
スライス積層プレス法による機能性材料の製造方法およびこれにより製造された機能性材料

【課題】異方性、または高さによって変わる物性などを活用することが可能な多様な産業分野に適用される、スライス積層プレス法による機能性材料の製造方法、およびこれにより製造された機能性材料の提供。
【解決手段】本発明のスライス積層プレス法による機能性材料の製造方法は、機能性材料成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、前記混合ペーストを基板の上面にコートした後、前記基板から分離してスライスを製造する第2段階と、前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、前記積層されたスライスを一定の温度および圧力の下で加圧する第4段階とを含んでなる。
【解決手段】本発明のスライス積層プレス法による機能性材料の製造方法は、機能性材料成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、前記混合ペーストを基板の上面にコートした後、前記基板から分離してスライスを製造する第2段階と、前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、前記積層されたスライスを一定の温度および圧力の下で加圧する第4段階とを含んでなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機能性材料、例えば方向によって物性が異なる異方性材料や、高さによって物性が傾斜的に変わる材料、熱電冷却および熱電発電に用いられる熱電材料などを製造する方法に係り、より詳しくは、各機能性材料の成分からなるスライスの製造およびプレス過程の簡単且つ経済的な製造方法によって、異方性などの多機能を有する機能性材料を製造する方法に関する。
【背景技術】
【0002】
本明細書において、機能性材料とは、表面に対して水平方向、垂直方向または対角線方向に電気的、光学的、熱的、化学的、機械的物性が異なる異方性を示す材料、または高さによって前記物性が異なり或いは前記相異なる物性が高さによって(傾斜的に)規則的、不規則的、連続的に変わる物質であって、このような異方性または傾斜的に変わる物性を用いて様々な機能を有する材料のことをいう。
【0003】
このような物性を用いた機能性材料は、日常における厨房用品、家電用品、または熱電素子に用いられる熱電材料等として使用できる。その他にも、このような異方性または傾斜的に変わる物性を用いた多様な産業分野に適用される。
【0004】
次に、これらの物性のうち特に電気的、熱的物性が重要な熱電材料について説明する。
【0005】
前記熱電材料は、熱電発電および熱電冷却のための熱電素子に用いられる材料である。代表的な熱電材料は、Biで代表される金属系熱電材料である。主に用いられる金属系物質としては、Bi−Ag、Cu−コンスタンタン、Bi−Bi/Sn合金、BiTe/BiSbTeなどがある。最近では、これらに比べてゼーベック係数効果が金属より大きい半導体型熱電対列が主に用いられているが、安定性が要求されている分野では、金属型が主流を成している。金属系熱電対は、低い比抵抗によってノイズが少ないという利点はあるが、ゼーベック係数も低いため、感度が低下するという基本的特性を持つ。例えば、Cuの場合は、ゼーベック係数がほぼ0であって、温度差によって起電力が発生しない。金属系物質の中では、Biが、低い熱伝導度と大きいゼーベック係数によって熱電材料として使用されている。
【0006】
このような金属系熱電材料に比べて、Siで代表される半導体型熱電材料は、ゼーベック係数が大きくて優れたセンシング感度を示すうえ、既存のIC工程に直接適用することができるという利点のおかげで、最も幅広く用いられている。
【0007】
一般に、前記熱電材料の熱電性能を決定することは、熱起電力(V)、ゼーベック係数(α)、ペルチェ係数(π)、トムソン係数(τ)、ネルンスト係数(Q)、エッチングスハウゼン係数(P)、電気伝導率(σ)、出力因子(PF)、性能指数(Z)、無次元性能指数(ZT=α2σT/κ(ここで、Tは絶対温度))、熱伝導率(κ)、ローレンツ数(L)、電気抵抗率(ρ)などの物性である。
【0008】
特に、無次元性能指数(ZT)は、熱電変換エネルギー効率を決定する重要な要素である。このため、性能指数(Z=α2σ/κ)の値が大きい熱電材料を用いて熱電素子を製造することにより、冷却および発電の効率を高めることができる。
【0009】
したがって、熱電材料としては、ゼーベック係数(α)および電気伝導率が大きいものが優れた性能を示すので、出力因子(PF=α2σ)が大きいものが特に好ましく、さらに熱伝導率(κ)が低い材料であれば最も好ましい。また、ゼーベック係数(α)、および電気伝導率と熱伝導率との比σ/κ(=1/TL;主に金属の場合)が大きい材料が好ましい。
【0010】
前記熱電材料に対する熱電性能を高めるための様々な試みが行われているが、現在までは主に熱電材料を構成する組成比、または元素の種類の変更に限定されている実情である。
【0011】
このような熱電材料は、主に熱電材料を成す成分をパウダーに作り、そのパウダーを焼結成形した後、切断して使用するか、或いは、より熱電性能を向上させるための試みとして、MBE(Molecular Beam Epitaxy)法またはCVD(Chemical Vapor Deposition)法などの薄膜形成技術を用いて積層構造にすることにより、無次元性能指数(ZT)を向上させようとする試みがあった。ところが、これらの方法は、あまり熱電性能の向上が実現されないうえ、製造時間が長くかかって非経済的であるという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0012】
