
スリーブゴムロールおよびその製造方法
【課題】熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物の巻き付きを未然に防止できるようにする。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押出フィルム・シート成型装置、ラミネート・ピンチ装置等における圧着・圧延ロールとして使用されるスリーブゴムロールおよびその製造方法に関する。
【背景技術】
【0002】
従来から押出フィルム・シート成型装置においては、圧着・圧延ロールとして、金属製やゴム製のスリーブロールが使用されている。例えば、該成型装置は、スリーブロールと、該スリーブロールに対設して設けられたキャストロールと、該キャストロールを回転駆動させる駆動源とから成り、スリーブロールおよびキャストロール間に被成型物である溶融合成樹脂材料を供給し、当該スリーブロールおよびキャストロールで挟圧して合成樹脂製のフィルム・シートを成型するのである。また、両ロールの冷却手段としては、例えばスリーブロール側に冷媒を供給することで両ロールを冷却するようにしている。
【0003】
しかしながら、金属製のスリーブロールの場合、当該スリーブロール自体に柔軟性がないため、被成型物である樹脂素材によるフィルム・シートが薄くなったり、幅方向に厚み誤差があると圧延や圧着が不可能となったりする。
【0004】
一方、ゴム製のスリーブロールの場合、圧着・圧延での被成型物の厚みムラは解消できるが、表面がゴム材質のため被成型物である高温度の樹脂には対応できない。例えば、圧着・圧延時にゴム製のスリーブロールの温度が上昇し、被成型物の樹脂が当該スリーブロールに付着し巻き付いてしまうことで成型が不能となる。しかも、このようなゴム材質による表面では、金属面のような鏡面や彫刻パターン等の転写も不可能である。
【0005】
このため、従来では、特許文献1に開示されているように、熱可塑性樹脂を原料とし、少なくとも片面が平滑面であるプラスチックシートを押出成形するための押出シート成形用ロールの製造方法が存在する。すなわち、押出シート成形用ロールは、電気鋳造法によって得られたニッケルを主成分とする継目なしのチューブ状物と、該チューブ状物を覆うクロムを主成分とする被膜とから成るチューブ状金属層内に、軸芯部を覆うゴム層を冷却収縮させて挿入し摩擦力で固定することによって製造されるとする。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3795999号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、この従来の特許文献1によるものでは、押出シート成形用ロールの軸芯部を覆うゴム層自体に断熱性があるため、ニッケルを主成分とするチューブ状物を覆うクロムを主成分とするチューブ状金属層の温度が上昇した際に、例えば軸芯部側からの冷却媒体によってこれを冷却するのに長い時間が掛かってしまう。しかも、被成型物である樹脂素材によるフィルム・シートが押出シート成形用ロールに巻き付いてしまい成型が不能となると同時に、彫刻パターンの転写も不可能となる問題点を有していた。
【0008】
そこで、本発明は叙上のような従来存した諸事情に鑑み創出されたもので、熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、しかも使用時において被成型物の巻き付きを未然に防止することができるスリーブゴムロールおよびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決するために、本発明にあってのスリーブゴムロールは、加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌して成るスリーブゴムロール1において、ゴムロール4内に、例えば粉末状、片状もしくは線状等の熱伝導金属6を混入して成ることを特徴とする。
軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成るものとできる。
また、軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12b使用によるズレ防止装置11を備えたものとできる。
一方、本発明にあってのスリーブゴムロールの製造方法は、熱伝導金属6を混入して成るゴムロール4を形成する工程と、当該ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する工程と、ゴムロール4にスリーブ5を外嵌する工程とから成ることを特徴とする。
スリーブ5は、当該スリーブ5を加熱膨張させてからゴムロール4に外嵌するものとすることができる。
軸芯部2は、加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてからゴムロール4内に当該軸芯部2を挿入するものとすることができる。
【0010】
