
スリーブ状の箔包装体を、容器またはボトルである対象物に向かって放出する方法
【課題】様々な長さ、タイプの材料からなる多数の箔包装体を高い処理速度で放出できる箔包装体の放出方法を提供する。
【解決手段】スリーブ状の箔包装体を、容器またはボトルである対象物2に向かって放出する方法は、広げ要素19に供給されたスリーブ状の箔包装体1’に、当該箔包装体1’の円周方向の回転運動および当該箔包装体1’の軸方向の直進運動を、前記広げ要素上の箔包装体1’の外面に突き合わさった状態で回転駆動する少なくとも一つのローラ20a’の回転駆動のみで同時付与して、前記箔包装体1’を前記対象物2に向かって放出する放出ステップを備え、前記ローラ20a’の回転軸は、前記箔包装体1’に箔包装体1’の円周方向の回転運動および当該箔包装体1’の軸方向の直進運動を同時付与するべく、広げ要素上の箔包装体1’の供給方向に対して角度を成している。
【解決手段】スリーブ状の箔包装体を、容器またはボトルである対象物2に向かって放出する方法は、広げ要素19に供給されたスリーブ状の箔包装体1’に、当該箔包装体1’の円周方向の回転運動および当該箔包装体1’の軸方向の直進運動を、前記広げ要素上の箔包装体1’の外面に突き合わさった状態で回転駆動する少なくとも一つのローラ20a’の回転駆動のみで同時付与して、前記箔包装体1’を前記対象物2に向かって放出する放出ステップを備え、前記ローラ20a’の回転軸は、前記箔包装体1’に箔包装体1’の円周方向の回転運動および当該箔包装体1’の軸方向の直進運動を同時付与するべく、広げ要素上の箔包装体1’の供給方向に対して角度を成している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スリーブ状の箔包装体を、容器またはボトルである対象物に向かって放出する方法に関しており、その方法は、スリーブ状の箔包装体を放出する放出ステップを備えている。
【背景技術】
【0002】
そのような方法を実現する装置は、例えば、下記特許文献1に開示されている。この装置では、スリーブ状の箔包装体それぞれは、1回のカット動作で形成された後、続いて、平らでスリーブ状の各箔包装体は、開かれて、ボトル又はその他の容器のような物体の周囲に、わずかに大きめのサイズで配置されなければならない。使用される箔材料は、いわゆる「シュリンク材料」からできていて、当該箔材料に供給される熱の影響下でシュリンクし、その周囲に箔包装体が配置されているボトル又はその他の容器の形状に密着して合致しなければならない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】欧州特許第0109105号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の用途では、箔包装体は、すでにロールの周りに巻かれた連続ストリップの形態に製造されており、この箔包装体は、前書きで言及したような装置によって正しい長さにカットされる必要がある。その目的のために、カット手段が、スリーブ状箔材料からなるストリップを正しい長さにカットするような方法で、長さに応じて駆動され、その後に、このようにして形成された個々のスリーブ状の箔包装体が装置から放出されて開かれて、引き続いて、本質的に既知の方法で容器の周囲に配置される。
【0005】
現時点で既知の装置の欠点は、当該既知の装置が、高速で処理するためには、厚い又は堅い箔材料しか使用できない点である。より薄い又はよりフレキシブルな箔材料を使用する場合には、装置の望まれない詰まりを避けるために、処理速度を減速しなければならない。
【0006】
本発明の目的は、上記の欠点を低減した前書きで参照されたような方法を提供することである。本発明の方法によれば、様々な長さ、タイプの材料からなる多数の箔包装体を高い処理速度で製造することができる。
【課題を解決するための手段】
【0007】
本発明によれば、方法は、その目的のために、装置から放出されるスリーブ状の包装体に対して、当該包装体が動作(operation)している間に、回転運動を与えるように配置された手段を利用する点で、特徴付けられる。
【0008】
