
スーツ用軽量長短複合紡績糸織物
【課題】軽量かつ、耐久性に優れると同時に、ピリングの発生を極端に抑えた高性能な耐久性スーツ用織物を提供することを目的とする。
【解決手段】合成繊維マルチフィラメントと短繊維とが均一混合された、長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であり、軽量であり良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れると同時にピリングの発生が極めて少ない高性能スーツ用長短複合紡績糸織物。
【解決手段】合成繊維マルチフィラメントと短繊維とが均一混合された、長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であり、軽量であり良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れると同時にピリングの発生が極めて少ない高性能スーツ用長短複合紡績糸織物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、牽伸された短繊維束と開繊された合成繊維マルチフィラメント糸を重ね合わせて合撚した長短複合紡績糸を引き揃えて撚糸した、双糸あるいは三子糸を少なくとも一部に用いたスーツ用織物であり、良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れ、且つピリングの発生が極めて少ない高性能スーツ用織物に関する。
【背景技術】
【0002】
従来、天然繊維の特長を生かしながら、織物の耐久性を高める手段としては、天然繊維に合成繊維フィラメントを複合する方法(例えば、特許文献1参照)や天然繊維に合成繊維ステープルを混紡する方法(例えば、特許文献2参照)が知られている。また、長短複合紡績糸を2本以上引き揃えて撚糸した糸条を少なくとも一部に含む織物に関する技術が開示されている(例えば特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−226938号公報
【特許文献2】特開2001−11749号公報
【特許文献3】特開2008−7883号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
天然繊維並びに合成繊維ステープルと合成繊維マルチフィラメントからなる長短複合紡績糸は、その優れた耐久性や軽量感が得られることからジャージーや織物への用途に広く展開されている。特に、羊毛と合成繊維マルチフィラメントからなる長短複合紡績糸は細番手で強撚にすることが一般的であり、強撚にすることによって通気性の向上と摩耗耐久性に優れた織物が得られるため、春夏向けのスーツやフォーマルに好んで使用されている。また、毛織の製織工程では無糊製織が一般的であり、梳毛糸と各種フィラメントとの交撚糸も糊付けは行わず撚数を増して強撚糸として製織するのが一般的である。
【0005】
従って、長短複合紡績糸や各種梳毛糸と各種フィラメントとの交撚糸を用いた織物は、軽量でピリング抑制と耐摩耗性に優れることから春夏素材には好適に用いられるが、良好な風合いと柔らかさが得られないことから、スーツ分野における秋冬素材としては好んで用いられることは少ない。
【0006】
また、天然繊維素材に合成繊維ステープルを混紡して用いることは、綿紡績分野はもちろん、羊毛紡績分野、即ち、梳毛紡績および紡毛紡績分野の広範囲において、素材機能性の改良と付加価値向上ならびにコストダウンを目的として実施されている。特に羊毛とポリエステル系繊維の混紡糸を用いた織物は、高い耐久性が得られるので、広く用いられている。
【0007】
しかし、混紡糸からなる織物は、使用時の耐摩耗性改良の点である程度効果はあるものの、耐久性能を高めるとピリングの発生が起こりやすくなり、ピリングの発生を抑えると耐久性が低下する傾向になりやすく、これらの両特性を同時に満足させることは至難の業であった。
【0008】
ところが、スーツ分野ではピリング抑制と耐摩耗性に加え、軽量でソフトな織物が強く求められている。本発明者らは、長短複合紡績糸を2本以上引き揃えて撚糸した糸条を少なくとも一部に用いることにより、これらの要求性能を同時に満たす織物を達成する技術を開発した。この技術開発の特徴、すなわち、長短複合糸を従来品のように強撚することなく紡績、撚糸し、この糸を用いる事でピリングの発生を抑えて、摩耗耐久性が高くなることを見出したものである。
【0009】
本発明は、かかる事情を背景として鋭意検討を重ねた結果達成されたものであり、ピリングの発生を抑えると同時に摩耗耐久性にも優れる織物であって、かつ軽量、ソフトで耐久性を有するスーツ用織物を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記、課題を解決するための手段、即ち、本発明の構成は、(1)合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であることを特徴とするスーツ用軽量長短複合紡績糸織物である。
【0011】
上記(1)の均一混合手段は、電気開繊混合であることが望ましい。
【0012】
上記(1)の織物を構成する長短複合紡績糸の合撚前の単糸の撚係数は、40〜100である事が望ましい。
【0013】
上記(1)の長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度は、11〜110デシテックスであることが望ましい。
【0014】
上記(1)の織物の目付けは、120〜200g/cm2の範囲にすることが望ましい。
【0015】
上記(1)の織物は、下記式で規定されるカバーファクター(CF)の値として、48.0〜85.0の範囲にすることが望ましい。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【0016】
上記(1)の織物は、マーチンデール法により求めた織物の摩擦強さ(回)が23000以上であり、且つ織物のピリング級数が4以上を同時に満足させる事が望ましい。
【発明の効果】
【0017】
本発明のスーツ用織物は、合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を2〜3本引き揃えて撚糸した糸条を少なくとも一部に用いた織物であり、
良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れると同時にピリングの発生が極めて少ない高性能スーツ用織物が得られる。
【図面の簡単な説明】
【0018】
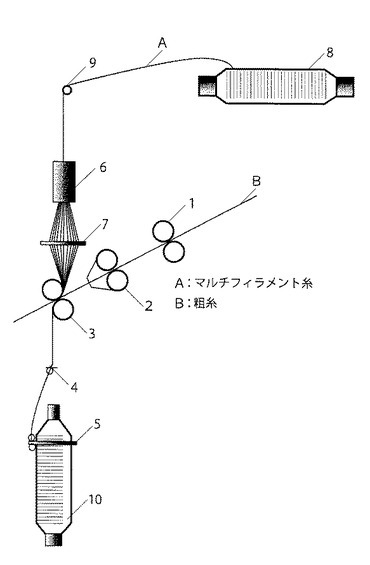
【図1】本発明のスーツ用織物に用いる長短複合紡績糸の製造装置の概略図である。
【発明を実施するための形態】
【0019】
