
スワッブ
【課題】モップスワッブをクリーニングされるべき表面に沿って移動させるとき、スワッブとモップ掛けされるべき表面との間の抗力を減少させ、モップ掛けの容易なスワッブの提供。
【解決手段】モップ用スワッブ10は、外ケーシング14および内側充填材20からなり、外ケーシング14は、吸収性材料シートで形成すると共に、外ケーシング14より吸収性が大きい材料で形成された内側充填材20を覆い、外ケーシング14の両主面16、18は、内側充填材20を挟んで主縫い合わせ線列22により互いに固定して、外ケーシング14の両主面16、18に複数の窪み28を形成し、外ケーシング内14での内側充填材20の移動を制限する。
【解決手段】モップ用スワッブ10は、外ケーシング14および内側充填材20からなり、外ケーシング14は、吸収性材料シートで形成すると共に、外ケーシング14より吸収性が大きい材料で形成された内側充填材20を覆い、外ケーシング14の両主面16、18は、内側充填材20を挟んで主縫い合わせ線列22により互いに固定して、外ケーシング14の両主面16、18に複数の窪み28を形成し、外ケーシング内14での内側充填材20の移動を制限する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はスワッブに関し、さらに詳細には、モップで使用するためのスワッブに関する。
【発明の背景および発明の概要】
【0002】
本発明は、モップスワッブがモップスワッブホルダから垂れ下がる種類のモップに関する。モップは、主として、使用時に、モップスワッブの垂れ下がった端の下部分が、モップ掛けされるべき表面と接触するように使用される。さらに、本発明は、モップスワッブホルダに取り付けられたモップスワッブを、モップ掛けされるべき表面に平らに当てて使用する種類のモップに関する。
【0003】
モップスワッブがモップスワッブホルダから垂れ下がる種類のモップは、代表的には、使用時に、モップを掛けられるべき表面上に溜まったかなり大量の液体を吸収するようになっている。しかしながら、モップスワッブを、モップ掛けされるべき表面に平らに当てて使用する種類のモップは、代表的には、大量の液体を除去し又は保持するようになっていないが、例えば、モップ掛けされるべき表面を乾燥させるのに使用してもよい。
【0004】
特にモップスワッブがモップスワッブホルダから垂れ下がる種類のモップで使用されるモップスワッブが既知であり、これは、リボン状材料の多数のストランドを含む。このような多数のストランドを使用することは、液体で一杯になっても、モップ掛けされるべき表面とストランドの一部だけが接触し、過度の抗力が加わることなく容易に移動することができるため、有利である。しかしながら、このような多ストランドモップスワッブは、個々のストランドを製作した後に互いに取り付けてモップスワッブを形成しなければならないため、製造に費用がかかり、時間がかかり、そして高価である。
【0005】
吸収性材料で形成された多数の別体のシートで形成されたモップスワッブもまた既知である。これによりスワッブをさらに迅速に製造することができるけれども、シートは、クリーニング液を含むと重くなり、モップ掛けがなされる表面と大部分が接触するため、大きな抗力が発生し、そのため、使用時に使用者がスワッブを操作するのが困難になる。
【0006】
本発明の第1の特徴によれば、モップ用スワッブにおいて、外ケーシングおよび内側充填材を含み、外ケーシングは吸収性材料で形成されており、内側充填材を包囲し、内側充填材は吸収性材料で形成されており、外ケーシングの両主面は、内側充填材を挟んで互いに取り付けられて、外ケーシングの両主面に複数の窪みを形成し、外ケーシング内での内側充填材の移動を制限する、スワッブが提供される。
【0007】
本発明により提供されるモップスワップによれば、使用時に、スワッブの両主面の窪みにより、スワッブをクリーニングされるべき表面に沿って移動させるとき、スワッブと表面との間の接触面積が減少し、これによってスワッブとモップ掛けされるべき表面との間の抗力が減少し、かくしてモップを使用し易くなる。
【0008】
さらに、外ケーシングの両主面が、例えば互いに結合されるのでなく、内側充填材を間に介在させて取り付けられるため、スワッブに複数の凹部(ポケット)が形成される。これらの凹部の各々は空所であり、例えば、外ケーシングと内側充填材との間に、使用時に、大量の空気が捕捉される。本発明によるスワッブ構造では、スワッブのクリーニングが従来のモップスワッブよりも効率的であることがわかっている。これは、スワッブの絞り中、スワッブの凹部内の空所に捕捉された大量の空気が外ケーシングを通して圧送され、外ケーシングの材料に捕捉された汚れを非常に効率的に除去するためである。
【0009】
好ましい構成では、外ケーシングの両主面は、内側充填材を間に置いて、ほぼ同じ方向に、例えば互いに平行に延びる間隔を隔てて設けられた複数の縫い合わせ線の列によって互いに接続される。その結果、細長くほぼ同じ方向に延びる窪み及びかくして凹部が、外ケーシングの両主面に形成される。このような細長い窪みは、モップ掛けされるべき表面上でスワッブが使用時に移動される方向に延びていてもよく、望ましくは実質的にスワッブの全主面に亘って延びていてもよい。しかしながら、外ケーシング内での内側充填材の移動をさらに制限するため、使用時の抗力をさらに減少するため、並びに、絞り中のスワッブのクリーニング効率を維持するために細長い凹部を長さ方向に分断するため、必要に応じて横断縫い合わせ線を設けてもよい。
【0010】
外ケーシングを一枚の吸収性材料シートから形成し、これを内側充填材に巻き付けて両主面を形成し、外ケーシングが内側充填材を包囲するように、巻き付けたシートの向き合った三つの縁部を、主面間に内側充填材を置いた状態で、例えば縫い合わせ線によって互いに取り付けるようにしてもよい。
【0011】
しかしながら、別の実施の形態では、外ケーシングの両主面を形成する二つの別体の吸収性材料シートから外ケーシングを形成し、これらの間に内側充填材を置き、外ケーシングが内側充填材を包囲するように、二枚のシートの四つの向き合った縁部を、例えば縫線によって互いに取り付けるようにしてもよい。
【0012】
吸収性材料外ケーシングは、織布材料または不織繊維材料、例えばスパンボンデッド不織繊維材料、溶融吹き付け不織繊維材料、ヒドロエンタングルド不織繊維材料、空気堆積不織繊維材料、および、カーデッド不織繊維材料から形成されていてもよい。
【0013】
内側充填材は、例えば詰め物等のマット状吸収性材料、フェルト状繊維または織布またはフェルト状材料または織製材料、並びに、不織繊維のうちの一つ又はこれらのうちの二以上の混合物等の任意の吸収性材料製のインターレース構造(織り合わされたような構造)であってもよい。
【0014】
本発明の第2の特徴によれば、本発明の第1の特徴によるスワッブおよびモップスワッブホルダのアッセンブリが提供される。
【0015】
モップスワッブホルダはチャンネルを備えており、使用時にモップがこのチャンネルから垂れ下がる。さらに、モップスワッブの縁部をチャンネル内に固定するための固定手段を有する。
【0016】
チャンネルは、細長くてもよいし、湾曲していてもよい。
【0017】
別の例では、モップスワッブホルダは、両主面のうちの一方に取り付けられていてもよく、これによって、モップスワッブは、使用時に、他方の主面を、モップ掛けされるべき表面にほぼ平らに当てて使用される。
【0018】
各場合において、モップスワッブホルダは、スピゴット(差し込み口)およびソケットのうちの一方であるハンドル固定具を備えていてもよく、これによってハンドルをモップスピゴットホルダに取り付けることができる。
【0019】
本発明の第3の特徴によれば、本発明の第2の特徴のスワッブおよびモップスワッブホルダアッセンブリと、モップスワッブホルダに取り付けたハンドルとの組み合わせを含むモップが提供される。
【0020】
本発明の第4の特徴によれば、本発明の第3の特徴によるモップのスワッブのクリーニングを行うための方法が提供される。この方法では、外ケーシングの主面を、これらの主面間に内側充填材を置いた状態で互いに引っ付けることによって、スワッブに複数の凹部を形成する。これらの凹部の各々は、大量の空気が捕捉される空所を含む。本方法は、モップスワッブをクリーニング液に入れる工程およびスワッブを絞る工程の一方または両方を含む。スワッブを絞る工程では、凹部内の空所に捕捉された空気を、それぞれの凹部の外ケーシングの吸収性材料を通して外方に圧送する。
