
スライディングノズル装置の制御方法
【課題】タンディッシュ内の溶鋼重量を適正範囲に制御するためのスライディングノズル装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにする。
【解決手段】連続鋳造において取鍋1からタンディッシュ3へ排出される溶鋼流量を調節するために、スライディングノズル装置2のプレート2aの摺動距離を制御するスライディングノズル装置の制御方法であって、タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくする。
【解決手段】連続鋳造において取鍋1からタンディッシュ3へ排出される溶鋼流量を調節するために、スライディングノズル装置2のプレート2aの摺動距離を制御するスライディングノズル装置の制御方法であって、タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続鋳造において取鍋(以下「LD」という。)からタンディッシュ(以下「TD」という。)へ排出される溶鋼流量を調節するために、スライディングノズル装置(以下「SN装置」という。)のプレートの摺動距離を制御するSN装置の制御方法に関する。
【背景技術】
【0002】
連続鋳造においてLDからTDへ排出される溶鋼流量は、SN装置によって調節される。具体的にはSN装置のプレートを開方向又は閉方向に摺動させ、SN装置の開度を変更することによって溶鋼流量を調節する。
【0003】
このようにSN装置のプレートは、溶鋼流量を調節するために摺動され、かつ溶鋼と直接接触するため、機械的衝撃及び熱により損耗しやすく、耐用限界(寿命)に至れば交換される。そこで従来から、プレートの使用による損耗を低減し、寿命を延ばすことが望まれており、そのために、SN装置の制御方法においてプレートの摺動回数をできるだけ少なくすることが求められている。
【0004】
SN装置の制御方法としては、従来、TD内の溶鋼重量を測定し、その測定値と基準設定値との間の偏差や溶鋼重量の変化率に応じてプレートを摺動させる方法が知られている(例えば特許文献1〜3)。例えば、プレートの摺動距離を大と小の2種類設定しておき、偏差や変化率の大きさに応じて、プレートを大と小のいずれかの摺動距離で摺動させるようにしている。
【0005】
このように、従来の制御方法では、TD内の溶鋼重量の基準設定値との偏差や変化率に応じて、TD内の溶鋼重量が一定となるようにプレートを摺動させるようにしているが、その際、LDのヘッド(溶鋼ヘッド)の影響はまったく考慮されていない、
【0006】
SN装置の開度が同じであっても、LDのヘッドが変わると溶鋼流量は変化する。すなわち、SN装置の開度が同じであっても、LDのヘッドが高い鋳造初期では溶鋼流量は多くなり、LDのヘッドが低い鋳造後期では溶鋼流量は少なくなる。このようなLDのヘッドによる溶鋼流量の変動を考慮せずに、単にプレートの摺動距離を制御してSN装置の開度を調節するだけでは、TD内の溶鋼重量を適正範囲に制御することは困難で、結果としてプレートの摺動回数が多くなり、プレートの損耗が進むという事態を招いていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭57−152358号公報
【特許文献2】特開昭62−158556号公報
【特許文献3】特開昭62−158557号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、TD内の溶鋼重量を適正範囲に制御するためのSN装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにすることにある。
【課題を解決するための手段】
【0009】
本発明は、連続鋳造においてLDからTDへ排出される溶鋼流量を調節するために、SN装置のプレートの摺動距離を制御するSN装置の制御方法であって、TDの重量変化率からTD重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、LDのヘッドの下降に伴い、プレートの摺動距離を大きくすることを特徴とする。
【発明の効果】
【0010】
