
スロットノズルの研磨方法
【課題】スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにする。
【解決手段】スロットノズルの研磨方法において、少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
【解決手段】スロットノズルの研磨方法において、少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スロットノズルの研磨方法に関する。
【背景技術】
【0002】
従来、スロットノズルの研磨方法として、断面円弧状の砥石を用いて、上流側ノズルブロックの先端と下流側ノズルブロックの先端を同時に加工することにより、エッジ真直性を1μm以内に納める研磨方法がある(例えば、特許文献1参照。)。
また、ノズル先端面をカップ型砥石で研削する方法がある(例えば、特許文献2参照。)。
また、ダイヘッドのリップ部の表面をELID研削加工にて研磨する方法がある(例えば、特許文献3参照。)。
また、研磨ローラーとして、円筒形支持体の外周面上に研磨材の帯状不織布を螺旋状に巻き付けた研磨ローラーがある(例えば、特許文献4参照。)。
【0003】
【特許文献1】特開平9−192569号公報(特に、実施の形態7〜実施の形態9(段落[0092]〜段落[0107])、図17〜図21、図25、及び図27参照)
【特許文献2】特開平3−86450号公報
【特許文献3】特開2004−351349号公報
【特許文献4】特開平9−187409号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、スロットノズルのリップ部の研磨は、まず、スロットノズルの基部を研削して基準面とし、この基準面に基づいて、リップ部が真直になるように研磨していた。しかし、高い精度で研磨するには、加工費用が極めて高額となる。そこで、通常は、ある程度精度を犠牲にして合理的な費用で、スロットノズルを研磨することが多い。
【0005】
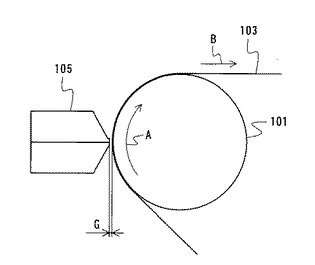
図4は、バックロール上を走行するウエブに流体を塗布するスロットノズルを示す図である。
バックロール101は、矢印Aで示す方向に回転する。ウエブ103は、バックロール101上に巻き付いて、矢印Bで示す方向に搬送される。スロットノズル105は、バックロール101との間にわずかな隙間Gを空けて配置されている。スロットノズル105から吐出される流体は、ウエブ103上に塗布される。
【0006】
(幾何学形状の影響)
ウエブ103上に流体を均一の厚さで塗布するためには、スロットノズル105とバックロール101との間の隙間Gが、一定であることが望ましい。このため、バックロール101は、真円度及び円筒度がともに良いことが望ましい。しかし、バックロール101は、真円度を良くすることは容易であるが、円筒度を良くすることは困難である。バックロール101の円筒度が悪い場合に、スロットノズル105の真直度を良くしても、バックロール101の表面のばらつきのために、ウエブ103上に塗布される流体の厚さがばらついてしまう。
【0007】
そこで、本発明は、バックロールの円筒度が低い場合であっても、スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにすることを目的とする。
【0008】
(温度による影響)
スロットノズルから塗布される流体は、室温から200℃の範囲で所定の温度に加熱されることがある。スロットノズルも、所定の温度にまで加熱される。温度が上がるとスロットノズルは、たわむ。例えば、室温で1マイクロメートルの真直度を有する長さ250mmのスロットノズルを100℃まで加熱すると、温度上昇によるスロットノズルの変形により、真直度は5マイクロメートルにまで悪化することがある。
【0009】
そこで、本発明は、温度によるスロットノズルの変形の影響が少ないスロットノズルの研磨方法を提供することを目的とする。
【0010】
(ノズル組立誤差の影響)
従来は、二部品からなるスロットノズルを研磨する際に、一部品づつ研磨していた。このため、二部品を組み合わせたときに、スロットノズルのリップ部に段差が生じることがあった。このリップ部の段差は、流体の均一塗布に悪影響を与えることがある。
【0011】
そこで、本発明は、ノズル組立誤差の影響が少ないスロットノズルの研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
前述した課題を解決する為に本発明では次のような研磨方法とした。
すなわち、スロットノズルの研磨方法において、
少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、
その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、
