
スポット溶接装置
【課題】ロボットのアームの先端に設けたワーク把持治具でワークを把持して溶接ガンによりスポット溶接を行なうインダイレクトスポット溶接装置において、
アースケーブルに負荷をかけることなく、ワークの種類によらず使用できるアースの供給方法を提供する。
【解決手段】ワークと電気的に接続するブスバーを作動範囲の狭いロボット基台部分に取り付け、スポットガンと共にアース電極を取り付けたコンタクトガンをブスバーに接離することにより電気回路を構成する。
アースケーブルに負荷をかけることなく、ワークの種類によらず使用できるアースの供給方法を提供する。
【解決手段】ワークと電気的に接続するブスバーを作動範囲の狭いロボット基台部分に取り付け、スポットガンと共にアース電極を取り付けたコンタクトガンをブスバーに接離することにより電気回路を構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インダイレクト方式を採用したスポット溶接装置に関する。
【背景技術】
【0002】
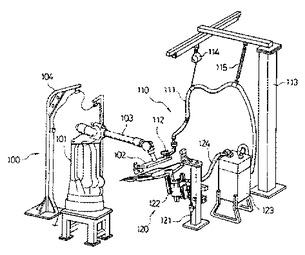
最近、自動車の製造にはロボットを使用したスポット溶接が盛んに行われるようになり、特にドアのヘム部の溶接には、インダイレクト方式のスポット溶接方法が多く採用されている。その一例を図6に示す。図6においてスポット溶接装置全体は、マテハンロボット部100、ホールド部110、溶接装置部120とから構成されている。マテハンロボット部100には、ロボット本体101にコントロール用の電力や冷却用の水、エアを送るための動力線をサポートするための給電ポール104が備え付けられている。ホールド部110にはアースケーブル111をサポートするケーブルサポートポール113が備え付けられ、スポット溶接装置部120にはスポット溶接用電力を供給する整流トランス123が接続されている。
【0003】
ロボット本体101は、治具であるマテハンユニット102を動作させるためのエアが図示しないエアホースで給電ポール104、アーム103を通りマテハンユニット102に供給され、マテハンユニット102の電磁弁でコントロールされている。
ホールド部110のアースケーブル111には電気的に接続する導電性着脱ユニット112が取り付けられており、マテハンユニット102とアースケーブル111を接続している。またアースケーブル111はケーブルサポートポール113により、バランサー114やスプリング115で吊るされて整流トランスのアース端子に接続されており、更にマテハンユニット102の動きに追随できるように余裕を持たせてある。スポット溶接部120は溶接スタンド121の前部にアフターヘムガン122が取り付けられており、アフターヘムガン122の電極がワークとなる自動車用ドアのヘム部(溶接部)に当接して整流トランス123より、空冷ケーブル、または水冷ケーブル124を経由して電流が流されることによりスポット溶接が行われる。
【0004】
また前記従来技術の課題を解決する他の従来技術として、図7に示すように、ワーク50と電気的に接続するブスバーを治具のロボット動作エリア内に取り付け、スポットガンと共にアース電極を取り付けたコンタクトガンをブスバーに接離することにより、電気回路を構成することを特徴とするインダイレクト方式のスポット溶接方法が開示されている。(特許文献1)
【特許文献1】特許第3872528号
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、上述した第1の従来例においては、マテハンユニット102にアースケーブル111を常時接続しておくために、このアースケーブル111を支えるケーブルサポートポール113が必要とされ、また、自在に動けるように、撓みをもたせバランサー114等を使用してつり下げる必要があった。またアースケーブル111は大電流を流すため大径の空冷ケーブルか、水冷ケーブルを使用しなければならず、その重量も重いため、ケーブルサポートポール113も丈夫なものを使用する必要があった。またバランサー114及び、スプリング115のケーブル長さ及び、バランス調整に時間がかかり、結果的にコストが高くなるという問題があった。更にアースケーブル111がマテハンユニット102と一緒に煩瑣に動くのでアースケーブルの可動部分が消耗し易いと言う問題もあった。本発明は上述した従来の問題に鑑みなされたもので、アースケーブルの使用を最小限にし、しかも固定することにより長寿命化し、ケーブルサポートポールが不要で、重量が軽く、コストの安いスポット溶接装置を提供するものである。