本発明に言うスーツとは、共布で出来た衣服の上下一揃いを言う。男子の場合、一般的に背広服であって主としてビジネス用平服として用いる洋服を言う。女子の場合は、共布で出来た上着とスカート(スラックスの場合もある)の一揃いを言い、チョッキ等の組み合わせもある。
【0020】
本発明のスーツ用織物に用いる長短複合紡績糸は、合成繊維マルチフィラメントと短繊維が均一混合された長短複合紡績糸であることがスーツ用織物の風合いを確保する上で望ましい。合成繊維マルチフィラメントと短繊維を均一混合させる方法としては、電気開繊法や擦過法等が採用できるが、安定した開繊状態を保持するため、或いは短繊維と合成繊維マルチフィラメントが均一に混合された理想的な状態を実現するためには電気開繊法が特に好ましい。
【0021】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する合成繊維マルチフィラメントはポリエステル系マルチフィラメントが好ましく、代表的には、ポリエチレンテレフタレートマルチフィラメント、ポリトリメチレンテレフタレートマルチフィラメントおよびポリブチレンテレフタレートマルチフィラメントが挙げられる。ここで、合成繊維がポリアミド繊維の場合は耐熱性が低くなる問題があり、織物の整理工程、芯地を熱接着する工程あるいはプレス工程で織物の収縮を惹起する傾向がある。
【0022】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度(デシテックス)は、11〜110デシテックス、好ましくは17〜84デシテックス、特に22〜56デシテックスとするのが良い。ここで、マルチフィラメント糸の繊度が110デシテックスを超えると、短繊維本来の風合いを損なう傾向が出てくるので好ましくない。一方、11デシテックスを下回ると、短繊維との調和に影響が出てくるので好ましくない。
【0023】
前記合成繊維マルチフィラメントの単糸繊度(デシテックス)は、好ましくは0.1〜6.6デシテックス、より好ましくは、1.1〜2.8デシテックスとするのが良い。マルチフィラメントの単糸繊度が0.1デシテックスを下回る場合にあっては、スーツ用織物にしたときに腰が弱くなり、一方、6.6デシテックスを越える場合にあっては、ごわつき感が発生するので好ましくない。
【0024】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する短繊維は、羊毛、綿、絹、麻、ポリエステル系合成繊維ステープル、レーヨンステープルおよびアセテートステープル等から選択されたすくなくとも1つの繊維とすることが望ましい。
【0025】
特に、着用者の動きによって起こる耐磨耗性、耐久性などの面から羊毛単独あるいは羊毛(ウールとも言う)とポリエステルステープルとの混紡素材として用いるのが好ましい。
【0026】
本発明のスーツ用織物に用いる長短複合紡績糸は、長繊維と短繊維の複合割合によって織物の物性に与える影響が大きく、好ましくは、長短複合紡績糸全体に対して、短繊維の占める割合を50〜95重量%、より好ましくは60〜90重量%とするのが良い。ここで、50重量%を下回る場合にあっては、短繊維とマルチフィラメントの絡合性に悪影響がでてくるので好ましくない。一方、95重量%を超える場合にあっては、マルチフィラメントによる織物への物性補強効果が低下するので好ましくない。
【0027】
本発明のスーツ用織物に用いる長短複合紡績糸は、合成繊維マルチフィラメント糸を、電気開繊して、ドラフトされている短繊維束(短繊維フリースとも言う)とフロントローラの直前で重ね合わせて複合紡績することにより製造ができる。
【0028】
合成繊維マルチフィラメントの開繊幅は、短繊維フリースの最大幅と同等かそれより大きくすることが好ましい。
【0029】
合成繊維マルチフィラメントと短繊維フリースの供給位置の決定は、開繊電極の位置あるいは開繊したフィラメントの専用ガイドを用いて調整が可能である。合成繊維マルチフィラメントの開繊幅の調整は開繊の電圧、供給テンション、フィラメントの専用ガイド等の調節による。
【0030】
本発明のスーツ用織物に用いる長短複合紡績糸は、例えば図1に示す装置を用いて製造することができる。すなわち図1によれば、その装置はバックローラ1、クレードル2、フロントローラ3を順に配置し、フロントローラ3の下方にスネルワイヤ4、さらに下方にリングとトラベラ5を備えた巻き取り装置を配備し、前記フロントローラ3の送り込み側の上方に上から静電気印加用の開繊電極6およびその下方に環状ガイド7を備えている。
【0031】
つぎに、本発明のスーツ用織物に供する長短複合紡績糸の好ましい製造例を記述する。まず、パーン8に巻き取られたマルチフィラメント糸Aを解除しガイド9を経て、開繊電極6で静電気を印加開繊させ、次いで環状ガイド7を通して開繊幅および供給位置をコントロールしつつフロントローラ3に供給する。一方、粗糸Bをバックローラ1に供給し、クレードル2、フロントローラ3の間でドラフトを行い、フリース状の短繊維束Bとしてフロントローラ3に供給する。フロントローラ3に供給された開繊マルチフィラメント糸Aとフリース状の短繊維束Bはフロントローラ3のニップ点で混合される。このとき、マルチフィラメントの開繊幅を短繊維フリースの最大幅と同等かそれ以上に開繊させ、短繊維フリースの中心に開繊したマルチフィラメントの中心を重ね合わせて混合する。フロントローラ3を通過したマルチフィラメントと短繊維フリースは加撚されることにより横断面が均一に混合された状態に保たれ、スネルワイヤ4を経てリングとトラベラ5により管糸10に巻き取られる。この時、撚係数40〜100で紡績される。かくして得られた長短複合紡績糸単糸はさらに撚係数50〜110で複数本、好ましくは2〜3本、より好ましくは2本、引き揃えて撚糸し、所謂、双糸や三子糸などにした後、製織工程に供される。
【0032】
本発明のスーツ用織物に用いる長短複合紡績糸は、長短複合紡績単糸を複数本、引き揃えて撚糸を行い、好ましくは双糸や三子糸にする。従来の梳毛織物は、一般に、製織の際糊付けを行わずに製織することから、長短複合紡績糸、ならびに梳毛単糸と各種フィラメントとの交撚糸も撚り数を増加して強撚にすることを必要としていた。従って、織物の風合いが硬くなり、殊に秋冬物用途には不向きでもあった。ところが、本発明に於いては、長短複合紡績糸の単糸の撚数を従来品に比べて甘撚にすることで、前記した従来品の風合いの問題を解消している。
【0033】
本発明のスーツ用織物に用いる長短複合紡績糸、即ち出発原糸の撚係数は40〜100、より好ましくは55〜85とするのが良い。撚係数が40未満の場合、紡績性が低下する傾向にあり、織物に用いた場合ピリングの発生が増加する傾向にあるので好ましくない。一方、100を超えると、紡績性やピリング発生の問題は解消されるが、織物の風合いが硬くなってしまうので好ましくない。
【0034】
長短複合紡績糸の単糸使いであれば、前記甘撚りの係数では、製織性に問題を起こすが、単糸2〜3本を撚糸することで製織性、ピリングの発生等の問題が解消される。
【0035】
