
セキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物にニス引き加工処理を行なう方法、及び同方法を実行するニス引き機
特に紙幣のような凹版印刷されたセキュリティ印刷物にニス引き加工処理を行なう方法が開示される。この方法では、前記セキュリティ印刷物の両面は保護ニスで被覆される。前記方法は、表面粗さが大きい方の前記セキュリティ印刷物の面、特に最後に凹版印刷された前記セキュリティ印刷物の面とは反対側の面に、より厚い保護ニス層を塗布する工程を含む。更に、上記方法を実行するニス引き機が開示される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して、セキュリティ印刷の分野に関するものであり、具体的には、セキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物のニス引きに関するものである。
【背景技術】
【0002】
現在では、セキュリティ印刷の技術分野、特に紙幣の製造に関わるセキュリティ印刷の技術分野においては、普通、保護ニス層をセキュリティ印刷物に塗布して、これらの印刷物の寿命を延ばすことが行なわれる。
【0003】
紙幣のニス引きは、特に流通に供される紙幣の耐久性を高めるために、過去及び現在行なわれている。紙幣のニス引きに関する情報は、例えば非特許文献1〜3に見出される。
【0004】
紙幣及び同様のセキュリティ印刷物のニス引きに関する更なる情報は、特許文献1〜特許文献6に見ることができる。
【0005】
特許文献7には、紙幣のようなセキュリティ印刷物の表面及び裏面にニス引き処理を施すために適するフレキソ印刷機が開示されている。このフレキソ印刷機は、特に、フレキソ印刷ユニットが、ニス引き加工されるシートの搬送路の上方及び下方に配置されることを特徴としている。したがって、表面−裏面のニス引きは、このニス引き処理の間に、シートを裏返す必要なく行なわれる。
【0006】
特許文献8には、ニスコーティングシステムを備えることにより、印刷済みのシートの表面−裏面にニス引き処理を施す両面オフセット印刷機が開示されている。特許文献9には、同様に、コーティングユニットを備えることにより印刷済みのシートの表面−裏面にニス引き処理を施す両面オフセット印刷機が開示されている。
【0007】
紙幣のニス引きも、いわゆるポリマー製紙幣に対して普通に行なわれ、このようなポリマー製紙幣は、両面に白色不透明層が設けられたオールプラスチック製透明ポリマー基材(通常、BOPP−二軸延伸ポリプロピレン−積層体)によって特徴付けられる。
【0008】
ニス引き加工処理は、紙幣及び同様のセキュリティ印刷物の耐久性及び寿命を延ばす効率的な方法として有用であることが判明している。しかしながら、ニス引き加工処理された紙幣は依然として汚れ易く、ニス引き加工処理は未だ改善の必要があると考えられている。
【0009】
具体的には、凹版印刷されたセキュリティ印刷物は、両面にニス引き処理を施していても、依然として汚れに対する耐性を向上させる必要があると考えられている。更に、凹版印刷されたセキュリティ印刷物は、他方の面よりも一方の面が汚れ易いと考えられている。
【0010】
凹版印刷法は、周知の印刷プロセスであり、特にセキュリティ印刷物の製造に使用される。凹版印刷法、及びこのような印刷プロセスを実行する凹版印刷機に関する情報は、全て本出願人による特許文献10〜20に見ることができる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】欧州特許出願第0256170号出願公開
【特許文献2】欧州特許出願第1932678号出願公開
【特許文献3】国際公開第01/08899号
【特許文献4】国際公開第02/094577号
【特許文献5】国際公開第2004/072378号
【特許文献6】国際出願第2006/021856号
【特許文献7】国際公開第02/051638号
【特許文献8】特開2007−176044
【特許文献9】欧州特許出願第1880845号出願公開
【特許文献10】スイス国特許第289716号
【特許文献11】スイス国特許第373770号
【特許文献12】スイス国特許第477 293号
【特許文献13】ドイツ国特許第1058074号
【特許文献14】欧州特許出願第0091709号出願公開
【特許文献15】欧州特許出願第0406157号出願公開
【特許文献16】欧州特許出願第0415881号出願公開
【特許文献17】欧州特許出願第0873866号出願公開
【特許文献18】国際公開第03/103962号
【特許文献19】国際公開第2005/077656号
【特許文献20】国際公開第2005/118294号
【非特許文献】
【0012】
【非特許文献1】[Buitelaar1999]: Tom Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「Effects of Banknote varnishing」 (Currency Conference CSI, Sydney 1999);
【非特許文献2】[deHeij2000]:Hans A.M. de Heij, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「The design methodology of Dutch banknotes」、(IS&T/SPIE’s 12th International Symposium on Electronic Imaging, Optical Security and Counterfeit Deterrence Techniques III, San Jose, California, USA(January 27−28, 2000), Proceedings of SPIE vol. 3973, pp. 2−22)
【非特許文献3】[Wettstein2000]:Frank Wettstein, Cash Division, Swiss National Bank, Berne and Hubert Lieb, Environmental Unit, Swiss National Bank, Zurich, 「Life cycle assesment (LCA) of Swiss banknotes」(Quarterly Bulletin 3/2000 of the Swiss National Bank, September 2000)
【非特許文献4】[Buitelaar2003]:Tom Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「Circulation Fitness Management」(Banknote 2003 Conference, Washington DC, February 3, 2003)
【発明の概要】
【0013】
したがって、本発明の主目的は、特に凹版印刷により、印刷済みのセキュリティ印刷物にニス引き加工処理を行なう方法を改善することである。
【0014】
本発明の別の目的は、最適なニス引き効率を保証しながら、ニスの効果的な使用を可能にする方法を提供することである。
【0015】
本発明の更に別の目的は、印刷済みのセキュリティ印刷物の両面に最適なニス引き処理を施す方法を提供することである。
【0016】
本発明の更に別の目的は、適切なニス引き機で容易に実行することができる方法を提供することである。
【0017】
これらの目的は、請求の範囲に規定される方法によって達成される。
【0018】
したがって、凹版印刷されたセキュリティ印刷物、特に凹版印刷された紙幣にニス引き加工処理を行なう方法が提供され、この方法では、前記セキュリティ印刷物の両面は保護ニスで被覆される。前記方法は、最後に凹版印刷された前記セキュリティ印刷物の面とは反対側の面の方に、より厚い保護ニス層を塗布する工程を含む。