また第2の従来技術では前記課題は解決するもののワークに合わせて製作したマテハン治具毎に、コンタクトガンとの接触が確保できるフレーム位置にブスバーを設置しなければならないため、設計工数や設備コストが増大するという問題があった。
【課題を解決するための手段】
【0006】
ロボットのアームの先端に設けたワーク把持治具を介してワークを把持して溶接ガンによりスポット溶接を行なうインダイレクトスポット溶接装置において、図1に示すように前記ワークを電気導通状態で把持する把持手段を設け、前記ロボットアームと前記ワーク把持治具には、アース接離手段を有する継合手段を各々配設し、前記ロボットアームに配設されたアースケーブルによって、前記アース接離手段と電気的に接続するブスバーを鉛直軸周りの旋回自由度のみを有する前記ロボット基台部に配設し、スポットガンと共にアース電極を取り付けたコンタクトガンを前記ブスバーに接離することにより電気回路を構成するようにした。
【発明の効果】
【0007】
本発明によれば、アースケーブルをマテハンユニット迄引き回して取り付ける必要がないため、ケーブルを可動する必要もなくなり、ケーブルサポートポールも不要となる。またマテハン治具にブスバーを取り付けた構成と比較しても、ワークにより形状の異なるマテハン治具に合わせてすべてのマテハン治具にブスバーを設計し取り付けることが不要となるので、設計工数および製作費が低減できる。これらにより設備コストを低減することができるとともにアースラインの長寿命化をはかることができる。また、スポット溶接装置周囲のスペースファクタをも改善するとともにスポット溶接装置の重量も軽減でき、ロボット動作エリアもケーブルの引回しが無いので自由性があり、コンパクトなスポット溶接装置を提供できるものである。
【0008】
またコンタクトガンを、鉛直軸周りの旋回自由度のみを有するロボット基台部に取り付けたブスバーから接離する構成にしたことにより、ワーク把持治具を目的位置に移動させるためロボットがどのような姿勢になっても確実にトランスからのアースケーブルをロボット側アースケーブルに接続できる。またロボットアーム先端の、アース接離手段を有する継合手段を経由して、ワーク把持治具に配設したワークを電気導通状態で把持する把持手段によってワークと前記ロボット側アースケーブルは接続している。これによりロボットのアームの先端とワーク把持治具が継合動作を行い、ワーク把持治具がワークの把持動作を行うことで、簡単にロボット側アースケーブルとワークのアース接続が確立され、さらにコンタクトガンとロボットの動作範囲をカバーするブスバーにより、ロボットの動作に関わらずトランスとのアース接続も確立できる。これらにより、直接アースケーブルを接続した場合に生ずるアースケーブルの屈曲を防止したうえで確実なアース接続が確保される。
【図面の簡単な説明】
【0009】
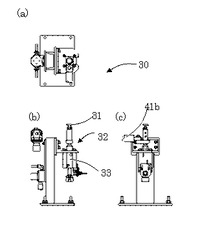
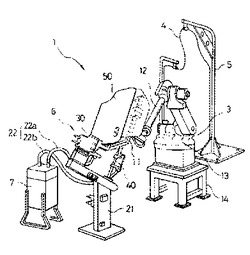
【図1】本発明に係るインダイレクト方式のスポット溶接装置の全体構成を現すシステム図である。
【図2a】本発明に係るロボットの平面図である。
【図2b】本発明に係るロボットの側面図である。
【図2c】本発明に係るロボットの背面図である。
【図3a】本発明に係るマテハン治具の平面図である。
【図3b】本発明に係るマテハン治具の側面図である。
【図4】本発明に係る溶接ガンの要部断面図である。
【図5】本発明に係るアース連結ユニットの要部断面図である。
【図6】従来におけるスポット溶接装置の概観図である。
【図7】従来におけるスポット溶接装置の概観図である。
【符号の説明】
【0010】
1 スポット溶接装置
2 ロボット
3 基台部
4アーム
5 ブスバー
6 アースケーブル
7 ロボット側ATC
8 ロボット側アースモジュール
10 マテハン治具
11 フレーム
12 治具側ATC
13 治具側アースモジュール
15 アースクランプユニット
16a、16b、16c クランプユニット
17a、17b 基準ピンユニット
18、19シリンダー
20 溶接装置部
21 スポット電極
22 溶接ガン
23 ガンスタンド
24 電極アーム