【0021】
本発明の第5の特徴によれば、本発明の第1の特徴のスワッブの製造方法が提供される。この方法は、外ケーシングを吸収性材料で形成する工程と、吸収性材料内側充填材をケーシング内に包囲する工程と、外ケーシングの両主面を、内側充填材を間に置いて互いに取り付け、外ケーシングの両主面に窪みを形成し、外ケーシング内での内側充填材の移動を制限するようにする工程と、を含む。
【0022】
この方法は、内側充填材を吸収性材料のウェブとして提供する工程と、内側充填材ウェブを外ケーシングの両主面間に供給する工程と、外ケーシングの両主面の向き合った縁部を互いに取り付け、内側充填材を包囲する工程と、を含んでもよい。
【0023】
別の態様では、内側充填材は、吸収性材料のスライバ(小片)として提供されてもよい。これらのスライバを外ケーシングの両主面間に配置した後、両主面の向き合った縁部を互いに取り付けて内側充填材を包囲してもよい。
【0024】
外ケーシングの両主面を、その間に内側充填材を置いた状態で互いに取り付けて窪みを形成する工程は、好ましくは、両主面の向き合った縁部を互いに取り付ける工程と同時に行われるが、後に行ってもよいし、先立って行ってもよい。
【0025】
方法は、外ケーシングの両主面を互いに取り付ける工程の後、スワッブを複数のスワッブ部分に分割する工程を含む。これらのスワッブ部分の各々は、内側充填材を包囲し、両主面および複数の窪みをそれぞれ有する。
【0026】
各スワッブ部分は、モップスワッブについて使用してもよい。
【0027】
次に、本発明の実施の形態を添付図面を参照して単なる例として説明する。
【図面の簡単な説明】
【0028】
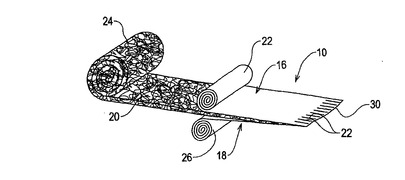
【図1】図1は、本発明によるモップスワッブの製造方法を示す概略図である。
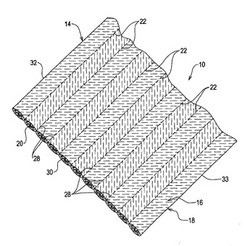
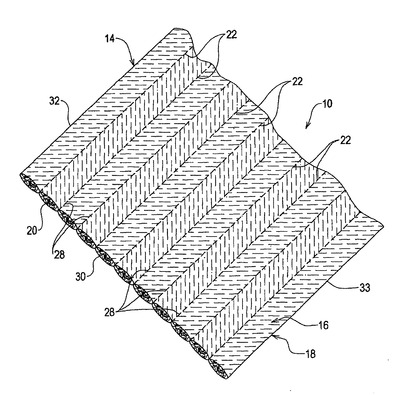
【図2】図2は、製造段階の本発明によるモップスワッブの斜視図である。
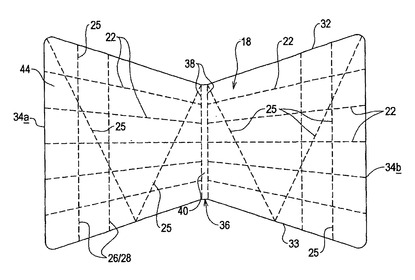
【図3】図3は、モップを製造するための加工を施したモップスワッブの概略図である。
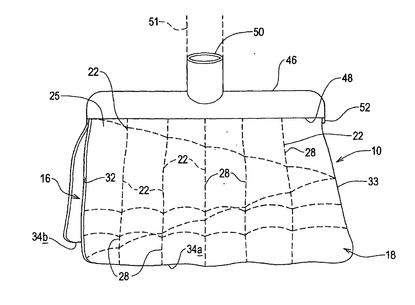
【図4】図4は、図3のモップスワッブが、モップ掛けされるべき表面と接触した状態にある、モップスワッブを保持するモップホルダの斜視図である。
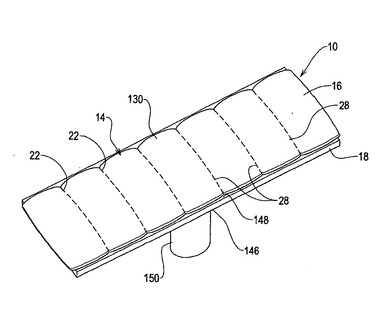
【図5】図5は、別の実施の形態のモップホルダおよびモップスワッブアッセンブリを下方から見た斜視図である。
【発明を実施するための最良の形態】
【0029】
まず、図1および図2を参照すると、吸収性材料モップスワッブ10は、代表的には、ファブリック材料である吸収性材料から形成された外ケーシング(外側包囲体、外被材)14を含む。この外ケーシング14は、一つの層の吸収性材料シートによって各々形成された一対の主面16、18を有する。この材料は、織布材料であってもよいし、不織繊維から形成されていてもよく、リサイクルされた廃棄物であってもよく、または、必要に応じて所定の目的で形成された材料であってもよい。
【0030】
この実施の形態では、外ケーシング14は、材料の上下の主面16、18を提供する別々のシートで形成されるが、別の実施の形態では、外ケーシング14は、折り返すことによって対をなした主面16、18を形成する単一の吸収性材料シートによって形成されていてもよい。
【0031】
スワッブ(掃除具、拭き取り具)10は、さらに、外ケーシング14内に設けられており且つ外ケーシング14によって取り囲まれた、両方の主面16、18間に配置された吸収性材料からなる内側充填材20を含む。この内側充填材20の吸収性は、好ましくは、外ケーシング14よりも大きい。
【0032】
内側充填材20は、この例では、マット状の詰め物等のインターレース構造または細メッシュ、或いはフェルト材料または織製材料、或いは不織繊維材料であってもよく、廃棄物または所定の目的に適うように形成された吸収性材料によって形成されていてもよい。
【0033】
好ましくは、図1に示すように、内側充填材20は、ばらばらになる(崩れる)ことなく巻いたり拡げたりすることができるウェブとして提供されるが、別の態様では、適当な吸収性材料の小片(スライバ)によって内側充填材20を形成することもできる。例えば、内側充填材20は、廃新聞紙、衣服の端布、ティーバッグ等のストリップであってもよいし、これらのストリップを含んでいてもよい。
【0034】
図1に示すように、モップスワッブ10の一つの形成方法は、三つのロール材料22、24、26を使用する。第1材料ロール22は、外ケーシング14の一方の主面16用のシートを提供し、第2材料ロール23は、ウェブ状の内側充填材20を提供し、第3材料ロール26は、外ケーシング14の他方の主面18用のシートを提供する。内側充填材20のウェブは、ロール22、24、26の各々を巻き戻す際に、外ケーシング14の両主面16、18間に供給される。
【0035】
参照番号22を付した多数の主だった縫い合わせ線(縫線)の列は、この例では、ほぼ同じ方向、すなわち、材料16、18、20の供給方向に延びている。これらの縫い合わせ線の列を使用し、上下の主面16、18を内側充填材20に取り付け、および、互いに引っ付け、モップスワッブ10の長さに沿って延びる複数の個々の細長い凹部(くぼみ、ポケット、谷間、受け口)を形成する。
【0036】
縫い合わせ線(縫い合わせ目、縫線)22は、外ケーシング14内での内側充填材20の望ましからぬ移動すなわち変位、並びに、材料の凹部の分離を、無くす又は制限することに役立つ。
【0037】
ロール22、26から供給される外ケーシングシート16、18の両縁部もまた、例えば縫い合わせ線(縫い合わせ目、縫線)により、互いに直接接触して又は間に充填材20を挟んで互いに固定される。図2では、両縁部は、両側32、33のところで互いに引っ付けられた状態で示してあるが、前縁30は引っ付けられていない状態で示してある。添付図面に示すように、主たる縫い合わせ線の列(主縫い合わせ線列)22は、この例では、個々の凹部(ポケット)を形成するため、互いに間隔が隔てられてほぼ平行に延びている。
【0038】
所望であれば、内側充填材20を外ケーシング14内の所定の場所にさらに積極的に保持するため、主として、製造されるべきモップスワッブ10の大きさに応じて、一つ又はそれ以上の横断方向の副縫い合わせ線列25を使用してもよい。図3および図4に示すこのような横断方向縫い合わせ線(横断方向縫い合わせ目、横断方向縫線)25は、主縫い合わせ線列22が提供する凹部の長さを分断する。横断方向縫い合わせ線25は、必要に応じて、主縫い合わせ線列22に対して全体的に斜行方向に延びていてもよいし、横方向に延びていてもよい。
【0039】
縫い合わせ線22、25は、内側充填材20を外ケーシング14の両主面16、18間に挟んで効果的に結合する。これにより、外ケーシング14の主面16、18に複数の窪み28が形成される。これらの窪み28は、この例では、主として複数の細長い全体に平行な窪み28、すなわち、チャンネル(溝)またはトラフとなっている。さらに、横断方向縫い合わせ線25によって複数の横断方向窪みが形成される。このような複数の窪み28は、実質的に外ケーシング14の主面16、18全体に亘って延びる。
【0040】
以上説明した方法によって製造したモップスワッブ10は、任意の所望の大きさであってもよく、以下に説明するように単一のモップを形成するのに使用してもよく、あるいは、モップスワッブ10を大きさで分け、複数のモップスワッブ部品を提供してもよい。これらのモップスワッブ部品は、モップの形成に使用することができる。かくして、各モップスワッブ部品は、それ自体、本発明によるモップスワッブであり、内側充填材20が外ケーシング14内に包囲されている。
【0041】
図2に示すモップスワッブ10は、モップスワッブ10を必要とされるように横方向に又は長さ方向に切断することによって分けることができ、未処理の両縁部は、内側充填材20全体がモップスワッブ10または各モップスワッブ部品の外ケーシング14内に包囲されるように縫い合わせる。
【0042】