【0019】
更に、印刷済みのセキュリティ印刷物、特に紙幣に、ニス引き加工処理を行なう方法が提供され、この方法では、前記セキュリティ印刷物の両面が保護ニスで被覆され、前記セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10μmだけ大きい表面粗さを呈する。前記方法は、前記セキュリティ印刷物の前記第1面に、より厚い保護ニス層を塗布する工程を含む。これに関連して、セキュリティ印刷物の第1面の大きい表面粗さは、特にセキュリティ印刷物が印刷される基材の製造プロセスによって生じさせることができる。
【0020】
前記より厚い保護ニス層は、1回の工程で、前記セキュリティ印刷物の前記面に塗布することができるか、または別の構成では、2回以上の工程で塗布することができる。
【0021】
好適には、前記セキュリティ印刷物にニス引き加工処理は、前記セキュリティ印刷物の両面が、ニス引き加工処理を行なった後に略同じ表面粗さを示すように行われる。
【0022】
本発明により、セキュリティ印刷物の両面が汚れに対する同程度の耐性を示すことを保証しながら、ニスの最適な使用が確保される。
【0023】
任意で、前記保護ニスを塗布する前に、前記セキュリティ印刷物の少なくとも一方の面にプライマーを塗布することができる。
【0024】
更に、印刷済みのセキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物の両面にニス引き処理を施すニス引き機が特許請求される。このニス引き機は、前記セキュリティ印刷物の一方の面に他方の面よりも厚く保護ニス層を塗布する。このニス引き機は、有利には、セキュリティ証印が押された、最終的に前記セキュリティ印刷物を形成する連続シートにニスを塗布するように設計される。
【0025】
このニス引き機の第1の変形例によれば、前記セキュリティ印刷物の第1面に、1回の工程でニス引き処理を施す第1コーティングユニットを設けることができ、前記セキュリティ印刷物の第2面に、1回の工程でニス引き処理を施す第2コーティングユニットを設けることができ、前記第1または第2コーティングユニットが、他方のコーティングユニットよりも保護ニスを厚く塗布するように設計されている。
【0026】
このニス引き機の別の変形例によれば、前記セキュリティ印刷物の第1面にニス引き処理を施す第1コーティングユニットを設けることができ、前記セキュリティ印刷物の第2面にニス引き処理を施す第2コーティングユニットを設けることができ、前記ニス引き機は更に、追加保護ニス層またはプライマーを前記セキュリティ印刷物の前記第1面または第2面に塗布する第3コーティングユニットを備えている。
【0027】
好適には、このようなニス引き機は、フレキソ印刷によりニス引き処理を施すように設計される。
【0028】
本発明の更に別の有利な実施形態は、従属請求項の主題を構成し、以下に説明される。
【0029】
本発明の他の特徴及び利点は、非限定的な例示のみを目的に提供され、かつ添付図面に示される本発明の実施形態についての以下の詳細な説明を一読することにより一層明らかになるものと思われる。
【図面の簡単な説明】
【0030】
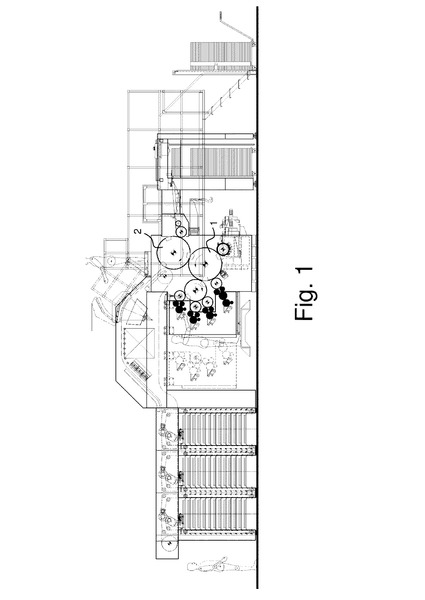
【図1】図1は、セキュリティ印刷物の製造に使用される既知の枚葉凹版印刷機の模式側面図である。
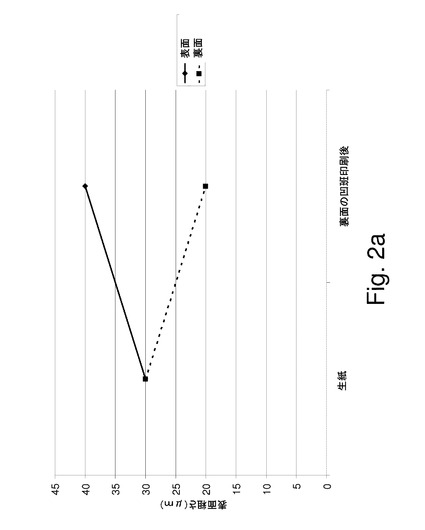
【図2a】図2aは、凹版印刷された印刷物の裏面及び表面の表面粗さの変化の一実施例を示す模式図である。
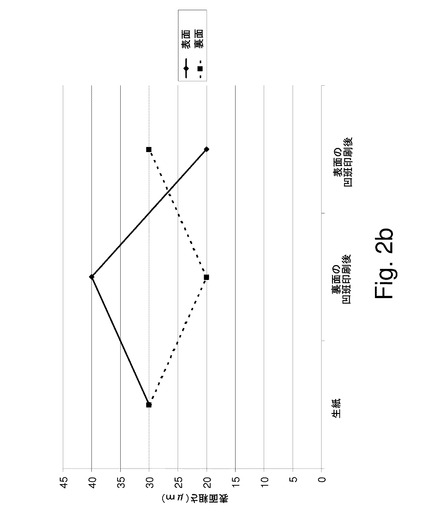
【図2b】図2bは、凹版印刷された印刷物の裏面及び表面の表面粗さの変化の一実施例を示す模式図である。
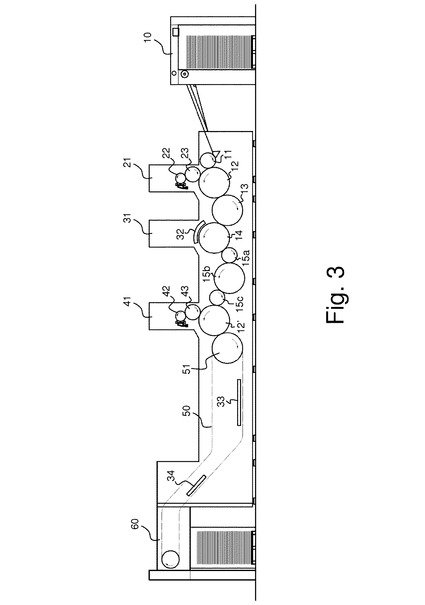
【図3】図3は、本発明の1つの実施形態による枚葉ニス引き機の模式側面図である。
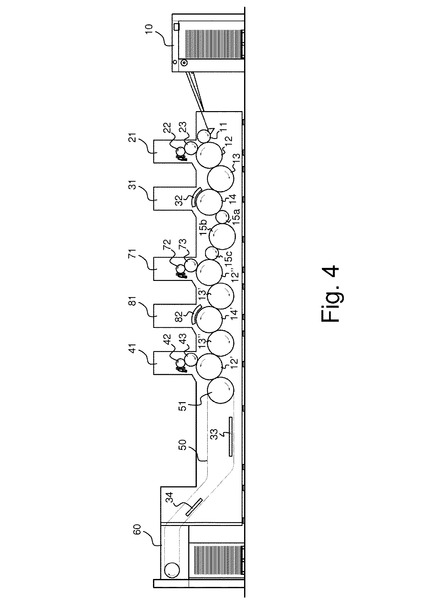
【図4】図4は、本発明の別の実施形態による枚葉ニス引き機の模式側面図である。
【発明を実施するための形態】
【0031】
本発明に関連して、「保護ニス」という用語は、あらゆる種類のニス、コーティング、または印刷プロセスにより印刷済みの印刷物の表面に塗布することができる同様の保護材料を指すものとして理解されたい。このような保護ニスは、透明ニス、または少し色の付いたニスとすることができ、用途に応じて、ある程度艶消ししたニス、または艶出ししたニスとすることができ、更に、UV光の下で見えるようになる蛍光顔料のようなセキュリティ機能を含むことができる。
【0032】
保護ニスは更に、赤外線/熱放射線により乾燥するあらゆる種類の水性ニスとすることができる(この水性ニスは、例えばニス引き製品に残留する固体含有物40%と、乾燥の結果蒸発する水溶液60%とから成る)か、または紫外線照射により硬化するあらゆる種類のUV硬化ニスとすることができる(このUV硬化ニスは、通常、硬化後にニス引き製品に残留する固体含有物100%から成る)。
【0033】
本発明は、汚れ耐性の観点から凹版印刷による印刷物の2つの面の差が、以下に説明するように、凹版印刷プロセスの直接的な結果であるという理解に基づいている。この考えは、汚れ耐性に関する2つの印刷済みの面の差が、セキュリティ印刷物が印刷される基材の製造に使用される製造プロセスといった、凹版印刷以外の要素に起因しているような印刷済みのセキュリティ印刷物にも広く当てはまる。
【0034】
凹版印刷は、印刷対象の基材に転写されるインクパターンを有する凹版印刷版の硬質表面と、基材の反対側に適用されるブランケットのそれよりもずっと柔らかい表面との間に、印刷時に加わる高い印刷圧を特徴としている。このような構成により、基材材料は、凹版印刷版の凹部に押し込まれて当該凹部に含まれるインクを捕捉し、プロセス中に弾性変形することにより、インクパターンにより固有のエンボスレリーフを形成する。このエンボスレリーフが、代表的な凹版印刷である。動作状態では、連続シートまたは材料の連続ウェブの部分を、1つ以上の凹版印刷版を有する版胴と1つ以上のブランケットを有する圧胴(または、背圧胴)との間に画定される印刷ニップに供給する。図1は、本出願人が製品名Super Orlof Intaglio(登録商標)で市販する既知の枚葉凹版印刷機の模式図である。図中、版胴及び圧胴はそれぞれ参照番号1及び2で示されている。
【0035】
上述のように、版胴1に保持される凹版印刷版は、通常、非常に硬い表面を示し、これらの印刷版は、従来、ニッケル、スチール、または真ちゅうのような金属ベース材料により作製されている。このようなベース材料には、更に、クロム層のような耐摩耗コーティングが施される。対照的に、圧胴に保持されるブランケットは、I.T.G.−GmbH Graphic Products(http://www.itg−graph.de)製の織物材料またはゴム材料のような柔らかくて圧縮可能な材料から作製される。このようなブランケット材料は、通常、例えばカードボード製の1枚以上の包装シートの上面に配置される。表面粗さに関して、これらの凹版印刷版は、非常に平滑な表面を示すのに対し、圧胴に装着されるこれらの圧胴用ブランケットは、非常に粗い表面を示す。
【0036】
凹版印刷版と圧胴用ブランケットとの表面特性の差に起因して、結果的に、印刷済みの基材の表面と裏面との間に表面粗さの差が生じ、印刷済みの基材の表面は、印刷済みの基材の、凹版印刷により最後に印刷された面とは反対側の面が粗くなる。
