
スライディングノズル装置の使用方法
【課題】高級鋼に対応でき、しかも耐火物コストの増大を必要最小限に抑えることができるスライディングノズル装置の使用方法を提供すること。
【解決手段】面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、相対的に高い面圧を負荷するときは、相対的に厚いプレート5a,7aを使用し、相対的に低い面圧を負荷するときは、相対的に薄いプレート5b,7bを使用すると共に、プレートを薄くした分に相当する厚みのスペーサ14を当該プレート5b,7bの非摺動面側に配置する。
【解決手段】面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、相対的に高い面圧を負荷するときは、相対的に厚いプレート5a,7aを使用し、相対的に低い面圧を負荷するときは、相対的に薄いプレート5b,7bを使用すると共に、プレートを薄くした分に相当する厚みのスペーサ14を当該プレート5b,7bの非摺動面側に配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スライディングノズル装置(以下「SN装置」という。)の使用方法に関する。
【背景技術】
【0002】
SN装置は、溶融金属の流量制御を正確に行うことができるという利点を有することから、溶鋼鍋やタンディッシュなどで広く利用されている。このSN装置は、2枚又は3枚のプレートを備え、これらのプレート間に面圧を負荷して使用される。
【0003】
このようにSN装置はプレート間に面圧を負荷して使用されるものの、複数のプレートの接合部が存在することから、その接合部からの空気の進入が懸念され、従来一般的には、高級鋼の流量制御にはSN装置ではなく、耐火物の接合部がないストッパー装置が使用されていた。
【0004】
SN装置を高級鋼の流量制御に使用するには、プレートの接合部からの空気の進入を低減する必要があり、その方策として、面圧を上昇させることが検討されている。
【0005】
しかし、面圧を上昇させると、プレートに掛かる曲げ応力が増大するので、その曲げ応力に耐えるためにプレートの厚みを増大させる必要がある。実際、本発明者の実験によると、タンディッシュに用いられるSN装置の場合、プレートの厚みは30mm程度、面圧は40kN程度が一般的であるところ、面圧を60kNに増加させると、厚み30mmのプレートでは反りや横亀裂が激しくなり、シール性の劣化や操業安定性の低下が懸念される状態となった。一方で、プレートの厚みを35mmにすると、シール性の劣化や操業安定性の低下は見られず、高級鋼の流量制御に適用可能であることがわかった。
【0006】
このように高級鋼の流量制御を行う場合、面圧を増大させる必要があり、これに伴ってプレートの厚みを増大させる必要がある。しかし、プレートの厚みを増大させると耐火物コストの増大につながる。すなわち、高級鋼以外の流量制御を行う場合は、従来レベルの面圧で問題なく、プレートの厚みも従来レベルのままで良いが、従来、SN装置においてはプレートの厚みが一定であることを前提として一定の面圧を負荷するようにしていたので(例えば特許文献1)、高級鋼に対応できるようにするには、プレートの厚みを増大させる必要があり、その分、耐火物コストが増大することになる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開02/090017号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、高級鋼に対応でき、しかも耐火物コストの増大を必要最小限に抑えることができるSN装置の使用方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、比較的容易にプレート間の面圧を可変可能な面圧可変機構を備え、この面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、相対的に高い面圧を負荷するときは、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置することを特徴とするものである。
【0010】
なお、本発明において、プレートの非摺動面側とは、SN装置において摺動するプレートに面する摺動側と反対側のことをいう。
【0011】
本発明において面圧可変機構としては、固定金枠に連結されたフックと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記フックの先端を前記押圧ブロックに引っ掛けて、プレート間に面圧を負荷するものを使用することができる。この場合、相対的に高い面圧を負荷するときは、相対的に短いフックと、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に長いフックと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する。
【0012】
また、面圧可変機構としては、面圧ボルトと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記面圧ボルトの先端で前記押圧ブロックを押し込むことによって前記弾性体を圧縮してプレート間に面圧を負荷するものを使用することもできる。この場合、相対的に高い面圧を負荷するときは、相対的に長い面圧ボルトと、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に短い面圧ボルトと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する。