25 バックバー
26a、26b エアシリンダロッド
27 固定ターミナル
28 導電プレート
30 アース連結ユニット
31 アース電極
32 コンタクトガン
33 エアシリンダ
40 整流トランス
41a、41b空冷ケーブル
50 ドア
【発明を実施するための形態】
【0011】
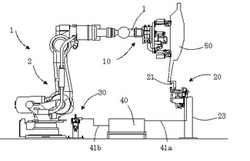
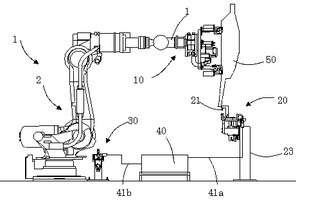
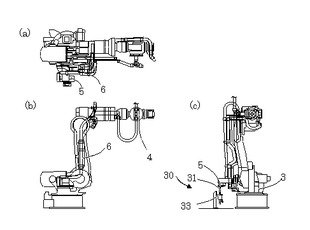
以下、本発明の実施の形態を図面に基づいて説明をする。図1は本発明に係るインダイレクト方式のスポット溶接装置の全体構成を現す概略図で、図2a乃至2cは装置の構成要素であるロボットの三面図である。
まず、図1において、スポット溶接装置1は大別すると、ワーク(ドア)を把持するためのマテハン治具10と、マテハン治具10をアーム4先端に継合して動かし,ワークをスポット溶接位置に移動するためのロボット2、ワークをスポット溶接するための溶接装置部20, ロボット2にアースを供給するためのアース連結ユニット30と、この溶接装置部6に電力を供給する整流トランス40とから構成されている。
【0012】
ロボット2は、アーム4先端に設置したATC(オート・ツール・チェンジャー)7,12によりマテハン治具10を接続し、スポット溶接装置1に対し適切な位置にマテハン治具10で把持したワークを移動する。このロボット2は垂直多関節型のマニピュレータで、アーム4を上下動したり、旋回動作をすることができ、更にアーム4の先端に取り付けたマテハン治具10を傾けたり回したりできるもので、可搬能力もワークであるドアに対して十分能力を持っている。またロボット2は床面にボルト等で据え付けられて動かないように固定される。
【0013】
ロボット2は、床面に配設されたアース電極31とロボット動作範囲において当接可能なように、鉛直軸心廻りに回転自在な基台部に延設された導電性のブスバー5と、アーム4の先端にはロボット側ATC7と、アーム4側方に配設されたアースケーブル6で当該ブスバー5と接続されたロボット側アースラインモジュール8とを有する。
垂直多関節ロボットにおいては固定部から先端部に行くに従って、稼動範囲が大きくなる。本案では鉛直軸周りの旋回自由度のみを有する第1の可動部である基台部周りにブスバー5を設置した。すなわち第1の可動部である基台部周りに、アース電極31と当接可能なブスバー5を設置することで、最小限の装置でロボットの動きに追従してアースの連結が確保できるようにした。
【0014】
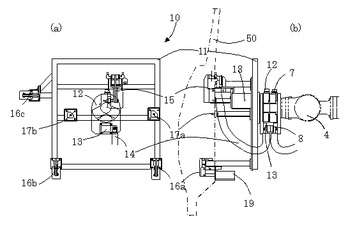
またマテハン治具10は骨格となるフレーム11に対し、ワークを精度良く位置決めするための基準ピンユニット17a、17bがATCを中心に対向する位置に配設され、またワークを絶縁状態で把持するクランプユニット16がATCを中心に3箇所配設され、さらにワークを電気導通状態で把持するアースクランプユニット15がATC付近に1箇所配設され、ワークを確実に把持固定する。またロボット側ATC7に継合する治具側ATC12がフレーム11の重心位置である略中心に配置される。これによりATCに発生する応力負荷軽減と、マテハン治具の円滑な移動が確保される。
【0015】
治具側ATC12に隣接して治具側アースモジュール13が配設され、治具側アースモジュール13はアースケーブル14でアースクランプユニット15と接続される。ロボット側ATC7と治具側ATC12が継合すると、ロボット側アースモジュール8と治具側アースモジュール13の接点が当接するよう構成され、アースクランプユニット15を通じてワークにアースが接続する。これによりATCの継合動作に連動して簡単にアースの連結が行われる。また、各クランプユニット16a乃至16cとフレーム11の接する部分は、ワークに流れる電流がフレーム11に流れ込まないように当然のことながら絶縁物を介在させてある。
【0016】
さらに前記ロボット基台部に近接してロボット設置床面に設置されたアース連結ユニット30はアース電極31とコンタクトガン32を有し、溶接装置部20のスポット電極21がワークを溶接する作動に同期して、コンタクトガン32はアース電極31をブスバー5に当接させる。ブスバー5は厚さ10mmの帯状の板で形成され、電気的に良好な接触を要求されるので、材質はアルミ合金や銅合金が用いられる。またブスバー5、アースケーブル6などの金属部分がロボット2に直接接触することが無いよう当然のことながら絶縁物を介して取り付けられている。このブスバー5とアース連結ユニット30のコンタクトガン32が接触することにより2次アース回路が完成する。
