チップ135)と、前記第1電極と前記第4電極を接続する第1電流源(例えば、後述の第1トランス20)と、前記第2電極と前記第3電極を接続する第2電流源(例えば、後述の第2トランス30)と、を備えることを特徴とする。
【0007】
従来、加圧と給電いずれも電極チップで行っていたところ、本発明では従来の電極チップを、加圧用のチップと給電用のチップとに分離する。具体的には、ワークの一方の面側に、所定の間隔をあけて面方向に沿って第1電極及び第2電極を配置し、ワークを挟んでこれら第1電極及び第2電極に対向して第3電極及び第4電極を配置する。第1電極と第2電極の間には、絶縁材からなる第1加圧チップを配置するとともに、第3電極と第4電極の間には、絶縁材からなる第2加圧チップを配置し、ワークを介してこれら加圧チップ同士を対向配置させる。また、第1電極と第4電極を第1電流源で接続するとともに、第2電極と第3電極を第2電流源で接続する。
これにより、本発明に係るスポット溶接装置によれば、一対の加圧チップでワークを挟んで加圧し、この状態で、第1電極及び第2電極をワークの一方の面に当接させるとともに、第3電極及び第4電極を他方の面に当接させて給電する。すると、第1電極は第4電極と接続されており、第2電極は第3電極と接続されているため、ワークを介して第1電極と第4電極との間を流れる電流と、ワークを介して第2電極と第3電極との間を流れる電流とが、一対の加圧チップ間で交差する。両電流が交差する部位では、電流密度が最も高くなるため、ジュール熱が多量に発生して単位体積当たりの入熱量が最も大きくなる結果、当該部位を中心にナゲットが生成する。即ち、従来と比べて電極から離れた部位にナゲットが生成するため、電極への伝熱が緩和され、電極の熱負荷が低減される。またこのとき、ナゲットは加圧チップの近傍に生成するところ、加圧チップは絶縁材からなるためナゲットからの伝熱を回避できるうえ、当該ナゲットが一対の加圧チップにより十分に加圧された状態で溶接が行われる結果、十分な溶接強度が得られる。
従って本発明によれば、電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供できる。また高い耐久性を有するため、従来よりも電極チップを小径化でき、より微細な溶接が可能なスポット溶接装置を提供できる。
【0008】
また、複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接方法を提供する。このスポット溶接方法は、前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置された第1電極及び第2電極を、前記一方の面に当接させ、前記ワークを挟んで前記第1電極に対向配置された第3電極と、前記ワークを挟んで前記第2電極に対向配置された第4電極を、前記ワークの他方の面に当接させるとともに、前記第1電極と前記第2電極の間に配置された絶縁材からなる第1加圧チップにより、前記一方の面を加圧し、前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置された絶縁材からなる第2加圧チップにより、前記他方の面を加圧した状態で、前記第1電極と前記第4電極間に通電するとともに、前記第2電極と前記第3電極間に通電することを特徴とする。
【0009】
この発明によれば、上記のスポット溶接装置の発明と同様の効果がある。
【発明の効果】
【0010】
本発明によれば、電極の熱負荷を低減して電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供できる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係るスポット溶接装置の構成を示す側面図である。
【図2】上記実施形態に係るスポット溶接装置の電極部の構成を示す図である。
【図3】従来のスポット溶接装置の電極部の構成を示す図である。
【図4】従来のスポット溶接装置による溶接時の発熱及び伝熱の状態を模式的に示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態について、図面を参照しながら説明する。
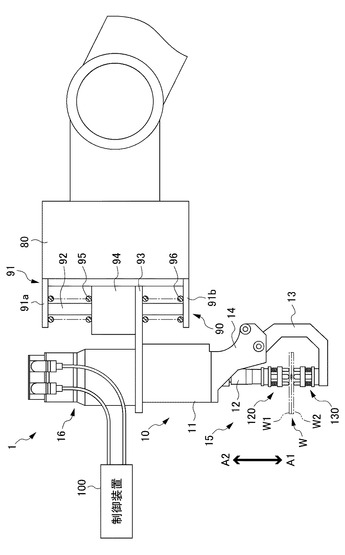
図1は、本発明の一実施形態に係るスポット溶接装置の構成を示す側面図である。本実施形態に係るスポット溶接装置1は、ロボットアーム80の先端に取り付けられた電動式のスポット溶接装置である。
スポット溶接装置1は、複数の板材W1及びW2を重ね合わせたワークWを、後述する複数の電極で挟んで加圧し、この状態で電極間に通電することでワークWを溶接するものである。
【0013】
スポット溶接装置1は、ロボットアーム80の先端に設けられた支持部90により支持されたスポット溶接ガン10と、このスポット溶接ガン10を制御する制御装置100と、を備える。
【0014】
支持部90は、支持ブラケット91を含んで構成される。この支持ブラケット91は、上板91aと、この上板91aに平行な下板91bと、を備える。これら上板91aと下板91bの間には、ガイドバー92が橋架されている。
【0015】
ガイドバー92には、その軸方向に摺動自在な支持板93が取り付けられている。支持板93は、ロボットアーム80側から上板91a及び下板91bに対して平行に延び、その先端側でスポット溶接ガン10を支持する。支持板93の基端側の上面には、筐体状の支持体94が設けられている。上板91aと支持体94の間には、ガイドバー92に巻回された第1コイルスプリング95が介装されている。同様に、下板91bと支持板93の間には、ガイドバー92に巻回された第2コイルスプリング96が介装されている。
【0016】
スポット溶接ガン10は、上記の支持板93に支持されることで、支持部90に対して相対的に昇降可能となっている。スポット溶接ガン10は、溶接ガン本体11と、溶接ガン本体11の先端に設けられた電極部15と、後述する第1電流源及び第2電流源としての第1トランス及び第2トランスと、を備える。
溶接ガン本体11は、その上部に設けられたサーボモータ16と、このサーボモータ16に連結された図示しない送りねじ機構と、備える。
電極部15は、可動電極部120と、固定電極部130と、を含んで構成される。
【0017】