【0013】
面圧可変機構としては、上述の2つの機構に限定はされないが、比較的容易にプレート間の面圧を可変可能である必要がある。ここで、本発明において「比較的容易に」とは、SN装置のプレートを交換するためのプレート交換架台が供えられたプレート交換場におけるプレート交換作業時に面圧の変更を行えるほど容易なことをいう。
【0014】
SN装置の面圧を変更する方法としては、従来、面圧を発生させるコイルスプリングを交換する方法が一般的である。しかし、コイルスプリングの交換は、SN装置を一旦分解し、コイルスプリング交換後、再度組み立てるといったオーバーホールに匹敵するような大掛かりな作業であり、プレート交換作業とは別にSN装置を、鋳造→プレート交換→鋳造の一連の作業の流れより切り離すことが必要で、製鉄所から運び出し外部の鉄工所などで行うこともある。
【0015】
これに対して本発明における面圧可変機構は、上述のとおり、プレート交換場におけるプレート交換作業時に面圧の変更を行えるほど容易に、すなわち「比較的容易に」プレート間の面圧を可変可能であることを前提としている。例えば、上述の2つの機構ではフック及び面圧ボルトは、SN装置を分解することなく外部から容易に取り替えることができるので、「比較的容易に」面圧を可変可能であり、コイルスプリングを交換する従来の面圧変更作業と比べて圧倒的に容易である。
【発明の効果】
【0016】
本発明では、面圧可変機構によって比較的容易に面圧を高くすることができるので、例えば、自動車用鋼板、飲料用ブリキ、深絞り用鋼板など、加工の条件が厳しい高級鋼にも対応可能となる。例えば、面圧を変更するためのフックや面圧ボルトは、SN装置を分解することなく外部から容易に取り替えることができるので、面圧の変更を比較的容易に行うことができる。
【0017】
また本発明では、高級鋼に対応するために相対的に高い面圧を負荷するときは、その面圧に耐えることができよう相対的に厚いプレートを使用するが、従来レベルの相対的に低い面圧を負荷するときには、従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0018】
さらに、相対的に薄いプレートを使用するときは、相対的に厚いプレートとの厚みの差に相当する厚みのスペーサを当該プレートの非摺動面側に配置するので、SN装置の仕様は変更することなく、例えばフックあるいは面圧ボルトを取り替えるだけで、面圧の変更が可能となる。
【図面の簡単な説明】
【0019】
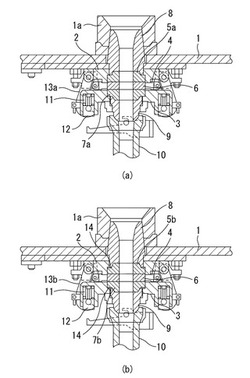
【図1】本発明の一実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
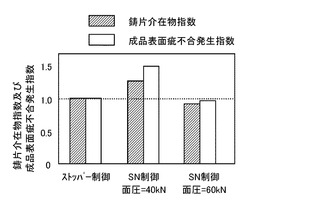
【図2】本発明のSN装置の使用方法による鋳片及び成品品位の評価結果を示す。
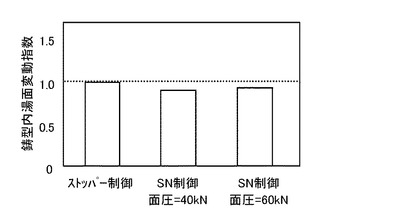
【図3】本発明のSN装置の使用方法による溶鋼の流量制御性(湯面レベル制御性)の評価結果を示す。
【図4】本発明で使用可能なフックの他の例を示す。
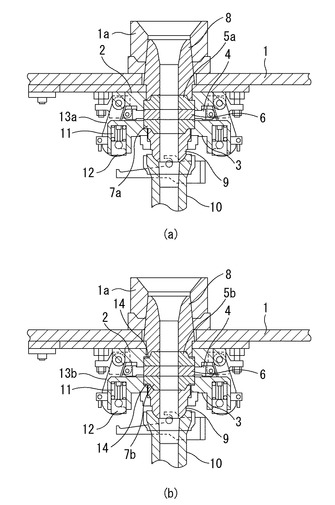
【図5】本発明の他の実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【発明を実施するための形態】
【0020】
以下、図面に示す実施例に基づき本発明の実施例の形態を説明する。
【実施例1】
【0021】
図1は、本発明の一実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【0022】
図1に示すSN装置は、タンディッシュから排出される溶鋼の流量制御に使用されるもので、タンディッシュ1の底部に固定された固定金枠2と、固定金枠2に開閉可能に連結された開閉金枠3と、開閉金枠3に摺動可能に配置された摺動金枠4とを備える。
【0023】
また、固定金枠2には、フック13a,13bが揺動可能に取り付けられている。フック13a,13bは、面圧負荷時に先端部分を押圧ブロック12に引っ掛け、固定金枠2と開閉金枠3との距離を規定する。
【0024】
開閉金枠3は、プレート間に面圧を負荷するための押し付け力を発生させるコイルスプリング11と、このコイルスプリング11を押圧する押圧ブロック12を備える。
【0025】
そして、固定金枠2には固定プレートとして上プレート5a,5bが、摺動金枠4には摺動プレートとして中プレート6が、開閉金枠3には固定プレートとして下プレート7a,7bが、それぞれ配置されている。また、上プレート5a,5bには上ノズル8が接続され、下プレート7a,7bには下ノズル9を介して浸漬ノズル10が接続され、上ノズル8がタンディッシュの羽口1aに嵌め込まれている。
【0026】
このような構成において、使用時には各プレート間に面圧を負荷した状態で、中プレート6(摺動金枠4)を摺動させることにより、溶鋼の流量制御を行う。なお、中プレート6の摺動方向は、図1において紙面に垂直な方向である。
【0027】
ここで、図1を用いて、本実施例におけるSN装置の面圧負荷方法について説明する。まず、フック13a,13bの先端を引っ掛けることができる位置まで、図示しない押圧手段で押圧ブロック12を固定金枠2側に押し付ける。このとき、コイルスプリング11は、押圧ブロック12で摺動時以上に圧縮(過圧縮)される。
【0028】