【0017】
溶接装置部20は図1に示すように、ガンスタンド23に設置された溶接装置部20から構成されており、このガンに電力を供給する整流トランス40が備えられている。ガンスタンド23に固定された溶接装置部20は図6で示すように、ワークである自動車のドア50の溶接面であるヘム部(図示せず)に対向して電極アーム24の先端部に取り付けられたスポット電極21と、ヘム部を裏面より受けるバックバー25とが備えられている。このスポット電極21はスポット溶接時に2本のエアシリンダロッド26a、26bにより電極アーム24が下げられることによりヘム部53を加圧するように構成されている。またスポット電極21への電流の供給は、空冷ケーブル41aが固定ターミナル27に接続され、固定ターミナル27より可撓性のある導電プレート28を通じて、電極アーム24へ流れることにより供給される。
コンタクトガン32は図2(c)に示すように2次側アースをとるために使用されるもので、エアシリンダ33の先端にブスバー5に接離するアース電極31が取り付けられている。このアース電極31には整流トランス40からのアース側の空冷ケーブル41bが固定ターミナル(図示せず)に接続され、アース電極31に通電可能にする。
【0018】
このように構成されたスポット溶接装置による溶接方法を以下に示す。まず、図示しない搬送ロボットによりワークであるドア50を置場より搬送し、マテハン治具10のフレーム11の基準ピンユニット17a,17bに合わせて載せる。するとクランプユニット16a、16b、16cとアースクランプユニット15のシリンダが動いてそれぞれのクランプアームがドア50を把持固定する。次に溶接装置部20の溶接ポイントであるバックバー25の位置にマテハン治具10が動いてドア50のヘム部の裏面を合わせる。この時アース用のコンタクトガン32のアース電極31は基台部3に取り付けられたブスバー5に接触していない。次にコンタクトガン32のシリンダ33が動作してアース電極31をブスバー5に突き当てる。その後に、溶接装置部20のスポット電極のシリンダロッド26a、26bが動作してドア50のヘム部を加圧する。
【0019】
次に整流トランス40の図示しないスイッチがオンされて、整流トランス40より空冷ケーブル41a、41bを経由してスポット溶接の電流が流される。この電流は整流トランス40のプラス側より空冷ケーブル41aを経由して溶接装置部20に流れ、更にドア50のヘム部よりドア内部を通り、アースクランプユニット15、アースモジュール8,13、アースケーブル6、ブスバー5よりコンタクトガン32のアース電極31を抜けて空冷ケーブル42bを経由して整流トランス40のアース側へ戻る。この間にヘム部のスポット溶接が行われる。
【0020】
スポット溶接終了後は整流トランス40のスイッチがオフし溶接装置部20のシリンダが動作してスポット電極21がドア50のヘム部より離脱される。次にコンタクトガン32のエアシリンダ33が動作して電極31がブスバー5より離脱する。するとマテハン治具10が動作して次のスポット溶接箇所を溶接装置部20セットする。以下同じ動作を繰り返し、必要な溶接箇所を順次スポット溶接を行い全ての溶接を完了する。するとマテハン治具10のクランプユニット16a、16b、16cアースクランプユニット15のシリンダが動作して、ドア50の把持固定状態から解除する。最後に図示しない搬送ロボットによりドア50を次の工程に搬送し、新しいドア50をマテハン治具10に載置する。これで一連の作業が終了する。なお、本発明は上述した実施例に限定されるものではなく、その他、本発明の請求の範囲内で種々の変更を加うることは勿論である。
【0021】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【技術分野】
【0001】
本発明は、インダイレクト方式を採用したスポット溶接装置に関する。
【背景技術】
【0002】
