
スポンジ状ブラスト材、及びその製造方法並びに製造装置
【課題】飛散しにくいブラスト材を低コストで製造することができるとともに、ブラスト作業の工費を大幅に低減でき、かつ、産業廃棄物の再利用にも貢献することができるスポンジ状ブラスト材、及びその製造方法並びに製造装置を提供する。
【解決手段】瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【解決手段】瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はスポンジ状ブラスト材、及びその製造方法並びに製造装置に係り、特に塗装面の素地調整用ブラスト媒体として使用されるスポンジ状ブラスト材、及びその製造方法並びに製造装置に関する。
【背景技術】
【0002】
塗装壁面を再塗装する際にその事前工事として、鋼壁面の塗膜を研削し、研削した塗装面を粗面化して素地調整するブラスト作業が行われる。例えば、原子力発電所設備の原子炉格納容器に設置されたサプレッションチェンバは、耐食性、除染性等に優れた複数の塗料を重ね塗りすることにより塗装されている。また、その再塗装工事は、運転開始後10年前後を目安に実施されるが、その再塗装工事の事前工事として、内面の放射性物質を含む塗膜を研削し、塗装面を粗面化して素地調整する研削・除染作業が行われる。
【0003】
この研削・除染作業は、サンドブラスト工法により行われており、高速エアで噴射したスチールグリット等のブラスト材を被加工物に衝突させ、その衝撃力で被加工物の表面を研削し粗面化する(例えば特許文献1)。
【特許文献1】特開2006−130618号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のブラスト材は、スチールグリッド、アルミナ、スターライト、ユリア樹脂等の高価な研削材を使用していたため、ブラスト作業の工費が嵩むという問題があった。また、ブラスト作業は、被加工物に衝突させたブラスト材が強力な力で跳ね返るため粉塵が飛散し易く、単に工費の問題だけでなく、ブラスト材の飛散防止対策も行う必要があった。
【0005】
本発明は、このような事情に鑑みてなされたもので、飛散しにくいブラスト材を低コストで製造することができるとともに、ブラスト作業の工費を大幅に低減でき、かつ、産業廃棄物の再利用にも貢献することができるスポンジ状ブラスト材、及びその製造方法並びに製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載のスポンジ状ブラスト材の発明は、前記目的を達成するために、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とする。
【0007】
請求項1に記載のスポンジ状ブラスト材の発明によれば、従来使用していたスチールグリッド、アルミナ、スターライト、ユリア樹脂等の高価な研削材に代えて、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を使用する。
【0008】
これにより、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。しかも、本発明のスポンジ状ブラスト材は、従来の高価な研削材と比較しても同様のブラスト効果を得ることができる。
【0009】
請求項2に記載のスポンジ状ブラスト材の発明は、前記目的を達成するために、金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とする。
【0010】
請求項2に記載のスポンジ状ブラスト材の発明によれば、上記請求項1の場合と同様に、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。しかも、本発明のスポンジ状ブラスト材は、従来の高価な研削材と比較しても同様のブラスト効果を得ることができる。
【0011】
請求項3に記載のスポンジ状ブラスト材の製造装置の発明は、前記目的を達成するために、粒状体を発泡樹脂原料液中に均一に分散させる分散装置と、該分散液を発泡反応させて発泡成形ブロックを形成する発泡装置と、該発泡成形ブロックを所定サイズに破砕する破砕装置とを備えたスポンジ状ブラスト材の製造装置において、前記発泡装置は、前記分散液が投入される開閉可能な蓋板と発泡反応により成形された発泡成形ブロックを排出する底板とを有する筒状の容器と、前記容器内で発泡反応する分散液の温度分布を測定する複数の温度センサーと、前記分散液を冷却又は加熱する複数の冷温手段と、前記温度センサーの測定結果に基づいて前記分散液の温度分布がなくなるように前記冷温手段を制御する温度制御手段と、前記容器内を負圧にする負圧手段と、前記発泡反応の終了を検知する検知手段と、を備えたことを特徴とする。
【0012】
請求項3に記載のスポンジ状ブラスト材の製造装置の発明は、粒状体を発泡樹脂原料液中に均一に分散させた分散液を発泡反応させるための発泡装置を特徴とするものである。
【0013】
すなわち、発泡装置は、分散液を容器内に投入して蓋板と底板を閉成した状態で発泡反応を行う。かかる発泡反応において、温度制御手段は、分散液の温度を測定するための複数の温度センサーに基づいて分散液の温度分布をなくすように冷温手段を制御する。これにより、発泡反応中における分散液全体の温度を均一化することができる。
【0014】
また、発泡装置は、発泡反応中の容器内を負圧にするための負圧手段を備えているので、発泡反応によって発生し、発泡成形ブロックの成形に寄与しない余分なガスをスムーズに容器外に排気することができる。これにより、発泡反応中における容器内の内圧を一定の負圧に維持することができる。
【0015】
更に、発泡装置には、発泡反応の終了を検知する検知手段を備えたので、発泡反応が未だ完結しないうち、すなわち、発泡により発泡成形ブロックの体積が膨張しきらない前に、発泡成形ブロックを容器から排出してしまうことを防止できる。これにより、常に一定の大きさの発泡成形ブロックを成形することができる。
【0016】
このように、発泡反応中の分散液全体の温度を均一化し、容器内を一定の負圧に維持することから、分散液全体における発泡反応速度の均一化を図ることができるとともに、発泡反応を容器内で完結させることにより、常に一定の大きさの発泡成形ブロックを成形することができる。これにより、成形された発泡成形ブロック中の粒状体の密度や分布にバラツキが発生しないので、成形された発泡成形ブロックを破砕装置で所定サイズに破砕して得られるスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【0017】
請求項4は請求項3において、前記発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮用加圧手段と、前記発泡成形ブロックを前記蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出用加圧手段と、を備えたことを特徴とする。
【0018】
請求項4によれば、容器の底板を開成して成形した発泡成形ブロックを容器から排出する際に、圧縮用加圧手段で、発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮するので、容器の内面と発泡成形ブロックとの間に隙間が形成される。この状態で押出用加圧手段により発泡成形ブロックを容器の蓋板側から底板側に加圧して押し出せば、発泡成形ブロックを破損することなくスムーズに容器から排出することができる。
【0019】