次に、固定金枠2に揺動可能に取り付けられたフック13a,13bの先端部分を押圧ブロック12に引っ掛け、押圧手段による押圧ブロック12の押し付けを解除する。これにより、コイルスプリング11の過圧縮が解かれ、フック13a,13bの長さとコイルスプリング11の性能に応じた押し付け力でプレート間に面圧が負荷される。
【0029】
したがって、本実施例では、フック13a,13bの長さを変えることで、面圧の大きさを変えることができる。具体的には、短いフックを使用するほど、面圧を高くすることができる。
【0030】
そこで、本実施例では、長さの異なるフック13aとフック13bを準備し、これを使い分けることにより、面圧を変更できるようにしている。すなわち、高級鋼に対応すべく、相対的に高い面圧(実施例では60kN)を負荷するときは、相対的に短いフック13aを使用し、従来レベルの相対的に低い面圧(実施例では40kN)を負荷するときには、相対的に長いフック13bを使用する。
【0031】
また、相対的に高い面圧を負荷するときには、その面圧に耐えることができように、従来レベルの面圧負荷の際に使用する上プレート5b及び下プレート7bの厚さ(実施例では30mm)よりも相対的に厚い(実施例では35mm)上プレート5a及び下プレート7aを使用する。
【0032】
さらに、従来レベルの相対的に低い面圧を負荷するときは、相対的に薄い上プレート5b及び下プレート7bを使用する共に、相対的に厚い上プレート5a及び下プレート7aとの厚みの差(実施例では5mm)に相当する厚みのスペーサ14を、それぞれ上プレート5b及び下プレート7bの非摺動面側、すなわち摺動プレートである中プレート6に面する摺動側と反対側に配置し、プレートの厚みの差を補う。
【0033】
以上の使用方法により、SN装置の仕様を変更することなく、比較的容易に面圧を変更することができる。すなわち、図1(a)のように相対的に短いフックを使用すれば、高級鋼に対応可能な相対的に高い面圧(60kN)を負荷できる。また、高級鋼以外では図1(b)のように相対的に長いフックを使用して従来レベルの相対的に低い面圧(40kN)を負荷し、プレートとしては従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0034】
次に、本発明の有用性を確認するために、相対的に高い面圧(60kN)を負荷した図1(a)のSN装置によって高級鋼の流量制御を行った例を説明する。この例では、高級鋼として、飲料缶等に使用される深絞り用ブリキ材を使用し、鋳片及び成品での品位を評価した。比較のため、従来のストッパー装置によって流量制御を行った場合の鋳片及び成品での品位も評価した。鋳造品位の評価は、鋳片からサンプルを切り出し、顕微鏡観察による介在物個数評価(単位面積換算)を行った。また、成品評価は、最終コイルの表面疵不合発生率(あるロット中で表面疵で不合格になった重量/ロットの総重量×100)で評価した。
【0035】
その結果を図2に示す。なお、図3の縦軸の鋳片介在物指数及び成品表面疵不合発生指数とは、ストッパー制御時の鋳片介在物個数を1.0とした場合、また、成品表面疵不合発生率を1.0とした場合における各条件での比率を示す。図2に示すように、SN装置の面圧を60kNとすることにより、ストッパー装置を使用した場合と同等の鋳片及び成品品位が得られた。
【0036】
また、溶鋼の流量制御性(湯面レベル制御性)は、図3に示すように、面圧を60kNとしても、従来レベルの面圧(40kN)の場合と同等の良好な結果であった。なお、図3の縦軸の鋳型内湯面変動量指数とは、ストッパー制御時の鋳型内湯面変動量(最大値)の平均値を1.0とした場合における各条件での比率を示す。
【0037】
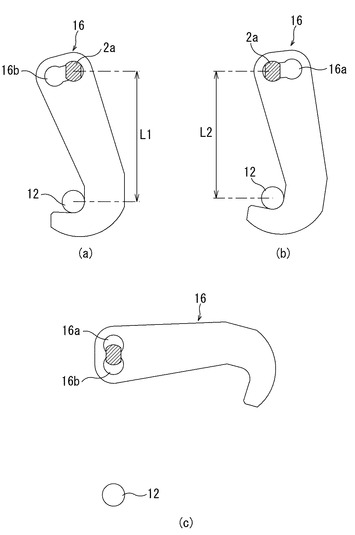
以上説明した図1の例では、長さの異なるフック13aとフック13bを準備し、これを使い分けることにより、フックの長さを変更して面圧を変更するようにしたが、図4に示すようなフック16を使用すれば、フックを交換することなく、フックの長さを変更して面圧を変更することができる。図4に示すフック16は、固定金枠に設けた支持軸2aに揺動可能に装着するための支持孔を2箇所に有する。そして、図4(a)に示すように一方の支持孔16aを支持軸2aに装着した場合のフックの長さL1(支持孔16a(支持軸2a)・押圧ブロック12間の距離)と、図4(b)に示すように他方の支持孔16bを支持軸2aに装着した場合のフックの長さL2(支持孔16b(支持軸2a)・押圧ブロック12間の距離)とが、L1>L2の関係となるようにしている。このように、支持孔を2箇所に設けて、これを選択的に使用することにより、フックの長さを変更して面圧を変更することができる。すなわち、相対的に低い面圧とするときには図4(a)の状態とし、相対的に高い面圧とするときには図4(b)の状態とする。
【0038】
ここで、図4の例では、支持孔16a,16bを連通させてひょうたん状とし、図4(c)に示すようにフック16を水平にした場合にのみ、支持軸2aが支持孔16aから支持孔16b、あるいはその逆に移動できるようにしている。これによって、フック16を支持軸2aから取り外すことなく、フックの長さを変えることができ、また、面圧負荷時に、支持軸2aが支持孔16aから支持孔16b、あるいはその逆に移動することを防止できる。
【0039】
なお、本発明において「相対的に長いフックを使用する」、「相対的に短いフックを使用する」とは、図1の例のように長さの異なるフックを使い分けるだけでなく、例えば、図4の例や、フックにワンタッチで出入りする突起を設けて突起を切り替えるといったように、フックを交換することなく、フックの長さを変更することも含む概念であり、例えば、フック自体にアダプターをかませる方法や、フックが引っ掛かる所にアダプターをかませる方法など、実質的にフックの長さを変更することも含む概念である。