最近、自動車の製造にはロボットを使用したスポット溶接が盛んに行われるようになり、特にドアのヘム部の溶接には、インダイレクト方式のスポット溶接方法が多く採用されている。その一例を図6に示す。図6においてスポット溶接装置全体は、マテハンロボット部100、ホールド部110、溶接装置部120とから構成されている。マテハンロボット部100には、ロボット本体101にコントロール用の電力や冷却用の水、エアを送るための動力線をサポートするための給電ポール104が備え付けられている。ホールド部110にはアースケーブル111をサポートするケーブルサポートポール113が備え付けられ、スポット溶接装置部120にはスポット溶接用電力を供給する整流トランス123が接続されている。
【0003】
ロボット本体101は、治具であるマテハンユニット102を動作させるためのエアが図示しないエアホースで給電ポール104、アーム103を通りマテハンユニット102に供給され、マテハンユニット102の電磁弁でコントロールされている。
ホールド部110のアースケーブル111には電気的に接続する導電性着脱ユニット112が取り付けられており、マテハンユニット102とアースケーブル111を接続している。またアースケーブル111はケーブルサポートポール113により、バランサー114やスプリング115で吊るされて整流トランスのアース端子に接続されており、更にマテハンユニット102の動きに追随できるように余裕を持たせてある。スポット溶接部120は溶接スタンド121の前部にアフターヘムガン122が取り付けられており、アフターヘムガン122の電極がワークとなる自動車用ドアのヘム部(溶接部)に当接して整流トランス123より、空冷ケーブル、または水冷ケーブル124を経由して電流が流されることによりスポット溶接が行われる。
【0004】
また前記従来技術の課題を解決する他の従来技術として、図7に示すように、ワーク50と電気的に接続するブスバーを治具のロボット動作エリア内に取り付け、スポットガンと共にアース電極を取り付けたコンタクトガンをブスバーに接離することにより、電気回路を構成することを特徴とするインダイレクト方式のスポット溶接方法が開示されている。(特許文献1)
【特許文献1】特許第3872528号
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、上述した第1の従来例においては、マテハンユニット102にアースケーブル111を常時接続しておくために、このアースケーブル111を支えるケーブルサポートポール113が必要とされ、また、自在に動けるように、撓みをもたせバランサー114等を使用してつり下げる必要があった。またアースケーブル111は大電流を流すため大径の空冷ケーブルか、水冷ケーブルを使用しなければならず、その重量も重いため、ケーブルサポートポール113も丈夫なものを使用する必要があった。またバランサー114及び、スプリング115のケーブル長さ及び、バランス調整に時間がかかり、結果的にコストが高くなるという問題があった。更にアースケーブル111がマテハンユニット102と一緒に煩瑣に動くのでアースケーブルの可動部分が消耗し易いと言う問題もあった。本発明は上述した従来の問題に鑑みなされたもので、アースケーブルの使用を最小限にし、しかも固定することにより長寿命化し、ケーブルサポートポールが不要で、重量が軽く、コストの安いスポット溶接装置を提供するものである。
また第2の従来技術では前記課題は解決するもののワークに合わせて製作したマテハン治具毎に、コンタクトガンとの接触が確保できるフレーム位置にブスバーを設置しなければならないため、設計工数や設備コストが増大するという問題があった。
【課題を解決するための手段】
【0006】
ロボットのアームの先端に設けたワーク把持治具を介してワークを把持して溶接ガンによりスポット溶接を行なうインダイレクトスポット溶接装置において、図1に示すように前記ワークを電気導通状態で把持する把持手段を設け、前記ロボットアームと前記ワーク把持治具には、アース接離手段を有する継合手段を各々配設し、前記ロボットアームに配設されたアースケーブルによって、前記アース接離手段と電気的に接続するブスバーを鉛直軸周りの旋回自由度のみを有する前記ロボット基台部に配設し、スポットガンと共にアース電極を取り付けたコンタクトガンを前記ブスバーに接離することにより電気回路を構成するようにした。
【発明の効果】
【0007】