本発明の制御方法は、SN装置のプレートを開方向又は閉方向に摺動させる段階において、LDのヘッドの影響を考慮してプレートの摺動距離を決定する。具体的にはLDのヘッドの下降に伴い、プレートの摺動距離を大きくする。これにより、1回のプレート摺動により、TD内の溶鋼重量を適正範囲に制御できるようになる。結果として、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができる。
【図面の簡単な説明】
【0011】
【図1】本発明の制御方法を適用する連続鋳造設備の概念図である。
【図2】本発明の制御方法の概念図で、(a)はTD重量の変化、(b)はLD重量の変化、(c)はSN装置の開度を示す。
【図3】本発明の制御方法に基づくシミュレーション計算の結果を示す。
【図4】従来の制御方法に基づくシミュレーション計算の結果を示す。
【発明を実施するための形態】
【0012】
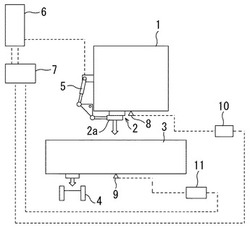
図1は、本発明の制御方法を適用する連続鋳造設備の概念図である。図1において、1はLD、2はSN装置、2aはプレート、3はTD、4は鋳型、5はSN駆動シリンダー、6はSN装置駆動制御盤、7は演算装置、8,9はロードセル、10,11はアンプである。
【0013】
鋳造開始時は、手動又は専用の自動開始プログラムなどにより、TD3の重量が目標重量の近傍となり、かつSN装置2の開度が理論開度(鋳造開始時のLD1の重量から計算されるヘッドにおいてSN装置2の溶鋼流量が、TD3からの溶鋼排出量と同じとなるSN装置2の開度)近傍となるように調整し、その調整が終わった時点で本発明の制御方法を開始する。
【0014】
本発明の制御方法では、サンプリング時間t秒毎に、ロードセル8によりLD1の重量を測定すると共に、ロードセル9によりTD3の重量を測定する。そして演算装置7にて、LD1の重量からLD1のヘッドを求め、TD3の重量からTD3の重量変化率を求める。ここで、サンプリング時間tは、TD3の重量変化を感知してSN装置2を動作させるのに適当な時間を設定する。通常、0.1秒未満の時間では、TD3の重量変化をロードセル9で検知するのに十分でない。また、時間を長く設定しすぎると、TD3の重量変化に追いつけず、目標重量範囲に制御することができなくなくなる。したがって、サンプリング時間tは0.1〜10秒程度とすることが好ましく、操業条件によってその範囲内で設定する。なお、LD1のヘッド及びTD3の重量変化率を求めるために使用するロードセル8及び9の測定データとしては、異常値を排除するために連続する複数のサンプリング点を平均した平均値を使用することが好ましい。
【0015】
次に、TD3の重量変化率に基づき、演算装置7にてTD重量の許容範囲(上限又は下限)に到達するまでの時間ΔTを求め、そのΔTが所定値以下になった場合、SN装置駆動制御盤6からの指令により、SN駆動シリンダー5によってSN装置2のプレート2aを開方向又は閉方向に摺動させる。ここで、前記所定値は前記サンプリング時間tの3〜20倍の範囲で状況に応じ適宜設定する。
【0016】
プレート2aの摺動距離は、LD1のヘッドに応じて変化させる。すなわち、LD1のヘッドが下降するに従い、プレート2aの摺動距離を大きくする。具体的には、LD1のヘッドを3〜5段階程度に分け、その段階に対応させてプレート2aの摺動距離を設定し、プレート2aの摺動距離を段階的に大きくする。
【0017】
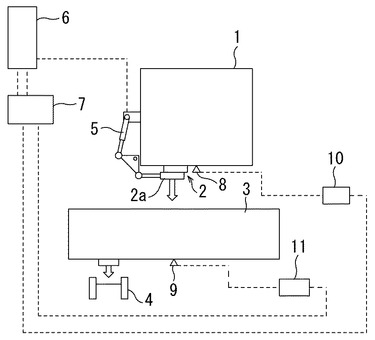
図2は、本発明の制御方法の概念図で、(a)はTD重量の変化、(b)はLD重量の変化、(c)はSN装置の開度を示す。図2(b)に示すLD重量はLDヘッドに対応し、図2(c)に示すSN装置の開度はプレートの摺動距離に対応する。
【0018】
図2(a)に示すように、理想的な制御状態では、SN装置のプレートを開方向に摺動させた後、LDヘッドの下降と共に溶鋼流量は徐々に減少していき、TD重量の上限値に達する前に自然に飽和してTD重量は減少に転じる。すなわち、ΔTが十分に大きい場合、プレートを閉方向に摺動させなくても、LDヘッドの下降に伴う溶鋼流量の減少で自然に飽和してTD重量は減少に転じる。そして、TD重量が減少に転じた後に、ΔTが所定値以下になったら、プレートを開方向に摺動させる。このときのプレートの摺動距離は、上述のとおり、LDヘッドの下降に伴い、段階的に大きくする。図2の例では、LDヘッドをA〜Cの3段階に分け、それぞれの段階におけるプレートの摺動距離L1〜L3を、L1<L2<L3としている。このような制御を行うことで、制御開始から鋳造終了までの間、プレートを閉方向に摺動させることなく、TD重量を許容範囲内に維持することができる。したがって、プレートの摺動回数(摺動距離)を必要最小限に抑えることができる。