【実施例2】
【0040】
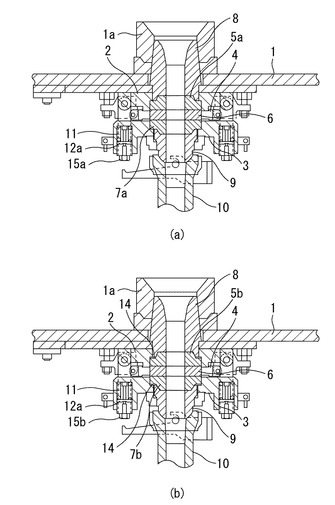
図5は、本発明の他の実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【0041】
図5に示すSN装置は、面圧を負荷する機構が図1のSN装置と異なるのみで、その他の構成は図1のSN装置と同一である。したがって、図5において図1のSN装置と同一の構成には同一の符号を付して、その説明を省略する。
【0042】
本実施例では、開閉金枠3にコイルスプリング11と、このコイルスプリング11を押圧する押圧ブロック12aを配置し、開閉金枠3に面圧ボルト15a,15bを装着しその先端で押圧ブロック12aを押し込むことによってコイルスプリング11を圧縮してプレート間に面圧を負荷するようにしている。したがって、本実施例では、面圧ボルト15a,15bの長さを変えることで、面圧の大きさを変えることができる。具体的には、長い面圧ボルトを使用するほど、面圧を高くすることができる。
【0043】
そこで、本実施例では、長さの異なる面圧ボルト15aと面圧ボルト15bを準備し、これを使い分けることにより、面圧を変更できるにしている。すなわち、高級鋼に対応すべく、相対的に高い面圧(実施例では60kN)を負荷するときは、相対的に長い面圧ボルト15aを使用し、従来レベルの相対的に低い面圧(実施例では40kN)を負荷するときには、相対的に短い面圧ボルト15bを使用する。
【0044】
また図1のSN装置の場合と同様に、相対的に高い面圧を負荷するときには、その面圧に耐えることができように、従来レベルの面圧負荷の際に使用する上プレート5b及び下プレート7bの厚さ(実施例では30mm)よりも相対的に厚い(実施例では35mm)上プレート5a及び下プレート7aを使用する。
【0045】
さらに、従来レベルの相対的に低い面圧を負荷するときは、相対的に薄い上プレート5b及び下プレート7bを使用する共に、相対的に厚い上プレート5a及び下プレート7aとの厚みの差(実施例では5mm)に相当する厚みのスペーサ14を、それぞれ上プレート5b及び下プレート7bの非摺動面側に配置し、プレートの厚みの差を補う。
【0046】
以上の使用方法により、SN装置の使用を変更することなく、比較的容易に面圧を変更することができる。すなわち、図5(a)のように相対的に長い面圧ボルトを使用すれば、高級鋼に対応可能な相対的に高い面圧(60kN)を負荷できる。また、高級鋼以外では図5(b)のように相対的に短い面圧ボルトを使用して従来レベルの相対的に低い面圧(40kN)を負荷し、プレートとしては従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0047】
また、相対的に高い面圧(60kN)を負荷した図5(a)のSN装置によって、先の実施例と同様に高級鋼の流量制御を行った結果、SN装置の面圧を60kNとすることにより、ストッパー装置を使用した場合と同等の鋳片及び成品品位が得られた。また、溶鋼の流量制御性(湯面レベル制御性)は、面圧を60kNとしても、従来レベルの面圧(40kN)の場合と同等の良好な結果であった。
【0048】
なお、以上の実施例では、2枚の固定プレート(上プレート及び下プレート)の間に摺動プレート(中プレート)を設置する3枚式のSN装置を用いて説明したが、例えば、固定プレート(上プレート)と摺動プレート(中プレート)を用いて構成される2枚式のSN装置に本発明を適用できることは言うまでもない。また、面圧の負荷は、コイルスプリングに限られるものではなく、例えば、板バネなど、押し付け圧力を生じさせることが可能な弾性体を用いることができる。
【符号の説明】
【0049】
1 タンディッシュ
1a 羽口
2 固定金枠
3 開閉金枠
4 摺動金枠
5a,5b 上プレート
6 中プレート
7a,7b 下プレート
8 上ノズル
9 下ノズル
10 浸漬ノズル
11 コイルスプリング
12,12a 押圧ブロック
13a,13b フック
14 スペーサ
15a,15b 面圧ボルト
【技術分野】
【0001】
本発明は、スライディングノズル装置(以下「SN装置」という。)の使用方法に関する。
【背景技術】
【0002】
SN装置は、溶融金属の流量制御を正確に行うことができるという利点を有することから、溶鋼鍋やタンディッシュなどで広く利用されている。このSN装置は、2枚又は3枚のプレートを備え、これらのプレート間に面圧を負荷して使用される。
【0003】
このようにSN装置はプレート間に面圧を負荷して使用されるものの、複数のプレートの接合部が存在することから、その接合部からの空気の進入が懸念され、従来一般的には、高級鋼の流量制御にはSN装置ではなく、耐火物の接合部がないストッパー装置が使用されていた。
【0004】
SN装置を高級鋼の流量制御に使用するには、プレートの接合部からの空気の進入を低減する必要があり、その方策として、面圧を上昇させることが検討されている。
【0005】
しかし、面圧を上昇させると、プレートに掛かる曲げ応力が増大するので、その曲げ応力に耐えるためにプレートの厚みを増大させる必要がある。実際、本発明者の実験によると、タンディッシュに用いられるSN装置の場合、プレートの厚みは30mm程度、面圧は40kN程度が一般的であるところ、面圧を60kNに増加させると、厚み30mmのプレートでは反りや横亀裂が激しくなり、シール性の劣化や操業安定性の低下が懸念される状態となった。一方で、プレートの厚みを35mmにすると、シール性の劣化や操業安定性の低下は見られず、高級鋼の流量制御に適用可能であることがわかった。