可動電極部120は、溶接ガン本体11の先端から下方に突出し、送りねじ機構に連結されたロッド12の先端に支持されている。可動電極部120は、サーボモータ16により送りねじ機構を介してロッド12が上下動(図1のA2方向又はA1方向に移動)することで、後述する固定電極部130に対して進退可能となっている。
固定電極部130は、溶接ガン本体11の先端に連結された連結部14から下方に延びるC形ヨーク13の先端に支持されている。
これら可動電極部120と固定電極部130は、ワークWを挟んで対向配置される。
【0018】
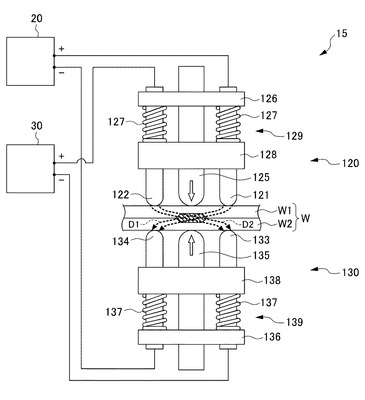
図2は、スポット溶接装置1の電極部15の構成を示す図である。
可動電極部120は、第1電極チップ121と、第2電極チップ122と、第1加圧チップ125と、を備える。これらチップの先端面の高さ位置は、略同一となっている。
第1電極チップ121と第2電極チップ122は、所定の間隔を設けて、ワークWの面方向に沿って配置されている。これら電極チップは、円柱状であり、その先端はドーム状となっている。
【0019】
第1加圧チップ125は、第1電極チップ121と第2電極チップ122の間に配置されている。第1加圧チップ125は、上記の電極チップよりも大径の円柱状であり、その先端はドーム状となっている。第1加圧チップ125は、例えばセラミック等の絶縁材から形成されている。
【0020】
第1電極チップ121と第2電極チップ122には、フローティング機構129が設けられている。このフローティング機構129により、溶接時において、第1電極チップ121と第2電極チップ122に大きな圧力がかかるのが防止されるとともに、これら電極チップとワークWとの当接状態が維持される。
フローティング機構129は、フローティングベース128と、基部126と、圧縮ばね127,127と、を備える。
【0021】
フローティングベース128は、第1電極チップ121及び第2電極チップ122の軸方向に直交する方向に延設されている。このフローティングベース128は、その両側が第1電極チップ121と第2電極チップ122に固定されているとともに、その中央には第1加圧チップ125が進退可能に挿通されている。
基部126は、第1加圧チップ125の軸方向に直交する方向に延設されており、ロッド12に連結されている。基部126の延設方向の中央には、第1加圧チップ125が固定されている。また、基部126の延設方向の両側には、第1電極チップ121と第2電極チップ122が進退可能に挿通されている。
圧縮ばね127,127は、基部126とフローティングベース128との間に、第1電極チップ121及び第2電極チップ122の外周に巻回されて介装されている。これら圧縮ばね127,127は、溶接時に第1電極チップ121や第2電極チップ122に圧がかかると縮み、フローティングベース128を介して第1電極チップ121及び第2電極チップ122をワークW側に付勢する。
なお、フローティング機構129を構成するフローティングベース128、基部126及び圧縮ばね127,127は、いずれも絶縁材から形成されている。
【0022】
固定電極部130は、第3電極チップ133と、第4電極チップ134と、第2加圧チップ135と、を備える。これらチップの先端面の高さ位置は、略同一となっている。
第3電極チップ133と第4電極チップ134は、所定の間隔を設けて、ワークWの面方向に沿って配置されている。第3電極チップ133は、ワークWを挟んで第1電極チップ121に対向配置されており、第4電極チップ134は、ワークWを挟んで第2電極チップ122に対向配置されている。これら電極チップは、可動電極部120の各電極チップと同径の円柱状であり、その先端はドーム状となっている。
【0023】
第2加圧チップ135は、第3電極チップ133と第4電極チップ134の間に配置されている。第2加圧チップ135は、第1加圧チップ125と同径の円柱状であり、その先端はドーム状となっている。第2加圧チップ135は、第1加圧チップ125と同様に、例えばセラミック等の絶縁材から形成されている。
【0024】
第3電極チップ133と第4電極チップ134には、フローティング機構139が設けられている。このフローティング機構139により、溶接時において、第3電極チップ133と第4電極チップ134に大きな圧力がかかるのが防止されるとともに、これら電極チップとワークWとの当接状態が維持される。
【0025】
フローティング機構139は、フローティングベース138と、基部136と、圧縮ばね137,137と、を備える。
フローティングベース138は、第3電極チップ133及び第4電極チップ134の軸方向に直交する方向に延設されている。このフローティングベース138は、その両側が第3電極チップ133と第4電極チップ134に固定されているとともに、その中央には第2加圧チップ135が進退可能に挿通されている。
基部136は、第2加圧チップ135の軸方向に直交する方向に延設されており、C形ヨークの先端に支持されている。基部136の延設方向の中央には、第2加圧チップ135が固定されている。また、基部136の延設方向の両側には、第3電極チップ133と第4電極チップ134が進退可能に挿通されている。
圧縮ばね137,137は、基部136とフローティングベース138との間に、第3電極チップ133及び第4電極チップ134の外周に巻回されて介装されている。これら圧縮ばね137,137は、溶接時に第3電極チップ133や第4電極チップ134に圧がかかると縮み、フローティングベース138を介して第3電極チップ133及び第4電極チップ134をワークW側に付勢する。
なお、フローティング機構139を構成するフローティングベース138、基部136及び圧縮ばね137,137は、いずれも絶縁材から形成されている。
【0026】
以上のような構成からなる可動電極部120及び固定電極部130には、第1電流源としての第1トランス20及び第2電流源としての第2トランス30が接続される。具体的には図2に示すように、第1トランス20の正極が第1電極チップ121に接続され、その負極が第4電極チップ134に接続される。また、第2トランス30の正極が第2電極チップ122に接続され、その負極が第3電極チップ133に接続される。
【0027】