回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
【0013】
少なくとも二つのブロック(3,5)を重ね合わせた状態でスロットノズル(1)のリップ部(3a,5a)を研磨することができる。
二つのブロック(3,5)の間にシムプレート(7)を挟んで組み立てた状態でスロットノズルを研磨してもよい。
【0014】
該研磨手段の長さ(L3)は、該スロットノズルの長さ(L1)より長いとよい。
【0015】
該ロール(11)の直径(D)は、100mm乃至360mmであるとよい。
【0016】
前記第三工程は、該スロットノズル(1)を加熱手段(15)または冷却手段(15)で使用温度に温調し、該スロットノズル(1)の該リップ部(3a,5a)を研磨する工程を含むとよい。
【0017】
該ロール(11)を加熱または冷却してもよい。
【0018】
該ロール(11)と該スロットノズル(1)との温度差が20℃以内になるように設定するとよい。
【0019】
該研磨手段は、該ロール(11)に螺旋に巻きつけられた研磨テープ(13)であり、前記第三工程は、該研磨テープ(13)が螺旋に巻きつけられた該ロール(11)を回転させながら該リップ部(3a,5a)を研磨する工程を含むとよい。
【0020】
前記第三工程は、最初に、粗い砥粒の研磨テープで該リップ部(3a,5a)を研磨する工程と、その後に、細かい砥粒の研磨テープで該リップ部(3a,5a)を仕上げる工程とを含むとよい。
【0021】
該研磨手段は研磨テープ(13)であり、該研磨テープ(13)の基材はプラスティックフィルム(19)であり、該研磨テープ(13)の厚さ(T1)のばらつきは該基材(19)の厚さ(T2)の1%以内であるとよい。
【0022】
前記第三工程において、該リップ部(3a,5a)の該長手方向の該真直度を5μm以内にするとよい。
【0023】
該スロットノズル(1)から吐出される該流体は、液体又は溶融体であって、該ロール(11)は、バックロールであるとよい。
【0024】
該ロール(11)は、長さ1メートル当りの円筒度が常温で5マイクロメートル以下であることが望ましい。なお、該ロール(11)は、真円度が2マイクロメートル以内であって、円筒度が2マイクロメートル以内であるとより好ましい。
【0025】
該ロール(11)は、該スロットノズル(1)と対で使用するバックロールであると良いが、それに限定するわけではない。
【発明の効果】
【0026】
本発明の一実施例によれば、スロットノズルを組み立てた状態で研磨することができるので、ノズル組立誤差の影響が少ないスロットノズルの研磨方法を提供することができる。
また、本発明の一実施例によれば、スロットノズルを使用温度に温調して研磨することができるので、温度によるスロットノズルの変形の影響が少ないスロットノズルの研磨方法を提供することができる。
また、本発明の一実施例によれば、バックロールを研磨ロールとして使用することができるので、バックロールの円筒度が低い場合であっても、スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにすることができる。
また、本発明の一実施例によれば、2マイクロメートル以下の真直度を備えた長さ1メートルのスロットノズルを製造することができる。
また、本発明の一実施例によれば、従来の方法の5分の1から10分の1の費用でスロットノズルを研磨することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を、好ましい実施形態に基づき図面を参照しながら説明する。ただし、以下の実施形態に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0028】
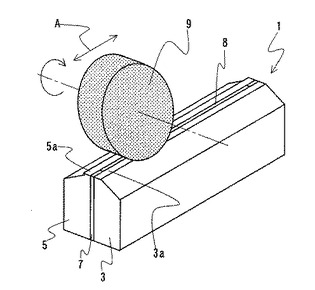
図1は、研削装置(不図示)の砥石車により研削されているスロットノズルのリップ部を示す図である。
スロットノズル1は、上流側ノズルブロック3と、下流側ノズルブロック5と、上流側ノズルブロック3と下流側ノズルブロック5との間に挟まれたシムプレート7とからなる。スロットノズル1は、長手方向の長さL1(図2参照)が1メートルである。上流側ノズルブロック3、下流側ノズルブロック5、及びシムプレート7により、流体を吐出するためのスリット8を画成する。
【0029】
上流側ノズルブロック3、下流側ノズルブロック5、及びシムプレート7を組み合わせた状態で、回転する砥石車9を上流側ノズルブロック3のリップ部3aと下流側ノズルブロック5のリップ部5aとに接触させる。砥石車9を矢印Aで示す方向に移動させることにより、リップ部3a、5aを研削して、リップ部3a、5aの長手方向の真直度を室温で200マイクロメートル以内にする(第一工程)。
【0030】
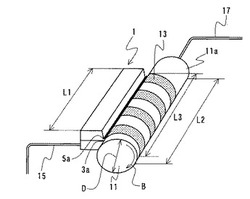