【0019】
なお、図2の説明では、LDヘッドの減少に従い、プレートの摺動距離を段階的に大きくするようにしたが、LDヘッドの減少に従い、無段階で連続的にプレートの摺動距離を大きくすることもできる。
【実施例】
【0020】
シミュレーション計算により、本発明の制御方法(本発明法)と従来の制御方法(従来法)を比較した。
【0021】
このシミュレーション計算では、SN装置の溶鋼流量Gを次式により求めた。
G=Kρ(π/4)d2(2gh)1/2
ここで、Kは補正係数で0.9、
ρは溶鋼密度で7t/m3、
dはSN装置のノズル口径で0.09m、
gは重力加速度で9.8m/s2、
hはLDベッド、である。
【0022】
なお、LDベッド(h)はLD重量から計算した。鋳造開始時のLD重量は250t、LDヘッドは3.8mとした。また、SN装置の初期開度は、上述の理論開度に基づき、25.13%とした。
【0023】
また、シミュレーション計算では、TDからの吐出流量は、鋳型のサイズと鋳片の引き抜き速度から一定(4.2t/min)とした。したがって、SN装置の溶鋼流量GだけがTD重量を変化させることになる。
【0024】
以上の条件の下、TD目標重量を50t、TD重量の上限値を50.5t、下限値を49.5tとして、本発明法と従来法に基づくシミュレーション計算を行った。
【0025】
本発明法では、その時点のTD重量変化率を計算し、TD重量の上限値又は下限値に達するまでの到達時間が1分を切ったら、補正する方向にSN装置のプレートを摺動させる。その摺動距離は、LDヘッドが初期の半分までは2mm、1/3までは3mm、1/6までは4mm、以降5mmとする。
【0026】
従来法では、TD目標重量を50tに対し、±0.2%の不感帯を越えてさらに目標から遠ざかる変化をしていたら、補正する方向にSN装置のプレートを摺動させる。その摺動距離は、TD重量変化率が1ton/min以下の場合は2mm、TD重量変化率が1ton/minを超える場合、又はTD重量が上限値又は下限値を超える場合は5mmである。
【0027】
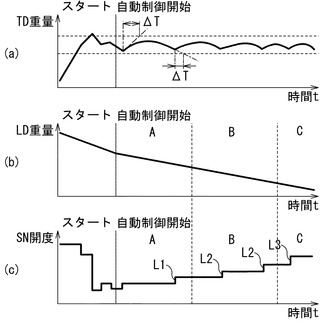
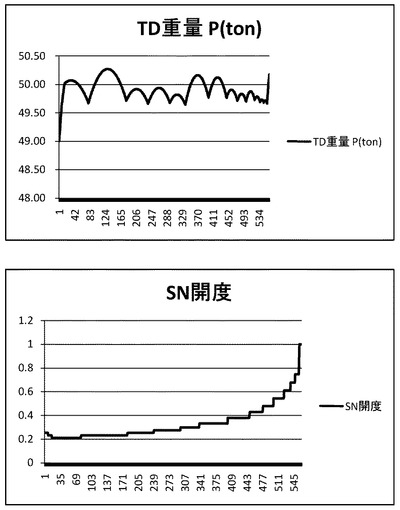
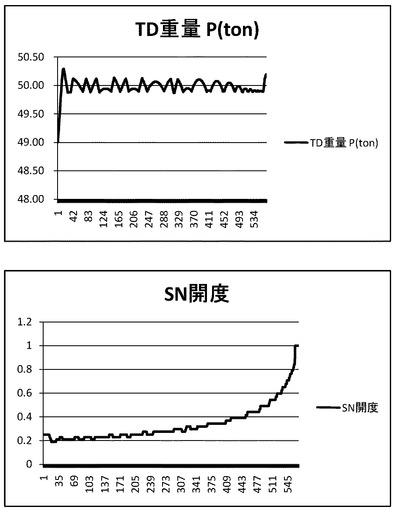
上記の本発明法に基づくシミュレーション計算の結果を図3に示し、上記の従来法に基づくシミュレーション計算の結果を図4に示す。図3及び図4において、上段はTD重量の時間変化を示し、下段はSN開度の時間変化を示す。SN装置の開度はプレートの摺動距離に対応する。
【0028】
本発明法では、図3に示すように、制御開始から鋳造終了までの間、プレートを閉方向に摺動させることなく、TD重量を許容範囲内に維持することができる。したがって、プレートの摺動回数(摺動距離)を必要最小限に抑えることができる。
【0029】
一方、従来法では、図4に示すように、プレートを摺動させる回数が多くなり、しかもプレートを開方向に摺動させることもあるので、プレートの摺動距離が大きくなる。
【符号の説明】
【0030】
1 LD
2 SN装置
2a プレート
3 TD
4 鋳型
5 SN駆動シリンダー
6 SN装置駆動制御盤
7 演算装置
8,9 ロードセル
10,11 アンプ
【技術分野】
【0001】
本発明は、連続鋳造において取鍋(以下「LD」という。)からタンディッシュ(以下「TD」という。)へ排出される溶鋼流量を調節するために、スライディングノズル装置(以下「SN装置」という。)のプレートの摺動距離を制御するSN装置の制御方法に関する。
【背景技術】
【0002】
連続鋳造においてLDからTDへ排出される溶鋼流量は、SN装置によって調節される。具体的にはSN装置のプレートを開方向又は閉方向に摺動させ、SN装置の開度を変更することによって溶鋼流量を調節する。
【0003】
