
セグメントおよびセグメントの製造方法
【課題】鋼材使用量が少なく、小型のボルトボックスを用いることができ、コストの低廉なセグメント等を提供する。
【解決手段】継手構造を上下分割構造にし、外側ボルトボックス9と外側継手板13を設けた外側スキンプレート3と、内側ボルトボックス11と内側継手板15を設けた内側スキンプレート5と合わせることでセグメント1を形成する。ボルトボックス9、11は、スキンプレート3、5に側面を形成する板の両側で強固に溶接される。
【解決手段】継手構造を上下分割構造にし、外側ボルトボックス9と外側継手板13を設けた外側スキンプレート3と、内側ボルトボックス11と内側継手板15を設けた内側スキンプレート5と合わせることでセグメント1を形成する。ボルトボックス9、11は、スキンプレート3、5に側面を形成する板の両側で強固に溶接される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールドトンネル用のセグメントおよびセグメントの製造方法に関する。
【背景技術】
【0002】
従来、シールドトンネルで用いられるセグメントとして、1枚のスキンプレートのトンネル円周方向の端部に2枚の継手板を設けるものがあった。しかし、このようなセグメントでは、本体構造が不等辺山形鋼であり、断面力への対応にスキンプレートの寄与率が小さいため、大きな断面力には継手板および主桁の厚さと高さを増すことで対応してきた。(例えば、特許文献1、図2参照)
【0003】
また、サンドイッチ型鋼コンクリート合成セグメントがある。
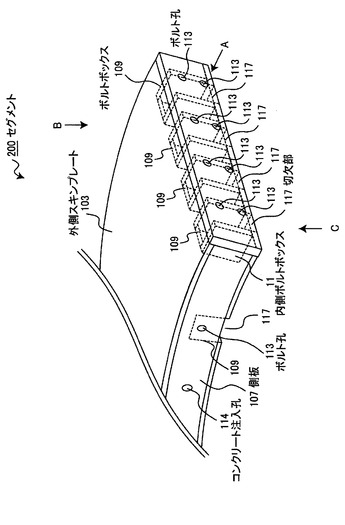
図4はこのようなセグメント200を示し、外側スキンプレート103と内側スキンプレート105の2枚のスキンプレートを持つ。
【0004】
セグメント200は、切欠部117を有する内側スキンプレート105に、切欠部117に合わせてボルトボックス109を設け、ボルトボックス109に継手板111を溶接し、外側スキンプレート103を継手板111に溶接する。内側スキンプレート105にボルトボックス109を溶接する際には、ボルトボックス109の内周側外周側の両方から溶接器具がアクセスでき、図5(a)、(c)に示すようにボルトボックス109の側板の両面を内側スキンプレート105に溶接可能である。
【0005】
【特許文献1】特開2005−351035号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、ボルトボックス109に外側スキンプレート103を溶接する際には、すでにボルトボックス109に継手板111が溶接されているので、ボルトボックス109の外周側への溶接器具のアクセスが困難になり、図5(a)、(b)に示すようにボルトボックス109の側板の片面のみしか外側スキンプレート103に溶接できない。そのため、ボルトボックス109と外側スキンプレート103の間の固定の強度が弱くなり、継手部の強度を十分にするために、ボルトボックス109の大きさを大きくし、溶接部分を長くする必要や、ボルトボックス109の鋼材の厚みを増やす必要があり、ボルトボックス109に使用する鋼材使用量が多くなるという問題点があった。このため、製作コストの増大や、施工管理コストの増大を招くという問題点があった。
【0007】
本発明は、前述した問題点に鑑みてなされたもので、その目的とすることは、小型のボルトボックスを用いることができ、コストの低廉なセグメント等を提供することにある。
【課題を解決するための手段】
【0008】
前述した目的を達成するために、第1の発明は、端部に切欠部を有し、前記切欠部に内側ボルトボックスが設けられた内側スキンプレートと、前記内側スキンプレートの端部に設けられた内側継手板と、端部に外側ボルトボックスが設けられた外側スキンプレートと、前記外側スキンプレートの端部に設けられた外側継手板と、一対の側板とを具備し、前記内側スキンプレートと前記外側スキンプレートと前記一対の側板とで箱状に形成されたことを特徴とするセグメントである。
