
スリーブ空気浮上式弾性ロール
【課題】
従来の金属ロール挟圧成形法はバンクがある場合には、挟圧部で樹脂シートに歪みが付与され光の乱反射や複屈折現象を起こす。また、ゴムロール挟圧成形法では、バンクを形成することなく、残留歪が生じないが、金属ロールのような鏡面が得られず、ゴムの寿命が短いなどの問題がある。
【解決手段】別に設けられた供給源からの気体を軸と薄肉金属パイプと2枚の鏡板とで囲まれた空間に導入し、薄肉金属パイプの孔から噴出する気体により薄肉金属スリーブを薄肉金属パイプから浮遊させることにより、薄肉金属スリーブが極めて軽く回転できることと円筒部が柔軟性を有するローラを使用する。
従来の金属ロール挟圧成形法はバンクがある場合には、挟圧部で樹脂シートに歪みが付与され光の乱反射や複屈折現象を起こす。また、ゴムロール挟圧成形法では、バンクを形成することなく、残留歪が生じないが、金属ロールのような鏡面が得られず、ゴムの寿命が短いなどの問題がある。
【解決手段】別に設けられた供給源からの気体を軸と薄肉金属パイプと2枚の鏡板とで囲まれた空間に導入し、薄肉金属パイプの孔から噴出する気体により薄肉金属スリーブを薄肉金属パイプから浮遊させることにより、薄肉金属スリーブが極めて軽く回転できることと円筒部が柔軟性を有するローラを使用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチックの押し出し成形シートやフィルムの単材、シート類同士、紙や繊維などの複合材を挟圧成形して冷却し、シート製品やフィルム製品、ラミネート製品を製造するシート・フィルムの成形に属する技術が主流であるが、他分野にも広く応用の利く技術である。
【背景技術】
【0002】
従来の熱可塑性樹脂の押出成形法は金属ロール挟圧成形法とゴムロール挟圧成形法とがある。
金属ロール挟圧成形法押出成形からTダイを介して互いに平行に配置された主ロールと押さえロールにシート状の溶融樹脂が供給され、両ロールに挟圧され主ロールの表面に巻き付けられつつ、表面の鏡面またはエンボス模様が転写成形される。これらロールは多くの場合、径が200〜500mmで肉厚が15〜30mmと剛性が高い金属ロールにより構成され、ロールの中空部に水やオイルなどの冷却流体が供給されて樹脂を適正な温度に冷却するように構成さている。そして、剛性の高いロールであるため、溶融樹脂シートを挟圧してもロール表面の変形は無く供給された樹脂シートの余剰分が両ロールの上に溜まるバンクが発生する。
【0003】
次にゴムロール挟圧成形法は押さえロールの表面に円筒状ゴムを被覆したもので、低い挟圧力であっても押さえロールの円筒状のゴムは主ロールの表面に沿って変形し、全ての溶融樹脂シートが挟圧部に送り込まれてバンクが形成されることがない。
【特許文献1】特開平11−235747号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、金属ロール挟圧成形法において、バンクの量は、挟圧力及び溶融シートの厚みとロール間隔との差、溶融シート供給速度ロール周速度との差、溶融樹脂の粘度と温度に依存するが、シート・フィルムの厚みが小さくなるほど、少なくする必要があり、溶融樹脂が許容する以上にバンク量を多くすると、製品の表面にバンクマークと呼ばれる横波状の凹凸模様が発生して製品不良となる。なお、このバンク量を適正に許容範囲内に保持することで、緩衝作用となって挟圧部で良好に密着し、鏡面やエンボス模様が良好に転写される。
【0005】
しかしながら、このバンクがある場合には、挟圧部で樹脂シートに歪みが付与され、この歪みは、樹脂の弾性性質により左右されるが、ロール挟圧力やバンク量、溶融シートとロール温度差が大きいと比例して大きくなる傾向にある。
【0006】
このような残留歪があるシートは、特に光の乱反射や複屈折現象を起こすために、光学用途たとえば液晶などの表示装置には使用できず、また経時的に歪が回復するために変形が生じ、初期形状を保持できないため文具類などに適用できないなどの問題があった。
【0007】
これに対して、ゴムロール挟圧成形法では、バンクを形成することなく成形できるため、残留歪が生じないが、押さえロールのゴムメンでは、金属ロールのような鏡面が得られず、またゴムの熱伝導率が低いため高速成形ができない。さらにゴムが許容する挟圧力が小さいため、エンボス模様の十分な転写が出来ず、さらにゴムの寿命が短いなどの問題がある。
【課題を解決するための手段】
【0008】
