
セパレータ材料及びそれを用いた電池
【課題】突き刺し強力が高く、耐ショート性能が高いセパレータ材料を提供する。
【解決手段】熱可塑性樹脂からなる第1成分(1)と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分(2)とを含む複合繊維であって、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維(100)を含むスラリーを湿式抄紙して繊維ウェブを作製し、繊維ウェブに熱接着処理および厚み調整加工を施すことにより、セパレータ材料を得る。
【解決手段】熱可塑性樹脂からなる第1成分(1)と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分(2)とを含む複合繊維であって、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維(100)を含むスラリーを湿式抄紙して繊維ウェブを作製し、繊維ウェブに熱接着処理および厚み調整加工を施すことにより、セパレータ材料を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はニッケル−水素電池やニッケル−カドミウム電池に代表されるアルカリ二次電池、リチウムイオン二次電池、あるいは電気二重層キャパシタ、コンデンサーなどの電気素子、あるいはイオン交換セパレータ(イオンキャッチャー)などに用いられるセパレータ材料及びそれを用いた電池に関するものである。
【背景技術】
【0002】
従来、セパレータ材料として、突き刺し強力、引張強力を高めることによって耐ショート性の向上を図ったり、表面積が大きい、あるいは毛細管現象を発生させやすい繊維を使用することによって通気度や保液率の向上を図ったりするために、セパレータ材料に使用する繊維の繊維断面を円形以外のいわゆる異形断面繊維とすることにより前記目的を達成しようとするセパレータ材料が多数提案されている。
【0003】
例えば、特開2001−207362号公報及び特開2002−110128号公報では、突き刺し強力や引張強力、吸液性を高めるために特定の条件を満たす異形断面繊維を使用したセパレータ材料が提案されている。また、特開平05−109397号公報では電解液との親和性を高めるためにエチレン−ビニルアルコール共重合体である第1成分と、他のポリオレフィン系重合体である第2成分とからなり、第1、第2両成分のうち少なくとも1成分が2個以上に分割配置された断面形状を有し、各構成単位は互いに異なる成分の構成単位と隣接し、且つ全ての各構成単位がその一部を繊維表面に露出して成る複合繊維を使用したアルカリ電池用セパレータが提案されている。また特開平05−307947号公報では保液性を高めるために、特定のユニットを含むエチレン系ランダム共重合体樹脂である第1成分と、特定のポリオレフィン系樹脂である第2成分とからなり、第1、第2成分のうち少なくとも1成分が2個以上に分割配置された断面形状を有し、各構成単位は互いに異なる成分の構成単位と隣接し、且つ各構成単位がその一部を繊維表面に露出してなる複合繊維を含むアルカリ電池用不織布セパレータが提案されている。この特開平05−307947号公報の図1には、繊維断面を4葉断面(以下、十字断面とも称す)とし、凸部(以下、枝部、葉部とも称す)先端にカルボキシル基が導入されたエチレン系ランダム共重合体樹脂を使用した複合繊維が示されている。また、特開2007−141672号公報では、保液性を高めるために毛細管現象を発生させる繊維、一例として繊維横断面が略渦巻き状の繊維を使用したセパレータ材料が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−207362号公報
【特許文献2】特開2002−110128号公報
【特許文献3】特開平05−109397号公報
【特許文献4】特開平05−307947
【特許文献5】特開2007−141672号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記セパレータ材料には、以下のような問題がある。例えば、特開2001−207362号公報や特開2002−110128号公報で提案されているセパレータ材料は、異形断面となっている繊維が単一繊維であるため、熱接着性繊維として使用する場合には十分な強度を示すことができない。
【0006】
また特開平05−307947号公報で提案されているセパレータ材料において、同公報の図1に示される繊維断面の複合繊維を使用すると、セパレータ材料の製造段階で、第1成分(先端部分)が分離し、第2成分が単一繊維となりやすい。第2成分からなる単一繊維は構成繊維間の熱接着にはほとんど寄与しない繊維であり、これらの熱接着に寄与しない繊維を含むことでセパレータ材料の突き刺し強力や引張強力が低下することがある。また特開平05−109397号公報で提案されているセパレータ材料は、複合繊維表面を構成するエチレン−ビニルアルコールによって保液性の改良されたセパレータ材料に関するものであり、使用する繊維の断面構造の特徴と、セパレータ材料の機械的物性の向上に関する検討は十分にされていない。さらに、これらの公報に示される繊維断面の複合繊維は、第1成分、第2成分ともに露出させることにより、繊維製造時の繊維間融着を防止しようとするものであり、各成分が分離しなかったとしても熱接着性は十分とはいえない。
【0007】
また特開2007−141672号公報で提案されているセパレータ材料は毛細管現象を発生させる繊維を使用した、保液性の改良されたセパレータ材料に関するものであり、使用する繊維の断面構造の特徴と、セパレータ材料の機械的物性の向上に関する検討は十分にされていない。加えてこの文献で提案されている略渦巻き状の繊維では繊維径が大きくなりやすいため、保液性は向上するものの、地合が悪くなったり機械的物性(突き刺し強力や引張強力)が低下したりすることがある。
【0008】
以上のように、特定の材料を用いた、繊維断面が円形でない異形断面の繊維や、2つの成分を特定の条件を満たすように配置した複合繊維を使用したセパレータ材料がこれまでに種々提案されているが、セパレータ材料の機械的物性の向上と、保液性、通気性の向上が両立しうる、セパレータ材料に最適な断面構造を有する繊維、およびそれを用いたセパレータ材料とそれを組み込んだ電池は得られていないのが現状である。
【0009】
本発明は、前記従来の問題を解決するため、特定の断面形状を有する複合繊維を使用し、不織布の緻密性および地合の均一性に優れるとともに、各種二次電池のセパレータとして使用した際、突き刺し強力が高く、耐ショート性能が高いセパレータ材料、及びそれを用いた電池に関するものである。
【課題を解決するための手段】
【0010】
本発明者等は前記課題を克服するため、セパレータ材料に使用する場合に求められる特徴について鋭意検討を重ねた。その結果、特定の形状を有する複合繊維を使用したセパレータ材料は突き刺し強力や引張強力といった機械的特性に優れることを見出した。
【0011】
本発明は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、
セパレータ材料を提供する。
【0012】
また、本発明は、前記セパレータ材料を組み込むことを特徴とする電池を提供する。
【発明の効果】
【0013】
本発明のセパレータ材料は、繊維の横断面において第1成分が繊維表面の全部を構成しており、第2成分が複数個の芯部、または円形でない形状の芯部を構成している芯鞘型複合繊維の第1成分によって、構成繊維間の少なくとも一部が熱接着されている不織布からなることを特徴とする。このような特定の芯鞘型複合繊維を用いることによって、芯鞘型複合繊維それ自体および/または芯鞘型複合繊維を含む2以上の繊維が束状に熱接着されてなる繊維束が扁平化された状態で不織布中に存在する。その扁平化された繊維等は、異物が厚さ方向に突き抜けようとすることを防止する。また、繊維および/または繊維束の扁平化により、繊維同士の接着面積が広くなり、繊維同士がより強固に接合される。その結果、不織布の機械的特性、特に突き刺し強度が向上するので、耐ショート性が高いセパレータ材料を得ることができる。
【図面の簡単な説明】
【0014】
【図1】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図2】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図3】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図4】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図5】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図6】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図7】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図8】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図9】比較例のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図10】本発明のセパレータ材料に用いることができる、各種分割型複合繊維の模式的断面図である。
【図11】(a)は本発明のセパレータ材料に用いられる、芯鞘型複合繊維のL1、L2、L3、L4の求め方を説明する模式図であり、(b)は芯鞘型複合繊維の中心の求め方を説明する模式図である。
【発明を実施するための形態】
【0015】
本発明のセパレータ材料は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、セパレータ材料である。
このセパレータ材料は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含み、第1成分が鞘部を構成し、第2成分が複数個の芯部または異形の1または複数個の芯部を構成する芯鞘型複合繊維(以下、この芯鞘型複合繊維を芯鞘型複合繊維Aと称することもある)を熱接着させることにより得られる。そこでまず、本発明の不織布を作製するために用いる芯鞘型複合繊維Aについて説明する。
【0016】
[芯鞘型複合繊維A]
芯鞘型複合繊維Aは、その横断面において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である。したがって、芯鞘型複合繊維Aにおいては、通常の芯鞘型複合繊維と同様に、芯部である第2成分が繊維表面に露出しない。
【0017】
第2成分が複数個の芯部を構成している場合、各芯部は、複合繊維の横断面において、円形であってよく、または円形でなくてもよく(即ち、異形であってよく)、あるいは、一部の芯部が円形であり、他の芯部が異形であってよい。第2成分が異形の芯部を構成している場合、芯部は横断面において1つだけ存在してよく、あるいは複数個存在してよい。
【0018】
芯鞘型複合繊維Aにおいて第2成分が複数個の芯部を構成している場合、芯鞘型複合繊維Aは、第1成分が各芯部(第2成分)を囲んでおり、芯部が横断面においてほぼ均等に分散している、いわゆる海島型の芯鞘型複合繊維であってよい。芯鞘型複合繊維Aが海島型である場合、第2成分からなる芯部(島)は、1つの繊維において、好ましくは2〜64個存在し、より好ましくは2〜32個存在し、特に好ましくは3〜8個存在する。この範囲内にある数の芯部が存在すると、熱処理の際に、芯鞘型複合繊維Aが扁平化しやすくなる。海島型複合繊維の芯部の断面形状は円形であってよく、あるいは異形であってもよい。
【0019】
芯鞘型複合繊維Aにおいて、第2成分が異形の1つの芯部を構成している場合には、第2成分の断面形状は、3個以上16個以下の凸部を有するものであることが好ましい。凸部は、繊維の横断面において、第2成分の中心(一般には、繊維の中心に一致する)から突出している部分を指す。凸部が3個以上存在することにより、第2成分の横断面の輪郭は全体として、凹凸の繰り返しを有するものとなる。凸部の数が3個未満であると、熱処理によって繊維が扁平化しても繊維同士の接着面積が広くならず、セパレータ材料の機械的特性を十分に向上させることができないことがある。また、凸部の数が16個を超える断面形状の第2成分を含む複合繊維を得ることは難しく、また、凸部の数が多すぎると、繊維が不織布において扁平化しにくく、突き刺し強度の大きいセパレータ材料を得ることが難しくなる。
【0020】
芯鞘型複合繊維Aにおいて、第1成分の輪郭と第2成分の輪郭が相似形である場合には、第2成分が異形であることによって、芯鞘型複合繊維Aの断面形状全体が異形となる。よって、第2成分の断面形状が3個以上16個以下の凸部を有し、かつ第1成分の外側輪郭と第2成分の外側輪郭が相似形である場合には、芯鞘型複合繊維Aの断面形状もまた3個以上16個以上の凸部を有することとなる。そのような芯鞘型複合繊維Aは、繊維それ自体の表面積が大きいために、繊維同士の接着面積を増加させる。芯鞘型複合繊維Aの横断面が凸部を3以上有することにより、凸部と凸部との間には凹部が存在し、この凹部は溝のように、繊維表面において、繊維の長さ方向に沿って延びる。そのような凹部は芯鞘型複合繊維A全体にわたって延びる必要はなく、少なくとも一部にあればよい。即ち、そのような芯鞘型複合繊維Aの繊維断面は、一部において異形でなくてもよく、円形となっていてもよい。そのような芯鞘型複合繊維Aは、熱接着成分である第1成分が広い面積にわたって、繊維同士を熱接着させるため、セパレータ材料の機械的特性をより向上させる。
【0021】
あるいは、芯鞘型複合繊維Aにおいて、第2成分が、1つまたは複数の異形の芯部を構成している場合に、第1成分の輪郭は円形であってよく、あるいは異形であってよい。即ち、芯鞘型複合繊維Aの繊維断面は異形でなくてもよく、あるいは異形であってよい。第1成分の輪郭が円形である芯鞘型複合繊維Aであっても、熱処理により芯鞘型複合繊維Aが有する円形の輪郭を構成する第1成分が、軟化あるいは溶融して変形することでその輪郭形状が失われるため、残された第2成分を主とする繊維が扁平化する。第1成分の輪郭が特に円形である場合、第2成分は複数の異形の芯部を構成し、かつそれら芯部が繊維の中心付近に配置されていることが好ましい。より好ましくは、第2成分が構成する各芯部は、滴状、花弁状、イチョウの葉状、もしくは柑橘類の房状の形状、扇形、四角形、菱形、または楕円形を有し、各芯部の一端、好ましくは各芯部の細くなった先端部が繊維の中心に位置するように、配置されていることが好ましい。そのような芯部を含む芯鞘型複合繊維Aは、熱接着処理により、より扁平化しやすく、また、場合により、一部の芯部が分割して鞘部とともに分離することにより、細繊度の複合繊維のような繊維を与えるため、セパレータ材料の機械的特性を良好に向上させる。
【0022】
第2成分が複数の異形の芯部を構成している場合、第1成分の輪郭が円形であっても、異形であっても、芯部の数は2〜8個であることが好ましい。この範囲内にある数の芯部が存在すると、熱処理の際に、芯鞘型複合繊維Aが扁平化しやすくなる。
【0023】
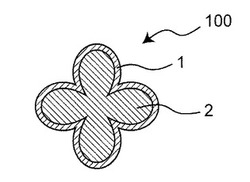
芯鞘型複合繊維Aの断面形状の例を図1〜図5に示す。これらの図はいずれも第1成分と第2成分とからなる複合繊維の横断面を示している。図1は、第2成分が凸部を4つ有する4葉形の断面形状を有する。図1の芯鞘型複合繊維Aにおいて、第1成分の輪郭と第2成分の輪郭は略相似形となっている。図2は、第2成分が凸部を8つ有する8葉形の断面形状を有する。図2の芯鞘型複合繊維Aにおいては、第1成分の輪郭と第2成分の輪郭は略相似形となっている。図3は、滴状の断面形状を有する4つの芯部(第2成分)が、その滴の細くなった先端部が繊維の中心に集まるように配置されていて、全体としては円形の断面形状を有する。図4の芯鞘型複合繊維Aは、第2成分が凸部を4つ有する4葉形の断面形状(十字断面)を有し、全体としては円形の断面形状を有する。図5の芯鞘型複合繊維Aは、第2成分が、略円形の複数の均等に分散した島部を構成し、全体として略円形の断面形状を有する。
【0024】
図示した断面形状は例示であり、芯鞘型複合繊維Aの断面形状は他の形状であってよい。例えば、図1に示す複合繊維の変形例において、凸部は6つ又は8つ形成されていてもよく、凸部の数が3つであってもよい。あるいは、図示した複合繊維において、第3成分がさらに含まれていてよい。その場合、円形の繊維断面を有する第3成分が、第2成分の中心部に配置されていてよく、あるいは第2成分の輪郭と略相似形である輪郭を有する第3成分が第2成分の内部に配置されていてよい。あるいは、海島型複合繊維において、一部の芯部が第2成分で構成され、残りの芯部が第3成分で構成されていてよい。
あるいは、例えば、図1に示す芯鞘型複合繊維Aは、第1成分が繊維断面の輪郭を規定する途切れのない膜を形成し、その膜で囲まれた空間に第2成分が配置されている限りにおいて、凸部(葉部)の一部が分離した形態で、存在するような構成を有してよい。その場合、分離した凸部と他の第2成分との間に空隙が形成されることとなる。そのような空隙は、芯鞘型複合繊維Aが熱処理されたときに、芯鞘型複合繊維Aおよびこれを含む繊維束の扁平化を促進する。
【0025】
芯鞘型複合繊維Aが、図1および図2に示すように、第1成分と第2成分とからなり、第2成分が3以上16個以下の凸部を有する異形の芯部を構成し、かつ第1成分と第2成分の外側輪郭が略相似形である芯鞘型複合繊維(以下、これを多葉芯鞘型複合繊維とも称す)である場合において、その横方向の断面において、凸部先端から繊維の中心に直線を引いたとき、繊維中心から凸部先端までの長さをL1とし、第2成分の凸部先端から繊維の中心に直線を引いたときの、繊維中心から第2成分の凸部先端までの長さをL2としたとき、L2/L1は0.25以上であることが好ましい。L1は、凸部の見かけの長さに相当し、L2は、第2成分(高融点成分)の凸部の長さに相当する。L2/L1が大きいほど、第2成分の突出長さが大きく、そのような繊維を用いると、熱接着後の不織布、即ち、セパレータ材料の機械的特性がより向上する。L2/L1は0.5以上であることがより好ましく、0.75以上であることが特に好ましい。L2/L1の上限は特に限定されないが、溶融紡糸時の生産性、繊維断面形状の明瞭性、また芯鞘型複合繊維Aの熱接着性を考慮すると0.98以下が好ましく、0.95以下がより好ましい。
【0026】
多葉芯鞘型複合繊維の横方向の断面において、多葉芯鞘型複合繊維の凸部先端と繊維の中心を結ぶ直線と、隣り合う凹部と凹部の接線との交点を求め、前記交点から凸部先端までの長さをL3としたとき、L3/L1は0.25以上であることが好ましい。L3は、多葉芯鞘型複合繊維の凸部の真の長さに相当する。L3/L1が大きいほど、より広い面積で他の繊維と熱接着し、また、熱接着処理により複合繊維が扁平化しやすくなる。また、凸部が繊維ウェブ形成時、および熱処理時に加わるシェア(せん断力)および圧力等によって、変形(特に、不織布の面方向)するので、扁平化し易く、繊維同士の接着面積が大きくなる傾向にある。L3/L1は0.4以上であることがより好ましく、0.45以上であることが特に好ましく、0.5以上であると最も好ましい。L3/L1の上限は特に限定されないが、溶融紡糸時の生産性、繊維断面形状の明瞭性を考慮すると0.95以下が好ましく、0.9以下がより好ましい。
【0027】
多葉芯鞘型複合繊維の横方向の断面において、凸部は、その幅方向の寸法(突出している方向と直交する方向)が一定でなく、凸部の先端から根元までの間に幅方向の寸法が最大となるような形状を有していることが好ましい。即ち、凸部はその先端と根元の両端で幅方向の寸法が小さくなるような形状(例えば、つぼみのような形状、マッシュルームのような形状)を有することが好ましい。凸部がそのような形状を有していると、凸部先端に近づくにつれて凸部の幅が細くなる形状のものよりも繊維の断面形状がより明瞭なものに維持されやすく、また、熱加工によって繊維を扁平化させても、隣り合う凸部同士がそれぞれの幅が最大になる部分同士で熱接着するため凸部と凸部間の凹部が消滅しにくくなり、熱加工後も保液性、通気性が保たれやすくなると考えられる。また、そのような形状の凸部を有する異形断面複合繊維は、凸部の根元から変形されて、扁平化しやすい。そのような形状の凸部を有する多葉芯鞘型複合繊維の横方向の断面において、凸部の幅が最大になる最大となる部分から、多葉芯鞘型複合繊維の中心部までの距離をL4としたとき、好ましくはL4/L1が0.2以上であり、より好ましくは0.25以上であり、特に好ましくは0.3以上である。
【0028】
L1、L2、L3およびL4の求め方を説明する模式図を図11(a)に示す。繊維の中心の求め方を説明する模式図を図11(b)に示す。図11(a)は、図1に示す芯鞘型複合繊維A(多葉芯鞘型複合繊維)である。芯鞘型複合繊維A(多様芯鞘型複合繊維)の横断面において、図11(a)に示すように、繊維の凸部の寸法および形状が略同じであり、かつ断面形状が上下左右において対称である場合において、各凸部において、凸部の根元を結ぶ線分の中点と、凸部の先端とを結ぶ直線を引くと、当該直線は一点で交わるので、その交点を繊維の中心とする。それ以外の場合には、図11(b)に示すように、それぞれの凸部において、凸部の根元を結ぶ線分の中点と、凸部の先端とを結ぶ直線を引いたときに、当該直線によって形成される三角形のうち、最も面積の大きい三角形に内接する円の中心を、繊維の中心Cとする。
【0029】
芯鞘型複合繊維Aは、図1〜図5に示すように、低融点の熱可塑性樹脂からなる第1成分と、高融点の熱可塑性樹脂からなる第2成分とから構成してよく、2つの成分で構成することが溶融紡糸の点からも好ましい。そこで、以下の説明においては、第1成分と第2成分とからなる芯鞘型複合繊維Aを主に説明する。但し、本発明のセパレータ材料を構成する芯鞘型複合繊維Aは2成分から成るものに限定されず、3以上の成分で構成されてよい。芯鞘型複合繊維が3以上の成分からなる場合、以下の説明において、第1成分とあるのは、最も融点の低い熱可塑性樹脂からなる成分であって、熱処理により溶融または軟化して、熱接着成分として繊維同士を接合する成分を指し、第2成分とあるのは、熱接着成分以外の成分をまとめて指すものとする。
【0030】