また、内部にコンクリートが充填されることが好ましく、前記内側スキンプレートの長辺側の端部には、リング間用のボルトボックスが設けられることが好ましい。前記内側ボルトボックスと前記外側ボルトボックスは、夫々前記内側スキンプレートと前記外側スキンプレートに溶接して設けられることが好ましい。
【0009】
第1の発明では、ボルトボックスは側板の両面でスキンプレートに溶接され、ボルトボックス―スキンプレート間の溶接の強度が向上する。そのため、ボルトボックスの大きさを小さくでき、ボルトボックスと継手板の鋼材の厚さを低減できることで、鋼材使用量が削減できる。
【0010】
第2の発明は、内側スキンプレートの切欠部周辺に内側ボルトボックスを設ける工程と、前記内側スキンプレートの端部に内側継手板を設ける工程と、外側スキンプレートに外側ボルトボックスを設ける工程と、外側スキンプレートの端部に外側継手板を固定する工程と、前記内側スキンプレートと、前記外側スキンプレートと、一対の側板とで箱状のセグメントを形成する工程と、を具備することを特徴とするセグメントの製造方法である。また、内部にコンクリートを充填する工程をさらに具備することが好ましい。
【発明の効果】
【0011】
本発明によれば、小型のボルトボックスを用いることができ、コストの低廉なセグメント等を提供することができる。
【発明を実施するための最良の形態】
【0012】
以下図面に基づいて、本発明の実施の形態を詳細に説明する。
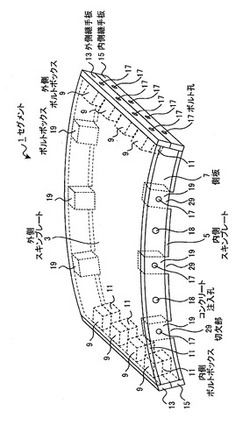
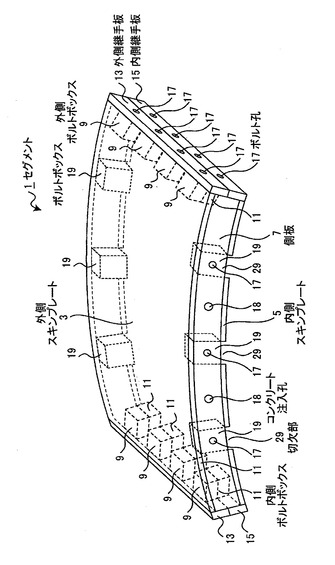
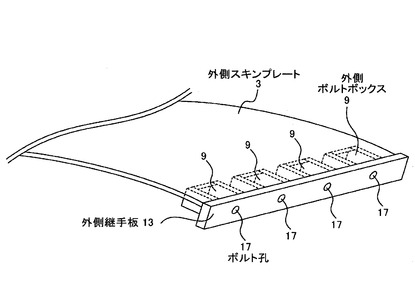
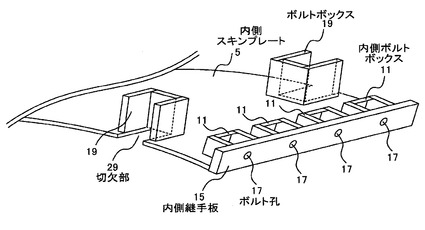
図1は、第1の実施形態に係る、セグメント1を示す図である。外側スキンプレート3には、セグメント間を接続するための外側ボルトボックス9および外側継手板13が設けられている。内側スキンプレート5の周囲には、切欠部29が設けられ、切欠部29に対応する位置に、セグメント間を接続する内側ボルトボックス11および内側継手板15、リング間を接続するボルトボックス19が設けられている。外側継手板13、内側継手板15、側板7はそれぞれボルト孔17を有しており、切欠部29よりボルト(図示せず)を挿入し、セグメント1を隣接するセグメント(図示せず)とボルトにより締結可能である。側板7はコンクリート注入孔18を有している。外側スキンプレート3、内側スキンプレート5、側板7は箱状に設けられ、外側スキンプレート3と内側スキンプレート5の間に、コンクリートが充填され、セグメント1が構成される。
【0013】
外側スキンプレート3、内側スキンプレート5、側板7、外側ボルトボックス9、内側ボルトボックス11、外側継手板13、内側継手板15、ボルトボックス19は、それぞれ鋼材であり、例えばSM490である。
【0014】
外側継手板13と外側ボルトボックス9、内側継手板15と内側ボルトボックス11は、それぞれ全強溶接される。
【0015】
外側継手板13と内側継手板15の間の溶接は、継手面の精度、止水性が確保できる程度の溶接が好ましい。
【0016】
外側ボルトボックス9と内側ボルトボックス11の間の溶接は、コンクリート打設時の漏れが防止できる程度の溶接が好ましい。
【0017】
外側ボルトボックス9と内側ボルトボックス11、ボルトボックス19は断面コの字型だけでなく、断面H字型の形状でもよい。
【0018】
次に、第1の実施形態に係るセグメント1の製造方法について説明する。
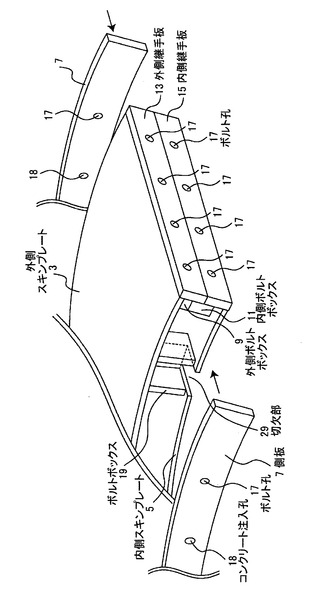
図2(a)〜(j)は、第1の実施形態に係る、セグメント1の製造方法を示す図である。
【0019】
図2(a)は、外側スキンプレート3を示す図である。外側スキンプレート3は湾曲した板材である。
【0020】
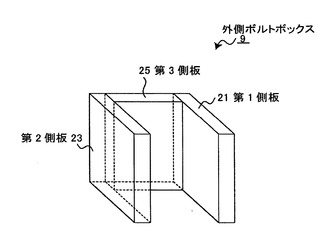