回転運動を形成されたスリーブ状の箔包装体それぞれに、当該箔包装体が装置から放出されている間に与えることにより、箔包装体を開いたままにしておくことが達成され、包装体を容器の周囲に、単純、かつ、効果的な方法で配置することが可能となる。事実として、特に、薄くフレキシブルな箔材料が、容器の周囲に効果的に配置される前に、開いた位置から平らな位置に戻る傾向を示すことが見出された。そのような状況では、装置はブロックされて詰まり、望ましくない。回転運動が与えられると、スリーブ状の箔包装体は、長くなくても、より良好に開いたままになり、平らな状態になりにくくなる傾向がある。
【0009】
特別な実施形態では、回転手段が、回転可能に駆動可能なローラを少なくとも一つ備えており、当該ローラが、放出されるべきスリーブ状の箔包装体と突合せられることができる。
【0010】
より具体的には、回転可能な駆動ローラが、スリーブ状の箔材料からなる平らなストリップの供給方向に対して、ある角度で配置されており、回転成分に加えて移動成分を、放出されるべき箔包装体に与えることができる。この後者の特徴は、装置から箔包装体を放出して容器の周囲に配置するために必要である。
【0011】
回転ならびに移動を放出されるべき箔包装体に与え、かつ、箔包装体がブロックして装置の詰まりを引き起こすことを妨げるために、効果的な角度は、30°から80°の間の範囲であることが見出されている。
【0012】
他の機能的な実施形態では、回転手段がノズルを備えており、当該ノズルを、装置から放出されるべきスリーブ状の箔包装体に、加圧媒体、特に圧縮空気を送達するように向けることができる。この方法でも、回転運動を、放出されるべき箔包装体に、効果的且つ制御可能な方法で与えることができる。
【0013】
本発明に従って回転手段が、放出手段の一部を形成するようにすれば、部品点数が限定された、単純な構成が実現できる。
【図面の簡単な説明】
【0014】
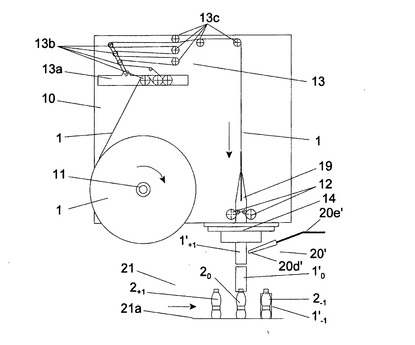
【図1】本発明に従った装置のある実施形態を示す図である。
【図2】本発明に従った装置の様々な実施形態を示す図である。
【図3】本発明に従った装置の様々な実施形態を示す図である。
【図4】本発明に従った装置の様々な実施形態を示す図である。
【発明を実施するための形態】
【0015】
本発明のよりよい理解のために、以下の図面の記載では、同様の部品は同一の参照番号によって示される。
【0016】
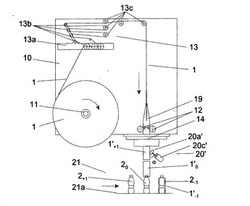
図1において、番号10は本発明に従った装置を示す。この装置10は、2つの駆動可能なローラで構成された供給手段又は運動手段12を備えており、当該二つの供給手段12の間に、箔材料からなる連続したストリップ1を運ぶことができる。箔材料からなる連続したストリップ1は、供給リール11に巻かれ、張力機構13を介して装置に導入される。張力機構13は、装置にピボット的に接続されているアーム13aを有している。ピボットアーム13aは、いくつかのローラ13bを備えており、その上をスリーブ状の箔材料からなる連続したストリップ1が通過する。スリーブ状の箔材料からなるストリップ1は、また、固定的に配置された付加的なローラ13cの上も通過する。この方法では、リール11から繰り出されているスリーブ状の箔材料からなる連続したストリップに確実な張力を確実に供給することが実現できる。
【0017】
供給手段12は、個々のスリーブ状の箔包装体1’を得られるように、スリーブ状の材料の連続したストリップ1が所定の間隔で箔材料をカットするカット手段14を通過するようにストリップ1を運ぶ。カット手段は様々な方法で構成可能であり、当業者には既知であると考えられ得る。カット手段14の位置であって装置10の放出側に配置されているのは、広げ要素19である。広げ要素19は、開かれたスリーブ状の箔包装体を容器の周囲に配置するために、得られた個々の平らなスリーブ状の箔包装体1’を開くように機能する。
【0018】