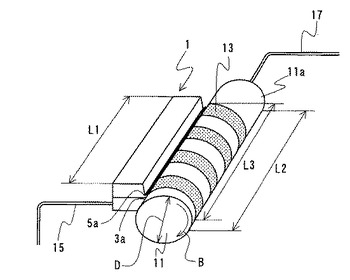
図2は、ロール11により研磨されているスロットノズル1を示す図である。
ロール11は、真円度が3マイクロメートル以内であって、スロットノズル1の長さL1よりも長いロール面長L2を有する。ロール11の外周面11aには、研磨手段としての研磨テープ13が螺旋状に巻きつけられている。ロール11は、回転手段(不図示)により矢印Bで示す方向に回転させられる(第二工程)。スロットノズル1は、砥石車9によりリップ部3a、5aの長手方向の真直度を室温で200マイクロメートル以内に加工したものである。回転するロール11をスロットノズル1のリップ部3a、5aに押し当ててリップ部3a、5aを研磨する(第三工程)。
【0031】
スロットノズル1のリップ部3a、5aの長手方向の真直度が5マイクロメートル以内になるまで、ロール11でリップ部3a、5aを研磨するとよい。
【0032】
ロール11によりリップ部3a、5aを研磨する工程(第三工程)において、最初に、粗い砥粒の研磨テープでスロットノズル1のリップ部3a、5aを研磨し、その後に、粗い砥粒の研磨テープを細かい砥粒の研磨テープと交換して、細かい砥粒の研磨テープでスロットノズル1のリップ部3a、5aを仕上げてもよい。例えば、最初に番手(#)が320メッシュ若しくは320メッシュ以下の粗い粒度(砥粒)の研磨テープで研磨し、その後に400メッシュ若しくは400メッシュ以上の細かい粒度の研磨テープで仕上げるようにしてもよい。また、さらに好ましくは、最初に320メッシュ若しくは320メッシュ以下の粗い粒度の研磨テープで研磨し、次に400〜600メッシュの細かい粒度の研磨テープで中間研磨をし、次に1000メッシュ若しくは1000メッシュ以上のさらに細かい粒度の研磨テープで仕上げ研磨をするようにするとよい。さらに鏡面仕上げを所望する場合には、前記の最終仕上げ研磨に加えてさらに2000メッシュのさらに細かい粒度の研磨テープを使用して研磨するとよい。このようにすれば、粗い砥粒から細かい砥粒の研磨テープを段階的に用いて表面傷を直していくようにして最終的に良好な仕上げ研磨面を得ることができ、全体的な研磨時間を短くして研磨を早く行うことができる。なお、該番手の数値(メッシュ)は、本来1インチ(25.4mm)平方当りの篩の目の数を表し、砥粒(研磨材)の粒の大きさを示す単位であり、粗めの砥粒のもの程、数値が少なくなり、細かい砥粒のもの程、数値が大きくなるものである。研磨テープの種類としては、例えば三共理化学株式会社製のミラーフィルム(商品名)シリーズ等を用いることができる。
【0033】
ロール11の外周面11a上の研磨テープ13が巻きつけられている部分の長さL3は、スロットノズル1の長さL1よりも長い。
【0034】
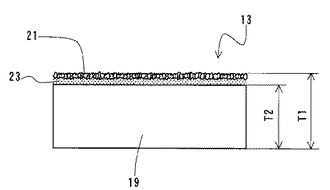
図3は、研磨テープ13の断面図である。研磨テープ13の基材は、プラスティックフィルム19である。プラスティックフィルム19の表面に砥粒21がアンカー材23により固着されている。研磨テープ13の厚さT1のばらつきは、基材としてのプラスティックフィルム19の厚さT2の1%以内である。
【0035】
一般に、通常の研磨ロールの真円度をよくすることは、難しい。これに対して、本実施例においては、ロールに研磨テープを巻き付けたものを研磨ロールとして使用した。ロールは、一般に、精度良く作成することができる。また、研磨テープの厚さのばらつきは、主に、研磨テープのアンカー材から飛び出した砥粒の高さのばらつきであるので、研磨テープの厚さのばらつきは、±1マイクロメートルぐらいの範囲内にある。研磨テープをロールに螺旋状に巻き付けて、スロットノズルに当てると、研磨テープの表面の凸部が押し下げられて、研磨テープの表面は、さらにフラットになる。よって、本実施例の研磨ロールは、通常の研磨ロールに比べて、真円度をよくすることができる。
【0036】
研磨テープは、粘着テープ又はバンドで両端をロールに留めることができる。
【0037】
図2に戻って、ロール11の直径Dは、100mm乃至360mmであると
よい。
【0038】
スロットノズル1には、加熱媒体又は冷却媒体をスロットノズル1へ循環させるための導管15が接続されている。スロットノズル1のリップ部3a、5aをロール11で研磨しているときに、導管15により加熱媒体又は冷却媒体をスロットノズル1へ循環させることによりスロットノズル1の温度を使用温度に調整する。使用温度とは、スロットノズル1のスリット8から被塗物へ流体を吐出する時のスロットノズル1の温度である。
【0039】
ロール11には、加熱媒体又は冷却媒体をロール11へ循環させるための導管17が接続されている。スロットノズル1のリップ部3a、5aをロール11で研磨しているときに、導管17により加熱媒体又は冷却媒体をロール11へ循環させることによりロール11の温度を調整する。研磨する際に、ロール11の温度をスロットノズル1の温度と同じにするとよい。ロール11の温度は、スロットノズル1の使用温度との差が同じ或いはそれよりも20℃ぐらい低くてもよい。すなわち、研磨する際に、ロール11とスロットノズル1との温度差が0℃〜20℃の範囲内であるとよい。