モップスワッブ10を加工し、モップスワッブ10がモップホルダから垂れ下がった図4に示す種類のモップを提供するため、モップスワッブ10が取り付けられるモップホルダ46から、このモップホルダ46から最も遠いモップスワッブの最下自由縁部まで計測したモップスワッブ10の垂下長さ、すなわち、吊り下がり長さの二倍と対応する長さに、モップスワッブ10を形成する。
【0043】
図3からわかるように、内側充填材20を介して外ケーシング14の主面16、18を接続する主縫い合わせ線の列22は、モップスワッブ10の長さの長手方向に延び、かつ、モップスワッブ10の最下自由縁部34a、34bとなる縁部に対して垂直に延びている。
【0044】
次いで、モップスワッブ10の中央部分36を両側からギャザー寄せし、モップスワッブ10が外方に末広がりになるウェスト部分を形成する。ウェスト部分36は、主縫い合わせ列22に対して横方向にまたは実質的に横方向に、モップスワッブ10を横切って延びる一つ又はそれ以上の横断縫い合わせ線(横断縫線、横断縫い合わせ線目)38によって形成される。ウェスト部分36は、製造されるべきモップのモップホルダ46に連結するための強化ヘッドバンド部分40を形成する。
【0045】
図4には、モップスワッブ10のヘッドバンド部分40を受け入れ、例えば保持デバイス52によって保持する細長い直線状のチャンネル(溝)48を形成するモップホルダ46が示しされている。モップハンドル51をモップホルダ46に取り付けることができるようにするため、ハンドル用固定具、すなわち、この例ではソケット50であるが、別の態様では、スピゴット(差し込み部、差し込み口)、例えばねじ山を備えたスピゴットが、モップホルダ46に設けられている。ハンドル51の位置を図4に破線で示す。
【0046】
モップスワッブ10をモップホルダ46に永久的に取り付けてもよいけれども、望ましくは、保持手段56は解放自在のクランプエレメントであり、これにより、クリーニングや交換を行うためにチャンネル48からモップシート12を取り外すことができる。したがって、汚れたら廃棄することができるようにモップスワッブ10を製造することができる。
【0047】
図4に示されたモップホルダ46およびモップスワッブ10のアッセンブリの変形例は、モップスワッブ10を受け入れるチャンネル48が細長いのではなく湾曲しており、例えば円形をなしている例である。この例では、モップスワッブ10のヘッドバンド部分40を、好ましくは、図3に示すように中央に設けるのでなく、モップスワッブ10の一端に形成する。モップスワッブ10を湾曲したチャンネルにクランプする。その結果、モップスワッブは、湾曲したチャンネルから垂下し、モップスワッブ10が全体に円錐形または截頭円錐形をなしたモップスワッブ10およびモップホルダ46のアッセンブリを提供する。
【0048】
本発明のモップスワッブ10は、任意の所望の大きさに合わせて、長さ、すなわち主縫線列22が延びる方向での長さが例えば最大1mまたはそれ以上であるように形成してもよい。モップスワッブ10の幅もまた、最大1mまたはそれ以上であってもよい。望ましくは、単一のモップスワッブ10が、モップホルダに、モップホルダのほぼ全幅に亘って延びるように取り付けられ、モップを形成する。しかし、多数のモップスワッブが設けられる場合には、好ましくは、各モップスワッブの幅は少なくとも5cmであり、好ましくは、少なくとも10cmである。外主面16、18間のモップスワッブ10の全厚は、代表的には、5mm乃至25mmまたはそれ以上である。モップスワッブ10は、複数のモップスワッブ部分に分割されてもよい。これらのモップスワッブ部分の各々は、多くの様々な大きさの複数のモップスワッブを提供するのに使用される。
【0049】
図4に示すモップスワッブ10およびモップホルダ46のアッセンブリの変形例では、所望であれば、モップスワッブ10の両主面16、18を互いに取り付ける主縫線列22が、全体に、モップスワッブ10が受け入れられるチャンネル48と同じ方向に延びるようにモップスワッブ10をモップホルダ46に取り付けてもよい。しかしながら、モップ掛けが行われる表面上でのモップスワッブ10の移動時の抗力を減少するため、好ましくは、主縫線列22は、モップ掛けが行われる表面上でのモップスワッブ10の移動方向とほぼ一致する方向に延びる。
【0050】
内側充填材20を外ケーシング14の両主面16、18間に挟んで効果的に結合することによってモップスワッブ10の両主面16、18に形成された窪み28により、外ケーシング14とモップ掛けが行われる表面との間の接触面積が減少する。したがって、モップスワッブ10がクリーニング液または他の液体で一杯になっており、およびかくしてかなり重いにも関わらず、モップ掛けが行われる表面上での外ケーシング14の移動時に発生する抗力が大幅に減少し、これによってモップの操作性が向上する。
【0051】
図5を参照すると、図示のモップスワッブ100およびモップホルダ146のアッセンブリの第2の実施の形態を形成する上で使用されるモップスワッブ部分100を提供するため、図2のモップスワッブ10を分割することができる。この実施の形態では、モップ掛けが行われる表面上にモップスワッブ100を平らに当てて使用する。この例では、外ケーシング14の主面16が、モップ掛けが行われる表面と接触する。図5の実施の形態では、モップスワッブ100の幅は100mmよりも大きいが、長さが遥かに短い。主縫線列22は、モップ掛けが行われる表面上でモップスワッブ100を移動させる方向とほぼ同じ方向に延びる。図示していないけれども、所望であれば、横断縫線(横断縫い合わせ線、横断縫い合わせ目)が設けられていてもよい。モップ掛けが行われる表面を形成する外ケーシング14の主面16は、かくして、全体に平行な複数の窪み28を含み、かくしてスワッブ100とモップ掛けが行われる表面との間の抗力を減少させる。モップスワッブ100は、細長い平らな又は実質的に平らな支持面148を含むモップホルダ146に固定される。モップスワッブ100は、使用中、支持面148に当たった状態(接触した状態、当接した状態)に保持される。この実施の形態でも、モップハンドルをモップホルダ146に取り付けるためのソケット150が、モップホルダ146に、平らな又は実質的に平らな支持面148のモップスワッブ100とは反対側に設けられている。
【0052】
モップホルダ146は、収納のため、折り畳むことができ且つ再び元の形体にすることができるように形成されていてもよく、場合によっては、モップスワッブを必要なときに輪にしてもよい。
【0053】
モップスワッブ100をモップホルダ146に連結するための手段が設けられている。この手段は、プレススタッド、フック−ループ固定デバイス(例えばベルクロ(ベルクロ(Vecro)は登録商標である))、または、モップホルダ146の平らな表面148と、使用時にモップ掛けが行われる表面と接触する主面16とは反対側のモップスワッブ100の主面18との間を解放自在にまたは永久的に連結する任意の他の適当な手段に形態であってもよい。
【0054】
上文中に説明したモップスワッブ10、100の形体は、廃棄前に数回使用することができる、有効であり且つ安価なモップスワッブ100を提供する。価格に見合って使い捨てにするのに十分に製造費を低減することができるが、特に丈夫な材料を使用する場合には、何回も再使用することができるモップスワッブ100を提供することができる。
【0055】
上文中に説明したモップスワッブ10、100の実施の形態の各々では、内側充填材を取り囲む外ケーシング14により、並びに、外ケーシング14の両主面16、18を内側充填材20を挟んで接続する縫線(縫い合わせ線、縫い合わせ目)22、25により、縫線22、25および外ケーシング14の引っ付けられた自由縁部によって形成された凹部に大きな空所容積が提供される、ということは理解されよう。
【0056】
これらの空所により、ケーシング14内に結合層構造や単層構造で得られるよりも大きな容積の空気を捕捉するようになる。
【0057】
外ケーシング14の吸収性材料は、使用時に、モップ掛けが行われる表面から大量の汚れを集める。汚れは、液体とともに内側充填材20に入り込まない。モップスワッブ10、100を絞るとき、空気および液体が内側充填材20から外ケーシング14の材料を通過し、集められた汚れが捕捉された空気によって効果的に除去される。外ケーシング14内に包囲された内側充填材20および個々の凹部を形成する縫線(縫い合わせ線、縫い合わせ目)22、25により、内空所から絞り出される捕捉された全ての空気が外ケーシング14材料を局所的に通過するようにし向けられる。