そこで、本発明は、上述した問題点を解決するためのもので、その目的とするところは、スライス製造およびプレス過程の簡単かつ経済的な製造方法によって多機能を有する機能性材料を製造する、スライス積層プラス法による機能性材料の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明は、機能性材料成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、前記混合ペーストを基板の上面にコートした後、前記基板から分離してスライスを製造する第2段階と、前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、前記積層されたスライスを一定の温度および圧力下で加圧する第4段階とを含んでなることを特徴とする、スライス積層プレス法による機能性材料の製造方法およびこれにより製造された機能性材料を技術的要旨とする。
【0014】
また、前記スライス積層プレス法による機能性材料の製造方法は、機能性材料成分をなす相異なる種類の素材を準備してそれぞれ第1段階の混合ペーストに製造し、前記第2段階のスライスを製造した後、種類別に前記スライスを前記第3段階のモールド内に積層し、第4段階の加圧を行う過程からなることが好ましく、また、前記機能性材料は、種類別に厚さが異なるように製造することもできる。
【0015】
ここで、前記機能性材料は、熱電素子に使用される熱電材料、または異方性を示す異方性材料であってもよく、前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか1種を用いて製造されることが好ましい。
【0016】
また、前記機能性材料が熱電材料の場合には、(BixSb1−x)2Te3であることが好ましい。
【0017】
前記第1段階の混合ペーストには、炭素ナノチューブを前記混合ペースト100重量部に対して0.1〜5重量部で添加することが好ましい。また、前記第1段階のバインダーは、前記混合ペースト100重量部に対して10〜30重量部で添加され、熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることが好ましい。
【0018】
また、前記第2段階の基板は銅箔を主に使用し、前記第2段階はスクリーンコーティング法によって実現されることが好ましい。
【0019】
また、前記第4段階は、常温、180〜220MPaの圧力で10〜30分間行われるコールドプレス過程と、350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程によって実現されることが好ましい。
【発明の効果】
【0020】
上述したように、本発明は、スライス製造およびプレス過程の簡単かつ経済的な製造方法から、多機能を発揮する機能性材料、例えば材料の方向によって物性が異なる異方性材料、または高さによって物性が傾斜的に変わる材料などの製造が可能であって、多様な産業分野に適用することができる。
【0021】
また、本発明によって前記機能性材料としての熱電材料を製造する場合には、従来の熱電材料に比べて大きいゼーベック係数、低い熱伝導度、低い電気抵抗を有し、結果として高い無次元性能指数を得ることができるため、優れた熱電性能を有する熱電材料を得ることができる。
また、本発明に係る熱電材料は、表面に対して水平方向および垂直方向に約70%程度の異方性を有するので、このような異方性を用いた熱電材料の応用分野への多様な使用が期待されている。
【発明を実施するための最良の形態】
【0022】
以下に添付図面を参照しながら、本発明を詳細に説明する。
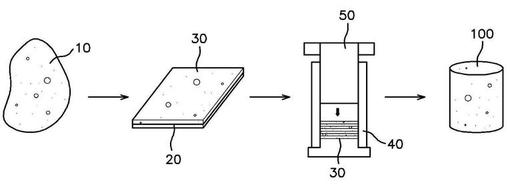
図1は本発明に係る機能性材料の製造方法を示す模式図である。本発明は、機能性材料を製造するための方法に関する。図1に示すように、本発明は、まず、機能性材料の成分からなるパウダーとバインダーとを混合して混合ペースト10を製造した後、前記混合ペースト10を基板10の上面にコートし、被コーティング物を基板20から分離することにより、機能性材料の成分からなる厚膜スライス30を製作し、しかる後に、所定のモールド40内に前記スライス30を積層して一定の温度および圧力下でプレス50によって加圧する工程を含んでなる。
このように簡単な本発明の製造方法によって、異方性を示すと同時に高さによって傾斜的に物性が変わる多機能の機能性材料100を製作することができる。
【0023】
他の実施例においては、機能性材料成分を成す相異なる種類の素材を準備し、それぞれ前記第1段階の混合ペーストに製造し、この混合ペーストからスライスを製造した後、種類別に前記スライスを前記モールド内に積層して加圧することにより、異方性を示すと同時に高さによって傾斜的に物性が変わる機能性材料を製作することもできる。また、前記機能性材料は、種類別に厚さが異なるように製造することもできる。
【0024】
すなわち、例えばA、B、Cの3種の素材からなる機能性材料の場合、A、B、Cそれぞれの素材からスライスを作り、これをモールド内に積層して加圧することにより、高さによって異なる素材からなる異方性材料を製造することができる。或いは、必要に応じてAスライス30枚、Bスライス40枚、Cスライス50枚を前記モールド内に順次積層して加圧することにより、高さによって異なる素材からなる異方性材料だけでなく、高さによって厚さが異なって傾斜的に物性が変わる材料を製造することができる。