本発明によれば、アースケーブルをマテハンユニット迄引き回して取り付ける必要がないため、ケーブルを可動する必要もなくなり、ケーブルサポートポールも不要となる。またマテハン治具にブスバーを取り付けた構成と比較しても、ワークにより形状の異なるマテハン治具に合わせてすべてのマテハン治具にブスバーを設計し取り付けることが不要となるので、設計工数および製作費が低減できる。これらにより設備コストを低減することができるとともにアースラインの長寿命化をはかることができる。また、スポット溶接装置周囲のスペースファクタをも改善するとともにスポット溶接装置の重量も軽減でき、ロボット動作エリアもケーブルの引回しが無いので自由性があり、コンパクトなスポット溶接装置を提供できるものである。
【0008】
またコンタクトガンを、鉛直軸周りの旋回自由度のみを有するロボット基台部に取り付けたブスバーから接離する構成にしたことにより、ワーク把持治具を目的位置に移動させるためロボットがどのような姿勢になっても確実にトランスからのアースケーブルをロボット側アースケーブルに接続できる。またロボットアーム先端の、アース接離手段を有する継合手段を経由して、ワーク把持治具に配設したワークを電気導通状態で把持する把持手段によってワークと前記ロボット側アースケーブルは接続している。これによりロボットのアームの先端とワーク把持治具が継合動作を行い、ワーク把持治具がワークの把持動作を行うことで、簡単にロボット側アースケーブルとワークのアース接続が確立され、さらにコンタクトガンとロボットの動作範囲をカバーするブスバーにより、ロボットの動作に関わらずトランスとのアース接続も確立できる。これらにより、直接アースケーブルを接続した場合に生ずるアースケーブルの屈曲を防止したうえで確実なアース接続が確保される。
【図面の簡単な説明】
【0009】
【図1】本発明に係るインダイレクト方式のスポット溶接装置の全体構成を現すシステム図である。
【図2a】本発明に係るロボットの平面図である。
【図2b】本発明に係るロボットの側面図である。
【図2c】本発明に係るロボットの背面図である。
【図3a】本発明に係るマテハン治具の平面図である。
【図3b】本発明に係るマテハン治具の側面図である。
【図4】本発明に係る溶接ガンの要部断面図である。
【図5】本発明に係るアース連結ユニットの要部断面図である。
【図6】従来におけるスポット溶接装置の概観図である。
【図7】従来におけるスポット溶接装置の概観図である。
【符号の説明】
【0010】
1 スポット溶接装置
2 ロボット
3 基台部
4アーム
5 ブスバー
6 アースケーブル
7 ロボット側ATC
8 ロボット側アースモジュール
10 マテハン治具
11 フレーム
12 治具側ATC
13 治具側アースモジュール
15 アースクランプユニット
16a、16b、16c クランプユニット
17a、17b 基準ピンユニット
18、19シリンダー
20 溶接装置部
21 スポット電極
22 溶接ガン
23 ガンスタンド
24 電極アーム
25 バックバー
26a、26b エアシリンダロッド
27 固定ターミナル
28 導電プレート
30 アース連結ユニット
31 アース電極
32 コンタクトガン
33 エアシリンダ
40 整流トランス
41a、41b空冷ケーブル
50 ドア
【発明を実施するための形態】
【0011】
以下、本発明の実施の形態を図面に基づいて説明をする。図1は本発明に係るインダイレクト方式のスポット溶接装置の全体構成を現す概略図で、図2a乃至2cは装置の構成要素であるロボットの三面図である。
まず、図1において、スポット溶接装置1は大別すると、ワーク(ドア)を把持するためのマテハン治具10と、マテハン治具10をアーム4先端に継合して動かし,ワークをスポット溶接位置に移動するためのロボット2、ワークをスポット溶接するための溶接装置部20, ロボット2にアースを供給するためのアース連結ユニット30と、この溶接装置部6に電力を供給する整流トランス40とから構成されている。
【0012】
ロボット2は、アーム4先端に設置したATC(オート・ツール・チェンジャー)7,12によりマテハン治具10を接続し、スポット溶接装置1に対し適切な位置にマテハン治具10で把持したワークを移動する。このロボット2は垂直多関節型のマニピュレータで、アーム4を上下動したり、旋回動作をすることができ、更にアーム4の先端に取り付けたマテハン治具10を傾けたり回したりできるもので、可搬能力もワークであるドアに対して十分能力を持っている。またロボット2は床面にボルト等で据え付けられて動かないように固定される。