以上のように構成された本発明に係るスリーブゴムロール1にあって、熱伝導金属6を混入して成るゴムロール4は、被成型物の圧着・圧延時において軸芯部2の例えば金属ロール内管2aと金属ロール外管2bとの間を流れる加熱媒体により、スリーブ5に熱を伝達させる。また、スリーブ5で発生する熱を軸芯部2側に伝導させ、例えば金属ロール内管2aと金属ロール外管2bとの間を流れる冷却媒体によって吸熱させる。
また、ズレ防止装置11は、軸芯部2に対しスリーブ5の位置がズレた際に、テンションバネ12a,12bの収縮・伸張に対する反撥力により当該スリーブ5を元位置に自己復帰させる。
一方、スリーブゴムロール1の製造方法にあって、熱伝導金属6を混入して成るゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入し、さらにゴムロール4にスリーブ5を外嵌することで、スリーブ5と軸芯部2との間に熱伝導性ゴムによる熱伝導路を形成させ、軸芯部2における加熱媒体によるスリーブ5表面の高効率な加熱、軸芯部2における冷却媒体によるスリーブ5表面の高効率な冷却それぞれが可能となるスリーブゴムロール1を形成させる。
加熱膨張したスリーブ5は、内径が若干大きくなることでゴムロール4外周へのスリーブ5自体のスムーズな外嵌を可能にさせる。
加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させた軸芯部2は、当該軸芯部2のゴムロール4内へのスムーズな挿入を可能にさせる。
【発明の効果】
【0011】
本発明によれば、熱伝導性の良いゴムを使用することでスリーブ5表面の高効率で且つ迅速な加熱・冷却が可能となり、しかも使用時において被成型物の巻き付きを未然に防止することができる。
【0012】
すなわち、これは本発明に係るスリーブゴムロール1が、ゴムロール4内に熱伝導金属6を混入して成るからであり、これにより、スリーブ5表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物である樹脂素材によるフィルム・シートのスリーブゴムロール1に対する巻き付きを確実に防止することができる。しかも、最上面でのスリーブ5の存在によって彫刻パターンの転写も可能となる。
【0013】
軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成るので、スリーブ5表面の安定した温度制御が容易に行える。
【0014】
軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12b使用によるズレ防止装置11を備えたので、軸芯部2に対しスリーブ5がずれた際に、テンションバネ12a,12bにより当該スリーブ5を元位置に自己復帰させることで、長尺なフィルム・シートを挟圧して搬送するときに生じるスリーブ5の位置ずれを確実に防止することができる。
【0015】
一方、本発明に係るスリーブゴムロール1の製造方法にあっては、熱伝導金属6を混入して成るゴムロール4を形成する工程と、当該ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する工程と、ゴムロール4にスリーブ5を外嵌する工程とから成るので、軸芯部2における加熱・冷却媒体によりスリーブ5表面の高効率で迅速な加熱・冷却が可能となり、これによってスリーブ5表面の安定した温度制御が行えるスリーブゴムロール1を容易に形成することができる
【0016】
スリーブ5は、当該スリーブ5を加熱膨張させてからゴムロール4に外嵌するので、ゴムロール4側にダメージを与えずに、またスリーブ5自体の加熱膨張が外嵌作業中でも容易であることと相俟ち、スリーブ5を円滑に外嵌することができる。しかも、ゴムロール4に外嵌後では収縮することでスリーブ5をゴムロール4に強固に一体化させることができ、成型時の回転動作の追随性も良好である。
【0017】
軸芯部2は、加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてから当該軸芯部2をゴムロール4に挿入させるので、ゴムロール4にダメージを与えずに容易に軸芯部2を挿入することができる。
【0018】
尚、上記の課題を解決するための手段、発明の効果の項それぞれにおいて付記した符号は、図面中に記載した構成各部を示す部分との参照を容易にするために付したもので、図面中の符号によって示された構造・形状に本発明が限定されるものではない。
【図面の簡単な説明】
【0019】
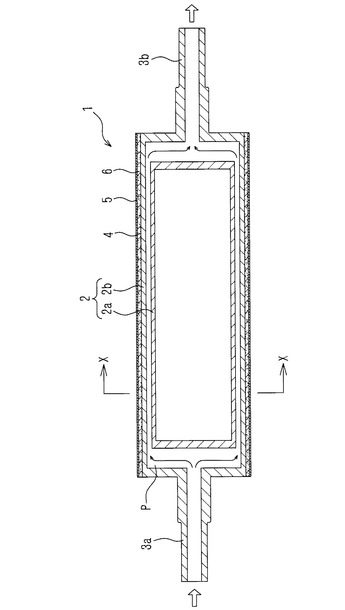
【図1】本発明を実施するための一形態におけるスリーブゴムロールの一例を示す断面図である。
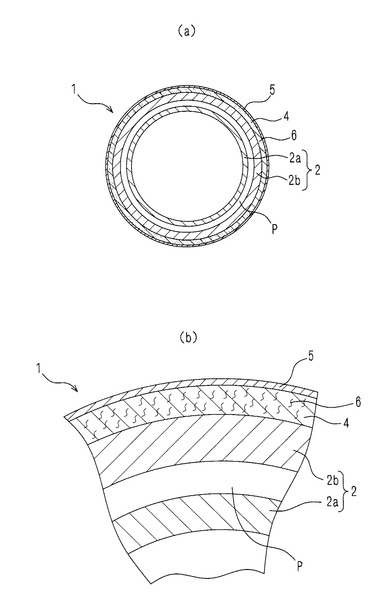
【図2】同じくスリーブゴムロールの一例を示すもので、(a)は図1のX−X断面図、(b)はその拡大された要部断面図である。
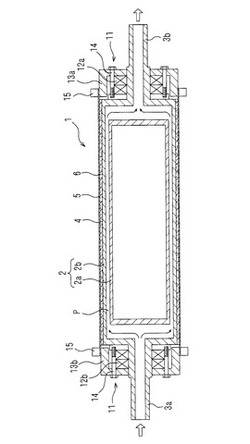
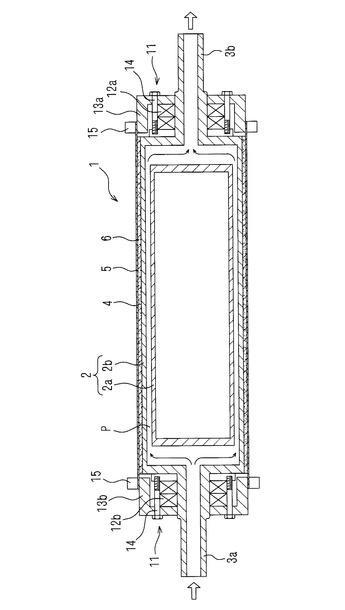
【図3】同じくスリーブゴムロールにズレ防止装置を備えた状態の断面図である。