【0037】
図2a及び2bは、基材材料として代表的なコットンペーパーを使用する凹版印刷物の、裏面及び表面の表面粗さの変化の一実施例を示す概略的なグラフである。図2aは、裏面のみが凹版印刷で印刷される片面凹版印刷の場合を示しているのに対し、図2bは、裏面及び表面が、凹版印刷で交互に印刷される両面凹版印刷の場合を示している。
【0038】
図2a及び2bでは、凹版印刷プロセスに基材材料として使用される生紙は、両面に、例えば約30ミクロンの初期表面粗さを示している。表面粗さの差は、基材材料の種類、及び当該基材材料の製造に使用されるプロセスに応じて、未印刷基材の両面の間に観察することができる。以下の説明を行なうために、未印刷紙の両面は、程度の差はあるが、凹版印刷前は同じ表面粗さを示すものとする。しかしながら、本発明は、セキュリティ印刷物の2つの面の表面粗さには有意な差がある場合にも適用可能であることを理解されたい。このような表面粗さの差は、セキュリティ印刷物が印刷される基材の製造プロセスによって生じうる。
【0039】
裏面に凹版印刷を施した後、裏面(すなわち、凹版印刷版の方に向く刷済みの面)の表面粗さは、例えば約20ミクロンに低減するのに対し、表面(すなわち、圧胴用ブランケットの方に向く未印刷面)の表面粗さは、例えば約40ミクロン(凹版印刷プロセスの結果として基材に形成される凹版パターンの高さは、上記粗さの推定においては考慮されない)に増加する。同じ現象が、図2bに示すように、表面に凹版印刷を施した後に観察され、この場合、裏面の表面粗さは、例えば約30ミクロンに増加するのに対し、表面の表面粗さは、例えば約20ミクロンに低減する。
【0040】
図2a及び2bの図は、純粋に例示を目的としており、裏面及び表面の表面粗さの正確な変化は、基材材料の種類、ブランケット材料の性質、印圧などを含む種々の要素に依存する。しかしながら、全ての表面粗さの変化には共通する態様、すなわち凹版印刷で最後に印刷された面の表面粗さが、反対側の面の表面粗さよりも小さいという事実がある(すなわち、圧胴用ブランケットに最後に接触した面が、凹版印刷版に接触させた面よりも粗くなる)。
【0041】
本発明によれば、この事実は、凹版印刷されたセキュリティ印刷物の、凹版印刷により最後に印刷された面とは反対側の面に、より厚い保護ニス層を塗布することにより考慮される。
【0042】
更に広い観点から、このアプローチは、セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示す印刷済みセキュリティ印刷物(凹版印刷で印刷されているかどうかに関係なく)のニス引きにも有利に適用することができ、特に、製造プロセスによってセキュリティ印刷物の第1面が第2面よりも大きい表面粗さを示す、基材に印刷されるセキュリティ印刷物の場合に適用可能である。
【0043】
好適には、セキュリティ印刷物の両面がニス引き後にほぼ同じ表面粗さを示すように、セキュリティ印刷物にニス加工処理を行う。
【0044】
セキュリティ印刷物の各面に塗布されるニスの適切な量は、特定の事例によるものの、セキュリティ印刷物の両面の表面粗さをニス引き前に測定し、ニスの量を当該表面粗さに応じて調整することにより決定することができる。塗布されるニスの代表的な量は、UV硬化ニスの場合、乾燥状態において約2〜2.8グラム/m2(固体含有物100%)であり、水性ニスの場合、乾燥状態において約1.5〜2.8グラム/m2(固体含有物40%)である。これらの量は、例示のみを目的に提示した。
【0045】
本発明によれば、セキュリティ印刷物の粗い方の面、例えば凹版印刷で最後に印刷された面とは反対側の面は、ニス引き後に同様の表面粗さ値を有するように、他方の面よりも多量のニスを必要とする。
【0046】
試験(図2a及び2b参照)により、凹版印刷で最後に印刷された面の表面粗さは、通常、普通のコットンペーパーの場合に約20ミクロンであり、反対側の粗い方の面よりも約10〜20ミクロンだけ小さいことが判明している。凹版印刷で最後に印刷されたセキュリティ印刷物の面は、コットンペーパーの場合、反対側の面と比較して、最大で30%少ない量のニスしか必要としないので、ニス消費量に関して無視できない量を節約することができる。
【0047】
1回の工程でまたは交互に2回以上の工程で、より厚い保護ニス層をセキュリティ印刷物の面に塗布することができる。
【0048】
図3は、ニス引き機の第1の実施形態を示しており、このニス引き機は、有利には、最終的にセキュリティ印刷物を形成する、セキュリティ証印を押した連続シートにニスを塗布し、より厚い保護ニス層を1回の工程で塗布するように設計されている。
【0049】
この技術分野では一般的に、ニス引き機は、ニス引きされる連続シートを供給する供給ユニット10を備えており、これらのシートは、順番に、複数のコーティングタワー及び乾燥/硬化タワー21、31、41を通って供給され、次いで、ニス引きされたシートの前縁部を把持する把持バー(図示せず)を有する従来のチェーンコンベヤーシステム50により排出ユニット60に供給される。
【0050】
図3の実施例では、ニス引き機は、シートの表面にニス引き処理を施す第1コーティングユニット22、23と、第1タワー21でニス引きされた表面の乾燥または硬化をそれぞれ行なう乾燥/硬化タワー31と、シートを裏返しにする両面刷りユニット15a〜15cと、シートの裏面にニス引き処理を施す第2コーティングユニット42、43を含む第2コーティングタワー41とを備える。
【0051】
コーティングユニット22、23、及び42、43は、好ましくは、アニロックスローラ22、42をそれぞれ備えるフレキソユニットである。アニロックスローラのセルは、適切なインクチャンバによって充填され、アニロックスローラ22、42は、フレキソ印刷版を有する版胴23、43のそれぞれと協働する。
【0052】
シートは、適切なシート供給機構により第1コーティングタワー21に供給される前に正しく位置合わせされるように、供給ユニット10から供給テーブル(参照番号なし)上を搬送される。シート供給機構は、この実施例では、供給テーブルの下流に配置されて個々のシートを順番にフィードドラム11に移送するスウィングアーム(参照番号なし)を備えている。このフィードドラム11は、シートを第1圧胴12に移送し、この第1圧胴12は、第1コーティングユニットのフレキソ版胴23と協働する。ニス引き処理が施されると、シートは圧胴12から渡し胴または渡しドラム13に移送され、次いで、乾燥/硬化タワー31の処理胴14に移送される。適切な乾燥または硬化システム32(赤外線/熱システムまたはUVシステムのような)が、シートの搬送路に沿って設けられ、シートは処理胴14によって搬送されて、シートの第1面に塗布されたニスがそれぞれ乾燥/硬化される。
【0053】
次に、シートは両面刷りユニット15a〜15cに移送される。両面刷りユニットは、この実施例では3ドラム機構、すなわち、本技術分野で既知のように、渡し胴15a、貯留胴15b、及び反転胴15cから成る(例えば、欧州特許出願第0311924号出願公開、同第0527424号出願公開、及び同第1256447号出願公開を参照)。シートの裏返しは、シートが貯留胴15bから反転胴15cに移送された時点で行なわれ、反転胴15cは、貯留胴15bによって搬送されているシートの後縁部を、シートが貯留胴15bから排出される前に把持するように設計されている。
【0054】
裏返しにされた後、シートは、反転胴15cから、第2コーティングユニットのフレキソ版胴43と協働する第2圧胴12’に、普通の方法で移送される。シートの第2面にニス引き処理が施されると、シートは、圧胴12’からチェーンコンベヤーシステム50の渡し胴51に移送される。シートの第2面の乾燥/硬化は、図示のように、チェーンコンベヤーシステム50の搬送路に沿って配置された1つ以上の更に別の乾燥/硬化システム33、34により行なわれる。