芯鞘型複合繊維の機械的特性は熱処理に付された後も繊維形状を維持する第2成分に依存する。また、第1成分は芯鞘型複合繊維Aが熱処理に付されると、溶融または軟化して、構成繊維間を熱接着させる。第1成分の熱接着により、構成繊維間の空隙が部分的に埋められてセパレータ材料はより緻密なものになるため、第1成分は繊維間の熱接着に起因する機械的特性の向上に寄与している。従って、芯鞘型複合繊維Aにおいて、第2成分と第1成分の容積比(複合比もしくは芯鞘比とも称す)は特に限定されないものの、芯鞘型複合繊維Aそのものの機械的特性と、前記第1成分による構成繊維間の熱接着力が最も高められるように、選択することが好ましい。従って、芯鞘型複合繊維Aの複合比(第2成分/第1成分)は、容積比で80/20〜30/70であることが好ましい。複合比が80/20〜30/70であることによって、芯鞘型複合繊維Aの機械的特性に起因するセパレータ材料の機械的強度と、構成繊維間の熱接着に起因するセパレータの機械的特性が両立され、突き刺し強力や引張強力の高いセパレータ材料が得られる。
【0031】
複合比が30/70よりも小さくて、第1成分が多いと、構成繊維間が強く熱接着されるものの、第2成分の占める割合が少なくなりすぎることによって、芯鞘型複合繊維Aそのものの単繊維強度が低下する、ならびにセパレータ材料の空隙率が低下しすぎることに起因して保液性および通気度が低下するという不都合が生じることがあり、その結果、セパレータ材料を電池に組み込んだときの電池特性が低下するおそれがある。一方、複合比が80/20よりも大きくて、第2成分が多くなりすぎると、芯鞘型複合繊維Aそのものの機械的特性は高くなるものの、セパレータ材料の構成繊維間が充分に熱接着されなくなる。そのため、繊維間の熱接着に起因する機械的特性が低下する、ならびに構成繊維間が充分に緻密にならないことに起因して空隙率が大きくなるという不都合が生じることがあり、その結果、セパレータ材料を電池に組み込んだときの電池特性が低下するおそれがある。芯鞘型複合繊維Aの複合比(第2成分/第1成分)は、容積比で75/25〜40/60であることがより好ましく、70/30〜50/50が特に好ましく、65/35〜55/45が最も好ましい。
【0032】
前記芯鞘型複合繊維Aは、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む。第1成分は、低融点成分ということもでき、熱接着成分として機能する。第2成分は、高融点成分ともいうことができ、熱接着処理後の不織布において繊維形態を保持して、不織布の機械的特性を確保する。第2成分の紡糸後の融点は、第1成分の紡糸後の融点よりも10℃以上高いことが好ましく、20℃以上高いことが好ましく、25℃以上高いことがより好ましい。第1成分および第2成分の融点は、DSCにより得た融解熱量曲線から求めることができる。融解熱量曲線においては、二以上のピークが出現することがある。その場合には、最大のピークを示す温度を、融解ピーク温度、即ち融点とする。一般に、紡糸前の熱可塑性樹脂の融点の関係は、紡糸後の熱可塑性樹脂の融点の関係とほぼ同じである。即ち、第2成分の紡糸前の融点が、第1成分のそれよりも高い場合に、一般には、第2成分の紡糸後の融点は、第1成分のそれよりも高い。したがって、第1成分および第2成分を構成する熱可塑性樹脂は、紡糸前の融点を考慮して選択すればよい。
【0033】
前記芯鞘型複合繊維Aに使用する熱可塑性樹脂は、前記の通り、第2成分の紡糸後の融点が第1成分の紡糸後の融点よりも高いものである限りにおいて特に限定されず、公知の熱可塑性樹脂を使用できる。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックが使用できる。芯鞘型複合繊維Aは、これらの樹脂から選択される1または2以上の樹脂を含む第1成分と、これらの樹脂から選択される1または2以上の樹脂を含む第2成分とからなる。
【0034】
前記芯鞘型複合繊維Aには、これらの樹脂が使用できるが、セパレータ材料を電池セパレータとして電池に組み込んで使用する際、水酸化カリウム水溶液といった強アルカリ性の水溶液を電解液としてセパレータ材料に含浸させるので、芯鞘型複合繊維Aの第1成分および第2成分はそれぞれ、耐アルカリ性の高いポリオレフィン系樹脂から選択した樹脂で構成されることが好ましい。ポリオレフィン系樹脂として、各種α−オレフィンの単独重合体や共重合体、三元共重合体(ターポリマーとも称す)を挙げることができ、具体的なポリオレフィン系樹脂の例として、ポリ(4−メチルペンテン−1)、および4−メチルペンテン−1と他のオレフィンとの共重合体等のポリメチルペンテン系樹脂、ポリプロピレン系樹脂(チーグラ・ナッタ触媒で重合したポリプロピレンのほか、メタロセン触媒で重合したポリプロピレンも含む)、ポリエチレン系樹脂(高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)を含み、チーグラ・ナッタ触媒で重合したポリエチレンのほか、メタロセン触媒で重合したポリエチレンも含む)、ポリブテン−1、エチレン−プロピレン共重合樹脂、エチレン−プロピレン−ブテン共重合樹脂、エチレン−ビニルアルコール共重合樹脂が挙げられる。
【0035】
前述のとおり、第1成分および第2成分はともに、ポリオレフィン系樹脂(前記したもののほか、公知となっているポリオレフィン系樹脂を含む)を使用して構成することが好ましい。芯鞘型複合繊維Aの生産性や単繊維強度といった機械的特性を考慮すると、前記芯鞘型複合繊維Aを構成するポリオレフィン系樹脂の組み合わせとしては、第2成分/第1成分が、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/ポリプロピレン系樹脂、ポリメチルペンテン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂/ポリエチレン系樹脂、エチレン−プロピレン共重合樹脂/エチレン−ビニルアルコール共重合樹脂、で表されるポリオレフィン系樹脂である組み合わせが好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/ポリプロピレン系樹脂の組み合わせが特に好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂が最も好ましい。
【0036】
本発明において、ポリプロピレン系樹脂としては、プロピレンのホモポリマー、プロピレンと炭素数2〜20のα−オレフィンの1種または2種との共重合体、及びプロピレンのホモポリマーと他の熱可塑性樹脂との混合物などが挙げられる。共重合体および混合物の場合には、樹脂成分中にプロピレンを85モル%以上含んでいるものをポリプロピレン系樹脂と称す。前記ポリプロピレン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリプロピレン系樹脂であれば、Q値(重量平均分子量Mw/数平均分子量Mn)や融点、メルトフローレートに関係なく使用することができる。
【0037】
本発明においてポリエチレン系樹脂としては、エチレンのホモポリマー、エチレンと炭素数2〜20のα−オレフィンの1種または2種との共重合体、及びエチレンのホモポリマーと他の熱可塑性樹脂との混合物などが挙げられる。共重合体および混合物の場合、樹脂成分中にエチレンを85モル%以上含んでいるものをポリエチレン系樹脂と称す。前記ポリエチレン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリプロピレン系樹脂であればQ値(重量平均分子量Mw/数平均分子量Mn)や融点、メルトフローレートに関係なく使用することができる。
【0038】
本発明においてエチレン−プロピレン共重合樹脂としては、エチレンとプロピレンとからなる共重合体、もしくはエチレンとプロピレンとからなる共重合体と他の熱可塑性樹脂との混合物などが挙げられる。混合物の場合、樹脂成分中にエチレンとプロピレンをあわせて50モル%以上、好ましくは85モル%以上含んでいるものをエチレン−プロピレン共重合樹脂と称す。前記エチレン-プロピレン共重合樹脂の物性は特に限定されず市販のエチレン−プロピレン共重合樹脂であって、一般的に溶融紡糸で使用されるエチレン−プロピレン共重合樹脂であればそのエチレン含有量やQ値、融点、メルトフローレートに関係なく芯鞘型複合繊維Aに使用できる。
【0039】
本発明においてポリメチルペンテン系樹脂としては、4−メチルペンテン−1のホモポリマー、4−メチルペンテン−1と炭素数2〜20のα−オレフィン(例えばエチレン、プロピレン、ブテン−1、ヘキセン−1、オクテン−1、デカン−1、テトラデカン−1、オクタデカン−1等)の1種または2種との共重合体、および4−メチルペンテン−1のホモポリマーまたは4−メチルペンテン−1と他のオレフィンとの共重合体と他の熱可塑性樹脂との混合物などが挙げられる。共重合体または混合物の場合、樹脂成分中に4−メチルペンテン−1を85モル%以上含んでいるものをポリメチルペンテン系樹脂と称す。前記ポリメチルペンテン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリメチルペンテン系樹脂であれば、その融点、メルトフローレート、引張弾性率などに関係なく芯鞘型複合繊維Aに使用できる。前記芯鞘型複合繊維Aに使用できるポリメチルペンテン系樹脂としては、例えば三井化学(株)製「TPX」(登録商標)がある。
【0040】
本発明においてエチレン−ビニルアルコール共重合樹脂としては、エチレンとビニルアルコールとからなる共重合体、もしくはエチレンとビニルアルコールとからなる共重合体と他の熱可塑性樹脂との混合物などが挙げられる。混合物の場合、樹脂成分中にエチレンとビニルアルコールをあわせて50モル%以上、好ましくは85モル%以上含んでいるものをエチレン−ビニルアルコール共重合樹脂と称す。前記エチレン-ビニルアルコール共重合体においては、エチレン含有量が20モル%以上70モル%以下であることが好ましい。より好ましいエチレン含有量は25モル%以上60モル%以下であり、特に好ましいエチレン含有量は35モル%以上50モル%以下である。エチレン含有量が30モル%未満であると、繊維製造時の延伸性に劣り、エチレン含有量が70モル%を超えると、繊維自体の親水性に劣るからである。上記エチレン含有量を満たすエチレン−ビニルアルコール共重合体からなる、またはこれを含むエチレン−ビニルアルコール共重合樹脂であれば、その他は特に限定されず、前記芯鞘型複合繊維Aに好ましく使用することができる。前記芯鞘型複合繊維Aに使用できるエチレン−ビニルアルコール共重合樹脂としては日本合成化学工業(株)製「ソアノール」(登録商標)がある。
【0041】
前記芯鞘型複合繊維Aの単繊維強度は特に限定されないが、単繊維強度が2.5cN/dtex以上であることが好ましい。芯鞘型複合繊維Aの単繊維強度が2.5cN/dtex未満であっても、横方向の繊維断面が円形である複合繊維と比較して高い突き刺し強力や引張強度が得られるが、単繊維強度が2.5cN/dtex以上であるほうが、突き刺し強力や引張強力のより高いセパレータ材料が得られるためである。前記芯鞘型複合繊維Aの単繊維強度は3.5cN/dtex以上7cN/dtex以下であるとより好ましく、4.5cN/dtex以上6.5cN/dtex以下であると特に好ましく、4.8cN/dtex以上6.2cN/dtex以下であると最も好ましい。なお、本発明において、単繊維強度とはJIS L 1015に準じ、引張試験機を用い、試料のつかみ間隔を20mmとして引張試験を行い、破断したときに測定される荷重値を、測定した繊維の繊度で除することにより求められる、1デシテックスあたりの強度である。
【0042】
前記芯鞘型複合繊維Aの繊度は特に限定されないが、繊度が0.1dtex以上4.4dtex以下であることが好ましい。芯鞘型複合繊維Aの繊度が前記範囲を満たすことで、地合いが均一なセパレータ材料が得られるためである。芯鞘型複合繊維Aの繊度は0.2dtex以上2.2dtex以下であることがより好ましく、0.4dtex以上1.2dtex以下が特に好ましく、0.5dtex以上0.9dtex以下が最も好ましい。
【0043】
前記芯鞘型複合繊維Aの繊維長は特に限定されないが、湿式抄紙法を用いて不織布を製造する場合は繊維長が0.5mm以上25mm以下であることが好ましい。繊維長が0.5mm以上であると、繊維の脱落が発生したり、得られるセパレータ材料の表面が毛羽だったりすることがない。繊維長が25mm以下であると、湿式抄紙法によって不織布を製造する際、スラリー中における繊維の分散性が低下することがなく、均一な不織布が得られやすい。芯鞘型複合繊維Aの繊維長は1mm以上20mm以下がより好ましく、3mm以上10mm以下であることが特に好ましく、3mm以上6mm以下が最も好ましい。
【0044】
前記芯鞘型複合繊維Aは、以下の方法で製造することができる。まず複数成分の異なる熱可塑性樹脂、好ましくは2成分のポリオレフィン系樹脂を用意し、公知の溶融紡糸機で、所定の形状および個数の芯部と、場合により繊維全体に異形断面とを与える所定の複合ノズルを用いて溶融紡糸する。このとき芯鞘型複合繊維Aの繊維断面形状を考慮し、それぞれの樹脂の溶融粘度を押出機のせん断力や紡糸温度などを調整することが好ましい。溶融させた熱可塑性樹脂から紡糸フィラメント(未延伸糸)を得る。紡糸フィラメントの繊度は2dtex以上10dtex以下が好ましい。
【0045】
次いで、紡糸フィラメントは、必要に応じて延伸される。紡糸フィラメントは、延伸温度80℃以上160℃以下、延伸倍率1.5倍以上8倍以下の条件で延伸される。延伸方法は特に限定されず、高温の熱水などの高温の液体で加熱しながら延伸を行う湿式延伸、高温の気体中又は高温の金属ロールなどで加熱しながら延伸を行う乾式延伸、100℃以上の水蒸気を常圧にて若しくは加圧状態にして繊維を加熱しながら延伸を行う水蒸気延伸などの公知の延伸処理を行うこともできる。得られた延伸フィラメントには、必要に応じて繊維処理剤が付与され、必要があれば捲縮付与処理が施される。その後、所定の繊維長に切断して芯鞘型複合繊維Aとして用いられる。
【0046】
以上において、本発明のセパレータ材料の原料繊維となる芯鞘型複合繊維Aを説明した。本発明のセパレータ材料は、芯鞘型複合繊維Aのみで構成してよく、あるいは芯鞘型複合繊維Aと他の繊維と混合して構成されてよい。以下に、本発明のセパレータを構成しうる他の繊維について説明する。
【0047】
[極細繊維]
本発明のセパレータ材料には、他の繊維として、好ましくは繊度が0.5dtex以下の極細繊維が含まれる。本発明のセパレータ材料が、前記芯鞘型複合繊維Aの他に前記極細繊維を含むことでより微細な繊維間空隙を形成することができる。その結果、得られるセパレータ材料は、緻密で地合の良好なものとなり、電池に組み込んだときの耐ショート性(特にセパレータ材料の緻密性に起因する耐ショート性)を向上させることができる。また、セパレータ材料の比表面積が増加するので、スルホン化処理やフッ素ガス処理あるいはコロナ放電処理などの親水化処理において、比較的弱い条件で処理しても十分な親水性を得ることができ、電池のサイクル寿命を向上させ、内圧、内部抵抗の上昇を抑制することができるほか、親水化処理による不織布の強力劣化を抑制することができる。前記極細繊維は、繊度が0.005dtex以上0.4dtex以下であることが好ましく、0.01dtex以上0.3dtex以下であるとより好ましく、0.05dtex以上0.15dtex以下であると特に好ましい。
【0048】
前記極細繊維の繊維長は特に限定されないものの、湿式抄紙法を用いて不織布を製造する場合は繊維長が0.5mm以上25mm以下であることが好ましい。繊維長を0.5mm以上とすると、繊維の脱落が発生したり、得られるセパレータ材料表面が毛羽だったりすることがない。繊維長が25mm以下とすると、湿式抄紙法によって不織布を製造する際、スラリー中における繊維の分散性が低下することがなく、均一な不織布が得られやすい。本発明のセパレータ材料に使用する極細繊維の繊維長は1mm以上20mm以下がより好ましく、3mm以上10mm以下が特に好ましく、3mm以上6mm以下が最も好ましい。
【0049】
前記極細繊維は前記繊度の範囲を満たせば、その製造方法は限定されない。極細繊維としてはいわゆる海島構造の断面を有する複合繊維から海成分を溶脱して得られる極細繊維が使用できるほか、メルトブローン法、或いはエレクトロスピニング法で比較的長い繊維長の極細繊維を製造した後、適度な繊維長、例えば前記の繊維長となるように切断、選別したものを使用してもよい。しかし、比較的容易に製造できる点や所望の性質を有する極細繊維が製造しやすい点から、前記極細繊維としては、2種類の樹脂成分からなる分割型複合繊維を分割して得られる極細繊維を使用することが好ましい。分割型複合繊維の分割前の繊度は、分割処理によって発生する極細繊維が前記極細繊維の繊度の範囲を満たせば特に限定されないが、好ましくは0.1dtex以上4dtex以下であり、より好ましくは0.5dtex以上3.3dtex以下であり、0.8dtex以上2.2dtex以下が特に好ましい。
【0050】
前記分割型複合繊維は分割処理によって異なる樹脂成分で構成される極細繊維を複数発生させるものであれば特に限定されず、2成分の分割型複合繊維であってもよく、3成分以上の樹脂成分に分割可能な分割型複合繊維であってもよいが、分割型複合繊維の生産性、分割性を考慮すると、異なる2種類の樹脂成分からなる分割型複合繊維が好ましい。極細繊維に使用する樹脂成分としては、熱可塑性樹脂であれば特に限定することなく使用でき、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックが使用できる。
【0051】
前記極細繊維には、これらの熱可塑性樹脂が使用できるが、セパレータ材料を電池に組み込んで使用する際、水酸化カリウム水溶液といった強アルカリ性の水溶液を電解液としてセパレータ材料に含浸させるので、極細繊維は、耐アルカリ性の高いポリオレフィン系樹脂で構成されることが好ましい。
【0052】
前記極細繊維として、分割型複合繊維を分割処理して得られる極細繊維を使用する場合、前記分割型複合繊維は、その断面形状が限定されず、図10(a)に示す中空部分のあるオレンジ状断面(以下、単に中空オレンジ状断面とも称す)や、図10(b)に示す中空部分のない、いわゆる中実のオレンジ状断面(以下、単に中実オレンジ状断面とも称す)、特開2000−328348号公報、及び特開2002−88580号公報で開示されているC型のオレンジ状断面(以下、単にC型オレンジ状断面とも称す)のほか、オレンジ状断面において、図10(c)に示す一成分が芯鞘型複合繊維になっている中空複合分割型(以下、単に中空複合分割型オレンジ状断面とも称す)や、図10(d)に示す中実複合分割型のオレンジ状断面(以下、単に中実複合分割型オレンジ状断面とも称す)、また多層バイメタル状の断面形状など、分割処理によって2種類以上の極細繊維を発生しうる公知の分割型複合繊維の断面形状であれば、いずれの断面形状であってもよい。この中でも分割型複合繊維の生産性、分割性を考慮すると、中空オレンジ状断面、中実オレンジ状断面、C型オレンジ状断面、中空複合分割型オレンジ状断面、中実複合分割型オレンジ状断面が好ましく、中空オレンジ状断面、C型オレンジ状断面、中空複合分割型オレンジ状断面がより好ましい。分割数は特に限定されず、4〜32が好ましく、4〜24が好ましく、8〜16が特に好ましい。
【0053】
前記分割型複合繊維は前記の通り、複数成分の異なるポリオレフィン系樹脂で構成させると得られるセパレータ材料が電解質やアルカリに対して耐性の高いものとなるため好ましい。分割型複合繊維に用いることができるポリオレフィン系樹脂の具体的な例は、先に芯鞘型複合繊維Aに関連して説明したとおりであるから、ここではその説明を省略する。
【0054】
前述のとおり、分割型複合繊維を構成する各成分はいずれも、ポリオレフィン系樹脂(前記したもののほか、公知のポリオレフィンから系樹脂を含む)からなることが好ましい。分割型複合繊維の生産性や分割性を考慮すると、前記分割型複合繊維が2つの樹脂成分の組み合わせからなる場合において、ポリオレフィン系樹脂の組み合わせとしては、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/ポリメチルペンテン系樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂/ポリエチレン系樹脂、エチレン−プロピレン共重合樹脂/エチレン−ビニルアルコール共重合樹脂、といった樹脂の組み合わせが好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/ポリメチルペンテン系樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂の組み合わせがより好ましい。
【0055】
前記の各種熱可塑性樹脂、好ましくは前記の各種ポリオレフィン系樹脂から異なる熱可塑性樹脂を2種類組み合わせて本発明のセパレータ材料に使用する分割型複合繊維とすることができる。その断面形状は前記の通り、特に限定されていないが、中空、中実、C型のオレンジ状断面の分割型複合繊維とする場合、異なる熱可塑性樹脂からなる樹脂成分が容積比で30:70〜70:30である分割型複合繊維が好ましい。樹脂成分の容積比が30:70〜70:30になることで、分割型複合繊維を溶融紡糸する際、繊維断面形状がいびつな形状になったり断面形状が崩れたりすることなく溶融紡糸が行えるだけでなく、分割後に一方の樹脂成分からなる極細繊維の繊度が極端に大きくなることもない。前記樹脂成分の容積比は40:60〜60:40が好ましく、50:50すなわち樹脂成分が同容積になるように溶融紡糸を行うことが最も好ましい。
【0056】
前記の各種熱可塑性樹脂、好ましくは前記の各種ポリオレフィン系樹脂から異なる熱可塑性樹脂を2種類組み合わせて、断面形状が中空複合分割型オレンジ状断面や中実複合分割型オレンジ状断面といった、複合分割型の複合繊維とする場合、分割後の芯鞘型複合繊維の芯成分、および分割処理後に極細単一繊維となる樹脂成分に、選択した2種類の異なる熱可塑性樹脂のうち融点がより高い熱可塑性樹脂が配されるように溶融紡糸を行うことが紡糸性、及び得られる複合分割型複合繊維の熱接着性の面から好ましい。この場合、融点が高い熱可塑性樹脂と、融点が低い熱可塑性樹脂を、高融点熱可塑性樹脂:低融点熱可塑性樹脂=80:20〜40:60(容積比)となるように溶融紡糸をすることで、繊維断面形状がいびつな形状になったり断面形状が崩れたりすることなく溶融紡糸が行えるだけでなく、分割処理によって得られる2種類の極細繊維のうち、一方の樹脂成分からなる極細繊維の繊度が極端に大きくなることがないため好ましい。分割型複合繊維の断面形状が中空複合分割型オレンジ状断面や中実複合分割型オレンジ状断面といった複合分割型の場合、各熱可塑性樹脂成分の容積比は、高融点熱可塑性樹脂:低融点熱可塑性樹脂=75:25〜45:55が好ましく、70:30〜50:50となるように溶融紡糸を行うことが特に好ましい。