【0040】
スロットノズル1から吐出される流体は、液体又は溶融体である。
【0041】
ロール11は、スロットノズル1と対になって使用するバックロールであるとよい。バックロールを研磨ロールとした場合、バックロールの真円度がよければ、たとえ円筒度がある程度悪くてもあまり問題にならない。スロットノズルがバックロールに対して相補形状に研磨されるので、スロットノズルとバックロールとの間の隙間Gを一定にすることができるからである。
【0042】
(変形例)
上記実施例を参照して、本発明を説明したが、本発明は、上記実施例に限定されるものではない。
【0043】
本発明の研磨手段は、研磨テープに限定されるものではなく、ロールに研磨材を塗ったものでもよいし、ロールとスロットノズルの間に研磨材を供給する構成としても良い。研磨材は、ロールに螺旋状に巻きつけられている必要はない。
【0044】
ロールの加熱には、熱風を使用することもできる。
熱媒が熱風の場合は、軸受け部を暖めないように、ロールを囲んで熱風の通路を作り熱風が軸受け部にかからないようにするとよい。
【0045】
本発明は、以上の実施形態に限定されるものではなく、その特徴事項から逸脱することなく、他のいろいろな形態で実施することができる。そのため、前述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は、特許請求の範囲によって示すものであって、明細書本文には、何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、すべて本発明の範囲内のものである。
【図面の簡単な説明】
【0046】
【図1】研削装置(不図示)の砥石車により研削されているスロットノズルのリップ部を示す図。
【図2】ロールにより研磨されているスロットノズルを示す図。
【図3】研磨テープの断面図。
【図4】バックロール上を走行するウエブに流体を塗布するスロットノズルを示す図。
【符号の説明】
【0047】
1 スロットノズル
3 上流側ノズルブロック
3a リップ部
5 下流側ノズルブロック
5a リップ部
7 シムプレート
8 スリット
9 砥石車
11 ロール
11a 外周面
13 研磨テープ
15 導管
17 導管
19 プラスティックフィルム
21 砥粒
23 アンカー材
101 バックロール
103 ウエブ
105 スロットノズル
L1 スロットノズルの長さ
L2 ロール面長
L3 研磨テープが巻きつけられている部分の長さ
T1 研磨テープの厚さ
T2 基材の厚さ
【技術分野】
【0001】
本発明は、スロットノズルの研磨方法に関する。
【背景技術】
【0002】
従来、スロットノズルの研磨方法として、断面円弧状の砥石を用いて、上流側ノズルブロックの先端と下流側ノズルブロックの先端を同時に加工することにより、エッジ真直性を1μm以内に納める研磨方法がある(例えば、特許文献1参照。)。
また、ノズル先端面をカップ型砥石で研削する方法がある(例えば、特許文献2参照。)。
また、ダイヘッドのリップ部の表面をELID研削加工にて研磨する方法がある(例えば、特許文献3参照。)。
また、研磨ローラーとして、円筒形支持体の外周面上に研磨材の帯状不織布を螺旋状に巻き付けた研磨ローラーがある(例えば、特許文献4参照。)。
【0003】
【特許文献1】特開平9−192569号公報(特に、実施の形態7〜実施の形態9(段落[0092]〜段落[0107])、図17〜図21、図25、及び図27参照)
【特許文献2】特開平3−86450号公報
【特許文献3】特開2004−351349号公報
【特許文献4】特開平9−187409号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、スロットノズルのリップ部の研磨は、まず、スロットノズルの基部を研削して基準面とし、この基準面に基づいて、リップ部が真直になるように研磨していた。しかし、高い精度で研磨するには、加工費用が極めて高額となる。そこで、通常は、ある程度精度を犠牲にして合理的な費用で、スロットノズルを研磨することが多い。
【0005】
図4は、バックロール上を走行するウエブに流体を塗布するスロットノズルを示す図である。
バックロール101は、矢印Aで示す方向に回転する。ウエブ103は、バックロール101上に巻き付いて、矢印Bで示す方向に搬送される。スロットノズル105は、バックロール101との間にわずかな隙間Gを空けて配置されている。スロットノズル105から吐出される流体は、ウエブ103上に塗布される。
【0006】
(幾何学形状の影響)