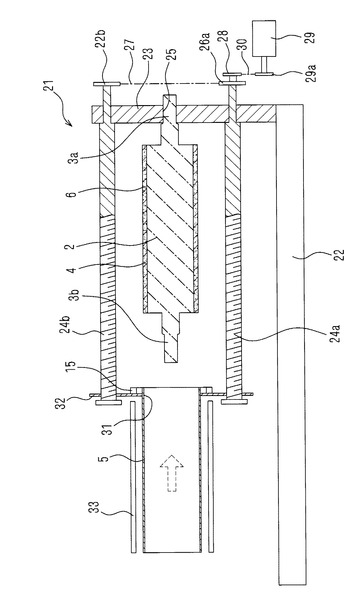
【図4】同じくゴムロールにスリーブを取り付けるときの一例を示す概略説明図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施の一形態を詳細に説明すると、図において示される符号1は、押出フィルム・シート成型装置、ラミネート・ピンチ装置等における圧着・圧延ロールとして使用されるスリーブゴムロールである。該スリーブゴムロール1は、図1および図2に示すように、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して、2重管構造となっている軸芯部2と、該軸芯部2の表面に覆設したゴムロール4と、該ゴムロール4に外嵌された薄肉パイプ状のスリーブ5とから構成されている。また、金属ロール外管2bの両端部は細長筒状の支持軸部3a,3bとなっており、一端側の支持軸部3aが加熱・冷却媒体の入口で、他端側の支持軸部3bが加熱・冷却媒体の出口となっている。
【0021】
尚、本形態においては、軸芯部2は内部に加熱・冷却媒体流路Pを形成するために金属ロール内管2aと金属ロール外管2bとの2重管構造となっているが、当該軸心部を1重管構造としたり、スクリュー溝条を各内面に付設した2重管構造とすることで加熱・冷却媒体による温度の均一化を良好にしたりする等の種々の目的に応じて構成することができる。また、加熱・冷却媒体流路Pを形成する替わりに、軸芯部2の内部に電熱機構を備えることによる加熱温度制御方式としても良い。
【0022】
ゴムロール4の内部には、例えば粉末状、片状、線状、コイル状その他の任意の形態となっている熱伝導金属6を混入してある。具体的には、例えば金属タワシ等に使用されているような細線を数ミリの長さにカットしてゴム素材に混入させるもので、熱伝導性が良好な例えばアルミニウム材とする。もとより、この熱伝導金属6の細線の太さやカットの長さ等の形態、混入量、混入・分散形態、その金属材質等は、最終的に必要となるゴム硬度やゴム耐久性に応じて決定されるもので、これらに限定されるものではない。
【0023】
ゴムロール4の材質としては、例えば耐熱性のあるシリコンゴムや耐摩耗性のあるNBRゴム等が使用されるが、被成型物たる合成樹脂製のフィルム・シート素材よりも耐熱性を有するものであれば、これに限定されることはない。
【0024】
スリーブ5の材質としては、電気鋳造法によって製造された例えばニッケルパイプ等を使用する。該ニッケルパイプは、厚さが例えば200μm〜500μm程度の薄肉のものを使用し、使用目的に応じて、表面にハードクロームメッキ、ダイヤモンドライクカーボン(DLC)、窒化処理クロームおよびフッ素系樹脂の混合コーティング処理を行う。
【0025】
もとより、スリーブ5の材質、製造方法、厚さ、表面処理方法等はこれに限るものではない。また、スリーブ5表面は、鏡面状であったり、例えばサンドブラスト等によりマット加工が施されたり、さらには彫刻等の型付け加工を施したりする場合もある。
【0026】
次に、スリーブゴムロール1の使用について説明すると、例えば押出フィルム・シート成型装置、ラミネート・ピンチ装置等におけるスリーブゴムロール1の使用に際し、スリーブ5が左右に移動してしまうのを防止するために、必要があれば、軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12bを使用したズレ防止装置11が当該軸芯部2とスリーブ5との間に備え付けられる。
【0027】
すなわち、図3に示すように、軸芯部2を構成する金属ロール外管2bの両端部は細長筒状の支持軸部3a,3bとなっており、該支持軸部3a,3bには例えばコイル状のテンションバネ12a,12bが装着され、該テンションバネ12a,12bを覆うように、断面コ字型キャップ状のテンション金具13a,13bが各支持軸部3a,3bに装着され、テンションバネ12a,12bはテンション金具13a,13bを介して所定の間隔を保持させながら複数のボルト14で固定される。また、スリーブ5自体は、当該スリーブ5の一端開口外縁部に固着したリング状の押さえカラー15によってテンション金具13a,13bのキャップ開口端外周に固定される。
【0028】
スリーブ5がテンション金具13a,13bと共に左右に移動すると、一方のテンションバネ12a(12b)は伸張し、他方のテンションバネ12b(12a)は収縮する。このとき、各テンションバネ12a,12bは元の状態に互いに伸縮されることによりスリーブ5の移動が阻止されるという所謂水平ダンパー機能としての役割を果たす。
【0029】
次に、スリーブゴムロール1の製造方法について説明すると、ゴム素材に熱伝導金属6を混入して熱伝導性のゴムロール4を形成する。そして、ゴムロール4内に、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する。このとき、軸芯部2の加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてから当該軸芯部2をゴムロール4に挿入させると良い。
【0030】