請求項5に記載のスポンジ状ブラスト材の製造方法の発明は、前記目的を達成するために、請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させた分散液を形成する分散処理工程と、前記分散処理した分散液を蓋板と底板が開閉可能な筒状の容器を備えた発泡装置内に投入して分散液全体を均一な発泡反応速度で発泡させるとともに前記粒状体が分散された発泡成形ブロックを一定の大きさで成形する発泡処理工程と、前記発泡成形ブロックを前記発泡装置の容器から排出する排出工程と、前記排出された発泡成形ブロックを所定サイズに破砕する破砕工程と、を備えたことを特徴とする。
【0020】
請求項5に記載のスポンジ状ブラスト材の製造方法の発明によれば、分散処理工程において請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させる。次に、発泡処理工程において、分散処理した分散液を容器内で分散液全体を均一な発泡反応速度で発泡させるとともに粒状体が分散された発泡成形ブロックを一定の大きさで成形する。これにより、成形された発泡成形ブロック中の粒状体の密度や分布にバラツキが発生しないようにできる。そして、排出工程において成形された発泡成形ブロックを容器から排出し、破砕工程で所定サイズに破砕すれば、製造されたスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【0021】
請求項6は請求項5において、前記発泡樹脂原料液は、発泡ウレタン樹脂を製造するためのポリイソシアネートとポリオールであることを特徴とする。
【0022】
請求項6は、スポンジ状ブラスト材のスポンジ部分を構成するのに好ましい発泡樹脂の種類を示したものであり、発泡ウレタン樹脂が好ましい。
【0023】
請求項7は請求項5又は6において、前記発泡処理工程には、前記分散液の発泡反応中に該分散液の発泡温度分布がなくなるように前記分散液の温度を制御する温度制御工程と、前記発泡反応中の容器内を負圧にする負圧工程と、前記発泡反応が終了したことを検知する検知工程と、を含むことを特徴とする。
【0024】
請求項7は、分散液全体の発泡反応速度を均一化するための具体的な工程として温度制御工程と負圧工程を規定し、一定の大きさの発泡成形ブロックを成形するための具体的な工程として検知工程を規定したものである。
【0025】
請求項8は請求項5〜7の何れか1において、前記排出工程には、前記発泡装置の容器内に形成された発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮工程と、前記発泡成形ブロックを前記容器の蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出工程と、を含むことを特徴とする。
【0026】
請求項8によれば、容器の底板を開成して成形した発泡成形ブロックを容器から排出する際に、圧縮工程において発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮し、容器の内面と発泡成形ブロックとの間に隙間が形成しておき、押出工程で発泡成形ブロックを容器の蓋板側から底板側に加圧して押し出すようにしたので、発泡成形ブロックを破損することなくスムーズに容器から排出することができる。
【0027】
請求項9は請求項5において、前記発泡装置として、請求項3又は4に記載された発泡装置を用いることを特徴とする。
【0028】
請求項9は、発泡工程と排出工程を実施するための発泡装置として、請求項3又は4に記載された発泡装置を用いるようにしたので、製造されたスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【発明の効果】
【0029】
本発明に係るスポンジ状ブラスト材、及びその製造方法並びに製造装置によれば、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。
【発明を実施するための最良の形態】
【0030】
以下、添付図面に従って本発明に係るスポンジ状ブラスト材、及びその製造方法並びに製造装置の好ましい実施の形態について詳説する。なお、スポンジ状ブラスト材の製造装置については、製造方法の各工程を説明する中で一緒に説明する。
【0031】
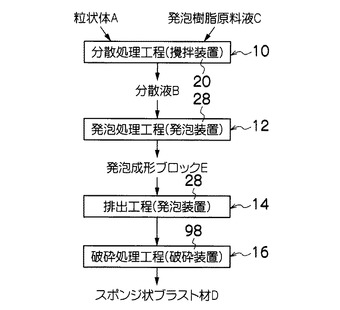
図1に示すように、実施の形態のスポンジ状ブラスト材の製造方法は、主として分散処理工程10と、発泡処理工程12と、排出工程14と、破砕処理工程16とによって構成される。なお、本実施の形態では、スポンジ状ブラスト材のスポンジ部分を構成する発泡樹脂として発泡ウレタン樹脂の例で説明するが、発泡ウレタン樹脂に限定するものではない。
【0032】
分散処理工程10では、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体、又は金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、分散処理手段により発泡樹脂原料液中に均一に分散させた分散液を形成する。上記粒状体を総称して以下「スラグメディアA」と称する。なお、「スラグメディアA」には、銅精錬時のスラグを粒状化した銅カラミを含む。
【0033】
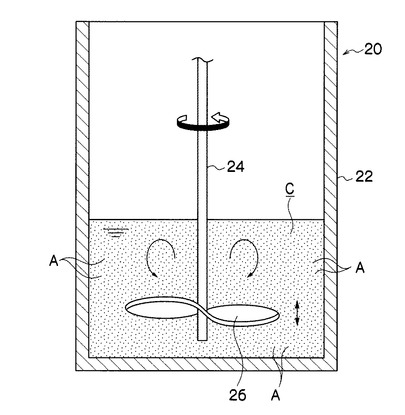
分散処理手段18としては、例えば、攪拌装置、高圧で液を衝突させるジェットミル分散装置、超音波分散装置、ホモミキサー等を使用することができるが、本実施の形態では、分散処理手段18の一例として図2に示す攪拌装置20の例で説明する。
【0034】
図2に示す攪拌装置20は、主として攪拌容器22と回転軸24の下端に固定された攪拌羽根26とで構成され、回転軸24は図示しないモータの回転軸に連結される。また、モータを例えば昇降装置に搭載することにより、攪拌羽根26が攪拌容器22内を上下動するように構成される。そして、攪拌装置20によって分散液Bを形成するには、攪拌容器22内において、発泡ウレタン樹脂の発泡樹脂原料液Cであるポリイソシアネートとポリオール、及びスラグメディアAを攪拌羽根26で攪拌して、スラグメディアAを発泡樹脂原料液C中に均一に分散させる。この場合、発泡樹脂原料液Cの液深が深い場合には、攪拌羽根26を上下動させながら攪拌することが好ましい。
【0035】
攪拌時間は、発泡樹脂原料液C中にスラグメディアAを均一に分散されるために長く設定することが好ましいが、攪拌時間を長く設定しすぎると、攪拌装置20内で発泡反応が開始されてしまうため、均一分散と発泡開始時間との兼ね合いから適切に選択することが必要である。したがって、ポリオール中に予めスラグメディアAを分散させておいたものを攪拌容器22に供給し、これに分散剤であるポリイソシアネートを所定量添加しながら攪拌することも一案である。
【0036】
スポンジ状ブラスト材を製造するためのポリイソシアネートとポリオールとの質量比率としては適宜選択することができる。
【0037】
また、発泡樹脂原料液CとスラグメディアAとの比率としては適宜選択することができるが、発泡樹脂原料液Cの1質量に対してスラグメディアAを1〜2質量の範囲が好ましく、特に1.5質量の比率で混合することが好ましい。スラグメディアAの比率を多くするほど硬いスポンジ状ブラスト材Dを製造することができるので、ブラスト作業の種類に応じて混合するスラグメディアAの比率を変えることも可能である。
【0038】
ポリオールの種類としては、ポリエーテルポリオール、ポリエステルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオール等を好適に使用できる。
【0039】
分散処理工程10で発泡樹脂原料液C中にスラグメディアAを均一に分散した分散液Bは、次に発泡処理工程12で発泡反応されて発泡成形ブロックEとして成形された後、排出工程14において発泡装置の容器から排出される。
【0040】
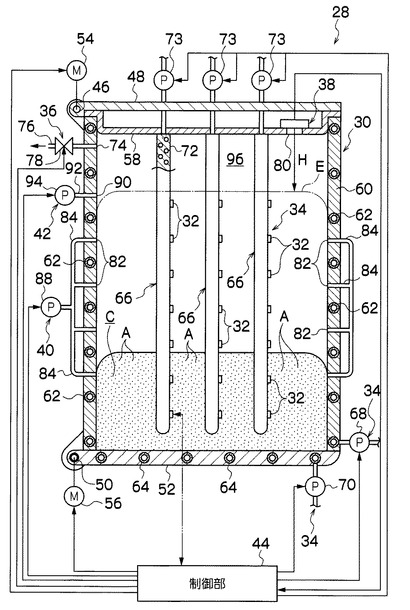