本発明のスーツ用織物に使用する長短複合紡績糸(出発原糸)を2〜3本以上引き揃えて撚糸する場合の撚係数は50〜120であることが好ましい。このときの撚係数が50未満であると毛羽が発生しやすく製織性が悪くなり、ピリングの発生の問題を惹起するので好ましくない。120を超えると糸が締まってくるために風合いが硬くなる傾向がでてくるので好ましくない。より好ましい撚係数の範囲は60〜110である。
【0036】
本発明のスーツ用織物のカバーファクター(CF)の範囲は、特に限定されないが、
48.0〜85.0、より好ましくは、51.0〜80.0とするのが良い。ここで48を下回る場合にあっては、織物全体の張り腰および耐久性が不足するので好ましくない。一方85を超える場合にあっては耐久性向上の傾向があるが、風合いが硬くなり着用快適性が低下し、軽量感が得られなくなり、目的とするスーツ用途に適合しなくなるので好ましくない。
【0037】
特に、織物のカバーファクターの好適領域は織物の組織によって変化する。例えば、平織、綾織の場合、以下の領域が特に好ましい。平織の場合、カバーファクターは、好ましくは50.0〜62.0、より好ましく51.0〜59.0である。2/1綾織の場合、好ましくは60.0〜80.0、より好ましくは65、0〜75、0でる。平織は、組織として最も安定しているため、打ち込み本数が少なくても織物としての形状を維持し、着用時の形態安定性、耐久性を得ることが出来るため、軽量化織物に好ましい組織でる。2/1綾織も比較的形状を維持しやすいため、打ち込み本数を少なくすることができる。
【0038】
本発明に言うカバーファクター(CFと略する場合もある)は以下によって求められる。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【0039】
本発明のスーツ用織物の目付けは、特に限定はないが、平織物においては120〜165(g/m2)、より好ましくは、125〜155(g/m2)とするのが良い。更に好ましくは130〜150(g/m2)とするのが良い。2/1綾織物においては150〜220(g/m2)、より好ましくは、165〜200(g/m2)とするのが良い。更に好ましくは170〜190(g/m2)とするのが良い。ここで平織物において120g/m2、2/1綾織物において150g/m2を下回る場合にあっては、織物全体の張り腰が減少すると共に耐久性が不足するので好ましくない。一方、平織物において165g/m2、2/1綾織物において220g/m2を超える場合にあっては織物自体にごわつき感が出てくるので好ましくない。
【0040】
本発明のスーツ用織物は、織物の目付け(g/m2)を織物のカバーファクター(CF)2.5倍近傍に形成することにより、スーツにした場合特に耐久性、ピリングの抑制効果が大きくなるので好ましい。ここで言う2.5倍近傍とは、2.35〜2.65である。特に、織組織により好ましい範囲が存在することが判明した。平織、2/1綾織においては、2.45〜2.55である。
【0041】
本発明の織物は、製織された生機をガス毛焼き機に通して、ガスバーナーで、布面を約400〜1200℃の温度で、処理速度30〜100m/分程度で毛焼き処理を行うことが望ましい。
【0042】
ここで、両面毛焼きをした場合は、ピリング抑制効果は向上するが、織物風合いが硬くなる傾向を示す。
【実施例】
【0043】
以下に具体的な実施例に基づいて本発明を詳細に説明するが、本発明はこれら実施例に制限されるものではなく、前、後記の趣旨に適合し得る範囲で変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
尚、実施例における各性能の評価は以下に記載の方法で行った。
【0044】
(番手)
JIS L1095 一般紡績糸試験方法の 9.4.1法による。
【0045】
(撚数の測定方法)
JIS L1095 一般紡績糸試験方法の 9.15.1A法による。
【0046】
(撚係数)
撚係数は、K=T/√N により求める。ここでKは、撚係数、Tは1mあたりの撚数、Nは、単糸番手を示す。双糸の場合は、それを構成する単糸番手を使用する。(例:単糸の60番手は1/60と表し、このときNは、60で計算する。)
【0047】
(織物の密度)
JIS L 1096 一般織物試験方法の 8.6.1法による。
【0048】
(目付け)
JIS L 1096 一般織物試験方法の 8.4.2法による。
【0049】
(引裂強さ)
JIS L 1096 一般織物試験方法の 8.15.5D法(ペンジュラム法)による。
【0050】
(磨耗強さの測定方法)
JIS L 1096 8.17.5E法(マーチンデール法)により、織物を構成する糸が切断する迄の回数を測定した。
【0051】
(ピリングの測定方法)
JIS L 1076 6.a)A法(ICI法)をによる。
【0052】
(長短複合紡績糸および混紡糸の混用率の測定方法)
JIS L1030−2 繊維製品の混用率試験方法−第2部:繊維混用率 4.b)溶解法による。
【0053】
(織物の風合評価方法)
それぞれの条件で織成した織物を たて15cm×よこ15cmに裁断して評価の試料とした。この試料を、モニター5人により、試料を両手で挟み揉むようにして反応する触感を以下に示すランクに基づいて評価した。5人の評価の平均値を風合いの評価点とした。
非常にソフト 5
ソフト 4
普通 3
少し硬い 2
硬い 1
【0054】
(紡績性の評価)
精紡機1台(400錘)、1時間あたりの糸切れ数で評価を行った。
良好 10本以下
普通 11〜20本
悪い 21本以上
【0055】
(実施例1)
図1に示す装置に粗糸Bとして梳毛粗糸1/5.0Nmをバックローラ1から供給し、バックローラ1およびクレードル2とフロントローラ3との間に於いて、全ドラフト倍率18.9倍でドラフトした。一方マルチフィラメント糸Aとしてポリエステルフィラメント糸33デシテックス/18フィラメントを用い、ガイド9を経て開繊電極6に供給した。開繊電極6では前記マルチフィラメント糸Aに−3000Vを印加して開繊させ、次いで環状ガイド7を通して開繊幅をフリースの最大幅の150%とし、ドラフトされたフリース状の前記粗糸Bの中心に開繊フィラメントの中心が重なる様に開繊フィラメントとフリース状の粗糸Bの供給位置を規制しつつ、フロントローラに3に供給し、前記フロントローラ3でドラフトされたフリース状の前記粗糸Bと重ね合わせて混合し、撚数590T/m(Z撚り)に加撚して、ポリエステル24%/羊毛(ウールとも言う)76%、番手1/72Nm下撚係数70の長短複合紡績糸を管糸10に巻き上げた。
【0056】
この長短複合紡績糸を2本引揃えて、単糸の撚方向と逆の方向(S撚り)に上撚係数75で双糸(2/72Nm)に撚糸した後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0057】
【表1】

【0058】