その後、ゴムロール4に薄肉パイプ状のスリーブ5を外嵌させるのであるが、ゴムロール4にダメージを与えずにスリーブ5を外嵌するためには、例えば図4に示すような挿入装置21を使用する。すなわち、挿入装置21は、架台22上の一端側に縦フレーム23を設け、該縦フレーム23の上下にネジシャフト24a,24bの各一端側が回転自在に取り付けられ、両ネジシャフト24a,24bが取り付けられている縦フレーム23の中間位置には、外周にゴムロール4が取り付けられた軸芯部2の一端側の支持軸部3a(3b)が装着される挿入孔25が形成されている。
【0031】
縦フレーム23から突き出されたネジシャフト24a,24bの各一端側にはスプロケット26a,26bが取り付けられ、該両スプロケット26a,26b間にエンドレスチェーン27が巻架され、一方側のスプロケット26aに同軸となって固着されているギア28と、駆動モータ29の出力ギア29aとが駆動チェーン30によって巻架連繋されている。
【0032】
また、両ネジシャフト24a,24bの各他端側を、中央にスリーブ挿入用開口部31を有するスリーブ引っ張り金具32の上下両端にねじ込ませてあり、駆動モータ29の作動によってネジシャフト24a,24bが回転することで、スリーブ引っ張り金具32は両ネジシャフト24a,24bに沿って左右に移動できるようにしてある。さらに、架台22上の他端側には、スリーブ5を覆うようにした円筒状の加熱ヒーター33が配されている。
【0033】
ゴムロール4にスリーブ5を外嵌する際には、先ず、駆動モータ29の逆回転駆動により、ネジシャフト24a,24bを逆方向に回転させ、スリーブ引っ張り金具32を縦フレーム23から離間した加熱ヒーター33の手前位置まで移動させておく。このとき、スリーブ5は、円筒状の加熱ヒーター33内部に挿入された状態となっている。
【0034】
そして、スリーブ引っ張り金具32のスリーブ挿入用開口部31内側にスリーブ5の一端を挿入支持し、該スリーブ5の一端開口外縁部に固着したリング状の前記押さえカラー15によってスリーブ挿入用開口部31に係止支持させる。
【0035】
一方、縦フレーム23の挿入孔25に、外周にゴムロール4が取り付けられた軸芯部2の一端側の支持軸部3a(3b)を装着し、当該軸芯部2を縦フレーム23に対して水平方向に配置する。
【0036】
加熱ヒーター33によってスリーブ5外周面を加熱し膨張させると、スリーブ5の内径は僅かに大きくなる。そして、駆動モータ29の正回転駆動により、ネジシャフト24a,24bを正方向に回転させ、スリーブ引っ張り金具32を縦フレーム23側に向けて移動させる。このとき、スリーブ挿入用開口部31に挿入支持されているスリーブ5は内径が若干大きくなった状態で軸芯部2外周のゴムロール4外周に当該スリーブ5が外嵌される。
【0037】
こうして熱伝導金属6を混入して成るゴムロール4の外側に薄肉パイプ状のスリーブ5が若干軽減されたスライド摩擦によってスムーズに外嵌されることで、ゴムロール4にスリーブ5を外嵌一体化したものとでき、当該スリーブ5表面の安定した温度制御が容易且つ迅速に行えるスリーブゴムロール1が形成される。
【符号の説明】
【0038】
P…加熱・冷却熱媒体流路
1…スリーブゴムロール 2…軸芯部
2a…金属ロール内管 2b…金属ロール外管
3a,3b…支持軸部 4…ゴムロール
5…スリーブ 6…熱伝導金属
11…ズレ防止装置 12a,12b…テンションバネ
13a,13b…テンション金具 14…ボルト
15…押さえカラー
21…挿入装置 22…架台
23…縦フレーム 24a,24b…ネジシャフト
25…挿入孔 26a,26b…スプロケット
27…エンドレスチェーン 28…ギア
29…駆動モータ 29a…出力ギア
30…駆動チェーン 31…スリーブ挿入用開口部
32…スリーブ引っ張り金具 33…加熱ヒーター
【技術分野】
【0001】
本発明は、押出フィルム・シート成型装置、ラミネート・ピンチ装置等における圧着・圧延ロールとして使用されるスリーブゴムロールおよびその製造方法に関する。
【背景技術】
【0002】
従来から押出フィルム・シート成型装置においては、圧着・圧延ロールとして、金属製やゴム製のスリーブロールが使用されている。例えば、該成型装置は、スリーブロールと、該スリーブロールに対設して設けられたキャストロールと、該キャストロールを回転駆動させる駆動源とから成り、スリーブロールおよびキャストロール間に被成型物である溶融合成樹脂材料を供給し、当該スリーブロールおよびキャストロールで挟圧して合成樹脂製のフィルム・シートを成型するのである。また、両ロールの冷却手段としては、例えばスリーブロール側に冷媒を供給することで両ロールを冷却するようにしている。
【0003】
しかしながら、金属製のスリーブロールの場合、当該スリーブロール自体に柔軟性がないため、被成型物である樹脂素材によるフィルム・シートが薄くなったり、幅方向に厚み誤差があると圧延や圧着が不可能となったりする。
【0004】