【0055】
各コーティングユニットにより塗布されるニスの重量は、各アニロックスローラ22、42のセル容量により決定される。より多くの量のニスをシートの一方の面または他方の面に塗布するために、対応するアニロックスローラ22または42は、他方のアニロックスローラよりも大きいセル容量を有するように設計されなければならない。即ち、図3の第1または第2コーティングユニットは、他方のコーティングユニットより厚い保護ニスを塗布するように設計される。
【0056】
更に別のコーティングタワー及び/又は乾燥/硬化タワーを設けることができることを理解されたい。例えば、更に別のコーティングタワー及び更に別の乾燥/硬化タワーを第1または第2コーティングタワーの上流に設けて、プライマーを塗布することができる。図4は、このような変形例の1つを示している。
【0057】
図4では、図3と同じ構成要素は、図3の参照番号と同じ参照番号により示されており、同じ目的を果たしている。図3と比較すると、ニス引き機は、更に別のコーティングタワー71と、このコーティングタワー71に続く更に別の乾燥/硬化タワー81を含み、これらのタワー71、81は、両面刷りユニット15a〜15cとコーティングタワー41との間に配置されている。
【0058】
更に別のコーティングタワー71は、第1及び第2コーティングタワー21、41と同様であり、アニロックスローラ72及びフレキソ版胴73を有する同様のフレキソコーティングユニットを備えている。上述のように、このコーティングユニットを使用して、コーティングタワー41においてニスを塗布する前に、これらのシートの第2面にプライマーを塗布することができ、このプライマーは、更に別の乾燥/硬化タワー81内の乾燥/硬化システム82により適切に乾燥/硬化させる。言うまでもなく、同様の機構を第1コーティングタワー21の上流に設けて、シートの第1面にプライマーを塗布し、乾燥/硬化させることができる。
【0059】
更に別のドラム及びシリンダが設けられて、更に別のタワー71、81を通って、すなわち第2及び第3渡し胴13’、13’’、第2処理胴14’、及び第3圧胴12’’を通って、シートが適切に搬送される。したがって、図4では、シートは、両面刷りユニットの反転胴15cから、更に別のコーティングタワー71のフレキソ版胴73と協働する第3圧胴12’’に移送され、次に、第2渡し胴13’を経て、更に別の乾燥/硬化システム82と協働する第2処理胴14’に移送され、次に、第3渡し胴13’’に移送され、その後、フレキソ版胴43と協働する圧胴12’の外周面に沿って移送される。
【0060】
別の構成として、コーティングタワー41、71を使用して、より厚い保護ニス層を、これらのシートの第2面に(または、同様の機構が配設されるとした場合のこられのシートの第1面に)、すなわち2回の工程で塗布することができる。理論的な観点から、より厚いニス層は、任意の数の工程で、すなわち1、2、または3以上の工程で塗布することができる。
【0061】
上述のように、本発明は、凹版印刷されたセキュリティ印刷物のニス引きに関連して非常に有利であると同時に、普通の印刷済みのセキュリティ印刷物のニス引きにも同じように適用することができ、この場合、セキュリティ印刷物の両面は保護ニスで被覆され、セキュリティ印刷物の第1面は、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示す。これは、特に、製造プロセスによってセキュリティ印刷物の第1面が第2面よりも大きい表面粗さを示す基材に、セキュリティ印刷物が印刷される場合に該当する。
【0062】
請求に範囲によって規定される本発明の範囲から逸脱せずに、上述の実施形態に種々の変形及び/又は改良を加えることができる。例えば、本発明によるニス引き機は、ニス引き機の全体構成が、セキュリティ印刷物の一方の面に他方の面よりも厚い保護ニス層を塗布することができる限り、あらゆる所望の態様で組み合わせたあらゆる数のコーティングユニット及び乾燥/硬化ユニットを有することができる。
【技術分野】
【0001】
本発明は、概して、セキュリティ印刷の分野に関するものであり、具体的には、セキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物のニス引きに関するものである。
【背景技術】
【0002】
現在では、セキュリティ印刷の技術分野、特に紙幣の製造に関わるセキュリティ印刷の技術分野においては、普通、保護ニス層をセキュリティ印刷物に塗布して、これらの印刷物の寿命を延ばすことが行なわれる。
【0003】
紙幣のニス引きは、特に流通に供される紙幣の耐久性を高めるために、過去及び現在行なわれている。紙幣のニス引きに関する情報は、例えば非特許文献1〜3に見出される。
【0004】
紙幣及び同様のセキュリティ印刷物のニス引きに関する更なる情報は、特許文献1〜特許文献6に見ることができる。
【0005】
特許文献7には、紙幣のようなセキュリティ印刷物の表面及び裏面にニス引き処理を施すために適するフレキソ印刷機が開示されている。このフレキソ印刷機は、特に、フレキソ印刷ユニットが、ニス引き加工されるシートの搬送路の上方及び下方に配置されることを特徴としている。したがって、表面−裏面のニス引きは、このニス引き処理の間に、シートを裏返す必要なく行なわれる。
【0006】
特許文献8には、ニスコーティングシステムを備えることにより、印刷済みのシートの表面−裏面にニス引き処理を施す両面オフセット印刷機が開示されている。特許文献9には、同様に、コーティングユニットを備えることにより印刷済みのシートの表面−裏面にニス引き処理を施す両面オフセット印刷機が開示されている。
【0007】
紙幣のニス引きも、いわゆるポリマー製紙幣に対して普通に行なわれ、このようなポリマー製紙幣は、両面に白色不透明層が設けられたオールプラスチック製透明ポリマー基材(通常、BOPP−二軸延伸ポリプロピレン−積層体)によって特徴付けられる。
【0008】
ニス引き加工処理は、紙幣及び同様のセキュリティ印刷物の耐久性及び寿命を延ばす効率的な方法として有用であることが判明している。しかしながら、ニス引き加工処理された紙幣は依然として汚れ易く、ニス引き加工処理は未だ改善の必要があると考えられている。
【0009】
具体的には、凹版印刷されたセキュリティ印刷物は、両面にニス引き処理を施していても、依然として汚れに対する耐性を向上させる必要があると考えられている。更に、凹版印刷されたセキュリティ印刷物は、他方の面よりも一方の面が汚れ易いと考えられている。
【0010】
凹版印刷法は、周知の印刷プロセスであり、特にセキュリティ印刷物の製造に使用される。凹版印刷法、及びこのような印刷プロセスを実行する凹版印刷機に関する情報は、全て本出願人による特許文献10〜20に見ることができる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】欧州特許出願第0256170号出願公開
【特許文献2】欧州特許出願第1932678号出願公開
【特許文献3】国際公開第01/08899号
【特許文献4】国際公開第02/094577号
【特許文献5】国際公開第2004/072378号
【特許文献6】国際出願第2006/021856号
【特許文献7】国際公開第02/051638号
【特許文献8】特開2007−176044
【特許文献9】欧州特許出願第1880845号出願公開
【特許文献10】スイス国特許第289716号
【特許文献11】スイス国特許第373770号
【特許文献12】スイス国特許第477 293号
【特許文献13】ドイツ国特許第1058074号