このため、第1トランス20から第1電極チップ121を経てワークWに流入する溶接電流は、第4電極チップ134に向かう電流経路D1に沿って流れ、第4電極チップ134を経て第1トランス20に戻る。
また、第2トランス30から第2電極チップ122を経てワークWに流入する溶接電流は、第3電極チップ133に向かう電流経路D2に沿って流れ、第3電極チップ133を経て第2トランス30に戻る。
【0028】
このように、第1トランス20から供給される溶接電流が第1トランス20に戻り、第2トランス30から供給される溶接電流が第2トランス30に戻ることは、本出願人らによって既に確認されている(特願2011−25278号)。この確認は、図2の電流経路をそれぞれケーブルに置き換えた回路を作製し、これに電流を供給したときの各ケーブルの電流値を測定することによって行われる。
【0029】
従って図2に示すように、電流経路D1と電流経路D2に沿って溶接電流が流れる結果、各電極チップから離れた第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部で、これら電流経路が交差する。これら電流経路が交差する部位では、電流密度が最も高くなるため、単位体積当たりの入熱量が最も大きくなる。このため、各電極チップから離れた第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部において、ワーク材の溶融が最も促進されてナゲットが生成する。これにより、従来の電極チップで問題となっていた、電極チップ近傍のワーク表面が溶融して飛散する表チリと呼ばれる現象の発生が抑制される。
【0030】
図1に戻って、制御装置100は、サーボモータ16、第1トランス20及び第2トランス30を制御する。
【0031】
次に、本実施形態に係るスポット溶接装置1の動作について説明する。
先ず、可動電極部120を固定電極部130に対して離間させた状態で、ロボットアーム80及び支持部90の動作により、ワークWの溶接部位にスポット溶接ガン10を移動させる。具体的には、固定電極部130の第3電極チップ133、第4電極チップ134及び第2加圧チップ135の各先端面が、ワークWの溶接部位の下面に当接する位置に、スポット溶接ガン10を移動させる。
【0032】
次いで、制御装置100によりサーボモータ16を制御して、送りねじ機構の作用で可動電極部120をワークWに対して前進させる。すると、第1加圧チップ125、第1電極チップ121及び第2電極チップ122の各先端面が、ワークWの上面に当接する。このとき、フローティング機構129及びフローティング機構139のフローティング作用により、各電極チップに大きな圧力がかかることはない。
【0033】
次いで、第1加圧チップ125及び第2加圧チップ135による加圧を維持しつつ、制御装置100により第1トランス20及び第2トランス30を制御して、溶接電流を供給する。このとき、各電極チップは、各フローティング機構のフローティング作用により、ワークWとの当接状態が維持されるため、給電が確実に行われる。すると、電流経路D1に沿って第1電極チップ121から第4電極チップ134に溶接電流が流れるとともに、電流経路D2に沿って第2電極チップ122から第3電極チップ133に溶接電流が流れる。これにより、電流経路D1とD2が交差し、電流密度が高く入熱量が最も大きい第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部において、ワーク材の溶融が最も促進されてナゲットが生成する。
【0034】
その後、制御装置100により第1トランス20及び第2トランス30を制御して、溶接電流の供給を停止する。次いで、制御装置100によりサーボモータ16を制御して、送りねじ機構の作用で可動電極部120をワークWに対して後退させる。これにより、ナゲットが冷却固化し、ワークWが溶接される。
【0035】
次に、本実施形態に係るスポット溶接装置1の効果について、従来のスポット溶接装置と比較して説明する。
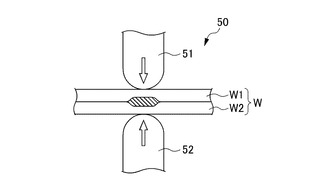
図3は、従来のスポット溶接装置の電極部50の構成を示す図である。図3に示すように、従来、加圧と給電はいずれも一対の電極チップ51,52で行われている。具体的には、一対の電極チップ51,52でワークWを挟んで加圧し、この状態で電極チップ51,52間に通電する。すると、通電により発生するジュール熱でワーク材が溶融し、電極チップ51,52間にワーク材の溶融物であるナゲットが生成する。
【0036】
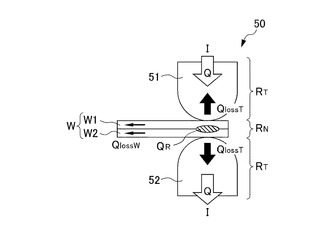
図4は、従来のスポット溶接装置による溶接時の発熱及び伝熱の状態を模式的に示す図である。図4に示すように、一対の電極チップ51,52間に電流Iを供給した場合、これら電極チップ51,52自体の発熱量Qは、電極チップ51,52の抵抗値RTに比例する。同様に、電極チップ51,52間に生成するナゲット部位の発熱量QRは、電極チップ51,52間におけるワークWの抵抗値RNに比例する。
ここで、電極チップ51,52間におけるワークWの抵抗値RNは、電極チップ51,52の抵抗値RTに比べて格段に大きいことから、ナゲット部位の発熱量QRは、電極チップ51,52自体の発熱量Qに比べて格段に大きい。
【0037】
このため、ナゲット部位の発熱量QRは、ワークWの面方向に伝熱する他、ナゲットのごく近傍に位置する電極チップ51,52に伝熱する。このとき、電極チップ51,52の熱伝導率はワークWの熱伝導率よりも格段に高いため、電極チップ51,52に伝熱する伝熱量QlossTは、ワークWの面方向に伝熱する伝熱量QlossWよりも格段に大きい。このため、電極チップ51,52には、電極チップ51,52自体の発熱量Qの他、ナゲット部位の発熱量QRに起因する大きな伝熱量QlossTによる熱負荷が付与される。このように、溶接時における電極チップ51,52の熱負荷は、ナゲット部位の発熱量QRからの伝熱量QlossTが支配的であることから、この伝熱量QlossTを低減することが重要であると言える。
【0038】