(実施例2)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数355(本/10cm)、緯糸打込数295(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは76.6であった。織物の目付は194g/m2であった。織物の評価結果を表1に示す。
【0059】
(実施例3)
長短複合紡績糸の下撚係数を85にした以外は、実施例1と同様に双糸加工された長短複合紡績糸(2/72Nm)を用いて、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織で製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付けは174g/m2であった。織物の評価結果を表1に示す。
【0060】
(実施例4)
長短複合紡績糸の上撚係数を100にした以外は実施例1と同様に双糸加工された長短複合紡績糸(2/72Nm)を用いて、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織で製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付けは174g/m2であった。織物の評価結果を表1に示す。
【0061】
(実施例5)
図1に示す装置に粗糸BとしてESS混紡粗糸(羊毛65%:ESS35%)1/5.0Nmをバックローラ1から供給し、バックローラ1およびクレードル2とフロントローラ3との間に於いて、全ドラフト倍率18.9倍でドラフトした。一方マルチフィラメント糸Aとしてポリエステルフィラメント糸33デシテックス/18フィラメントを用い、ガイド9を経て開繊電極6に供給した。開繊電極6では前記マルチフィラメント糸Aに−3000Vを印加して開繊させ、次いで環状ガイド7を通して開繊幅をフリースの最大幅の150%とし、ドラフトされたフリース状の前記粗糸Bの中心に開繊フィラメントの中心が重なる様に開繊フィラメントとフリース状の粗糸Bの供給位置を規制しつつ、フロントローラに3に供給し、前記フロントローラ3でドラフトされたフリース状の前記粗糸Bと重ね合わせて混合し、撚数590T/m(Z撚り)に加撚して、ポリエステル50%/羊毛(ウールとも言う)50%、番手1/72Nm下撚係数70の長短複合紡績糸を管糸10に巻き上げた。
【0062】
この長短複合紡績糸を2本引揃えて、単糸の撚方向と逆の方向(S撚り)に上撚係数75で双糸(2/72Nm)に撚糸した後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0063】
(実施例6)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【0064】
(実施例7)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数260(本/10cm)、緯糸打込数250(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは60.1であった。織物の目付は152g/m2であった。織物の評価結果を表1に示す。
【0065】
(比較例1)
羊毛76重量%、ポリエステル24重量%の混紡粗糸を用いて、番手1/72Nm、下撚係数70の通常混紡糸を紡績した。この混紡糸を2本引き揃えて、単糸の撚方向とは逆の方向(S撚り)に上撚係数75で双糸加工を行った後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0066】
(比較例2)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数355(本/10cm)、緯糸打込数295(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは76.6であった。織物の目付は194g/m2であった。織物の評価結果を表1に示す。
【0067】
(比較例3)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【0068】
(比較例4)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数260(本/10cm)、緯糸打込数250(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは60.1であった。織物の目付は152g/m2であった。織物の評価結果を表1に示す。
【0069】
(比較例5)
羊毛100重量%の粗糸を用いて、番手1/72Nm、下撚係数85の梳毛糸を紡績した。この梳毛糸を2本引き揃えて、単糸の撚方向とは逆の方向(S撚り)に上撚係数85で双糸加工を行った後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0070】
(比較例6)
比較例5と同様にして、羊毛100重量%の梳毛紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【産業上の利用可能性】
【0071】
本発明の長短複合紡績糸織物はスーツ用織物としての良好な風合いと柔らかさを保持しつつ、軽量で耐磨耗性に優れると同時にピリングの発生が極めて少ない高性能な織物を提供することができる。
【符号の説明】
【0072】
1. バックローラ
2. クレードル
3. フロントローラ
4. スネルワイヤ
5. リングとトラベラ
6. 開繊電極
7. 環状ガイド
8. パーン
9. ガイド
10. 管糸
【技術分野】
【0001】
本発明は、牽伸された短繊維束と開繊された合成繊維マルチフィラメント糸を重ね合わせて合撚した長短複合紡績糸を引き揃えて撚糸した、双糸あるいは三子糸を少なくとも一部に用いたスーツ用織物であり、良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れ、且つピリングの発生が極めて少ない高性能スーツ用織物に関する。
【背景技術】
【0002】
従来、天然繊維の特長を生かしながら、織物の耐久性を高める手段としては、天然繊維に合成繊維フィラメントを複合する方法(例えば、特許文献1参照)や天然繊維に合成繊維ステープルを混紡する方法(例えば、特許文献2参照)が知られている。また、長短複合紡績糸を2本以上引き揃えて撚糸した糸条を少なくとも一部に含む織物に関する技術が開示されている(例えば特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−226938号公報
【特許文献2】特開2001−11749号公報
【特許文献3】特開2008−7883号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