【0058】
汚れたスワッブ10、100を例えばクリーニング液に浸漬するだけで、内空所から漏出する空気により、集められた汚れの少なくとも幾分かが効果的に除去される。
【0059】
本発明の範囲から逸脱することなく、様々な変更を行うことができる。例えば、ここに説明した例では、外ケーシング14は、吸収性材料製の二つの別々の層すなわちシート16、18から形成されており、シートの四つの縁部は、内側充填材20が外ケーシング14によって包囲されるように、例えば縫線によって互いに引っ付けられている。別の例では、外ケーシング14は、両主面16、18を形成するように内側充填材20に包み込む一枚の吸収性材料シートから形成されていてもよく、包んだシートの残る三つの縁部を、主面16、18間に配置した内側充填材20とともに、例えば縫線によって取り付け、その結果、外ケーシング14が内側充填材20を包囲する。
【0060】
所望であれば、両主面16、18は、縫合以外の手段で内側充填材を通して互いに取り付けてもよい。
【0061】
以上の説明、あるいは特許請求の範囲、あるいは添付図面に開示し、開示の結果を得るための開示の機能、または方法またはプロセスを実行するための特定の形態または手段について説明した特徴は、本発明を様々な形態で実施するため、別々にまたはこのような特徴の任意の組み合わせで適当に使用してもよい。
【技術分野】
【0001】
本発明はスワッブに関し、さらに詳細には、モップで使用するためのスワッブに関する。
【発明の背景および発明の概要】
【0002】
本発明は、モップスワッブがモップスワッブホルダから垂れ下がる種類のモップに関する。モップは、主として、使用時に、モップスワッブの垂れ下がった端の下部分が、モップ掛けされるべき表面と接触するように使用される。さらに、本発明は、モップスワッブホルダに取り付けられたモップスワッブを、モップ掛けされるべき表面に平らに当てて使用する種類のモップに関する。
【0003】
モップスワッブがモップスワッブホルダから垂れ下がる種類のモップは、代表的には、使用時に、モップを掛けられるべき表面上に溜まったかなり大量の液体を吸収するようになっている。しかしながら、モップスワッブを、モップ掛けされるべき表面に平らに当てて使用する種類のモップは、代表的には、大量の液体を除去し又は保持するようになっていないが、例えば、モップ掛けされるべき表面を乾燥させるのに使用してもよい。
【0004】
特にモップスワッブがモップスワッブホルダから垂れ下がる種類のモップで使用されるモップスワッブが既知であり、これは、リボン状材料の多数のストランドを含む。このような多数のストランドを使用することは、液体で一杯になっても、モップ掛けされるべき表面とストランドの一部だけが接触し、過度の抗力が加わることなく容易に移動することができるため、有利である。しかしながら、このような多ストランドモップスワッブは、個々のストランドを製作した後に互いに取り付けてモップスワッブを形成しなければならないため、製造に費用がかかり、時間がかかり、そして高価である。
【0005】
吸収性材料で形成された多数の別体のシートで形成されたモップスワッブもまた既知である。これによりスワッブをさらに迅速に製造することができるけれども、シートは、クリーニング液を含むと重くなり、モップ掛けがなされる表面と大部分が接触するため、大きな抗力が発生し、そのため、使用時に使用者がスワッブを操作するのが困難になる。
【0006】
本発明の第1の特徴によれば、モップ用スワッブにおいて、外ケーシングおよび内側充填材を含み、外ケーシングは吸収性材料で形成されており、内側充填材を包囲し、内側充填材は吸収性材料で形成されており、外ケーシングの両主面は、内側充填材を挟んで互いに取り付けられて、外ケーシングの両主面に複数の窪みを形成し、外ケーシング内での内側充填材の移動を制限する、スワッブが提供される。
【0007】
本発明により提供されるモップスワップによれば、使用時に、スワッブの両主面の窪みにより、スワッブをクリーニングされるべき表面に沿って移動させるとき、スワッブと表面との間の接触面積が減少し、これによってスワッブとモップ掛けされるべき表面との間の抗力が減少し、かくしてモップを使用し易くなる。
【0008】
さらに、外ケーシングの両主面が、例えば互いに結合されるのでなく、内側充填材を間に介在させて取り付けられるため、スワッブに複数の凹部(ポケット)が形成される。これらの凹部の各々は空所であり、例えば、外ケーシングと内側充填材との間に、使用時に、大量の空気が捕捉される。本発明によるスワッブ構造では、スワッブのクリーニングが従来のモップスワッブよりも効率的であることがわかっている。これは、スワッブの絞り中、スワッブの凹部内の空所に捕捉された大量の空気が外ケーシングを通して圧送され、外ケーシングの材料に捕捉された汚れを非常に効率的に除去するためである。
【0009】
好ましい構成では、外ケーシングの両主面は、内側充填材を間に置いて、ほぼ同じ方向に、例えば互いに平行に延びる間隔を隔てて設けられた複数の縫い合わせ線の列によって互いに接続される。その結果、細長くほぼ同じ方向に延びる窪み及びかくして凹部が、外ケーシングの両主面に形成される。このような細長い窪みは、モップ掛けされるべき表面上でスワッブが使用時に移動される方向に延びていてもよく、望ましくは実質的にスワッブの全主面に亘って延びていてもよい。しかしながら、外ケーシング内での内側充填材の移動をさらに制限するため、使用時の抗力をさらに減少するため、並びに、絞り中のスワッブのクリーニング効率を維持するために細長い凹部を長さ方向に分断するため、必要に応じて横断縫い合わせ線を設けてもよい。
【0010】
外ケーシングを一枚の吸収性材料シートから形成し、これを内側充填材に巻き付けて両主面を形成し、外ケーシングが内側充填材を包囲するように、巻き付けたシートの向き合った三つの縁部を、主面間に内側充填材を置いた状態で、例えば縫い合わせ線によって互いに取り付けるようにしてもよい。
【0011】
しかしながら、別の実施の形態では、外ケーシングの両主面を形成する二つの別体の吸収性材料シートから外ケーシングを形成し、これらの間に内側充填材を置き、外ケーシングが内側充填材を包囲するように、二枚のシートの四つの向き合った縁部を、例えば縫線によって互いに取り付けるようにしてもよい。
【0012】
吸収性材料外ケーシングは、織布材料または不織繊維材料、例えばスパンボンデッド不織繊維材料、溶融吹き付け不織繊維材料、ヒドロエンタングルド不織繊維材料、空気堆積不織繊維材料、および、カーデッド不織繊維材料から形成されていてもよい。
【0013】
内側充填材は、例えば詰め物等のマット状吸収性材料、フェルト状繊維または織布またはフェルト状材料または織製材料、並びに、不織繊維のうちの一つ又はこれらのうちの二以上の混合物等の任意の吸収性材料製のインターレース構造(織り合わされたような構造)であってもよい。
【0014】
本発明の第2の特徴によれば、本発明の第1の特徴によるスワッブおよびモップスワッブホルダのアッセンブリが提供される。
【0015】
モップスワッブホルダはチャンネルを備えており、使用時にモップがこのチャンネルから垂れ下がる。さらに、モップスワッブの縁部をチャンネル内に固定するための固定手段を有する。
【0016】
チャンネルは、細長くてもよいし、湾曲していてもよい。
【0017】
別の例では、モップスワッブホルダは、両主面のうちの一方に取り付けられていてもよく、これによって、モップスワッブは、使用時に、他方の主面を、モップ掛けされるべき表面にほぼ平らに当てて使用される。
【0018】
各場合において、モップスワッブホルダは、スピゴット(差し込み口)およびソケットのうちの一方であるハンドル固定具を備えていてもよく、これによってハンドルをモップスピゴットホルダに取り付けることができる。
【0019】
本発明の第3の特徴によれば、本発明の第2の特徴のスワッブおよびモップスワッブホルダアッセンブリと、モップスワッブホルダに取り付けたハンドルとの組み合わせを含むモップが提供される。
【0020】
本発明の第4の特徴によれば、本発明の第3の特徴によるモップのスワッブのクリーニングを行うための方法が提供される。この方法では、外ケーシングの主面を、これらの主面間に内側充填材を置いた状態で互いに引っ付けることによって、スワッブに複数の凹部を形成する。これらの凹部の各々は、大量の空気が捕捉される空所を含む。本方法は、モップスワッブをクリーニング液に入れる工程およびスワッブを絞る工程の一方または両方を含む。スワッブを絞る工程では、凹部内の空所に捕捉された空気を、それぞれの凹部の外ケーシングの吸収性材料を通して外方に圧送する。