【0057】
前記分割型複合繊維は繊維断面において、繊維長さ方向に連続する空洞部分を有さない、いわゆる中実断面であってもよいだけでなく、連続する空洞部分を有する中空断面やC字断面であってもよいことは前記の通りであるが、紡糸性や分割型複合繊維の分割性等を考慮すると、本発明のセパレータ材料に使用する分割型複合繊維は、繊維断面において、繊維長さ方向に連続する空洞部分を有する中空断面の繊維であることが好ましい。前記中空部分は空洞になっていれば中心(同心)に位置しなくても偏心していてもよいが、分割型複合繊維の生産性から考慮すると、同心に位置することが好ましい。また、中空部分の形状も円形、楕円形、異形のいずれであってもよい。また中空部分の中空率は、繊維断面積の5%以上40%以下の範囲であることが好ましい。中空率のより好ましい範囲は、8%以上30%以下であり、特に好ましくは10%以上25%以下である。中空率が5%未満であると、各構成成分を中空部分に露出させることが困難となり、中空部分が40%を超えると、生産性の点から困難となる傾向にあるからである。
【0058】
前記分割型複合繊維は、以下の方法で製造することができる。まず複数成分の異なる熱可塑性樹脂、好ましくは2成分のポリオレフィン系樹脂を用意し、公知の溶融紡糸機で、所望の分割型複合ノズル(例えば中空分割型複合ノズル)を用いて溶融紡糸する。このとき分割型複合繊維の断面構造、分割後の極細繊維の繊維断面形状、及び分割性を考慮し、それぞれの樹脂の溶融粘度を押出機のせん断力や紡糸温度などを調整して、繊維断面において1方の成分が他成分を巻き込んだりしないようにセクションを調整することが好ましい。例えば、ポリプロピレン系樹脂を使用する場合、押出機での溶融温度を230℃以上350℃以下として溶融させることが好ましい。ポリエチレン系樹脂を使用する場合、押出機での溶融温度を200℃以上300℃以下として溶融させることが好ましい。ポリメチルペンテン系樹脂を使用する場合、押出機での溶融温度を230℃以上330℃以下として溶融させることが好ましい。エチレン−ビニルアルコール共重合樹脂を使用する場合、押出機での溶融温度を170℃以上250℃以下として溶融させることが好ましい。溶融させた熱可塑性樹脂から紡糸フィラメント(未延伸糸)を得るが、紡糸フィラメントの繊度は2dtex以上12dtex以下が好ましい。
【0059】
次いで、紡糸フィラメントは、必要に応じて延伸されるが、熱媒中にて80℃以上160℃以下、延伸倍率1.5倍以上8倍以下の条件で延伸される。延伸方法は特に限定されず、高温の熱水などの高温の液体で加熱しながら延伸を行う湿式延伸、高温の気体中又は高温の金属ロールなどで加熱しながら延伸を行う乾式延伸、100℃以上の水蒸気を常圧若しくは加圧状態にして繊維を加熱しながら延伸を行う水蒸気延伸などの公知の延伸処理を、1段階で延伸処理を行うこともできるし、公知の延伸方法による延伸処理を複数回に分けて行ういわゆる多段延伸処理を行うこともできる。得られた延伸フィラメントは、必要に応じて繊維処理剤が付与され、必要があれば捲縮付与処理が施され、所定の繊維長に切断されて得られる。
【0060】
前記分割型複合繊維から極細繊維を形成することは、後述するように、繊維ウェブ及び不織布製造の過程において、繊維に外部から力を加えて、分割型複合繊維を分割することにより行う。繊維の分割は、例えば、高圧水流を噴射する、またはニードルパンチをすることにより実施することができ、あるいは、湿式抄紙法により不織布を製造する場合には、抄紙の際の離解処理時に受ける衝撃を利用して実施することができる。分割型複合繊維から極細繊維を形成する場合、セパレータ材料には、未分割の分割型複合繊維、即ち、一部または全部が分割していない分割型複合繊維が含まれていてよい。そのような分割型複合繊維は、所望のセパレータ材料が得られる限りにおいて、その含有量は特に制限されない。
【0061】
本発明のセパレータ材料は、前記において説明した芯鞘型複合繊維Aのみ、またはこれと極細繊維(極細繊維が分割型複合繊維から形成される場合には、極細繊維と未分割の分割型複合繊維)のみから形成されてよく、あるいはこれらの繊維に加えて、さらに他の繊維を含んでよい。以下に、この「さらに他の繊維」について説明する。
【0062】
[混合繊維]
本発明のセパレータ材料は、本発明の効果が失われない範囲内において、前記芯鞘型複合繊維A及び前記極細繊維(極細繊維が分割型複合繊維から形成される場合には、極細繊維と未分割の分割型複合繊維)以外のさらに他の繊維(以下、この繊維を便宜的に混合繊維とも称す)を含んでいてもよい。前記混合繊維はその種類が特に限定されず、ラミー(苧麻)、リネン(亜麻)、ケナフ(洋麻)、アバカ(マニラ麻)、ヘネケン(サイザル麻)、ジュート(黄麻)、ヘンプ(大麻)、ヤシ、パーム、コウゾ、ミツマタ、バガス等の天然繊維やビスコースレーヨン、テンセル(登録商標)、リヨセル(登録商標)、キュプラなどの半合成繊維(再生繊維ともいう)であってもよいが、合成樹脂からなる繊維が好ましい。
【0063】
混合繊維に使用できる合成樹脂からなる繊維としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどの公知のポリエステルからなる単一繊維、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの公知のポリエチレン系樹脂からなる単一繊維、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなど公知のポリプロピレン系樹脂からなる単一繊維、若しくはこれらのポリオレフィンのモノマー同士の共重合樹脂、又はこれらのポリオレフィンを重合する際にメタロセン触媒(カミンスキー触媒ともいう)を使用したポリオレフィンなど公知のポリオレフィン系樹脂からなる単一繊維、ナイロン6、ナイロン66,ナイロン11、ナイロン12などの公知のポリアミドからなる単一繊維、アクリルニトリルからなる(ポリ)アクリルの単一繊維、ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックの単一繊維、ポリエステル、ポリオレフィン、ポリアミド、エンジニアリング・プラスチックの単一繊維、または異なる種類の樹脂同士、もしくは同一の種類の異なるポリマー成分からなる樹脂(例えばポリエチレンテレフタレートとポリトリメチレンテレフタレート)同士を複合した複合繊維が挙げられる。
【0064】
前記混合繊維が合成樹脂からなる複合繊維である場合、その複合状態は特に限定されず、繊維断面において断面形状が芯鞘型複合繊維、偏心芯鞘型複合繊維、並列型複合繊維、柑橘類の房状の樹脂成分が交互に配置されている分割型複合繊維や海島型複合繊維であってもよい。本発明のセパレータ材料にはアルカリ性の水溶液に対する耐久性が求められるので、前記混合繊維としてはポリオレフィン系樹脂からなる単一繊維や、ポリオレフィン系樹脂からなる複合繊維が好ましく、ポリオレフィン系樹脂からなる単一繊維、特に、単繊維強度が4.0cN/dtex以上のポリオレフィン系高強度単一繊維や、ポリオレフィン系樹脂からなり、単繊維強度が4.0cN/dtex以上の高強度複合繊維(例えば繊維断面が円形の高強度複合繊維)、または低熱収縮性の熱接着性複合繊維が特に好ましい。
【0065】
前記混合繊維は、その断面形状、素材(例えば、合成樹脂の種類、数)、あるいは複数の樹脂成分からなる複合繊維である場合は、合成樹脂の組み合わせや構成樹脂の複合形態が特に限定されないことは前記の通りである。また、混合繊維の繊度、繊維長、断面形状、および混合繊維が複合繊維である場合の複合比も、特に限定されるものではない。しかし、前記混合繊維が、芯鞘型複合繊維Aの好ましい繊度の範囲や好ましい繊維長の範囲と大きく異なると、湿式抄紙法によって湿式繊維ウェブおよび湿式不織布を生産する際に生産性が低下するおそれがあるだけでなく、本発明の効果が損なわれるおそれがあることから、前記混合繊維の繊度も0.2dtex以上5.6dtex以下であることが好ましく、0.5dtex以上3.3dtex以下であることがより好ましい。また、湿式抄紙法により不織布を作製する場合、前記混合繊維の繊維長は、0.5mm以上25mm以下であることが好ましく、1mm以上20mm以下であることがより好ましく、3mm以上10mm以下であることが特に好ましく、3mm以上6mm以下であることが最も好ましい。
【0066】
本発明のセパレータ材料は、前記芯鞘型複合繊維Aのみから構成してよく、または前記芯鞘型複合繊維Aと、他の繊維(例えば、前記極細繊維および/または前記混合繊維)とから構成してよい。以下に、本発明のセパレータ材料について説明する。
【0067】
[セパレータ材料]
本発明のセパレータ材料は、芯鞘型複合繊維Aを含み、芯鞘型複合繊維Aの第1成分によって繊維同士が熱接着されている。芯鞘型複合繊維Aは、前述のとおり、第2成分が複数個の芯部、または1または複数個の異形の芯部を構成しているために、熱接着処理、特に加圧を伴う熱接着処理(例えば、後述するシリンダードライヤー(ヤンキードライヤー)および熱ロール加工機を用いた熱接着処理)に付されると、繊維それ自体(特に熱接着処理後に残る第2成分)が扁平化されやすい。また、繊維それ自体が扁平化することに起因して、広い面積で繊維同士が熱接着されるため、セパレータ材料において、複数本の繊維が束状に熱接着されて、扁平化された繊維束を形成する。
【0068】
扁平化は1本の芯鞘型複合繊維Aにおいて生じ、あるいは芯鞘型複合繊維Aを含む2以上の繊維が束状に熱接着された繊維束において生じる。繊維束は、芯鞘型複合繊維Aのみからなってよく、または芯鞘型繊維Aと、他の繊維(例えば、極細繊維、極細繊維を発生し得る繊維(例えば分割型複合繊維)および混合繊維から選択される1または複数の繊維)とが、芯鞘型複合繊維Aの第1成分によって熱接着されてなるものであってよい。扁平化の度合いは、芯鞘型複合繊維Aのみからなる繊維束において大きくなる傾向にある。扁平化された繊維または繊維束は、好ましくはその長さ方向が、セパレータ材料の主表面と平行となるように配置されて、セパレータ材料中に存在する。そのように扁平化された繊維または繊維束が配置されると、セパレータ材料の厚さ方向に突き抜けようとする異物に対して、広い面積を有する部分がこれを阻止するので、セパレータ材料の突き刺し強度が向上する。そのような配置は、湿式抄紙法によりセパレータ材料を製造することにより、より達成されやすい。
【0069】
芯鞘型複合繊維Aそれ自体、および芯鞘型複合繊維Aを含む繊維束の横断面が扁平化される理由として、不織布の製造段階、特に熱接着処理において、
・複数の円形および/または異形の芯部を有する場合には、熱接着処理によりそれが再配置される(特に、好ましくは不織布の面方向に広がって再配置される)、
・1または複数の異形の芯部を有する場合には、芯部の一部にひび割れが生じる、および/または一部が分割することにより、第2成分が変形し(好ましくは不織布の面方向に広がるように変形し)、それに第1成分が追随して変形する、
・1つの繊維から、芯部および鞘部が完全に分離して再配置される(特に、好ましくは不織布の面方向に広がって再配列される)、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部が変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部の根元部分にひび割れが生じて繊維全体が変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、第2成分においてのみ、凸部の根元部分にひび割れが生じる、および/または一部の凸部が分割することにより、第2成分が変形し、それに第1成分が追随して変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部の一部が完全に分離して再配置される
こと等が考えられる。これらの現象は、第2成分が複数の芯部、または1もしくは複数の異形の芯部を構成していること、および場合により繊維全体の断面が円でなく、第1および第2成分が全体として異形繊維断面を構成していることにより生じやすくなると考えられる。
【0070】
セパレータ材料においてはまた、セパレータ材料を厚さ方向に垂直に切断して得られる切断面を観察したときに、芯鞘型複合繊維Aの一部において、1もしくは複数の芯部または芯部の一部が第1成分を伴って(即ち、第2成分を被覆する第1成分をちぎるようにして)完全に分離して、断面積の小さな樹脂成分(この樹脂成分は、断面積の小さい繊維になっていると推測されるが、切断面においては面積の小さい断面像として観察される)として存在することがある。そのような繊維は、極細複合繊維のごとく機能して、セパレータ材料の機械特性、特に引張強度を向上させると考えられる。但し、不織布において、そのような繊維が多く存在すると、扁平化された繊維の数が少なくなり、セパレータ材料の突き刺し強度が低くなることがある。
【0071】
セパレータ材料においては、前述のように芯鞘型複合繊維Aが変形または分離することがあるために、芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合において、不織布を構成する前の多葉芯鞘型複合繊維に存在している凹部が認められにくくなることがある。しかし、通常、凹部が完全に消失することはなく、熱処理した後の不織布においても、その少なくとも一部は残っている。
【0072】
図6〜図8に、本発明のセパレータ材料の断面であって、芯鞘型複合繊維Aおよびこれの繊維集合体の横断面を示す電子顕微鏡写真を示す。図6のセパレータ材料は、図1に示す4つの凸部を有する複合繊維からなり、他の繊維を含まないものであり、図7のセパレータ材料は、図2に示す8つの凸部を有する複合繊維からなり、他の繊維を含まないものであり、図8のセパレータ材料は、図3に示す滴形状の断面の芯部を有する複合繊維からなり、他の繊維を含まないものである。図6、7および8のセパレータ材料は、後述する実施例1、5および4にそれぞれ相当する。これらの写真においては、芯鞘複合繊維Aおよびそれを含む繊維束の横断面が扁平化している状態、および多様芯鞘型複合繊維の凸部と凸部との間に形成された凹部が繊維の長さ方向に沿って延びていることが観察される。
【0073】
図9は、一つの芯部と一つの鞘部を有し、かつ芯部および鞘部ともに円形である(即ち、同心円構造の)芯鞘型複合繊維を用いて作製したセパレータ材料の断面を示す顕微鏡写真である。この図は、図6〜8との比較のためのものである。図9のセパレータ材料は、同心円構造の芯鞘型複合繊維のみからなり、他の繊維を含まないものであり、後述する比較例1に相当する。
【0074】
本発明のセパレータ材料の断面の特徴について、さらに説明する。図6〜図8に示すセパレータ材料では芯鞘型複合繊維Aを使用している。芯鞘型複合繊維Aは、第2成分が複数個の芯部を有する、または異形の1もしくは複数個の芯部で構成された芯鞘型複合繊維であるため、セパレータ材料の切断面において、第2成分の元の形状が残っているまたは第2成分の一部が分離することなく変形(例えば、扁平化)した繊維(断面写真では第2成分の本来の形状が維持された、またはこれが変形している切断面像として観察される)と、特に芯成分(第2成分)の断面形状が多葉形状、あるいは複数個の芯部が集合した形状であると、第2成分の一部(例えば、1つの凸部または1つの芯部)が分離した繊維(断面写真では第2成分本来の形状を残していない、さらに断面積の小さな切断面像として観察される)とが観察される。元の芯鞘型複合繊維Aが4つの凸部を有する4葉形複合繊維である場合(図6)、セパレータ材料中には、第2成分が分離せずに、元の形状が残っている又は元の形状から変形(例えば扁平化)した繊維と、第2成分の一部(例えば、1つの凸部)が分離してなる繊維とが混在していると考えられ、分離していない第2成分が構成する繊維の断面画像として、断面積が小さな樹脂成分が4つ、根元で結合した断面像が観察され、第2成分の一部(例えば、1つの凸部)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。元の芯鞘型複合繊維Aが8葉形複合繊維である場合(図7)、セパレータ材料中には、分離していない第2成分が構成する繊維と、第2成分の一部(例えば、1つの凸部)が分離してなる繊維とが混在する可能性があると考えられ、分離していない第2成分が構成する繊維の断面画像として、断面積が小さな樹脂成分が8つ、根元で結合した断面像が観察され、第2成分の一部(例えば、1つの凸部)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。また、滴状の断面形状を有する4つの芯部(第2成分)が、その滴の細くなった先端部が繊維の中心に集まるように配置されている芯鞘型複合繊維Aである場合(図8)、セパレータ材料中には、第2成分が分離せずに、元の形状が残っている又は元の形状から変形(例えば扁平化)した繊維と、第2成分の一部(例えば、1つの滴)が分離してなる繊維とが混在していると考えられ、分離していない第2成分が構成する繊維の断面画像として、小さな樹脂成分が4つ集合し、先端部で結合した断面像が観察され、第2成分の一部(例えば、1つの滴)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。即ち、芯鞘型複合繊維Aを含む本発明のセパレータ材料においては、分離していない第2成分が構成する繊維、及び/または第2成分の一部(例えば、例えば、1つの凸部または1つの滴)が分離した繊維が存在すると考えられ、それはセパレータ材料断面の断面画像では、第2成分が本来の形状を維持している、またはこれが変形している切断面像、及び/または2成分本来の形状を残していない、さらに断面積の小さな切断面像が観察されることから確認できる。これに対し図9に示す同心円構造の芯鞘型複合繊維を使用したセパレータ材料の切断面においては、第2成分が分割されておらず、また、芯鞘型複合繊維が複数の芯部または異形の芯部を有していないため、本発明のセパレータ材料の断面で観察される第2成分本来の形状を残した切断面像や、第2成分の一部が分離した繊維が存在することで観察される、さらに断面積の小さな切断面像のいずれも観察されず、断面積の大きな、第2成分からなる樹脂成分の断面画像(これは通常、繊維として存在する)が観察されるのみである。
【0075】
本発明のセパレータ材料における前記芯鞘型複合繊維Aの含有量は、5質量%以上であることが好ましい。具体的には、本発明のセパレータ材料は、芯鞘型複合繊維Aのみで構成されてよい、すなわち、芯鞘型複合繊維Aの含有量は100質量%であってよい。あるいは、他の繊維を混合する場合は、芯鞘型複合繊維Aの含有量は5質量%以上95質量%以下であると好ましい。前記芯鞘型複合繊維Aの含有量が5質量%未満であると、セパレータ材料の構成繊維間が充分に熱接着されず、それにより充分な突き刺し強力や引張強力を得られないおそれがあるだけでなく、構成繊維間の空隙が多く残り、セパレータの性能が低下するおそれがある。他の繊維、具体的には前記極細繊維を含有する場合は、芯鞘型複合繊維Aの含有量が95質量%を超えると、極細繊維と混綿しても極細繊維を混綿した効果が得られにくく、地合が均一で、緻密なセパレータ材料を得られなくなるおそれがある。本発明のセパレータ材料において、前記芯鞘型複合繊維Aの含有量は20質量%以上90質量%以下であることがより好ましく、30質量%以上80質量%以下であることが特に好ましく、40質量%以上70質量%以下が最も好ましい。
【0076】
本発明のセパレータ材料における前記極細繊維の含有量は、5質量%以上50質量%以下であることが好ましい。極細繊維の含有量が5質量%以上とすると、セパレータ材料内部において、繊維間空隙により形成される不織布の平均孔径が小さく不織布の緻密性が維持されるので、セパレータ材料の耐ショート性が低下することもない。極細繊維の含有量が50質量%以下とすると、極細繊維同士および極細繊維と他の繊維とが絡みついたファイバーボール現象を引き起こすことがないので、地合いが均一な不織布が得られる。また、芯鞘型複合繊維Aと併用することによるセパレータの耐突き刺し性と緻密性を両立することができる。本発明のセパレータ材料内部において、前記極細繊維の含有量は10質量%以上40質量%以下であることがより好ましく、15質量%以上35質量%以下であることが特に好ましく、22質量%以上32質量%以下が最も好ましい。
【0077】
前記混合繊維は、セパレータ材料中に90質量%未満の割合で含まれていてもよい。すなわち前記芯鞘型複合繊維Aと前記極細繊維を合わせたものがセパレータ材料中に10質量%以上含まれていることが好ましい。極細繊維と芯鞘型複合繊維Aを合わせた含有量が10質量%未満となると、セパレータ材料の機械的特性が低下したり、通気度、保液性が低下したりして、電池特性が低下するおそれがある。本発明のセパレータ材料には、前記芯鞘型複合繊維Aと前記極細繊維が合わせて20質量%以上含まれていることがより好ましく、30質量%以上含まれていることがさらに好ましく、前記極細繊維および/または極細繊維を発生し得る繊維(例えば、未分割の分割型複合繊維)、ならびに前記芯鞘型複合繊維Aが50質量%以上含まれていることが最も好ましい。
【0078】
次に、本発明のセパレータ材料の製造方法を、それを構成する不織布の製造方法に従って説明する。本発明のセパレータ材料の製造に際しては、まず、芯鞘型複合繊維Aを含み、必要があれば繊度が0.5dtex以下の極細繊維および/または前記極細繊維を発生しうる繊維(海島型複合繊維や分割型複合繊維が含まれ、以下、単に極細繊維発生繊維とも称す)、さらに必要であれば前記混合繊維を用意し、これらの繊維が均一に混合した繊維ウェブを作製する。繊維ウェブは、公知の方法で作製することができ、繊維ウェブの作製方法として、例えば、カード法、エアレイド法、湿式抄紙法、スパンボンド法、メルトブローン法などが挙げられる。なかでも、湿式抄紙法は、均一な繊維ウェブが得られる点で好ましい。
【0079】
続いて、前記繊維ウェブを、前記芯鞘型複合繊維Aに含まれる第1成分の熱可塑性樹脂の紡糸後の融点をTm(℃)としたときTm−10℃以上、Tm+30℃以下の温度で熱処理することによって、第1成分の少なくとも一部によって、構成する繊維同士を熱接着させる。これにより、繊維が一体化された不織布が得られる。前記繊維ウェブや熱処理を行った後の不織布には、必要に応じて、繊維交絡処理を施してよく、また、極細繊維発生繊維からの極細繊維の発生が少なければ、繊維ウェブや湿式不織布に対し、分割処理(例えば高圧水流による分割処理)を行ってもよい。