一方、ゴム製のスリーブロールの場合、圧着・圧延での被成型物の厚みムラは解消できるが、表面がゴム材質のため被成型物である高温度の樹脂には対応できない。例えば、圧着・圧延時にゴム製のスリーブロールの温度が上昇し、被成型物の樹脂が当該スリーブロールに付着し巻き付いてしまうことで成型が不能となる。しかも、このようなゴム材質による表面では、金属面のような鏡面や彫刻パターン等の転写も不可能である。
【0005】
このため、従来では、特許文献1に開示されているように、熱可塑性樹脂を原料とし、少なくとも片面が平滑面であるプラスチックシートを押出成形するための押出シート成形用ロールの製造方法が存在する。すなわち、押出シート成形用ロールは、電気鋳造法によって得られたニッケルを主成分とする継目なしのチューブ状物と、該チューブ状物を覆うクロムを主成分とする被膜とから成るチューブ状金属層内に、軸芯部を覆うゴム層を冷却収縮させて挿入し摩擦力で固定することによって製造されるとする。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3795999号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、この従来の特許文献1によるものでは、押出シート成形用ロールの軸芯部を覆うゴム層自体に断熱性があるため、ニッケルを主成分とするチューブ状物を覆うクロムを主成分とするチューブ状金属層の温度が上昇した際に、例えば軸芯部側からの冷却媒体によってこれを冷却するのに長い時間が掛かってしまう。しかも、被成型物である樹脂素材によるフィルム・シートが押出シート成形用ロールに巻き付いてしまい成型が不能となると同時に、彫刻パターンの転写も不可能となる問題点を有していた。
【0008】
そこで、本発明は叙上のような従来存した諸事情に鑑み創出されたもので、熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、しかも使用時において被成型物の巻き付きを未然に防止することができるスリーブゴムロールおよびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決するために、本発明にあってのスリーブゴムロールは、加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌して成るスリーブゴムロール1において、ゴムロール4内に、例えば粉末状、片状もしくは線状等の熱伝導金属6を混入して成ることを特徴とする。
軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成るものとできる。
また、軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12b使用によるズレ防止装置11を備えたものとできる。
一方、本発明にあってのスリーブゴムロールの製造方法は、熱伝導金属6を混入して成るゴムロール4を形成する工程と、当該ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する工程と、ゴムロール4にスリーブ5を外嵌する工程とから成ることを特徴とする。
スリーブ5は、当該スリーブ5を加熱膨張させてからゴムロール4に外嵌するものとすることができる。
軸芯部2は、加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてからゴムロール4内に当該軸芯部2を挿入するものとすることができる。
【0010】
以上のように構成された本発明に係るスリーブゴムロール1にあって、熱伝導金属6を混入して成るゴムロール4は、被成型物の圧着・圧延時において軸芯部2の例えば金属ロール内管2aと金属ロール外管2bとの間を流れる加熱媒体により、スリーブ5に熱を伝達させる。また、スリーブ5で発生する熱を軸芯部2側に伝導させ、例えば金属ロール内管2aと金属ロール外管2bとの間を流れる冷却媒体によって吸熱させる。
また、ズレ防止装置11は、軸芯部2に対しスリーブ5の位置がズレた際に、テンションバネ12a,12bの収縮・伸張に対する反撥力により当該スリーブ5を元位置に自己復帰させる。
一方、スリーブゴムロール1の製造方法にあって、熱伝導金属6を混入して成るゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入し、さらにゴムロール4にスリーブ5を外嵌することで、スリーブ5と軸芯部2との間に熱伝導性ゴムによる熱伝導路を形成させ、軸芯部2における加熱媒体によるスリーブ5表面の高効率な加熱、軸芯部2における冷却媒体によるスリーブ5表面の高効率な冷却それぞれが可能となるスリーブゴムロール1を形成させる。
加熱膨張したスリーブ5は、内径が若干大きくなることでゴムロール4外周へのスリーブ5自体のスムーズな外嵌を可能にさせる。
加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させた軸芯部2は、当該軸芯部2のゴムロール4内へのスムーズな挿入を可能にさせる。
【発明の効果】
【0011】
本発明によれば、熱伝導性の良いゴムを使用することでスリーブ5表面の高効率で且つ迅速な加熱・冷却が可能となり、しかも使用時において被成型物の巻き付きを未然に防止することができる。