図3には、発泡処理工程12及び排出工程14を実施するのに好適な発泡装置28が示されている。
【0041】
この発泡装置28は、主として分散液Bの発泡反応を行う容器30と、複数の冷温手段34と、複数の冷温手段34のうちセンサー兼用冷温棒66に一体的に設けられた温度センサー32と、発泡容器30内を負圧にする負圧手段36と、発泡反応の終了を検知する検知手段38と、圧縮用加圧手段40と、押出用加圧手段42と、これらの手段を制御する制御部44とによって構成される。
【0042】
容器30は、上下端が開放された筒状に形成され、容器30の上面にはヒンジ46に回動自在に支持された蓋板48が設けられ、容器30の下面にはヒンジ50に回動自在に支持された底板52が設けられる。蓋板48と底板52のそれぞれのヒンジ46、50にはモータ54、56の回転軸が連結され、モータ54、56は制御部44によって開閉駆動される。蓋板48の内側面と底板52の内側面には、閉成時に容器30を密封できるように図示しないパッキン部材が設けられる。容器30の大きさとしては、高さが500〜700mmの範囲、径が300〜500mmの範囲が好ましく、筒状形状としては、円筒形状又は四角形状であることが好ましい。また、容器30の上部には、容器30の密閉度を上げるため、内蓋58が着脱自在に嵌入される。
【0043】
複数の冷温手段34は、容器30の円筒状側壁60内部に円筒壁に沿って螺旋状に内蔵された第1の冷温水コイル62と、底板52の内部に内蔵された第2の冷温水コイル64と、上述した内蓋58の内面に吊設された複数本のセンサー兼用冷温棒66とによって構成される。
【0044】
第1及び第2の冷温水コイル62、64は、それぞれのポンプ68、70を介して図示しない冷温水製造装置に接続される。これにより、第1及び第2の冷温水コイル62、64と冷温水製造装置との間には、所定温度に調整された冷温水が循環される。
【0045】
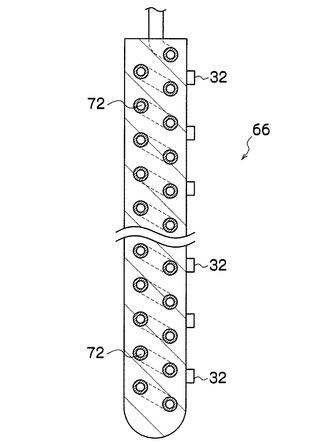
一方、図4に示すように、センサー兼用冷温棒66の内部には、螺旋状の冷温水コイル72が内蔵され、冷温水コイル72はそれぞれのポンプ73を介して図示しない冷温水製造装置に接続される。これにより、冷温水コイル72と冷温水製造装置との間には、所定温度に調整された冷温水が循環される。また、センサー兼用冷温棒66の外壁面の長尺方向には、複数の温度センサー32が一定間隔をもって設けられ、発泡反応中の分散液Cの温度を測定する。この場合、冷温水コイル72の温度を温度センサー32で検出しないように、冷温水コイル72と温度センサー32とは、図示しない断熱部材により熱伝導が遮断されている。図4では、センサー兼用冷温棒66の内部に螺旋状の1本の冷温水コイル72を内蔵する例で示したが、複数の温度センサー32に対応させて温度制御するためには、センサー兼用冷温棒66の長尺方向に温度センサー32の数だけ冷温水コイル72を独立して設け、それぞれの冷温水コイル72に流す冷温水の温度を個別に制御できる。
【0046】
温度センサー32によって測定された分散液の温度は制御部44に出力される。図3では、1つの温度センサー32と制御部44とを二点鎖線の信号線によって接続しているが、センサー兼用冷温棒66の全ての温度センサー32の測定温度が制御部44に出力される。
【0047】
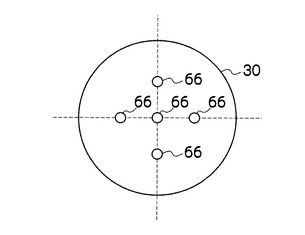
また、センサー兼用冷温棒66は、図5に示すように、容器30の中心部の位置と、中心部と容器壁面との間の十時方向の位置とに、合計5本配置される。これにより、発泡反応中の分散液Cの中心部における温度と、容器30壁面に近い部分の温度、及び容器30の縦方向の温度が制御部44に入力される。制御部44では、これらの温度センサー32からの温度に基づいて分散液C全体の温度分布を演算し、温度分布にできるだけ差が生じないように容器側壁60の第1の冷温水コイル62、底板52の第2の冷温水コイル64、センサー兼用冷温棒66の冷温水コイル72に流す冷温水の温度を制御する。
【0048】
なお、実施の形態では、5本のセンサー兼用冷温棒66の例で示したが、この数や配置位置に限定するものではなく、要するに発泡反応中の分散液C全体の温度分布の有無、及び温度分布の大きさをモニタリングできる本数、及び位置に配置すればよい。
【0049】
負圧手段36は、図3に示すように、容器30上部の側壁60に貫通形成された吸引孔74に吸引配管76が接続されるとともに、吸引配管76が開閉バルブ78を介して図示しない真空ポンプに連結されて構成される。そして、開閉バルブ78の開閉動作及び開度量の調整は制御部44によって制御される。これにより、容器30内で分散液Cが発泡反応する際に、容器30内を一定の負圧に維持することができる。
【0050】
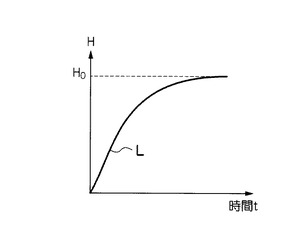
検知手段38は、内蓋58の上に搭載され、内蓋58に形成されたガラス窓80から成形された発泡成形ブロックEの上面までの距離を非接触で測定する。測定された距離Hは制御部44に出力される。制御部44では、単位時間ΔTにおける距離Hが一定値以下となったときに、発泡反応が完結したと判断する。すなわち、図6に示すように、横軸に発泡反応開始からの経過時間tをとり、縦軸に発泡成形ブロックの高さHをとったときに、曲線Lの傾きが略なくなり水平になった時の発泡成形ブロックEの高さH0を検知し、発泡反応が完結したと判断する。検知手段としては、例えばレーザー式の測距離計を使用することができる。
【0051】
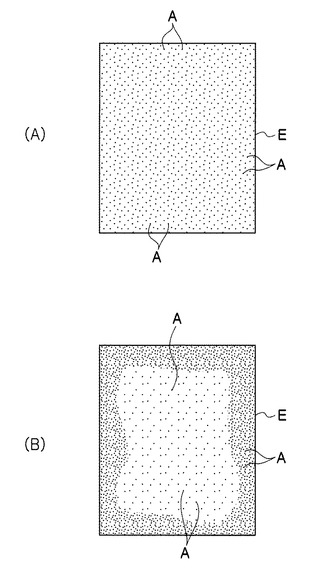
このように、発泡装置28に冷温手段34、負圧手段36、及び検知手段38を設けて、発泡反応中の分散液C全体の温度を均一化するとともに、容器30内を一定の負圧に維持することで分散液C全体における発泡反応速度の均一化を図ることができる。また、発泡反応を容器30内で完結させることにより、常に一定の大きさの発泡成形ブロックEを成形することができる。これにより、図7(A)に示すように、成形された発泡成形ブロックE中のスラグメディアAの密度や密度分布にバラツキが発生しないようにできる。したがって、成形された発泡成形ブロックEを破砕処理工程16で所定サイズに破砕して得られるスポンジ状ブラスト材D中に含有されるスラグメディアAの密度を一定にすることができる。図7(A)は、成形された発泡成形ブロックEを縦方向にカットした断面図である。
【0052】
図7(B)は、上述した冷温手段34、負圧手段36及び検知手段38を有することなく、発泡成形ブロックEを成形したものであり、この場合には発泡反応される分散液Cの中央部の温度が外側部の温度よりも高くなり、成形された発泡成形ブロックEの外側部にスラグメディアAが偏在してしまい、中央部の密度が外側部よりも小さくなる。したがって、このような発泡成形ブロックEを次に説明する破砕処理工程16で破砕すると、スラグメディアA密度の異なるスポンジ状ブラスト材Dが形成されることになり、好ましくなり。
【0053】
次に、図3により、容器30内で成形された発泡成形ブロックEを簡単に排出するための圧縮用加圧手段40と押出用加圧手段42について説明する。
【0054】
圧縮用加圧手段40は、容器30の側壁60に貫通形成された複数の加圧孔82にそれぞれ加圧用枝管84が接続されるとともに、それぞれの加圧用枝管84が1本の本管86に合流して第1の加圧エアポンプ88に接続されて構成される。第1の加圧エアポンプ88のON−OFF動作、及び加圧の大きさは制御部44によって制御される。
【0055】