ウエブ103上に流体を均一の厚さで塗布するためには、スロットノズル105とバックロール101との間の隙間Gが、一定であることが望ましい。このため、バックロール101は、真円度及び円筒度がともに良いことが望ましい。しかし、バックロール101は、真円度を良くすることは容易であるが、円筒度を良くすることは困難である。バックロール101の円筒度が悪い場合に、スロットノズル105の真直度を良くしても、バックロール101の表面のばらつきのために、ウエブ103上に塗布される流体の厚さがばらついてしまう。
【0007】
そこで、本発明は、バックロールの円筒度が低い場合であっても、スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにすることを目的とする。
【0008】
(温度による影響)
スロットノズルから塗布される流体は、室温から200℃の範囲で所定の温度に加熱されることがある。スロットノズルも、所定の温度にまで加熱される。温度が上がるとスロットノズルは、たわむ。例えば、室温で1マイクロメートルの真直度を有する長さ250mmのスロットノズルを100℃まで加熱すると、温度上昇によるスロットノズルの変形により、真直度は5マイクロメートルにまで悪化することがある。
【0009】
そこで、本発明は、温度によるスロットノズルの変形の影響が少ないスロットノズルの研磨方法を提供することを目的とする。
【0010】
(ノズル組立誤差の影響)
従来は、二部品からなるスロットノズルを研磨する際に、一部品づつ研磨していた。このため、二部品を組み合わせたときに、スロットノズルのリップ部に段差が生じることがあった。このリップ部の段差は、流体の均一塗布に悪影響を与えることがある。
【0011】
そこで、本発明は、ノズル組立誤差の影響が少ないスロットノズルの研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
前述した課題を解決する為に本発明では次のような研磨方法とした。
すなわち、スロットノズルの研磨方法において、
少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、
その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、
回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
【0013】
少なくとも二つのブロック(3,5)を重ね合わせた状態でスロットノズル(1)のリップ部(3a,5a)を研磨することができる。
二つのブロック(3,5)の間にシムプレート(7)を挟んで組み立てた状態でスロットノズルを研磨してもよい。
【0014】
該研磨手段の長さ(L3)は、該スロットノズルの長さ(L1)より長いとよい。
【0015】
該ロール(11)の直径(D)は、100mm乃至360mmであるとよい。
【0016】
前記第三工程は、該スロットノズル(1)を加熱手段(15)または冷却手段(15)で使用温度に温調し、該スロットノズル(1)の該リップ部(3a,5a)を研磨する工程を含むとよい。
【0017】
該ロール(11)を加熱または冷却してもよい。
【0018】
該ロール(11)と該スロットノズル(1)との温度差が20℃以内になるように設定するとよい。
【0019】
該研磨手段は、該ロール(11)に螺旋に巻きつけられた研磨テープ(13)であり、前記第三工程は、該研磨テープ(13)が螺旋に巻きつけられた該ロール(11)を回転させながら該リップ部(3a,5a)を研磨する工程を含むとよい。
【0020】
前記第三工程は、最初に、粗い砥粒の研磨テープで該リップ部(3a,5a)を研磨する工程と、その後に、細かい砥粒の研磨テープで該リップ部(3a,5a)を仕上げる工程とを含むとよい。
【0021】
該研磨手段は研磨テープ(13)であり、該研磨テープ(13)の基材はプラスティックフィルム(19)であり、該研磨テープ(13)の厚さ(T1)のばらつきは該基材(19)の厚さ(T2)の1%以内であるとよい。
【0022】
前記第三工程において、該リップ部(3a,5a)の該長手方向の該真直度を5μm以内にするとよい。
【0023】
該スロットノズル(1)から吐出される該流体は、液体又は溶融体であって、該ロール(11)は、バックロールであるとよい。
【0024】
該ロール(11)は、長さ1メートル当りの円筒度が常温で5マイクロメートル以下であることが望ましい。なお、該ロール(11)は、真円度が2マイクロメートル以内であって、円筒度が2マイクロメートル以内であるとより好ましい。
【0025】
該ロール(11)は、該スロットノズル(1)と対で使用するバックロールであると良いが、それに限定するわけではない。
【発明の効果】
【0026】
本発明の一実施例によれば、スロットノズルを組み立てた状態で研磨することができるので、ノズル組立誤差の影響が少ないスロットノズルの研磨方法を提供することができる。
また、本発明の一実施例によれば、スロットノズルを使用温度に温調して研磨することができるので、温度によるスロットノズルの変形の影響が少ないスロットノズルの研磨方法を提供することができる。