【0006】
このように高級鋼の流量制御を行う場合、面圧を増大させる必要があり、これに伴ってプレートの厚みを増大させる必要がある。しかし、プレートの厚みを増大させると耐火物コストの増大につながる。すなわち、高級鋼以外の流量制御を行う場合は、従来レベルの面圧で問題なく、プレートの厚みも従来レベルのままで良いが、従来、SN装置においてはプレートの厚みが一定であることを前提として一定の面圧を負荷するようにしていたので(例えば特許文献1)、高級鋼に対応できるようにするには、プレートの厚みを増大させる必要があり、その分、耐火物コストが増大することになる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開02/090017号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、高級鋼に対応でき、しかも耐火物コストの増大を必要最小限に抑えることができるSN装置の使用方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、比較的容易にプレート間の面圧を可変可能な面圧可変機構を備え、この面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、相対的に高い面圧を負荷するときは、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置することを特徴とするものである。
【0010】
なお、本発明において、プレートの非摺動面側とは、SN装置において摺動するプレートに面する摺動側と反対側のことをいう。
【0011】
本発明において面圧可変機構としては、固定金枠に連結されたフックと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記フックの先端を前記押圧ブロックに引っ掛けて、プレート間に面圧を負荷するものを使用することができる。この場合、相対的に高い面圧を負荷するときは、相対的に短いフックと、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に長いフックと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する。
【0012】
また、面圧可変機構としては、面圧ボルトと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記面圧ボルトの先端で前記押圧ブロックを押し込むことによって前記弾性体を圧縮してプレート間に面圧を負荷するものを使用することもできる。この場合、相対的に高い面圧を負荷するときは、相対的に長い面圧ボルトと、相対的に厚いプレートを使用し、相対的に低い面圧を負荷するときは、相対的に短い面圧ボルトと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する。
【0013】
面圧可変機構としては、上述の2つの機構に限定はされないが、比較的容易にプレート間の面圧を可変可能である必要がある。ここで、本発明において「比較的容易に」とは、SN装置のプレートを交換するためのプレート交換架台が供えられたプレート交換場におけるプレート交換作業時に面圧の変更を行えるほど容易なことをいう。
【0014】
SN装置の面圧を変更する方法としては、従来、面圧を発生させるコイルスプリングを交換する方法が一般的である。しかし、コイルスプリングの交換は、SN装置を一旦分解し、コイルスプリング交換後、再度組み立てるといったオーバーホールに匹敵するような大掛かりな作業であり、プレート交換作業とは別にSN装置を、鋳造→プレート交換→鋳造の一連の作業の流れより切り離すことが必要で、製鉄所から運び出し外部の鉄工所などで行うこともある。
【0015】
これに対して本発明における面圧可変機構は、上述のとおり、プレート交換場におけるプレート交換作業時に面圧の変更を行えるほど容易に、すなわち「比較的容易に」プレート間の面圧を可変可能であることを前提としている。例えば、上述の2つの機構ではフック及び面圧ボルトは、SN装置を分解することなく外部から容易に取り替えることができるので、「比較的容易に」面圧を可変可能であり、コイルスプリングを交換する従来の面圧変更作業と比べて圧倒的に容易である。
【発明の効果】
【0016】
本発明では、面圧可変機構によって比較的容易に面圧を高くすることができるので、例えば、自動車用鋼板、飲料用ブリキ、深絞り用鋼板など、加工の条件が厳しい高級鋼にも対応可能となる。例えば、面圧を変更するためのフックや面圧ボルトは、SN装置を分解することなく外部から容易に取り替えることができるので、面圧の変更を比較的容易に行うことができる。
【0017】
また本発明では、高級鋼に対応するために相対的に高い面圧を負荷するときは、その面圧に耐えることができよう相対的に厚いプレートを使用するが、従来レベルの相対的に低い面圧を負荷するときには、従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0018】