上記目的を達成するために本発明は、
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブと、
中央に該軸を貫通し回転可能に取り付けられた該薄肉金属スリーブよりわずかに径の大きな蛇行防止用円盤とでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることと円筒部が柔軟性を有するローラを適用することにより課題を解決しようとするものである。
【0009】
また軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの内径にスキマバメされ、外径部を一部D形にカットし、
この面に内部流体の通路となる孔があけられている曲げ剛性の強いドラムと
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該薄肉金属パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブとでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により該薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることと、円筒部が柔軟性を有するローラを適用し、課題を解決しようとするものである。
【発明の効果】
【0010】
本発明の請求項1によれば、薄肉金属パイプの弾性変形を大きく取ることにより、ゴムロール挟圧成形法より以上に主ロールへの接触幅を確保することができ、これによりバンクの無い挟圧成形を可能にして残留歪の無く光の乱反射や複屈折現象の無い光学的に優れた樹脂フィルム・シートを製造することができる。さらに、金属を使用しているため、鏡面が得られ、流体の流れによる冷却効果もあるため高速成形が可能となり寿命も延長する事ができた。
【0011】
本発明の請求項2によれば、請求項1の発明効果に次の効果を加えることが出来る。即ち、請求項2は曲げ剛性の強いドラム20を請求項1の仕様に追加したので、ローラの軸方向の合成が向上し、幅の広い樹脂シートにも厚みの変化は少ないものとすることができる。
【発明を実施するための最良の形態】
【0012】
本発明を図面を用いて詳細に説明する。
【実施例1】
【0013】
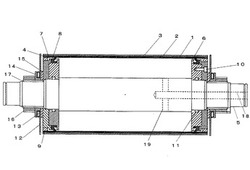
図1は本発明実施1の断面である。図1を用いて実施例1を説明する。1は薄肉金属パイプで材質はステンレスやニッケルなど板厚0.05〜0.3mm程度のシームレス、またはシームレス相当の強度を有し、外表面は鏡面状に仕上げられたもので、薄肉なので極めて柔軟性に富んでいる。表面には1mm以下の孔2が多数あけられている。
【0014】
この外側にはわずかのスキマを持って薄肉金属スリーブ3が挿入されている。この薄肉金属スリーブ3も材質はステンレスやニッケルなど板厚0.05〜0.3mm程度のシームレス、またはシームレス相当の強度を有し、外表面は鏡面状に仕上げられたもので、薄肉なので極めて柔軟性に富んでいる.
【0015】
このため薄肉金属パイプ1と薄肉金属スリーブ3とあわせても図には示されていないが本発明のロールに主ロールを押し当てると、主ロールの曲率にあわせて変形が発生する。従来使われていた金属ロール挟圧成形法やゴムロール挟圧成形法のロールよりも更に主ロールとの当たり幅を広くすることができる。
【0016】
このロールには図には示されていないが、流体の圧力源からの気体あるいは液体が後述する軸のセンタの通路から供給され薄肉金属パイプ1の小孔から、噴出し薄肉金属スリーブ3と薄肉金属パイプ1との円筒状の空間を満たすため薄肉金属スリーブ3は気体または液体で浮上した状態となり、抵抗無く回転することができる。このため、薄肉金属スリーブ3の慣性は従来一般に使われている分厚いローラと比べたら無視できる状態となる。
【0017】
また、噴出する流体は供給する時の温度によりロール全体の保温にも冷却にも利用できる。なお、噴出した流体は薄肉金属パイプ1と薄肉金属スリーブ3との端部4から外部に放出される。
【0018】
5は軸で図示されていないが両端の細い部分にベアリングが挿入され製造機械本体に支持されている。6は内側フランジ、7は外側フランジで締結ボルト10により一体構造となっている。
内側フランジ6の外径部にはオイルシール8が挿入され内径部にはOリング11がはめられている。