また、本発明の一実施例によれば、バックロールを研磨ロールとして使用することができるので、バックロールの円筒度が低い場合であっても、スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにすることができる。
また、本発明の一実施例によれば、2マイクロメートル以下の真直度を備えた長さ1メートルのスロットノズルを製造することができる。
また、本発明の一実施例によれば、従来の方法の5分の1から10分の1の費用でスロットノズルを研磨することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を、好ましい実施形態に基づき図面を参照しながら説明する。ただし、以下の実施形態に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0028】
図1は、研削装置(不図示)の砥石車により研削されているスロットノズルのリップ部を示す図である。
スロットノズル1は、上流側ノズルブロック3と、下流側ノズルブロック5と、上流側ノズルブロック3と下流側ノズルブロック5との間に挟まれたシムプレート7とからなる。スロットノズル1は、長手方向の長さL1(図2参照)が1メートルである。上流側ノズルブロック3、下流側ノズルブロック5、及びシムプレート7により、流体を吐出するためのスリット8を画成する。
【0029】
上流側ノズルブロック3、下流側ノズルブロック5、及びシムプレート7を組み合わせた状態で、回転する砥石車9を上流側ノズルブロック3のリップ部3aと下流側ノズルブロック5のリップ部5aとに接触させる。砥石車9を矢印Aで示す方向に移動させることにより、リップ部3a、5aを研削して、リップ部3a、5aの長手方向の真直度を室温で200マイクロメートル以内にする(第一工程)。
【0030】
図2は、ロール11により研磨されているスロットノズル1を示す図である。
ロール11は、真円度が3マイクロメートル以内であって、スロットノズル1の長さL1よりも長いロール面長L2を有する。ロール11の外周面11aには、研磨手段としての研磨テープ13が螺旋状に巻きつけられている。ロール11は、回転手段(不図示)により矢印Bで示す方向に回転させられる(第二工程)。スロットノズル1は、砥石車9によりリップ部3a、5aの長手方向の真直度を室温で200マイクロメートル以内に加工したものである。回転するロール11をスロットノズル1のリップ部3a、5aに押し当ててリップ部3a、5aを研磨する(第三工程)。
【0031】
スロットノズル1のリップ部3a、5aの長手方向の真直度が5マイクロメートル以内になるまで、ロール11でリップ部3a、5aを研磨するとよい。
【0032】
ロール11によりリップ部3a、5aを研磨する工程(第三工程)において、最初に、粗い砥粒の研磨テープでスロットノズル1のリップ部3a、5aを研磨し、その後に、粗い砥粒の研磨テープを細かい砥粒の研磨テープと交換して、細かい砥粒の研磨テープでスロットノズル1のリップ部3a、5aを仕上げてもよい。例えば、最初に番手(#)が320メッシュ若しくは320メッシュ以下の粗い粒度(砥粒)の研磨テープで研磨し、その後に400メッシュ若しくは400メッシュ以上の細かい粒度の研磨テープで仕上げるようにしてもよい。また、さらに好ましくは、最初に320メッシュ若しくは320メッシュ以下の粗い粒度の研磨テープで研磨し、次に400〜600メッシュの細かい粒度の研磨テープで中間研磨をし、次に1000メッシュ若しくは1000メッシュ以上のさらに細かい粒度の研磨テープで仕上げ研磨をするようにするとよい。さらに鏡面仕上げを所望する場合には、前記の最終仕上げ研磨に加えてさらに2000メッシュのさらに細かい粒度の研磨テープを使用して研磨するとよい。このようにすれば、粗い砥粒から細かい砥粒の研磨テープを段階的に用いて表面傷を直していくようにして最終的に良好な仕上げ研磨面を得ることができ、全体的な研磨時間を短くして研磨を早く行うことができる。なお、該番手の数値(メッシュ)は、本来1インチ(25.4mm)平方当りの篩の目の数を表し、砥粒(研磨材)の粒の大きさを示す単位であり、粗めの砥粒のもの程、数値が少なくなり、細かい砥粒のもの程、数値が大きくなるものである。研磨テープの種類としては、例えば三共理化学株式会社製のミラーフィルム(商品名)シリーズ等を用いることができる。
【0033】
ロール11の外周面11a上の研磨テープ13が巻きつけられている部分の長さL3は、スロットノズル1の長さL1よりも長い。
【0034】
図3は、研磨テープ13の断面図である。研磨テープ13の基材は、プラスティックフィルム19である。プラスティックフィルム19の表面に砥粒21がアンカー材23により固着されている。研磨テープ13の厚さT1のばらつきは、基材としてのプラスティックフィルム19の厚さT2の1%以内である。