このようにSN装置のプレートは、溶鋼流量を調節するために摺動され、かつ溶鋼と直接接触するため、機械的衝撃及び熱により損耗しやすく、耐用限界(寿命)に至れば交換される。そこで従来から、プレートの使用による損耗を低減し、寿命を延ばすことが望まれており、そのために、SN装置の制御方法においてプレートの摺動回数をできるだけ少なくすることが求められている。
【0004】
SN装置の制御方法としては、従来、TD内の溶鋼重量を測定し、その測定値と基準設定値との間の偏差や溶鋼重量の変化率に応じてプレートを摺動させる方法が知られている(例えば特許文献1〜3)。例えば、プレートの摺動距離を大と小の2種類設定しておき、偏差や変化率の大きさに応じて、プレートを大と小のいずれかの摺動距離で摺動させるようにしている。
【0005】
このように、従来の制御方法では、TD内の溶鋼重量の基準設定値との偏差や変化率に応じて、TD内の溶鋼重量が一定となるようにプレートを摺動させるようにしているが、その際、LDのヘッド(溶鋼ヘッド)の影響はまったく考慮されていない、
【0006】
SN装置の開度が同じであっても、LDのヘッドが変わると溶鋼流量は変化する。すなわち、SN装置の開度が同じであっても、LDのヘッドが高い鋳造初期では溶鋼流量は多くなり、LDのヘッドが低い鋳造後期では溶鋼流量は少なくなる。このようなLDのヘッドによる溶鋼流量の変動を考慮せずに、単にプレートの摺動距離を制御してSN装置の開度を調節するだけでは、TD内の溶鋼重量を適正範囲に制御することは困難で、結果としてプレートの摺動回数が多くなり、プレートの損耗が進むという事態を招いていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭57−152358号公報
【特許文献2】特開昭62−158556号公報
【特許文献3】特開昭62−158557号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、TD内の溶鋼重量を適正範囲に制御するためのSN装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにすることにある。
【課題を解決するための手段】
【0009】
本発明は、連続鋳造においてLDからTDへ排出される溶鋼流量を調節するために、SN装置のプレートの摺動距離を制御するSN装置の制御方法であって、TDの重量変化率からTD重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、LDのヘッドの下降に伴い、プレートの摺動距離を大きくすることを特徴とする。
【発明の効果】
【0010】
本発明の制御方法は、SN装置のプレートを開方向又は閉方向に摺動させる段階において、LDのヘッドの影響を考慮してプレートの摺動距離を決定する。具体的にはLDのヘッドの下降に伴い、プレートの摺動距離を大きくする。これにより、1回のプレート摺動により、TD内の溶鋼重量を適正範囲に制御できるようになる。結果として、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができる。
【図面の簡単な説明】
【0011】
【図1】本発明の制御方法を適用する連続鋳造設備の概念図である。
【図2】本発明の制御方法の概念図で、(a)はTD重量の変化、(b)はLD重量の変化、(c)はSN装置の開度を示す。
【図3】本発明の制御方法に基づくシミュレーション計算の結果を示す。
【図4】従来の制御方法に基づくシミュレーション計算の結果を示す。
【発明を実施するための形態】
【0012】
図1は、本発明の制御方法を適用する連続鋳造設備の概念図である。図1において、1はLD、2はSN装置、2aはプレート、3はTD、4は鋳型、5はSN駆動シリンダー、6はSN装置駆動制御盤、7は演算装置、8,9はロードセル、10,11はアンプである。
【0013】
鋳造開始時は、手動又は専用の自動開始プログラムなどにより、TD3の重量が目標重量の近傍となり、かつSN装置2の開度が理論開度(鋳造開始時のLD1の重量から計算されるヘッドにおいてSN装置2の溶鋼流量が、TD3からの溶鋼排出量と同じとなるSN装置2の開度)近傍となるように調整し、その調整が終わった時点で本発明の制御方法を開始する。
【0014】