【0021】
本発明の第5の特徴によれば、本発明の第1の特徴のスワッブの製造方法が提供される。この方法は、外ケーシングを吸収性材料で形成する工程と、吸収性材料内側充填材をケーシング内に包囲する工程と、外ケーシングの両主面を、内側充填材を間に置いて互いに取り付け、外ケーシングの両主面に窪みを形成し、外ケーシング内での内側充填材の移動を制限するようにする工程と、を含む。
【0022】
この方法は、内側充填材を吸収性材料のウェブとして提供する工程と、内側充填材ウェブを外ケーシングの両主面間に供給する工程と、外ケーシングの両主面の向き合った縁部を互いに取り付け、内側充填材を包囲する工程と、を含んでもよい。
【0023】
別の態様では、内側充填材は、吸収性材料のスライバ(小片)として提供されてもよい。これらのスライバを外ケーシングの両主面間に配置した後、両主面の向き合った縁部を互いに取り付けて内側充填材を包囲してもよい。
【0024】
外ケーシングの両主面を、その間に内側充填材を置いた状態で互いに取り付けて窪みを形成する工程は、好ましくは、両主面の向き合った縁部を互いに取り付ける工程と同時に行われるが、後に行ってもよいし、先立って行ってもよい。
【0025】
方法は、外ケーシングの両主面を互いに取り付ける工程の後、スワッブを複数のスワッブ部分に分割する工程を含む。これらのスワッブ部分の各々は、内側充填材を包囲し、両主面および複数の窪みをそれぞれ有する。
【0026】
各スワッブ部分は、モップスワッブについて使用してもよい。
【0027】
次に、本発明の実施の形態を添付図面を参照して単なる例として説明する。
【図面の簡単な説明】
【0028】
【図1】図1は、本発明によるモップスワッブの製造方法を示す概略図である。
【図2】図2は、製造段階の本発明によるモップスワッブの斜視図である。
【図3】図3は、モップを製造するための加工を施したモップスワッブの概略図である。
【図4】図4は、図3のモップスワッブが、モップ掛けされるべき表面と接触した状態にある、モップスワッブを保持するモップホルダの斜視図である。
【図5】図5は、別の実施の形態のモップホルダおよびモップスワッブアッセンブリを下方から見た斜視図である。
【発明を実施するための最良の形態】
【0029】
まず、図1および図2を参照すると、吸収性材料モップスワッブ10は、代表的には、ファブリック材料である吸収性材料から形成された外ケーシング(外側包囲体、外被材)14を含む。この外ケーシング14は、一つの層の吸収性材料シートによって各々形成された一対の主面16、18を有する。この材料は、織布材料であってもよいし、不織繊維から形成されていてもよく、リサイクルされた廃棄物であってもよく、または、必要に応じて所定の目的で形成された材料であってもよい。
【0030】
この実施の形態では、外ケーシング14は、材料の上下の主面16、18を提供する別々のシートで形成されるが、別の実施の形態では、外ケーシング14は、折り返すことによって対をなした主面16、18を形成する単一の吸収性材料シートによって形成されていてもよい。
【0031】
スワッブ(掃除具、拭き取り具)10は、さらに、外ケーシング14内に設けられており且つ外ケーシング14によって取り囲まれた、両方の主面16、18間に配置された吸収性材料からなる内側充填材20を含む。この内側充填材20の吸収性は、好ましくは、外ケーシング14よりも大きい。
【0032】
内側充填材20は、この例では、マット状の詰め物等のインターレース構造または細メッシュ、或いはフェルト材料または織製材料、或いは不織繊維材料であってもよく、廃棄物または所定の目的に適うように形成された吸収性材料によって形成されていてもよい。
【0033】
好ましくは、図1に示すように、内側充填材20は、ばらばらになる(崩れる)ことなく巻いたり拡げたりすることができるウェブとして提供されるが、別の態様では、適当な吸収性材料の小片(スライバ)によって内側充填材20を形成することもできる。例えば、内側充填材20は、廃新聞紙、衣服の端布、ティーバッグ等のストリップであってもよいし、これらのストリップを含んでいてもよい。
【0034】
図1に示すように、モップスワッブ10の一つの形成方法は、三つのロール材料22、24、26を使用する。第1材料ロール22は、外ケーシング14の一方の主面16用のシートを提供し、第2材料ロール23は、ウェブ状の内側充填材20を提供し、第3材料ロール26は、外ケーシング14の他方の主面18用のシートを提供する。内側充填材20のウェブは、ロール22、24、26の各々を巻き戻す際に、外ケーシング14の両主面16、18間に供給される。
【0035】
参照番号22を付した多数の主だった縫い合わせ線(縫線)の列は、この例では、ほぼ同じ方向、すなわち、材料16、18、20の供給方向に延びている。これらの縫い合わせ線の列を使用し、上下の主面16、18を内側充填材20に取り付け、および、互いに引っ付け、モップスワッブ10の長さに沿って延びる複数の個々の細長い凹部(くぼみ、ポケット、谷間、受け口)を形成する。
【0036】
縫い合わせ線(縫い合わせ目、縫線)22は、外ケーシング14内での内側充填材20の望ましからぬ移動すなわち変位、並びに、材料の凹部の分離を、無くす又は制限することに役立つ。
【0037】
ロール22、26から供給される外ケーシングシート16、18の両縁部もまた、例えば縫い合わせ線(縫い合わせ目、縫線)により、互いに直接接触して又は間に充填材20を挟んで互いに固定される。図2では、両縁部は、両側32、33のところで互いに引っ付けられた状態で示してあるが、前縁30は引っ付けられていない状態で示してある。添付図面に示すように、主たる縫い合わせ線の列(主縫い合わせ線列)22は、この例では、個々の凹部(ポケット)を形成するため、互いに間隔が隔てられてほぼ平行に延びている。
【0038】
所望であれば、内側充填材20を外ケーシング14内の所定の場所にさらに積極的に保持するため、主として、製造されるべきモップスワッブ10の大きさに応じて、一つ又はそれ以上の横断方向の副縫い合わせ線列25を使用してもよい。図3および図4に示すこのような横断方向縫い合わせ線(横断方向縫い合わせ目、横断方向縫線)25は、主縫い合わせ線列22が提供する凹部の長さを分断する。横断方向縫い合わせ線25は、必要に応じて、主縫い合わせ線列22に対して全体的に斜行方向に延びていてもよいし、横方向に延びていてもよい。
【0039】
縫い合わせ線22、25は、内側充填材20を外ケーシング14の両主面16、18間に挟んで効果的に結合する。これにより、外ケーシング14の主面16、18に複数の窪み28が形成される。これらの窪み28は、この例では、主として複数の細長い全体に平行な窪み28、すなわち、チャンネル(溝)またはトラフとなっている。さらに、横断方向縫い合わせ線25によって複数の横断方向窪みが形成される。このような複数の窪み28は、実質的に外ケーシング14の主面16、18全体に亘って延びる。
【0040】
以上説明した方法によって製造したモップスワッブ10は、任意の所望の大きさであってもよく、以下に説明するように単一のモップを形成するのに使用してもよく、あるいは、モップスワッブ10を大きさで分け、複数のモップスワッブ部品を提供してもよい。これらのモップスワッブ部品は、モップの形成に使用することができる。かくして、各モップスワッブ部品は、それ自体、本発明によるモップスワッブであり、内側充填材20が外ケーシング14内に包囲されている。
【0041】
図2に示すモップスワッブ10は、モップスワッブ10を必要とされるように横方向に又は長さ方向に切断することによって分けることができ、未処理の両縁部は、内側充填材20全体がモップスワッブ10または各モップスワッブ部品の外ケーシング14内に包囲されるように縫い合わせる。
【0042】
モップスワッブ10を加工し、モップスワッブ10がモップホルダから垂れ下がった図4に示す種類のモップを提供するため、モップスワッブ10が取り付けられるモップホルダ46から、このモップホルダ46から最も遠いモップスワッブの最下自由縁部まで計測したモップスワッブ10の垂下長さ、すなわち、吊り下がり長さの二倍と対応する長さに、モップスワッブ10を形成する。
【0043】
図3からわかるように、内側充填材20を介して外ケーシング14の主面16、18を接続する主縫い合わせ線の列22は、モップスワッブ10の長さの長手方向に延び、かつ、モップスワッブ10の最下自由縁部34a、34bとなる縁部に対して垂直に延びている。