【0025】
前記機能性材料は、金属素材、セラミック素材、半導体素材、有機物素材などを使用することができ、その電気的、機械的、光学的、熱的、化学的などの物性を異方的または傾斜的に用いるためのいずれの素材でも構わず、特に電気的、熱的物性が重要な熱電材料としての使用が期待される。
【0026】
なお、電気伝導度をより向上させるために炭素ナノチューブをさらに添加して前記混合ペーストを製造することもできる。
【0027】
また、前記バインダーは、前記混合ペースト100重量部に対して10〜30重量部で添加され、熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなる。
【0028】
以下、本発明の好適な実施例によって製作された機能性材料としての熱電材料について添付図面を参照して説明する。
【0029】
まず、本発明に係る熱電材料の成分は、BiTe系であって、Sbがドープされた(BixSb1−x)2Te3、好ましくは(Bi0.75Sb0.25)2Te3を使用し、サイズ500μm以下のパウダー状に準備する。炭素ナノチューブとしてはコア直径約20nm、長さ約400μmの多重壁炭素ナノチューブを使用し、前記バインダーとしてはポリウレタンを使用する。
【0030】
前記(Bi0.75Sb0.25)2Te3パウダー、炭素ナノチューブおよびバインダーをボールミル(ball mill)によって均一に混合して混合ペーストを製造する。ここで、前記炭素ナノチューブおよびバインダーは、前記混合ペースト100重量部に対して炭素ナノチューブ3重量部、バインダー15重量部で添加する。
【0031】
前記混合ペーストの製造が完了すると、前記混合ペーストを基板、好ましくは銅箔の上面にスクリーンコーティング法によってコートする。自然乾燥によって一定の時間が経過すると、銅箔を取り外す過程によって厚膜スライスが製造される。このような過程を繰り返し行うことにより、所望の厚さおよび熱電性能を有する熱電材料を得ることができるように、多数のスライスを製造する。
【0032】
前記スライスをモールド内に積層し、常温、200MPaの圧力下で15分間行われるコールドプレス過程と、350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程を行った後、プレス過程済みの物質をモールドから分離すると、一定の大きさおよび形状を持つ熱電材料が完成される。
【0033】
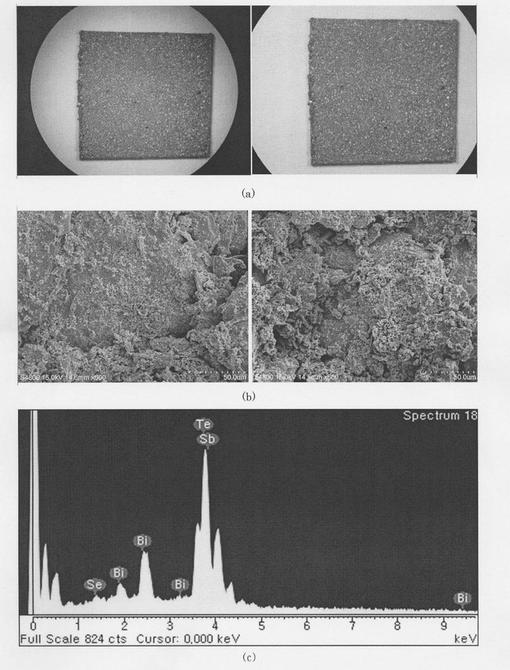
図2は銅箔から分離したスライスに対する光学顕微鏡写真、Fe−SEM写真およびEDSデータである。図2より、熱電材料の成分からなるスライスが製造されたことを確認することができる。
【0034】
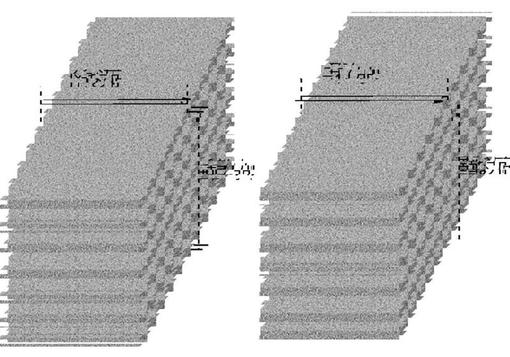
図3は本発明によって製造された熱電材料の異方性を測定するために熱電材料の表面に対して平行な方向(in-plain direction)および垂直な方向(out-plain direction)を示す。
【0035】
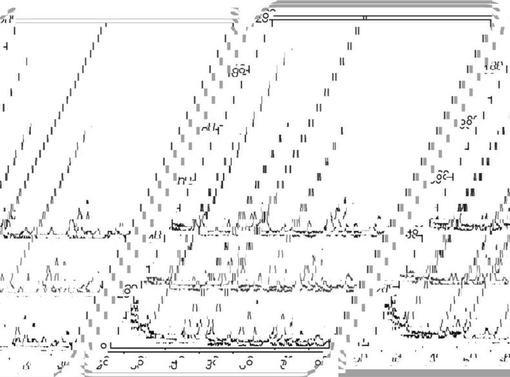
図4は本発明によって製造された熱電材料のXRDデータであって、コールドプレス(400MPa)およびホットプレス(400℃で2時間、および400℃で30分)によって製造されたサンプルに対するものである。図4より、全て典型的な(Bi0.75Sb0.25)2Te3のXRD結果を確認することができた。
【0036】
図5は本発明によって製造された熱電材料のモルフォロジー(morphology)を確認するためのSEM写真を示す。平板状と棒状とが混合されたモルフォロジーを確認することができ、約10μmの微小孔も不規則的に観察された。これはホットプレス過程におけるバインダーの酸化によるものと判断される。また、本発明に係る熱電材料は、バルクタイプの(Bi0.75Sb0.25)2Te3より12%程度減少した6.582g/cm3の密度を示した。
【0037】
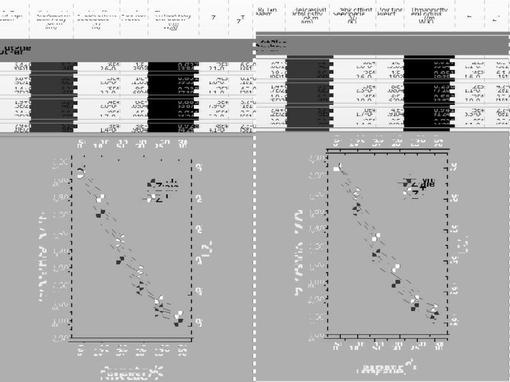
図6は本発明に係る熱電材料の熱電性能を熱電材料の表面に対して垂直な方向に測定したデータであって、電気抵抗、ゼーベック係数、出力因子、熱伝導度、性能指数(Z)、無次元性能指数(ZT)を測定したものである。
【0038】
図6に示すように、本発明に係る熱電材料は、後述する平行な方向に比べて低い熱伝導度、高い電気抵抗を有し、相対的に高い無次元性能指数(ZTは最大0.69まで確認された)を得ることができた。
【0039】
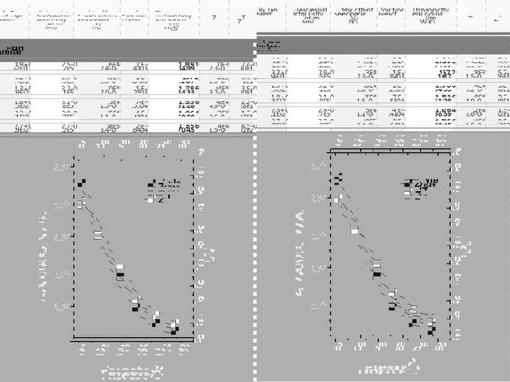
図7は本発明に係る熱電材料の熱電性能を熱電材料の表面に対して平行な方向に測定したデータであって、電気抵抗、ゼーベック係数、出力因子、性能指数(Z)、熱伝導度、無次元性能指数(ZT)を測定したものである。
【0040】
図7に示すように、本発明に係る熱電材料は、前記垂直な方向に比べて高い熱伝導度、低い電気抵抗を有し、相対的に高い無次元性能指数(ZTは最大0.74まで確認された)を得ることができた。
【0041】
前述したように本発明に係る熱電材料は、約7%程度の異方性を示すので、十分に異方性を有する熱電材料としての応用が期待される。また、本発明に係る熱電材料は、従来の熱電材料に比べては大きいゼーベック係数、低い熱伝導度、低い電気抵抗を有し、結果として高い無次元性能指数を得ることができる。よって、本発明によれば、優れた熱電性能を有する熱電材料の製造が可能であることを確認することができた。