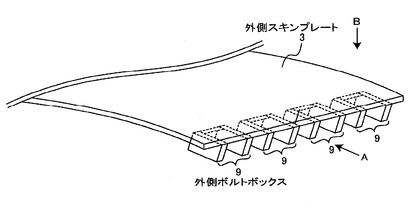
図2(b)は、外側ボルトボックス9の構成を示す図である。外側ボルトボックス9は、3枚の板状の部材からなっており、第1側板21、第2側板23と第3側板25を断面がコの字状になるように接合している。
【0021】
図2(c)に示すように、外側スキンプレート3の短辺の端部に、トンネル中心方向に向かうように外側ボルトボックス9を設ける。
【0022】
図2(d)は、図2(c)のA矢視図であり、図2(e)は、図2(c)のB矢視図である。外側スキンプレート3と第2側板23は、隅肉溶接部27にて、両面で隅肉溶接されている。外側スキンプレート3と第1側板21も同様に両面で隅肉溶接されている。なお、第3側板25と外側スキンプレート3は、溶接してもしなくてもよい。
【0023】
次に、図2(f)に示すように、外側ボルトボックス9の位置にボルト孔17が対応するように、外側スキンプレート3に外側継手板13を溶接する。
【0024】
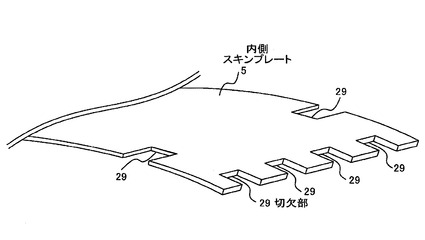
図2(g)は、内側スキンプレート5を示す図である。内側スキンプレート5の周囲には、切欠部29を設ける。
【0025】
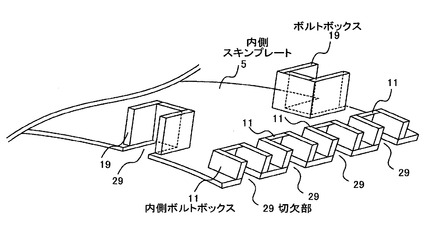
図2(h)に示すように、切欠部29の位置に合わせて内側ボルトボックス11およびボルトボックス19を設ける。このとき、内側ボルトボックス11およびボルトボックス19の側面を形成する板の両面が内側スキンプレート5に隅肉溶接される。即ち、外側スキンプレート3に外側ボルトボックス9を溶接するのと同様に、内側ボルトボックス11およびボルトボックス19の側面を形成する板の両面が内側スキンプレート5に溶接される。
【0026】
次に、図2(i)に示すように、内側スキンプレート5に、内側ボルトボックス11の位置とボルト孔17の位置が対応するように内側継手板15を溶接して設ける。
【0027】
次に、図2(j)に示すように、外側ボルトボックス9、内側ボルトボックス11およびボルトボックス19を内側にして、外側スキンプレート3と内側スキンプレート5を向かい合わせ、外側スキンプレート3と内側スキンプレート5の左右から、ボルト孔17とコンクリート注入孔18を有する側板7を取り付ける。即ち、外側継手板13と内側継手板15とを溶接し、外側スキンプレート3、内側スキンプレート5に側板7を溶接することにより箱体を形成する。
【0028】
その後、コンクリート注入孔18が上を向くように横倒しにし、コンクリート注入孔18からコンクリート(図示せず)を充填して、セグメント1が完成する。
【0029】
図2(d)と図5(a)、および図2(e)と図5(b)を比べると、図5(a)、図5(b)において、ボルトボックス109と外側スキンプレート103の間では、ボルトボックス109の内周側のみ溶接されているのに対し、図2(d)、図2(e)においては、外側ボルトボックス9の側板21、23の両面が外側スキンプレート3に溶接されている。これは、図5(a)、図5(b)においてはボルトボックス109が設けられた内側スキンプレート105に継手板111を溶接し、継手板111に外側スキンプレート103を溶接した後、外側スキンプレート103にボルトボックス109を溶接するので、ボルトボックス109外周への溶接器具のアクセスが難しいからである。一方、図2(d)、図2(e)においては、外側ボルトボックス9は外側スキンプレート3のみに取り付けられており、溶接器具は外側ボルトボックス9の外周側と内周側の両方にアクセス可能であるためである。
【0030】
このように第1の実施の形態によれば、外側ボルトボックス9の第1側板21および第2側板23を、板の両面で外側スキンプレート3に隅肉溶接する。同様に、内側ボルトボックス11の側面を形成する板の両面を内側スキンプレート5に隅肉溶接する。そのため、従来のセグメント200の、側面を形成する板の片面でしか隅肉溶接をすることができないボルトボックス109に比べて、ボルトボックス9、11の奥行きを短くすることができる。また、ボルトボックス9、11に用いる鋼材の厚さも薄くすることができる。そのため、ボルトボックス9、11に使用する鋼材使用量を少なくすることが可能になる。