そこで本実施形態では、従来の電極チップを、加圧用のチップと給電用のチップとに分離する。具体的には、ワークWの一方の面側に、所定の間隔をあけて面方向に沿って第1電極チップ121及び第2電極チップ122を配置し、ワークWを挟んでこれら第1電極チップ121及び第2電極チップ122に対向して第3電極チップ133及び第4電極チップ134を配置する。第1電極チップ121と第2電極チップ122の間には、絶縁材からなる第1加圧チップ125を配置するとともに、第3電極チップ133と第4電極チップ134の間には、絶縁材からなる第2加圧チップ135を配置し、ワークWを介してこれら加圧チップ同士を対向配置させる。また、第1電極チップ121と第4電極チップ134を第1トランス20で接続するとともに、第2電極チップ122と第3電極チップ133を第2トランス30で接続する。
【0039】
これにより、本実施形態によれば、一対の加圧チップでワークWを挟んで加圧し、この状態で、第1電極チップ121及び第2電極チップ122をワークWの一方の面に当接させるとともに、第3電極チップ133及び第4電極チップ134を他方の面に当接させて給電する。すると、第1電極チップ121は第4電極チップ134と接続されており、第2電極チップ122は第3電極チップ133と接続されているため、ワークWを介して第1電極チップ121と第4電極チップ134との間を流れる電流と、ワークWを介して第2電極チップ122と第3電極チップ133との間を流れる電流とが、一対の加圧チップ間で交差する。両電流が交差する部位では、電流密度が最も高くなるため、ジュール熱が多量に発生して単位体積当たりの入熱量が最も大きくなる結果、当該部位を中心にナゲットが生成する。即ち、従来と比べて電極から離れた部位にナゲットが生成するため、各電極チップへの伝熱が緩和され、各電極チップの熱負荷が低減される。またこのとき、ナゲットは加圧チップの近傍に生成するところ、加圧チップは絶縁材からなるためナゲットからの伝熱を回避できるうえ、当該ナゲットが一対の加圧チップにより十分に加圧された状態で溶接が行われる結果、十分な溶接強度が得られる。
従って本実施形態によれば、電極チップの変形を抑制でき、高い耐久性を有するスポット溶接装置1及びスポット溶接方法を提供できる。また高い耐久性を有するため、従来よりも電極チップを小径化でき、より微細な溶接が可能なスポット溶接装置1及びスポット溶接方法を提供できる。
【0040】
なお、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれる。
【符号の説明】
【0041】
1…スポット溶接装置
20…第1トランス(第1電流源)
30…第2トランス(第2電流源)
121…第1電極チップ(第1電極)
122…第2電極チップ(第2電極)
125…第1加圧チップ
133…第3電極チップ(第3電極)
134…第4電極チップ(第4電極)
135…第2加圧チップ
W…ワーク
【技術分野】
【0001】
本発明は、スポット溶接装置及びスポット溶接方法に関する。詳しくは、複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で電極間に通電することでワークを溶接するスポット溶接装置及びスポット溶接方法に関する。
【背景技術】
【0002】
従来より、複数の板材を重ね合わせたワークの溶接にスポット溶接が用いられている(例えば、特許文献1参照)。このスポット溶接では、ワークを一対の電極チップで挟んで加圧し、この状態で電極間に通電する。すると、通電により発生するジュール熱でワーク材が溶融し、電極間のワーク内部にワーク材の溶融物であるナゲットが生成する。その後、加圧状態を維持しつつ通電を停止することにより、ナゲットが冷却固化してワークが溶接される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−14087号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで従来のスポット溶接では、一対の電極間に通電するため、これら電極間にナゲットが生成する。即ち、電極のごく近傍にナゲットが生成し、熱伝導率が高い電極にナゲットの熱が伝わるため、電極の熱負荷が大きい。従って、特に小径の電極を用いた場合には、電極の温度が著しく上昇する結果、電極が軟化して変形し、耐久性に劣るという問題があった。
【0005】
本発明は上記に鑑みてなされたものであり、その目的は、電極の熱負荷を低減して電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明は、複数の板材(例えば、後述の板材W1,W2)を重ね合わせたワーク(例えば、後述のワークW)を複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接装置を提供する。本発明に係るスポット溶接装置(例えば、後述のスポット溶接装置1)は、前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置され、前記一方の面に当接する第1電極(例えば、後述の第1電極チップ121)及び第2電極(例えば、後述の第2電極チップ122)と、前記ワークを挟んで前記第1電極に対向配置され、前記ワークの他方の面に当接する第3電極(例えば、後述の第3電極チップ133)と、前記ワークを挟んで前記第2電極に対向配置され、前記他方の面に当接する第4電極(例えば、後述の第4電極チップ134)と、前記第1電極と前記第2電極の間に配置され、前記一方の面を加圧する絶縁材からなる第1加圧チップ(例えば、後述の第1加圧チップ125)と、前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置され、前記他方の面を加圧する絶縁材からなる第2加圧チップ(例えば、後述の第2加圧チップ135)と、前記第1電極と前記第4電極を接続する第1電流源(例えば、後述の第1トランス20)と、前記第2電極と前記第3電極を接続する第2電流源(例えば、後述の第2トランス30)と、を備えることを特徴とする。
【0007】
従来、加圧と給電いずれも電極チップで行っていたところ、本発明では従来の電極チップを、加圧用のチップと給電用のチップとに分離する。具体的には、ワークの一方の面側に、所定の間隔をあけて面方向に沿って第1電極及び第2電極を配置し、ワークを挟んでこれら第1電極及び第2電極に対向して第3電極及び第4電極を配置する。第1電極と第2電極の間には、絶縁材からなる第1加圧チップを配置するとともに、第3電極と第4電極の間には、絶縁材からなる第2加圧チップを配置し、ワークを介してこれら加圧チップ同士を対向配置させる。また、第1電極と第4電極を第1電流源で接続するとともに、第2電極と第3電極を第2電流源で接続する。