【0012】
すなわち、これは本発明に係るスリーブゴムロール1が、ゴムロール4内に熱伝導金属6を混入して成るからであり、これにより、スリーブ5表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物である樹脂素材によるフィルム・シートのスリーブゴムロール1に対する巻き付きを確実に防止することができる。しかも、最上面でのスリーブ5の存在によって彫刻パターンの転写も可能となる。
【0013】
軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成るので、スリーブ5表面の安定した温度制御が容易に行える。
【0014】
軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12b使用によるズレ防止装置11を備えたので、軸芯部2に対しスリーブ5がずれた際に、テンションバネ12a,12bにより当該スリーブ5を元位置に自己復帰させることで、長尺なフィルム・シートを挟圧して搬送するときに生じるスリーブ5の位置ずれを確実に防止することができる。
【0015】
一方、本発明に係るスリーブゴムロール1の製造方法にあっては、熱伝導金属6を混入して成るゴムロール4を形成する工程と、当該ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する工程と、ゴムロール4にスリーブ5を外嵌する工程とから成るので、軸芯部2における加熱・冷却媒体によりスリーブ5表面の高効率で迅速な加熱・冷却が可能となり、これによってスリーブ5表面の安定した温度制御が行えるスリーブゴムロール1を容易に形成することができる
【0016】
スリーブ5は、当該スリーブ5を加熱膨張させてからゴムロール4に外嵌するので、ゴムロール4側にダメージを与えずに、またスリーブ5自体の加熱膨張が外嵌作業中でも容易であることと相俟ち、スリーブ5を円滑に外嵌することができる。しかも、ゴムロール4に外嵌後では収縮することでスリーブ5をゴムロール4に強固に一体化させることができ、成型時の回転動作の追随性も良好である。
【0017】
軸芯部2は、加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてから当該軸芯部2をゴムロール4に挿入させるので、ゴムロール4にダメージを与えずに容易に軸芯部2を挿入することができる。
【0018】
尚、上記の課題を解決するための手段、発明の効果の項それぞれにおいて付記した符号は、図面中に記載した構成各部を示す部分との参照を容易にするために付したもので、図面中の符号によって示された構造・形状に本発明が限定されるものではない。
【図面の簡単な説明】
【0019】
【図1】本発明を実施するための一形態におけるスリーブゴムロールの一例を示す断面図である。
【図2】同じくスリーブゴムロールの一例を示すもので、(a)は図1のX−X断面図、(b)はその拡大された要部断面図である。
【図3】同じくスリーブゴムロールにズレ防止装置を備えた状態の断面図である。
【図4】同じくゴムロールにスリーブを取り付けるときの一例を示す概略説明図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施の一形態を詳細に説明すると、図において示される符号1は、押出フィルム・シート成型装置、ラミネート・ピンチ装置等における圧着・圧延ロールとして使用されるスリーブゴムロールである。該スリーブゴムロール1は、図1および図2に示すように、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して、2重管構造となっている軸芯部2と、該軸芯部2の表面に覆設したゴムロール4と、該ゴムロール4に外嵌された薄肉パイプ状のスリーブ5とから構成されている。また、金属ロール外管2bの両端部は細長筒状の支持軸部3a,3bとなっており、一端側の支持軸部3aが加熱・冷却媒体の入口で、他端側の支持軸部3bが加熱・冷却媒体の出口となっている。
【0021】
尚、本形態においては、軸芯部2は内部に加熱・冷却媒体流路Pを形成するために金属ロール内管2aと金属ロール外管2bとの2重管構造となっているが、当該軸心部を1重管構造としたり、スクリュー溝条を各内面に付設した2重管構造とすることで加熱・冷却媒体による温度の均一化を良好にしたりする等の種々の目的に応じて構成することができる。また、加熱・冷却媒体流路Pを形成する替わりに、軸芯部2の内部に電熱機構を備えることによる加熱温度制御方式としても良い。
【0022】
ゴムロール4の内部には、例えば粉末状、片状、線状、コイル状その他の任意の形態となっている熱伝導金属6を混入してある。具体的には、例えば金属タワシ等に使用されているような細線を数ミリの長さにカットしてゴム素材に混入させるもので、熱伝導性が良好な例えばアルミニウム材とする。もとより、この熱伝導金属6の細線の太さやカットの長さ等の形態、混入量、混入・分散形態、その金属材質等は、最終的に必要となるゴム硬度やゴム耐久性に応じて決定されるもので、これらに限定されるものではない。