外側フランジ7の外径にはリング状弾性体9が接着されている。該リング状弾性体9は外形も該薄肉金属パイプ1の内径に接着されており、回転により該薄肉金属パイプ1の軸方向にずれることを防いでいる。
【0019】
12はスリーブ蛇行防止板で背面にスラストニードル13により軸方向のスラスト荷重を受けても回転自由となるように、カラー14とシム15により両側から支持されている。
【0020】
16は止めねじで軸2に切られているねじ17により、軸2と内側フランジ6、外側フランジ7と相対回転のない一体構造となるよう、強く締め込み締結されている。
【0021】
18は流体をロールの中に注入するための通路で竪孔19を通してローる中央の空間につながっている。
また図には示してないが、本発明のローラ内部には体積比で数%の機械油などを封入し、シールのリップの先端から気体の洩れを防いでいる。
【実施例2】
【0022】
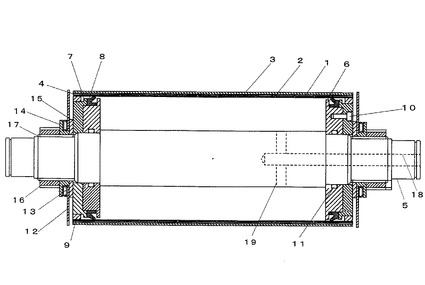
図2は本発明実施2の断面である。図2をもちいて実施例2を説明する。なお、ここで実施例1と同じ部品名、同じ機能の部品は図2にはナンバーのみを表示して説明は省略する。
【0023】
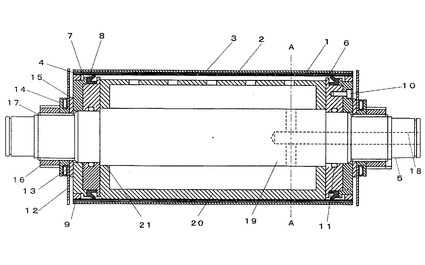
(実施例2)は(実施例1)の薄肉金属パイプ1の中に曲げ剛性の強いドラム20を追加したものである。製作する樹脂シート幅の狭いものであれば(実施例1)の方式でも十分目的を果たすことは出来るが、幅の広いシートの場合には(実施例2)方式の方がシートの厚みむらを防ぐことができる。
曲げ剛性の強いドラム20は軸方向に十分な剛性を持たせてあり、軸1とは孔21とシマリバメとなっており、軸1と曲げ剛性の強いドラム20とはセットにあたり回転しないよう取り付けられている。
【0024】
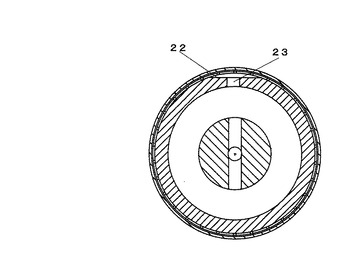
曲げ合成の強いドラム20は図3に示すように外周の一箇所がD形にカットされており、図にはない主ローラがこのDカット部分にあたる。
(実施例2)のローラも軸1の通路18から気体または液体が流入し曲げ合成の強いドラム20に孔23から、薄肉金属パイプ1の小孔2を通して薄肉金属パイプ1と薄肉金属スリーブ3との円筒状の空間を満たすため薄肉金属スリーブ3は気体または液体で浮上した状態となり、抵抗無く回転することができる。
【0025】
本発明のロールは押さえロールとして適用すると、薄肉金属スリーブは0.2mm前後の板厚であるためきわめて回転慣性が小さく、主ロールの制御に対する追従性はきわめて良いものとなる。
【0026】
本発明のロールは流体の流量を制御することにより、ロールの硬さに若干の変化をもたせることができる。即ち流量を多くするとロールは硬い特性となり、流量が低いとやわらかい特性となる。
生産する樹脂に合わせ特性をほかの変更をしなくても可能である。
【0027】
ロールは軽量となったので工場内のロールのハンドリングは容易になる。また、本ローラは現在稼動している成形機にローラ長さと直径をあわせたもので作成し軸を回り止めし、工場の圧力空気を供給すれば簡単に金属ローラやゴムローラに置き換えることができる。
【図面の簡単な説明】
【0028】
【図1】本発明実施例1の断面図
【図2】本発明実施例2を示す側面図
【図3】本発明実施例2A-A断面図
【符号の説明】
【0029】
1・・・薄肉金属パイプ 7・・・外側フランジ
2・・・小孔 8・・・オイルシール
3・・・薄肉金属スリーブ 9・・・リング状弾性体
5・・・軸 12・・・スリーブ蛇行防止板
6・・・内側フランジ 20・・・ドラム
【技術分野】
【0001】
本発明は、プラスチックの押し出し成形シートやフィルムの単材、シート類同士、紙や繊維などの複合材を挟圧成形して冷却し、シート製品やフィルム製品、ラミネート製品を製造するシート・フィルムの成形に属する技術が主流であるが、他分野にも広く応用の利く技術である。
【背景技術】
【0002】
従来の熱可塑性樹脂の押出成形法は金属ロール挟圧成形法とゴムロール挟圧成形法とがある。
金属ロール挟圧成形法押出成形からTダイを介して互いに平行に配置された主ロールと押さえロールにシート状の溶融樹脂が供給され、両ロールに挟圧され主ロールの表面に巻き付けられつつ、表面の鏡面またはエンボス模様が転写成形される。これらロールは多くの場合、径が200〜500mmで肉厚が15〜30mmと剛性が高い金属ロールにより構成され、ロールの中空部に水やオイルなどの冷却流体が供給されて樹脂を適正な温度に冷却するように構成さている。そして、剛性の高いロールであるため、溶融樹脂シートを挟圧してもロール表面の変形は無く供給された樹脂シートの余剰分が両ロールの上に溜まるバンクが発生する。