【0044】
次いで、モップスワッブ10の中央部分36を両側からギャザー寄せし、モップスワッブ10が外方に末広がりになるウェスト部分を形成する。ウェスト部分36は、主縫い合わせ列22に対して横方向にまたは実質的に横方向に、モップスワッブ10を横切って延びる一つ又はそれ以上の横断縫い合わせ線(横断縫線、横断縫い合わせ線目)38によって形成される。ウェスト部分36は、製造されるべきモップのモップホルダ46に連結するための強化ヘッドバンド部分40を形成する。
【0045】
図4には、モップスワッブ10のヘッドバンド部分40を受け入れ、例えば保持デバイス52によって保持する細長い直線状のチャンネル(溝)48を形成するモップホルダ46が示しされている。モップハンドル51をモップホルダ46に取り付けることができるようにするため、ハンドル用固定具、すなわち、この例ではソケット50であるが、別の態様では、スピゴット(差し込み部、差し込み口)、例えばねじ山を備えたスピゴットが、モップホルダ46に設けられている。ハンドル51の位置を図4に破線で示す。
【0046】
モップスワッブ10をモップホルダ46に永久的に取り付けてもよいけれども、望ましくは、保持手段56は解放自在のクランプエレメントであり、これにより、クリーニングや交換を行うためにチャンネル48からモップシート12を取り外すことができる。したがって、汚れたら廃棄することができるようにモップスワッブ10を製造することができる。
【0047】
図4に示されたモップホルダ46およびモップスワッブ10のアッセンブリの変形例は、モップスワッブ10を受け入れるチャンネル48が細長いのではなく湾曲しており、例えば円形をなしている例である。この例では、モップスワッブ10のヘッドバンド部分40を、好ましくは、図3に示すように中央に設けるのでなく、モップスワッブ10の一端に形成する。モップスワッブ10を湾曲したチャンネルにクランプする。その結果、モップスワッブは、湾曲したチャンネルから垂下し、モップスワッブ10が全体に円錐形または截頭円錐形をなしたモップスワッブ10およびモップホルダ46のアッセンブリを提供する。
【0048】
本発明のモップスワッブ10は、任意の所望の大きさに合わせて、長さ、すなわち主縫線列22が延びる方向での長さが例えば最大1mまたはそれ以上であるように形成してもよい。モップスワッブ10の幅もまた、最大1mまたはそれ以上であってもよい。望ましくは、単一のモップスワッブ10が、モップホルダに、モップホルダのほぼ全幅に亘って延びるように取り付けられ、モップを形成する。しかし、多数のモップスワッブが設けられる場合には、好ましくは、各モップスワッブの幅は少なくとも5cmであり、好ましくは、少なくとも10cmである。外主面16、18間のモップスワッブ10の全厚は、代表的には、5mm乃至25mmまたはそれ以上である。モップスワッブ10は、複数のモップスワッブ部分に分割されてもよい。これらのモップスワッブ部分の各々は、多くの様々な大きさの複数のモップスワッブを提供するのに使用される。
【0049】
図4に示すモップスワッブ10およびモップホルダ46のアッセンブリの変形例では、所望であれば、モップスワッブ10の両主面16、18を互いに取り付ける主縫線列22が、全体に、モップスワッブ10が受け入れられるチャンネル48と同じ方向に延びるようにモップスワッブ10をモップホルダ46に取り付けてもよい。しかしながら、モップ掛けが行われる表面上でのモップスワッブ10の移動時の抗力を減少するため、好ましくは、主縫線列22は、モップ掛けが行われる表面上でのモップスワッブ10の移動方向とほぼ一致する方向に延びる。
【0050】
内側充填材20を外ケーシング14の両主面16、18間に挟んで効果的に結合することによってモップスワッブ10の両主面16、18に形成された窪み28により、外ケーシング14とモップ掛けが行われる表面との間の接触面積が減少する。したがって、モップスワッブ10がクリーニング液または他の液体で一杯になっており、およびかくしてかなり重いにも関わらず、モップ掛けが行われる表面上での外ケーシング14の移動時に発生する抗力が大幅に減少し、これによってモップの操作性が向上する。
【0051】
図5を参照すると、図示のモップスワッブ100およびモップホルダ146のアッセンブリの第2の実施の形態を形成する上で使用されるモップスワッブ部分100を提供するため、図2のモップスワッブ10を分割することができる。この実施の形態では、モップ掛けが行われる表面上にモップスワッブ100を平らに当てて使用する。この例では、外ケーシング14の主面16が、モップ掛けが行われる表面と接触する。図5の実施の形態では、モップスワッブ100の幅は100mmよりも大きいが、長さが遥かに短い。主縫線列22は、モップ掛けが行われる表面上でモップスワッブ100を移動させる方向とほぼ同じ方向に延びる。図示していないけれども、所望であれば、横断縫線(横断縫い合わせ線、横断縫い合わせ目)が設けられていてもよい。モップ掛けが行われる表面を形成する外ケーシング14の主面16は、かくして、全体に平行な複数の窪み28を含み、かくしてスワッブ100とモップ掛けが行われる表面との間の抗力を減少させる。モップスワッブ100は、細長い平らな又は実質的に平らな支持面148を含むモップホルダ146に固定される。モップスワッブ100は、使用中、支持面148に当たった状態(接触した状態、当接した状態)に保持される。この実施の形態でも、モップハンドルをモップホルダ146に取り付けるためのソケット150が、モップホルダ146に、平らな又は実質的に平らな支持面148のモップスワッブ100とは反対側に設けられている。
【0052】
モップホルダ146は、収納のため、折り畳むことができ且つ再び元の形体にすることができるように形成されていてもよく、場合によっては、モップスワッブを必要なときに輪にしてもよい。
【0053】
モップスワッブ100をモップホルダ146に連結するための手段が設けられている。この手段は、プレススタッド、フック−ループ固定デバイス(例えばベルクロ(ベルクロ(Vecro)は登録商標である))、または、モップホルダ146の平らな表面148と、使用時にモップ掛けが行われる表面と接触する主面16とは反対側のモップスワッブ100の主面18との間を解放自在にまたは永久的に連結する任意の他の適当な手段に形態であってもよい。
【0054】
上文中に説明したモップスワッブ10、100の形体は、廃棄前に数回使用することができる、有効であり且つ安価なモップスワッブ100を提供する。価格に見合って使い捨てにするのに十分に製造費を低減することができるが、特に丈夫な材料を使用する場合には、何回も再使用することができるモップスワッブ100を提供することができる。
【0055】
上文中に説明したモップスワッブ10、100の実施の形態の各々では、内側充填材を取り囲む外ケーシング14により、並びに、外ケーシング14の両主面16、18を内側充填材20を挟んで接続する縫線(縫い合わせ線、縫い合わせ目)22、25により、縫線22、25および外ケーシング14の引っ付けられた自由縁部によって形成された凹部に大きな空所容積が提供される、ということは理解されよう。
【0056】
これらの空所により、ケーシング14内に結合層構造や単層構造で得られるよりも大きな容積の空気を捕捉するようになる。
【0057】
外ケーシング14の吸収性材料は、使用時に、モップ掛けが行われる表面から大量の汚れを集める。汚れは、液体とともに内側充填材20に入り込まない。モップスワッブ10、100を絞るとき、空気および液体が内側充填材20から外ケーシング14の材料を通過し、集められた汚れが捕捉された空気によって効果的に除去される。外ケーシング14内に包囲された内側充填材20および個々の凹部を形成する縫線(縫い合わせ線、縫い合わせ目)22、25により、内空所から絞り出される捕捉された全ての空気が外ケーシング14材料を局所的に通過するようにし向けられる。
【0058】
汚れたスワッブ10、100を例えばクリーニング液に浸漬するだけで、内空所から漏出する空気により、集められた汚れの少なくとも幾分かが効果的に除去される。
【0059】