押出用加圧手段42は、容器30上部の側壁60に貫通形成されたエア供給孔90にエア供給配管92を介して第2の加圧エアポンプ94が接続されて構成される。エア供給孔90の形成位置は、容器30内に生成される発泡成形ブロックEの発泡反応が完結した時点での大きさ(図3の一点鎖線)と内蓋58との間のヘッドスペース96に加圧エアを供給できるように設計される。第2の加圧エアポンプ94のON−OFF動作、及びヘッドスペース96を加圧する大きさは制御部44によって制御される。
【0056】
そして、容器30内に成形された発泡成形ブロックEを容器30から排出するには、次のように行う。
【0057】
まず、蓋板48を開成して内蓋58を持ち上げることにより、センサー兼用冷温棒66を発泡樹脂原料液Eから取り除く。その後、蓋板48を再び閉成する。次に、容器30内に生成された発泡成形ブロックEの側面を圧縮用加圧手段40で圧縮する。これにより、発泡成形ブロックEを容器30内壁面から容易に剥離することができるとともに、発泡成形ブロックEのブロック太さを若干量小径にすることができる。この状態で、発泡装置28の底板52を開成して、押出用加圧手段42により容器30内のヘッドスペース96を加圧する。これにより、容器30内の発泡成形ブロックEは蓋板48側から底板52側に加圧されるので、容器30の底板52側から容易に排出される。
【0058】
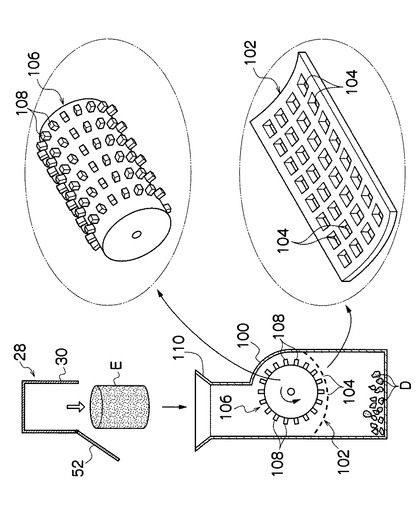
発泡処理工程12によって成形され、排出工程14で容器30から排出された発泡成形ブロックEは、次の破砕処理工程16において所定の大きさに破砕され、スポンジ状ブラスト材となる。
【0059】
図8は、破砕処理工程16を実施するのに好適な破砕装置98の説明図である。
【0060】
この破砕装置98は、上述した発泡装置28の下方に配置される。破砕装置98は、上面が開放された破砕容器100内の略中央部に、水平方向に下側に湾曲したメッシュ刃(網刃)102が設けられ、メッシュ刃102には多数の開口104が形成される。また、メッシュ刃102の直ぐ上方にはロータリー刃106が配設され、ロータリー刃106の表面に形成された多数の突起刃108がメッシュ刃102に摺動可能に位置される。また、破砕容器100の開放された上面には、ラッパ管状のホッパー110が設けられ、発泡装置28の底板52から排出された発泡成形ブロックEは、ホッパー110内に落下して破砕容器100内に導入される。破砕容器100内に導入された発泡成形ブロックEは、回転するロータリー刃106とメッシュ刃102とにより細かく破砕され、破砕物であるスポンジ状ブラスト材Dがメッシュ刃102の開口104から破砕容器100の底部に落下する。
【0061】
このように製造されたスポンジ状ブラスト材は、飛散しにくく且つ低コストで製造できるので、ブラスト作業時の粉塵の飛散を防止できるとともに、ブラスト工費を大幅に低減できる。また、産業廃棄物の再利用にも貢献することができる。
【図面の簡単な説明】
【0062】
【図1】本発明のスポンジ状ブラスト材の製造方向を説明する工程図
【図2】本発明のスポンジ状ブラスト材の製造装置における攪拌装置の概念図
【図3】本発明のスポンジ状ブラスト材の製造装置における発泡装置の概念図
【図4】発泡装置に設けられたセンサー兼用冷温棒の概念図
【図5】発泡装置の容器内に配設するセンサー兼用冷温棒の配置の一例を示した配置図
【図6】発泡装置の検知手段で発泡反応の完結時期を知るための説明図
【図7】本発明における発泡装置を使用した場合と使用しない場合の発泡成形ブロックの粒状体の密度状態の違いを説明する説明図
【図8】本発明のスポンジ状ブラスト材の製造装置における破砕装置の概念図
【符号の説明】
【0063】
10…分散処理工程、12…発泡処理工程、14…排出工程、16…破砕処理工程、18…分散処理手段、20…攪拌装置、22…攪拌容器、24…回転軸、26…攪拌羽根、28…発泡装置、30…容器、32…温度センサー、34…冷温手段、36…負圧手段、38…検知手段、40…圧縮用加圧手段、42…押出用加圧手段、44…制御部、46…ヒンジ、48…蓋板、50…ヒンジ、52…底板、54、56…モータ、58…内蓋、60…容器の側壁、62…第1の冷温水コイル、64…第2の冷温水コイル、66…センサー兼用冷温棒、68、70…ポンプ、72…冷温水コイル、73…ポンプ、74…吸引孔、76…吸引配管、78…開閉バルブ、80…ガラス窓、82…加圧孔、84…加圧用枝管、86…本管、88…第1の加圧用エアポンプ、90…エア供給孔、92…エア供給配管、94…第2の加圧エアポンプ、96…ヘッドスペース、98…破砕装置、100…破砕容器、102…メッシュ刃、104…孔、106…ロータリー刃、108…突起、A…スラグメディア(粒状体)、B…分散液、C…発泡樹脂原料液、D…スポンジ状ブラスト材、E…発泡成形ブロック
【技術分野】
【0001】
本発明はスポンジ状ブラスト材、及びその製造方法並びに製造装置に係り、特に塗装面の素地調整用ブラスト媒体として使用されるスポンジ状ブラスト材、及びその製造方法並びに製造装置に関する。
【背景技術】
【0002】
塗装壁面を再塗装する際にその事前工事として、鋼壁面の塗膜を研削し、研削した塗装面を粗面化して素地調整するブラスト作業が行われる。例えば、原子力発電所設備の原子炉格納容器に設置されたサプレッションチェンバは、耐食性、除染性等に優れた複数の塗料を重ね塗りすることにより塗装されている。また、その再塗装工事は、運転開始後10年前後を目安に実施されるが、その再塗装工事の事前工事として、内面の放射性物質を含む塗膜を研削し、塗装面を粗面化して素地調整する研削・除染作業が行われる。
【0003】
この研削・除染作業は、サンドブラスト工法により行われており、高速エアで噴射したスチールグリット等のブラスト材を被加工物に衝突させ、その衝撃力で被加工物の表面を研削し粗面化する(例えば特許文献1)。
【特許文献1】特開2006−130618号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のブラスト材は、スチールグリッド、アルミナ、スターライト、ユリア樹脂等の高価な研削材を使用していたため、ブラスト作業の工費が嵩むという問題があった。また、ブラスト作業は、被加工物に衝突させたブラスト材が強力な力で跳ね返るため粉塵が飛散し易く、単に工費の問題だけでなく、ブラスト材の飛散防止対策も行う必要があった。
【0005】
本発明は、このような事情に鑑みてなされたもので、飛散しにくいブラスト材を低コストで製造することができるとともに、ブラスト作業の工費を大幅に低減でき、かつ、産業廃棄物の再利用にも貢献することができるスポンジ状ブラスト材、及びその製造方法並びに製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載のスポンジ状ブラスト材の発明は、前記目的を達成するために、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とする。
【0007】
請求項1に記載のスポンジ状ブラスト材の発明によれば、従来使用していたスチールグリッド、アルミナ、スターライト、ユリア樹脂等の高価な研削材に代えて、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を使用する。
【0008】
これにより、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。しかも、本発明のスポンジ状ブラスト材は、従来の高価な研削材と比較しても同様のブラスト効果を得ることができる。
【0009】
請求項2に記載のスポンジ状ブラスト材の発明は、前記目的を達成するために、金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とする。
【0010】