【0035】
一般に、通常の研磨ロールの真円度をよくすることは、難しい。これに対して、本実施例においては、ロールに研磨テープを巻き付けたものを研磨ロールとして使用した。ロールは、一般に、精度良く作成することができる。また、研磨テープの厚さのばらつきは、主に、研磨テープのアンカー材から飛び出した砥粒の高さのばらつきであるので、研磨テープの厚さのばらつきは、±1マイクロメートルぐらいの範囲内にある。研磨テープをロールに螺旋状に巻き付けて、スロットノズルに当てると、研磨テープの表面の凸部が押し下げられて、研磨テープの表面は、さらにフラットになる。よって、本実施例の研磨ロールは、通常の研磨ロールに比べて、真円度をよくすることができる。
【0036】
研磨テープは、粘着テープ又はバンドで両端をロールに留めることができる。
【0037】
図2に戻って、ロール11の直径Dは、100mm乃至360mmであると
よい。
【0038】
スロットノズル1には、加熱媒体又は冷却媒体をスロットノズル1へ循環させるための導管15が接続されている。スロットノズル1のリップ部3a、5aをロール11で研磨しているときに、導管15により加熱媒体又は冷却媒体をスロットノズル1へ循環させることによりスロットノズル1の温度を使用温度に調整する。使用温度とは、スロットノズル1のスリット8から被塗物へ流体を吐出する時のスロットノズル1の温度である。
【0039】
ロール11には、加熱媒体又は冷却媒体をロール11へ循環させるための導管17が接続されている。スロットノズル1のリップ部3a、5aをロール11で研磨しているときに、導管17により加熱媒体又は冷却媒体をロール11へ循環させることによりロール11の温度を調整する。研磨する際に、ロール11の温度をスロットノズル1の温度と同じにするとよい。ロール11の温度は、スロットノズル1の使用温度との差が同じ或いはそれよりも20℃ぐらい低くてもよい。すなわち、研磨する際に、ロール11とスロットノズル1との温度差が0℃〜20℃の範囲内であるとよい。
【0040】
スロットノズル1から吐出される流体は、液体又は溶融体である。
【0041】
ロール11は、スロットノズル1と対になって使用するバックロールであるとよい。バックロールを研磨ロールとした場合、バックロールの真円度がよければ、たとえ円筒度がある程度悪くてもあまり問題にならない。スロットノズルがバックロールに対して相補形状に研磨されるので、スロットノズルとバックロールとの間の隙間Gを一定にすることができるからである。
【0042】
(変形例)
上記実施例を参照して、本発明を説明したが、本発明は、上記実施例に限定されるものではない。
【0043】
本発明の研磨手段は、研磨テープに限定されるものではなく、ロールに研磨材を塗ったものでもよいし、ロールとスロットノズルの間に研磨材を供給する構成としても良い。研磨材は、ロールに螺旋状に巻きつけられている必要はない。
【0044】
ロールの加熱には、熱風を使用することもできる。
熱媒が熱風の場合は、軸受け部を暖めないように、ロールを囲んで熱風の通路を作り熱風が軸受け部にかからないようにするとよい。
【0045】
本発明は、以上の実施形態に限定されるものではなく、その特徴事項から逸脱することなく、他のいろいろな形態で実施することができる。そのため、前述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は、特許請求の範囲によって示すものであって、明細書本文には、何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、すべて本発明の範囲内のものである。
【図面の簡単な説明】
【0046】
【図1】研削装置(不図示)の砥石車により研削されているスロットノズルのリップ部を示す図。
【図2】ロールにより研磨されているスロットノズルを示す図。
【図3】研磨テープの断面図。
【図4】バックロール上を走行するウエブに流体を塗布するスロットノズルを示す図。
【符号の説明】
【0047】
1 スロットノズル
3 上流側ノズルブロック
3a リップ部
5 下流側ノズルブロック
5a リップ部
7 シムプレート
8 スリット
9 砥石車
11 ロール
11a 外周面
13 研磨テープ
15 導管
17 導管
19 プラスティックフィルム
21 砥粒
23 アンカー材
101 バックロール
103 ウエブ
105 スロットノズル
L1 スロットノズルの長さ
L2 ロール面長
L3 研磨テープが巻きつけられている部分の長さ
T1 研磨テープの厚さ
T2 基材の厚さ
【特許請求の範囲】
【請求項1】
少なくとも二つのブロックを重ね合わせて形成されたスリットから流体を吐出させるスロットノズルのリップ部を研削装置で研削し、室温における該リップ部の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、