【0080】
本発明のセパレータ材料は、前述のとおり、緻密性や均一性の点から湿式抄紙法により繊維ウェブを作製する不織布(以下、「湿式不織布」という)であることが好ましい。湿式不織布は、以下の方法で製造することができる。まず、前記芯鞘型複合繊維A、必要があれば繊度が0.5dtex以下の極細繊維及び/または前記極細繊維発生繊維を混合し、さらに必要であれば前記混合繊維を混合し、これらの繊維が0.005〜0.6質量%の濃度になるよう水に均一に分散した水分散スラリーを調整する。このとき離解機を用いて極細繊維発生繊維の少なくとも一部を分割させて、極細繊維を発生させることができる。前記離解機としては、パルパー、チェスト、リファイナー等が挙げられる。なかでも、パルパーが撹拌時間、回転数で制御することによって前記極細繊維発生繊維からの極細繊維の発生状況を調整することができるため好ましい。
【0081】
湿式抄紙段階における極細繊維が発生している割合(前記極細繊維発生繊維が分割型複合繊維であれば、分割型複合繊維の分割率)は、50%以上、95%以下であることが好ましい。極細繊維が発生している割合が50%未満であると、得られる湿式不織布全体の緻密性が損なわれるおそれがあるだけでなく、後述する親水化処理において均一な処理が困難となるおそれがある。極細繊維が発生している割合が湿式抄紙段階にて95%を超えると、ファイバーボールが発生しやすくなり、均一な湿式不織布が得られないおそれがある。次に、前記水分散スラリーを湿式抄紙して繊維ウェブを得る。この湿式抄紙法としては、従来公知の方法、例えば短網方式、円網方式、長網方式、又は長網・円網コンビネーション方式、短網・円網コンビネーション方式といった公知の抄紙方法を2以上組み合わせた湿式抄紙方式が挙げられ、これらのいずれか1つの方式により繊維ウェブを形成できる。
【0082】
次に、上述した各湿式抄紙法で得られた繊維ウェブには、熱処理が施されて、繊維ウェブの構成繊維間が熱接着される。このとき、少なくとも前記芯鞘型複合繊維Aに含まれる樹脂の一部によって構成する繊維同士が熱接着されて、熱接着不織布を得る。熱処理の条件は、繊維ウェブの目付、繊維ウェブの厚み、及び湿式不織布に含まれる繊維を構成する樹脂の種類等に応じて適宜選択される。熱処理に用いる熱処理機としては、公知の熱処理機を用いることができるが、前記繊維ウェブの構成繊維間を熱接着しながら乾燥させることができる熱処理機が好ましく、例えば、シリンダードライヤー(ヤンキードライヤー)、熱風吹き付け加工機、熱ロール加工機、または熱エンボス加工機等を用いることができる。特にシリンダードライヤー(ヤンキードライヤー)は、繊維ウェブを加熱ロールに接触させることにより熱接着処理を行うことができるため、不織布の厚みを所望の厚みに調整しながら同時に繊維同士を熱接着させることができるため好ましい。
【0083】
熱処理の温度は、前記芯鞘型複合繊維Aに含まれる第1成分の紡糸後の融点をTm(℃)としたときTm−10℃以上Tm+30℃以下であることが好ましい。例えば前記芯鞘型複合繊維Aの第1成分がポリエチレン系樹脂であれば熱処理の温度は120℃以上160℃以下、好ましくは130℃以上150℃以下である。また、前記芯鞘型複合繊維Aの第1成分がエチレン−ビニルアルコール共重合樹脂であれば、熱処理の温度は150℃以上190℃以下、好ましくは160℃以上180℃以下である。また、前記芯鞘型複合繊維Aの第1成分がポリプロピレン系樹脂であれば熱処理の温度は140℃以上180℃以下、好ましくは150℃以上170℃以下である。
【0084】
前記熱処理されて得られる不織布、即ち、熱接着不織布は、少なくとも前記芯鞘型複合繊維Aに含まれる低融点の樹脂成分によって構成繊維間の少なくとも一部が熱接着していれば、目付、厚み、平均孔径、引張強力などは特に限定されない。しかし、熱接着不織布の目付は、10g/m2以上100g/m2以下の範囲内にあることが好ましい。より好ましい目付は、20g/m2以上90g/m2以下の範囲であり、特に好ましくは25g/m2以上80g/m2以下の範囲であり、最も好ましくは30g/m2以上80g/m2以下の範囲である。熱接着不織布の目付が10g/m2未満であると、不織布に粗密が生じて、セパレータとして使用したときに短絡が生じることがある。熱接着不織布の目付が100g/m2を越えると、セパレータの厚みも大きくなり、その分、電池内の正極および負極の量が少なくなるおそれがある。
【0085】
前記熱接着不織布の厚みは、150μm以上350μm以下の範囲内にあることが好ましい。より好ましくは、200μm以上300μm以下の範囲内にあり、特に好ましくは230μm以上270μm以下の範囲内にある。熱接着不織布の厚みが150μm未満であると、地合いムラが生じるおそれや、セパレータ材料の突き刺し強力が低下するおそれがある。熱接着不織布の厚みが350μmより大きくなると、セパレータ厚みが大きくなるので電池内の正極および負極の量が少なくなる。
【0086】
また、前記熱接着不織布は、比容積が3.5cm3/g以上、6.0cm3/g以下の範囲内にあることが好ましい。熱接着不織布の比容積が3.5cm3/g未満であると、熱接着不織布が緻密になりすぎるため、得られるセパレータ材料も緻密なものになり、電解液の保持性が低下し、電池の内部抵抗が上昇することがあるほか、セパレータ材料の柔軟性が失われ、セパレータ材料としての工程性が低下するおそれがある。一方、セパレータ材料の比容積が6.0cm3/gを超えると、セパレータ材料の嵩が大きくなりすぎ、セパレータ材料の孔径を小さくすることが困難となり、その結果、微粉末短絡が発生しやすくなる傾向にある。本発明のセパレータ材料におけるより好ましい比容積は、3.7cm3/g以上、5.8cm3/g以下であり、4.0cm3/g以上5.5cm3/g以下であることが特に好ましく、4.2cm3/g以上5.2cm3/g以下であることが最も好ましい。
【0087】
次に、得られた熱接着不織布に対して、必要に応じて親水化処理を施すことができる。本発明のセパレータ材料に含まれる芯鞘型複合繊維Aや、極細繊維または極細繊維発生繊維がポリオレフィン系樹脂からなる場合、エチレン−ビニルアルコール系樹脂以外のポリオレフィン系樹脂は一般的に疎水性が強いため、セパレータ材料に求められる親水性を示さないことが多い。そのため、ポリオレフィン系樹脂からなる繊維を含む熱接着不織布を親水化処理することが好ましい。親水化処理は、セパレータ材料の製造において常套的に用いられている任意の方法を用いて実施してよい。親水化処理としては、具体的には、フッ素雰囲気に晒す処理(以下、単にフッ素処理という)、ビニルモノマーのグラフト重合処理、スルホン化処理、オゾンガス処理、コロナ放電処理やプラズマ放電処理といった、各種放電処理、界面活性剤処理または親水性樹脂付与処理、或いはこれらの親水化処理を繰り返す処理や、組み合わせて行う親水化処理等が挙げられる。
【0088】
例えばコロナ放電処理であれば、熱接着不織布の両面にそれぞれ1〜20回処理するとよく、処理した総放電量が0.05〜10kW・分/m2の範囲で処理するとよい。フッ素処理としては、熱接着不織布を窒素、アルゴン、ヘリウムなどの不活性ガスで希釈したフッ素ガスと、酸素ガスや亜硫酸ガス(二酸化硫黄ガスとも称す)、二酸化炭素ガス等との混合ガスにさらすことによって、熱接着不織布表面に親水基を導入する方法が挙げられる。なお、熱接着不織布表面に対して亜硫酸ガスを接触、反応させた後、フッ素ガスを接触、反応させると、より効率的に恒久的な親水性を付与することができる。フッ素処理を行った場合には、処理後の熱接着不織布を水酸化カリウム水溶液などのアルカリ溶液中で中和処理し、温水洗浄、乾燥させてもよい。
【0089】
グラフト重合処理としては、ビニルモノマーと重合開始剤とを含む溶液中に熱接着不織布を浸漬して加熱する方法、熱接着不織布にビニルモノマーを塗布した後に放射線を照射する方法等を用いるとよい。さらに、ビニルモノマー溶液と熱接着不織布とを接触させる前に、紫外線照射、コロナ放電、プラズマ放電などにより、熱接着不織布表面を改質処理すれば、効率的にグラフト重合でき好ましい。
【0090】
スルホン化処理としては、濃硫酸を用いた処理、発煙硫酸を用いた処理、クロロスルホン酸を用いた処理、無水硫酸を用いた処理などが挙げられ、濃硫酸、発煙硫酸、三酸化イオウ、クロロ硫酸、又は塩化スルフリルからなる溶液中に、熱接着不織布を浸漬して熱接着不織布表面にスルホン酸基を導入する方法や、一酸化硫黄ガス、二酸化硫黄ガス或いは三酸化硫黄ガスなど各種硫黄酸化物ガス含有雰囲気中で放電処理を熱接着不織布表面に作用させて、熱接着不織布表面にスルホン酸基を導入する方法などが挙げられる。スルホン化処理を行った場合には処理後の湿式不織布をアルカリ溶液中で中和処理し、温水洗浄、乾燥させてもよい。
【0091】
界面活性剤処理としては、親水性能を有するアニオン系界面活性剤又はノニオン系界面活性剤の溶液中に熱接着不織布を浸漬し、あるいは塗布して付着させる方法等がある。なお、前記親水化処理方法は、上述したいかなる方法であっても、また、二種以上組み合わせても構わない。また後述する厚み調整工程の前に行ってもよく、厚み調整工程の後に行ってもよいが、厚み調整工程後に親水化処理を実施すると、熱接着不織布内部に付着させる成分や、熱接着不織布表面の炭素原子と反応させる成分(例えばフッ素ガスや亜硫酸ガス、発煙硫酸、硫黄酸化物ガスなど)が浸透しにくくなるおそれがあるので、厚み調整工程の前に実施することが好ましい。
【0092】
本発明のセパレータ材料の製造方法においては、得られた前記熱接着不織布に対して熱カレンダーロールを用いて、少なくとも1回の厚み調整工程を実施してセパレータ材料に適する厚みに調整する。厚み調整工程を熱接着不織布に対して行う際は、40℃より高く、熱接着不織布の構成繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より10℃以上低い温度の1対のプレス機(熱カレンダーロール)を用いて、前記不織布を厚みが50μm以上300μm以下となるようにプレスすることが好ましい。かかる処理を施すことにより、熱接着不織布を所望の厚みに調整するとともに、熱接着不織布中に極細繊維が充分に発生していない極細繊維発生繊維が存在する場合、極細繊維の発生する割合をさらに高めることができる。1対のプレス機としては、ロール型、平板型などが挙げられるが、生産性を考慮すると平ロール型のカレンダー加工機を用いることが好ましい。
【0093】
より好ましい加工温度の下限は、45℃より高い温度である。より好ましい加工温度の上限は、不織布を構成する繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より30℃以上低い温度である。さらにより好ましい加工温度の下限は、50℃より高い温度である。さらにより好ましい加工温度の上限は、不織布を構成する繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より40℃以上低い温度である。加工温度が低すぎると、不織布の幅方向で厚み斑が生じたり、加工後不織布の厚みが復元する(厚み回復)現象を引き起こしたりするおそれがある。加工温度が構成繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より10℃低い温度を超えると、不織布表面の繊維間空隙が閉塞され、電解液及びガス通過性を低下させるおそれがあるだけでなく、前述したスルホン化処理などの親水化処理を行った後に厚み調整工程を実施する場合において、厚み調整工程の温度により、親水化処理で付与された親水基が劣化して、熱接着不織布の親水性が減衰するおそれがある。
【0094】
前記厚み調整工程において、プレス処理における線圧は、150N/cm以上1500N/cm以下であることが好ましい。より好ましい線圧の下限は、200N/cmである。さらに好ましい線圧の下限は、300N/cmである。より好ましい線圧の上限は、1000N/cmである。さらに好ましい線圧の上限は、800N/cmである。線圧が150N/cm未満であると、厚み調整工程が不安定になるおそれがあり、線圧が1500N/cmを超えると、不織布表面がフィルム化し易い傾向となり、ガス及び電解液通過性に支障をきたすおそれがある。
【0095】
本発明のセパレータ材料は、下記の物性値を満たすことが好ましい。下記の物性値がそれぞれの範囲を満たすことでセパレータ材料は緻密性および地合の均一性に優れるとともに、各種アルカリ二次電池のセパレータとして使用した際、異物と接触して圧力を受けても、突き刺し強力が高く、加えてセパレータが適度に変形することで異物が貫通しにくい、耐ショート性能が高いセパレータ材料となりやすい。
【0096】
本発明のセパレータ材料の突き刺し強力は12N以上であると好ましい。セパレータ材料の突き刺し強力は金属バリ等の混入した金属異物や、二次電池を繰り返し使用した際に発生するデンドライトに起因する短絡防止性(耐ショート性)の程度を表す代用特性であり、この値が大きいほど金属異物やデンドライトに起因する短絡が発生しにくいことを示す。セパレータ材料の突き刺し強力が12N未満であるとセパレータとして使用した際、金属異物やデンドライトに起因する短絡が発生しやすくなるおそれがある。本発明のセパレータ材料においてより好ましい突き刺し強力の下限は14N以上であり、特に好ましい下限は15.5N以上である。突き刺し強力の上限は特に限定されないが、セパレータ材料の生産性、取り扱い性を考慮すると30N以下であることが好ましく、27N以下であることがより好ましく、25N以下であることが特に好ましい。
【0097】
前記突き刺し強力は、下記の方法で測定された値を指す。まず、突き刺し強力を測定するセパレータ材料、あるいは熱接着不織布について、縦30mm、幅100mmの大きさに裁断したもの試料として用意する。この試料を、ハンディー圧縮試験機(カトーテック(株)製 KES−G5)の円筒状貫通孔(直径11mm)を有する支持体の上に置き、更にその上に縦46mm、横86mm、厚み7mmのアルミ板の中央部に直径11mmの孔を有する押さえ板を、当該孔が支持体の円筒状貫通孔と一致するように載置した。次いで、高さ18.7mm、底面直径2.2mm、先端部形状が直径1mmの球形である円錐形状の針を、2mm/秒の速度で押さえ板の中央に垂直に突き刺した時の荷重と、前記円錐状の針によって試料が押され、変形した長さを測定し、測定した荷重のうち、前記円錐状の針が試料を貫通する直前の、荷重が最大となっている値をその試料の突き刺し強度(N)とする。突き刺し強力は、1枚のセパレータ材料、もしくは熱接着不織布から4枚試料を採取し、それぞれの試料について異なる15箇所で測定し、計60箇所で測定した値の平均値をその試料における突き刺し強力とする。
【0098】
本発明のセパレータ材料は、厚みが50μm以上300μm以下であると好ましい。セパレータ材料の厚みが50μm未満であると、セパレータ材料の孔径、特に最大孔径が大きくなる傾向にあり、微粉末短絡防止性及びデンドライト短絡防止性が低下することがある。一方、セパレータ材料の厚みが300μmを超えると、電解液通過性が悪くなり、電池の内部抵抗が上昇することがある。また、電池容積当たりの電極板数が減少することになるため、電池性能も劣る傾向にある。本発明のセパレータ材料におけるより好ましい厚みは70μm以上200μm以下であり、100μm以上150μm以下が特に好ましく、105μm以上140μm以下が最も好ましい。
【0099】
本発明のセパレータ材料は、目付が10g/m2以上100g/m2以下の範囲内にあることが好ましい。セパレータ材料の目付が前記範囲を外れると、本発明のセパレータ材料の厚みや孔径が所定の範囲を満たさなくなることがある。本発明のセパレータ材料におけるより好ましい目付は、20g/m2以上90g/m2以下であり、25g/m2以上80g/m2以下であると特に好ましく、30g/m2以上80g/m2以下であると最も好ましい。
【0100】
本発明のセパレータ材料は、比容積が1.5cm3/g以上3.5cm3/gの範囲内にあると好ましい。セパレータ材料の比容積が1.5cm3/g未満であると、セパレータ材料が緻密になりすぎて電解液の保持性(保液率)が低下し、その結果電池の内部抵抗が上昇することがある。一方、セパレータ材料の比容積が3.5cm3/gを超えると、セパレータ材料の嵩が大きくなりすぎ、セパレータの孔径を小さくすることが困難となり、その結果、微粉末短絡が発生しやすくなる傾向にある。本発明のセパレータ材料における比容積は、2.0cm3/g以上3.0cm3/g以下であることがより好ましく、2.2cm3/g以上2.7cm3/g以下であることが特に好ましく、2.3cm3/g以上2.5cm3/g以下であることが最も好ましい。
【0101】
本発明のセパレータ材料は、平均孔径が3μm以上15μm以下の範囲内であることが好ましい。平均孔径が3μm以上15μm以下の範囲内にあると、微粉末短絡防止性及びデンドライト短絡防止性に優れたセパレータ材料を得ることができる。平均孔径が3μm未満であると、電解液保持性が低下し、電池の内部抵抗が大きくなる傾向にある。一方、平均孔径が15μmを超えると、微粉末短絡、及びデンドライト短絡が発生する傾向にある。前記平均孔径は、3.5μm以上12μm以下であることが好ましく、3.5μm以上10μm以下であることが特に好ましい。
【0102】
本発明のセパレータ材料の引張強力は、少なくとも1方向(例えばMD方向(機械方向、縦方向とも称す)、CD方向(幅方向、横方向とも称す))の引張強力が70N/5cm以上であればよく、100N/5cm以上であってもよく、130N/5cm以上であってもよい。引張強力の上限は特に限定されず350N/5cm以下であればよい。セパレータ材料の引張強力が70N/5cm未満であると、他の機械的特性である突き刺し強度も低下する場合がある。また、セパレータ材料の生産時や電池の製造時にセパレータ材料の取り扱い性、生産性が低下する場合がある。
【実施例】
【0103】
以下、実施例及び比較例により本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されない。なお、用いる繊維の各種物性、得られた熱接着不織布やセパレータ材料の各種物性は以下の方法により測定した。
【0104】
[単繊維繊度]
JIS L 1013に準じて測定した。
【0105】
[単繊維強度・単繊維伸度]
JIS L 1015に準じ、引張試験機を用いて、試料のつかみ間隔を20mmとし、繊維が切断したときの荷重値を単繊維強度とし、切断したときの伸びを単繊維伸度とした。
【0106】
[厚み]
熱接着不織布及びセパレータ材料の厚みを、マイクロメータ((株)ミツトヨ 製 マイクロメータ MDC−25MJ)を用い、JIS B 7502に準じ、3枚の試料のそれぞれ異なる10箇所で、荷重が175kPaになるようにして厚みを測定し、計30箇所の平均値を求め、試料の厚みとした。
【0107】
[引張試験]
JIS L 1096 6.12.1 A法(ストリップ法)に準じ、定速緊張形引張試験機を用いて、試料片の幅5cm、つかみ間隔10cm、引張速度30±2cm/分の条件で引張試験に付し、切断時の荷重を測定し、引張強力とし、切断時の伸びを伸度(%/5cm)とした。
【0108】
[孔径分布(最大孔径・最小孔径・平均孔径)]
パームポロメータ(Porous Materials INC.製)を使用し、ASTM F 316 86に準じ、バブルポイント法によって測定した。
【0109】
[通気度]
フラジール型試験機を用いて、JIS L 1096に準じて測定した。
【0110】
[突き刺し強力]
先に説明した方法に従って測定した。
【0111】
[繊維ウェブの構成繊維]
実施例、及び比較例のセパレータ材料を製造するのに際し、下記に示す繊維を用いた。
【0112】
[分割型複合繊維]
分割型複合繊維1:一方の樹脂成分がエチレン−ビニルアルコール共重合樹脂からなり、もう一方の樹脂成分がポリプロピレンからなり、エチレン−ビニルアルコール共重合樹脂とポリプロピレンを複合比が50/50(体積比)、中空率が12%となるよう溶融紡糸を行って未延伸繊維束(未延伸トウ)を得た後、延伸倍率が3.5倍となるように乾式延伸を行うことで得られた、断面形状が図10(a)に示す中空16分割型であり、繊度が1.1dtex、繊維長が3mmの中空分割型複合繊維。
【0113】
[芯鞘型複合繊維A]
芯鞘型複合繊維A1(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40(体積比、以下同様)となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:5.61cN/dtex
・伸度:44.4%
【0114】
芯鞘型複合繊維A2(多芯):芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、芯成分と鞘成分が、図3に示す断面形状になるように配置され、前記芯成分と鞘成分の複合比が(芯/鞘)=60/40となり、芯成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの多芯芯鞘型複合繊維。
・単繊維強度:5.40cN/dtex
・伸度:56.5%
【0115】
芯鞘型複合繊維A3(8葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図2に示す断面形状になるように配置され、前記芯成分と鞘成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの8葉芯鞘型複合繊維。
・単繊維強度:5.63cN/dtex
・伸度:37.1%
【0116】
芯鞘型複合繊維A4(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、芯成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が2.8倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:3.56cN/dtex
・伸度:137.2%
【0117】
芯鞘型複合繊維A5(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が1.5倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:2.12cN/dtex