天然繊維並びに合成繊維ステープルと合成繊維マルチフィラメントからなる長短複合紡績糸は、その優れた耐久性や軽量感が得られることからジャージーや織物への用途に広く展開されている。特に、羊毛と合成繊維マルチフィラメントからなる長短複合紡績糸は細番手で強撚にすることが一般的であり、強撚にすることによって通気性の向上と摩耗耐久性に優れた織物が得られるため、春夏向けのスーツやフォーマルに好んで使用されている。また、毛織の製織工程では無糊製織が一般的であり、梳毛糸と各種フィラメントとの交撚糸も糊付けは行わず撚数を増して強撚糸として製織するのが一般的である。
【0005】
従って、長短複合紡績糸や各種梳毛糸と各種フィラメントとの交撚糸を用いた織物は、軽量でピリング抑制と耐摩耗性に優れることから春夏素材には好適に用いられるが、良好な風合いと柔らかさが得られないことから、スーツ分野における秋冬素材としては好んで用いられることは少ない。
【0006】
また、天然繊維素材に合成繊維ステープルを混紡して用いることは、綿紡績分野はもちろん、羊毛紡績分野、即ち、梳毛紡績および紡毛紡績分野の広範囲において、素材機能性の改良と付加価値向上ならびにコストダウンを目的として実施されている。特に羊毛とポリエステル系繊維の混紡糸を用いた織物は、高い耐久性が得られるので、広く用いられている。
【0007】
しかし、混紡糸からなる織物は、使用時の耐摩耗性改良の点である程度効果はあるものの、耐久性能を高めるとピリングの発生が起こりやすくなり、ピリングの発生を抑えると耐久性が低下する傾向になりやすく、これらの両特性を同時に満足させることは至難の業であった。
【0008】
ところが、スーツ分野ではピリング抑制と耐摩耗性に加え、軽量でソフトな織物が強く求められている。本発明者らは、長短複合紡績糸を2本以上引き揃えて撚糸した糸条を少なくとも一部に用いることにより、これらの要求性能を同時に満たす織物を達成する技術を開発した。この技術開発の特徴、すなわち、長短複合糸を従来品のように強撚することなく紡績、撚糸し、この糸を用いる事でピリングの発生を抑えて、摩耗耐久性が高くなることを見出したものである。
【0009】
本発明は、かかる事情を背景として鋭意検討を重ねた結果達成されたものであり、ピリングの発生を抑えると同時に摩耗耐久性にも優れる織物であって、かつ軽量、ソフトで耐久性を有するスーツ用織物を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記、課題を解決するための手段、即ち、本発明の構成は、(1)合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であることを特徴とするスーツ用軽量長短複合紡績糸織物である。
【0011】
上記(1)の均一混合手段は、電気開繊混合であることが望ましい。
【0012】
上記(1)の織物を構成する長短複合紡績糸の合撚前の単糸の撚係数は、40〜100である事が望ましい。
【0013】
上記(1)の長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度は、11〜110デシテックスであることが望ましい。
【0014】
上記(1)の織物の目付けは、120〜200g/cm2の範囲にすることが望ましい。
【0015】
上記(1)の織物は、下記式で規定されるカバーファクター(CF)の値として、48.0〜85.0の範囲にすることが望ましい。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【0016】
上記(1)の織物は、マーチンデール法により求めた織物の摩擦強さ(回)が23000以上であり、且つ織物のピリング級数が4以上を同時に満足させる事が望ましい。
【発明の効果】
【0017】
本発明のスーツ用織物は、合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を2〜3本引き揃えて撚糸した糸条を少なくとも一部に用いた織物であり、
良好な風合いと柔らかさを保持しつつ、耐摩耗性に優れると同時にピリングの発生が極めて少ない高性能スーツ用織物が得られる。
【図面の簡単な説明】
【0018】
【図1】本発明のスーツ用織物に用いる長短複合紡績糸の製造装置の概略図である。
【発明を実施するための形態】
【0019】
本発明に言うスーツとは、共布で出来た衣服の上下一揃いを言う。男子の場合、一般的に背広服であって主としてビジネス用平服として用いる洋服を言う。女子の場合は、共布で出来た上着とスカート(スラックスの場合もある)の一揃いを言い、チョッキ等の組み合わせもある。
【0020】
本発明のスーツ用織物に用いる長短複合紡績糸は、合成繊維マルチフィラメントと短繊維が均一混合された長短複合紡績糸であることがスーツ用織物の風合いを確保する上で望ましい。合成繊維マルチフィラメントと短繊維を均一混合させる方法としては、電気開繊法や擦過法等が採用できるが、安定した開繊状態を保持するため、或いは短繊維と合成繊維マルチフィラメントが均一に混合された理想的な状態を実現するためには電気開繊法が特に好ましい。
【0021】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する合成繊維マルチフィラメントはポリエステル系マルチフィラメントが好ましく、代表的には、ポリエチレンテレフタレートマルチフィラメント、ポリトリメチレンテレフタレートマルチフィラメントおよびポリブチレンテレフタレートマルチフィラメントが挙げられる。ここで、合成繊維がポリアミド繊維の場合は耐熱性が低くなる問題があり、織物の整理工程、芯地を熱接着する工程あるいはプレス工程で織物の収縮を惹起する傾向がある。
【0022】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度(デシテックス)は、11〜110デシテックス、好ましくは17〜84デシテックス、特に22〜56デシテックスとするのが良い。ここで、マルチフィラメント糸の繊度が110デシテックスを超えると、短繊維本来の風合いを損なう傾向が出てくるので好ましくない。一方、11デシテックスを下回ると、短繊維との調和に影響が出てくるので好ましくない。
【0023】
前記合成繊維マルチフィラメントの単糸繊度(デシテックス)は、好ましくは0.1〜6.6デシテックス、より好ましくは、1.1〜2.8デシテックスとするのが良い。マルチフィラメントの単糸繊度が0.1デシテックスを下回る場合にあっては、スーツ用織物にしたときに腰が弱くなり、一方、6.6デシテックスを越える場合にあっては、ごわつき感が発生するので好ましくない。
【0024】
本発明のスーツ用織物に用いる長短複合紡績糸を形成する短繊維は、羊毛、綿、絹、麻、ポリエステル系合成繊維ステープル、レーヨンステープルおよびアセテートステープル等から選択されたすくなくとも1つの繊維とすることが望ましい。
【0025】
特に、着用者の動きによって起こる耐磨耗性、耐久性などの面から羊毛単独あるいは羊毛(ウールとも言う)とポリエステルステープルとの混紡素材として用いるのが好ましい。
【0026】