本発明の制御方法では、サンプリング時間t秒毎に、ロードセル8によりLD1の重量を測定すると共に、ロードセル9によりTD3の重量を測定する。そして演算装置7にて、LD1の重量からLD1のヘッドを求め、TD3の重量からTD3の重量変化率を求める。ここで、サンプリング時間tは、TD3の重量変化を感知してSN装置2を動作させるのに適当な時間を設定する。通常、0.1秒未満の時間では、TD3の重量変化をロードセル9で検知するのに十分でない。また、時間を長く設定しすぎると、TD3の重量変化に追いつけず、目標重量範囲に制御することができなくなくなる。したがって、サンプリング時間tは0.1〜10秒程度とすることが好ましく、操業条件によってその範囲内で設定する。なお、LD1のヘッド及びTD3の重量変化率を求めるために使用するロードセル8及び9の測定データとしては、異常値を排除するために連続する複数のサンプリング点を平均した平均値を使用することが好ましい。
【0015】
次に、TD3の重量変化率に基づき、演算装置7にてTD重量の許容範囲(上限又は下限)に到達するまでの時間ΔTを求め、そのΔTが所定値以下になった場合、SN装置駆動制御盤6からの指令により、SN駆動シリンダー5によってSN装置2のプレート2aを開方向又は閉方向に摺動させる。ここで、前記所定値は前記サンプリング時間tの3〜20倍の範囲で状況に応じ適宜設定する。
【0016】
プレート2aの摺動距離は、LD1のヘッドに応じて変化させる。すなわち、LD1のヘッドが下降するに従い、プレート2aの摺動距離を大きくする。具体的には、LD1のヘッドを3〜5段階程度に分け、その段階に対応させてプレート2aの摺動距離を設定し、プレート2aの摺動距離を段階的に大きくする。
【0017】
図2は、本発明の制御方法の概念図で、(a)はTD重量の変化、(b)はLD重量の変化、(c)はSN装置の開度を示す。図2(b)に示すLD重量はLDヘッドに対応し、図2(c)に示すSN装置の開度はプレートの摺動距離に対応する。
【0018】
図2(a)に示すように、理想的な制御状態では、SN装置のプレートを開方向に摺動させた後、LDヘッドの下降と共に溶鋼流量は徐々に減少していき、TD重量の上限値に達する前に自然に飽和してTD重量は減少に転じる。すなわち、ΔTが十分に大きい場合、プレートを閉方向に摺動させなくても、LDヘッドの下降に伴う溶鋼流量の減少で自然に飽和してTD重量は減少に転じる。そして、TD重量が減少に転じた後に、ΔTが所定値以下になったら、プレートを開方向に摺動させる。このときのプレートの摺動距離は、上述のとおり、LDヘッドの下降に伴い、段階的に大きくする。図2の例では、LDヘッドをA〜Cの3段階に分け、それぞれの段階におけるプレートの摺動距離L1〜L3を、L1<L2<L3としている。このような制御を行うことで、制御開始から鋳造終了までの間、プレートを閉方向に摺動させることなく、TD重量を許容範囲内に維持することができる。したがって、プレートの摺動回数(摺動距離)を必要最小限に抑えることができる。
【0019】
なお、図2の説明では、LDヘッドの減少に従い、プレートの摺動距離を段階的に大きくするようにしたが、LDヘッドの減少に従い、無段階で連続的にプレートの摺動距離を大きくすることもできる。
【実施例】
【0020】
シミュレーション計算により、本発明の制御方法(本発明法)と従来の制御方法(従来法)を比較した。
【0021】
このシミュレーション計算では、SN装置の溶鋼流量Gを次式により求めた。
G=Kρ(π/4)d2(2gh)1/2
ここで、Kは補正係数で0.9、
ρは溶鋼密度で7t/m3、
dはSN装置のノズル口径で0.09m、
gは重力加速度で9.8m/s2、
hはLDベッド、である。
【0022】
なお、LDベッド(h)はLD重量から計算した。鋳造開始時のLD重量は250t、LDヘッドは3.8mとした。また、SN装置の初期開度は、上述の理論開度に基づき、25.13%とした。
【0023】
また、シミュレーション計算では、TDからの吐出流量は、鋳型のサイズと鋳片の引き抜き速度から一定(4.2t/min)とした。したがって、SN装置の溶鋼流量GだけがTD重量を変化させることになる。
【0024】
以上の条件の下、TD目標重量を50t、TD重量の上限値を50.5t、下限値を49.5tとして、本発明法と従来法に基づくシミュレーション計算を行った。