【特許文献14】欧州特許出願第0091709号出願公開
【特許文献15】欧州特許出願第0406157号出願公開
【特許文献16】欧州特許出願第0415881号出願公開
【特許文献17】欧州特許出願第0873866号出願公開
【特許文献18】国際公開第03/103962号
【特許文献19】国際公開第2005/077656号
【特許文献20】国際公開第2005/118294号
【非特許文献】
【0012】
【非特許文献1】[Buitelaar1999]: Tom Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「Effects of Banknote varnishing」 (Currency Conference CSI, Sydney 1999);
【非特許文献2】[deHeij2000]:Hans A.M. de Heij, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「The design methodology of Dutch banknotes」、(IS&T/SPIE’s 12th International Symposium on Electronic Imaging, Optical Security and Counterfeit Deterrence Techniques III, San Jose, California, USA(January 27−28, 2000), Proceedings of SPIE vol. 3973, pp. 2−22)
【非特許文献3】[Wettstein2000]:Frank Wettstein, Cash Division, Swiss National Bank, Berne and Hubert Lieb, Environmental Unit, Swiss National Bank, Zurich, 「Life cycle assesment (LCA) of Swiss banknotes」(Quarterly Bulletin 3/2000 of the Swiss National Bank, September 2000)
【非特許文献4】[Buitelaar2003]:Tom Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, 「Circulation Fitness Management」(Banknote 2003 Conference, Washington DC, February 3, 2003)
【発明の概要】
【0013】
したがって、本発明の主目的は、特に凹版印刷により、印刷済みのセキュリティ印刷物にニス引き加工処理を行なう方法を改善することである。
【0014】
本発明の別の目的は、最適なニス引き効率を保証しながら、ニスの効果的な使用を可能にする方法を提供することである。
【0015】
本発明の更に別の目的は、印刷済みのセキュリティ印刷物の両面に最適なニス引き処理を施す方法を提供することである。
【0016】
本発明の更に別の目的は、適切なニス引き機で容易に実行することができる方法を提供することである。
【0017】
これらの目的は、請求の範囲に規定される方法によって達成される。
【0018】
したがって、凹版印刷されたセキュリティ印刷物、特に凹版印刷された紙幣にニス引き加工処理を行なう方法が提供され、この方法では、前記セキュリティ印刷物の両面は保護ニスで被覆される。前記方法は、最後に凹版印刷された前記セキュリティ印刷物の面とは反対側の面の方に、より厚い保護ニス層を塗布する工程を含む。
【0019】
更に、印刷済みのセキュリティ印刷物、特に紙幣に、ニス引き加工処理を行なう方法が提供され、この方法では、前記セキュリティ印刷物の両面が保護ニスで被覆され、前記セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10μmだけ大きい表面粗さを呈する。前記方法は、前記セキュリティ印刷物の前記第1面に、より厚い保護ニス層を塗布する工程を含む。これに関連して、セキュリティ印刷物の第1面の大きい表面粗さは、特にセキュリティ印刷物が印刷される基材の製造プロセスによって生じさせることができる。
【0020】
前記より厚い保護ニス層は、1回の工程で、前記セキュリティ印刷物の前記面に塗布することができるか、または別の構成では、2回以上の工程で塗布することができる。
【0021】
好適には、前記セキュリティ印刷物にニス引き加工処理は、前記セキュリティ印刷物の両面が、ニス引き加工処理を行なった後に略同じ表面粗さを示すように行われる。
【0022】
本発明により、セキュリティ印刷物の両面が汚れに対する同程度の耐性を示すことを保証しながら、ニスの最適な使用が確保される。
【0023】
任意で、前記保護ニスを塗布する前に、前記セキュリティ印刷物の少なくとも一方の面にプライマーを塗布することができる。
【0024】
更に、印刷済みのセキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物の両面にニス引き処理を施すニス引き機が特許請求される。このニス引き機は、前記セキュリティ印刷物の一方の面に他方の面よりも厚く保護ニス層を塗布する。このニス引き機は、有利には、セキュリティ証印が押された、最終的に前記セキュリティ印刷物を形成する連続シートにニスを塗布するように設計される。
【0025】
このニス引き機の第1の変形例によれば、前記セキュリティ印刷物の第1面に、1回の工程でニス引き処理を施す第1コーティングユニットを設けることができ、前記セキュリティ印刷物の第2面に、1回の工程でニス引き処理を施す第2コーティングユニットを設けることができ、前記第1または第2コーティングユニットが、他方のコーティングユニットよりも保護ニスを厚く塗布するように設計されている。
【0026】
このニス引き機の別の変形例によれば、前記セキュリティ印刷物の第1面にニス引き処理を施す第1コーティングユニットを設けることができ、前記セキュリティ印刷物の第2面にニス引き処理を施す第2コーティングユニットを設けることができ、前記ニス引き機は更に、追加保護ニス層またはプライマーを前記セキュリティ印刷物の前記第1面または第2面に塗布する第3コーティングユニットを備えている。
【0027】
好適には、このようなニス引き機は、フレキソ印刷によりニス引き処理を施すように設計される。
【0028】
本発明の更に別の有利な実施形態は、従属請求項の主題を構成し、以下に説明される。
【0029】
本発明の他の特徴及び利点は、非限定的な例示のみを目的に提供され、かつ添付図面に示される本発明の実施形態についての以下の詳細な説明を一読することにより一層明らかになるものと思われる。
【図面の簡単な説明】
【0030】
【図1】図1は、セキュリティ印刷物の製造に使用される既知の枚葉凹版印刷機の模式側面図である。
【図2a】図2aは、凹版印刷された印刷物の裏面及び表面の表面粗さの変化の一実施例を示す模式図である。
【図2b】図2bは、凹版印刷された印刷物の裏面及び表面の表面粗さの変化の一実施例を示す模式図である。
【図3】図3は、本発明の1つの実施形態による枚葉ニス引き機の模式側面図である。
【図4】図4は、本発明の別の実施形態による枚葉ニス引き機の模式側面図である。
【発明を実施するための形態】
【0031】
本発明に関連して、「保護ニス」という用語は、あらゆる種類のニス、コーティング、または印刷プロセスにより印刷済みの印刷物の表面に塗布することができる同様の保護材料を指すものとして理解されたい。このような保護ニスは、透明ニス、または少し色の付いたニスとすることができ、用途に応じて、ある程度艶消ししたニス、または艶出ししたニスとすることができ、更に、UV光の下で見えるようになる蛍光顔料のようなセキュリティ機能を含むことができる。