さらに、相対的に薄いプレートを使用するときは、相対的に厚いプレートとの厚みの差に相当する厚みのスペーサを当該プレートの非摺動面側に配置するので、SN装置の仕様は変更することなく、例えばフックあるいは面圧ボルトを取り替えるだけで、面圧の変更が可能となる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【図2】本発明のSN装置の使用方法による鋳片及び成品品位の評価結果を示す。
【図3】本発明のSN装置の使用方法による溶鋼の流量制御性(湯面レベル制御性)の評価結果を示す。
【図4】本発明で使用可能なフックの他の例を示す。
【図5】本発明の他の実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【発明を実施するための形態】
【0020】
以下、図面に示す実施例に基づき本発明の実施例の形態を説明する。
【実施例1】
【0021】
図1は、本発明の一実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【0022】
図1に示すSN装置は、タンディッシュから排出される溶鋼の流量制御に使用されるもので、タンディッシュ1の底部に固定された固定金枠2と、固定金枠2に開閉可能に連結された開閉金枠3と、開閉金枠3に摺動可能に配置された摺動金枠4とを備える。
【0023】
また、固定金枠2には、フック13a,13bが揺動可能に取り付けられている。フック13a,13bは、面圧負荷時に先端部分を押圧ブロック12に引っ掛け、固定金枠2と開閉金枠3との距離を規定する。
【0024】
開閉金枠3は、プレート間に面圧を負荷するための押し付け力を発生させるコイルスプリング11と、このコイルスプリング11を押圧する押圧ブロック12を備える。
【0025】
そして、固定金枠2には固定プレートとして上プレート5a,5bが、摺動金枠4には摺動プレートとして中プレート6が、開閉金枠3には固定プレートとして下プレート7a,7bが、それぞれ配置されている。また、上プレート5a,5bには上ノズル8が接続され、下プレート7a,7bには下ノズル9を介して浸漬ノズル10が接続され、上ノズル8がタンディッシュの羽口1aに嵌め込まれている。
【0026】
このような構成において、使用時には各プレート間に面圧を負荷した状態で、中プレート6(摺動金枠4)を摺動させることにより、溶鋼の流量制御を行う。なお、中プレート6の摺動方向は、図1において紙面に垂直な方向である。
【0027】
ここで、図1を用いて、本実施例におけるSN装置の面圧負荷方法について説明する。まず、フック13a,13bの先端を引っ掛けることができる位置まで、図示しない押圧手段で押圧ブロック12を固定金枠2側に押し付ける。このとき、コイルスプリング11は、押圧ブロック12で摺動時以上に圧縮(過圧縮)される。
【0028】
次に、固定金枠2に揺動可能に取り付けられたフック13a,13bの先端部分を押圧ブロック12に引っ掛け、押圧手段による押圧ブロック12の押し付けを解除する。これにより、コイルスプリング11の過圧縮が解かれ、フック13a,13bの長さとコイルスプリング11の性能に応じた押し付け力でプレート間に面圧が負荷される。
【0029】
したがって、本実施例では、フック13a,13bの長さを変えることで、面圧の大きさを変えることができる。具体的には、短いフックを使用するほど、面圧を高くすることができる。
【0030】
そこで、本実施例では、長さの異なるフック13aとフック13bを準備し、これを使い分けることにより、面圧を変更できるようにしている。すなわち、高級鋼に対応すべく、相対的に高い面圧(実施例では60kN)を負荷するときは、相対的に短いフック13aを使用し、従来レベルの相対的に低い面圧(実施例では40kN)を負荷するときには、相対的に長いフック13bを使用する。
【0031】
また、相対的に高い面圧を負荷するときには、その面圧に耐えることができように、従来レベルの面圧負荷の際に使用する上プレート5b及び下プレート7bの厚さ(実施例では30mm)よりも相対的に厚い(実施例では35mm)上プレート5a及び下プレート7aを使用する。
【0032】
さらに、従来レベルの相対的に低い面圧を負荷するときは、相対的に薄い上プレート5b及び下プレート7bを使用する共に、相対的に厚い上プレート5a及び下プレート7aとの厚みの差(実施例では5mm)に相当する厚みのスペーサ14を、それぞれ上プレート5b及び下プレート7bの非摺動面側、すなわち摺動プレートである中プレート6に面する摺動側と反対側に配置し、プレートの厚みの差を補う。
【0033】
以上の使用方法により、SN装置の仕様を変更することなく、比較的容易に面圧を変更することができる。すなわち、図1(a)のように相対的に短いフックを使用すれば、高級鋼に対応可能な相対的に高い面圧(60kN)を負荷できる。また、高級鋼以外では図1(b)のように相対的に長いフックを使用して従来レベルの相対的に低い面圧(40kN)を負荷し、プレートとしては従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0034】
次に、本発明の有用性を確認するために、相対的に高い面圧(60kN)を負荷した図1(a)のSN装置によって高級鋼の流量制御を行った例を説明する。この例では、高級鋼として、飲料缶等に使用される深絞り用ブリキ材を使用し、鋳片及び成品での品位を評価した。比較のため、従来のストッパー装置によって流量制御を行った場合の鋳片及び成品での品位も評価した。鋳造品位の評価は、鋳片からサンプルを切り出し、顕微鏡観察による介在物個数評価(単位面積換算)を行った。また、成品評価は、最終コイルの表面疵不合発生率(あるロット中で表面疵で不合格になった重量/ロットの総重量×100)で評価した。
【0035】