請求項2に記載のスポンジ状ブラスト材の発明によれば、上記請求項1の場合と同様に、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。しかも、本発明のスポンジ状ブラスト材は、従来の高価な研削材と比較しても同様のブラスト効果を得ることができる。
【0011】
請求項3に記載のスポンジ状ブラスト材の製造装置の発明は、前記目的を達成するために、粒状体を発泡樹脂原料液中に均一に分散させる分散装置と、該分散液を発泡反応させて発泡成形ブロックを形成する発泡装置と、該発泡成形ブロックを所定サイズに破砕する破砕装置とを備えたスポンジ状ブラスト材の製造装置において、前記発泡装置は、前記分散液が投入される開閉可能な蓋板と発泡反応により成形された発泡成形ブロックを排出する底板とを有する筒状の容器と、前記容器内で発泡反応する分散液の温度分布を測定する複数の温度センサーと、前記分散液を冷却又は加熱する複数の冷温手段と、前記温度センサーの測定結果に基づいて前記分散液の温度分布がなくなるように前記冷温手段を制御する温度制御手段と、前記容器内を負圧にする負圧手段と、前記発泡反応の終了を検知する検知手段と、を備えたことを特徴とする。
【0012】
請求項3に記載のスポンジ状ブラスト材の製造装置の発明は、粒状体を発泡樹脂原料液中に均一に分散させた分散液を発泡反応させるための発泡装置を特徴とするものである。
【0013】
すなわち、発泡装置は、分散液を容器内に投入して蓋板と底板を閉成した状態で発泡反応を行う。かかる発泡反応において、温度制御手段は、分散液の温度を測定するための複数の温度センサーに基づいて分散液の温度分布をなくすように冷温手段を制御する。これにより、発泡反応中における分散液全体の温度を均一化することができる。
【0014】
また、発泡装置は、発泡反応中の容器内を負圧にするための負圧手段を備えているので、発泡反応によって発生し、発泡成形ブロックの成形に寄与しない余分なガスをスムーズに容器外に排気することができる。これにより、発泡反応中における容器内の内圧を一定の負圧に維持することができる。
【0015】
更に、発泡装置には、発泡反応の終了を検知する検知手段を備えたので、発泡反応が未だ完結しないうち、すなわち、発泡により発泡成形ブロックの体積が膨張しきらない前に、発泡成形ブロックを容器から排出してしまうことを防止できる。これにより、常に一定の大きさの発泡成形ブロックを成形することができる。
【0016】
このように、発泡反応中の分散液全体の温度を均一化し、容器内を一定の負圧に維持することから、分散液全体における発泡反応速度の均一化を図ることができるとともに、発泡反応を容器内で完結させることにより、常に一定の大きさの発泡成形ブロックを成形することができる。これにより、成形された発泡成形ブロック中の粒状体の密度や分布にバラツキが発生しないので、成形された発泡成形ブロックを破砕装置で所定サイズに破砕して得られるスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【0017】
請求項4は請求項3において、前記発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮用加圧手段と、前記発泡成形ブロックを前記蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出用加圧手段と、を備えたことを特徴とする。
【0018】
請求項4によれば、容器の底板を開成して成形した発泡成形ブロックを容器から排出する際に、圧縮用加圧手段で、発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮するので、容器の内面と発泡成形ブロックとの間に隙間が形成される。この状態で押出用加圧手段により発泡成形ブロックを容器の蓋板側から底板側に加圧して押し出せば、発泡成形ブロックを破損することなくスムーズに容器から排出することができる。
【0019】
請求項5に記載のスポンジ状ブラスト材の製造方法の発明は、前記目的を達成するために、請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させた分散液を形成する分散処理工程と、前記分散処理した分散液を蓋板と底板が開閉可能な筒状の容器を備えた発泡装置内に投入して分散液全体を均一な発泡反応速度で発泡させるとともに前記粒状体が分散された発泡成形ブロックを一定の大きさで成形する発泡処理工程と、前記発泡成形ブロックを前記発泡装置の容器から排出する排出工程と、前記排出された発泡成形ブロックを所定サイズに破砕する破砕工程と、を備えたことを特徴とする。
【0020】
請求項5に記載のスポンジ状ブラスト材の製造方法の発明によれば、分散処理工程において請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させる。次に、発泡処理工程において、分散処理した分散液を容器内で分散液全体を均一な発泡反応速度で発泡させるとともに粒状体が分散された発泡成形ブロックを一定の大きさで成形する。これにより、成形された発泡成形ブロック中の粒状体の密度や分布にバラツキが発生しないようにできる。そして、排出工程において成形された発泡成形ブロックを容器から排出し、破砕工程で所定サイズに破砕すれば、製造されたスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【0021】
請求項6は請求項5において、前記発泡樹脂原料液は、発泡ウレタン樹脂を製造するためのポリイソシアネートとポリオールであることを特徴とする。
【0022】
請求項6は、スポンジ状ブラスト材のスポンジ部分を構成するのに好ましい発泡樹脂の種類を示したものであり、発泡ウレタン樹脂が好ましい。
【0023】
請求項7は請求項5又は6において、前記発泡処理工程には、前記分散液の発泡反応中に該分散液の発泡温度分布がなくなるように前記分散液の温度を制御する温度制御工程と、前記発泡反応中の容器内を負圧にする負圧工程と、前記発泡反応が終了したことを検知する検知工程と、を含むことを特徴とする。
【0024】
請求項7は、分散液全体の発泡反応速度を均一化するための具体的な工程として温度制御工程と負圧工程を規定し、一定の大きさの発泡成形ブロックを成形するための具体的な工程として検知工程を規定したものである。
【0025】
請求項8は請求項5〜7の何れか1において、前記排出工程には、前記発泡装置の容器内に形成された発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮工程と、前記発泡成形ブロックを前記容器の蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出工程と、を含むことを特徴とする。
【0026】
請求項8によれば、容器の底板を開成して成形した発泡成形ブロックを容器から排出する際に、圧縮工程において発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮し、容器の内面と発泡成形ブロックとの間に隙間が形成しておき、押出工程で発泡成形ブロックを容器の蓋板側から底板側に加圧して押し出すようにしたので、発泡成形ブロックを破損することなくスムーズに容器から排出することができる。
【0027】
請求項9は請求項5において、前記発泡装置として、請求項3又は4に記載された発泡装置を用いることを特徴とする。
【0028】
請求項9は、発泡工程と排出工程を実施するための発泡装置として、請求項3又は4に記載された発泡装置を用いるようにしたので、製造されたスポンジ状ブラスト材中に含有される粒状体の密度を一定にすることができる。
【発明の効果】
【0029】
本発明に係るスポンジ状ブラスト材、及びその製造方法並びに製造装置によれば、飛散しにくいブラスト材を低コストで製造できるので、ブラスト作業の工費を大幅に低減できるとともに、産業廃棄物の再利用にも貢献することができる。