【0032】
保護ニスは更に、赤外線/熱放射線により乾燥するあらゆる種類の水性ニスとすることができる(この水性ニスは、例えばニス引き製品に残留する固体含有物40%と、乾燥の結果蒸発する水溶液60%とから成る)か、または紫外線照射により硬化するあらゆる種類のUV硬化ニスとすることができる(このUV硬化ニスは、通常、硬化後にニス引き製品に残留する固体含有物100%から成る)。
【0033】
本発明は、汚れ耐性の観点から凹版印刷による印刷物の2つの面の差が、以下に説明するように、凹版印刷プロセスの直接的な結果であるという理解に基づいている。この考えは、汚れ耐性に関する2つの印刷済みの面の差が、セキュリティ印刷物が印刷される基材の製造に使用される製造プロセスといった、凹版印刷以外の要素に起因しているような印刷済みのセキュリティ印刷物にも広く当てはまる。
【0034】
凹版印刷は、印刷対象の基材に転写されるインクパターンを有する凹版印刷版の硬質表面と、基材の反対側に適用されるブランケットのそれよりもずっと柔らかい表面との間に、印刷時に加わる高い印刷圧を特徴としている。このような構成により、基材材料は、凹版印刷版の凹部に押し込まれて当該凹部に含まれるインクを捕捉し、プロセス中に弾性変形することにより、インクパターンにより固有のエンボスレリーフを形成する。このエンボスレリーフが、代表的な凹版印刷である。動作状態では、連続シートまたは材料の連続ウェブの部分を、1つ以上の凹版印刷版を有する版胴と1つ以上のブランケットを有する圧胴(または、背圧胴)との間に画定される印刷ニップに供給する。図1は、本出願人が製品名Super Orlof Intaglio(登録商標)で市販する既知の枚葉凹版印刷機の模式図である。図中、版胴及び圧胴はそれぞれ参照番号1及び2で示されている。
【0035】
上述のように、版胴1に保持される凹版印刷版は、通常、非常に硬い表面を示し、これらの印刷版は、従来、ニッケル、スチール、または真ちゅうのような金属ベース材料により作製されている。このようなベース材料には、更に、クロム層のような耐摩耗コーティングが施される。対照的に、圧胴に保持されるブランケットは、I.T.G.−GmbH Graphic Products(http://www.itg−graph.de)製の織物材料またはゴム材料のような柔らかくて圧縮可能な材料から作製される。このようなブランケット材料は、通常、例えばカードボード製の1枚以上の包装シートの上面に配置される。表面粗さに関して、これらの凹版印刷版は、非常に平滑な表面を示すのに対し、圧胴に装着されるこれらの圧胴用ブランケットは、非常に粗い表面を示す。
【0036】
凹版印刷版と圧胴用ブランケットとの表面特性の差に起因して、結果的に、印刷済みの基材の表面と裏面との間に表面粗さの差が生じ、印刷済みの基材の表面は、印刷済みの基材の、凹版印刷により最後に印刷された面とは反対側の面が粗くなる。
【0037】
図2a及び2bは、基材材料として代表的なコットンペーパーを使用する凹版印刷物の、裏面及び表面の表面粗さの変化の一実施例を示す概略的なグラフである。図2aは、裏面のみが凹版印刷で印刷される片面凹版印刷の場合を示しているのに対し、図2bは、裏面及び表面が、凹版印刷で交互に印刷される両面凹版印刷の場合を示している。
【0038】
図2a及び2bでは、凹版印刷プロセスに基材材料として使用される生紙は、両面に、例えば約30ミクロンの初期表面粗さを示している。表面粗さの差は、基材材料の種類、及び当該基材材料の製造に使用されるプロセスに応じて、未印刷基材の両面の間に観察することができる。以下の説明を行なうために、未印刷紙の両面は、程度の差はあるが、凹版印刷前は同じ表面粗さを示すものとする。しかしながら、本発明は、セキュリティ印刷物の2つの面の表面粗さには有意な差がある場合にも適用可能であることを理解されたい。このような表面粗さの差は、セキュリティ印刷物が印刷される基材の製造プロセスによって生じうる。
【0039】
裏面に凹版印刷を施した後、裏面(すなわち、凹版印刷版の方に向く刷済みの面)の表面粗さは、例えば約20ミクロンに低減するのに対し、表面(すなわち、圧胴用ブランケットの方に向く未印刷面)の表面粗さは、例えば約40ミクロン(凹版印刷プロセスの結果として基材に形成される凹版パターンの高さは、上記粗さの推定においては考慮されない)に増加する。同じ現象が、図2bに示すように、表面に凹版印刷を施した後に観察され、この場合、裏面の表面粗さは、例えば約30ミクロンに増加するのに対し、表面の表面粗さは、例えば約20ミクロンに低減する。
【0040】
図2a及び2bの図は、純粋に例示を目的としており、裏面及び表面の表面粗さの正確な変化は、基材材料の種類、ブランケット材料の性質、印圧などを含む種々の要素に依存する。しかしながら、全ての表面粗さの変化には共通する態様、すなわち凹版印刷で最後に印刷された面の表面粗さが、反対側の面の表面粗さよりも小さいという事実がある(すなわち、圧胴用ブランケットに最後に接触した面が、凹版印刷版に接触させた面よりも粗くなる)。
【0041】
本発明によれば、この事実は、凹版印刷されたセキュリティ印刷物の、凹版印刷により最後に印刷された面とは反対側の面に、より厚い保護ニス層を塗布することにより考慮される。
【0042】
更に広い観点から、このアプローチは、セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示す印刷済みセキュリティ印刷物(凹版印刷で印刷されているかどうかに関係なく)のニス引きにも有利に適用することができ、特に、製造プロセスによってセキュリティ印刷物の第1面が第2面よりも大きい表面粗さを示す、基材に印刷されるセキュリティ印刷物の場合に適用可能である。
【0043】
好適には、セキュリティ印刷物の両面がニス引き後にほぼ同じ表面粗さを示すように、セキュリティ印刷物にニス加工処理を行う。
【0044】
セキュリティ印刷物の各面に塗布されるニスの適切な量は、特定の事例によるものの、セキュリティ印刷物の両面の表面粗さをニス引き前に測定し、ニスの量を当該表面粗さに応じて調整することにより決定することができる。塗布されるニスの代表的な量は、UV硬化ニスの場合、乾燥状態において約2〜2.8グラム/m2(固体含有物100%)であり、水性ニスの場合、乾燥状態において約1.5〜2.8グラム/m2(固体含有物40%)である。これらの量は、例示のみを目的に提示した。
【0045】
本発明によれば、セキュリティ印刷物の粗い方の面、例えば凹版印刷で最後に印刷された面とは反対側の面は、ニス引き後に同様の表面粗さ値を有するように、他方の面よりも多量のニスを必要とする。
【0046】
試験(図2a及び2b参照)により、凹版印刷で最後に印刷された面の表面粗さは、通常、普通のコットンペーパーの場合に約20ミクロンであり、反対側の粗い方の面よりも約10〜20ミクロンだけ小さいことが判明している。凹版印刷で最後に印刷されたセキュリティ印刷物の面は、コットンペーパーの場合、反対側の面と比較して、最大で30%少ない量のニスしか必要としないので、ニス消費量に関して無視できない量を節約することができる。
【0047】
1回の工程でまたは交互に2回以上の工程で、より厚い保護ニス層をセキュリティ印刷物の面に塗布することができる。
【0048】
図3は、ニス引き機の第1の実施形態を示しており、このニス引き機は、有利には、最終的にセキュリティ印刷物を形成する、セキュリティ証印を押した連続シートにニスを塗布し、より厚い保護ニス層を1回の工程で塗布するように設計されている。
【0049】