【0003】
次にゴムロール挟圧成形法は押さえロールの表面に円筒状ゴムを被覆したもので、低い挟圧力であっても押さえロールの円筒状のゴムは主ロールの表面に沿って変形し、全ての溶融樹脂シートが挟圧部に送り込まれてバンクが形成されることがない。
【特許文献1】特開平11−235747号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、金属ロール挟圧成形法において、バンクの量は、挟圧力及び溶融シートの厚みとロール間隔との差、溶融シート供給速度ロール周速度との差、溶融樹脂の粘度と温度に依存するが、シート・フィルムの厚みが小さくなるほど、少なくする必要があり、溶融樹脂が許容する以上にバンク量を多くすると、製品の表面にバンクマークと呼ばれる横波状の凹凸模様が発生して製品不良となる。なお、このバンク量を適正に許容範囲内に保持することで、緩衝作用となって挟圧部で良好に密着し、鏡面やエンボス模様が良好に転写される。
【0005】
しかしながら、このバンクがある場合には、挟圧部で樹脂シートに歪みが付与され、この歪みは、樹脂の弾性性質により左右されるが、ロール挟圧力やバンク量、溶融シートとロール温度差が大きいと比例して大きくなる傾向にある。
【0006】
このような残留歪があるシートは、特に光の乱反射や複屈折現象を起こすために、光学用途たとえば液晶などの表示装置には使用できず、また経時的に歪が回復するために変形が生じ、初期形状を保持できないため文具類などに適用できないなどの問題があった。
【0007】
これに対して、ゴムロール挟圧成形法では、バンクを形成することなく成形できるため、残留歪が生じないが、押さえロールのゴムメンでは、金属ロールのような鏡面が得られず、またゴムの熱伝導率が低いため高速成形ができない。さらにゴムが許容する挟圧力が小さいため、エンボス模様の十分な転写が出来ず、さらにゴムの寿命が短いなどの問題がある。
【課題を解決するための手段】
【0008】
上記目的を達成するために本発明は、
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブと、
中央に該軸を貫通し回転可能に取り付けられた該薄肉金属スリーブよりわずかに径の大きな蛇行防止用円盤とでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることと円筒部が柔軟性を有するローラを適用することにより課題を解決しようとするものである。
【0009】
また軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの内径にスキマバメされ、外径部を一部D形にカットし、
この面に内部流体の通路となる孔があけられている曲げ剛性の強いドラムと
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該薄肉金属パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブとでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により該薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることと、円筒部が柔軟性を有するローラを適用し、課題を解決しようとするものである。
【発明の効果】
【0010】
本発明の請求項1によれば、薄肉金属パイプの弾性変形を大きく取ることにより、ゴムロール挟圧成形法より以上に主ロールへの接触幅を確保することができ、これによりバンクの無い挟圧成形を可能にして残留歪の無く光の乱反射や複屈折現象の無い光学的に優れた樹脂フィルム・シートを製造することができる。さらに、金属を使用しているため、鏡面が得られ、流体の流れによる冷却効果もあるため高速成形が可能となり寿命も延長する事ができた。
【0011】
本発明の請求項2によれば、請求項1の発明効果に次の効果を加えることが出来る。即ち、請求項2は曲げ剛性の強いドラム20を請求項1の仕様に追加したので、ローラの軸方向の合成が向上し、幅の広い樹脂シートにも厚みの変化は少ないものとすることができる。