【図面の簡単な説明】
【0042】
【図1】本発明に係る機能性材料の製造方法を示す模式図である。
【図2】本発明の実施例によって銅箔から分離したスライスに対する(a)光学顕微鏡写真、(b)Fe−SEM写真、および(c)EDSデータを示す図である。
【図3】本発明によって製造された熱電材料の異方性を測定するために熱電材料の表面に対して平行な方向(in-plain direction)および垂直な方向(out-plain direction)を示す図である。
【図4】本発明によって製造された熱電材料のXRDデータを示す図である。
【図5】本発明によって製造された熱電材料のモルフォロジーを確認するためのSEM写真を示す図である。
【図6】本発明に係る熱電材料の熱電性能を熱電材料の表面に対して垂直な方向に測定したデータを示す図である。
【図7】本発明に係る熱電材料の熱電性能を熱電材料の表面に対して平行な方向に測定したデータを示す図である。
【技術分野】
【0001】
本発明は、機能性材料、例えば方向によって物性が異なる異方性材料や、高さによって物性が傾斜的に変わる材料、熱電冷却および熱電発電に用いられる熱電材料などを製造する方法に係り、より詳しくは、各機能性材料の成分からなるスライスの製造およびプレス過程の簡単且つ経済的な製造方法によって、異方性などの多機能を有する機能性材料を製造する方法に関する。
【背景技術】
【0002】
本明細書において、機能性材料とは、表面に対して水平方向、垂直方向または対角線方向に電気的、光学的、熱的、化学的、機械的物性が異なる異方性を示す材料、または高さによって前記物性が異なり或いは前記相異なる物性が高さによって(傾斜的に)規則的、不規則的、連続的に変わる物質であって、このような異方性または傾斜的に変わる物性を用いて様々な機能を有する材料のことをいう。
【0003】
このような物性を用いた機能性材料は、日常における厨房用品、家電用品、または熱電素子に用いられる熱電材料等として使用できる。その他にも、このような異方性または傾斜的に変わる物性を用いた多様な産業分野に適用される。
【0004】
次に、これらの物性のうち特に電気的、熱的物性が重要な熱電材料について説明する。
【0005】
前記熱電材料は、熱電発電および熱電冷却のための熱電素子に用いられる材料である。代表的な熱電材料は、Biで代表される金属系熱電材料である。主に用いられる金属系物質としては、Bi−Ag、Cu−コンスタンタン、Bi−Bi/Sn合金、BiTe/BiSbTeなどがある。最近では、これらに比べてゼーベック係数効果が金属より大きい半導体型熱電対列が主に用いられているが、安定性が要求されている分野では、金属型が主流を成している。金属系熱電対は、低い比抵抗によってノイズが少ないという利点はあるが、ゼーベック係数も低いため、感度が低下するという基本的特性を持つ。例えば、Cuの場合は、ゼーベック係数がほぼ0であって、温度差によって起電力が発生しない。金属系物質の中では、Biが、低い熱伝導度と大きいゼーベック係数によって熱電材料として使用されている。
【0006】
このような金属系熱電材料に比べて、Siで代表される半導体型熱電材料は、ゼーベック係数が大きくて優れたセンシング感度を示すうえ、既存のIC工程に直接適用することができるという利点のおかげで、最も幅広く用いられている。
【0007】
一般に、前記熱電材料の熱電性能を決定することは、熱起電力(V)、ゼーベック係数(α)、ペルチェ係数(π)、トムソン係数(τ)、ネルンスト係数(Q)、エッチングスハウゼン係数(P)、電気伝導率(σ)、出力因子(PF)、性能指数(Z)、無次元性能指数(ZT=α2σT/κ(ここで、Tは絶対温度))、熱伝導率(κ)、ローレンツ数(L)、電気抵抗率(ρ)などの物性である。
【0008】
特に、無次元性能指数(ZT)は、熱電変換エネルギー効率を決定する重要な要素である。このため、性能指数(Z=α2σ/κ)の値が大きい熱電材料を用いて熱電素子を製造することにより、冷却および発電の効率を高めることができる。
【0009】
したがって、熱電材料としては、ゼーベック係数(α)および電気伝導率が大きいものが優れた性能を示すので、出力因子(PF=α2σ)が大きいものが特に好ましく、さらに熱伝導率(κ)が低い材料であれば最も好ましい。また、ゼーベック係数(α)、および電気伝導率と熱伝導率との比σ/κ(=1/TL;主に金属の場合)が大きい材料が好ましい。
【0010】
前記熱電材料に対する熱電性能を高めるための様々な試みが行われているが、現在までは主に熱電材料を構成する組成比、または元素の種類の変更に限定されている実情である。
【0011】
このような熱電材料は、主に熱電材料を成す成分をパウダーに作り、そのパウダーを焼結成形した後、切断して使用するか、或いは、より熱電性能を向上させるための試みとして、MBE(Molecular Beam Epitaxy)法またはCVD(Chemical Vapor Deposition)法などの薄膜形成技術を用いて積層構造にすることにより、無次元性能指数(ZT)を向上させようとする試みがあった。ところが、これらの方法は、あまり熱電性能の向上が実現されないうえ、製造時間が長くかかって非経済的であるという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0012】