この技術分野では一般的に、ニス引き機は、ニス引きされる連続シートを供給する供給ユニット10を備えており、これらのシートは、順番に、複数のコーティングタワー及び乾燥/硬化タワー21、31、41を通って供給され、次いで、ニス引きされたシートの前縁部を把持する把持バー(図示せず)を有する従来のチェーンコンベヤーシステム50により排出ユニット60に供給される。
【0050】
図3の実施例では、ニス引き機は、シートの表面にニス引き処理を施す第1コーティングユニット22、23と、第1タワー21でニス引きされた表面の乾燥または硬化をそれぞれ行なう乾燥/硬化タワー31と、シートを裏返しにする両面刷りユニット15a〜15cと、シートの裏面にニス引き処理を施す第2コーティングユニット42、43を含む第2コーティングタワー41とを備える。
【0051】
コーティングユニット22、23、及び42、43は、好ましくは、アニロックスローラ22、42をそれぞれ備えるフレキソユニットである。アニロックスローラのセルは、適切なインクチャンバによって充填され、アニロックスローラ22、42は、フレキソ印刷版を有する版胴23、43のそれぞれと協働する。
【0052】
シートは、適切なシート供給機構により第1コーティングタワー21に供給される前に正しく位置合わせされるように、供給ユニット10から供給テーブル(参照番号なし)上を搬送される。シート供給機構は、この実施例では、供給テーブルの下流に配置されて個々のシートを順番にフィードドラム11に移送するスウィングアーム(参照番号なし)を備えている。このフィードドラム11は、シートを第1圧胴12に移送し、この第1圧胴12は、第1コーティングユニットのフレキソ版胴23と協働する。ニス引き処理が施されると、シートは圧胴12から渡し胴または渡しドラム13に移送され、次いで、乾燥/硬化タワー31の処理胴14に移送される。適切な乾燥または硬化システム32(赤外線/熱システムまたはUVシステムのような)が、シートの搬送路に沿って設けられ、シートは処理胴14によって搬送されて、シートの第1面に塗布されたニスがそれぞれ乾燥/硬化される。
【0053】
次に、シートは両面刷りユニット15a〜15cに移送される。両面刷りユニットは、この実施例では3ドラム機構、すなわち、本技術分野で既知のように、渡し胴15a、貯留胴15b、及び反転胴15cから成る(例えば、欧州特許出願第0311924号出願公開、同第0527424号出願公開、及び同第1256447号出願公開を参照)。シートの裏返しは、シートが貯留胴15bから反転胴15cに移送された時点で行なわれ、反転胴15cは、貯留胴15bによって搬送されているシートの後縁部を、シートが貯留胴15bから排出される前に把持するように設計されている。
【0054】
裏返しにされた後、シートは、反転胴15cから、第2コーティングユニットのフレキソ版胴43と協働する第2圧胴12’に、普通の方法で移送される。シートの第2面にニス引き処理が施されると、シートは、圧胴12’からチェーンコンベヤーシステム50の渡し胴51に移送される。シートの第2面の乾燥/硬化は、図示のように、チェーンコンベヤーシステム50の搬送路に沿って配置された1つ以上の更に別の乾燥/硬化システム33、34により行なわれる。
【0055】
各コーティングユニットにより塗布されるニスの重量は、各アニロックスローラ22、42のセル容量により決定される。より多くの量のニスをシートの一方の面または他方の面に塗布するために、対応するアニロックスローラ22または42は、他方のアニロックスローラよりも大きいセル容量を有するように設計されなければならない。即ち、図3の第1または第2コーティングユニットは、他方のコーティングユニットより厚い保護ニスを塗布するように設計される。
【0056】
更に別のコーティングタワー及び/又は乾燥/硬化タワーを設けることができることを理解されたい。例えば、更に別のコーティングタワー及び更に別の乾燥/硬化タワーを第1または第2コーティングタワーの上流に設けて、プライマーを塗布することができる。図4は、このような変形例の1つを示している。
【0057】
図4では、図3と同じ構成要素は、図3の参照番号と同じ参照番号により示されており、同じ目的を果たしている。図3と比較すると、ニス引き機は、更に別のコーティングタワー71と、このコーティングタワー71に続く更に別の乾燥/硬化タワー81を含み、これらのタワー71、81は、両面刷りユニット15a〜15cとコーティングタワー41との間に配置されている。
【0058】
更に別のコーティングタワー71は、第1及び第2コーティングタワー21、41と同様であり、アニロックスローラ72及びフレキソ版胴73を有する同様のフレキソコーティングユニットを備えている。上述のように、このコーティングユニットを使用して、コーティングタワー41においてニスを塗布する前に、これらのシートの第2面にプライマーを塗布することができ、このプライマーは、更に別の乾燥/硬化タワー81内の乾燥/硬化システム82により適切に乾燥/硬化させる。言うまでもなく、同様の機構を第1コーティングタワー21の上流に設けて、シートの第1面にプライマーを塗布し、乾燥/硬化させることができる。
【0059】
更に別のドラム及びシリンダが設けられて、更に別のタワー71、81を通って、すなわち第2及び第3渡し胴13’、13’’、第2処理胴14’、及び第3圧胴12’’を通って、シートが適切に搬送される。したがって、図4では、シートは、両面刷りユニットの反転胴15cから、更に別のコーティングタワー71のフレキソ版胴73と協働する第3圧胴12’’に移送され、次に、第2渡し胴13’を経て、更に別の乾燥/硬化システム82と協働する第2処理胴14’に移送され、次に、第3渡し胴13’’に移送され、その後、フレキソ版胴43と協働する圧胴12’の外周面に沿って移送される。
【0060】
別の構成として、コーティングタワー41、71を使用して、より厚い保護ニス層を、これらのシートの第2面に(または、同様の機構が配設されるとした場合のこられのシートの第1面に)、すなわち2回の工程で塗布することができる。理論的な観点から、より厚いニス層は、任意の数の工程で、すなわち1、2、または3以上の工程で塗布することができる。
【0061】
上述のように、本発明は、凹版印刷されたセキュリティ印刷物のニス引きに関連して非常に有利であると同時に、普通の印刷済みのセキュリティ印刷物のニス引きにも同じように適用することができ、この場合、セキュリティ印刷物の両面は保護ニスで被覆され、セキュリティ印刷物の第1面は、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示す。これは、特に、製造プロセスによってセキュリティ印刷物の第1面が第2面よりも大きい表面粗さを示す基材に、セキュリティ印刷物が印刷される場合に該当する。
【0062】
請求に範囲によって規定される本発明の範囲から逸脱せずに、上述の実施形態に種々の変形及び/又は改良を加えることができる。例えば、本発明によるニス引き機は、ニス引き機の全体構成が、セキュリティ印刷物の一方の面に他方の面よりも厚い保護ニス層を塗布することができる限り、あらゆる所望の態様で組み合わせたあらゆる数のコーティングユニット及び乾燥/硬化ユニットを有することができる。
【特許請求の範囲】
【請求項1】
凹版印刷されたセキュリティ印刷物、特に凹版印刷による紙幣にニス引き加工処理を行なう方法であって、前記セキュリティ印刷物の両面を保護ニスで被覆するもので、最後に凹版印刷された前記セキュリティ印刷物の面とは反対側の面に、より厚い保護ニス層を塗布する工程を含むことを特徴とする方法。
【請求項2】
印刷済みのセキュリティ印刷物、特に紙幣にニス引き加工処理を行なう方法であって、前記セキュリティ印刷物の両面が保護ニスで被覆され、前記セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示すもので、前記セキュリティ印刷物の前記第1面に、より厚い保護ニス層を塗布する工程を含む方法。