【発明を実施するための最良の形態】
【0012】
本発明を図面を用いて詳細に説明する。
【実施例1】
【0013】
図1は本発明実施1の断面である。図1を用いて実施例1を説明する。1は薄肉金属パイプで材質はステンレスやニッケルなど板厚0.05〜0.3mm程度のシームレス、またはシームレス相当の強度を有し、外表面は鏡面状に仕上げられたもので、薄肉なので極めて柔軟性に富んでいる。表面には1mm以下の孔2が多数あけられている。
【0014】
この外側にはわずかのスキマを持って薄肉金属スリーブ3が挿入されている。この薄肉金属スリーブ3も材質はステンレスやニッケルなど板厚0.05〜0.3mm程度のシームレス、またはシームレス相当の強度を有し、外表面は鏡面状に仕上げられたもので、薄肉なので極めて柔軟性に富んでいる.
【0015】
このため薄肉金属パイプ1と薄肉金属スリーブ3とあわせても図には示されていないが本発明のロールに主ロールを押し当てると、主ロールの曲率にあわせて変形が発生する。従来使われていた金属ロール挟圧成形法やゴムロール挟圧成形法のロールよりも更に主ロールとの当たり幅を広くすることができる。
【0016】
このロールには図には示されていないが、流体の圧力源からの気体あるいは液体が後述する軸のセンタの通路から供給され薄肉金属パイプ1の小孔から、噴出し薄肉金属スリーブ3と薄肉金属パイプ1との円筒状の空間を満たすため薄肉金属スリーブ3は気体または液体で浮上した状態となり、抵抗無く回転することができる。このため、薄肉金属スリーブ3の慣性は従来一般に使われている分厚いローラと比べたら無視できる状態となる。
【0017】
また、噴出する流体は供給する時の温度によりロール全体の保温にも冷却にも利用できる。なお、噴出した流体は薄肉金属パイプ1と薄肉金属スリーブ3との端部4から外部に放出される。
【0018】
5は軸で図示されていないが両端の細い部分にベアリングが挿入され製造機械本体に支持されている。6は内側フランジ、7は外側フランジで締結ボルト10により一体構造となっている。
内側フランジ6の外径部にはオイルシール8が挿入され内径部にはOリング11がはめられている。
外側フランジ7の外径にはリング状弾性体9が接着されている。該リング状弾性体9は外形も該薄肉金属パイプ1の内径に接着されており、回転により該薄肉金属パイプ1の軸方向にずれることを防いでいる。
【0019】
12はスリーブ蛇行防止板で背面にスラストニードル13により軸方向のスラスト荷重を受けても回転自由となるように、カラー14とシム15により両側から支持されている。
【0020】
16は止めねじで軸2に切られているねじ17により、軸2と内側フランジ6、外側フランジ7と相対回転のない一体構造となるよう、強く締め込み締結されている。
【0021】
18は流体をロールの中に注入するための通路で竪孔19を通してローる中央の空間につながっている。
また図には示してないが、本発明のローラ内部には体積比で数%の機械油などを封入し、シールのリップの先端から気体の洩れを防いでいる。
【実施例2】
【0022】
図2は本発明実施2の断面である。図2をもちいて実施例2を説明する。なお、ここで実施例1と同じ部品名、同じ機能の部品は図2にはナンバーのみを表示して説明は省略する。
【0023】
(実施例2)は(実施例1)の薄肉金属パイプ1の中に曲げ剛性の強いドラム20を追加したものである。製作する樹脂シート幅の狭いものであれば(実施例1)の方式でも十分目的を果たすことは出来るが、幅の広いシートの場合には(実施例2)方式の方がシートの厚みむらを防ぐことができる。
曲げ剛性の強いドラム20は軸方向に十分な剛性を持たせてあり、軸1とは孔21とシマリバメとなっており、軸1と曲げ剛性の強いドラム20とはセットにあたり回転しないよう取り付けられている。
【0024】
曲げ合成の強いドラム20は図3に示すように外周の一箇所がD形にカットされており、図にはない主ローラがこのDカット部分にあたる。
(実施例2)のローラも軸1の通路18から気体または液体が流入し曲げ合成の強いドラム20に孔23から、薄肉金属パイプ1の小孔2を通して薄肉金属パイプ1と薄肉金属スリーブ3との円筒状の空間を満たすため薄肉金属スリーブ3は気体または液体で浮上した状態となり、抵抗無く回転することができる。
【0025】
本発明のロールは押さえロールとして適用すると、薄肉金属スリーブは0.2mm前後の板厚であるためきわめて回転慣性が小さく、主ロールの制御に対する追従性はきわめて良いものとなる。