本発明のスーツ用織物に用いる長短複合紡績糸は、長繊維と短繊維の複合割合によって織物の物性に与える影響が大きく、好ましくは、長短複合紡績糸全体に対して、短繊維の占める割合を50〜95重量%、より好ましくは60〜90重量%とするのが良い。ここで、50重量%を下回る場合にあっては、短繊維とマルチフィラメントの絡合性に悪影響がでてくるので好ましくない。一方、95重量%を超える場合にあっては、マルチフィラメントによる織物への物性補強効果が低下するので好ましくない。
【0027】
本発明のスーツ用織物に用いる長短複合紡績糸は、合成繊維マルチフィラメント糸を、電気開繊して、ドラフトされている短繊維束(短繊維フリースとも言う)とフロントローラの直前で重ね合わせて複合紡績することにより製造ができる。
【0028】
合成繊維マルチフィラメントの開繊幅は、短繊維フリースの最大幅と同等かそれより大きくすることが好ましい。
【0029】
合成繊維マルチフィラメントと短繊維フリースの供給位置の決定は、開繊電極の位置あるいは開繊したフィラメントの専用ガイドを用いて調整が可能である。合成繊維マルチフィラメントの開繊幅の調整は開繊の電圧、供給テンション、フィラメントの専用ガイド等の調節による。
【0030】
本発明のスーツ用織物に用いる長短複合紡績糸は、例えば図1に示す装置を用いて製造することができる。すなわち図1によれば、その装置はバックローラ1、クレードル2、フロントローラ3を順に配置し、フロントローラ3の下方にスネルワイヤ4、さらに下方にリングとトラベラ5を備えた巻き取り装置を配備し、前記フロントローラ3の送り込み側の上方に上から静電気印加用の開繊電極6およびその下方に環状ガイド7を備えている。
【0031】
つぎに、本発明のスーツ用織物に供する長短複合紡績糸の好ましい製造例を記述する。まず、パーン8に巻き取られたマルチフィラメント糸Aを解除しガイド9を経て、開繊電極6で静電気を印加開繊させ、次いで環状ガイド7を通して開繊幅および供給位置をコントロールしつつフロントローラ3に供給する。一方、粗糸Bをバックローラ1に供給し、クレードル2、フロントローラ3の間でドラフトを行い、フリース状の短繊維束Bとしてフロントローラ3に供給する。フロントローラ3に供給された開繊マルチフィラメント糸Aとフリース状の短繊維束Bはフロントローラ3のニップ点で混合される。このとき、マルチフィラメントの開繊幅を短繊維フリースの最大幅と同等かそれ以上に開繊させ、短繊維フリースの中心に開繊したマルチフィラメントの中心を重ね合わせて混合する。フロントローラ3を通過したマルチフィラメントと短繊維フリースは加撚されることにより横断面が均一に混合された状態に保たれ、スネルワイヤ4を経てリングとトラベラ5により管糸10に巻き取られる。この時、撚係数40〜100で紡績される。かくして得られた長短複合紡績糸単糸はさらに撚係数50〜110で複数本、好ましくは2〜3本、より好ましくは2本、引き揃えて撚糸し、所謂、双糸や三子糸などにした後、製織工程に供される。
【0032】
本発明のスーツ用織物に用いる長短複合紡績糸は、長短複合紡績単糸を複数本、引き揃えて撚糸を行い、好ましくは双糸や三子糸にする。従来の梳毛織物は、一般に、製織の際糊付けを行わずに製織することから、長短複合紡績糸、ならびに梳毛単糸と各種フィラメントとの交撚糸も撚り数を増加して強撚にすることを必要としていた。従って、織物の風合いが硬くなり、殊に秋冬物用途には不向きでもあった。ところが、本発明に於いては、長短複合紡績糸の単糸の撚数を従来品に比べて甘撚にすることで、前記した従来品の風合いの問題を解消している。
【0033】
本発明のスーツ用織物に用いる長短複合紡績糸、即ち出発原糸の撚係数は40〜100、より好ましくは55〜85とするのが良い。撚係数が40未満の場合、紡績性が低下する傾向にあり、織物に用いた場合ピリングの発生が増加する傾向にあるので好ましくない。一方、100を超えると、紡績性やピリング発生の問題は解消されるが、織物の風合いが硬くなってしまうので好ましくない。
【0034】
長短複合紡績糸の単糸使いであれば、前記甘撚りの係数では、製織性に問題を起こすが、単糸2〜3本を撚糸することで製織性、ピリングの発生等の問題が解消される。
【0035】
本発明のスーツ用織物に使用する長短複合紡績糸(出発原糸)を2〜3本以上引き揃えて撚糸する場合の撚係数は50〜120であることが好ましい。このときの撚係数が50未満であると毛羽が発生しやすく製織性が悪くなり、ピリングの発生の問題を惹起するので好ましくない。120を超えると糸が締まってくるために風合いが硬くなる傾向がでてくるので好ましくない。より好ましい撚係数の範囲は60〜110である。
【0036】
本発明のスーツ用織物のカバーファクター(CF)の範囲は、特に限定されないが、
48.0〜85.0、より好ましくは、51.0〜80.0とするのが良い。ここで48を下回る場合にあっては、織物全体の張り腰および耐久性が不足するので好ましくない。一方85を超える場合にあっては耐久性向上の傾向があるが、風合いが硬くなり着用快適性が低下し、軽量感が得られなくなり、目的とするスーツ用途に適合しなくなるので好ましくない。
【0037】
特に、織物のカバーファクターの好適領域は織物の組織によって変化する。例えば、平織、綾織の場合、以下の領域が特に好ましい。平織の場合、カバーファクターは、好ましくは50.0〜62.0、より好ましく51.0〜59.0である。2/1綾織の場合、好ましくは60.0〜80.0、より好ましくは65、0〜75、0でる。平織は、組織として最も安定しているため、打ち込み本数が少なくても織物としての形状を維持し、着用時の形態安定性、耐久性を得ることが出来るため、軽量化織物に好ましい組織でる。2/1綾織も比較的形状を維持しやすいため、打ち込み本数を少なくすることができる。
【0038】
本発明に言うカバーファクター(CFと略する場合もある)は以下によって求められる。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【0039】
本発明のスーツ用織物の目付けは、特に限定はないが、平織物においては120〜165(g/m2)、より好ましくは、125〜155(g/m2)とするのが良い。更に好ましくは130〜150(g/m2)とするのが良い。2/1綾織物においては150〜220(g/m2)、より好ましくは、165〜200(g/m2)とするのが良い。更に好ましくは170〜190(g/m2)とするのが良い。ここで平織物において120g/m2、2/1綾織物において150g/m2を下回る場合にあっては、織物全体の張り腰が減少すると共に耐久性が不足するので好ましくない。一方、平織物において165g/m2、2/1綾織物において220g/m2を超える場合にあっては織物自体にごわつき感が出てくるので好ましくない。
【0040】
本発明のスーツ用織物は、織物の目付け(g/m2)を織物のカバーファクター(CF)2.5倍近傍に形成することにより、スーツにした場合特に耐久性、ピリングの抑制効果が大きくなるので好ましい。ここで言う2.5倍近傍とは、2.35〜2.65である。特に、織組織により好ましい範囲が存在することが判明した。平織、2/1綾織においては、2.45〜2.55である。