【請求項3】
前記セキュリティ印刷物が、製造プロセスによって前記セキュリティ印刷物の前記第1面が前記第2面よりも大きい表面粗さを示す基材に印刷される、請求項2に記載の方法。
【請求項4】
前記より厚い保護ニス層を、1回の工程で、前記セキュリティ印刷物の前記面に塗布する、請求項1ないし3のいずれか一項に記載の方法。
【請求項5】
前記より厚い保護ニス層を、2回以上の工程で、前記セキュリティ印刷物の前記面に塗布する、請求項1ないし3のいずれか一項に記載の方法。
【請求項6】
前記セキュリティ印刷物の両面が、ニス引き処理を施した後に略同じ表面粗さを示すように、前記セキュリティ印刷物の両面にニス引き処理を施す、請求項1ないし5のいずれか一項に記載の方法。
【請求項7】
前記保護ニスを塗布する前に、前記セキュリティ印刷物の少なくとも一方の面にプライマーを塗布する工程を含む、請求項1ないし6のいずれか一項に記載の方法。
【請求項8】
印刷済みのセキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物の両面に、ニス引き処理を施すニス引き機であって、前記ニス引き機が、前記セキュリティ印刷物の一方の面に、他方の面よりも厚く保護ニス層を塗布するように構成されている、ニス引き機。
【請求項9】
前記セキュリティ印刷物の第1面に、1回の工程でニス引き処理を施す第1コーティングユニット(21、22、23)と、前記セキュリティ印刷物の第2面に、1回の工程でニス引き処理を施す第2コーティングユニット(41、42、43)とを備え、前記第1または第2コーティングユニット(21、22、23;41、42、43)が、他方のコーティングユニットよりも厚く保護ニスを塗布するように設計されている、請求項8に記載のニス引き機。
【請求項10】
前記セキュリティ印刷物の第1面にニス引き処理を施す第1コーティングユニット(21、22、23)と、前記セキュリティ印刷物の第2面にニス引き処理を施す第2コーティングユニット(41、42、43)とを備え、前記ニス引き機が更に、追加保護ニス層またはプライマーを前記セキュリティ印刷物の前記第1面または第2面に塗布する少なくとも第3コーティングユニット(71、72、73)を備えている、請求項8に記載のニス引き機。
【請求項11】
フレキソ印刷によりニス引き処理を施す、請求項8ないし10のいずれか一項に記載のニス引き機。
【請求項12】
各コーティングユニット(21、22、23;41、42、43;71、72、73)が、フレキソ版胴(23;43;73)と協働するアニロックスローラ(22;42;72)を含んでいる、請求項11に記載のニス引き機。
【請求項13】
セキュリティ証印が押され、かつ最終的に前記セキュリティ印刷物を形成する連続シートにニスを塗布するように設計されている、請求項8ないし12のいずれか一項に記載のニス引き機(図3及び4)。
【請求項1】
凹版印刷されたセキュリティ印刷物、特に凹版印刷による紙幣にニス引き加工処理を行なう方法であって、前記セキュリティ印刷物の両面を保護ニスで被覆するもので、最後に凹版印刷された前記セキュリティ印刷物の面とは反対側の面に、より厚い保護ニス層を塗布する工程を含むことを特徴とする方法。
【請求項2】
印刷済みのセキュリティ印刷物、特に紙幣にニス引き加工処理を行なう方法であって、前記セキュリティ印刷物の両面が保護ニスで被覆され、前記セキュリティ印刷物の第1面が、第2面の表面粗さよりも少なくとも10ミクロンだけ大きい表面粗さを示すもので、前記セキュリティ印刷物の前記第1面に、より厚い保護ニス層を塗布する工程を含む方法。
【請求項3】
前記セキュリティ印刷物が、製造プロセスによって前記セキュリティ印刷物の前記第1面が前記第2面よりも大きい表面粗さを示す基材に印刷される、請求項2に記載の方法。
【請求項4】
前記より厚い保護ニス層を、1回の工程で、前記セキュリティ印刷物の前記面に塗布する、請求項1ないし3のいずれか一項に記載の方法。
【請求項5】
前記より厚い保護ニス層を、2回以上の工程で、前記セキュリティ印刷物の前記面に塗布する、請求項1ないし3のいずれか一項に記載の方法。
【請求項6】
前記セキュリティ印刷物の両面が、ニス引き処理を施した後に略同じ表面粗さを示すように、前記セキュリティ印刷物の両面にニス引き処理を施す、請求項1ないし5のいずれか一項に記載の方法。
【請求項7】
前記保護ニスを塗布する前に、前記セキュリティ印刷物の少なくとも一方の面にプライマーを塗布する工程を含む、請求項1ないし6のいずれか一項に記載の方法。
【請求項8】
印刷済みのセキュリティ印刷物、特に紙幣のような凹版印刷されたセキュリティ印刷物の両面に、ニス引き処理を施すニス引き機であって、前記ニス引き機が、前記セキュリティ印刷物の一方の面に、他方の面よりも厚く保護ニス層を塗布するように構成されている、ニス引き機。
【請求項9】
前記セキュリティ印刷物の第1面に、1回の工程でニス引き処理を施す第1コーティングユニット(21、22、23)と、前記セキュリティ印刷物の第2面に、1回の工程でニス引き処理を施す第2コーティングユニット(41、42、43)とを備え、前記第1または第2コーティングユニット(21、22、23;41、42、43)が、他方のコーティングユニットよりも厚く保護ニスを塗布するように設計されている、請求項8に記載のニス引き機。
【請求項10】
前記セキュリティ印刷物の第1面にニス引き処理を施す第1コーティングユニット(21、22、23)と、前記セキュリティ印刷物の第2面にニス引き処理を施す第2コーティングユニット(41、42、43)とを備え、前記ニス引き機が更に、追加保護ニス層またはプライマーを前記セキュリティ印刷物の前記第1面または第2面に塗布する少なくとも第3コーティングユニット(71、72、73)を備えている、請求項8に記載のニス引き機。
【請求項11】
フレキソ印刷によりニス引き処理を施す、請求項8ないし10のいずれか一項に記載のニス引き機。
【請求項12】
各コーティングユニット(21、22、23;41、42、43;71、72、73)が、フレキソ版胴(23;43;73)と協働するアニロックスローラ(22;42;72)を含んでいる、請求項11に記載のニス引き機。
【請求項13】
セキュリティ証印が押され、かつ最終的に前記セキュリティ印刷物を形成する連続シートにニスを塗布するように設計されている、請求項8ないし12のいずれか一項に記載のニス引き機(図3及び4)。
【図1】

【図2a】
【図2b】
【図3】
【図4】
【図2a】
【図2b】
【図3】
【図4】
【公表番号】特表2012−500740(P2012−500740A)
【公表日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−524490(P2011−524490)
【出願日】平成21年8月18日(2009.8.18)
【国際出願番号】PCT/IB2009/053638
【国際公開番号】WO2010/023598
【国際公開日】平成22年3月4日(2010.3.4)
【出願人】(591031371)カーベーアー−ノタシ ソシエテ アノニム (54)
【Fターム(参考)】
【公表日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成21年8月18日(2009.8.18)
【国際出願番号】PCT/IB2009/053638
【国際公開番号】WO2010/023598
【国際公開日】平成22年3月4日(2010.3.4)
【出願人】(591031371)カーベーアー−ノタシ ソシエテ アノニム (54)
【Fターム(参考)】
[ Back to top ]