・伸度:279.3%
【0118】
芯鞘型複合繊維A6(8葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図2に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が2倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの8葉芯鞘型複合繊維。
・単繊維強度:2.65cN/dtex
・伸度:205.0%
【0119】
[芯鞘型複合繊維]
芯鞘型複合繊維1:芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、前記芯成分と鞘成分の複合比が(芯/鞘)=70/30となり、芯成分が露出しないよう、芯成分と鞘成分を同心円状になるように溶融紡糸、及び延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの同心円状の芯鞘型複合繊維。
・単繊維強度:5.31cN/dtex
・伸度:47.7%
【0120】
芯鞘型複合繊維2:芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、前記芯成分と鞘成分の複合比が(芯/鞘)=50/50となり、芯成分が露出しないよう、芯成分と鞘成分を同心円状になるように溶融紡糸、及び延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの同心円状の芯鞘型複合繊維。
・単繊維強度:3.85cN/dtex
・伸度:65.6.%
【0121】
[実施例1〜8、比較例1〜7]
芯鞘型複合繊維A、極細繊維を発生しうる分割型複合繊維、芯鞘型複合繊維の物性や混合率を変更した湿式不織布を実施例1〜8、比較例1〜7として作製した。表1、2に示す混合率になるように芯鞘型複合繊維A、極細繊維を発生しうる分割型複合繊維、芯鞘型複合繊維を計量し、用いた原綿が0.01質量%の濃度になるように水分散スラリーを調製した。調製したスラリーを、家庭用ミキサーを用いて毎分2000回転で1分間攪拌し、前記分割型複合繊維を各樹脂成分に分割させて極細繊維を発生させると同時に各構成繊維が均一に分散したスラリーとした。得られたスラリーを湿式抄紙し、目付が約53g/m2の繊維ウェブを作製した。繊維ウェブを、搬送用支持体で搬送し、140℃に加熱したシリンダードライヤー(ヤンキードライヤー)を用いて、45秒間、ウェブに加熱処理を施して、繊維ウェブを乾燥させると同時に、含まれている芯鞘型複合繊維Aおよび/または芯鞘型複合繊維のポリエチレンによって繊維同士を接着させて、熱接着不織布を得た。
【0122】
次に、前記熱接着不織布に、温度60℃、線圧約320N/cmの条件で熱ロールを用いた厚み加工を行い、約120μmに厚みを調整し、セパレータ材料を作製した。この実施例1〜8、比較例1〜7の熱接着不織布について、セパレータ材料への適応性を評価するため、目付、厚み、突き刺し強力、引張強力の各項目を測定した。各項目を測定した結果を表1、表2に示す。
【0123】
【表1】

【0124】
【表2】
【0125】
実施例1、2、4−6のセパレータ材料はいずれも、比較例1および2と比較して、高い突き刺し強力を示した。また、実施例3で用いた芯鞘型複合繊維A3は、その単繊維強度が比較例で用いた芯鞘型複合繊維1および2のそれよりも相当に小さいにもかかわらず、実施例3のセパレータ材料は比較例2と同等の突き刺し強力を示した。これらのことは、熱接着性複合繊維の繊維断面形状がセパレータ材料の突き刺し強力に影響を与え、複数の芯または異形断面の芯を有する芯鞘型複合繊維が突き刺し強力の向上に寄与していることを示している。複数の芯または異形断面の芯を有する芯鞘型複合繊維を使用すると、熱接着面積が広くなるために、突き刺し強力が向上すると考えられる。
【0126】
実施例1と実施例5で使用した芯鞘型複合繊維Aの単繊維強度はほぼ同じであったが、実施例1のセパレータ材料はより高い突き刺し強力を示した。これは、実施例1で使用した芯鞘型複合繊維A(多葉芯鞘型複合繊維)は、L3/L1が大きい、即ち第2成分の凸部の実質的長さが大きいために、芯鞘型複合繊維Aおよびそれを含む繊維束の扁平化の度合いが大きくなったことによると考えられる。
【0127】
分割型複合繊維と芯鞘型複合繊維Aとからなる実施例7〜9のセパレータ材料は、比較例3〜5のセパレータ材料とそれぞれ比較して、より大きい突き刺し強力を示した。また、実施例7〜9の比較において、芯鞘型複合繊維Aをより多く含むものが、より高い突き刺し強力を示す傾向にあった。これらのこともまた、芯鞘型複合繊維Aが突き刺し強力の向上に寄与していることを示している
【産業上の利用可能性】
【0128】
本発明のセパレータ材料は、アルカリ二次電池、リチウムイオン二次電池、あるいは電気二重層キャパシタ、コンデンサーなどの電気素子、あるいはイオン交換セパレータ(イオンキャッチャー)に用いられるセパレータとして好適であり、特にニッケル−カドミウム電池、ニッケル−亜鉛電池、ニッケル−水素電池等のアルカリ二次電池用途に好適である。
【符号の説明】
【0129】
1 第1成分
2 第2成分
100 芯鞘型複合繊維A
A 成分A
B 成分B
6 中空部分
10 中空分割型複合繊維
20 中実分割型複合繊維
22 芯成分
24 鞘成分
30 中空複合分割型複合繊維
32 芯成分
34 鞘成分
40 中実複合分割型複合繊維
【技術分野】
【0001】
本発明はニッケル−水素電池やニッケル−カドミウム電池に代表されるアルカリ二次電池、リチウムイオン二次電池、あるいは電気二重層キャパシタ、コンデンサーなどの電気素子、あるいはイオン交換セパレータ(イオンキャッチャー)などに用いられるセパレータ材料及びそれを用いた電池に関するものである。
【背景技術】
【0002】
従来、セパレータ材料として、突き刺し強力、引張強力を高めることによって耐ショート性の向上を図ったり、表面積が大きい、あるいは毛細管現象を発生させやすい繊維を使用することによって通気度や保液率の向上を図ったりするために、セパレータ材料に使用する繊維の繊維断面を円形以外のいわゆる異形断面繊維とすることにより前記目的を達成しようとするセパレータ材料が多数提案されている。
【0003】
例えば、特開2001−207362号公報及び特開2002−110128号公報では、突き刺し強力や引張強力、吸液性を高めるために特定の条件を満たす異形断面繊維を使用したセパレータ材料が提案されている。また、特開平05−109397号公報では電解液との親和性を高めるためにエチレン−ビニルアルコール共重合体である第1成分と、他のポリオレフィン系重合体である第2成分とからなり、第1、第2両成分のうち少なくとも1成分が2個以上に分割配置された断面形状を有し、各構成単位は互いに異なる成分の構成単位と隣接し、且つ全ての各構成単位がその一部を繊維表面に露出して成る複合繊維を使用したアルカリ電池用セパレータが提案されている。また特開平05−307947号公報では保液性を高めるために、特定のユニットを含むエチレン系ランダム共重合体樹脂である第1成分と、特定のポリオレフィン系樹脂である第2成分とからなり、第1、第2成分のうち少なくとも1成分が2個以上に分割配置された断面形状を有し、各構成単位は互いに異なる成分の構成単位と隣接し、且つ各構成単位がその一部を繊維表面に露出してなる複合繊維を含むアルカリ電池用不織布セパレータが提案されている。この特開平05−307947号公報の図1には、繊維断面を4葉断面(以下、十字断面とも称す)とし、凸部(以下、枝部、葉部とも称す)先端にカルボキシル基が導入されたエチレン系ランダム共重合体樹脂を使用した複合繊維が示されている。また、特開2007−141672号公報では、保液性を高めるために毛細管現象を発生させる繊維、一例として繊維横断面が略渦巻き状の繊維を使用したセパレータ材料が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−207362号公報
【特許文献2】特開2002−110128号公報
【特許文献3】特開平05−109397号公報
【特許文献4】特開平05−307947
【特許文献5】特開2007−141672号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記セパレータ材料には、以下のような問題がある。例えば、特開2001−207362号公報や特開2002−110128号公報で提案されているセパレータ材料は、異形断面となっている繊維が単一繊維であるため、熱接着性繊維として使用する場合には十分な強度を示すことができない。
【0006】
また特開平05−307947号公報で提案されているセパレータ材料において、同公報の図1に示される繊維断面の複合繊維を使用すると、セパレータ材料の製造段階で、第1成分(先端部分)が分離し、第2成分が単一繊維となりやすい。第2成分からなる単一繊維は構成繊維間の熱接着にはほとんど寄与しない繊維であり、これらの熱接着に寄与しない繊維を含むことでセパレータ材料の突き刺し強力や引張強力が低下することがある。また特開平05−109397号公報で提案されているセパレータ材料は、複合繊維表面を構成するエチレン−ビニルアルコールによって保液性の改良されたセパレータ材料に関するものであり、使用する繊維の断面構造の特徴と、セパレータ材料の機械的物性の向上に関する検討は十分にされていない。さらに、これらの公報に示される繊維断面の複合繊維は、第1成分、第2成分ともに露出させることにより、繊維製造時の繊維間融着を防止しようとするものであり、各成分が分離しなかったとしても熱接着性は十分とはいえない。
【0007】
また特開2007−141672号公報で提案されているセパレータ材料は毛細管現象を発生させる繊維を使用した、保液性の改良されたセパレータ材料に関するものであり、使用する繊維の断面構造の特徴と、セパレータ材料の機械的物性の向上に関する検討は十分にされていない。加えてこの文献で提案されている略渦巻き状の繊維では繊維径が大きくなりやすいため、保液性は向上するものの、地合が悪くなったり機械的物性(突き刺し強力や引張強力)が低下したりすることがある。
【0008】
以上のように、特定の材料を用いた、繊維断面が円形でない異形断面の繊維や、2つの成分を特定の条件を満たすように配置した複合繊維を使用したセパレータ材料がこれまでに種々提案されているが、セパレータ材料の機械的物性の向上と、保液性、通気性の向上が両立しうる、セパレータ材料に最適な断面構造を有する繊維、およびそれを用いたセパレータ材料とそれを組み込んだ電池は得られていないのが現状である。
【0009】
本発明は、前記従来の問題を解決するため、特定の断面形状を有する複合繊維を使用し、不織布の緻密性および地合の均一性に優れるとともに、各種二次電池のセパレータとして使用した際、突き刺し強力が高く、耐ショート性能が高いセパレータ材料、及びそれを用いた電池に関するものである。
【課題を解決するための手段】
【0010】
本発明者等は前記課題を克服するため、セパレータ材料に使用する場合に求められる特徴について鋭意検討を重ねた。その結果、特定の形状を有する複合繊維を使用したセパレータ材料は突き刺し強力や引張強力といった機械的特性に優れることを見出した。
【0011】
本発明は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、
セパレータ材料を提供する。
【0012】
また、本発明は、前記セパレータ材料を組み込むことを特徴とする電池を提供する。
【発明の効果】
【0013】
本発明のセパレータ材料は、繊維の横断面において第1成分が繊維表面の全部を構成しており、第2成分が複数個の芯部、または円形でない形状の芯部を構成している芯鞘型複合繊維の第1成分によって、構成繊維間の少なくとも一部が熱接着されている不織布からなることを特徴とする。このような特定の芯鞘型複合繊維を用いることによって、芯鞘型複合繊維それ自体および/または芯鞘型複合繊維を含む2以上の繊維が束状に熱接着されてなる繊維束が扁平化された状態で不織布中に存在する。その扁平化された繊維等は、異物が厚さ方向に突き抜けようとすることを防止する。また、繊維および/または繊維束の扁平化により、繊維同士の接着面積が広くなり、繊維同士がより強固に接合される。その結果、不織布の機械的特性、特に突き刺し強度が向上するので、耐ショート性が高いセパレータ材料を得ることができる。
【図面の簡単な説明】
【0014】
【図1】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図2】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図3】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図4】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図5】本発明のセパレータ材料に用いられる、芯鞘型複合繊維の一例の断面図である。
【図6】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図7】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図8】本発明のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図9】比較例のセパレータ材料の一例の断面を示す電子顕微鏡写真である。
【図10】本発明のセパレータ材料に用いることができる、各種分割型複合繊維の模式的断面図である。
【図11】(a)は本発明のセパレータ材料に用いられる、芯鞘型複合繊維のL1、L2、L3、L4の求め方を説明する模式図であり、(b)は芯鞘型複合繊維の中心の求め方を説明する模式図である。
【発明を実施するための形態】
【0015】
本発明のセパレータ材料は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、セパレータ材料である。
このセパレータ材料は、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含み、第1成分が鞘部を構成し、第2成分が複数個の芯部または異形の1または複数個の芯部を構成する芯鞘型複合繊維(以下、この芯鞘型複合繊維を芯鞘型複合繊維Aと称することもある)を熱接着させることにより得られる。そこでまず、本発明の不織布を作製するために用いる芯鞘型複合繊維Aについて説明する。
【0016】
[芯鞘型複合繊維A]
芯鞘型複合繊維Aは、その横断面において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である。したがって、芯鞘型複合繊維Aにおいては、通常の芯鞘型複合繊維と同様に、芯部である第2成分が繊維表面に露出しない。
【0017】
第2成分が複数個の芯部を構成している場合、各芯部は、複合繊維の横断面において、円形であってよく、または円形でなくてもよく(即ち、異形であってよく)、あるいは、一部の芯部が円形であり、他の芯部が異形であってよい。第2成分が異形の芯部を構成している場合、芯部は横断面において1つだけ存在してよく、あるいは複数個存在してよい。
【0018】
芯鞘型複合繊維Aにおいて第2成分が複数個の芯部を構成している場合、芯鞘型複合繊維Aは、第1成分が各芯部(第2成分)を囲んでおり、芯部が横断面においてほぼ均等に分散している、いわゆる海島型の芯鞘型複合繊維であってよい。芯鞘型複合繊維Aが海島型である場合、第2成分からなる芯部(島)は、1つの繊維において、好ましくは2〜64個存在し、より好ましくは2〜32個存在し、特に好ましくは3〜8個存在する。この範囲内にある数の芯部が存在すると、熱処理の際に、芯鞘型複合繊維Aが扁平化しやすくなる。海島型複合繊維の芯部の断面形状は円形であってよく、あるいは異形であってもよい。
【0019】
芯鞘型複合繊維Aにおいて、第2成分が異形の1つの芯部を構成している場合には、第2成分の断面形状は、3個以上16個以下の凸部を有するものであることが好ましい。凸部は、繊維の横断面において、第2成分の中心(一般には、繊維の中心に一致する)から突出している部分を指す。凸部が3個以上存在することにより、第2成分の横断面の輪郭は全体として、凹凸の繰り返しを有するものとなる。凸部の数が3個未満であると、熱処理によって繊維が扁平化しても繊維同士の接着面積が広くならず、セパレータ材料の機械的特性を十分に向上させることができないことがある。また、凸部の数が16個を超える断面形状の第2成分を含む複合繊維を得ることは難しく、また、凸部の数が多すぎると、繊維が不織布において扁平化しにくく、突き刺し強度の大きいセパレータ材料を得ることが難しくなる。
【0020】
芯鞘型複合繊維Aにおいて、第1成分の輪郭と第2成分の輪郭が相似形である場合には、第2成分が異形であることによって、芯鞘型複合繊維Aの断面形状全体が異形となる。よって、第2成分の断面形状が3個以上16個以下の凸部を有し、かつ第1成分の外側輪郭と第2成分の外側輪郭が相似形である場合には、芯鞘型複合繊維Aの断面形状もまた3個以上16個以上の凸部を有することとなる。そのような芯鞘型複合繊維Aは、繊維それ自体の表面積が大きいために、繊維同士の接着面積を増加させる。芯鞘型複合繊維Aの横断面が凸部を3以上有することにより、凸部と凸部との間には凹部が存在し、この凹部は溝のように、繊維表面において、繊維の長さ方向に沿って延びる。そのような凹部は芯鞘型複合繊維A全体にわたって延びる必要はなく、少なくとも一部にあればよい。即ち、そのような芯鞘型複合繊維Aの繊維断面は、一部において異形でなくてもよく、円形となっていてもよい。そのような芯鞘型複合繊維Aは、熱接着成分である第1成分が広い面積にわたって、繊維同士を熱接着させるため、セパレータ材料の機械的特性をより向上させる。
【0021】
あるいは、芯鞘型複合繊維Aにおいて、第2成分が、1つまたは複数の異形の芯部を構成している場合に、第1成分の輪郭は円形であってよく、あるいは異形であってよい。即ち、芯鞘型複合繊維Aの繊維断面は異形でなくてもよく、あるいは異形であってよい。第1成分の輪郭が円形である芯鞘型複合繊維Aであっても、熱処理により芯鞘型複合繊維Aが有する円形の輪郭を構成する第1成分が、軟化あるいは溶融して変形することでその輪郭形状が失われるため、残された第2成分を主とする繊維が扁平化する。第1成分の輪郭が特に円形である場合、第2成分は複数の異形の芯部を構成し、かつそれら芯部が繊維の中心付近に配置されていることが好ましい。より好ましくは、第2成分が構成する各芯部は、滴状、花弁状、イチョウの葉状、もしくは柑橘類の房状の形状、扇形、四角形、菱形、または楕円形を有し、各芯部の一端、好ましくは各芯部の細くなった先端部が繊維の中心に位置するように、配置されていることが好ましい。そのような芯部を含む芯鞘型複合繊維Aは、熱接着処理により、より扁平化しやすく、また、場合により、一部の芯部が分割して鞘部とともに分離することにより、細繊度の複合繊維のような繊維を与えるため、セパレータ材料の機械的特性を良好に向上させる。
【0022】
第2成分が複数の異形の芯部を構成している場合、第1成分の輪郭が円形であっても、異形であっても、芯部の数は2〜8個であることが好ましい。この範囲内にある数の芯部が存在すると、熱処理の際に、芯鞘型複合繊維Aが扁平化しやすくなる。
【0023】
芯鞘型複合繊維Aの断面形状の例を図1〜図5に示す。これらの図はいずれも第1成分と第2成分とからなる複合繊維の横断面を示している。図1は、第2成分が凸部を4つ有する4葉形の断面形状を有する。図1の芯鞘型複合繊維Aにおいて、第1成分の輪郭と第2成分の輪郭は略相似形となっている。図2は、第2成分が凸部を8つ有する8葉形の断面形状を有する。図2の芯鞘型複合繊維Aにおいては、第1成分の輪郭と第2成分の輪郭は略相似形となっている。図3は、滴状の断面形状を有する4つの芯部(第2成分)が、その滴の細くなった先端部が繊維の中心に集まるように配置されていて、全体としては円形の断面形状を有する。図4の芯鞘型複合繊維Aは、第2成分が凸部を4つ有する4葉形の断面形状(十字断面)を有し、全体としては円形の断面形状を有する。図5の芯鞘型複合繊維Aは、第2成分が、略円形の複数の均等に分散した島部を構成し、全体として略円形の断面形状を有する。
【0024】
図示した断面形状は例示であり、芯鞘型複合繊維Aの断面形状は他の形状であってよい。例えば、図1に示す複合繊維の変形例において、凸部は6つ又は8つ形成されていてもよく、凸部の数が3つであってもよい。あるいは、図示した複合繊維において、第3成分がさらに含まれていてよい。その場合、円形の繊維断面を有する第3成分が、第2成分の中心部に配置されていてよく、あるいは第2成分の輪郭と略相似形である輪郭を有する第3成分が第2成分の内部に配置されていてよい。あるいは、海島型複合繊維において、一部の芯部が第2成分で構成され、残りの芯部が第3成分で構成されていてよい。
あるいは、例えば、図1に示す芯鞘型複合繊維Aは、第1成分が繊維断面の輪郭を規定する途切れのない膜を形成し、その膜で囲まれた空間に第2成分が配置されている限りにおいて、凸部(葉部)の一部が分離した形態で、存在するような構成を有してよい。その場合、分離した凸部と他の第2成分との間に空隙が形成されることとなる。そのような空隙は、芯鞘型複合繊維Aが熱処理されたときに、芯鞘型複合繊維Aおよびこれを含む繊維束の扁平化を促進する。
【0025】
芯鞘型複合繊維Aが、図1および図2に示すように、第1成分と第2成分とからなり、第2成分が3以上16個以下の凸部を有する異形の芯部を構成し、かつ第1成分と第2成分の外側輪郭が略相似形である芯鞘型複合繊維(以下、これを多葉芯鞘型複合繊維とも称す)である場合において、その横方向の断面において、凸部先端から繊維の中心に直線を引いたとき、繊維中心から凸部先端までの長さをL1とし、第2成分の凸部先端から繊維の中心に直線を引いたときの、繊維中心から第2成分の凸部先端までの長さをL2としたとき、L2/L1は0.25以上であることが好ましい。L1は、凸部の見かけの長さに相当し、L2は、第2成分(高融点成分)の凸部の長さに相当する。L2/L1が大きいほど、第2成分の突出長さが大きく、そのような繊維を用いると、熱接着後の不織布、即ち、セパレータ材料の機械的特性がより向上する。L2/L1は0.5以上であることがより好ましく、0.75以上であることが特に好ましい。L2/L1の上限は特に限定されないが、溶融紡糸時の生産性、繊維断面形状の明瞭性、また芯鞘型複合繊維Aの熱接着性を考慮すると0.98以下が好ましく、0.95以下がより好ましい。