【発明を実施するための最良の形態】
【0030】
以下、添付図面に従って本発明に係るスポンジ状ブラスト材、及びその製造方法並びに製造装置の好ましい実施の形態について詳説する。なお、スポンジ状ブラスト材の製造装置については、製造方法の各工程を説明する中で一緒に説明する。
【0031】
図1に示すように、実施の形態のスポンジ状ブラスト材の製造方法は、主として分散処理工程10と、発泡処理工程12と、排出工程14と、破砕処理工程16とによって構成される。なお、本実施の形態では、スポンジ状ブラスト材のスポンジ部分を構成する発泡樹脂として発泡ウレタン樹脂の例で説明するが、発泡ウレタン樹脂に限定するものではない。
【0032】
分散処理工程10では、瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体、又は金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、分散処理手段により発泡樹脂原料液中に均一に分散させた分散液を形成する。上記粒状体を総称して以下「スラグメディアA」と称する。なお、「スラグメディアA」には、銅精錬時のスラグを粒状化した銅カラミを含む。
【0033】
分散処理手段18としては、例えば、攪拌装置、高圧で液を衝突させるジェットミル分散装置、超音波分散装置、ホモミキサー等を使用することができるが、本実施の形態では、分散処理手段18の一例として図2に示す攪拌装置20の例で説明する。
【0034】
図2に示す攪拌装置20は、主として攪拌容器22と回転軸24の下端に固定された攪拌羽根26とで構成され、回転軸24は図示しないモータの回転軸に連結される。また、モータを例えば昇降装置に搭載することにより、攪拌羽根26が攪拌容器22内を上下動するように構成される。そして、攪拌装置20によって分散液Bを形成するには、攪拌容器22内において、発泡ウレタン樹脂の発泡樹脂原料液Cであるポリイソシアネートとポリオール、及びスラグメディアAを攪拌羽根26で攪拌して、スラグメディアAを発泡樹脂原料液C中に均一に分散させる。この場合、発泡樹脂原料液Cの液深が深い場合には、攪拌羽根26を上下動させながら攪拌することが好ましい。
【0035】
攪拌時間は、発泡樹脂原料液C中にスラグメディアAを均一に分散されるために長く設定することが好ましいが、攪拌時間を長く設定しすぎると、攪拌装置20内で発泡反応が開始されてしまうため、均一分散と発泡開始時間との兼ね合いから適切に選択することが必要である。したがって、ポリオール中に予めスラグメディアAを分散させておいたものを攪拌容器22に供給し、これに分散剤であるポリイソシアネートを所定量添加しながら攪拌することも一案である。
【0036】
スポンジ状ブラスト材を製造するためのポリイソシアネートとポリオールとの質量比率としては適宜選択することができる。
【0037】
また、発泡樹脂原料液CとスラグメディアAとの比率としては適宜選択することができるが、発泡樹脂原料液Cの1質量に対してスラグメディアAを1〜2質量の範囲が好ましく、特に1.5質量の比率で混合することが好ましい。スラグメディアAの比率を多くするほど硬いスポンジ状ブラスト材Dを製造することができるので、ブラスト作業の種類に応じて混合するスラグメディアAの比率を変えることも可能である。
【0038】
ポリオールの種類としては、ポリエーテルポリオール、ポリエステルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオール等を好適に使用できる。
【0039】
分散処理工程10で発泡樹脂原料液C中にスラグメディアAを均一に分散した分散液Bは、次に発泡処理工程12で発泡反応されて発泡成形ブロックEとして成形された後、排出工程14において発泡装置の容器から排出される。
【0040】
図3には、発泡処理工程12及び排出工程14を実施するのに好適な発泡装置28が示されている。
【0041】
この発泡装置28は、主として分散液Bの発泡反応を行う容器30と、複数の冷温手段34と、複数の冷温手段34のうちセンサー兼用冷温棒66に一体的に設けられた温度センサー32と、発泡容器30内を負圧にする負圧手段36と、発泡反応の終了を検知する検知手段38と、圧縮用加圧手段40と、押出用加圧手段42と、これらの手段を制御する制御部44とによって構成される。
【0042】
容器30は、上下端が開放された筒状に形成され、容器30の上面にはヒンジ46に回動自在に支持された蓋板48が設けられ、容器30の下面にはヒンジ50に回動自在に支持された底板52が設けられる。蓋板48と底板52のそれぞれのヒンジ46、50にはモータ54、56の回転軸が連結され、モータ54、56は制御部44によって開閉駆動される。蓋板48の内側面と底板52の内側面には、閉成時に容器30を密封できるように図示しないパッキン部材が設けられる。容器30の大きさとしては、高さが500〜700mmの範囲、径が300〜500mmの範囲が好ましく、筒状形状としては、円筒形状又は四角形状であることが好ましい。また、容器30の上部には、容器30の密閉度を上げるため、内蓋58が着脱自在に嵌入される。
【0043】
複数の冷温手段34は、容器30の円筒状側壁60内部に円筒壁に沿って螺旋状に内蔵された第1の冷温水コイル62と、底板52の内部に内蔵された第2の冷温水コイル64と、上述した内蓋58の内面に吊設された複数本のセンサー兼用冷温棒66とによって構成される。
【0044】
第1及び第2の冷温水コイル62、64は、それぞれのポンプ68、70を介して図示しない冷温水製造装置に接続される。これにより、第1及び第2の冷温水コイル62、64と冷温水製造装置との間には、所定温度に調整された冷温水が循環される。
【0045】
一方、図4に示すように、センサー兼用冷温棒66の内部には、螺旋状の冷温水コイル72が内蔵され、冷温水コイル72はそれぞれのポンプ73を介して図示しない冷温水製造装置に接続される。これにより、冷温水コイル72と冷温水製造装置との間には、所定温度に調整された冷温水が循環される。また、センサー兼用冷温棒66の外壁面の長尺方向には、複数の温度センサー32が一定間隔をもって設けられ、発泡反応中の分散液Cの温度を測定する。この場合、冷温水コイル72の温度を温度センサー32で検出しないように、冷温水コイル72と温度センサー32とは、図示しない断熱部材により熱伝導が遮断されている。図4では、センサー兼用冷温棒66の内部に螺旋状の1本の冷温水コイル72を内蔵する例で示したが、複数の温度センサー32に対応させて温度制御するためには、センサー兼用冷温棒66の長尺方向に温度センサー32の数だけ冷温水コイル72を独立して設け、それぞれの冷温水コイル72に流す冷温水の温度を個別に制御できる。
【0046】
温度センサー32によって測定された分散液の温度は制御部44に出力される。図3では、1つの温度センサー32と制御部44とを二点鎖線の信号線によって接続しているが、センサー兼用冷温棒66の全ての温度センサー32の測定温度が制御部44に出力される。
【0047】
また、センサー兼用冷温棒66は、図5に示すように、容器30の中心部の位置と、中心部と容器壁面との間の十時方向の位置とに、合計5本配置される。これにより、発泡反応中の分散液Cの中心部における温度と、容器30壁面に近い部分の温度、及び容器30の縦方向の温度が制御部44に入力される。制御部44では、これらの温度センサー32からの温度に基づいて分散液C全体の温度分布を演算し、温度分布にできるだけ差が生じないように容器側壁60の第1の冷温水コイル62、底板52の第2の冷温水コイル64、センサー兼用冷温棒66の冷温水コイル72に流す冷温水の温度を制御する。
【0048】
なお、実施の形態では、5本のセンサー兼用冷温棒66の例で示したが、この数や配置位置に限定するものではなく、要するに発泡反応中の分散液C全体の温度分布の有無、及び温度分布の大きさをモニタリングできる本数、及び位置に配置すればよい。