【0031】
次に、第2の実施形態について説明する。
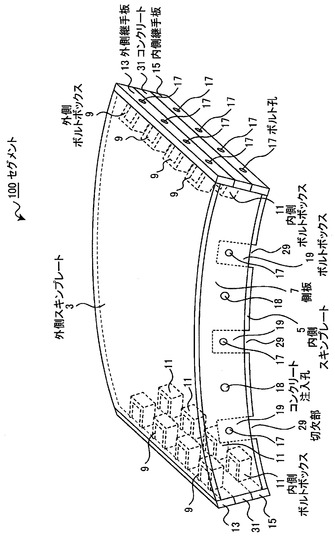
図3は、第2の実施形態に係る、セグメント100を示す図である。第2の実施形態で第1の実施形態に係るセグメント1と同一の機能を果たす要素には同一の番号を付し、重複した説明は避ける。セグメント100では外側継手板13と内側継手板15は接しておらず、充填されたコンクリート31が露出している。
【0032】
第2の実施形態でも、第1の実施形態と同様の効果を奏する。
【0033】
以上、添付図面を参照しながら、本発明に係るセグメントの好適な実施形態について説明したが、本発明は係る例に限定されない。当業者であれば、本願で開示した技術的思想の範疇内において、各種の変更例または修正例に想到しえることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0034】
【図1】第1の実施の形態に係るセグメント1を示す図
【図2(a)】セグメント1の製造工程を示す図
【図2(b)】セグメント1の製造工程を示す図
【図2(c)】セグメント1の製造工程を示す図
【図2(d)】セグメント1の製造工程を示す図
【図2(e)】セグメント1の製造工程を示す図
【図2(f)】セグメント1の製造工程を示す図
【図2(g)】セグメント1の製造工程を示す図
【図2(h)】セグメント1の製造工程を示す図
【図2(i)】セグメント1の製造工程を示す図
【図2(j)】セグメント1の製造工程を示す図
【図3】第2の実施の形態に係るセグメント100を示す図
【図4】従来例に係るセグメント200を示す図
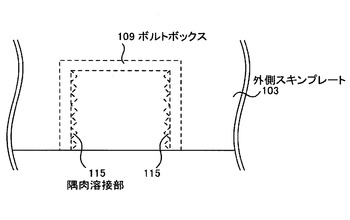
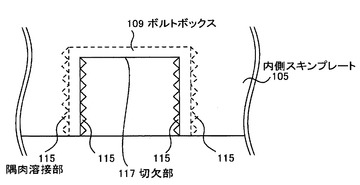
【図5(a)】図4のA矢視図(継手板は省略)
【図5(b)】図4のB矢視図(継手板は省略)
【図5(c)】図4のC矢視図(継手板は省略)
【符号の説明】
【0035】
1、100、200………セグメント
3………外側スキンプレート
5………内側スキンプレート
7………側板
9………外側ボルトボックス
11………内側ボルトボックス
13………外側継手板
15………内側継手板
17………ボルト孔
18………コンクリート注入孔
19………ボルトボックス
21………第1側板
23………第2側板
25………第3側板
27………隅肉溶接部
29………切欠部
31………コンクリート
103………外側スキンプレート
105………内側スキンプレート
107………側板
109………ボルトボックス
111………継手板
113………ボルト孔
114………コンクリート注入孔
115………隅肉溶接部
117………切欠部
【技術分野】
【0001】
本発明は、シールドトンネル用のセグメントおよびセグメントの製造方法に関する。
【背景技術】
【0002】
従来、シールドトンネルで用いられるセグメントとして、1枚のスキンプレートのトンネル円周方向の端部に2枚の継手板を設けるものがあった。しかし、このようなセグメントでは、本体構造が不等辺山形鋼であり、断面力への対応にスキンプレートの寄与率が小さいため、大きな断面力には継手板および主桁の厚さと高さを増すことで対応してきた。(例えば、特許文献1、図2参照)
【0003】
また、サンドイッチ型鋼コンクリート合成セグメントがある。
図4はこのようなセグメント200を示し、外側スキンプレート103と内側スキンプレート105の2枚のスキンプレートを持つ。
【0004】
セグメント200は、切欠部117を有する内側スキンプレート105に、切欠部117に合わせてボルトボックス109を設け、ボルトボックス109に継手板111を溶接し、外側スキンプレート103を継手板111に溶接する。内側スキンプレート105にボルトボックス109を溶接する際には、ボルトボックス109の内周側外周側の両方から溶接器具がアクセスでき、図5(a)、(c)に示すようにボルトボックス109の側板の両面を内側スキンプレート105に溶接可能である。