その結果を図2に示す。なお、図3の縦軸の鋳片介在物指数及び成品表面疵不合発生指数とは、ストッパー制御時の鋳片介在物個数を1.0とした場合、また、成品表面疵不合発生率を1.0とした場合における各条件での比率を示す。図2に示すように、SN装置の面圧を60kNとすることにより、ストッパー装置を使用した場合と同等の鋳片及び成品品位が得られた。
【0036】
また、溶鋼の流量制御性(湯面レベル制御性)は、図3に示すように、面圧を60kNとしても、従来レベルの面圧(40kN)の場合と同等の良好な結果であった。なお、図3の縦軸の鋳型内湯面変動量指数とは、ストッパー制御時の鋳型内湯面変動量(最大値)の平均値を1.0とした場合における各条件での比率を示す。
【0037】
以上説明した図1の例では、長さの異なるフック13aとフック13bを準備し、これを使い分けることにより、フックの長さを変更して面圧を変更するようにしたが、図4に示すようなフック16を使用すれば、フックを交換することなく、フックの長さを変更して面圧を変更することができる。図4に示すフック16は、固定金枠に設けた支持軸2aに揺動可能に装着するための支持孔を2箇所に有する。そして、図4(a)に示すように一方の支持孔16aを支持軸2aに装着した場合のフックの長さL1(支持孔16a(支持軸2a)・押圧ブロック12間の距離)と、図4(b)に示すように他方の支持孔16bを支持軸2aに装着した場合のフックの長さL2(支持孔16b(支持軸2a)・押圧ブロック12間の距離)とが、L1>L2の関係となるようにしている。このように、支持孔を2箇所に設けて、これを選択的に使用することにより、フックの長さを変更して面圧を変更することができる。すなわち、相対的に低い面圧とするときには図4(a)の状態とし、相対的に高い面圧とするときには図4(b)の状態とする。
【0038】
ここで、図4の例では、支持孔16a,16bを連通させてひょうたん状とし、図4(c)に示すようにフック16を水平にした場合にのみ、支持軸2aが支持孔16aから支持孔16b、あるいはその逆に移動できるようにしている。これによって、フック16を支持軸2aから取り外すことなく、フックの長さを変えることができ、また、面圧負荷時に、支持軸2aが支持孔16aから支持孔16b、あるいはその逆に移動することを防止できる。
【0039】
なお、本発明において「相対的に長いフックを使用する」、「相対的に短いフックを使用する」とは、図1の例のように長さの異なるフックを使い分けるだけでなく、例えば、図4の例や、フックにワンタッチで出入りする突起を設けて突起を切り替えるといったように、フックを交換することなく、フックの長さを変更することも含む概念であり、例えば、フック自体にアダプターをかませる方法や、フックが引っ掛かる所にアダプターをかませる方法など、実質的にフックの長さを変更することも含む概念である。
【実施例2】
【0040】
図5は、本発明の他の実施例を示す断面図で、(a)は相対的に高い面圧を負荷した状態、(b)は相対的に低い面圧を負荷した状態を示す。
【0041】
図5に示すSN装置は、面圧を負荷する機構が図1のSN装置と異なるのみで、その他の構成は図1のSN装置と同一である。したがって、図5において図1のSN装置と同一の構成には同一の符号を付して、その説明を省略する。
【0042】
本実施例では、開閉金枠3にコイルスプリング11と、このコイルスプリング11を押圧する押圧ブロック12aを配置し、開閉金枠3に面圧ボルト15a,15bを装着しその先端で押圧ブロック12aを押し込むことによってコイルスプリング11を圧縮してプレート間に面圧を負荷するようにしている。したがって、本実施例では、面圧ボルト15a,15bの長さを変えることで、面圧の大きさを変えることができる。具体的には、長い面圧ボルトを使用するほど、面圧を高くすることができる。
【0043】
そこで、本実施例では、長さの異なる面圧ボルト15aと面圧ボルト15bを準備し、これを使い分けることにより、面圧を変更できるにしている。すなわち、高級鋼に対応すべく、相対的に高い面圧(実施例では60kN)を負荷するときは、相対的に長い面圧ボルト15aを使用し、従来レベルの相対的に低い面圧(実施例では40kN)を負荷するときには、相対的に短い面圧ボルト15bを使用する。
【0044】
また図1のSN装置の場合と同様に、相対的に高い面圧を負荷するときには、その面圧に耐えることができように、従来レベルの面圧負荷の際に使用する上プレート5b及び下プレート7bの厚さ(実施例では30mm)よりも相対的に厚い(実施例では35mm)上プレート5a及び下プレート7aを使用する。
【0045】
さらに、従来レベルの相対的に低い面圧を負荷するときは、相対的に薄い上プレート5b及び下プレート7bを使用する共に、相対的に厚い上プレート5a及び下プレート7aとの厚みの差(実施例では5mm)に相当する厚みのスペーサ14を、それぞれ上プレート5b及び下プレート7bの非摺動面側に配置し、プレートの厚みの差を補う。
【0046】
以上の使用方法により、SN装置の使用を変更することなく、比較的容易に面圧を変更することができる。すなわち、図5(a)のように相対的に長い面圧ボルトを使用すれば、高級鋼に対応可能な相対的に高い面圧(60kN)を負荷できる。また、高級鋼以外では図5(b)のように相対的に短い面圧ボルトを使用して従来レベルの相対的に低い面圧(40kN)を負荷し、プレートとしては従来レベルの相対的に薄いプレートを使用するので、耐火物コストの増大を必要最小限に抑えることができる。
【0047】