これにより、本発明に係るスポット溶接装置によれば、一対の加圧チップでワークを挟んで加圧し、この状態で、第1電極及び第2電極をワークの一方の面に当接させるとともに、第3電極及び第4電極を他方の面に当接させて給電する。すると、第1電極は第4電極と接続されており、第2電極は第3電極と接続されているため、ワークを介して第1電極と第4電極との間を流れる電流と、ワークを介して第2電極と第3電極との間を流れる電流とが、一対の加圧チップ間で交差する。両電流が交差する部位では、電流密度が最も高くなるため、ジュール熱が多量に発生して単位体積当たりの入熱量が最も大きくなる結果、当該部位を中心にナゲットが生成する。即ち、従来と比べて電極から離れた部位にナゲットが生成するため、電極への伝熱が緩和され、電極の熱負荷が低減される。またこのとき、ナゲットは加圧チップの近傍に生成するところ、加圧チップは絶縁材からなるためナゲットからの伝熱を回避できるうえ、当該ナゲットが一対の加圧チップにより十分に加圧された状態で溶接が行われる結果、十分な溶接強度が得られる。
従って本発明によれば、電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供できる。また高い耐久性を有するため、従来よりも電極チップを小径化でき、より微細な溶接が可能なスポット溶接装置を提供できる。
【0008】
また、複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接方法を提供する。このスポット溶接方法は、前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置された第1電極及び第2電極を、前記一方の面に当接させ、前記ワークを挟んで前記第1電極に対向配置された第3電極と、前記ワークを挟んで前記第2電極に対向配置された第4電極を、前記ワークの他方の面に当接させるとともに、前記第1電極と前記第2電極の間に配置された絶縁材からなる第1加圧チップにより、前記一方の面を加圧し、前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置された絶縁材からなる第2加圧チップにより、前記他方の面を加圧した状態で、前記第1電極と前記第4電極間に通電するとともに、前記第2電極と前記第3電極間に通電することを特徴とする。
【0009】
この発明によれば、上記のスポット溶接装置の発明と同様の効果がある。
【発明の効果】
【0010】
本発明によれば、電極の熱負荷を低減して電極の変形を抑制でき、高い耐久性を有するスポット溶接装置を提供できる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係るスポット溶接装置の構成を示す側面図である。
【図2】上記実施形態に係るスポット溶接装置の電極部の構成を示す図である。
【図3】従来のスポット溶接装置の電極部の構成を示す図である。
【図4】従来のスポット溶接装置による溶接時の発熱及び伝熱の状態を模式的に示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態について、図面を参照しながら説明する。
図1は、本発明の一実施形態に係るスポット溶接装置の構成を示す側面図である。本実施形態に係るスポット溶接装置1は、ロボットアーム80の先端に取り付けられた電動式のスポット溶接装置である。
スポット溶接装置1は、複数の板材W1及びW2を重ね合わせたワークWを、後述する複数の電極で挟んで加圧し、この状態で電極間に通電することでワークWを溶接するものである。
【0013】
スポット溶接装置1は、ロボットアーム80の先端に設けられた支持部90により支持されたスポット溶接ガン10と、このスポット溶接ガン10を制御する制御装置100と、を備える。
【0014】
支持部90は、支持ブラケット91を含んで構成される。この支持ブラケット91は、上板91aと、この上板91aに平行な下板91bと、を備える。これら上板91aと下板91bの間には、ガイドバー92が橋架されている。
【0015】
ガイドバー92には、その軸方向に摺動自在な支持板93が取り付けられている。支持板93は、ロボットアーム80側から上板91a及び下板91bに対して平行に延び、その先端側でスポット溶接ガン10を支持する。支持板93の基端側の上面には、筐体状の支持体94が設けられている。上板91aと支持体94の間には、ガイドバー92に巻回された第1コイルスプリング95が介装されている。同様に、下板91bと支持板93の間には、ガイドバー92に巻回された第2コイルスプリング96が介装されている。
【0016】
スポット溶接ガン10は、上記の支持板93に支持されることで、支持部90に対して相対的に昇降可能となっている。スポット溶接ガン10は、溶接ガン本体11と、溶接ガン本体11の先端に設けられた電極部15と、後述する第1電流源及び第2電流源としての第1トランス及び第2トランスと、を備える。
溶接ガン本体11は、その上部に設けられたサーボモータ16と、このサーボモータ16に連結された図示しない送りねじ機構と、備える。
電極部15は、可動電極部120と、固定電極部130と、を含んで構成される。
【0017】
可動電極部120は、溶接ガン本体11の先端から下方に突出し、送りねじ機構に連結されたロッド12の先端に支持されている。可動電極部120は、サーボモータ16により送りねじ機構を介してロッド12が上下動(図1のA2方向又はA1方向に移動)することで、後述する固定電極部130に対して進退可能となっている。
固定電極部130は、溶接ガン本体11の先端に連結された連結部14から下方に延びるC形ヨーク13の先端に支持されている。
これら可動電極部120と固定電極部130は、ワークWを挟んで対向配置される。
【0018】
図2は、スポット溶接装置1の電極部15の構成を示す図である。
可動電極部120は、第1電極チップ121と、第2電極チップ122と、第1加圧チップ125と、を備える。これらチップの先端面の高さ位置は、略同一となっている。