【0005】
【特許文献1】特開2005−351035号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、ボルトボックス109に外側スキンプレート103を溶接する際には、すでにボルトボックス109に継手板111が溶接されているので、ボルトボックス109の外周側への溶接器具のアクセスが困難になり、図5(a)、(b)に示すようにボルトボックス109の側板の片面のみしか外側スキンプレート103に溶接できない。そのため、ボルトボックス109と外側スキンプレート103の間の固定の強度が弱くなり、継手部の強度を十分にするために、ボルトボックス109の大きさを大きくし、溶接部分を長くする必要や、ボルトボックス109の鋼材の厚みを増やす必要があり、ボルトボックス109に使用する鋼材使用量が多くなるという問題点があった。このため、製作コストの増大や、施工管理コストの増大を招くという問題点があった。
【0007】
本発明は、前述した問題点に鑑みてなされたもので、その目的とすることは、小型のボルトボックスを用いることができ、コストの低廉なセグメント等を提供することにある。
【課題を解決するための手段】
【0008】
前述した目的を達成するために、第1の発明は、端部に切欠部を有し、前記切欠部に内側ボルトボックスが設けられた内側スキンプレートと、前記内側スキンプレートの端部に設けられた内側継手板と、端部に外側ボルトボックスが設けられた外側スキンプレートと、前記外側スキンプレートの端部に設けられた外側継手板と、一対の側板とを具備し、前記内側スキンプレートと前記外側スキンプレートと前記一対の側板とで箱状に形成されたことを特徴とするセグメントである。
また、内部にコンクリートが充填されることが好ましく、前記内側スキンプレートの長辺側の端部には、リング間用のボルトボックスが設けられることが好ましい。前記内側ボルトボックスと前記外側ボルトボックスは、夫々前記内側スキンプレートと前記外側スキンプレートに溶接して設けられることが好ましい。
【0009】
第1の発明では、ボルトボックスは側板の両面でスキンプレートに溶接され、ボルトボックス―スキンプレート間の溶接の強度が向上する。そのため、ボルトボックスの大きさを小さくでき、ボルトボックスと継手板の鋼材の厚さを低減できることで、鋼材使用量が削減できる。
【0010】
第2の発明は、内側スキンプレートの切欠部周辺に内側ボルトボックスを設ける工程と、前記内側スキンプレートの端部に内側継手板を設ける工程と、外側スキンプレートに外側ボルトボックスを設ける工程と、外側スキンプレートの端部に外側継手板を固定する工程と、前記内側スキンプレートと、前記外側スキンプレートと、一対の側板とで箱状のセグメントを形成する工程と、を具備することを特徴とするセグメントの製造方法である。また、内部にコンクリートを充填する工程をさらに具備することが好ましい。
【発明の効果】
【0011】
本発明によれば、小型のボルトボックスを用いることができ、コストの低廉なセグメント等を提供することができる。
【発明を実施するための最良の形態】
【0012】
以下図面に基づいて、本発明の実施の形態を詳細に説明する。
図1は、第1の実施形態に係る、セグメント1を示す図である。外側スキンプレート3には、セグメント間を接続するための外側ボルトボックス9および外側継手板13が設けられている。内側スキンプレート5の周囲には、切欠部29が設けられ、切欠部29に対応する位置に、セグメント間を接続する内側ボルトボックス11および内側継手板15、リング間を接続するボルトボックス19が設けられている。外側継手板13、内側継手板15、側板7はそれぞれボルト孔17を有しており、切欠部29よりボルト(図示せず)を挿入し、セグメント1を隣接するセグメント(図示せず)とボルトにより締結可能である。側板7はコンクリート注入孔18を有している。外側スキンプレート3、内側スキンプレート5、側板7は箱状に設けられ、外側スキンプレート3と内側スキンプレート5の間に、コンクリートが充填され、セグメント1が構成される。
