
スリットロール製造方法およびスリットロール外径測定装置
【課題】 ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置の提供。
【解決手段】 フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
【解決手段】 フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スリットロールの製造方法およびスリットロール外径測定装置に関する。
【背景技術】
【0002】
フィルムにおいては幅の広いフィルム捲回物から所望の寸法幅にスリットして出荷するのが常である。特に、ポリオレフィン製微多孔フィルムは、種々の電池用セパレータとして使用されており、電池の寸法が様々なので、その電池のサイズに合せて裁断し、コアに捲回してスリットロールとして出荷されている。特に、ポリオレフィン樹脂が有機溶媒耐性、電子絶縁性に優れることから、リチウムイオン二次電池において多用されている。
近年、リチウムイオン二次電池の主用途である携帯電話やパソコン、その他携帯機器の多機能化、軽量化、低コスト化に伴い、電池には高容量化、高エネルギー密度化、及び高生産性が強く求められている。その中で高容量化、高エネルギー化に対し、セパレータには薄フィルム化が、また高生産性に対しては高捲回速度が求められている。
【0003】
高生産性として高捲回速度を実現するためには、ポリオレフィン製微多孔フィルムのロールを巻き出したときに、巻き出し位置がずれたり、巻き出したポリオレフィン製微多孔フィルムがばたついたりすることなく、一定の状態できれいに巻き出されて電極などと併せて捲回されることが重要である。そのためには、このようなポリオレフィン製微多孔フィルムは巻き出した際に曲がりなく、繰り出されるようにスリットすることが重要である。
従来、このようなスリット条件は経験に基づき、条件だしをすることが常であった。このような経験に基づいた条件設定では、条件を確立するまでの条件だしのロスや、各ロールの検査を行い選別する工程における選別ロスが発生していた。また、たとえ条件を設定しても膜幅方向の膜厚み分布の変動により再度スリット条件を設定しなおすことも必要であった。
【0004】
従来の技術として、フィルム捲回物の膜厚み測定については、例えば、特開2002−37490号公報(特許文献1)にてフィルム捲回物の形状測定を行い、フィルム捲回物の幅方向の厚さ分布を調整することが提案されている。しかしながらこれらの文献ではフィルム捲回物の幅方向の厚さ調整を目的としており、スリット条件の決定に応用することはなかった。また、特開2004−99799号公報(特許文献2)にて最大外径と最小外径の差の小さなポリオレフィン微多孔膜について提案されているが、その測定結果を活用しスリット条件を決定することについては明言されていなかった。
また、本発明のスリットロール製造方法においては迅速にかつ多量に複数のスリットロールの外径を測定しなければならないが、このようなスリットロール外径測定装置については開示されていない。
【特許文献1】特開2002−37490号公報
【特許文献2】特開2004−99799号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者らは鋭意検討の結果、フィルムを繰り出した際のばたつき、曲がりを防止するには、コアの精度もさることながら、スリットロールのコアに捲回されたフィルムを含む総外径の最大外径と最小外径との差が密接に関係していることを見出し、最大外径と最小外径との差を小さくするために、フィルム捲回物の膜厚み情報と、該捲回物をスリットして幅方向に裁断した後の複数の各ロールごとの総外径情報とを比較した情報をもとに、フィルム捲回物の膜厚み情報から最適スリット条件を決定し、裁断することを発案し、本発明に至った。
【0007】
すなわち本発明は以下の通りである。
(1)フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
(2)総外径情報が、フィルム捲回物の膜厚み情報に対応するように各スリットロールの位置関係を一致させるために算出処理したものであることを特徴とする(1)に記載のスリットロールの製造方法。
(3)複数のスリットロールの外径を測定するための光学式寸法測定手段と、測定結果を算出判定する信号処理部と、信号処理部で算出された結果を出力する出力部とを有することを特徴とするスリットロール外径測定装置。
(4)さらに、複数のスリットロールの連続測定データからスリットロールの間隙の測定データを削除する算出処理部を備えることを特徴とする(3)に記載のスリットロール外径測定装置。
【発明の効果】
【0008】