【0041】
本発明の織物は、製織された生機をガス毛焼き機に通して、ガスバーナーで、布面を約400〜1200℃の温度で、処理速度30〜100m/分程度で毛焼き処理を行うことが望ましい。
【0042】
ここで、両面毛焼きをした場合は、ピリング抑制効果は向上するが、織物風合いが硬くなる傾向を示す。
【実施例】
【0043】
以下に具体的な実施例に基づいて本発明を詳細に説明するが、本発明はこれら実施例に制限されるものではなく、前、後記の趣旨に適合し得る範囲で変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
尚、実施例における各性能の評価は以下に記載の方法で行った。
【0044】
(番手)
JIS L1095 一般紡績糸試験方法の 9.4.1法による。
【0045】
(撚数の測定方法)
JIS L1095 一般紡績糸試験方法の 9.15.1A法による。
【0046】
(撚係数)
撚係数は、K=T/√N により求める。ここでKは、撚係数、Tは1mあたりの撚数、Nは、単糸番手を示す。双糸の場合は、それを構成する単糸番手を使用する。(例:単糸の60番手は1/60と表し、このときNは、60で計算する。)
【0047】
(織物の密度)
JIS L 1096 一般織物試験方法の 8.6.1法による。
【0048】
(目付け)
JIS L 1096 一般織物試験方法の 8.4.2法による。
【0049】
(引裂強さ)
JIS L 1096 一般織物試験方法の 8.15.5D法(ペンジュラム法)による。
【0050】
(磨耗強さの測定方法)
JIS L 1096 8.17.5E法(マーチンデール法)により、織物を構成する糸が切断する迄の回数を測定した。
【0051】
(ピリングの測定方法)
JIS L 1076 6.a)A法(ICI法)をによる。
【0052】
(長短複合紡績糸および混紡糸の混用率の測定方法)
JIS L1030−2 繊維製品の混用率試験方法−第2部:繊維混用率 4.b)溶解法による。
【0053】
(織物の風合評価方法)
それぞれの条件で織成した織物を たて15cm×よこ15cmに裁断して評価の試料とした。この試料を、モニター5人により、試料を両手で挟み揉むようにして反応する触感を以下に示すランクに基づいて評価した。5人の評価の平均値を風合いの評価点とした。
非常にソフト 5
ソフト 4
普通 3
少し硬い 2
硬い 1
【0054】
(紡績性の評価)
精紡機1台(400錘)、1時間あたりの糸切れ数で評価を行った。
良好 10本以下
普通 11〜20本
悪い 21本以上
【0055】
(実施例1)
図1に示す装置に粗糸Bとして梳毛粗糸1/5.0Nmをバックローラ1から供給し、バックローラ1およびクレードル2とフロントローラ3との間に於いて、全ドラフト倍率18.9倍でドラフトした。一方マルチフィラメント糸Aとしてポリエステルフィラメント糸33デシテックス/18フィラメントを用い、ガイド9を経て開繊電極6に供給した。開繊電極6では前記マルチフィラメント糸Aに−3000Vを印加して開繊させ、次いで環状ガイド7を通して開繊幅をフリースの最大幅の150%とし、ドラフトされたフリース状の前記粗糸Bの中心に開繊フィラメントの中心が重なる様に開繊フィラメントとフリース状の粗糸Bの供給位置を規制しつつ、フロントローラに3に供給し、前記フロントローラ3でドラフトされたフリース状の前記粗糸Bと重ね合わせて混合し、撚数590T/m(Z撚り)に加撚して、ポリエステル24%/羊毛(ウールとも言う)76%、番手1/72Nm下撚係数70の長短複合紡績糸を管糸10に巻き上げた。
【0056】
この長短複合紡績糸を2本引揃えて、単糸の撚方向と逆の方向(S撚り)に上撚係数75で双糸(2/72Nm)に撚糸した後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0057】
【表1】
【0058】
(実施例2)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数355(本/10cm)、緯糸打込数295(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは76.6であった。織物の目付は194g/m2であった。織物の評価結果を表1に示す。
【0059】
(実施例3)
長短複合紡績糸の下撚係数を85にした以外は、実施例1と同様に双糸加工された長短複合紡績糸(2/72Nm)を用いて、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織で製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付けは174g/m2であった。織物の評価結果を表1に示す。
【0060】
(実施例4)
長短複合紡績糸の上撚係数を100にした以外は実施例1と同様に双糸加工された長短複合紡績糸(2/72Nm)を用いて、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織で製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付けは174g/m2であった。織物の評価結果を表1に示す。
【0061】
(実施例5)
図1に示す装置に粗糸BとしてESS混紡粗糸(羊毛65%:ESS35%)1/5.0Nmをバックローラ1から供給し、バックローラ1およびクレードル2とフロントローラ3との間に於いて、全ドラフト倍率18.9倍でドラフトした。一方マルチフィラメント糸Aとしてポリエステルフィラメント糸33デシテックス/18フィラメントを用い、ガイド9を経て開繊電極6に供給した。開繊電極6では前記マルチフィラメント糸Aに−3000Vを印加して開繊させ、次いで環状ガイド7を通して開繊幅をフリースの最大幅の150%とし、ドラフトされたフリース状の前記粗糸Bの中心に開繊フィラメントの中心が重なる様に開繊フィラメントとフリース状の粗糸Bの供給位置を規制しつつ、フロントローラに3に供給し、前記フロントローラ3でドラフトされたフリース状の前記粗糸Bと重ね合わせて混合し、撚数590T/m(Z撚り)に加撚して、ポリエステル50%/羊毛(ウールとも言う)50%、番手1/72Nm下撚係数70の長短複合紡績糸を管糸10に巻き上げた。
【0062】
この長短複合紡績糸を2本引揃えて、単糸の撚方向と逆の方向(S撚り)に上撚係数75で双糸(2/72Nm)に撚糸した後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0063】
(実施例6)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【0064】
(実施例7)