そこで、本発明は、上述した問題点を解決するためのもので、その目的とするところは、スライス製造およびプレス過程の簡単かつ経済的な製造方法によって多機能を有する機能性材料を製造する、スライス積層プラス法による機能性材料の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明は、機能性材料成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、前記混合ペーストを基板の上面にコートした後、前記基板から分離してスライスを製造する第2段階と、前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、前記積層されたスライスを一定の温度および圧力下で加圧する第4段階とを含んでなることを特徴とする、スライス積層プレス法による機能性材料の製造方法およびこれにより製造された機能性材料を技術的要旨とする。
【0014】
また、前記スライス積層プレス法による機能性材料の製造方法は、機能性材料成分をなす相異なる種類の素材を準備してそれぞれ第1段階の混合ペーストに製造し、前記第2段階のスライスを製造した後、種類別に前記スライスを前記第3段階のモールド内に積層し、第4段階の加圧を行う過程からなることが好ましく、また、前記機能性材料は、種類別に厚さが異なるように製造することもできる。
【0015】
ここで、前記機能性材料は、熱電素子に使用される熱電材料、または異方性を示す異方性材料であってもよく、前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか1種を用いて製造されることが好ましい。
【0016】
また、前記機能性材料が熱電材料の場合には、(BixSb1−x)2Te3であることが好ましい。
【0017】
前記第1段階の混合ペーストには、炭素ナノチューブを前記混合ペースト100重量部に対して0.1〜5重量部で添加することが好ましい。また、前記第1段階のバインダーは、前記混合ペースト100重量部に対して10〜30重量部で添加され、熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることが好ましい。
【0018】
また、前記第2段階の基板は銅箔を主に使用し、前記第2段階はスクリーンコーティング法によって実現されることが好ましい。
【0019】
また、前記第4段階は、常温、180〜220MPaの圧力で10〜30分間行われるコールドプレス過程と、350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程によって実現されることが好ましい。
【発明の効果】
【0020】
上述したように、本発明は、スライス製造およびプレス過程の簡単かつ経済的な製造方法から、多機能を発揮する機能性材料、例えば材料の方向によって物性が異なる異方性材料、または高さによって物性が傾斜的に変わる材料などの製造が可能であって、多様な産業分野に適用することができる。
【0021】
また、本発明によって前記機能性材料としての熱電材料を製造する場合には、従来の熱電材料に比べて大きいゼーベック係数、低い熱伝導度、低い電気抵抗を有し、結果として高い無次元性能指数を得ることができるため、優れた熱電性能を有する熱電材料を得ることができる。
また、本発明に係る熱電材料は、表面に対して水平方向および垂直方向に約70%程度の異方性を有するので、このような異方性を用いた熱電材料の応用分野への多様な使用が期待されている。
【発明を実施するための最良の形態】
【0022】
以下に添付図面を参照しながら、本発明を詳細に説明する。
図1は本発明に係る機能性材料の製造方法を示す模式図である。本発明は、機能性材料を製造するための方法に関する。図1に示すように、本発明は、まず、機能性材料の成分からなるパウダーとバインダーとを混合して混合ペースト10を製造した後、前記混合ペースト10を基板10の上面にコートし、被コーティング物を基板20から分離することにより、機能性材料の成分からなる厚膜スライス30を製作し、しかる後に、所定のモールド40内に前記スライス30を積層して一定の温度および圧力下でプレス50によって加圧する工程を含んでなる。
このように簡単な本発明の製造方法によって、異方性を示すと同時に高さによって傾斜的に物性が変わる多機能の機能性材料100を製作することができる。
【0023】
他の実施例においては、機能性材料成分を成す相異なる種類の素材を準備し、それぞれ前記第1段階の混合ペーストに製造し、この混合ペーストからスライスを製造した後、種類別に前記スライスを前記モールド内に積層して加圧することにより、異方性を示すと同時に高さによって傾斜的に物性が変わる機能性材料を製作することもできる。また、前記機能性材料は、種類別に厚さが異なるように製造することもできる。
【0024】
すなわち、例えばA、B、Cの3種の素材からなる機能性材料の場合、A、B、Cそれぞれの素材からスライスを作り、これをモールド内に積層して加圧することにより、高さによって異なる素材からなる異方性材料を製造することができる。或いは、必要に応じてAスライス30枚、Bスライス40枚、Cスライス50枚を前記モールド内に順次積層して加圧することにより、高さによって異なる素材からなる異方性材料だけでなく、高さによって厚さが異なって傾斜的に物性が変わる材料を製造することができる。
【0025】
前記機能性材料は、金属素材、セラミック素材、半導体素材、有機物素材などを使用することができ、その電気的、機械的、光学的、熱的、化学的などの物性を異方的または傾斜的に用いるためのいずれの素材でも構わず、特に電気的、熱的物性が重要な熱電材料としての使用が期待される。
【0026】