本発明により、ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置を提供できる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について、その好ましい形態を中心に説明する。本発明において、フィルム捲回物とは、スリットする前の幅広の紙管、プラスチック管、金属管等にフィルムを捲回したものを意味し、スリットロールとは、フィルム捲回物からスリットをして裁断した後の、狭幅の紙管、プラスチック管、金属管等に裁断したフィルムを捲回したものを意味している。
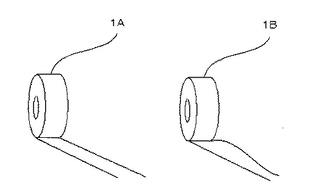
まず、良好なスリットロールについて、図1に基づいて説明する。スリットロールから捲回されたフィルムを繰り出した際に、1Bのようにフィルムがばたついたり、斜めに繰り出されたりすると、高捲回速度を実現することはできない。高捲回速度を実現するためには、フィルムのロールを巻き出したときに、曲がりなく、繰り出されるようにスリットすることが重要である。すなわち巻き取り性に優れるフィルムとは1Aに示したように繰り出した際にばたついたり、斜めに繰り出されることなく、真っ直ぐ平坦に繰り出されるフィルムをいう。
【0010】
本発明に使用する紙管、プラスチック管、金属管等のコアの精度は通常市販されている公差が±0.5mm以内が好ましく、より好ましくは±0.3mm以内である。
本発明におけるフィルム捲回物の膜厚み情報とは、ダイスの履歴を持つ、フィルムの幅方向について測定したものをいう。捲回物からサンプリングして膜厚み計にて測定することにより得ることもできるが、公知の光、レーザー、赤外線、β線、X線式等の厚み計を使用して測定し、その測定データを膜厚み情報とするのが好ましい。
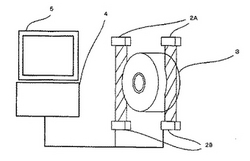
図2はスリットロールの外径を測定する部分についての基本構成部分を示したものである。すなわち投光機2Aより投光されたレーザー又は可視光を受光機2Bで受光し、スリットロール3の影を測定することにより捲回物の外径を測定する。これら投光機、受光機はレーザー寸法測定機、またはデジタル寸法測定機等として一般的に市販されているものを用いることが出来る。
【0011】
例えば、2組の投光機2Aと受光機2Bよりなる寸法測定装置をスリットロール3の回転軸方向に平行に移動させることによりスリットロールの回転軸方向全ての位置で線上に外径を測定する。寸法測定装置がスリットロール3に対して相対的に移動するのであれば、寸法測定装置を移動させてもスリットロール3を移動させても構わない。また、測定するスリットロールによっては、操作性を考慮してロールを横置きにするなどして、測定装置を作成することもできる。投光機、受光機よりなる寸法測定装置を移動させる速度は、必要なスリットロールの測定精度、測定時間などによって適宜決定する。寸法測定機で測定を行うスリットロール3の測定範囲は、スリットロールの1箇所の外径を連続的に測定すれば十分である。なぜならスリットロールの外径差はフィルムの厚みの差が何枚にも重なることによって出来ており、外径はどの位置で測定してもほとんど同一であるためである。
【0012】
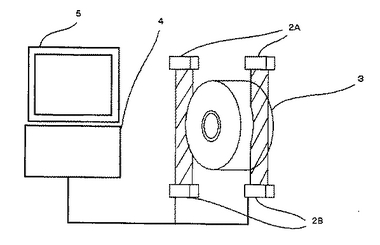
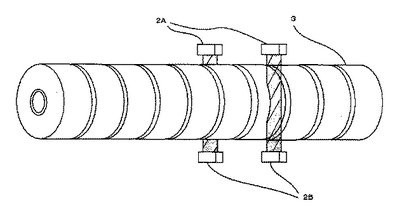
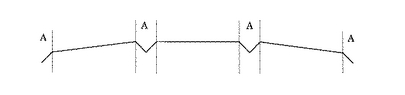
本発明において、測定機に設置するスリットロールは図3に示すように複数体設置することが好ましい。寸法測定機を精度良く稼動させるためには、スリットロールは2組の受光機2Aと受光機2Bのほぼ中央部に設置することが好ましく、2組の受光機2Aと受光機2Bの中央にスリットロールを固定するための軸などを設置してスリットロールを固定することができる。2組の受光機2Aと受光機2Bの幅を移動すれば、径の異なるスリットロールを一度に測定することも可能である。図4にはこのような複数のスリットロールを同時に測定した結果の一例を示してある。図中のAの部分はスリットロール間の間隙の測定データであり、各ロール間の断続部分を連続的に複数ロール間の連続測定データから削除する算出処理部を備えることが望ましい。そのためには、測定データの立上り、立下りの測定データを省くことにより、複数のスリットロール外径とする算出方法や、測定データの微分処理を行い、外径測定の変化の急激に起こっている部分を省くことにより複数のスリットロール外径とする算出方法をとることができる。また、スリット時に連を分けた場合、それぞれの連毎に1本の捲回軸に巻取られるので、各連の測定情報をフィルム捲回物の膜厚み情報と位置関係を一致させ、連続連の膜厚み情報として処理できる処理部を備えることが望ましい。これらの装置には測定データの表示部分を備えていてもよい。
【0013】