【0026】
多葉芯鞘型複合繊維の横方向の断面において、多葉芯鞘型複合繊維の凸部先端と繊維の中心を結ぶ直線と、隣り合う凹部と凹部の接線との交点を求め、前記交点から凸部先端までの長さをL3としたとき、L3/L1は0.25以上であることが好ましい。L3は、多葉芯鞘型複合繊維の凸部の真の長さに相当する。L3/L1が大きいほど、より広い面積で他の繊維と熱接着し、また、熱接着処理により複合繊維が扁平化しやすくなる。また、凸部が繊維ウェブ形成時、および熱処理時に加わるシェア(せん断力)および圧力等によって、変形(特に、不織布の面方向)するので、扁平化し易く、繊維同士の接着面積が大きくなる傾向にある。L3/L1は0.4以上であることがより好ましく、0.45以上であることが特に好ましく、0.5以上であると最も好ましい。L3/L1の上限は特に限定されないが、溶融紡糸時の生産性、繊維断面形状の明瞭性を考慮すると0.95以下が好ましく、0.9以下がより好ましい。
【0027】
多葉芯鞘型複合繊維の横方向の断面において、凸部は、その幅方向の寸法(突出している方向と直交する方向)が一定でなく、凸部の先端から根元までの間に幅方向の寸法が最大となるような形状を有していることが好ましい。即ち、凸部はその先端と根元の両端で幅方向の寸法が小さくなるような形状(例えば、つぼみのような形状、マッシュルームのような形状)を有することが好ましい。凸部がそのような形状を有していると、凸部先端に近づくにつれて凸部の幅が細くなる形状のものよりも繊維の断面形状がより明瞭なものに維持されやすく、また、熱加工によって繊維を扁平化させても、隣り合う凸部同士がそれぞれの幅が最大になる部分同士で熱接着するため凸部と凸部間の凹部が消滅しにくくなり、熱加工後も保液性、通気性が保たれやすくなると考えられる。また、そのような形状の凸部を有する異形断面複合繊維は、凸部の根元から変形されて、扁平化しやすい。そのような形状の凸部を有する多葉芯鞘型複合繊維の横方向の断面において、凸部の幅が最大になる最大となる部分から、多葉芯鞘型複合繊維の中心部までの距離をL4としたとき、好ましくはL4/L1が0.2以上であり、より好ましくは0.25以上であり、特に好ましくは0.3以上である。
【0028】
L1、L2、L3およびL4の求め方を説明する模式図を図11(a)に示す。繊維の中心の求め方を説明する模式図を図11(b)に示す。図11(a)は、図1に示す芯鞘型複合繊維A(多葉芯鞘型複合繊維)である。芯鞘型複合繊維A(多様芯鞘型複合繊維)の横断面において、図11(a)に示すように、繊維の凸部の寸法および形状が略同じであり、かつ断面形状が上下左右において対称である場合において、各凸部において、凸部の根元を結ぶ線分の中点と、凸部の先端とを結ぶ直線を引くと、当該直線は一点で交わるので、その交点を繊維の中心とする。それ以外の場合には、図11(b)に示すように、それぞれの凸部において、凸部の根元を結ぶ線分の中点と、凸部の先端とを結ぶ直線を引いたときに、当該直線によって形成される三角形のうち、最も面積の大きい三角形に内接する円の中心を、繊維の中心Cとする。
【0029】
芯鞘型複合繊維Aは、図1〜図5に示すように、低融点の熱可塑性樹脂からなる第1成分と、高融点の熱可塑性樹脂からなる第2成分とから構成してよく、2つの成分で構成することが溶融紡糸の点からも好ましい。そこで、以下の説明においては、第1成分と第2成分とからなる芯鞘型複合繊維Aを主に説明する。但し、本発明のセパレータ材料を構成する芯鞘型複合繊維Aは2成分から成るものに限定されず、3以上の成分で構成されてよい。芯鞘型複合繊維が3以上の成分からなる場合、以下の説明において、第1成分とあるのは、最も融点の低い熱可塑性樹脂からなる成分であって、熱処理により溶融または軟化して、熱接着成分として繊維同士を接合する成分を指し、第2成分とあるのは、熱接着成分以外の成分をまとめて指すものとする。
【0030】
芯鞘型複合繊維の機械的特性は熱処理に付された後も繊維形状を維持する第2成分に依存する。また、第1成分は芯鞘型複合繊維Aが熱処理に付されると、溶融または軟化して、構成繊維間を熱接着させる。第1成分の熱接着により、構成繊維間の空隙が部分的に埋められてセパレータ材料はより緻密なものになるため、第1成分は繊維間の熱接着に起因する機械的特性の向上に寄与している。従って、芯鞘型複合繊維Aにおいて、第2成分と第1成分の容積比(複合比もしくは芯鞘比とも称す)は特に限定されないものの、芯鞘型複合繊維Aそのものの機械的特性と、前記第1成分による構成繊維間の熱接着力が最も高められるように、選択することが好ましい。従って、芯鞘型複合繊維Aの複合比(第2成分/第1成分)は、容積比で80/20〜30/70であることが好ましい。複合比が80/20〜30/70であることによって、芯鞘型複合繊維Aの機械的特性に起因するセパレータ材料の機械的強度と、構成繊維間の熱接着に起因するセパレータの機械的特性が両立され、突き刺し強力や引張強力の高いセパレータ材料が得られる。
【0031】
複合比が30/70よりも小さくて、第1成分が多いと、構成繊維間が強く熱接着されるものの、第2成分の占める割合が少なくなりすぎることによって、芯鞘型複合繊維Aそのものの単繊維強度が低下する、ならびにセパレータ材料の空隙率が低下しすぎることに起因して保液性および通気度が低下するという不都合が生じることがあり、その結果、セパレータ材料を電池に組み込んだときの電池特性が低下するおそれがある。一方、複合比が80/20よりも大きくて、第2成分が多くなりすぎると、芯鞘型複合繊維Aそのものの機械的特性は高くなるものの、セパレータ材料の構成繊維間が充分に熱接着されなくなる。そのため、繊維間の熱接着に起因する機械的特性が低下する、ならびに構成繊維間が充分に緻密にならないことに起因して空隙率が大きくなるという不都合が生じることがあり、その結果、セパレータ材料を電池に組み込んだときの電池特性が低下するおそれがある。芯鞘型複合繊維Aの複合比(第2成分/第1成分)は、容積比で75/25〜40/60であることがより好ましく、70/30〜50/50が特に好ましく、65/35〜55/45が最も好ましい。
【0032】
前記芯鞘型複合繊維Aは、熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む。第1成分は、低融点成分ということもでき、熱接着成分として機能する。第2成分は、高融点成分ともいうことができ、熱接着処理後の不織布において繊維形態を保持して、不織布の機械的特性を確保する。第2成分の紡糸後の融点は、第1成分の紡糸後の融点よりも10℃以上高いことが好ましく、20℃以上高いことが好ましく、25℃以上高いことがより好ましい。第1成分および第2成分の融点は、DSCにより得た融解熱量曲線から求めることができる。融解熱量曲線においては、二以上のピークが出現することがある。その場合には、最大のピークを示す温度を、融解ピーク温度、即ち融点とする。一般に、紡糸前の熱可塑性樹脂の融点の関係は、紡糸後の熱可塑性樹脂の融点の関係とほぼ同じである。即ち、第2成分の紡糸前の融点が、第1成分のそれよりも高い場合に、一般には、第2成分の紡糸後の融点は、第1成分のそれよりも高い。したがって、第1成分および第2成分を構成する熱可塑性樹脂は、紡糸前の融点を考慮して選択すればよい。
【0033】
前記芯鞘型複合繊維Aに使用する熱可塑性樹脂は、前記の通り、第2成分の紡糸後の融点が第1成分の紡糸後の融点よりも高いものである限りにおいて特に限定されず、公知の熱可塑性樹脂を使用できる。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックが使用できる。芯鞘型複合繊維Aは、これらの樹脂から選択される1または2以上の樹脂を含む第1成分と、これらの樹脂から選択される1または2以上の樹脂を含む第2成分とからなる。
【0034】
前記芯鞘型複合繊維Aには、これらの樹脂が使用できるが、セパレータ材料を電池セパレータとして電池に組み込んで使用する際、水酸化カリウム水溶液といった強アルカリ性の水溶液を電解液としてセパレータ材料に含浸させるので、芯鞘型複合繊維Aの第1成分および第2成分はそれぞれ、耐アルカリ性の高いポリオレフィン系樹脂から選択した樹脂で構成されることが好ましい。ポリオレフィン系樹脂として、各種α−オレフィンの単独重合体や共重合体、三元共重合体(ターポリマーとも称す)を挙げることができ、具体的なポリオレフィン系樹脂の例として、ポリ(4−メチルペンテン−1)、および4−メチルペンテン−1と他のオレフィンとの共重合体等のポリメチルペンテン系樹脂、ポリプロピレン系樹脂(チーグラ・ナッタ触媒で重合したポリプロピレンのほか、メタロセン触媒で重合したポリプロピレンも含む)、ポリエチレン系樹脂(高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)を含み、チーグラ・ナッタ触媒で重合したポリエチレンのほか、メタロセン触媒で重合したポリエチレンも含む)、ポリブテン−1、エチレン−プロピレン共重合樹脂、エチレン−プロピレン−ブテン共重合樹脂、エチレン−ビニルアルコール共重合樹脂が挙げられる。
【0035】
前述のとおり、第1成分および第2成分はともに、ポリオレフィン系樹脂(前記したもののほか、公知となっているポリオレフィン系樹脂を含む)を使用して構成することが好ましい。芯鞘型複合繊維Aの生産性や単繊維強度といった機械的特性を考慮すると、前記芯鞘型複合繊維Aを構成するポリオレフィン系樹脂の組み合わせとしては、第2成分/第1成分が、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/ポリプロピレン系樹脂、ポリメチルペンテン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂/ポリエチレン系樹脂、エチレン−プロピレン共重合樹脂/エチレン−ビニルアルコール共重合樹脂、で表されるポリオレフィン系樹脂である組み合わせが好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/ポリプロピレン系樹脂の組み合わせが特に好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂が最も好ましい。
【0036】
本発明において、ポリプロピレン系樹脂としては、プロピレンのホモポリマー、プロピレンと炭素数2〜20のα−オレフィンの1種または2種との共重合体、及びプロピレンのホモポリマーと他の熱可塑性樹脂との混合物などが挙げられる。共重合体および混合物の場合には、樹脂成分中にプロピレンを85モル%以上含んでいるものをポリプロピレン系樹脂と称す。前記ポリプロピレン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリプロピレン系樹脂であれば、Q値(重量平均分子量Mw/数平均分子量Mn)や融点、メルトフローレートに関係なく使用することができる。
【0037】
本発明においてポリエチレン系樹脂としては、エチレンのホモポリマー、エチレンと炭素数2〜20のα−オレフィンの1種または2種との共重合体、及びエチレンのホモポリマーと他の熱可塑性樹脂との混合物などが挙げられる。共重合体および混合物の場合、樹脂成分中にエチレンを85モル%以上含んでいるものをポリエチレン系樹脂と称す。前記ポリエチレン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリプロピレン系樹脂であればQ値(重量平均分子量Mw/数平均分子量Mn)や融点、メルトフローレートに関係なく使用することができる。
【0038】
本発明においてエチレン−プロピレン共重合樹脂としては、エチレンとプロピレンとからなる共重合体、もしくはエチレンとプロピレンとからなる共重合体と他の熱可塑性樹脂との混合物などが挙げられる。混合物の場合、樹脂成分中にエチレンとプロピレンをあわせて50モル%以上、好ましくは85モル%以上含んでいるものをエチレン−プロピレン共重合樹脂と称す。前記エチレン-プロピレン共重合樹脂の物性は特に限定されず市販のエチレン−プロピレン共重合樹脂であって、一般的に溶融紡糸で使用されるエチレン−プロピレン共重合樹脂であればそのエチレン含有量やQ値、融点、メルトフローレートに関係なく芯鞘型複合繊維Aに使用できる。
【0039】
本発明においてポリメチルペンテン系樹脂としては、4−メチルペンテン−1のホモポリマー、4−メチルペンテン−1と炭素数2〜20のα−オレフィン(例えばエチレン、プロピレン、ブテン−1、ヘキセン−1、オクテン−1、デカン−1、テトラデカン−1、オクタデカン−1等)の1種または2種との共重合体、および4−メチルペンテン−1のホモポリマーまたは4−メチルペンテン−1と他のオレフィンとの共重合体と他の熱可塑性樹脂との混合物などが挙げられる。共重合体または混合物の場合、樹脂成分中に4−メチルペンテン−1を85モル%以上含んでいるものをポリメチルペンテン系樹脂と称す。前記ポリメチルペンテン系樹脂の物性は特に限定されず、一般的に溶融紡糸で使用されるポリメチルペンテン系樹脂であれば、その融点、メルトフローレート、引張弾性率などに関係なく芯鞘型複合繊維Aに使用できる。前記芯鞘型複合繊維Aに使用できるポリメチルペンテン系樹脂としては、例えば三井化学(株)製「TPX」(登録商標)がある。
【0040】
本発明においてエチレン−ビニルアルコール共重合樹脂としては、エチレンとビニルアルコールとからなる共重合体、もしくはエチレンとビニルアルコールとからなる共重合体と他の熱可塑性樹脂との混合物などが挙げられる。混合物の場合、樹脂成分中にエチレンとビニルアルコールをあわせて50モル%以上、好ましくは85モル%以上含んでいるものをエチレン−ビニルアルコール共重合樹脂と称す。前記エチレン-ビニルアルコール共重合体においては、エチレン含有量が20モル%以上70モル%以下であることが好ましい。より好ましいエチレン含有量は25モル%以上60モル%以下であり、特に好ましいエチレン含有量は35モル%以上50モル%以下である。エチレン含有量が30モル%未満であると、繊維製造時の延伸性に劣り、エチレン含有量が70モル%を超えると、繊維自体の親水性に劣るからである。上記エチレン含有量を満たすエチレン−ビニルアルコール共重合体からなる、またはこれを含むエチレン−ビニルアルコール共重合樹脂であれば、その他は特に限定されず、前記芯鞘型複合繊維Aに好ましく使用することができる。前記芯鞘型複合繊維Aに使用できるエチレン−ビニルアルコール共重合樹脂としては日本合成化学工業(株)製「ソアノール」(登録商標)がある。
【0041】
前記芯鞘型複合繊維Aの単繊維強度は特に限定されないが、単繊維強度が2.5cN/dtex以上であることが好ましい。芯鞘型複合繊維Aの単繊維強度が2.5cN/dtex未満であっても、横方向の繊維断面が円形である複合繊維と比較して高い突き刺し強力や引張強度が得られるが、単繊維強度が2.5cN/dtex以上であるほうが、突き刺し強力や引張強力のより高いセパレータ材料が得られるためである。前記芯鞘型複合繊維Aの単繊維強度は3.5cN/dtex以上7cN/dtex以下であるとより好ましく、4.5cN/dtex以上6.5cN/dtex以下であると特に好ましく、4.8cN/dtex以上6.2cN/dtex以下であると最も好ましい。なお、本発明において、単繊維強度とはJIS L 1015に準じ、引張試験機を用い、試料のつかみ間隔を20mmとして引張試験を行い、破断したときに測定される荷重値を、測定した繊維の繊度で除することにより求められる、1デシテックスあたりの強度である。
【0042】
前記芯鞘型複合繊維Aの繊度は特に限定されないが、繊度が0.1dtex以上4.4dtex以下であることが好ましい。芯鞘型複合繊維Aの繊度が前記範囲を満たすことで、地合いが均一なセパレータ材料が得られるためである。芯鞘型複合繊維Aの繊度は0.2dtex以上2.2dtex以下であることがより好ましく、0.4dtex以上1.2dtex以下が特に好ましく、0.5dtex以上0.9dtex以下が最も好ましい。
【0043】
前記芯鞘型複合繊維Aの繊維長は特に限定されないが、湿式抄紙法を用いて不織布を製造する場合は繊維長が0.5mm以上25mm以下であることが好ましい。繊維長が0.5mm以上であると、繊維の脱落が発生したり、得られるセパレータ材料の表面が毛羽だったりすることがない。繊維長が25mm以下であると、湿式抄紙法によって不織布を製造する際、スラリー中における繊維の分散性が低下することがなく、均一な不織布が得られやすい。芯鞘型複合繊維Aの繊維長は1mm以上20mm以下がより好ましく、3mm以上10mm以下であることが特に好ましく、3mm以上6mm以下が最も好ましい。
【0044】
前記芯鞘型複合繊維Aは、以下の方法で製造することができる。まず複数成分の異なる熱可塑性樹脂、好ましくは2成分のポリオレフィン系樹脂を用意し、公知の溶融紡糸機で、所定の形状および個数の芯部と、場合により繊維全体に異形断面とを与える所定の複合ノズルを用いて溶融紡糸する。このとき芯鞘型複合繊維Aの繊維断面形状を考慮し、それぞれの樹脂の溶融粘度を押出機のせん断力や紡糸温度などを調整することが好ましい。溶融させた熱可塑性樹脂から紡糸フィラメント(未延伸糸)を得る。紡糸フィラメントの繊度は2dtex以上10dtex以下が好ましい。
【0045】
次いで、紡糸フィラメントは、必要に応じて延伸される。紡糸フィラメントは、延伸温度80℃以上160℃以下、延伸倍率1.5倍以上8倍以下の条件で延伸される。延伸方法は特に限定されず、高温の熱水などの高温の液体で加熱しながら延伸を行う湿式延伸、高温の気体中又は高温の金属ロールなどで加熱しながら延伸を行う乾式延伸、100℃以上の水蒸気を常圧にて若しくは加圧状態にして繊維を加熱しながら延伸を行う水蒸気延伸などの公知の延伸処理を行うこともできる。得られた延伸フィラメントには、必要に応じて繊維処理剤が付与され、必要があれば捲縮付与処理が施される。その後、所定の繊維長に切断して芯鞘型複合繊維Aとして用いられる。
【0046】
以上において、本発明のセパレータ材料の原料繊維となる芯鞘型複合繊維Aを説明した。本発明のセパレータ材料は、芯鞘型複合繊維Aのみで構成してよく、あるいは芯鞘型複合繊維Aと他の繊維と混合して構成されてよい。以下に、本発明のセパレータを構成しうる他の繊維について説明する。
【0047】
[極細繊維]
本発明のセパレータ材料には、他の繊維として、好ましくは繊度が0.5dtex以下の極細繊維が含まれる。本発明のセパレータ材料が、前記芯鞘型複合繊維Aの他に前記極細繊維を含むことでより微細な繊維間空隙を形成することができる。その結果、得られるセパレータ材料は、緻密で地合の良好なものとなり、電池に組み込んだときの耐ショート性(特にセパレータ材料の緻密性に起因する耐ショート性)を向上させることができる。また、セパレータ材料の比表面積が増加するので、スルホン化処理やフッ素ガス処理あるいはコロナ放電処理などの親水化処理において、比較的弱い条件で処理しても十分な親水性を得ることができ、電池のサイクル寿命を向上させ、内圧、内部抵抗の上昇を抑制することができるほか、親水化処理による不織布の強力劣化を抑制することができる。前記極細繊維は、繊度が0.005dtex以上0.4dtex以下であることが好ましく、0.01dtex以上0.3dtex以下であるとより好ましく、0.05dtex以上0.15dtex以下であると特に好ましい。
【0048】
前記極細繊維の繊維長は特に限定されないものの、湿式抄紙法を用いて不織布を製造する場合は繊維長が0.5mm以上25mm以下であることが好ましい。繊維長を0.5mm以上とすると、繊維の脱落が発生したり、得られるセパレータ材料表面が毛羽だったりすることがない。繊維長が25mm以下とすると、湿式抄紙法によって不織布を製造する際、スラリー中における繊維の分散性が低下することがなく、均一な不織布が得られやすい。本発明のセパレータ材料に使用する極細繊維の繊維長は1mm以上20mm以下がより好ましく、3mm以上10mm以下が特に好ましく、3mm以上6mm以下が最も好ましい。
【0049】
前記極細繊維は前記繊度の範囲を満たせば、その製造方法は限定されない。極細繊維としてはいわゆる海島構造の断面を有する複合繊維から海成分を溶脱して得られる極細繊維が使用できるほか、メルトブローン法、或いはエレクトロスピニング法で比較的長い繊維長の極細繊維を製造した後、適度な繊維長、例えば前記の繊維長となるように切断、選別したものを使用してもよい。しかし、比較的容易に製造できる点や所望の性質を有する極細繊維が製造しやすい点から、前記極細繊維としては、2種類の樹脂成分からなる分割型複合繊維を分割して得られる極細繊維を使用することが好ましい。分割型複合繊維の分割前の繊度は、分割処理によって発生する極細繊維が前記極細繊維の繊度の範囲を満たせば特に限定されないが、好ましくは0.1dtex以上4dtex以下であり、より好ましくは0.5dtex以上3.3dtex以下であり、0.8dtex以上2.2dtex以下が特に好ましい。
【0050】
前記分割型複合繊維は分割処理によって異なる樹脂成分で構成される極細繊維を複数発生させるものであれば特に限定されず、2成分の分割型複合繊維であってもよく、3成分以上の樹脂成分に分割可能な分割型複合繊維であってもよいが、分割型複合繊維の生産性、分割性を考慮すると、異なる2種類の樹脂成分からなる分割型複合繊維が好ましい。極細繊維に使用する樹脂成分としては、熱可塑性樹脂であれば特に限定することなく使用でき、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックが使用できる。
【0051】
前記極細繊維には、これらの熱可塑性樹脂が使用できるが、セパレータ材料を電池に組み込んで使用する際、水酸化カリウム水溶液といった強アルカリ性の水溶液を電解液としてセパレータ材料に含浸させるので、極細繊維は、耐アルカリ性の高いポリオレフィン系樹脂で構成されることが好ましい。
【0052】
前記極細繊維として、分割型複合繊維を分割処理して得られる極細繊維を使用する場合、前記分割型複合繊維は、その断面形状が限定されず、図10(a)に示す中空部分のあるオレンジ状断面(以下、単に中空オレンジ状断面とも称す)や、図10(b)に示す中空部分のない、いわゆる中実のオレンジ状断面(以下、単に中実オレンジ状断面とも称す)、特開2000−328348号公報、及び特開2002−88580号公報で開示されているC型のオレンジ状断面(以下、単にC型オレンジ状断面とも称す)のほか、オレンジ状断面において、図10(c)に示す一成分が芯鞘型複合繊維になっている中空複合分割型(以下、単に中空複合分割型オレンジ状断面とも称す)や、図10(d)に示す中実複合分割型のオレンジ状断面(以下、単に中実複合分割型オレンジ状断面とも称す)、また多層バイメタル状の断面形状など、分割処理によって2種類以上の極細繊維を発生しうる公知の分割型複合繊維の断面形状であれば、いずれの断面形状であってもよい。この中でも分割型複合繊維の生産性、分割性を考慮すると、中空オレンジ状断面、中実オレンジ状断面、C型オレンジ状断面、中空複合分割型オレンジ状断面、中実複合分割型オレンジ状断面が好ましく、中空オレンジ状断面、C型オレンジ状断面、中空複合分割型オレンジ状断面がより好ましい。分割数は特に限定されず、4〜32が好ましく、4〜24が好ましく、8〜16が特に好ましい。