図1に明瞭に示されているように、広げ要素19は、少なくとも箔材料の平らな連続ストリップ1の平面に対して垂直な平面で拡大されている。これより、個々の平らなスリーブ状の箔包装体…-1’-1-1’0-1’+1-…が開かれて、それらが容器…-2-1-20-2+1-…の周囲に容易に配置されることができる。容器…-2-1-20-2+1-…は、運搬手段21によって動かされている。この運搬手段21は、本質的に既知と考えられ、運搬手段21にはキャリア21aが設けられており、その上にいくつかの容器(ボトル、ジャー、又は缶)が存在しており、その容器が装置10に運ばれる。
【0019】
各々の個々の平らなスリーブ状の箔包装体…-1’-1-1’0-1’+1-…は、広げ要素19によって開かれて、カット手段14によって箔材料のストリップ1から切り離されて、その後に、このようにして開かれたスリーブ状の箔包装体は、待機している容器…-2-1-20-2+1-…の周囲に容易に配置されることができる。スリーブ状の箔包装体…-1’-1-1’0-1’+1-…の中の容器…-2-1-20-2+1-…は、ここでキャリア21aを介して装置10から放出され、どこででも熱処理の対象となることができ、スリーブ状の箔包装体…-1’-1-1’0-1’+1-…がシュリンクされて容器の形状に密着して合致される。
【0020】
容器…-2-1-20-2+1-…を取り囲んでいる個々の箔包装体…-1’-1-1’0-1’+1-…の放出を容易にするために、広げ要素19の位置で装置に搭載される放出手段20a〜20bが設けることができる。前記放出手段は、一つ又はそれ以上の駆動可能なローラ20aを備えることができる。当該ローラ20aは、静止ローラ20bの上に支持されて、それらの間に存在しているスリーブ状の箔材料1’を、加速された速度で装置10から放出する。個々の開かれた箔包装体…-1’-1-1’0-1’+1-…は、そうであったように容器…-2-1-20-2+1-…の上をスリップする。
【0021】
スリーブ状の箔包装体1’を容器2の周囲に配置するためには、箔包装体は、容器2の周囲に簡単且つ迅速に配置されるために、広げ要素19による開位置に配置されなければならない。ますます薄く、かつ、フレキシブルな箔材料が現在は使用されているという事実、ならびに、そのような装置が高い処理速度で動作されているという事実を考えると、開かれたスリーブ状の箔包装体は、装置10又は広げ要素19を出るときに、それが容器2の周囲に配置される前にその平らな形状に戻る傾向がある。この現象は、装置10の詰まり及び停止を引き起こす結果となり、望ましくない。本発明によれば、箔包装体1’が容器の周囲に配置されるまで、スリーブ状の箔包装体が開いた状態をできるだけ長く保持するために、装置10から放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に回転運動を与える手段が設けられる。装置10又は広げ要素19を出るときに、このようにして放出されたスリーブ状の箔包装体は、問題の容器…-2-1-20-2+1-…の上でスリップするか又は周囲に配置される前に、回転運動を起こす。
【0022】
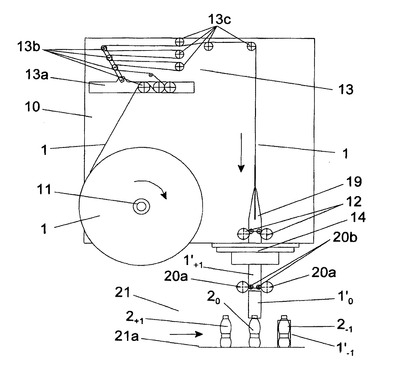
本発明に従った装置のそのようなある実施形態が図2に示されており、ここでは、回転手段が参照番号20’によって示されている。図2に示される実施形態では、前記回転手段20’は、放出手段20a〜20bの補完として装置に組み込まれている。回転手段20’は、少なくとも一つの回転可能に駆動可能なローラ又は駆動ホイール20a’を備えており、当該ホイール20a’は、放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に突合せられることができる。前記駆動ホイール20a’は、このように回転運動を問題の箔包装体に与えて、その一方で放出手段20a〜20bは、箔包装体の回転運動と同期して、問題の箔包装体を問題の容器2の方向に、広げ要素19の移動運動を介して放出する。
【0023】
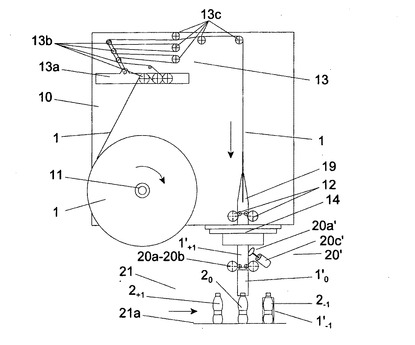