【0026】
本発明のロールは流体の流量を制御することにより、ロールの硬さに若干の変化をもたせることができる。即ち流量を多くするとロールは硬い特性となり、流量が低いとやわらかい特性となる。
生産する樹脂に合わせ特性をほかの変更をしなくても可能である。
【0027】
ロールは軽量となったので工場内のロールのハンドリングは容易になる。また、本ローラは現在稼動している成形機にローラ長さと直径をあわせたもので作成し軸を回り止めし、工場の圧力空気を供給すれば簡単に金属ローラやゴムローラに置き換えることができる。
【図面の簡単な説明】
【0028】
【図1】本発明実施例1の断面図
【図2】本発明実施例2を示す側面図
【図3】本発明実施例2A-A断面図
【符号の説明】
【0029】
1・・・薄肉金属パイプ 7・・・外側フランジ
2・・・小孔 8・・・オイルシール
3・・・薄肉金属スリーブ 9・・・リング状弾性体
5・・・軸 12・・・スリーブ蛇行防止板
6・・・内側フランジ 20・・・ドラム
【特許請求の範囲】
【請求項1】
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブと、
中央に該軸を貫通し回転可能に取り付けられた該薄肉金属スリーブよりわずかに径の大きな蛇行防止用円盤とでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることを特徴とする円筒部が柔軟性を有するロール。
【請求項2】
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの内径にスキマバメされ、外径部を一部D形にカットし、
この面に内部流体の通路となる孔があけられている曲げ剛性の強いドラムと
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該薄肉金属パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブとでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により該薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることを特徴とする円筒部が柔軟性を有するロール。
【請求項1】
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブと、
中央に該軸を貫通し回転可能に取り付けられた該薄肉金属スリーブよりわずかに径の大きな蛇行防止用円盤とでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることを特徴とする円筒部が柔軟性を有するロール。
【請求項2】
軸と、
外径部に多数の孔を開けられた薄肉金属パイプと、
該薄肉金属パイプの内径にスキマバメされ、外径部を一部D形にカットし、
この面に内部流体の通路となる孔があけられている曲げ剛性の強いドラムと
該薄肉金属パイプの両端部と該軸との間を機密に保持できる左右の鏡板と
該薄肉金属パイプの外径部にわずかの隙間を持って嵌合する薄肉金属スリーブとでローラを構成し、
別に設けられた気圧または液圧の供給源からの気体または液体を該軸と該薄肉金属パイプと該2枚の鏡板とで囲まれた空間に導入し、該薄肉金属パイプの孔から噴出する気体または液体により該薄肉金属スリーブを該薄肉金属パイプから浮遊させることにより、該薄肉金属スリーブが極めて軽く回転できることを特徴とする円筒部が柔軟性を有するロール。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−190293(P2010−190293A)
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願番号】特願2009−34255(P2009−34255)
【出願日】平成21年2月17日(2009.2.17)
【出願人】(599124426)株式会社ディムコ (11)
【Fターム(参考)】
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願日】平成21年2月17日(2009.2.17)
【出願人】(599124426)株式会社ディムコ (11)
【Fターム(参考)】
[ Back to top ]