実施例1と同様にして、羊毛76重量%、ポリエステル24重量%の長短複合紡績糸を紡績し、双糸加工を行った後、経糸打込数260(本/10cm)、緯糸打込数250(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは60.1であった。織物の目付は152g/m2であった。織物の評価結果を表1に示す。
【0065】
(比較例1)
羊毛76重量%、ポリエステル24重量%の混紡粗糸を用いて、番手1/72Nm、下撚係数70の通常混紡糸を紡績した。この混紡糸を2本引き揃えて、単糸の撚方向とは逆の方向(S撚り)に上撚係数75で双糸加工を行った後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0066】
(比較例2)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数355(本/10cm)、緯糸打込数295(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは76.6であった。織物の目付は194g/m2であった。織物の評価結果を表1に示す。
【0067】
(比較例3)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【0068】
(比較例4)
比較例1と同様にして、羊毛76重量%、ポリエステル24重量%の通常混紡紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数260(本/10cm)、緯糸打込数250(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは60.1であった。織物の目付は152g/m2であった。織物の評価結果を表1に示す。
【0069】
(比較例5)
羊毛100重量%の粗糸を用いて、番手1/72Nm、下撚係数85の梳毛糸を紡績した。この梳毛糸を2本引き揃えて、単糸の撚方向とは逆の方向(S撚り)に上撚係数85で双糸加工を行った後、経糸打込数320(本/10cm)、緯糸打込数270(本/10cm)で2/1の綾織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは69.5であった。織物の目付は174g/m2であった。織物の評価結果を表1に示す。
【0070】
(比較例6)
比較例5と同様にして、羊毛100重量%の梳毛紡績糸1/72Nmを用いて、双糸加工を行った後、経糸打込数235(本/10cm)、緯糸打込数225(本/10cm)で平織を製織した。次いで織物を染色整理工程に通した。整理工程では、織物をガス毛焼機に通して、片面の毛焼き処理を行った。織物のカバーファクターは54.2であった。織物の目付は135g/m2であった。織物の評価結果を表1に示す。
【産業上の利用可能性】
【0071】
本発明の長短複合紡績糸織物はスーツ用織物としての良好な風合いと柔らかさを保持しつつ、軽量で耐磨耗性に優れると同時にピリングの発生が極めて少ない高性能な織物を提供することができる。
【符号の説明】
【0072】
1. バックローラ
2. クレードル
3. フロントローラ
4. スネルワイヤ
5. リングとトラベラ
6. 開繊電極
7. 環状ガイド
8. パーン
9. ガイド
10. 管糸
【特許請求の範囲】
【請求項1】
合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であることを特徴とするスーツ用軽量長短複合紡績糸織物。
【請求項2】
均一混合手段が、電気開繊混合である請求項1に記載のスーツ用軽量長短複合紡績糸織物。
【請求項3】
織物を構成する長短複合紡績糸の合撚前の単糸の撚係数が、40〜100である請求項1または2に記載のスーツ用軽量長短複合紡績糸織物。
【請求項4】
長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度が11〜110デシテックスである請求項1乃至3のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【請求項5】
織物の目付けが、120〜200g/cm2の範囲であることを特徴とする請求項1乃至4のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【請求項6】
織物が、下記式で規定されるカバーファクター(CF)の値として、48.0〜85.0の範囲であることを特徴とする請求項1乃至5のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【請求項7】
マーチンデール法により求めた織物の摩擦強さ(回)が23000以上であり、且つ織物のピリング級数が4以上である請求項1乃至6のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【請求項1】
合成繊維マルチフィラメントと短繊維とが均一混合された長短複合紡績糸を複数本引き揃えて合撚した糸を少なくとも一部に用いた織物であることを特徴とするスーツ用軽量長短複合紡績糸織物。
【請求項2】
均一混合手段が、電気開繊混合である請求項1に記載のスーツ用軽量長短複合紡績糸織物。
【請求項3】
織物を構成する長短複合紡績糸の合撚前の単糸の撚係数が、40〜100である請求項1または2に記載のスーツ用軽量長短複合紡績糸織物。
【請求項4】
長短複合紡績糸を形成する合成繊維マルチフィラメント糸の繊度が11〜110デシテックスである請求項1乃至3のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【請求項5】
織物の目付けが、120〜200g/cm2の範囲であることを特徴とする請求項1乃至4のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【請求項6】
織物が、下記式で規定されるカバーファクター(CF)の値として、48.0〜85.0の範囲であることを特徴とする請求項1乃至5のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
CF=CF(経糸)+CF(緯糸)
CF(経糸)=織物の経糸密度(本/10cm)÷√(梳毛番手)
CF(緯糸)=織物の緯糸密度(本/10cm)÷√(梳毛番手)
【請求項7】
マーチンデール法により求めた織物の摩擦強さ(回)が23000以上であり、且つ織物のピリング級数が4以上である請求項1乃至6のいずれか1項に記載のスーツ用軽量長短複合紡績糸織物。
【図1】

【公開番号】特開2012−172266(P2012−172266A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−31710(P2011−31710)
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]