【0013】
外側スキンプレート3、内側スキンプレート5、側板7、外側ボルトボックス9、内側ボルトボックス11、外側継手板13、内側継手板15、ボルトボックス19は、それぞれ鋼材であり、例えばSM490である。
【0014】
外側継手板13と外側ボルトボックス9、内側継手板15と内側ボルトボックス11は、それぞれ全強溶接される。
【0015】
外側継手板13と内側継手板15の間の溶接は、継手面の精度、止水性が確保できる程度の溶接が好ましい。
【0016】
外側ボルトボックス9と内側ボルトボックス11の間の溶接は、コンクリート打設時の漏れが防止できる程度の溶接が好ましい。
【0017】
外側ボルトボックス9と内側ボルトボックス11、ボルトボックス19は断面コの字型だけでなく、断面H字型の形状でもよい。
【0018】
次に、第1の実施形態に係るセグメント1の製造方法について説明する。
図2(a)〜(j)は、第1の実施形態に係る、セグメント1の製造方法を示す図である。
【0019】
図2(a)は、外側スキンプレート3を示す図である。外側スキンプレート3は湾曲した板材である。
【0020】
図2(b)は、外側ボルトボックス9の構成を示す図である。外側ボルトボックス9は、3枚の板状の部材からなっており、第1側板21、第2側板23と第3側板25を断面がコの字状になるように接合している。
【0021】
図2(c)に示すように、外側スキンプレート3の短辺の端部に、トンネル中心方向に向かうように外側ボルトボックス9を設ける。
【0022】
図2(d)は、図2(c)のA矢視図であり、図2(e)は、図2(c)のB矢視図である。外側スキンプレート3と第2側板23は、隅肉溶接部27にて、両面で隅肉溶接されている。外側スキンプレート3と第1側板21も同様に両面で隅肉溶接されている。なお、第3側板25と外側スキンプレート3は、溶接してもしなくてもよい。
【0023】
次に、図2(f)に示すように、外側ボルトボックス9の位置にボルト孔17が対応するように、外側スキンプレート3に外側継手板13を溶接する。
【0024】
図2(g)は、内側スキンプレート5を示す図である。内側スキンプレート5の周囲には、切欠部29を設ける。
【0025】
図2(h)に示すように、切欠部29の位置に合わせて内側ボルトボックス11およびボルトボックス19を設ける。このとき、内側ボルトボックス11およびボルトボックス19の側面を形成する板の両面が内側スキンプレート5に隅肉溶接される。即ち、外側スキンプレート3に外側ボルトボックス9を溶接するのと同様に、内側ボルトボックス11およびボルトボックス19の側面を形成する板の両面が内側スキンプレート5に溶接される。
【0026】
次に、図2(i)に示すように、内側スキンプレート5に、内側ボルトボックス11の位置とボルト孔17の位置が対応するように内側継手板15を溶接して設ける。
【0027】
次に、図2(j)に示すように、外側ボルトボックス9、内側ボルトボックス11およびボルトボックス19を内側にして、外側スキンプレート3と内側スキンプレート5を向かい合わせ、外側スキンプレート3と内側スキンプレート5の左右から、ボルト孔17とコンクリート注入孔18を有する側板7を取り付ける。即ち、外側継手板13と内側継手板15とを溶接し、外側スキンプレート3、内側スキンプレート5に側板7を溶接することにより箱体を形成する。
【0028】
その後、コンクリート注入孔18が上を向くように横倒しにし、コンクリート注入孔18からコンクリート(図示せず)を充填して、セグメント1が完成する。
【0029】