なお、電気伝導度をより向上させるために炭素ナノチューブをさらに添加して前記混合ペーストを製造することもできる。
【0027】
また、前記バインダーは、前記混合ペースト100重量部に対して10〜30重量部で添加され、熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなる。
【0028】
以下、本発明の好適な実施例によって製作された機能性材料としての熱電材料について添付図面を参照して説明する。
【0029】
まず、本発明に係る熱電材料の成分は、BiTe系であって、Sbがドープされた(BixSb1−x)2Te3、好ましくは(Bi0.75Sb0.25)2Te3を使用し、サイズ500μm以下のパウダー状に準備する。炭素ナノチューブとしてはコア直径約20nm、長さ約400μmの多重壁炭素ナノチューブを使用し、前記バインダーとしてはポリウレタンを使用する。
【0030】
前記(Bi0.75Sb0.25)2Te3パウダー、炭素ナノチューブおよびバインダーをボールミル(ball mill)によって均一に混合して混合ペーストを製造する。ここで、前記炭素ナノチューブおよびバインダーは、前記混合ペースト100重量部に対して炭素ナノチューブ3重量部、バインダー15重量部で添加する。
【0031】
前記混合ペーストの製造が完了すると、前記混合ペーストを基板、好ましくは銅箔の上面にスクリーンコーティング法によってコートする。自然乾燥によって一定の時間が経過すると、銅箔を取り外す過程によって厚膜スライスが製造される。このような過程を繰り返し行うことにより、所望の厚さおよび熱電性能を有する熱電材料を得ることができるように、多数のスライスを製造する。
【0032】
前記スライスをモールド内に積層し、常温、200MPaの圧力下で15分間行われるコールドプレス過程と、350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程を行った後、プレス過程済みの物質をモールドから分離すると、一定の大きさおよび形状を持つ熱電材料が完成される。
【0033】
図2は銅箔から分離したスライスに対する光学顕微鏡写真、Fe−SEM写真およびEDSデータである。図2より、熱電材料の成分からなるスライスが製造されたことを確認することができる。
【0034】
図3は本発明によって製造された熱電材料の異方性を測定するために熱電材料の表面に対して平行な方向(in-plain direction)および垂直な方向(out-plain direction)を示す。
【0035】
図4は本発明によって製造された熱電材料のXRDデータであって、コールドプレス(400MPa)およびホットプレス(400℃で2時間、および400℃で30分)によって製造されたサンプルに対するものである。図4より、全て典型的な(Bi0.75Sb0.25)2Te3のXRD結果を確認することができた。
【0036】
図5は本発明によって製造された熱電材料のモルフォロジー(morphology)を確認するためのSEM写真を示す。平板状と棒状とが混合されたモルフォロジーを確認することができ、約10μmの微小孔も不規則的に観察された。これはホットプレス過程におけるバインダーの酸化によるものと判断される。また、本発明に係る熱電材料は、バルクタイプの(Bi0.75Sb0.25)2Te3より12%程度減少した6.582g/cm3の密度を示した。
【0037】
図6は本発明に係る熱電材料の熱電性能を熱電材料の表面に対して垂直な方向に測定したデータであって、電気抵抗、ゼーベック係数、出力因子、熱伝導度、性能指数(Z)、無次元性能指数(ZT)を測定したものである。
【0038】
図6に示すように、本発明に係る熱電材料は、後述する平行な方向に比べて低い熱伝導度、高い電気抵抗を有し、相対的に高い無次元性能指数(ZTは最大0.69まで確認された)を得ることができた。
【0039】
図7は本発明に係る熱電材料の熱電性能を熱電材料の表面に対して平行な方向に測定したデータであって、電気抵抗、ゼーベック係数、出力因子、性能指数(Z)、熱伝導度、無次元性能指数(ZT)を測定したものである。
【0040】
図7に示すように、本発明に係る熱電材料は、前記垂直な方向に比べて高い熱伝導度、低い電気抵抗を有し、相対的に高い無次元性能指数(ZTは最大0.74まで確認された)を得ることができた。
【0041】
前述したように本発明に係る熱電材料は、約7%程度の異方性を示すので、十分に異方性を有する熱電材料としての応用が期待される。また、本発明に係る熱電材料は、従来の熱電材料に比べては大きいゼーベック係数、低い熱伝導度、低い電気抵抗を有し、結果として高い無次元性能指数を得ることができる。よって、本発明によれば、優れた熱電性能を有する熱電材料の製造が可能であることを確認することができた。
【図面の簡単な説明】
【0042】
【図1】本発明に係る機能性材料の製造方法を示す模式図である。
【図2】本発明の実施例によって銅箔から分離したスライスに対する(a)光学顕微鏡写真、(b)Fe−SEM写真、および(c)EDSデータを示す図である。
【図3】本発明によって製造された熱電材料の異方性を測定するために熱電材料の表面に対して平行な方向(in-plain direction)および垂直な方向(out-plain direction)を示す図である。
【図4】本発明によって製造された熱電材料のXRDデータを示す図である。
【図5】本発明によって製造された熱電材料のモルフォロジーを確認するためのSEM写真を示す図である。
【図6】本発明に係る熱電材料の熱電性能を熱電材料の表面に対して垂直な方向に測定したデータを示す図である。