【0025】
本発明法では、その時点のTD重量変化率を計算し、TD重量の上限値又は下限値に達するまでの到達時間が1分を切ったら、補正する方向にSN装置のプレートを摺動させる。その摺動距離は、LDヘッドが初期の半分までは2mm、1/3までは3mm、1/6までは4mm、以降5mmとする。
【0026】
従来法では、TD目標重量を50tに対し、±0.2%の不感帯を越えてさらに目標から遠ざかる変化をしていたら、補正する方向にSN装置のプレートを摺動させる。その摺動距離は、TD重量変化率が1ton/min以下の場合は2mm、TD重量変化率が1ton/minを超える場合、又はTD重量が上限値又は下限値を超える場合は5mmである。
【0027】
上記の本発明法に基づくシミュレーション計算の結果を図3に示し、上記の従来法に基づくシミュレーション計算の結果を図4に示す。図3及び図4において、上段はTD重量の時間変化を示し、下段はSN開度の時間変化を示す。SN装置の開度はプレートの摺動距離に対応する。
【0028】
本発明法では、図3に示すように、制御開始から鋳造終了までの間、プレートを閉方向に摺動させることなく、TD重量を許容範囲内に維持することができる。したがって、プレートの摺動回数(摺動距離)を必要最小限に抑えることができる。
【0029】
一方、従来法では、図4に示すように、プレートを摺動させる回数が多くなり、しかもプレートを開方向に摺動させることもあるので、プレートの摺動距離が大きくなる。
【符号の説明】
【0030】
1 LD
2 SN装置
2a プレート
3 TD
4 鋳型
5 SN駆動シリンダー
6 SN装置駆動制御盤
7 演算装置
8,9 ロードセル
10,11 アンプ
【特許請求の範囲】
【請求項1】
連続鋳造において取鍋からタンディッシュへ排出される溶鋼流量を調節するために、スライディングノズル装置のプレートの摺動距離を制御するスライディングノズル装置の制御方法であって、
タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、
ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、
前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくすることを特徴とするスライディングノズル装置の制御方法。
【請求項2】
取鍋のヘッドを取鍋の重量から計算する請求項1に記載のスライディングノズル装置の制御方法。
【請求項3】
プレートの摺動距離は、取鍋のヘッドの下降に伴い、段階的に大きくする請求項1又は2に記載のスライディングノズル装置の制御方法。
【請求項1】
連続鋳造において取鍋からタンディッシュへ排出される溶鋼流量を調節するために、スライディングノズル装置のプレートの摺動距離を制御するスライディングノズル装置の制御方法であって、
タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、
ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、
前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくすることを特徴とするスライディングノズル装置の制御方法。
【請求項2】
取鍋のヘッドを取鍋の重量から計算する請求項1に記載のスライディングノズル装置の制御方法。
【請求項3】
プレートの摺動距離は、取鍋のヘッドの下降に伴い、段階的に大きくする請求項1又は2に記載のスライディングノズル装置の制御方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−88201(P2011−88201A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−245576(P2009−245576)
【出願日】平成21年10月26日(2009.10.26)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月26日(2009.10.26)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
[ Back to top ]