本発明の範囲から逸脱することなく、様々な変更を行うことができる。例えば、ここに説明した例では、外ケーシング14は、吸収性材料製の二つの別々の層すなわちシート16、18から形成されており、シートの四つの縁部は、内側充填材20が外ケーシング14によって包囲されるように、例えば縫線によって互いに引っ付けられている。別の例では、外ケーシング14は、両主面16、18を形成するように内側充填材20に包み込む一枚の吸収性材料シートから形成されていてもよく、包んだシートの残る三つの縁部を、主面16、18間に配置した内側充填材20とともに、例えば縫線によって取り付け、その結果、外ケーシング14が内側充填材20を包囲する。
【0060】
所望であれば、両主面16、18は、縫合以外の手段で内側充填材を通して互いに取り付けてもよい。
【0061】
以上の説明、あるいは特許請求の範囲、あるいは添付図面に開示し、開示の結果を得るための開示の機能、または方法またはプロセスを実行するための特定の形態または手段について説明した特徴は、本発明を様々な形態で実施するため、別々にまたはこのような特徴の任意の組み合わせで適当に使用してもよい。
【特許請求の範囲】
【請求項1】
外ケーシングおよび内側充填材を備え、
前記外ケーシングは、吸収性材料から形成され、前記内側充填材を覆い、
前記内側充填材は吸収性材料から形成され、
前記外ケーシングの両主面は、前記内側充填材を介して互いに対して引っ付けられ、前記外ケーシングの前記両主面に複数の窪みを形成し、前記外ケーシング内での前記内側充填材の移動を制限する
ことを特徴とするモップ用スワッブ。
【請求項2】
前記外ケーシングの前記両主面が前記内側充填材を介して縫い合わされて、複数の凹部がスワッブに形成され、
前記複数の凹部の各々は、使用時に大量の空気が捕捉される空所となる
ことを特徴とする請求項1に記載のスワッブ。
【請求項3】
前記空所は、前記外ケーシングと前記内側充填材との間の空所を含む
ことを特徴とする請求項2に記載のスワッブ。
【請求項4】
前記外ケーシングの前記両主面は、間隔を隔てて設けられ互いにほぼ同じ方向に延びる縫い合わせ線の列により、前記内側充填材を介して互いに引っ付けられ、ほぼ同じ方向に延びる複数の凹部が形成されている
ことを特徴とする請求項1〜3のいずれか一項に記載のスワッブ。
【請求項5】
前記複数の縫い合わせ線の列は互いにほぼ平行に延びている
ことを特徴とする請求項4に記載のスワッブ。
【請求項6】
追加として、前記細長い凹部の長さを分断する横断縫い合わせ線が設けられている
ことを特徴とする請求項5に記載のスワッブ。
【請求項7】
前記外ケーシングは、前記内側充填材を覆って前記両主面を形成する吸収性材料製の一枚のシートから形成され、
前記外ケーシングが前記内側充填材を包囲するように、前記シートの三つの向かい合う縁部が、前記主面間に配置された内側充填材とともに、互いに引っ付けられている
ことを特徴とする請求項1〜6のうちのいずれか一項に記載のスワッブ。
【請求項8】
前記外ケーシングは、前記外ケーシングの前記両主面をもたらす吸収性材料製の二つの別個のシートから形成され得り、
前記二つの別個のシートの間に前記内側充填材が配置され、
前記外ケーシングが前記内側充填材を包囲するように、二枚のシートの四つの向かい合う縁部が、互いに引っ付けられている
ことを特徴とする請求項1〜6のうちのいずれか一項に記載のスワッブ。
【請求項9】
前記向かい合う縁部は、縫い合わせることによって互いに引っ付けられている
ことを特徴とする請求項7または8に記載のスワッブ。
【請求項10】
前記吸収性の外ケーシングは、織布材料および不織繊維材料のいずれか一方から形成されている
ことを特徴とする請求項1〜9のうちのいずれか一項に記載のスワッブ。
【請求項11】
前記内側充填材はインターレース構造である
ことを特徴とする請求項1〜10のうちのいずれか一項に記載のスワッブ。
【請求項12】
前記内側充填材は、マット状吸収性材料、フェルト状繊維または織布またはフェルト状材料または織製材料、並びに、不織繊維のうちの一つ又はこれらのうちの二以上の混合物である
ことを特徴とする請求項11に記載のスワッブ。
【請求項13】
実質的に、添付図面を参照して以下に説明された、及び/又は、添付図面のうちのいずれかの図面に示されたスワッブ。
【請求項14】
請求項1〜13のうちのいずれか一項に記載のスワッブと、
モップスワッブホルダと、を備える
ことを特徴とするアッセンブリ。
【請求項15】
前記モップスワッブホルダは、チャンネルと、前記モップスワッブの縁部を前記チャンネルに固定する固定手段と、を有し、
前記スワッブは、使用時に、前記チャンネルから垂れ下がる
ことを特徴とする請求項14に記載のアッセンブリ。
【請求項16】
前記チャンネルは、細長いチャンネルおよび湾曲したチャンネルのうちの一方である
ことを特徴とする請求項1に記載のアッセンブリ。
【請求項17】
前記モップスワッブホルダは、前記両主面のうちの一方に取り付けられる
ことを特徴とする請求項14に記載のアッセンブリ。
【請求項18】
前記モップスワッブホルダは、ハンドル固定具を有し、
前記ハンドル固定具によって、ハンドルを前記モップスワッブホルダに取り付けることができる
ことを特徴とする請求項14〜17のうちのいずれか一項に記載のアッセンブリ。
【請求項19】
スワッブと、モップスワッブホルダと、を備えたアッセンブリであって、
実質的に、添付図面を参照して以下に説明された、及び/又は、添付図面のうちのいずれかの図面に示されたアッセンブリ。
【請求項20】
請求項14〜19のうちのいずれか一項に記載のスワッブ−モップホルダアッセンブリと、前記モップスワッブホルダに取り付けられたハンドルと、の組み合わせを含むモップ。
【請求項21】
請求項20に記載されたモップのスワッブであって、前記内側充填材を介して前記外ケーシングの前記主面を互いに引っ付けることによって複数の凹部が形成され、当該凹部の各々が、大量の空気が捕捉される空所を含んでいる、スワッブのクリーニング方法において、
前記モップスワッブをクリーニング液に入れる工程および前記スワッブを絞る工程のうちの一方または両方を含み、
前記凹部内の前記空所に捕捉された空気が、それぞれの凹部の前記外ケーシングの前記吸収性材料を通って押し出される
ことを特徴とする方法。
【請求項22】
実質的に添付図面のうちのいずれかの図面を参照して以下に説明されたスワッブのクリーニング方法。
【請求項23】
外ケーシングを吸収性材料で形成する工程と、
吸収性材料で形成された内側充填材を前記ケーシングで覆う工程と、
前記内側充填材を介して前記外ケーシングの両主面を互いに引っ付け、前記外ケーシングの前記両主面に窪みを形成し、前記外ケーシング内での前記内側充填材の移動を制限するようにする工程と、を含む
ことを特徴とする請求項1〜13のうちのいずれか一項に記載されたスワッブの製造方法。
【請求項24】
前記内側充填材を吸収性材料のウェブとして準備する工程と、
前記内側充填材のウェブを前記外ケーシングの前記両主面間に供給する工程と、
前記外ケーシングの前記両主面の向かい合った縁部を互いに引っ付けて、前記内側充填材を包む工程と、を含む
ことを特徴とする請求項23に記載の方法。
【請求項25】
前記内側充填材は吸収性材料の小片として準備され、
前記小片が、前記外ケーシングの前記両主面間に配置され、
次いで、前記外ケーシングの前記両主面の向かい合った縁部は互いに引っ付けられて、前記内側充填材が包まれる
ことを特徴とする請求項23に記載の方法。
【請求項26】
前記内側充填材を介して前記外ケーシングの前記両主面を互いに引っ付けて、窪みを形成する前記工程は、前記両主面の向かい合う縁部を互いに引っ付ける工程と同時に行われる
ことを特徴とする請求項23〜25のうちのいずれか一項に記載の方法。
【請求項27】
前記外ケーシングの前記両主面を互いに引っ付けて窪みを形成する工程の後、または、この工程に先立って、前記両主面の向かい合う縁部を互いに引っ付ける工程が行われる
ことを特徴とする請求項23〜25のうちのいずれか一項に記載の方法。
【請求項28】
前記外ケーシングの前記両主面を互いに引っ付ける工程の後に、前記スワッブを複数のスワッブ部分に分割する工程を含み、
各スワッブ部分に、内側充填材が包まれており、
各スワッブ部分は、それらの両主面に複数の窪みを有する
ことを特徴とする請求項23〜27のうちのいずれか一項に記載の方法。
【請求項29】
実質的に添付図面のうちのいずれかの図面を参照して以下に説明されたスワッブの製造方法。
【請求項30】
ここに開示された及び/又は添付図面のいずれかの図面に示された特徴の新規な組み合わせのいずれかの新規な特徴。
【請求項1】
外ケーシングおよび内側充填材を備え、