【図7】本発明に係る熱電材料の熱電性能を熱電材料の表面に対して平行な方向に測定したデータを示す図である。
【特許請求の範囲】
【請求項1】
機能性材料の成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、
前記混合ペーストを基板の上面にコートした後、その被コーティング物を前記基板から分離してスライスを製造する第2段階と、
前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、
前記積層されたスライスを一定の温度および圧力下で加圧する第4段階とを含んでなることを特徴とする、スライス積層プレス法による機能性材料の製造方法。
【請求項2】
前記スライス積層プレス法による機能性材料の製造方法は、
機能性材料の成分を成す相異なる種類の素材を準備し、それぞれ前記第1段階の混合ペーストに製造し、前記第2段階のスライスを製造した後、種類別に前記スライスを前記第3段階のモールド内に積層し、前記第4段階の加圧を行う過程からなることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項3】
前記機能性材料は、種類別に厚さが異なることを特徴とする、請求項2に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項4】
前記機能性材料は、異方性材料、高さによって傾斜的に物性が変わる材料、または熱電材料であることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項5】
前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか一つであることを特徴とする、請求項4に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項6】
前記機能性材料は、熱電材料としての(BixSb1−x)2Te3であることを特徴とする、請求項4に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項7】
前記第1段階の混合ペーストには、炭素ナノチューブを前記混合ペースト100重量部に対して0.1〜5重量部で添加することを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項8】
前記第1段階のバインダーは、
前記混合ペースト100重量部に対して10〜30重量部で添加され、
熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項9】
前記第2段階の基板は銅箔であることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項10】
前記第2段階は、スクリーンコーティング法によって実現されることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項11】
前記第4段階は、常温、180〜220MPaの圧力下で10〜30分間行われるコールドプレス過程、および350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程によって実現されることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項12】
機能性材料の成分からなるパウダーとバインダーとを混合してなる混合ペーストをスライス状にし、積層、加圧することにより製造されたことを特徴とする、スライス積層プレス法による機能性材料。
【請求項13】
前記スライス積層プレス法による機能性材料は、機能性材料の成分として多数の種類の物質が提供され、積層、加圧によって製造されたことを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項14】
前記機能性材料は、種類別に厚さが異なることを特徴とする、請求項13に記載のスライス積層プレス法による機能性材料。
【請求項15】
前記機能性材料は、異方性材料または熱電材料であることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項16】
前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか一つであることを特徴とする、請求項15に記載のスライス積層プレス法による機能性材料。
【請求項17】
前記機能性材料は、熱電材料としての(BixSb1−x)2Te3であることを特徴とする、請求項15に記載のスライス積層プレス法による機能性材料。
【請求項18】
前記混合ペーストには、炭素ナノチューブが前記混合ペースト100重量部に対して0.1〜5重量部でさらに添加されることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項19】
前記バインダーは、
前記混合ペースト100重量部に対して10〜30重量部で添加され、
熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項1】
機能性材料の成分からなるパウダーとバインダーとを混合して混合ペーストを製造する第1段階と、
前記混合ペーストを基板の上面にコートした後、その被コーティング物を前記基板から分離してスライスを製造する第2段階と、
前記第2段階を繰り返し行って多数のスライスを製造し、前記スライスをモールド内に積層する第3段階と、