【0049】
負圧手段36は、図3に示すように、容器30上部の側壁60に貫通形成された吸引孔74に吸引配管76が接続されるとともに、吸引配管76が開閉バルブ78を介して図示しない真空ポンプに連結されて構成される。そして、開閉バルブ78の開閉動作及び開度量の調整は制御部44によって制御される。これにより、容器30内で分散液Cが発泡反応する際に、容器30内を一定の負圧に維持することができる。
【0050】
検知手段38は、内蓋58の上に搭載され、内蓋58に形成されたガラス窓80から成形された発泡成形ブロックEの上面までの距離を非接触で測定する。測定された距離Hは制御部44に出力される。制御部44では、単位時間ΔTにおける距離Hが一定値以下となったときに、発泡反応が完結したと判断する。すなわち、図6に示すように、横軸に発泡反応開始からの経過時間tをとり、縦軸に発泡成形ブロックの高さHをとったときに、曲線Lの傾きが略なくなり水平になった時の発泡成形ブロックEの高さH0を検知し、発泡反応が完結したと判断する。検知手段としては、例えばレーザー式の測距離計を使用することができる。
【0051】
このように、発泡装置28に冷温手段34、負圧手段36、及び検知手段38を設けて、発泡反応中の分散液C全体の温度を均一化するとともに、容器30内を一定の負圧に維持することで分散液C全体における発泡反応速度の均一化を図ることができる。また、発泡反応を容器30内で完結させることにより、常に一定の大きさの発泡成形ブロックEを成形することができる。これにより、図7(A)に示すように、成形された発泡成形ブロックE中のスラグメディアAの密度や密度分布にバラツキが発生しないようにできる。したがって、成形された発泡成形ブロックEを破砕処理工程16で所定サイズに破砕して得られるスポンジ状ブラスト材D中に含有されるスラグメディアAの密度を一定にすることができる。図7(A)は、成形された発泡成形ブロックEを縦方向にカットした断面図である。
【0052】
図7(B)は、上述した冷温手段34、負圧手段36及び検知手段38を有することなく、発泡成形ブロックEを成形したものであり、この場合には発泡反応される分散液Cの中央部の温度が外側部の温度よりも高くなり、成形された発泡成形ブロックEの外側部にスラグメディアAが偏在してしまい、中央部の密度が外側部よりも小さくなる。したがって、このような発泡成形ブロックEを次に説明する破砕処理工程16で破砕すると、スラグメディアA密度の異なるスポンジ状ブラスト材Dが形成されることになり、好ましくなり。
【0053】
次に、図3により、容器30内で成形された発泡成形ブロックEを簡単に排出するための圧縮用加圧手段40と押出用加圧手段42について説明する。
【0054】
圧縮用加圧手段40は、容器30の側壁60に貫通形成された複数の加圧孔82にそれぞれ加圧用枝管84が接続されるとともに、それぞれの加圧用枝管84が1本の本管86に合流して第1の加圧エアポンプ88に接続されて構成される。第1の加圧エアポンプ88のON−OFF動作、及び加圧の大きさは制御部44によって制御される。
【0055】
押出用加圧手段42は、容器30上部の側壁60に貫通形成されたエア供給孔90にエア供給配管92を介して第2の加圧エアポンプ94が接続されて構成される。エア供給孔90の形成位置は、容器30内に生成される発泡成形ブロックEの発泡反応が完結した時点での大きさ(図3の一点鎖線)と内蓋58との間のヘッドスペース96に加圧エアを供給できるように設計される。第2の加圧エアポンプ94のON−OFF動作、及びヘッドスペース96を加圧する大きさは制御部44によって制御される。
【0056】
そして、容器30内に成形された発泡成形ブロックEを容器30から排出するには、次のように行う。
【0057】
まず、蓋板48を開成して内蓋58を持ち上げることにより、センサー兼用冷温棒66を発泡樹脂原料液Eから取り除く。その後、蓋板48を再び閉成する。次に、容器30内に生成された発泡成形ブロックEの側面を圧縮用加圧手段40で圧縮する。これにより、発泡成形ブロックEを容器30内壁面から容易に剥離することができるとともに、発泡成形ブロックEのブロック太さを若干量小径にすることができる。この状態で、発泡装置28の底板52を開成して、押出用加圧手段42により容器30内のヘッドスペース96を加圧する。これにより、容器30内の発泡成形ブロックEは蓋板48側から底板52側に加圧されるので、容器30の底板52側から容易に排出される。
【0058】
発泡処理工程12によって成形され、排出工程14で容器30から排出された発泡成形ブロックEは、次の破砕処理工程16において所定の大きさに破砕され、スポンジ状ブラスト材となる。
【0059】
図8は、破砕処理工程16を実施するのに好適な破砕装置98の説明図である。
【0060】
この破砕装置98は、上述した発泡装置28の下方に配置される。破砕装置98は、上面が開放された破砕容器100内の略中央部に、水平方向に下側に湾曲したメッシュ刃(網刃)102が設けられ、メッシュ刃102には多数の開口104が形成される。また、メッシュ刃102の直ぐ上方にはロータリー刃106が配設され、ロータリー刃106の表面に形成された多数の突起刃108がメッシュ刃102に摺動可能に位置される。また、破砕容器100の開放された上面には、ラッパ管状のホッパー110が設けられ、発泡装置28の底板52から排出された発泡成形ブロックEは、ホッパー110内に落下して破砕容器100内に導入される。破砕容器100内に導入された発泡成形ブロックEは、回転するロータリー刃106とメッシュ刃102とにより細かく破砕され、破砕物であるスポンジ状ブラスト材Dがメッシュ刃102の開口104から破砕容器100の底部に落下する。
【0061】
このように製造されたスポンジ状ブラスト材は、飛散しにくく且つ低コストで製造できるので、ブラスト作業時の粉塵の飛散を防止できるとともに、ブラスト工費を大幅に低減できる。また、産業廃棄物の再利用にも貢献することができる。
【図面の簡単な説明】
【0062】
【図1】本発明のスポンジ状ブラスト材の製造方向を説明する工程図
【図2】本発明のスポンジ状ブラスト材の製造装置における攪拌装置の概念図
【図3】本発明のスポンジ状ブラスト材の製造装置における発泡装置の概念図
【図4】発泡装置に設けられたセンサー兼用冷温棒の概念図
【図5】発泡装置の容器内に配設するセンサー兼用冷温棒の配置の一例を示した配置図
【図6】発泡装置の検知手段で発泡反応の完結時期を知るための説明図
【図7】本発明における発泡装置を使用した場合と使用しない場合の発泡成形ブロックの粒状体の密度状態の違いを説明する説明図
【図8】本発明のスポンジ状ブラスト材の製造装置における破砕装置の概念図
【符号の説明】
【0063】
10…分散処理工程、12…発泡処理工程、14…排出工程、16…破砕処理工程、18…分散処理手段、20…攪拌装置、22…攪拌容器、24…回転軸、26…攪拌羽根、28…発泡装置、30…容器、32…温度センサー、34…冷温手段、36…負圧手段、38…検知手段、40…圧縮用加圧手段、42…押出用加圧手段、44…制御部、46…ヒンジ、48…蓋板、50…ヒンジ、52…底板、54、56…モータ、58…内蓋、60…容器の側壁、62…第1の冷温水コイル、64…第2の冷温水コイル、66…センサー兼用冷温棒、68、70…ポンプ、72…冷温水コイル、73…ポンプ、74…吸引孔、76…吸引配管、78…開閉バルブ、80…ガラス窓、82…加圧孔、84…加圧用枝管、86…本管、88…第1の加圧用エアポンプ、90…エア供給孔、92…エア供給配管、94…第2の加圧エアポンプ、96…ヘッドスペース、98…破砕装置、100…破砕容器、102…メッシュ刃、104…孔、106…ロータリー刃、108…突起、A…スラグメディア(粒状体)、B…分散液、C…発泡樹脂原料液、D…スポンジ状ブラスト材、E…発泡成形ブロック