図2では、回転手段20’は、放出手段20a〜20bの補完として装置10に組み込まれているが、図3に示される実施形態は、回転手段20’を使用するのみである。当該回転手段20’は、この実施形態では、個々に形成されたスリーブ状の箔包装体…-1’-1-1’0-1’+1-…を装置及び広げ要素19から放出する放出手段としても機能する。
【0024】
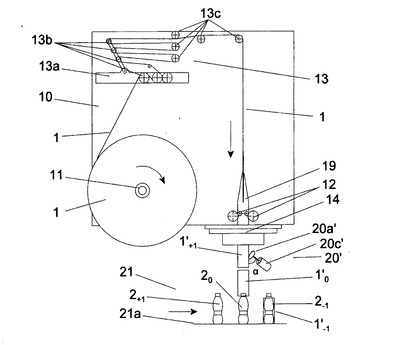
これに関しては、回転手段20’が問題のスリーブ状の箔包装体に回転運動ならびに移動運動を与え、回転可能な駆動ローラ20a’を、スリーブ状の箔材料の平らなストリップの供給方向に対してある角度で配置される必要があることが本質である。前記角度は、好ましくは30°から80°の範囲にある。
【0025】
図4は、回転手段20’のさらに他の実施形態を示しており、この場合、少なくとも一つのノズル20d’を備えている。当該ノズル20dは、ある角度があってもなくても、放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に向けられることができる。ノズル20d’は、供給パイプ20e’を介して、加圧媒体源、例えばコンプレッサ又はポンプに接続される。ノズル20d’を介して、加圧媒体のジェット、特に圧縮空気が、放出されるべきスリーブ状の箔包装体に向けられる。
【0026】
この実施形態もまた、回転するスリーブ状の箔包装体を問題の容器2の周囲にこのように配置するように、回転運動ならびに移動運動を、放出されるべきスリーブ状の箔包装体に与える。
【符号の説明】
【0027】
1 ストリップ、1’ 箔包装体、2 容器、10 装置、11 供給リール、12 供給手段、13 張力機構、14 カット手段、19 広げ要素、20a,20b 放出手段、20a’ 駆動ローラ(回転手段)、20d’ ノズル、20e 供給パイプ、21 運搬手段、21a キャリア。
【技術分野】
【0001】
本発明は、スリーブ状の箔包装体を、容器またはボトルである対象物に向かって放出する方法に関しており、その方法は、スリーブ状の箔包装体を放出する放出ステップを備えている。
【背景技術】
【0002】
そのような方法を実現する装置は、例えば、下記特許文献1に開示されている。この装置では、スリーブ状の箔包装体それぞれは、1回のカット動作で形成された後、続いて、平らでスリーブ状の各箔包装体は、開かれて、ボトル又はその他の容器のような物体の周囲に、わずかに大きめのサイズで配置されなければならない。使用される箔材料は、いわゆる「シュリンク材料」からできていて、当該箔材料に供給される熱の影響下でシュリンクし、その周囲に箔包装体が配置されているボトル又はその他の容器の形状に密着して合致しなければならない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】欧州特許第0109105号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の用途では、箔包装体は、すでにロールの周りに巻かれた連続ストリップの形態に製造されており、この箔包装体は、前書きで言及したような装置によって正しい長さにカットされる必要がある。その目的のために、カット手段が、スリーブ状箔材料からなるストリップを正しい長さにカットするような方法で、長さに応じて駆動され、その後に、このようにして形成された個々のスリーブ状の箔包装体が装置から放出されて開かれて、引き続いて、本質的に既知の方法で容器の周囲に配置される。
【0005】
現時点で既知の装置の欠点は、当該既知の装置が、高速で処理するためには、厚い又は堅い箔材料しか使用できない点である。より薄い又はよりフレキシブルな箔材料を使用する場合には、装置の望まれない詰まりを避けるために、処理速度を減速しなければならない。
【0006】
本発明の目的は、上記の欠点を低減した前書きで参照されたような方法を提供することである。本発明の方法によれば、様々な長さ、タイプの材料からなる多数の箔包装体を高い処理速度で製造することができる。
【課題を解決するための手段】
【0007】
本発明によれば、方法は、その目的のために、装置から放出されるスリーブ状の包装体に対して、当該包装体が動作(operation)している間に、回転運動を与えるように配置された手段を利用する点で、特徴付けられる。