前記積層されたスライスを一定の温度および圧力下で加圧する第4段階とを含んでなることを特徴とする、スライス積層プレス法による機能性材料の製造方法。
【請求項2】
前記スライス積層プレス法による機能性材料の製造方法は、
機能性材料の成分を成す相異なる種類の素材を準備し、それぞれ前記第1段階の混合ペーストに製造し、前記第2段階のスライスを製造した後、種類別に前記スライスを前記第3段階のモールド内に積層し、前記第4段階の加圧を行う過程からなることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項3】
前記機能性材料は、種類別に厚さが異なることを特徴とする、請求項2に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項4】
前記機能性材料は、異方性材料、高さによって傾斜的に物性が変わる材料、または熱電材料であることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項5】
前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか一つであることを特徴とする、請求項4に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項6】
前記機能性材料は、熱電材料としての(BixSb1−x)2Te3であることを特徴とする、請求項4に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項7】
前記第1段階の混合ペーストには、炭素ナノチューブを前記混合ペースト100重量部に対して0.1〜5重量部で添加することを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項8】
前記第1段階のバインダーは、
前記混合ペースト100重量部に対して10〜30重量部で添加され、
熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項9】
前記第2段階の基板は銅箔であることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項10】
前記第2段階は、スクリーンコーティング法によって実現されることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項11】
前記第4段階は、常温、180〜220MPaの圧力下で10〜30分間行われるコールドプレス過程、および350〜450℃、180〜220MPaの圧力下で10分〜5時間行われるホットプレス過程によって実現されることを特徴とする、請求項1に記載のスライス積層プレス法による機能性材料の製造方法。
【請求項12】
機能性材料の成分からなるパウダーとバインダーとを混合してなる混合ペーストをスライス状にし、積層、加圧することにより製造されたことを特徴とする、スライス積層プレス法による機能性材料。
【請求項13】
前記スライス積層プレス法による機能性材料は、機能性材料の成分として多数の種類の物質が提供され、積層、加圧によって製造されたことを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項14】
前記機能性材料は、種類別に厚さが異なることを特徴とする、請求項13に記載のスライス積層プレス法による機能性材料。
【請求項15】
前記機能性材料は、異方性材料または熱電材料であることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項16】
前記機能性材料は、金属素材、セラミック素材、半導体素材、および有機物素材のいずれか一つであることを特徴とする、請求項15に記載のスライス積層プレス法による機能性材料。
【請求項17】
前記機能性材料は、熱電材料としての(BixSb1−x)2Te3であることを特徴とする、請求項15に記載のスライス積層プレス法による機能性材料。
【請求項18】
前記混合ペーストには、炭素ナノチューブが前記混合ペースト100重量部に対して0.1〜5重量部でさらに添加されることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【請求項19】
前記バインダーは、
前記混合ペースト100重量部に対して10〜30重量部で添加され、
熱可塑性樹脂、熱硬化型樹脂、光硬化型樹脂、シランコンパウンド、高分子共重合体、自己組織化樹脂およびこれらの組み合わせの中から選ばれた物質を含む有機物質から選ばれた1種からなることを特徴とする、請求項12に記載のスライス積層プレス法による機能性材料。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−94964(P2010−94964A)
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願番号】特願2008−328737(P2008−328737)
【出願日】平成20年12月24日(2008.12.24)
【出願人】(507296791)コリア エレクトロテクノロジー リサーチ インスティテュート (24)
【Fターム(参考)】
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願日】平成20年12月24日(2008.12.24)
【出願人】(507296791)コリア エレクトロテクノロジー リサーチ インスティテュート (24)
【Fターム(参考)】
[ Back to top ]