図2(d)と図5(a)、および図2(e)と図5(b)を比べると、図5(a)、図5(b)において、ボルトボックス109と外側スキンプレート103の間では、ボルトボックス109の内周側のみ溶接されているのに対し、図2(d)、図2(e)においては、外側ボルトボックス9の側板21、23の両面が外側スキンプレート3に溶接されている。これは、図5(a)、図5(b)においてはボルトボックス109が設けられた内側スキンプレート105に継手板111を溶接し、継手板111に外側スキンプレート103を溶接した後、外側スキンプレート103にボルトボックス109を溶接するので、ボルトボックス109外周への溶接器具のアクセスが難しいからである。一方、図2(d)、図2(e)においては、外側ボルトボックス9は外側スキンプレート3のみに取り付けられており、溶接器具は外側ボルトボックス9の外周側と内周側の両方にアクセス可能であるためである。
【0030】
このように第1の実施の形態によれば、外側ボルトボックス9の第1側板21および第2側板23を、板の両面で外側スキンプレート3に隅肉溶接する。同様に、内側ボルトボックス11の側面を形成する板の両面を内側スキンプレート5に隅肉溶接する。そのため、従来のセグメント200の、側面を形成する板の片面でしか隅肉溶接をすることができないボルトボックス109に比べて、ボルトボックス9、11の奥行きを短くすることができる。また、ボルトボックス9、11に用いる鋼材の厚さも薄くすることができる。そのため、ボルトボックス9、11に使用する鋼材使用量を少なくすることが可能になる。
【0031】
次に、第2の実施形態について説明する。
図3は、第2の実施形態に係る、セグメント100を示す図である。第2の実施形態で第1の実施形態に係るセグメント1と同一の機能を果たす要素には同一の番号を付し、重複した説明は避ける。セグメント100では外側継手板13と内側継手板15は接しておらず、充填されたコンクリート31が露出している。
【0032】
第2の実施形態でも、第1の実施形態と同様の効果を奏する。
【0033】
以上、添付図面を参照しながら、本発明に係るセグメントの好適な実施形態について説明したが、本発明は係る例に限定されない。当業者であれば、本願で開示した技術的思想の範疇内において、各種の変更例または修正例に想到しえることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0034】
【図1】第1の実施の形態に係るセグメント1を示す図
【図2(a)】セグメント1の製造工程を示す図
【図2(b)】セグメント1の製造工程を示す図
【図2(c)】セグメント1の製造工程を示す図
【図2(d)】セグメント1の製造工程を示す図
【図2(e)】セグメント1の製造工程を示す図
【図2(f)】セグメント1の製造工程を示す図
【図2(g)】セグメント1の製造工程を示す図
【図2(h)】セグメント1の製造工程を示す図
【図2(i)】セグメント1の製造工程を示す図
【図2(j)】セグメント1の製造工程を示す図
【図3】第2の実施の形態に係るセグメント100を示す図
【図4】従来例に係るセグメント200を示す図
【図5(a)】図4のA矢視図(継手板は省略)
【図5(b)】図4のB矢視図(継手板は省略)
【図5(c)】図4のC矢視図(継手板は省略)
【符号の説明】
【0035】
1、100、200………セグメント
3………外側スキンプレート
5………内側スキンプレート
7………側板
9………外側ボルトボックス
11………内側ボルトボックス
13………外側継手板
15………内側継手板
17………ボルト孔
18………コンクリート注入孔
19………ボルトボックス
21………第1側板
23………第2側板
25………第3側板
27………隅肉溶接部
29………切欠部
31………コンクリート
103………外側スキンプレート
105………内側スキンプレート
107………側板
109………ボルトボックス
111………継手板
113………ボルト孔
114………コンクリート注入孔
115………隅肉溶接部
117………切欠部
【特許請求の範囲】
【請求項1】
端部に切欠部を有し、前記切欠部に内側ボルトボックスが設けられた内側スキンプレートと、
前記内側スキンプレートの端部に設けられた内側継手板と、
端部に外側ボルトボックスが設けられた外側スキンプレートと、