第1電極チップ121と第2電極チップ122は、所定の間隔を設けて、ワークWの面方向に沿って配置されている。これら電極チップは、円柱状であり、その先端はドーム状となっている。
【0019】
第1加圧チップ125は、第1電極チップ121と第2電極チップ122の間に配置されている。第1加圧チップ125は、上記の電極チップよりも大径の円柱状であり、その先端はドーム状となっている。第1加圧チップ125は、例えばセラミック等の絶縁材から形成されている。
【0020】
第1電極チップ121と第2電極チップ122には、フローティング機構129が設けられている。このフローティング機構129により、溶接時において、第1電極チップ121と第2電極チップ122に大きな圧力がかかるのが防止されるとともに、これら電極チップとワークWとの当接状態が維持される。
フローティング機構129は、フローティングベース128と、基部126と、圧縮ばね127,127と、を備える。
【0021】
フローティングベース128は、第1電極チップ121及び第2電極チップ122の軸方向に直交する方向に延設されている。このフローティングベース128は、その両側が第1電極チップ121と第2電極チップ122に固定されているとともに、その中央には第1加圧チップ125が進退可能に挿通されている。
基部126は、第1加圧チップ125の軸方向に直交する方向に延設されており、ロッド12に連結されている。基部126の延設方向の中央には、第1加圧チップ125が固定されている。また、基部126の延設方向の両側には、第1電極チップ121と第2電極チップ122が進退可能に挿通されている。
圧縮ばね127,127は、基部126とフローティングベース128との間に、第1電極チップ121及び第2電極チップ122の外周に巻回されて介装されている。これら圧縮ばね127,127は、溶接時に第1電極チップ121や第2電極チップ122に圧がかかると縮み、フローティングベース128を介して第1電極チップ121及び第2電極チップ122をワークW側に付勢する。
なお、フローティング機構129を構成するフローティングベース128、基部126及び圧縮ばね127,127は、いずれも絶縁材から形成されている。
【0022】
固定電極部130は、第3電極チップ133と、第4電極チップ134と、第2加圧チップ135と、を備える。これらチップの先端面の高さ位置は、略同一となっている。
第3電極チップ133と第4電極チップ134は、所定の間隔を設けて、ワークWの面方向に沿って配置されている。第3電極チップ133は、ワークWを挟んで第1電極チップ121に対向配置されており、第4電極チップ134は、ワークWを挟んで第2電極チップ122に対向配置されている。これら電極チップは、可動電極部120の各電極チップと同径の円柱状であり、その先端はドーム状となっている。
【0023】
第2加圧チップ135は、第3電極チップ133と第4電極チップ134の間に配置されている。第2加圧チップ135は、第1加圧チップ125と同径の円柱状であり、その先端はドーム状となっている。第2加圧チップ135は、第1加圧チップ125と同様に、例えばセラミック等の絶縁材から形成されている。
【0024】
第3電極チップ133と第4電極チップ134には、フローティング機構139が設けられている。このフローティング機構139により、溶接時において、第3電極チップ133と第4電極チップ134に大きな圧力がかかるのが防止されるとともに、これら電極チップとワークWとの当接状態が維持される。
【0025】
フローティング機構139は、フローティングベース138と、基部136と、圧縮ばね137,137と、を備える。
フローティングベース138は、第3電極チップ133及び第4電極チップ134の軸方向に直交する方向に延設されている。このフローティングベース138は、その両側が第3電極チップ133と第4電極チップ134に固定されているとともに、その中央には第2加圧チップ135が進退可能に挿通されている。
基部136は、第2加圧チップ135の軸方向に直交する方向に延設されており、C形ヨークの先端に支持されている。基部136の延設方向の中央には、第2加圧チップ135が固定されている。また、基部136の延設方向の両側には、第3電極チップ133と第4電極チップ134が進退可能に挿通されている。
圧縮ばね137,137は、基部136とフローティングベース138との間に、第3電極チップ133及び第4電極チップ134の外周に巻回されて介装されている。これら圧縮ばね137,137は、溶接時に第3電極チップ133や第4電極チップ134に圧がかかると縮み、フローティングベース138を介して第3電極チップ133及び第4電極チップ134をワークW側に付勢する。
なお、フローティング機構139を構成するフローティングベース138、基部136及び圧縮ばね137,137は、いずれも絶縁材から形成されている。
【0026】
以上のような構成からなる可動電極部120及び固定電極部130には、第1電流源としての第1トランス20及び第2電流源としての第2トランス30が接続される。具体的には図2に示すように、第1トランス20の正極が第1電極チップ121に接続され、その負極が第4電極チップ134に接続される。また、第2トランス30の正極が第2電極チップ122に接続され、その負極が第3電極チップ133に接続される。
【0027】
このため、第1トランス20から第1電極チップ121を経てワークWに流入する溶接電流は、第4電極チップ134に向かう電流経路D1に沿って流れ、第4電極チップ134を経て第1トランス20に戻る。
また、第2トランス30から第2電極チップ122を経てワークWに流入する溶接電流は、第3電極チップ133に向かう電流経路D2に沿って流れ、第3電極チップ133を経て第2トランス30に戻る。
【0028】
このように、第1トランス20から供給される溶接電流が第1トランス20に戻り、第2トランス30から供給される溶接電流が第2トランス30に戻ることは、本出願人らによって既に確認されている(特願2011−25278号)。この確認は、図2の電流経路をそれぞれケーブルに置き換えた回路を作製し、これに電流を供給したときの各ケーブルの電流値を測定することによって行われる。