【0023】
ゴムロール4の材質としては、例えば耐熱性のあるシリコンゴムや耐摩耗性のあるNBRゴム等が使用されるが、被成型物たる合成樹脂製のフィルム・シート素材よりも耐熱性を有するものであれば、これに限定されることはない。
【0024】
スリーブ5の材質としては、電気鋳造法によって製造された例えばニッケルパイプ等を使用する。該ニッケルパイプは、厚さが例えば200μm〜500μm程度の薄肉のものを使用し、使用目的に応じて、表面にハードクロームメッキ、ダイヤモンドライクカーボン(DLC)、窒化処理クロームおよびフッ素系樹脂の混合コーティング処理を行う。
【0025】
もとより、スリーブ5の材質、製造方法、厚さ、表面処理方法等はこれに限るものではない。また、スリーブ5表面は、鏡面状であったり、例えばサンドブラスト等によりマット加工が施されたり、さらには彫刻等の型付け加工を施したりする場合もある。
【0026】
次に、スリーブゴムロール1の使用について説明すると、例えば押出フィルム・シート成型装置、ラミネート・ピンチ装置等におけるスリーブゴムロール1の使用に際し、スリーブ5が左右に移動してしまうのを防止するために、必要があれば、軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰させるテンションバネ12a,12bを使用したズレ防止装置11が当該軸芯部2とスリーブ5との間に備え付けられる。
【0027】
すなわち、図3に示すように、軸芯部2を構成する金属ロール外管2bの両端部は細長筒状の支持軸部3a,3bとなっており、該支持軸部3a,3bには例えばコイル状のテンションバネ12a,12bが装着され、該テンションバネ12a,12bを覆うように、断面コ字型キャップ状のテンション金具13a,13bが各支持軸部3a,3bに装着され、テンションバネ12a,12bはテンション金具13a,13bを介して所定の間隔を保持させながら複数のボルト14で固定される。また、スリーブ5自体は、当該スリーブ5の一端開口外縁部に固着したリング状の押さえカラー15によってテンション金具13a,13bのキャップ開口端外周に固定される。
【0028】
スリーブ5がテンション金具13a,13bと共に左右に移動すると、一方のテンションバネ12a(12b)は伸張し、他方のテンションバネ12b(12a)は収縮する。このとき、各テンションバネ12a,12bは元の状態に互いに伸縮されることによりスリーブ5の移動が阻止されるという所謂水平ダンパー機能としての役割を果たす。
【0029】
次に、スリーブゴムロール1の製造方法について説明すると、ゴム素材に熱伝導金属6を混入して熱伝導性のゴムロール4を形成する。そして、ゴムロール4内に、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入する。このとき、軸芯部2の加熱・冷却熱媒体流路Pに冷却媒体を流して冷却収縮させてから当該軸芯部2をゴムロール4に挿入させると良い。
【0030】
その後、ゴムロール4に薄肉パイプ状のスリーブ5を外嵌させるのであるが、ゴムロール4にダメージを与えずにスリーブ5を外嵌するためには、例えば図4に示すような挿入装置21を使用する。すなわち、挿入装置21は、架台22上の一端側に縦フレーム23を設け、該縦フレーム23の上下にネジシャフト24a,24bの各一端側が回転自在に取り付けられ、両ネジシャフト24a,24bが取り付けられている縦フレーム23の中間位置には、外周にゴムロール4が取り付けられた軸芯部2の一端側の支持軸部3a(3b)が装着される挿入孔25が形成されている。
【0031】
縦フレーム23から突き出されたネジシャフト24a,24bの各一端側にはスプロケット26a,26bが取り付けられ、該両スプロケット26a,26b間にエンドレスチェーン27が巻架され、一方側のスプロケット26aに同軸となって固着されているギア28と、駆動モータ29の出力ギア29aとが駆動チェーン30によって巻架連繋されている。
【0032】
また、両ネジシャフト24a,24bの各他端側を、中央にスリーブ挿入用開口部31を有するスリーブ引っ張り金具32の上下両端にねじ込ませてあり、駆動モータ29の作動によってネジシャフト24a,24bが回転することで、スリーブ引っ張り金具32は両ネジシャフト24a,24bに沿って左右に移動できるようにしてある。さらに、架台22上の他端側には、スリーブ5を覆うようにした円筒状の加熱ヒーター33が配されている。
【0033】
ゴムロール4にスリーブ5を外嵌する際には、先ず、駆動モータ29の逆回転駆動により、ネジシャフト24a,24bを逆方向に回転させ、スリーブ引っ張り金具32を縦フレーム23から離間した加熱ヒーター33の手前位置まで移動させておく。このとき、スリーブ5は、円筒状の加熱ヒーター33内部に挿入された状態となっている。
【0034】
そして、スリーブ引っ張り金具32のスリーブ挿入用開口部31内側にスリーブ5の一端を挿入支持し、該スリーブ5の一端開口外縁部に固着したリング状の前記押さえカラー15によってスリーブ挿入用開口部31に係止支持させる。