【0013】
ロボット2は、床面に配設されたアース電極31とロボット動作範囲において当接可能なように、鉛直軸心廻りに回転自在な基台部に延設された導電性のブスバー5と、アーム4の先端にはロボット側ATC7と、アーム4側方に配設されたアースケーブル6で当該ブスバー5と接続されたロボット側アースラインモジュール8とを有する。
垂直多関節ロボットにおいては固定部から先端部に行くに従って、稼動範囲が大きくなる。本案では鉛直軸周りの旋回自由度のみを有する第1の可動部である基台部周りにブスバー5を設置した。すなわち第1の可動部である基台部周りに、アース電極31と当接可能なブスバー5を設置することで、最小限の装置でロボットの動きに追従してアースの連結が確保できるようにした。
【0014】
またマテハン治具10は骨格となるフレーム11に対し、ワークを精度良く位置決めするための基準ピンユニット17a、17bがATCを中心に対向する位置に配設され、またワークを絶縁状態で把持するクランプユニット16がATCを中心に3箇所配設され、さらにワークを電気導通状態で把持するアースクランプユニット15がATC付近に1箇所配設され、ワークを確実に把持固定する。またロボット側ATC7に継合する治具側ATC12がフレーム11の重心位置である略中心に配置される。これによりATCに発生する応力負荷軽減と、マテハン治具の円滑な移動が確保される。
【0015】
治具側ATC12に隣接して治具側アースモジュール13が配設され、治具側アースモジュール13はアースケーブル14でアースクランプユニット15と接続される。ロボット側ATC7と治具側ATC12が継合すると、ロボット側アースモジュール8と治具側アースモジュール13の接点が当接するよう構成され、アースクランプユニット15を通じてワークにアースが接続する。これによりATCの継合動作に連動して簡単にアースの連結が行われる。また、各クランプユニット16a乃至16cとフレーム11の接する部分は、ワークに流れる電流がフレーム11に流れ込まないように当然のことながら絶縁物を介在させてある。
【0016】
さらに前記ロボット基台部に近接してロボット設置床面に設置されたアース連結ユニット30はアース電極31とコンタクトガン32を有し、溶接装置部20のスポット電極21がワークを溶接する作動に同期して、コンタクトガン32はアース電極31をブスバー5に当接させる。ブスバー5は厚さ10mmの帯状の板で形成され、電気的に良好な接触を要求されるので、材質はアルミ合金や銅合金が用いられる。またブスバー5、アースケーブル6などの金属部分がロボット2に直接接触することが無いよう当然のことながら絶縁物を介して取り付けられている。このブスバー5とアース連結ユニット30のコンタクトガン32が接触することにより2次アース回路が完成する。
【0017】
溶接装置部20は図1に示すように、ガンスタンド23に設置された溶接装置部20から構成されており、このガンに電力を供給する整流トランス40が備えられている。ガンスタンド23に固定された溶接装置部20は図6で示すように、ワークである自動車のドア50の溶接面であるヘム部(図示せず)に対向して電極アーム24の先端部に取り付けられたスポット電極21と、ヘム部を裏面より受けるバックバー25とが備えられている。このスポット電極21はスポット溶接時に2本のエアシリンダロッド26a、26bにより電極アーム24が下げられることによりヘム部53を加圧するように構成されている。またスポット電極21への電流の供給は、空冷ケーブル41aが固定ターミナル27に接続され、固定ターミナル27より可撓性のある導電プレート28を通じて、電極アーム24へ流れることにより供給される。
コンタクトガン32は図2(c)に示すように2次側アースをとるために使用されるもので、エアシリンダ33の先端にブスバー5に接離するアース電極31が取り付けられている。このアース電極31には整流トランス40からのアース側の空冷ケーブル41bが固定ターミナル(図示せず)に接続され、アース電極31に通電可能にする。
【0018】