【0029】
従って図2に示すように、電流経路D1と電流経路D2に沿って溶接電流が流れる結果、各電極チップから離れた第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部で、これら電流経路が交差する。これら電流経路が交差する部位では、電流密度が最も高くなるため、単位体積当たりの入熱量が最も大きくなる。このため、各電極チップから離れた第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部において、ワーク材の溶融が最も促進されてナゲットが生成する。これにより、従来の電極チップで問題となっていた、電極チップ近傍のワーク表面が溶融して飛散する表チリと呼ばれる現象の発生が抑制される。
【0030】
図1に戻って、制御装置100は、サーボモータ16、第1トランス20及び第2トランス30を制御する。
【0031】
次に、本実施形態に係るスポット溶接装置1の動作について説明する。
先ず、可動電極部120を固定電極部130に対して離間させた状態で、ロボットアーム80及び支持部90の動作により、ワークWの溶接部位にスポット溶接ガン10を移動させる。具体的には、固定電極部130の第3電極チップ133、第4電極チップ134及び第2加圧チップ135の各先端面が、ワークWの溶接部位の下面に当接する位置に、スポット溶接ガン10を移動させる。
【0032】
次いで、制御装置100によりサーボモータ16を制御して、送りねじ機構の作用で可動電極部120をワークWに対して前進させる。すると、第1加圧チップ125、第1電極チップ121及び第2電極チップ122の各先端面が、ワークWの上面に当接する。このとき、フローティング機構129及びフローティング機構139のフローティング作用により、各電極チップに大きな圧力がかかることはない。
【0033】
次いで、第1加圧チップ125及び第2加圧チップ135による加圧を維持しつつ、制御装置100により第1トランス20及び第2トランス30を制御して、溶接電流を供給する。このとき、各電極チップは、各フローティング機構のフローティング作用により、ワークWとの当接状態が維持されるため、給電が確実に行われる。すると、電流経路D1に沿って第1電極チップ121から第4電極チップ134に溶接電流が流れるとともに、電流経路D2に沿って第2電極チップ122から第3電極チップ133に溶接電流が流れる。これにより、電流経路D1とD2が交差し、電流密度が高く入熱量が最も大きい第1加圧チップ125及び第2加圧チップ135間の厚み方向の中央部において、ワーク材の溶融が最も促進されてナゲットが生成する。
【0034】
その後、制御装置100により第1トランス20及び第2トランス30を制御して、溶接電流の供給を停止する。次いで、制御装置100によりサーボモータ16を制御して、送りねじ機構の作用で可動電極部120をワークWに対して後退させる。これにより、ナゲットが冷却固化し、ワークWが溶接される。
【0035】
次に、本実施形態に係るスポット溶接装置1の効果について、従来のスポット溶接装置と比較して説明する。
図3は、従来のスポット溶接装置の電極部50の構成を示す図である。図3に示すように、従来、加圧と給電はいずれも一対の電極チップ51,52で行われている。具体的には、一対の電極チップ51,52でワークWを挟んで加圧し、この状態で電極チップ51,52間に通電する。すると、通電により発生するジュール熱でワーク材が溶融し、電極チップ51,52間にワーク材の溶融物であるナゲットが生成する。
【0036】
図4は、従来のスポット溶接装置による溶接時の発熱及び伝熱の状態を模式的に示す図である。図4に示すように、一対の電極チップ51,52間に電流Iを供給した場合、これら電極チップ51,52自体の発熱量Qは、電極チップ51,52の抵抗値RTに比例する。同様に、電極チップ51,52間に生成するナゲット部位の発熱量QRは、電極チップ51,52間におけるワークWの抵抗値RNに比例する。
ここで、電極チップ51,52間におけるワークWの抵抗値RNは、電極チップ51,52の抵抗値RTに比べて格段に大きいことから、ナゲット部位の発熱量QRは、電極チップ51,52自体の発熱量Qに比べて格段に大きい。
【0037】
このため、ナゲット部位の発熱量QRは、ワークWの面方向に伝熱する他、ナゲットのごく近傍に位置する電極チップ51,52に伝熱する。このとき、電極チップ51,52の熱伝導率はワークWの熱伝導率よりも格段に高いため、電極チップ51,52に伝熱する伝熱量QlossTは、ワークWの面方向に伝熱する伝熱量QlossWよりも格段に大きい。このため、電極チップ51,52には、電極チップ51,52自体の発熱量Qの他、ナゲット部位の発熱量QRに起因する大きな伝熱量QlossTによる熱負荷が付与される。このように、溶接時における電極チップ51,52の熱負荷は、ナゲット部位の発熱量QRからの伝熱量QlossTが支配的であることから、この伝熱量QlossTを低減することが重要であると言える。
【0038】
そこで本実施形態では、従来の電極チップを、加圧用のチップと給電用のチップとに分離する。具体的には、ワークWの一方の面側に、所定の間隔をあけて面方向に沿って第1電極チップ121及び第2電極チップ122を配置し、ワークWを挟んでこれら第1電極チップ121及び第2電極チップ122に対向して第3電極チップ133及び第4電極チップ134を配置する。第1電極チップ121と第2電極チップ122の間には、絶縁材からなる第1加圧チップ125を配置するとともに、第3電極チップ133と第4電極チップ134の間には、絶縁材からなる第2加圧チップ135を配置し、ワークWを介してこれら加圧チップ同士を対向配置させる。また、第1電極チップ121と第4電極チップ134を第1トランス20で接続するとともに、第2電極チップ122と第3電極チップ133を第2トランス30で接続する。
【0039】