前記外側スキンプレートの端部に設けられた外側継手板と、
一対の側板と、
を具備し、
前記内側スキンプレートと前記外側スキンプレートと前記一対の側板とで箱状に形成されたことを特徴とするセグメント。
【請求項2】
内部にコンクリートが充填されることを特徴とする請求項1記載のセグメント。
【請求項3】
前記内側スキンプレートの長辺側の端部には、リング間用のボルトボックスが設けられることを特徴とする請求項1記載のセグメント。
【請求項4】
前記内側ボルトボックスと前記外側ボルトボックスは、夫々前記内側スキンプレートと前記外側スキンプレートに溶接して設けられることを特徴とする請求項1記載のセグメント。
【請求項5】
内側スキンプレートの切欠部周辺に内側ボルトボックスを設ける工程と、
前記内側スキンプレートの端部に内側継手板を設ける工程と、
外側スキンプレートに外側ボルトボックスを設ける工程と、
外側スキンプレートの端部に外側継手板を固定する工程と、
前記内側スキンプレートと、前記外側スキンプレートと、一対の側板とで箱状のセグメントを形成する工程と、
を具備することを特徴とするセグメントの製造方法。
【請求項6】
内部にコンクリートを充填する工程をさらに具備することを特徴とする請求項5記載のセグメントの製造方法。
【請求項1】
端部に切欠部を有し、前記切欠部に内側ボルトボックスが設けられた内側スキンプレートと、
前記内側スキンプレートの端部に設けられた内側継手板と、
端部に外側ボルトボックスが設けられた外側スキンプレートと、
前記外側スキンプレートの端部に設けられた外側継手板と、
一対の側板と、
を具備し、
前記内側スキンプレートと前記外側スキンプレートと前記一対の側板とで箱状に形成されたことを特徴とするセグメント。
【請求項2】
内部にコンクリートが充填されることを特徴とする請求項1記載のセグメント。
【請求項3】
前記内側スキンプレートの長辺側の端部には、リング間用のボルトボックスが設けられることを特徴とする請求項1記載のセグメント。
【請求項4】
前記内側ボルトボックスと前記外側ボルトボックスは、夫々前記内側スキンプレートと前記外側スキンプレートに溶接して設けられることを特徴とする請求項1記載のセグメント。
【請求項5】
内側スキンプレートの切欠部周辺に内側ボルトボックスを設ける工程と、
前記内側スキンプレートの端部に内側継手板を設ける工程と、
外側スキンプレートに外側ボルトボックスを設ける工程と、
外側スキンプレートの端部に外側継手板を固定する工程と、
前記内側スキンプレートと、前記外側スキンプレートと、一対の側板とで箱状のセグメントを形成する工程と、
を具備することを特徴とするセグメントの製造方法。
【請求項6】
内部にコンクリートを充填する工程をさらに具備することを特徴とする請求項5記載のセグメントの製造方法。
【図1】


【図2(a)】
【図2(b)】
【図2(c)】
【図2(d)】

【図2(e)】

【図2(f)】
【図2(g)】
【図2(h)】
【図2(i)】
【図2(j)】
【図3】
【図4】
【図5(a)】

【図5(b)】
【図5(c)】
【図2(a)】
【図2(b)】
【図2(c)】
【図2(d)】
【図2(e)】
【図2(f)】
【図2(g)】
【図2(h)】
【図2(i)】
【図2(j)】
【図3】
【図4】
【図5(a)】
【図5(b)】
【図5(c)】
【公開番号】特開2009−62702(P2009−62702A)
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願番号】特願2007−230117(P2007−230117)
【出願日】平成19年9月5日(2007.9.5)
【出願人】(000001373)鹿島建設株式会社 (1,387)
【Fターム(参考)】
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願日】平成19年9月5日(2007.9.5)
【出願人】(000001373)鹿島建設株式会社 (1,387)
【Fターム(参考)】
[ Back to top ]