【特許請求の範囲】
【請求項1】
瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【請求項2】
金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【請求項3】
粒状体を発泡樹脂原料液中に均一に分散させる分散装置と、該分散液を発泡反応させて発泡成形ブロックを形成する発泡装置と、該発泡成形ブロックを所定サイズに破砕する破砕装置とを備えたスポンジ状ブラスト材の製造装置において、
前記発泡装置は、
前記分散液が投入される開閉可能な蓋板と発泡反応により成形された発泡成形ブロックを排出する底板とを有する筒状の容器と、
前記容器内で発泡反応する分散液の温度分布を測定する複数の温度センサーと、
前記分散液を冷却又は加熱する複数の冷温手段と、
前記温度センサーの測定結果に基づいて前記分散液の温度分布がなくなるように前記冷温手段を制御する温度制御手段と、
前記容器内を負圧にする負圧手段と、
前記発泡反応の終了を検知する検知手段と、を備えたことを特徴とするスポンジ状ブラスト材の製造装置。
【請求項4】
前記発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮用加圧手段と、
前記発泡成形ブロックを前記蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出用加圧手段と、を備えたことを特徴とする請求項3のスポンジ状ブラスト材の製造装置。
【請求項5】
請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させた分散液を形成する分散処理工程と、
前記分散処理した分散液を蓋板と底板が開閉可能な筒状の容器を備えた発泡装置内に投入して分散液全体を均一な発泡反応速度で発泡させると共に前記粒状体が分散された発泡成形ブロックを一定の大きさで成形する発泡処理工程と、
前記発泡成形ブロックを前記発泡装置の容器から排出する排出工程と、
前記排出された発泡成形ブロックを所定サイズに破砕する破砕工程と、を備えたことを特徴とするスポンジ状ブラスト材の製造方法。
【請求項6】
前記発泡樹脂原料液は、発泡ウレタン樹脂を製造するためのポリイソシアネートとポリオールであることを特徴とする請求項5のスポンジ状ブラスト材の製造方法。
【請求項7】
前記発泡処理工程には、
前記分散液の発泡反応中に該分散液の発泡温度分布がなくなるように前記分散液の温度を制御する温度制御工程と、
前記発泡反応中の容器内を負圧にする負圧工程と、
前記発泡反応が終了したことを検知する検知工程と、を含むことを特徴とする請求項5又は6のスポンジ状ブラスト材の製造方法。
【請求項8】
前記排出工程には、
前記発泡装置の容器内に形成された発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮工程と、
前記発泡成形ブロックを前記容器の蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出工程と、を含むことを特徴とする請求項5〜7の何れか1のスポンジ状ブラスト材の製造方法。
【請求項9】
前記発泡装置として、請求項3又は4に記載された発泡装置を用いることを特徴とする請求項5のスポンジ状ブラスト材の製造方法。
【請求項1】
瓦礫、ゴム屑、ガラス屑、廃プラスチック、鉱物資源、煤塵、コンクリート屑、燃え殻、金属廃棄物の産業廃棄物の少なくとも1つを溶融した後のスラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【請求項2】
金属鉱石から金属を精錬する際に得られた金属酸化物の溶融スラグを破砕して製造された粒状体を、多孔質弾性体内に固着させて成ることを特徴とするスポンジ状ブラスト材。
【請求項3】
粒状体を発泡樹脂原料液中に均一に分散させる分散装置と、該分散液を発泡反応させて発泡成形ブロックを形成する発泡装置と、該発泡成形ブロックを所定サイズに破砕する破砕装置とを備えたスポンジ状ブラスト材の製造装置において、
前記発泡装置は、
前記分散液が投入される開閉可能な蓋板と発泡反応により成形された発泡成形ブロックを排出する底板とを有する筒状の容器と、
前記容器内で発泡反応する分散液の温度分布を測定する複数の温度センサーと、
前記分散液を冷却又は加熱する複数の冷温手段と、
前記温度センサーの測定結果に基づいて前記分散液の温度分布がなくなるように前記冷温手段を制御する温度制御手段と、
前記容器内を負圧にする負圧手段と、
前記発泡反応の終了を検知する検知手段と、を備えたことを特徴とするスポンジ状ブラスト材の製造装置。
【請求項4】
前記発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮用加圧手段と、
前記発泡成形ブロックを前記蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出用加圧手段と、を備えたことを特徴とする請求項3のスポンジ状ブラスト材の製造装置。
【請求項5】
請求項1又は請求項2の粒状体を発泡樹脂原料液中に均一に分散させた分散液を形成する分散処理工程と、
前記分散処理した分散液を蓋板と底板が開閉可能な筒状の容器を備えた発泡装置内に投入して分散液全体を均一な発泡反応速度で発泡させると共に前記粒状体が分散された発泡成形ブロックを一定の大きさで成形する発泡処理工程と、
前記発泡成形ブロックを前記発泡装置の容器から排出する排出工程と、
前記排出された発泡成形ブロックを所定サイズに破砕する破砕工程と、を備えたことを特徴とするスポンジ状ブラスト材の製造方法。
【請求項6】
前記発泡樹脂原料液は、発泡ウレタン樹脂を製造するためのポリイソシアネートとポリオールであることを特徴とする請求項5のスポンジ状ブラスト材の製造方法。
【請求項7】
前記発泡処理工程には、
前記分散液の発泡反応中に該分散液の発泡温度分布がなくなるように前記分散液の温度を制御する温度制御工程と、
前記発泡反応中の容器内を負圧にする負圧工程と、
前記発泡反応が終了したことを検知する検知工程と、を含むことを特徴とする請求項5又は6のスポンジ状ブラスト材の製造方法。
【請求項8】
前記排出工程には、
前記発泡装置の容器内に形成された発泡成形ブロックの側面を加圧して該発泡成形ブロックの側面を圧縮する圧縮工程と、
前記発泡成形ブロックを前記容器の蓋板側から前記底板側に加圧して前記ブロックを容器から押し出す押出工程と、を含むことを特徴とする請求項5〜7の何れか1のスポンジ状ブラスト材の製造方法。
【請求項9】
前記発泡装置として、請求項3又は4に記載された発泡装置を用いることを特徴とする請求項5のスポンジ状ブラスト材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−285559(P2008−285559A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2007−130767(P2007−130767)
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000005452)株式会社日立プラントテクノロジー (1,767)
【出願人】(594206244)株式会社エクシールコーポレーション (5)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000005452)株式会社日立プラントテクノロジー (1,767)
【出願人】(594206244)株式会社エクシールコーポレーション (5)
[ Back to top ]