【0008】
回転運動を形成されたスリーブ状の箔包装体それぞれに、当該箔包装体が装置から放出されている間に与えることにより、箔包装体を開いたままにしておくことが達成され、包装体を容器の周囲に、単純、かつ、効果的な方法で配置することが可能となる。事実として、特に、薄くフレキシブルな箔材料が、容器の周囲に効果的に配置される前に、開いた位置から平らな位置に戻る傾向を示すことが見出された。そのような状況では、装置はブロックされて詰まり、望ましくない。回転運動が与えられると、スリーブ状の箔包装体は、長くなくても、より良好に開いたままになり、平らな状態になりにくくなる傾向がある。
【0009】
特別な実施形態では、回転手段が、回転可能に駆動可能なローラを少なくとも一つ備えており、当該ローラが、放出されるべきスリーブ状の箔包装体と突合せられることができる。
【0010】
より具体的には、回転可能な駆動ローラが、スリーブ状の箔材料からなる平らなストリップの供給方向に対して、ある角度で配置されており、回転成分に加えて移動成分を、放出されるべき箔包装体に与えることができる。この後者の特徴は、装置から箔包装体を放出して容器の周囲に配置するために必要である。
【0011】
回転ならびに移動を放出されるべき箔包装体に与え、かつ、箔包装体がブロックして装置の詰まりを引き起こすことを妨げるために、効果的な角度は、30°から80°の間の範囲であることが見出されている。
【0012】
他の機能的な実施形態では、回転手段がノズルを備えており、当該ノズルを、装置から放出されるべきスリーブ状の箔包装体に、加圧媒体、特に圧縮空気を送達するように向けることができる。この方法でも、回転運動を、放出されるべき箔包装体に、効果的且つ制御可能な方法で与えることができる。
【0013】
本発明に従って回転手段が、放出手段の一部を形成するようにすれば、部品点数が限定された、単純な構成が実現できる。
【図面の簡単な説明】
【0014】
【図1】本発明に従った装置のある実施形態を示す図である。
【図2】本発明に従った装置の様々な実施形態を示す図である。
【図3】本発明に従った装置の様々な実施形態を示す図である。
【図4】本発明に従った装置の様々な実施形態を示す図である。
【発明を実施するための形態】
【0015】
本発明のよりよい理解のために、以下の図面の記載では、同様の部品は同一の参照番号によって示される。
【0016】
図1において、番号10は本発明に従った装置を示す。この装置10は、2つの駆動可能なローラで構成された供給手段又は運動手段12を備えており、当該二つの供給手段12の間に、箔材料からなる連続したストリップ1を運ぶことができる。箔材料からなる連続したストリップ1は、供給リール11に巻かれ、張力機構13を介して装置に導入される。張力機構13は、装置にピボット的に接続されているアーム13aを有している。ピボットアーム13aは、いくつかのローラ13bを備えており、その上をスリーブ状の箔材料からなる連続したストリップ1が通過する。スリーブ状の箔材料からなるストリップ1は、また、固定的に配置された付加的なローラ13cの上も通過する。この方法では、リール11から繰り出されているスリーブ状の箔材料からなる連続したストリップに確実な張力を確実に供給することが実現できる。
【0017】
供給手段12は、個々のスリーブ状の箔包装体1’を得られるように、スリーブ状の材料の連続したストリップ1が所定の間隔で箔材料をカットするカット手段14を通過するようにストリップ1を運ぶ。カット手段は様々な方法で構成可能であり、当業者には既知であると考えられ得る。カット手段14の位置であって装置10の放出側に配置されているのは、広げ要素19である。広げ要素19は、開かれたスリーブ状の箔包装体を容器の周囲に配置するために、得られた個々の平らなスリーブ状の箔包装体1’を開くように機能する。
【0018】