本発明においては、フィルム捲回物の膜厚み情報と上記のような装置により測定されたスリットロールの総外径情報とそのときのスリット条件データベースとして蓄積しておき、裁断予定のフィルム捲回物の膜厚み情報をもとに、例えば、データベースの中から類似の膜厚み情報のケースを数点検出し、その中で外径差が最小の場合のスリット条件を探し出した後、スリット条件を決定し裁断することにより、スリットロスを削減するものである。外径差については、例えば、スリットロールの総外径測定の複数のスリットロールの外径測定結果の最大値、最小値の差が一番小さくなるケースや、個別のスリットロールにおいて総外径測定結果の最大値、最小値の差が一番小さくなるケース等を選べばよい。そして、決定した条件によりスリットされたスリットロールのフィルム捲回物の膜厚み情報、スリットロールの総外径情報、スリット条件もスリット条件データベースにデータとして登録する。
【0014】
また、本発明におけるスリットロールの外径測定装置は、スリットロールの良悪の判定に使用することもできる。
【産業上の利用可能性】
【0015】
本発明のスリットロールの製造方法およびスリットロール外径測定装置は、ポリオレフィン製微多孔フィルム等のスリットロール作成に好適に利用される。
【図面の簡単な説明】
【0016】
【図1】巻き取り性に優れる捲回物1Aと巻き取り性に劣る捲回物1Bを示す模式図である。
【図2】巻き取り性測定装置の捲回物測定部と信号処理部、検査結果出力部の模式図である。
【図3】巻き取り性測定装置に複数の捲回物を設置した状態を示す模式図である。
【図4】複数のスリットロールを同時に寸法測定した結果の一例を示す線図である。
【符号の説明】
【0017】
1A 巻き取り性に優れるスリットロール
1B 巻き取り性に劣るスリットロール
2A 光学式寸法測定機の投光機
2B 光学式寸法測定機の受光機
3 スリットロール
4 信号処理部
5 検査結果出力部
【技術分野】
【0001】
本発明は、スリットロールの製造方法およびスリットロール外径測定装置に関する。
【背景技術】
【0002】
フィルムにおいては幅の広いフィルム捲回物から所望の寸法幅にスリットして出荷するのが常である。特に、ポリオレフィン製微多孔フィルムは、種々の電池用セパレータとして使用されており、電池の寸法が様々なので、その電池のサイズに合せて裁断し、コアに捲回してスリットロールとして出荷されている。特に、ポリオレフィン樹脂が有機溶媒耐性、電子絶縁性に優れることから、リチウムイオン二次電池において多用されている。
近年、リチウムイオン二次電池の主用途である携帯電話やパソコン、その他携帯機器の多機能化、軽量化、低コスト化に伴い、電池には高容量化、高エネルギー密度化、及び高生産性が強く求められている。その中で高容量化、高エネルギー化に対し、セパレータには薄フィルム化が、また高生産性に対しては高捲回速度が求められている。
【0003】
高生産性として高捲回速度を実現するためには、ポリオレフィン製微多孔フィルムのロールを巻き出したときに、巻き出し位置がずれたり、巻き出したポリオレフィン製微多孔フィルムがばたついたりすることなく、一定の状態できれいに巻き出されて電極などと併せて捲回されることが重要である。そのためには、このようなポリオレフィン製微多孔フィルムは巻き出した際に曲がりなく、繰り出されるようにスリットすることが重要である。
従来、このようなスリット条件は経験に基づき、条件だしをすることが常であった。このような経験に基づいた条件設定では、条件を確立するまでの条件だしのロスや、各ロールの検査を行い選別する工程における選別ロスが発生していた。また、たとえ条件を設定しても膜幅方向の膜厚み分布の変動により再度スリット条件を設定しなおすことも必要であった。
【0004】
従来の技術として、フィルム捲回物の膜厚み測定については、例えば、特開2002−37490号公報(特許文献1)にてフィルム捲回物の形状測定を行い、フィルム捲回物の幅方向の厚さ分布を調整することが提案されている。しかしながらこれらの文献ではフィルム捲回物の幅方向の厚さ調整を目的としており、スリット条件の決定に応用することはなかった。また、特開2004−99799号公報(特許文献2)にて最大外径と最小外径の差の小さなポリオレフィン微多孔膜について提案されているが、その測定結果を活用しスリット条件を決定することについては明言されていなかった。
また、本発明のスリットロール製造方法においては迅速にかつ多量に複数のスリットロールの外径を測定しなければならないが、このようなスリットロール外径測定装置については開示されていない。
【特許文献1】特開2002−37490号公報
【特許文献2】特開2004−99799号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者らは鋭意検討の結果、フィルムを繰り出した際のばたつき、曲がりを防止するには、コアの精度もさることながら、スリットロールのコアに捲回されたフィルムを含む総外径の最大外径と最小外径との差が密接に関係していることを見出し、最大外径と最小外径との差を小さくするために、フィルム捲回物の膜厚み情報と、該捲回物をスリットして幅方向に裁断した後の複数の各ロールごとの総外径情報とを比較した情報をもとに、フィルム捲回物の膜厚み情報から最適スリット条件を決定し、裁断することを発案し、本発明に至った。