前記外ケーシングは、吸収性材料から形成され、前記内側充填材を覆い、
前記内側充填材は吸収性材料から形成され、
前記外ケーシングの両主面は、前記内側充填材を介して互いに対して引っ付けられ、前記外ケーシングの前記両主面に複数の窪みを形成し、前記外ケーシング内での前記内側充填材の移動を制限する
ことを特徴とするモップ用スワッブ。
【請求項2】
前記外ケーシングの前記両主面が前記内側充填材を介して縫い合わされて、複数の凹部がスワッブに形成され、
前記複数の凹部の各々は、使用時に大量の空気が捕捉される空所となる
ことを特徴とする請求項1に記載のスワッブ。
【請求項3】
前記空所は、前記外ケーシングと前記内側充填材との間の空所を含む
ことを特徴とする請求項2に記載のスワッブ。
【請求項4】
前記外ケーシングの前記両主面は、間隔を隔てて設けられ互いにほぼ同じ方向に延びる縫い合わせ線の列により、前記内側充填材を介して互いに引っ付けられ、ほぼ同じ方向に延びる複数の凹部が形成されている
ことを特徴とする請求項1〜3のいずれか一項に記載のスワッブ。
【請求項5】
前記複数の縫い合わせ線の列は互いにほぼ平行に延びている
ことを特徴とする請求項4に記載のスワッブ。
【請求項6】
追加として、前記細長い凹部の長さを分断する横断縫い合わせ線が設けられている
ことを特徴とする請求項5に記載のスワッブ。
【請求項7】
前記外ケーシングは、前記内側充填材を覆って前記両主面を形成する吸収性材料製の一枚のシートから形成され、
前記外ケーシングが前記内側充填材を包囲するように、前記シートの三つの向かい合う縁部が、前記主面間に配置された内側充填材とともに、互いに引っ付けられている
ことを特徴とする請求項1〜6のうちのいずれか一項に記載のスワッブ。
【請求項8】
前記外ケーシングは、前記外ケーシングの前記両主面をもたらす吸収性材料製の二つの別個のシートから形成され得り、
前記二つの別個のシートの間に前記内側充填材が配置され、
前記外ケーシングが前記内側充填材を包囲するように、二枚のシートの四つの向かい合う縁部が、互いに引っ付けられている
ことを特徴とする請求項1〜6のうちのいずれか一項に記載のスワッブ。
【請求項9】
前記向かい合う縁部は、縫い合わせることによって互いに引っ付けられている
ことを特徴とする請求項7または8に記載のスワッブ。
【請求項10】
前記吸収性の外ケーシングは、織布材料および不織繊維材料のいずれか一方から形成されている
ことを特徴とする請求項1〜9のうちのいずれか一項に記載のスワッブ。
【請求項11】
前記内側充填材はインターレース構造である
ことを特徴とする請求項1〜10のうちのいずれか一項に記載のスワッブ。
【請求項12】
前記内側充填材は、マット状吸収性材料、フェルト状繊維または織布またはフェルト状材料または織製材料、並びに、不織繊維のうちの一つ又はこれらのうちの二以上の混合物である
ことを特徴とする請求項11に記載のスワッブ。
【請求項13】
実質的に、添付図面を参照して以下に説明された、及び/又は、添付図面のうちのいずれかの図面に示されたスワッブ。
【請求項14】
請求項1〜13のうちのいずれか一項に記載のスワッブと、
モップスワッブホルダと、を備える
ことを特徴とするアッセンブリ。
【請求項15】
前記モップスワッブホルダは、チャンネルと、前記モップスワッブの縁部を前記チャンネルに固定する固定手段と、を有し、
前記スワッブは、使用時に、前記チャンネルから垂れ下がる
ことを特徴とする請求項14に記載のアッセンブリ。
【請求項16】
前記チャンネルは、細長いチャンネルおよび湾曲したチャンネルのうちの一方である
ことを特徴とする請求項1に記載のアッセンブリ。
【請求項17】
前記モップスワッブホルダは、前記両主面のうちの一方に取り付けられる
ことを特徴とする請求項14に記載のアッセンブリ。
【請求項18】
前記モップスワッブホルダは、ハンドル固定具を有し、
前記ハンドル固定具によって、ハンドルを前記モップスワッブホルダに取り付けることができる
ことを特徴とする請求項14〜17のうちのいずれか一項に記載のアッセンブリ。
【請求項19】
スワッブと、モップスワッブホルダと、を備えたアッセンブリであって、
実質的に、添付図面を参照して以下に説明された、及び/又は、添付図面のうちのいずれかの図面に示されたアッセンブリ。
【請求項20】
請求項14〜19のうちのいずれか一項に記載のスワッブ−モップホルダアッセンブリと、前記モップスワッブホルダに取り付けられたハンドルと、の組み合わせを含むモップ。
【請求項21】
請求項20に記載されたモップのスワッブであって、前記内側充填材を介して前記外ケーシングの前記主面を互いに引っ付けることによって複数の凹部が形成され、当該凹部の各々が、大量の空気が捕捉される空所を含んでいる、スワッブのクリーニング方法において、
前記モップスワッブをクリーニング液に入れる工程および前記スワッブを絞る工程のうちの一方または両方を含み、
前記凹部内の前記空所に捕捉された空気が、それぞれの凹部の前記外ケーシングの前記吸収性材料を通って押し出される
ことを特徴とする方法。
【請求項22】
実質的に添付図面のうちのいずれかの図面を参照して以下に説明されたスワッブのクリーニング方法。
【請求項23】
外ケーシングを吸収性材料で形成する工程と、
吸収性材料で形成された内側充填材を前記ケーシングで覆う工程と、
前記内側充填材を介して前記外ケーシングの両主面を互いに引っ付け、前記外ケーシングの前記両主面に窪みを形成し、前記外ケーシング内での前記内側充填材の移動を制限するようにする工程と、を含む
ことを特徴とする請求項1〜13のうちのいずれか一項に記載されたスワッブの製造方法。
【請求項24】
前記内側充填材を吸収性材料のウェブとして準備する工程と、
前記内側充填材のウェブを前記外ケーシングの前記両主面間に供給する工程と、
前記外ケーシングの前記両主面の向かい合った縁部を互いに引っ付けて、前記内側充填材を包む工程と、を含む
ことを特徴とする請求項23に記載の方法。
【請求項25】
前記内側充填材は吸収性材料の小片として準備され、
前記小片が、前記外ケーシングの前記両主面間に配置され、
次いで、前記外ケーシングの前記両主面の向かい合った縁部は互いに引っ付けられて、前記内側充填材が包まれる
ことを特徴とする請求項23に記載の方法。
【請求項26】
前記内側充填材を介して前記外ケーシングの前記両主面を互いに引っ付けて、窪みを形成する前記工程は、前記両主面の向かい合う縁部を互いに引っ付ける工程と同時に行われる
ことを特徴とする請求項23〜25のうちのいずれか一項に記載の方法。
【請求項27】
前記外ケーシングの前記両主面を互いに引っ付けて窪みを形成する工程の後、または、この工程に先立って、前記両主面の向かい合う縁部を互いに引っ付ける工程が行われる
ことを特徴とする請求項23〜25のうちのいずれか一項に記載の方法。
【請求項28】
前記外ケーシングの前記両主面を互いに引っ付ける工程の後に、前記スワッブを複数のスワッブ部分に分割する工程を含み、
各スワッブ部分に、内側充填材が包まれており、
各スワッブ部分は、それらの両主面に複数の窪みを有する
ことを特徴とする請求項23〜27のうちのいずれか一項に記載の方法。
【請求項29】
実質的に添付図面のうちのいずれかの図面を参照して以下に説明されたスワッブの製造方法。
【請求項30】
ここに開示された及び/又は添付図面のいずれかの図面に示された特徴の新規な組み合わせのいずれかの新規な特徴。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−101113(P2012−101113A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−8163(P2012−8163)
【出願日】平成24年1月18日(2012.1.18)
【分割の表示】特願2008−554832(P2008−554832)の分割
【原出願日】平成18年10月11日(2006.10.11)
【出願人】(506013601)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2012−8163(P2012−8163)
【出願日】平成24年1月18日(2012.1.18)
【分割の表示】特願2008−554832(P2008−554832)の分割
【原出願日】平成18年10月11日(2006.10.11)
【出願人】(506013601)
【Fターム(参考)】
[ Back to top ]