図1に明瞭に示されているように、広げ要素19は、少なくとも箔材料の平らな連続ストリップ1の平面に対して垂直な平面で拡大されている。これより、個々の平らなスリーブ状の箔包装体…-1’-1-1’0-1’+1-…が開かれて、それらが容器…-2-1-20-2+1-…の周囲に容易に配置されることができる。容器…-2-1-20-2+1-…は、運搬手段21によって動かされている。この運搬手段21は、本質的に既知と考えられ、運搬手段21にはキャリア21aが設けられており、その上にいくつかの容器(ボトル、ジャー、又は缶)が存在しており、その容器が装置10に運ばれる。
【0019】
各々の個々の平らなスリーブ状の箔包装体…-1’-1-1’0-1’+1-…は、広げ要素19によって開かれて、カット手段14によって箔材料のストリップ1から切り離されて、その後に、このようにして開かれたスリーブ状の箔包装体は、待機している容器…-2-1-20-2+1-…の周囲に容易に配置されることができる。スリーブ状の箔包装体…-1’-1-1’0-1’+1-…の中の容器…-2-1-20-2+1-…は、ここでキャリア21aを介して装置10から放出され、どこででも熱処理の対象となることができ、スリーブ状の箔包装体…-1’-1-1’0-1’+1-…がシュリンクされて容器の形状に密着して合致される。
【0020】
容器…-2-1-20-2+1-…を取り囲んでいる個々の箔包装体…-1’-1-1’0-1’+1-…の放出を容易にするために、広げ要素19の位置で装置に搭載される放出手段20a〜20bが設けることができる。前記放出手段は、一つ又はそれ以上の駆動可能なローラ20aを備えることができる。当該ローラ20aは、静止ローラ20bの上に支持されて、それらの間に存在しているスリーブ状の箔材料1’を、加速された速度で装置10から放出する。個々の開かれた箔包装体…-1’-1-1’0-1’+1-…は、そうであったように容器…-2-1-20-2+1-…の上をスリップする。
【0021】
スリーブ状の箔包装体1’を容器2の周囲に配置するためには、箔包装体は、容器2の周囲に簡単且つ迅速に配置されるために、広げ要素19による開位置に配置されなければならない。ますます薄く、かつ、フレキシブルな箔材料が現在は使用されているという事実、ならびに、そのような装置が高い処理速度で動作されているという事実を考えると、開かれたスリーブ状の箔包装体は、装置10又は広げ要素19を出るときに、それが容器2の周囲に配置される前にその平らな形状に戻る傾向がある。この現象は、装置10の詰まり及び停止を引き起こす結果となり、望ましくない。本発明によれば、箔包装体1’が容器の周囲に配置されるまで、スリーブ状の箔包装体が開いた状態をできるだけ長く保持するために、装置10から放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に回転運動を与える手段が設けられる。装置10又は広げ要素19を出るときに、このようにして放出されたスリーブ状の箔包装体は、問題の容器…-2-1-20-2+1-…の上でスリップするか又は周囲に配置される前に、回転運動を起こす。
【0022】
本発明に従った装置のそのようなある実施形態が図2に示されており、ここでは、回転手段が参照番号20’によって示されている。図2に示される実施形態では、前記回転手段20’は、放出手段20a〜20bの補完として装置に組み込まれている。回転手段20’は、少なくとも一つの回転可能に駆動可能なローラ又は駆動ホイール20a’を備えており、当該ホイール20a’は、放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に突合せられることができる。前記駆動ホイール20a’は、このように回転運動を問題の箔包装体に与えて、その一方で放出手段20a〜20bは、箔包装体の回転運動と同期して、問題の箔包装体を問題の容器2の方向に、広げ要素19の移動運動を介して放出する。
【0023】
図2では、回転手段20’は、放出手段20a〜20bの補完として装置10に組み込まれているが、図3に示される実施形態は、回転手段20’を使用するのみである。当該回転手段20’は、この実施形態では、個々に形成されたスリーブ状の箔包装体…-1’-1-1’0-1’+1-…を装置及び広げ要素19から放出する放出手段としても機能する。
【0024】