【0007】
すなわち本発明は以下の通りである。
(1)フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
(2)総外径情報が、フィルム捲回物の膜厚み情報に対応するように各スリットロールの位置関係を一致させるために算出処理したものであることを特徴とする(1)に記載のスリットロールの製造方法。
(3)複数のスリットロールの外径を測定するための光学式寸法測定手段と、測定結果を算出判定する信号処理部と、信号処理部で算出された結果を出力する出力部とを有することを特徴とするスリットロール外径測定装置。
(4)さらに、複数のスリットロールの連続測定データからスリットロールの間隙の測定データを削除する算出処理部を備えることを特徴とする(3)に記載のスリットロール外径測定装置。
【発明の効果】
【0008】
本発明により、ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置を提供できる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について、その好ましい形態を中心に説明する。本発明において、フィルム捲回物とは、スリットする前の幅広の紙管、プラスチック管、金属管等にフィルムを捲回したものを意味し、スリットロールとは、フィルム捲回物からスリットをして裁断した後の、狭幅の紙管、プラスチック管、金属管等に裁断したフィルムを捲回したものを意味している。
まず、良好なスリットロールについて、図1に基づいて説明する。スリットロールから捲回されたフィルムを繰り出した際に、1Bのようにフィルムがばたついたり、斜めに繰り出されたりすると、高捲回速度を実現することはできない。高捲回速度を実現するためには、フィルムのロールを巻き出したときに、曲がりなく、繰り出されるようにスリットすることが重要である。すなわち巻き取り性に優れるフィルムとは1Aに示したように繰り出した際にばたついたり、斜めに繰り出されることなく、真っ直ぐ平坦に繰り出されるフィルムをいう。
【0010】
本発明に使用する紙管、プラスチック管、金属管等のコアの精度は通常市販されている公差が±0.5mm以内が好ましく、より好ましくは±0.3mm以内である。
本発明におけるフィルム捲回物の膜厚み情報とは、ダイスの履歴を持つ、フィルムの幅方向について測定したものをいう。捲回物からサンプリングして膜厚み計にて測定することにより得ることもできるが、公知の光、レーザー、赤外線、β線、X線式等の厚み計を使用して測定し、その測定データを膜厚み情報とするのが好ましい。
図2はスリットロールの外径を測定する部分についての基本構成部分を示したものである。すなわち投光機2Aより投光されたレーザー又は可視光を受光機2Bで受光し、スリットロール3の影を測定することにより捲回物の外径を測定する。これら投光機、受光機はレーザー寸法測定機、またはデジタル寸法測定機等として一般的に市販されているものを用いることが出来る。
【0011】
例えば、2組の投光機2Aと受光機2Bよりなる寸法測定装置をスリットロール3の回転軸方向に平行に移動させることによりスリットロールの回転軸方向全ての位置で線上に外径を測定する。寸法測定装置がスリットロール3に対して相対的に移動するのであれば、寸法測定装置を移動させてもスリットロール3を移動させても構わない。また、測定するスリットロールによっては、操作性を考慮してロールを横置きにするなどして、測定装置を作成することもできる。投光機、受光機よりなる寸法測定装置を移動させる速度は、必要なスリットロールの測定精度、測定時間などによって適宜決定する。寸法測定機で測定を行うスリットロール3の測定範囲は、スリットロールの1箇所の外径を連続的に測定すれば十分である。なぜならスリットロールの外径差はフィルムの厚みの差が何枚にも重なることによって出来ており、外径はどの位置で測定してもほとんど同一であるためである。
【0012】
本発明において、測定機に設置するスリットロールは図3に示すように複数体設置することが好ましい。寸法測定機を精度良く稼動させるためには、スリットロールは2組の受光機2Aと受光機2Bのほぼ中央部に設置することが好ましく、2組の受光機2Aと受光機2Bの中央にスリットロールを固定するための軸などを設置してスリットロールを固定することができる。2組の受光機2Aと受光機2Bの幅を移動すれば、径の異なるスリットロールを一度に測定することも可能である。図4にはこのような複数のスリットロールを同時に測定した結果の一例を示してある。図中のAの部分はスリットロール間の間隙の測定データであり、各ロール間の断続部分を連続的に複数ロール間の連続測定データから削除する算出処理部を備えることが望ましい。そのためには、測定データの立上り、立下りの測定データを省くことにより、複数のスリットロール外径とする算出方法や、測定データの微分処理を行い、外径測定の変化の急激に起こっている部分を省くことにより複数のスリットロール外径とする算出方法をとることができる。また、スリット時に連を分けた場合、それぞれの連毎に1本の捲回軸に巻取られるので、各連の測定情報をフィルム捲回物の膜厚み情報と位置関係を一致させ、連続連の膜厚み情報として処理できる処理部を備えることが望ましい。これらの装置には測定データの表示部分を備えていてもよい。