これにより、本実施形態によれば、一対の加圧チップでワークWを挟んで加圧し、この状態で、第1電極チップ121及び第2電極チップ122をワークWの一方の面に当接させるとともに、第3電極チップ133及び第4電極チップ134を他方の面に当接させて給電する。すると、第1電極チップ121は第4電極チップ134と接続されており、第2電極チップ122は第3電極チップ133と接続されているため、ワークWを介して第1電極チップ121と第4電極チップ134との間を流れる電流と、ワークWを介して第2電極チップ122と第3電極チップ133との間を流れる電流とが、一対の加圧チップ間で交差する。両電流が交差する部位では、電流密度が最も高くなるため、ジュール熱が多量に発生して単位体積当たりの入熱量が最も大きくなる結果、当該部位を中心にナゲットが生成する。即ち、従来と比べて電極から離れた部位にナゲットが生成するため、各電極チップへの伝熱が緩和され、各電極チップの熱負荷が低減される。またこのとき、ナゲットは加圧チップの近傍に生成するところ、加圧チップは絶縁材からなるためナゲットからの伝熱を回避できるうえ、当該ナゲットが一対の加圧チップにより十分に加圧された状態で溶接が行われる結果、十分な溶接強度が得られる。
従って本実施形態によれば、電極チップの変形を抑制でき、高い耐久性を有するスポット溶接装置1及びスポット溶接方法を提供できる。また高い耐久性を有するため、従来よりも電極チップを小径化でき、より微細な溶接が可能なスポット溶接装置1及びスポット溶接方法を提供できる。
【0040】
なお、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれる。
【符号の説明】
【0041】
1…スポット溶接装置
20…第1トランス(第1電流源)
30…第2トランス(第2電流源)
121…第1電極チップ(第1電極)
122…第2電極チップ(第2電極)
125…第1加圧チップ
133…第3電極チップ(第3電極)
134…第4電極チップ(第4電極)
135…第2加圧チップ
W…ワーク
【特許請求の範囲】
【請求項1】
複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接装置であって、
前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置され、前記一方の面に当接する第1電極及び第2電極と、
前記ワークを挟んで前記第1電極に対向配置され、前記ワークの他方の面に当接する第3電極と、
前記ワークを挟んで前記第2電極に対向配置され、前記他方の面に当接する第4電極と、
前記第1電極と前記第2電極の間に配置され、前記一方の面を加圧する絶縁材からなる第1加圧チップと、
前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置され、前記他方の面を加圧する絶縁材からなる第2加圧チップと、
前記第1電極と前記第4電極を接続する第1電流源と、
前記第2電極と前記第3電極を接続する第2電流源と、を備えることを特徴とするスポット溶接装置。
【請求項2】
複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接方法であって、
前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置された第1電極及び第2電極を、前記一方の面に当接させ、
前記ワークを挟んで前記第1電極に対向配置された第3電極と、前記ワークを挟んで前記第2電極に対向配置された第4電極を、前記ワークの他方の面に当接させるとともに、
前記第1電極と前記第2電極の間に配置された絶縁材からなる第1加圧チップにより、前記一方の面を加圧し、
前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置された絶縁材からなる第2加圧チップにより、前記他方の面を加圧した状態で、
前記第1電極と前記第4電極間に通電するとともに、前記第2電極と前記第3電極間に通電することを特徴とするスポット溶接方法。
【請求項1】
複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接装置であって、
前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置され、前記一方の面に当接する第1電極及び第2電極と、
前記ワークを挟んで前記第1電極に対向配置され、前記ワークの他方の面に当接する第3電極と、
前記ワークを挟んで前記第2電極に対向配置され、前記他方の面に当接する第4電極と、
前記第1電極と前記第2電極の間に配置され、前記一方の面を加圧する絶縁材からなる第1加圧チップと、
前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置され、前記他方の面を加圧する絶縁材からなる第2加圧チップと、
前記第1電極と前記第4電極を接続する第1電流源と、
前記第2電極と前記第3電極を接続する第2電流源と、を備えることを特徴とするスポット溶接装置。
【請求項2】
複数の板材を重ね合わせたワークを複数の電極で挟んで加圧し、この状態で当該電極間に通電することで前記ワークを溶接するスポット溶接方法であって、
前記ワークの一方の面側で所定の間隔をあけて面方向に沿って配置された第1電極及び第2電極を、前記一方の面に当接させ、
前記ワークを挟んで前記第1電極に対向配置された第3電極と、前記ワークを挟んで前記第2電極に対向配置された第4電極を、前記ワークの他方の面に当接させるとともに、
前記第1電極と前記第2電極の間に配置された絶縁材からなる第1加圧チップにより、前記一方の面を加圧し、
前記第3電極と前記第4電極の間で前記ワークを挟んで前記第1加圧チップに対向配置された絶縁材からなる第2加圧チップにより、前記他方の面を加圧した状態で、
前記第1電極と前記第4電極間に通電するとともに、前記第2電極と前記第3電極間に通電することを特徴とするスポット溶接方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−22623(P2013−22623A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−160094(P2011−160094)
【出願日】平成23年7月21日(2011.7.21)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月21日(2011.7.21)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]