これに関しては、回転手段20’が問題のスリーブ状の箔包装体に回転運動ならびに移動運動を与え、回転可能な駆動ローラ20a’を、スリーブ状の箔材料の平らなストリップの供給方向に対してある角度で配置される必要があることが本質である。前記角度は、好ましくは30°から80°の範囲にある。
【0025】
図4は、回転手段20’のさらに他の実施形態を示しており、この場合、少なくとも一つのノズル20d’を備えている。当該ノズル20dは、ある角度があってもなくても、放出されるべきスリーブ状の箔包装体…-1’-1-1’0-1’+1-…に向けられることができる。ノズル20d’は、供給パイプ20e’を介して、加圧媒体源、例えばコンプレッサ又はポンプに接続される。ノズル20d’を介して、加圧媒体のジェット、特に圧縮空気が、放出されるべきスリーブ状の箔包装体に向けられる。
【0026】
この実施形態もまた、回転するスリーブ状の箔包装体を問題の容器2の周囲にこのように配置するように、回転運動ならびに移動運動を、放出されるべきスリーブ状の箔包装体に与える。
【符号の説明】
【0027】
1 ストリップ、1’ 箔包装体、2 容器、10 装置、11 供給リール、12 供給手段、13 張力機構、14 カット手段、19 広げ要素、20a,20b 放出手段、20a’ 駆動ローラ(回転手段)、20d’ ノズル、20e 供給パイプ、21 運搬手段、21a キャリア。
【特許請求の範囲】
【請求項1】
スリーブ状の箔包装体を、容器またはボトルである対象物に向かって放出する方法であって、
広げ要素に供給されたスリーブ状の箔包装体に、当該箔包装体の円周方向の回転運動および当該箔包装体の軸方向の直進運動を、前記広げ要素上の箔包装体の外面に突き合わさった状態で回転駆動する少なくとも一つのローラの回転駆動のみで同時付与して、前記箔包装体を前記対象物に向かって放出する放出ステップを備え、
前記ローラの回転軸は、前記箔包装体に箔包装体の円周方向の回転運動および当該箔包装体の軸方向の直進運動を同時付与するべく、広げ要素上の箔包装体の供給方向に対して角度を成している、
ことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、
前記ローラの回転軸と前記広げ要素上の箔包装体の供給方向とが成す前記角度は30°から80°の間の範囲である、ことを特徴とする方法。
【請求項1】
スリーブ状の箔包装体を、容器またはボトルである対象物に向かって放出する方法であって、
広げ要素に供給されたスリーブ状の箔包装体に、当該箔包装体の円周方向の回転運動および当該箔包装体の軸方向の直進運動を、前記広げ要素上の箔包装体の外面に突き合わさった状態で回転駆動する少なくとも一つのローラの回転駆動のみで同時付与して、前記箔包装体を前記対象物に向かって放出する放出ステップを備え、
前記ローラの回転軸は、前記箔包装体に箔包装体の円周方向の回転運動および当該箔包装体の軸方向の直進運動を同時付与するべく、広げ要素上の箔包装体の供給方向に対して角度を成している、
ことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、
前記ローラの回転軸と前記広げ要素上の箔包装体の供給方向とが成す前記角度は30°から80°の間の範囲である、ことを特徴とする方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−79111(P2013−79111A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−283149(P2012−283149)
【出願日】平成24年12月26日(2012.12.26)
【分割の表示】特願2009−546332(P2009−546332)の分割
【原出願日】平成20年1月10日(2008.1.10)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成24年12月26日(2012.12.26)
【分割の表示】特願2009−546332(P2009−546332)の分割
【原出願日】平成20年1月10日(2008.1.10)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]