このように構成されたスポット溶接装置による溶接方法を以下に示す。まず、図示しない搬送ロボットによりワークであるドア50を置場より搬送し、マテハン治具10のフレーム11の基準ピンユニット17a,17bに合わせて載せる。するとクランプユニット16a、16b、16cとアースクランプユニット15のシリンダが動いてそれぞれのクランプアームがドア50を把持固定する。次に溶接装置部20の溶接ポイントであるバックバー25の位置にマテハン治具10が動いてドア50のヘム部の裏面を合わせる。この時アース用のコンタクトガン32のアース電極31は基台部3に取り付けられたブスバー5に接触していない。次にコンタクトガン32のシリンダ33が動作してアース電極31をブスバー5に突き当てる。その後に、溶接装置部20のスポット電極のシリンダロッド26a、26bが動作してドア50のヘム部を加圧する。
【0019】
次に整流トランス40の図示しないスイッチがオンされて、整流トランス40より空冷ケーブル41a、41bを経由してスポット溶接の電流が流される。この電流は整流トランス40のプラス側より空冷ケーブル41aを経由して溶接装置部20に流れ、更にドア50のヘム部よりドア内部を通り、アースクランプユニット15、アースモジュール8,13、アースケーブル6、ブスバー5よりコンタクトガン32のアース電極31を抜けて空冷ケーブル42bを経由して整流トランス40のアース側へ戻る。この間にヘム部のスポット溶接が行われる。
【0020】
スポット溶接終了後は整流トランス40のスイッチがオフし溶接装置部20のシリンダが動作してスポット電極21がドア50のヘム部より離脱される。次にコンタクトガン32のエアシリンダ33が動作して電極31がブスバー5より離脱する。するとマテハン治具10が動作して次のスポット溶接箇所を溶接装置部20セットする。以下同じ動作を繰り返し、必要な溶接箇所を順次スポット溶接を行い全ての溶接を完了する。するとマテハン治具10のクランプユニット16a、16b、16cアースクランプユニット15のシリンダが動作して、ドア50の把持固定状態から解除する。最後に図示しない搬送ロボットによりドア50を次の工程に搬送し、新しいドア50をマテハン治具10に載置する。これで一連の作業が終了する。なお、本発明は上述した実施例に限定されるものではなく、その他、本発明の請求の範囲内で種々の変更を加うることは勿論である。
【0021】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【特許請求の範囲】
【請求項1】
ロボットのアームの先端に設けたワーク把持治具を介してワークを把持して溶接ガンによりスポット溶接を行なうインダイレクトスポット溶接装置において、
前記ワーク把持治具はワークを電気導通状態で把持する把持手段を有し、
前記ロボットアームと前記ワーク把持治具は、アース接離手段を有する継合手段を各々有し、
前記ロボットアームに配設したアースケーブルにより前記アース接離手段と電気的に接続するブスバーを、鉛直軸周りの旋回自由度のみを有する前記ロボット基台部に配設し、
スポットガンと共にアース電極を取り付けたコンタクトガンを前記ブスバーに接離することにより電気回路を構成することを特徴とするスポット溶接方法。
【請求項1】
ロボットのアームの先端に設けたワーク把持治具を介してワークを把持して溶接ガンによりスポット溶接を行なうインダイレクトスポット溶接装置において、
前記ワーク把持治具はワークを電気導通状態で把持する把持手段を有し、
前記ロボットアームと前記ワーク把持治具は、アース接離手段を有する継合手段を各々有し、
前記ロボットアームに配設したアースケーブルにより前記アース接離手段と電気的に接続するブスバーを、鉛直軸周りの旋回自由度のみを有する前記ロボット基台部に配設し、
スポットガンと共にアース電極を取り付けたコンタクトガンを前記ブスバーに接離することにより電気回路を構成することを特徴とするスポット溶接方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−94830(P2013−94830A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−240971(P2011−240971)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000135999)株式会社ヒロテック (62)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000135999)株式会社ヒロテック (62)
【Fターム(参考)】
[ Back to top ]