また、相対的に高い面圧(60kN)を負荷した図5(a)のSN装置によって、先の実施例と同様に高級鋼の流量制御を行った結果、SN装置の面圧を60kNとすることにより、ストッパー装置を使用した場合と同等の鋳片及び成品品位が得られた。また、溶鋼の流量制御性(湯面レベル制御性)は、面圧を60kNとしても、従来レベルの面圧(40kN)の場合と同等の良好な結果であった。
【0048】
なお、以上の実施例では、2枚の固定プレート(上プレート及び下プレート)の間に摺動プレート(中プレート)を設置する3枚式のSN装置を用いて説明したが、例えば、固定プレート(上プレート)と摺動プレート(中プレート)を用いて構成される2枚式のSN装置に本発明を適用できることは言うまでもない。また、面圧の負荷は、コイルスプリングに限られるものではなく、例えば、板バネなど、押し付け圧力を生じさせることが可能な弾性体を用いることができる。
【符号の説明】
【0049】
1 タンディッシュ
1a 羽口
2 固定金枠
3 開閉金枠
4 摺動金枠
5a,5b 上プレート
6 中プレート
7a,7b 下プレート
8 上ノズル
9 下ノズル
10 浸漬ノズル
11 コイルスプリング
12,12a 押圧ブロック
13a,13b フック
14 スペーサ
15a,15b 面圧ボルト
【特許請求の範囲】
【請求項1】
比較的容易にプレート間の面圧を可変可能な面圧可変機構を備え、この面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、
相対的に高い面圧を負荷するときは、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する
ことを特徴とするスライディングノズル装置の使用方法。
【請求項2】
前記面圧可変機構が、固定金枠に連結されたフックと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記フックの先端を前記押圧ブロックに引っ掛けて、プレート間に面圧を負荷するものであり、
相対的に高い面圧を負荷するときは、相対的に短いフックと、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に長いフックと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する請求項1に記載のスライディングノズル装置の使用方法。
【請求項3】
前記面圧可変機構が、面圧ボルトと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記面圧ボルトの先端で前記押圧ブロックを押し込むことによって前記弾性体を圧縮してプレート間に面圧を負荷するものであり、
相対的に高い面圧を負荷するときは、相対的に長い面圧ボルトと、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に短い面圧ボルトと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する請求項1に記載のスライディングノズル装置の使用方法。
【請求項1】
比較的容易にプレート間の面圧を可変可能な面圧可変機構を備え、この面圧可変機構によってプレート間に面圧を負荷するスライディングノズル装置の使用方法であって、
相対的に高い面圧を負荷するときは、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する
ことを特徴とするスライディングノズル装置の使用方法。
【請求項2】
前記面圧可変機構が、固定金枠に連結されたフックと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記フックの先端を前記押圧ブロックに引っ掛けて、プレート間に面圧を負荷するものであり、
相対的に高い面圧を負荷するときは、相対的に短いフックと、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に長いフックと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する請求項1に記載のスライディングノズル装置の使用方法。
【請求項3】
前記面圧可変機構が、面圧ボルトと、プレート間に面圧を負荷する弾性力を発生させる弾性体と、この弾性体を押圧する押圧ブロックとを備え、前記面圧ボルトの先端で前記押圧ブロックを押し込むことによって前記弾性体を圧縮してプレート間に面圧を負荷するものであり、
相対的に高い面圧を負荷するときは、相対的に長い面圧ボルトと、相対的に厚いプレートを使用し、
相対的に低い面圧を負荷するときは、相対的に短い面圧ボルトと、相対的に薄いプレートを使用すると共に、プレートを薄くした分に相当する厚みのスペーサを当該プレートの非摺動面側に配置する請求項1に記載のスライディングノズル装置の使用方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−177766(P2011−177766A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−45770(P2010−45770)
【出願日】平成22年3月2日(2010.3.2)
【出願人】(000170716)黒崎播磨株式会社 (314)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月2日(2010.3.2)
【出願人】(000170716)黒崎播磨株式会社 (314)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]