【0035】
一方、縦フレーム23の挿入孔25に、外周にゴムロール4が取り付けられた軸芯部2の一端側の支持軸部3a(3b)を装着し、当該軸芯部2を縦フレーム23に対して水平方向に配置する。
【0036】
加熱ヒーター33によってスリーブ5外周面を加熱し膨張させると、スリーブ5の内径は僅かに大きくなる。そして、駆動モータ29の正回転駆動により、ネジシャフト24a,24bを正方向に回転させ、スリーブ引っ張り金具32を縦フレーム23側に向けて移動させる。このとき、スリーブ挿入用開口部31に挿入支持されているスリーブ5は内径が若干大きくなった状態で軸芯部2外周のゴムロール4外周に当該スリーブ5が外嵌される。
【0037】
こうして熱伝導金属6を混入して成るゴムロール4の外側に薄肉パイプ状のスリーブ5が若干軽減されたスライド摩擦によってスムーズに外嵌されることで、ゴムロール4にスリーブ5を外嵌一体化したものとでき、当該スリーブ5表面の安定した温度制御が容易且つ迅速に行えるスリーブゴムロール1が形成される。
【符号の説明】
【0038】
P…加熱・冷却熱媒体流路
1…スリーブゴムロール 2…軸芯部
2a…金属ロール内管 2b…金属ロール外管
3a,3b…支持軸部 4…ゴムロール
5…スリーブ 6…熱伝導金属
11…ズレ防止装置 12a,12b…テンションバネ
13a,13b…テンション金具 14…ボルト
15…押さえカラー
21…挿入装置 22…架台
23…縦フレーム 24a,24b…ネジシャフト
25…挿入孔 26a,26b…スプロケット
27…エンドレスチェーン 28…ギア
29…駆動モータ 29a…出力ギア
30…駆動チェーン 31…スリーブ挿入用開口部
32…スリーブ引っ張り金具 33…加熱ヒーター
【特許請求の範囲】
【請求項1】
加熱・冷却可能な軸芯部の表面にゴムロールを介してスリーブを外嵌して成るスリーブゴムロールにおいて、ゴムロール内に熱伝導金属を混入して成ることを特徴とするスリーブゴムロール。
【請求項2】
軸芯部は、金属ロール内管と金属ロール外管との間に加熱・冷却媒体流路を形成して成る請求項1記載のスリーブゴムロール。
【請求項3】
軸芯部とスリーブとの間には、当該軸芯部に対するスリーブの位置ズレを元位置に自己復帰させるテンションバネ使用によるズレ防止装置を備えた請求項1または2記載のスリーブゴムロール。
【請求項4】
熱伝導金属を混入して成るゴムロールを形成する工程と、当該ゴムロール内に、加熱・冷却熱媒体流路を形成して成る軸芯部を挿入する工程と、ゴムロールにスリーブを外嵌する工程とから成ることを特徴としたスリーブゴムロールの製造方法。
【請求項5】
スリーブは、当該スリーブを加熱膨張させてからゴムロールに外嵌する請求項4記載のスリーブゴムロールの製造方法。
【請求項6】
軸芯部は、加熱・冷却熱媒体流路に冷却媒体を流して冷却収縮させてから当該軸芯部をゴムロールに挿入させる請求項4記載のスリーブゴムロールの製造方法。
【請求項1】
加熱・冷却可能な軸芯部の表面にゴムロールを介してスリーブを外嵌して成るスリーブゴムロールにおいて、ゴムロール内に熱伝導金属を混入して成ることを特徴とするスリーブゴムロール。
【請求項2】
軸芯部は、金属ロール内管と金属ロール外管との間に加熱・冷却媒体流路を形成して成る請求項1記載のスリーブゴムロール。
【請求項3】
軸芯部とスリーブとの間には、当該軸芯部に対するスリーブの位置ズレを元位置に自己復帰させるテンションバネ使用によるズレ防止装置を備えた請求項1または2記載のスリーブゴムロール。
【請求項4】
熱伝導金属を混入して成るゴムロールを形成する工程と、当該ゴムロール内に、加熱・冷却熱媒体流路を形成して成る軸芯部を挿入する工程と、ゴムロールにスリーブを外嵌する工程とから成ることを特徴としたスリーブゴムロールの製造方法。
【請求項5】
スリーブは、当該スリーブを加熱膨張させてからゴムロールに外嵌する請求項4記載のスリーブゴムロールの製造方法。
【請求項6】
軸芯部は、加熱・冷却熱媒体流路に冷却媒体を流して冷却収縮させてから当該軸芯部をゴムロールに挿入させる請求項4記載のスリーブゴムロールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−102749(P2012−102749A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2009−176486(P2009−176486)
【出願日】平成21年7月29日(2009.7.29)
【特許番号】特許第4472018号(P4472018)
【特許公報発行日】平成22年6月2日(2010.6.2)
【出願人】(393017384)千葉機械工業株式会社 (5)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成21年7月29日(2009.7.29)
【特許番号】特許第4472018号(P4472018)
【特許公報発行日】平成22年6月2日(2010.6.2)
【出願人】(393017384)千葉機械工業株式会社 (5)
【Fターム(参考)】
[ Back to top ]