【0013】
本発明においては、フィルム捲回物の膜厚み情報と上記のような装置により測定されたスリットロールの総外径情報とそのときのスリット条件データベースとして蓄積しておき、裁断予定のフィルム捲回物の膜厚み情報をもとに、例えば、データベースの中から類似の膜厚み情報のケースを数点検出し、その中で外径差が最小の場合のスリット条件を探し出した後、スリット条件を決定し裁断することにより、スリットロスを削減するものである。外径差については、例えば、スリットロールの総外径測定の複数のスリットロールの外径測定結果の最大値、最小値の差が一番小さくなるケースや、個別のスリットロールにおいて総外径測定結果の最大値、最小値の差が一番小さくなるケース等を選べばよい。そして、決定した条件によりスリットされたスリットロールのフィルム捲回物の膜厚み情報、スリットロールの総外径情報、スリット条件もスリット条件データベースにデータとして登録する。
【0014】
また、本発明におけるスリットロールの外径測定装置は、スリットロールの良悪の判定に使用することもできる。
【産業上の利用可能性】
【0015】
本発明のスリットロールの製造方法およびスリットロール外径測定装置は、ポリオレフィン製微多孔フィルム等のスリットロール作成に好適に利用される。
【図面の簡単な説明】
【0016】
【図1】巻き取り性に優れる捲回物1Aと巻き取り性に劣る捲回物1Bを示す模式図である。
【図2】巻き取り性測定装置の捲回物測定部と信号処理部、検査結果出力部の模式図である。
【図3】巻き取り性測定装置に複数の捲回物を設置した状態を示す模式図である。
【図4】複数のスリットロールを同時に寸法測定した結果の一例を示す線図である。
【符号の説明】
【0017】
1A 巻き取り性に優れるスリットロール
1B 巻き取り性に劣るスリットロール
2A 光学式寸法測定機の投光機
2B 光学式寸法測定機の受光機
3 スリットロール
4 信号処理部
5 検査結果出力部
【特許請求の範囲】
【請求項1】
フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
【請求項2】
総外径情報が、フィルム捲回物の膜厚み情報に対応するように各スリットロールの位置関係を一致させるために算出処理したものであることを特徴とする請求項1に記載のスリットロールの製造方法。
【請求項3】
複数のスリットロールの外径を測定するための光学式寸法測定手段と、測定結果を算出判定する信号処理部と、信号処理部で算出された結果を出力する出力部とを有することを特徴とするスリットロール外径測定装置。
【請求項4】
さらに、複数のスリットロールの連続測定データからスリットロールの間隙の測定データを削除する算出処理部を備えることを特徴とする請求項3に記載のスリットロール外径測定装置。
【請求項1】
フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
【請求項2】
総外径情報が、フィルム捲回物の膜厚み情報に対応するように各スリットロールの位置関係を一致させるために算出処理したものであることを特徴とする請求項1に記載のスリットロールの製造方法。
【請求項3】
複数のスリットロールの外径を測定するための光学式寸法測定手段と、測定結果を算出判定する信号処理部と、信号処理部で算出された結果を出力する出力部とを有することを特徴とするスリットロール外径測定装置。
【請求項4】
さらに、複数のスリットロールの連続測定データからスリットロールの間隙の測定データを削除する算出処理部を備えることを特徴とする請求項3に記載のスリットロール外径測定装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−88255(P2006−88255A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−275206(P2004−275206)
【出願日】平成16年9月22日(2004.9.22)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月22日(2004.9.22)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]