【0053】
前記分割型複合繊維は前記の通り、複数成分の異なるポリオレフィン系樹脂で構成させると得られるセパレータ材料が電解質やアルカリに対して耐性の高いものとなるため好ましい。分割型複合繊維に用いることができるポリオレフィン系樹脂の具体的な例は、先に芯鞘型複合繊維Aに関連して説明したとおりであるから、ここではその説明を省略する。
【0054】
前述のとおり、分割型複合繊維を構成する各成分はいずれも、ポリオレフィン系樹脂(前記したもののほか、公知のポリオレフィンから系樹脂を含む)からなることが好ましい。分割型複合繊維の生産性や分割性を考慮すると、前記分割型複合繊維が2つの樹脂成分の組み合わせからなる場合において、ポリオレフィン系樹脂の組み合わせとしては、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/ポリメチルペンテン系樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂、ポリプロピレン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/ポリエチレン系樹脂、ポリメチルペンテン系樹脂/エチレン−プロピレン共重合樹脂、ポリメチルペンテン系樹脂/エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂/ポリエチレン系樹脂、エチレン−プロピレン共重合樹脂/エチレン−ビニルアルコール共重合樹脂、といった樹脂の組み合わせが好ましく、ポリプロピレン系樹脂/ポリエチレン系樹脂、ポリプロピレン系樹脂/ポリメチルペンテン系樹脂、ポリプロピレン系樹脂/エチレン−ビニルアルコール共重合樹脂の組み合わせがより好ましい。
【0055】
前記の各種熱可塑性樹脂、好ましくは前記の各種ポリオレフィン系樹脂から異なる熱可塑性樹脂を2種類組み合わせて本発明のセパレータ材料に使用する分割型複合繊維とすることができる。その断面形状は前記の通り、特に限定されていないが、中空、中実、C型のオレンジ状断面の分割型複合繊維とする場合、異なる熱可塑性樹脂からなる樹脂成分が容積比で30:70〜70:30である分割型複合繊維が好ましい。樹脂成分の容積比が30:70〜70:30になることで、分割型複合繊維を溶融紡糸する際、繊維断面形状がいびつな形状になったり断面形状が崩れたりすることなく溶融紡糸が行えるだけでなく、分割後に一方の樹脂成分からなる極細繊維の繊度が極端に大きくなることもない。前記樹脂成分の容積比は40:60〜60:40が好ましく、50:50すなわち樹脂成分が同容積になるように溶融紡糸を行うことが最も好ましい。
【0056】
前記の各種熱可塑性樹脂、好ましくは前記の各種ポリオレフィン系樹脂から異なる熱可塑性樹脂を2種類組み合わせて、断面形状が中空複合分割型オレンジ状断面や中実複合分割型オレンジ状断面といった、複合分割型の複合繊維とする場合、分割後の芯鞘型複合繊維の芯成分、および分割処理後に極細単一繊維となる樹脂成分に、選択した2種類の異なる熱可塑性樹脂のうち融点がより高い熱可塑性樹脂が配されるように溶融紡糸を行うことが紡糸性、及び得られる複合分割型複合繊維の熱接着性の面から好ましい。この場合、融点が高い熱可塑性樹脂と、融点が低い熱可塑性樹脂を、高融点熱可塑性樹脂:低融点熱可塑性樹脂=80:20〜40:60(容積比)となるように溶融紡糸をすることで、繊維断面形状がいびつな形状になったり断面形状が崩れたりすることなく溶融紡糸が行えるだけでなく、分割処理によって得られる2種類の極細繊維のうち、一方の樹脂成分からなる極細繊維の繊度が極端に大きくなることがないため好ましい。分割型複合繊維の断面形状が中空複合分割型オレンジ状断面や中実複合分割型オレンジ状断面といった複合分割型の場合、各熱可塑性樹脂成分の容積比は、高融点熱可塑性樹脂:低融点熱可塑性樹脂=75:25〜45:55が好ましく、70:30〜50:50となるように溶融紡糸を行うことが特に好ましい。
【0057】
前記分割型複合繊維は繊維断面において、繊維長さ方向に連続する空洞部分を有さない、いわゆる中実断面であってもよいだけでなく、連続する空洞部分を有する中空断面やC字断面であってもよいことは前記の通りであるが、紡糸性や分割型複合繊維の分割性等を考慮すると、本発明のセパレータ材料に使用する分割型複合繊維は、繊維断面において、繊維長さ方向に連続する空洞部分を有する中空断面の繊維であることが好ましい。前記中空部分は空洞になっていれば中心(同心)に位置しなくても偏心していてもよいが、分割型複合繊維の生産性から考慮すると、同心に位置することが好ましい。また、中空部分の形状も円形、楕円形、異形のいずれであってもよい。また中空部分の中空率は、繊維断面積の5%以上40%以下の範囲であることが好ましい。中空率のより好ましい範囲は、8%以上30%以下であり、特に好ましくは10%以上25%以下である。中空率が5%未満であると、各構成成分を中空部分に露出させることが困難となり、中空部分が40%を超えると、生産性の点から困難となる傾向にあるからである。
【0058】
前記分割型複合繊維は、以下の方法で製造することができる。まず複数成分の異なる熱可塑性樹脂、好ましくは2成分のポリオレフィン系樹脂を用意し、公知の溶融紡糸機で、所望の分割型複合ノズル(例えば中空分割型複合ノズル)を用いて溶融紡糸する。このとき分割型複合繊維の断面構造、分割後の極細繊維の繊維断面形状、及び分割性を考慮し、それぞれの樹脂の溶融粘度を押出機のせん断力や紡糸温度などを調整して、繊維断面において1方の成分が他成分を巻き込んだりしないようにセクションを調整することが好ましい。例えば、ポリプロピレン系樹脂を使用する場合、押出機での溶融温度を230℃以上350℃以下として溶融させることが好ましい。ポリエチレン系樹脂を使用する場合、押出機での溶融温度を200℃以上300℃以下として溶融させることが好ましい。ポリメチルペンテン系樹脂を使用する場合、押出機での溶融温度を230℃以上330℃以下として溶融させることが好ましい。エチレン−ビニルアルコール共重合樹脂を使用する場合、押出機での溶融温度を170℃以上250℃以下として溶融させることが好ましい。溶融させた熱可塑性樹脂から紡糸フィラメント(未延伸糸)を得るが、紡糸フィラメントの繊度は2dtex以上12dtex以下が好ましい。
【0059】
次いで、紡糸フィラメントは、必要に応じて延伸されるが、熱媒中にて80℃以上160℃以下、延伸倍率1.5倍以上8倍以下の条件で延伸される。延伸方法は特に限定されず、高温の熱水などの高温の液体で加熱しながら延伸を行う湿式延伸、高温の気体中又は高温の金属ロールなどで加熱しながら延伸を行う乾式延伸、100℃以上の水蒸気を常圧若しくは加圧状態にして繊維を加熱しながら延伸を行う水蒸気延伸などの公知の延伸処理を、1段階で延伸処理を行うこともできるし、公知の延伸方法による延伸処理を複数回に分けて行ういわゆる多段延伸処理を行うこともできる。得られた延伸フィラメントは、必要に応じて繊維処理剤が付与され、必要があれば捲縮付与処理が施され、所定の繊維長に切断されて得られる。
【0060】
前記分割型複合繊維から極細繊維を形成することは、後述するように、繊維ウェブ及び不織布製造の過程において、繊維に外部から力を加えて、分割型複合繊維を分割することにより行う。繊維の分割は、例えば、高圧水流を噴射する、またはニードルパンチをすることにより実施することができ、あるいは、湿式抄紙法により不織布を製造する場合には、抄紙の際の離解処理時に受ける衝撃を利用して実施することができる。分割型複合繊維から極細繊維を形成する場合、セパレータ材料には、未分割の分割型複合繊維、即ち、一部または全部が分割していない分割型複合繊維が含まれていてよい。そのような分割型複合繊維は、所望のセパレータ材料が得られる限りにおいて、その含有量は特に制限されない。
【0061】
本発明のセパレータ材料は、前記において説明した芯鞘型複合繊維Aのみ、またはこれと極細繊維(極細繊維が分割型複合繊維から形成される場合には、極細繊維と未分割の分割型複合繊維)のみから形成されてよく、あるいはこれらの繊維に加えて、さらに他の繊維を含んでよい。以下に、この「さらに他の繊維」について説明する。
【0062】
[混合繊維]
本発明のセパレータ材料は、本発明の効果が失われない範囲内において、前記芯鞘型複合繊維A及び前記極細繊維(極細繊維が分割型複合繊維から形成される場合には、極細繊維と未分割の分割型複合繊維)以外のさらに他の繊維(以下、この繊維を便宜的に混合繊維とも称す)を含んでいてもよい。前記混合繊維はその種類が特に限定されず、ラミー(苧麻)、リネン(亜麻)、ケナフ(洋麻)、アバカ(マニラ麻)、ヘネケン(サイザル麻)、ジュート(黄麻)、ヘンプ(大麻)、ヤシ、パーム、コウゾ、ミツマタ、バガス等の天然繊維やビスコースレーヨン、テンセル(登録商標)、リヨセル(登録商標)、キュプラなどの半合成繊維(再生繊維ともいう)であってもよいが、合成樹脂からなる繊維が好ましい。
【0063】
混合繊維に使用できる合成樹脂からなる繊維としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどの公知のポリエステルからなる単一繊維、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの公知のポリエチレン系樹脂からなる単一繊維、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなど公知のポリプロピレン系樹脂からなる単一繊維、若しくはこれらのポリオレフィンのモノマー同士の共重合樹脂、又はこれらのポリオレフィンを重合する際にメタロセン触媒(カミンスキー触媒ともいう)を使用したポリオレフィンなど公知のポリオレフィン系樹脂からなる単一繊維、ナイロン6、ナイロン66,ナイロン11、ナイロン12などの公知のポリアミドからなる単一繊維、アクリルニトリルからなる(ポリ)アクリルの単一繊維、ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチックの単一繊維、ポリエステル、ポリオレフィン、ポリアミド、エンジニアリング・プラスチックの単一繊維、または異なる種類の樹脂同士、もしくは同一の種類の異なるポリマー成分からなる樹脂(例えばポリエチレンテレフタレートとポリトリメチレンテレフタレート)同士を複合した複合繊維が挙げられる。
【0064】
前記混合繊維が合成樹脂からなる複合繊維である場合、その複合状態は特に限定されず、繊維断面において断面形状が芯鞘型複合繊維、偏心芯鞘型複合繊維、並列型複合繊維、柑橘類の房状の樹脂成分が交互に配置されている分割型複合繊維や海島型複合繊維であってもよい。本発明のセパレータ材料にはアルカリ性の水溶液に対する耐久性が求められるので、前記混合繊維としてはポリオレフィン系樹脂からなる単一繊維や、ポリオレフィン系樹脂からなる複合繊維が好ましく、ポリオレフィン系樹脂からなる単一繊維、特に、単繊維強度が4.0cN/dtex以上のポリオレフィン系高強度単一繊維や、ポリオレフィン系樹脂からなり、単繊維強度が4.0cN/dtex以上の高強度複合繊維(例えば繊維断面が円形の高強度複合繊維)、または低熱収縮性の熱接着性複合繊維が特に好ましい。
【0065】
前記混合繊維は、その断面形状、素材(例えば、合成樹脂の種類、数)、あるいは複数の樹脂成分からなる複合繊維である場合は、合成樹脂の組み合わせや構成樹脂の複合形態が特に限定されないことは前記の通りである。また、混合繊維の繊度、繊維長、断面形状、および混合繊維が複合繊維である場合の複合比も、特に限定されるものではない。しかし、前記混合繊維が、芯鞘型複合繊維Aの好ましい繊度の範囲や好ましい繊維長の範囲と大きく異なると、湿式抄紙法によって湿式繊維ウェブおよび湿式不織布を生産する際に生産性が低下するおそれがあるだけでなく、本発明の効果が損なわれるおそれがあることから、前記混合繊維の繊度も0.2dtex以上5.6dtex以下であることが好ましく、0.5dtex以上3.3dtex以下であることがより好ましい。また、湿式抄紙法により不織布を作製する場合、前記混合繊維の繊維長は、0.5mm以上25mm以下であることが好ましく、1mm以上20mm以下であることがより好ましく、3mm以上10mm以下であることが特に好ましく、3mm以上6mm以下であることが最も好ましい。
【0066】
本発明のセパレータ材料は、前記芯鞘型複合繊維Aのみから構成してよく、または前記芯鞘型複合繊維Aと、他の繊維(例えば、前記極細繊維および/または前記混合繊維)とから構成してよい。以下に、本発明のセパレータ材料について説明する。
【0067】
[セパレータ材料]
本発明のセパレータ材料は、芯鞘型複合繊維Aを含み、芯鞘型複合繊維Aの第1成分によって繊維同士が熱接着されている。芯鞘型複合繊維Aは、前述のとおり、第2成分が複数個の芯部、または1または複数個の異形の芯部を構成しているために、熱接着処理、特に加圧を伴う熱接着処理(例えば、後述するシリンダードライヤー(ヤンキードライヤー)および熱ロール加工機を用いた熱接着処理)に付されると、繊維それ自体(特に熱接着処理後に残る第2成分)が扁平化されやすい。また、繊維それ自体が扁平化することに起因して、広い面積で繊維同士が熱接着されるため、セパレータ材料において、複数本の繊維が束状に熱接着されて、扁平化された繊維束を形成する。
【0068】
扁平化は1本の芯鞘型複合繊維Aにおいて生じ、あるいは芯鞘型複合繊維Aを含む2以上の繊維が束状に熱接着された繊維束において生じる。繊維束は、芯鞘型複合繊維Aのみからなってよく、または芯鞘型繊維Aと、他の繊維(例えば、極細繊維、極細繊維を発生し得る繊維(例えば分割型複合繊維)および混合繊維から選択される1または複数の繊維)とが、芯鞘型複合繊維Aの第1成分によって熱接着されてなるものであってよい。扁平化の度合いは、芯鞘型複合繊維Aのみからなる繊維束において大きくなる傾向にある。扁平化された繊維または繊維束は、好ましくはその長さ方向が、セパレータ材料の主表面と平行となるように配置されて、セパレータ材料中に存在する。そのように扁平化された繊維または繊維束が配置されると、セパレータ材料の厚さ方向に突き抜けようとする異物に対して、広い面積を有する部分がこれを阻止するので、セパレータ材料の突き刺し強度が向上する。そのような配置は、湿式抄紙法によりセパレータ材料を製造することにより、より達成されやすい。
【0069】
芯鞘型複合繊維Aそれ自体、および芯鞘型複合繊維Aを含む繊維束の横断面が扁平化される理由として、不織布の製造段階、特に熱接着処理において、
・複数の円形および/または異形の芯部を有する場合には、熱接着処理によりそれが再配置される(特に、好ましくは不織布の面方向に広がって再配置される)、
・1または複数の異形の芯部を有する場合には、芯部の一部にひび割れが生じる、および/または一部が分割することにより、第2成分が変形し(好ましくは不織布の面方向に広がるように変形し)、それに第1成分が追随して変形する、
・1つの繊維から、芯部および鞘部が完全に分離して再配置される(特に、好ましくは不織布の面方向に広がって再配列される)、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部が変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部の根元部分にひび割れが生じて繊維全体が変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、第2成分においてのみ、凸部の根元部分にひび割れが生じる、および/または一部の凸部が分割することにより、第2成分が変形し、それに第1成分が追随して変形する、
・芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合には、繊維の凸部の一部が完全に分離して再配置される
こと等が考えられる。これらの現象は、第2成分が複数の芯部、または1もしくは複数の異形の芯部を構成していること、および場合により繊維全体の断面が円でなく、第1および第2成分が全体として異形繊維断面を構成していることにより生じやすくなると考えられる。
【0070】
セパレータ材料においてはまた、セパレータ材料を厚さ方向に垂直に切断して得られる切断面を観察したときに、芯鞘型複合繊維Aの一部において、1もしくは複数の芯部または芯部の一部が第1成分を伴って(即ち、第2成分を被覆する第1成分をちぎるようにして)完全に分離して、断面積の小さな樹脂成分(この樹脂成分は、断面積の小さい繊維になっていると推測されるが、切断面においては面積の小さい断面像として観察される)として存在することがある。そのような繊維は、極細複合繊維のごとく機能して、セパレータ材料の機械特性、特に引張強度を向上させると考えられる。但し、不織布において、そのような繊維が多く存在すると、扁平化された繊維の数が少なくなり、セパレータ材料の突き刺し強度が低くなることがある。
【0071】
セパレータ材料においては、前述のように芯鞘型複合繊維Aが変形または分離することがあるために、芯鞘型複合繊維Aが多葉芯鞘型複合繊維である場合において、不織布を構成する前の多葉芯鞘型複合繊維に存在している凹部が認められにくくなることがある。しかし、通常、凹部が完全に消失することはなく、熱処理した後の不織布においても、その少なくとも一部は残っている。
【0072】
図6〜図8に、本発明のセパレータ材料の断面であって、芯鞘型複合繊維Aおよびこれの繊維集合体の横断面を示す電子顕微鏡写真を示す。図6のセパレータ材料は、図1に示す4つの凸部を有する複合繊維からなり、他の繊維を含まないものであり、図7のセパレータ材料は、図2に示す8つの凸部を有する複合繊維からなり、他の繊維を含まないものであり、図8のセパレータ材料は、図3に示す滴形状の断面の芯部を有する複合繊維からなり、他の繊維を含まないものである。図6、7および8のセパレータ材料は、後述する実施例1、5および4にそれぞれ相当する。これらの写真においては、芯鞘複合繊維Aおよびそれを含む繊維束の横断面が扁平化している状態、および多様芯鞘型複合繊維の凸部と凸部との間に形成された凹部が繊維の長さ方向に沿って延びていることが観察される。
【0073】
図9は、一つの芯部と一つの鞘部を有し、かつ芯部および鞘部ともに円形である(即ち、同心円構造の)芯鞘型複合繊維を用いて作製したセパレータ材料の断面を示す顕微鏡写真である。この図は、図6〜8との比較のためのものである。図9のセパレータ材料は、同心円構造の芯鞘型複合繊維のみからなり、他の繊維を含まないものであり、後述する比較例1に相当する。
【0074】
本発明のセパレータ材料の断面の特徴について、さらに説明する。図6〜図8に示すセパレータ材料では芯鞘型複合繊維Aを使用している。芯鞘型複合繊維Aは、第2成分が複数個の芯部を有する、または異形の1もしくは複数個の芯部で構成された芯鞘型複合繊維であるため、セパレータ材料の切断面において、第2成分の元の形状が残っているまたは第2成分の一部が分離することなく変形(例えば、扁平化)した繊維(断面写真では第2成分の本来の形状が維持された、またはこれが変形している切断面像として観察される)と、特に芯成分(第2成分)の断面形状が多葉形状、あるいは複数個の芯部が集合した形状であると、第2成分の一部(例えば、1つの凸部または1つの芯部)が分離した繊維(断面写真では第2成分本来の形状を残していない、さらに断面積の小さな切断面像として観察される)とが観察される。元の芯鞘型複合繊維Aが4つの凸部を有する4葉形複合繊維である場合(図6)、セパレータ材料中には、第2成分が分離せずに、元の形状が残っている又は元の形状から変形(例えば扁平化)した繊維と、第2成分の一部(例えば、1つの凸部)が分離してなる繊維とが混在していると考えられ、分離していない第2成分が構成する繊維の断面画像として、断面積が小さな樹脂成分が4つ、根元で結合した断面像が観察され、第2成分の一部(例えば、1つの凸部)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。元の芯鞘型複合繊維Aが8葉形複合繊維である場合(図7)、セパレータ材料中には、分離していない第2成分が構成する繊維と、第2成分の一部(例えば、1つの凸部)が分離してなる繊維とが混在する可能性があると考えられ、分離していない第2成分が構成する繊維の断面画像として、断面積が小さな樹脂成分が8つ、根元で結合した断面像が観察され、第2成分の一部(例えば、1つの凸部)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。また、滴状の断面形状を有する4つの芯部(第2成分)が、その滴の細くなった先端部が繊維の中心に集まるように配置されている芯鞘型複合繊維Aである場合(図8)、セパレータ材料中には、第2成分が分離せずに、元の形状が残っている又は元の形状から変形(例えば扁平化)した繊維と、第2成分の一部(例えば、1つの滴)が分離してなる繊維とが混在していると考えられ、分離していない第2成分が構成する繊維の断面画像として、小さな樹脂成分が4つ集合し、先端部で結合した断面像が観察され、第2成分の一部(例えば、1つの滴)が分離した繊維の断面画像として、分離していない前記第2成分が構成する繊維の断面よりもさらに断面積の小さな断面像が観察される。即ち、芯鞘型複合繊維Aを含む本発明のセパレータ材料においては、分離していない第2成分が構成する繊維、及び/または第2成分の一部(例えば、例えば、1つの凸部または1つの滴)が分離した繊維が存在すると考えられ、それはセパレータ材料断面の断面画像では、第2成分が本来の形状を維持している、またはこれが変形している切断面像、及び/または2成分本来の形状を残していない、さらに断面積の小さな切断面像が観察されることから確認できる。これに対し図9に示す同心円構造の芯鞘型複合繊維を使用したセパレータ材料の切断面においては、第2成分が分割されておらず、また、芯鞘型複合繊維が複数の芯部または異形の芯部を有していないため、本発明のセパレータ材料の断面で観察される第2成分本来の形状を残した切断面像や、第2成分の一部が分離した繊維が存在することで観察される、さらに断面積の小さな切断面像のいずれも観察されず、断面積の大きな、第2成分からなる樹脂成分の断面画像(これは通常、繊維として存在する)が観察されるのみである。