その後、別に用意した真円度3μm以内であって該スロットノズルの長さより長い面長をもつロールであって、その外周面上に研磨手段を設けた該ロールを回転手段で回転させる第二工程と、
回転する該ロールを該スロットノズルの該リップ部に押し当てて該リップ部を研磨する第三工程とを備えることを特徴とする研磨方法。
【請求項2】
該研磨手段の長さは、該スロットノズルの長さより長いことを特徴とする請求項1に記載の研磨方法。
【請求項3】
該ロールの直径は、100mm乃至360mmであることを特徴とする請求項1又は2に記載の研磨方法。
【請求項4】
前記第三工程は、該スロットノズルを加熱手段または冷却手段で使用温度に温調し、該スロットノズルの該リップ部を研磨する工程を含むことを特徴とする請求項1乃至3に記載の研磨方法。
【請求項5】
該ロールを加熱または冷却することを特徴とする請求項4に記載の研磨方法。
【請求項6】
該ロールと該スロットノズルとの温度差が20℃以内であることを特徴とする請求項5に記載の研磨方法。
【請求項7】
該研磨手段は、該ロールに螺旋に巻きつけられた研磨テープであり、
前記第三工程は、該研磨テープが螺旋に巻きつけられた該ロールを回転させながら該リップ部を研磨する工程を含むことを特徴とする請求項1乃至6に記載の研磨方法。
【請求項8】
前記第三工程は、最初に、粗い砥粒の研磨テープで該リップ部を研磨する工程と、その後に、細かい砥粒の研磨テープで該リップ部を仕上げる工程とを含むことを特徴とする請求項1乃至7に記載の研磨方法。
【請求項9】
該研磨手段は研磨テープであり、該研磨テープの基材はプラスティックフィルムであり、該研磨テープの厚さのばらつきは該基材の厚さの1%以内であることを特徴とする請求項1乃至8に記載の研磨方法。
【請求項10】
前記第三工程において、該リップ部の該長手方向の該真直度を5μm以内にすることを特徴とする請求項1乃至9に記載の研磨方法。
【請求項11】
該スロットノズルから吐出される該流体は、液体又は溶融体であって、該ロールは、バックロールであることを特徴とする請求項1乃至10に記載の研磨方法。
【請求項1】
少なくとも二つのブロックを重ね合わせて形成されたスリットから流体を吐出させるスロットノズルのリップ部を研削装置で研削し、室温における該リップ部の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、
その後、別に用意した真円度3μm以内であって該スロットノズルの長さより長い面長をもつロールであって、その外周面上に研磨手段を設けた該ロールを回転手段で回転させる第二工程と、
回転する該ロールを該スロットノズルの該リップ部に押し当てて該リップ部を研磨する第三工程とを備えることを特徴とする研磨方法。
【請求項2】
該研磨手段の長さは、該スロットノズルの長さより長いことを特徴とする請求項1に記載の研磨方法。
【請求項3】
該ロールの直径は、100mm乃至360mmであることを特徴とする請求項1又は2に記載の研磨方法。
【請求項4】
前記第三工程は、該スロットノズルを加熱手段または冷却手段で使用温度に温調し、該スロットノズルの該リップ部を研磨する工程を含むことを特徴とする請求項1乃至3に記載の研磨方法。
【請求項5】
該ロールを加熱または冷却することを特徴とする請求項4に記載の研磨方法。
【請求項6】
該ロールと該スロットノズルとの温度差が20℃以内であることを特徴とする請求項5に記載の研磨方法。
【請求項7】
該研磨手段は、該ロールに螺旋に巻きつけられた研磨テープであり、
前記第三工程は、該研磨テープが螺旋に巻きつけられた該ロールを回転させながら該リップ部を研磨する工程を含むことを特徴とする請求項1乃至6に記載の研磨方法。
【請求項8】
前記第三工程は、最初に、粗い砥粒の研磨テープで該リップ部を研磨する工程と、その後に、細かい砥粒の研磨テープで該リップ部を仕上げる工程とを含むことを特徴とする請求項1乃至7に記載の研磨方法。
【請求項9】
該研磨手段は研磨テープであり、該研磨テープの基材はプラスティックフィルムであり、該研磨テープの厚さのばらつきは該基材の厚さの1%以内であることを特徴とする請求項1乃至8に記載の研磨方法。
【請求項10】
前記第三工程において、該リップ部の該長手方向の該真直度を5μm以内にすることを特徴とする請求項1乃至9に記載の研磨方法。
【請求項11】
該スロットノズルから吐出される該流体は、液体又は溶融体であって、該ロールは、バックロールであることを特徴とする請求項1乃至10に記載の研磨方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−149258(P2010−149258A)
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2008−332331(P2008−332331)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
[ Back to top ]