【0075】
本発明のセパレータ材料における前記芯鞘型複合繊維Aの含有量は、5質量%以上であることが好ましい。具体的には、本発明のセパレータ材料は、芯鞘型複合繊維Aのみで構成されてよい、すなわち、芯鞘型複合繊維Aの含有量は100質量%であってよい。あるいは、他の繊維を混合する場合は、芯鞘型複合繊維Aの含有量は5質量%以上95質量%以下であると好ましい。前記芯鞘型複合繊維Aの含有量が5質量%未満であると、セパレータ材料の構成繊維間が充分に熱接着されず、それにより充分な突き刺し強力や引張強力を得られないおそれがあるだけでなく、構成繊維間の空隙が多く残り、セパレータの性能が低下するおそれがある。他の繊維、具体的には前記極細繊維を含有する場合は、芯鞘型複合繊維Aの含有量が95質量%を超えると、極細繊維と混綿しても極細繊維を混綿した効果が得られにくく、地合が均一で、緻密なセパレータ材料を得られなくなるおそれがある。本発明のセパレータ材料において、前記芯鞘型複合繊維Aの含有量は20質量%以上90質量%以下であることがより好ましく、30質量%以上80質量%以下であることが特に好ましく、40質量%以上70質量%以下が最も好ましい。
【0076】
本発明のセパレータ材料における前記極細繊維の含有量は、5質量%以上50質量%以下であることが好ましい。極細繊維の含有量が5質量%以上とすると、セパレータ材料内部において、繊維間空隙により形成される不織布の平均孔径が小さく不織布の緻密性が維持されるので、セパレータ材料の耐ショート性が低下することもない。極細繊維の含有量が50質量%以下とすると、極細繊維同士および極細繊維と他の繊維とが絡みついたファイバーボール現象を引き起こすことがないので、地合いが均一な不織布が得られる。また、芯鞘型複合繊維Aと併用することによるセパレータの耐突き刺し性と緻密性を両立することができる。本発明のセパレータ材料内部において、前記極細繊維の含有量は10質量%以上40質量%以下であることがより好ましく、15質量%以上35質量%以下であることが特に好ましく、22質量%以上32質量%以下が最も好ましい。
【0077】
前記混合繊維は、セパレータ材料中に90質量%未満の割合で含まれていてもよい。すなわち前記芯鞘型複合繊維Aと前記極細繊維を合わせたものがセパレータ材料中に10質量%以上含まれていることが好ましい。極細繊維と芯鞘型複合繊維Aを合わせた含有量が10質量%未満となると、セパレータ材料の機械的特性が低下したり、通気度、保液性が低下したりして、電池特性が低下するおそれがある。本発明のセパレータ材料には、前記芯鞘型複合繊維Aと前記極細繊維が合わせて20質量%以上含まれていることがより好ましく、30質量%以上含まれていることがさらに好ましく、前記極細繊維および/または極細繊維を発生し得る繊維(例えば、未分割の分割型複合繊維)、ならびに前記芯鞘型複合繊維Aが50質量%以上含まれていることが最も好ましい。
【0078】
次に、本発明のセパレータ材料の製造方法を、それを構成する不織布の製造方法に従って説明する。本発明のセパレータ材料の製造に際しては、まず、芯鞘型複合繊維Aを含み、必要があれば繊度が0.5dtex以下の極細繊維および/または前記極細繊維を発生しうる繊維(海島型複合繊維や分割型複合繊維が含まれ、以下、単に極細繊維発生繊維とも称す)、さらに必要であれば前記混合繊維を用意し、これらの繊維が均一に混合した繊維ウェブを作製する。繊維ウェブは、公知の方法で作製することができ、繊維ウェブの作製方法として、例えば、カード法、エアレイド法、湿式抄紙法、スパンボンド法、メルトブローン法などが挙げられる。なかでも、湿式抄紙法は、均一な繊維ウェブが得られる点で好ましい。
【0079】
続いて、前記繊維ウェブを、前記芯鞘型複合繊維Aに含まれる第1成分の熱可塑性樹脂の紡糸後の融点をTm(℃)としたときTm−10℃以上、Tm+30℃以下の温度で熱処理することによって、第1成分の少なくとも一部によって、構成する繊維同士を熱接着させる。これにより、繊維が一体化された不織布が得られる。前記繊維ウェブや熱処理を行った後の不織布には、必要に応じて、繊維交絡処理を施してよく、また、極細繊維発生繊維からの極細繊維の発生が少なければ、繊維ウェブや湿式不織布に対し、分割処理(例えば高圧水流による分割処理)を行ってもよい。
【0080】
本発明のセパレータ材料は、前述のとおり、緻密性や均一性の点から湿式抄紙法により繊維ウェブを作製する不織布(以下、「湿式不織布」という)であることが好ましい。湿式不織布は、以下の方法で製造することができる。まず、前記芯鞘型複合繊維A、必要があれば繊度が0.5dtex以下の極細繊維及び/または前記極細繊維発生繊維を混合し、さらに必要であれば前記混合繊維を混合し、これらの繊維が0.005〜0.6質量%の濃度になるよう水に均一に分散した水分散スラリーを調整する。このとき離解機を用いて極細繊維発生繊維の少なくとも一部を分割させて、極細繊維を発生させることができる。前記離解機としては、パルパー、チェスト、リファイナー等が挙げられる。なかでも、パルパーが撹拌時間、回転数で制御することによって前記極細繊維発生繊維からの極細繊維の発生状況を調整することができるため好ましい。
【0081】
湿式抄紙段階における極細繊維が発生している割合(前記極細繊維発生繊維が分割型複合繊維であれば、分割型複合繊維の分割率)は、50%以上、95%以下であることが好ましい。極細繊維が発生している割合が50%未満であると、得られる湿式不織布全体の緻密性が損なわれるおそれがあるだけでなく、後述する親水化処理において均一な処理が困難となるおそれがある。極細繊維が発生している割合が湿式抄紙段階にて95%を超えると、ファイバーボールが発生しやすくなり、均一な湿式不織布が得られないおそれがある。次に、前記水分散スラリーを湿式抄紙して繊維ウェブを得る。この湿式抄紙法としては、従来公知の方法、例えば短網方式、円網方式、長網方式、又は長網・円網コンビネーション方式、短網・円網コンビネーション方式といった公知の抄紙方法を2以上組み合わせた湿式抄紙方式が挙げられ、これらのいずれか1つの方式により繊維ウェブを形成できる。
【0082】
次に、上述した各湿式抄紙法で得られた繊維ウェブには、熱処理が施されて、繊維ウェブの構成繊維間が熱接着される。このとき、少なくとも前記芯鞘型複合繊維Aに含まれる樹脂の一部によって構成する繊維同士が熱接着されて、熱接着不織布を得る。熱処理の条件は、繊維ウェブの目付、繊維ウェブの厚み、及び湿式不織布に含まれる繊維を構成する樹脂の種類等に応じて適宜選択される。熱処理に用いる熱処理機としては、公知の熱処理機を用いることができるが、前記繊維ウェブの構成繊維間を熱接着しながら乾燥させることができる熱処理機が好ましく、例えば、シリンダードライヤー(ヤンキードライヤー)、熱風吹き付け加工機、熱ロール加工機、または熱エンボス加工機等を用いることができる。特にシリンダードライヤー(ヤンキードライヤー)は、繊維ウェブを加熱ロールに接触させることにより熱接着処理を行うことができるため、不織布の厚みを所望の厚みに調整しながら同時に繊維同士を熱接着させることができるため好ましい。
【0083】
熱処理の温度は、前記芯鞘型複合繊維Aに含まれる第1成分の紡糸後の融点をTm(℃)としたときTm−10℃以上Tm+30℃以下であることが好ましい。例えば前記芯鞘型複合繊維Aの第1成分がポリエチレン系樹脂であれば熱処理の温度は120℃以上160℃以下、好ましくは130℃以上150℃以下である。また、前記芯鞘型複合繊維Aの第1成分がエチレン−ビニルアルコール共重合樹脂であれば、熱処理の温度は150℃以上190℃以下、好ましくは160℃以上180℃以下である。また、前記芯鞘型複合繊維Aの第1成分がポリプロピレン系樹脂であれば熱処理の温度は140℃以上180℃以下、好ましくは150℃以上170℃以下である。
【0084】
前記熱処理されて得られる不織布、即ち、熱接着不織布は、少なくとも前記芯鞘型複合繊維Aに含まれる低融点の樹脂成分によって構成繊維間の少なくとも一部が熱接着していれば、目付、厚み、平均孔径、引張強力などは特に限定されない。しかし、熱接着不織布の目付は、10g/m2以上100g/m2以下の範囲内にあることが好ましい。より好ましい目付は、20g/m2以上90g/m2以下の範囲であり、特に好ましくは25g/m2以上80g/m2以下の範囲であり、最も好ましくは30g/m2以上80g/m2以下の範囲である。熱接着不織布の目付が10g/m2未満であると、不織布に粗密が生じて、セパレータとして使用したときに短絡が生じることがある。熱接着不織布の目付が100g/m2を越えると、セパレータの厚みも大きくなり、その分、電池内の正極および負極の量が少なくなるおそれがある。
【0085】
前記熱接着不織布の厚みは、150μm以上350μm以下の範囲内にあることが好ましい。より好ましくは、200μm以上300μm以下の範囲内にあり、特に好ましくは230μm以上270μm以下の範囲内にある。熱接着不織布の厚みが150μm未満であると、地合いムラが生じるおそれや、セパレータ材料の突き刺し強力が低下するおそれがある。熱接着不織布の厚みが350μmより大きくなると、セパレータ厚みが大きくなるので電池内の正極および負極の量が少なくなる。
【0086】
また、前記熱接着不織布は、比容積が3.5cm3/g以上、6.0cm3/g以下の範囲内にあることが好ましい。熱接着不織布の比容積が3.5cm3/g未満であると、熱接着不織布が緻密になりすぎるため、得られるセパレータ材料も緻密なものになり、電解液の保持性が低下し、電池の内部抵抗が上昇することがあるほか、セパレータ材料の柔軟性が失われ、セパレータ材料としての工程性が低下するおそれがある。一方、セパレータ材料の比容積が6.0cm3/gを超えると、セパレータ材料の嵩が大きくなりすぎ、セパレータ材料の孔径を小さくすることが困難となり、その結果、微粉末短絡が発生しやすくなる傾向にある。本発明のセパレータ材料におけるより好ましい比容積は、3.7cm3/g以上、5.8cm3/g以下であり、4.0cm3/g以上5.5cm3/g以下であることが特に好ましく、4.2cm3/g以上5.2cm3/g以下であることが最も好ましい。
【0087】
次に、得られた熱接着不織布に対して、必要に応じて親水化処理を施すことができる。本発明のセパレータ材料に含まれる芯鞘型複合繊維Aや、極細繊維または極細繊維発生繊維がポリオレフィン系樹脂からなる場合、エチレン−ビニルアルコール系樹脂以外のポリオレフィン系樹脂は一般的に疎水性が強いため、セパレータ材料に求められる親水性を示さないことが多い。そのため、ポリオレフィン系樹脂からなる繊維を含む熱接着不織布を親水化処理することが好ましい。親水化処理は、セパレータ材料の製造において常套的に用いられている任意の方法を用いて実施してよい。親水化処理としては、具体的には、フッ素雰囲気に晒す処理(以下、単にフッ素処理という)、ビニルモノマーのグラフト重合処理、スルホン化処理、オゾンガス処理、コロナ放電処理やプラズマ放電処理といった、各種放電処理、界面活性剤処理または親水性樹脂付与処理、或いはこれらの親水化処理を繰り返す処理や、組み合わせて行う親水化処理等が挙げられる。
【0088】
例えばコロナ放電処理であれば、熱接着不織布の両面にそれぞれ1〜20回処理するとよく、処理した総放電量が0.05〜10kW・分/m2の範囲で処理するとよい。フッ素処理としては、熱接着不織布を窒素、アルゴン、ヘリウムなどの不活性ガスで希釈したフッ素ガスと、酸素ガスや亜硫酸ガス(二酸化硫黄ガスとも称す)、二酸化炭素ガス等との混合ガスにさらすことによって、熱接着不織布表面に親水基を導入する方法が挙げられる。なお、熱接着不織布表面に対して亜硫酸ガスを接触、反応させた後、フッ素ガスを接触、反応させると、より効率的に恒久的な親水性を付与することができる。フッ素処理を行った場合には、処理後の熱接着不織布を水酸化カリウム水溶液などのアルカリ溶液中で中和処理し、温水洗浄、乾燥させてもよい。
【0089】
グラフト重合処理としては、ビニルモノマーと重合開始剤とを含む溶液中に熱接着不織布を浸漬して加熱する方法、熱接着不織布にビニルモノマーを塗布した後に放射線を照射する方法等を用いるとよい。さらに、ビニルモノマー溶液と熱接着不織布とを接触させる前に、紫外線照射、コロナ放電、プラズマ放電などにより、熱接着不織布表面を改質処理すれば、効率的にグラフト重合でき好ましい。
【0090】
スルホン化処理としては、濃硫酸を用いた処理、発煙硫酸を用いた処理、クロロスルホン酸を用いた処理、無水硫酸を用いた処理などが挙げられ、濃硫酸、発煙硫酸、三酸化イオウ、クロロ硫酸、又は塩化スルフリルからなる溶液中に、熱接着不織布を浸漬して熱接着不織布表面にスルホン酸基を導入する方法や、一酸化硫黄ガス、二酸化硫黄ガス或いは三酸化硫黄ガスなど各種硫黄酸化物ガス含有雰囲気中で放電処理を熱接着不織布表面に作用させて、熱接着不織布表面にスルホン酸基を導入する方法などが挙げられる。スルホン化処理を行った場合には処理後の湿式不織布をアルカリ溶液中で中和処理し、温水洗浄、乾燥させてもよい。
【0091】
界面活性剤処理としては、親水性能を有するアニオン系界面活性剤又はノニオン系界面活性剤の溶液中に熱接着不織布を浸漬し、あるいは塗布して付着させる方法等がある。なお、前記親水化処理方法は、上述したいかなる方法であっても、また、二種以上組み合わせても構わない。また後述する厚み調整工程の前に行ってもよく、厚み調整工程の後に行ってもよいが、厚み調整工程後に親水化処理を実施すると、熱接着不織布内部に付着させる成分や、熱接着不織布表面の炭素原子と反応させる成分(例えばフッ素ガスや亜硫酸ガス、発煙硫酸、硫黄酸化物ガスなど)が浸透しにくくなるおそれがあるので、厚み調整工程の前に実施することが好ましい。
【0092】
本発明のセパレータ材料の製造方法においては、得られた前記熱接着不織布に対して熱カレンダーロールを用いて、少なくとも1回の厚み調整工程を実施してセパレータ材料に適する厚みに調整する。厚み調整工程を熱接着不織布に対して行う際は、40℃より高く、熱接着不織布の構成繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より10℃以上低い温度の1対のプレス機(熱カレンダーロール)を用いて、前記不織布を厚みが50μm以上300μm以下となるようにプレスすることが好ましい。かかる処理を施すことにより、熱接着不織布を所望の厚みに調整するとともに、熱接着不織布中に極細繊維が充分に発生していない極細繊維発生繊維が存在する場合、極細繊維の発生する割合をさらに高めることができる。1対のプレス機としては、ロール型、平板型などが挙げられるが、生産性を考慮すると平ロール型のカレンダー加工機を用いることが好ましい。
【0093】
より好ましい加工温度の下限は、45℃より高い温度である。より好ましい加工温度の上限は、不織布を構成する繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より30℃以上低い温度である。さらにより好ましい加工温度の下限は、50℃より高い温度である。さらにより好ましい加工温度の上限は、不織布を構成する繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より40℃以上低い温度である。加工温度が低すぎると、不織布の幅方向で厚み斑が生じたり、加工後不織布の厚みが復元する(厚み回復)現象を引き起こしたりするおそれがある。加工温度が構成繊維を形成する樹脂のうち、融点が最も低い樹脂が溶融する温度より10℃低い温度を超えると、不織布表面の繊維間空隙が閉塞され、電解液及びガス通過性を低下させるおそれがあるだけでなく、前述したスルホン化処理などの親水化処理を行った後に厚み調整工程を実施する場合において、厚み調整工程の温度により、親水化処理で付与された親水基が劣化して、熱接着不織布の親水性が減衰するおそれがある。
【0094】
前記厚み調整工程において、プレス処理における線圧は、150N/cm以上1500N/cm以下であることが好ましい。より好ましい線圧の下限は、200N/cmである。さらに好ましい線圧の下限は、300N/cmである。より好ましい線圧の上限は、1000N/cmである。さらに好ましい線圧の上限は、800N/cmである。線圧が150N/cm未満であると、厚み調整工程が不安定になるおそれがあり、線圧が1500N/cmを超えると、不織布表面がフィルム化し易い傾向となり、ガス及び電解液通過性に支障をきたすおそれがある。
【0095】
本発明のセパレータ材料は、下記の物性値を満たすことが好ましい。下記の物性値がそれぞれの範囲を満たすことでセパレータ材料は緻密性および地合の均一性に優れるとともに、各種アルカリ二次電池のセパレータとして使用した際、異物と接触して圧力を受けても、突き刺し強力が高く、加えてセパレータが適度に変形することで異物が貫通しにくい、耐ショート性能が高いセパレータ材料となりやすい。
【0096】
本発明のセパレータ材料の突き刺し強力は12N以上であると好ましい。セパレータ材料の突き刺し強力は金属バリ等の混入した金属異物や、二次電池を繰り返し使用した際に発生するデンドライトに起因する短絡防止性(耐ショート性)の程度を表す代用特性であり、この値が大きいほど金属異物やデンドライトに起因する短絡が発生しにくいことを示す。セパレータ材料の突き刺し強力が12N未満であるとセパレータとして使用した際、金属異物やデンドライトに起因する短絡が発生しやすくなるおそれがある。本発明のセパレータ材料においてより好ましい突き刺し強力の下限は14N以上であり、特に好ましい下限は15.5N以上である。突き刺し強力の上限は特に限定されないが、セパレータ材料の生産性、取り扱い性を考慮すると30N以下であることが好ましく、27N以下であることがより好ましく、25N以下であることが特に好ましい。
【0097】
前記突き刺し強力は、下記の方法で測定された値を指す。まず、突き刺し強力を測定するセパレータ材料、あるいは熱接着不織布について、縦30mm、幅100mmの大きさに裁断したもの試料として用意する。この試料を、ハンディー圧縮試験機(カトーテック(株)製 KES−G5)の円筒状貫通孔(直径11mm)を有する支持体の上に置き、更にその上に縦46mm、横86mm、厚み7mmのアルミ板の中央部に直径11mmの孔を有する押さえ板を、当該孔が支持体の円筒状貫通孔と一致するように載置した。次いで、高さ18.7mm、底面直径2.2mm、先端部形状が直径1mmの球形である円錐形状の針を、2mm/秒の速度で押さえ板の中央に垂直に突き刺した時の荷重と、前記円錐状の針によって試料が押され、変形した長さを測定し、測定した荷重のうち、前記円錐状の針が試料を貫通する直前の、荷重が最大となっている値をその試料の突き刺し強度(N)とする。突き刺し強力は、1枚のセパレータ材料、もしくは熱接着不織布から4枚試料を採取し、それぞれの試料について異なる15箇所で測定し、計60箇所で測定した値の平均値をその試料における突き刺し強力とする。
【0098】
本発明のセパレータ材料は、厚みが50μm以上300μm以下であると好ましい。セパレータ材料の厚みが50μm未満であると、セパレータ材料の孔径、特に最大孔径が大きくなる傾向にあり、微粉末短絡防止性及びデンドライト短絡防止性が低下することがある。一方、セパレータ材料の厚みが300μmを超えると、電解液通過性が悪くなり、電池の内部抵抗が上昇することがある。また、電池容積当たりの電極板数が減少することになるため、電池性能も劣る傾向にある。本発明のセパレータ材料におけるより好ましい厚みは70μm以上200μm以下であり、100μm以上150μm以下が特に好ましく、105μm以上140μm以下が最も好ましい。
【0099】
本発明のセパレータ材料は、目付が10g/m2以上100g/m2以下の範囲内にあることが好ましい。セパレータ材料の目付が前記範囲を外れると、本発明のセパレータ材料の厚みや孔径が所定の範囲を満たさなくなることがある。本発明のセパレータ材料におけるより好ましい目付は、20g/m2以上90g/m2以下であり、25g/m2以上80g/m2以下であると特に好ましく、30g/m2以上80g/m2以下であると最も好ましい。
【0100】
本発明のセパレータ材料は、比容積が1.5cm3/g以上3.5cm3/gの範囲内にあると好ましい。セパレータ材料の比容積が1.5cm3/g未満であると、セパレータ材料が緻密になりすぎて電解液の保持性(保液率)が低下し、その結果電池の内部抵抗が上昇することがある。一方、セパレータ材料の比容積が3.5cm3/gを超えると、セパレータ材料の嵩が大きくなりすぎ、セパレータの孔径を小さくすることが困難となり、その結果、微粉末短絡が発生しやすくなる傾向にある。本発明のセパレータ材料における比容積は、2.0cm3/g以上3.0cm3/g以下であることがより好ましく、2.2cm3/g以上2.7cm3/g以下であることが特に好ましく、2.3cm3/g以上2.5cm3/g以下であることが最も好ましい。
【0101】
本発明のセパレータ材料は、平均孔径が3μm以上15μm以下の範囲内であることが好ましい。平均孔径が3μm以上15μm以下の範囲内にあると、微粉末短絡防止性及びデンドライト短絡防止性に優れたセパレータ材料を得ることができる。平均孔径が3μm未満であると、電解液保持性が低下し、電池の内部抵抗が大きくなる傾向にある。一方、平均孔径が15μmを超えると、微粉末短絡、及びデンドライト短絡が発生する傾向にある。前記平均孔径は、3.5μm以上12μm以下であることが好ましく、3.5μm以上10μm以下であることが特に好ましい。
【0102】
本発明のセパレータ材料の引張強力は、少なくとも1方向(例えばMD方向(機械方向、縦方向とも称す)、CD方向(幅方向、横方向とも称す))の引張強力が70N/5cm以上であればよく、100N/5cm以上であってもよく、130N/5cm以上であってもよい。引張強力の上限は特に限定されず350N/5cm以下であればよい。セパレータ材料の引張強力が70N/5cm未満であると、他の機械的特性である突き刺し強度も低下する場合がある。また、セパレータ材料の生産時や電池の製造時にセパレータ材料の取り扱い性、生産性が低下する場合がある。
【実施例】
【0103】
以下、実施例及び比較例により本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されない。なお、用いる繊維の各種物性、得られた熱接着不織布やセパレータ材料の各種物性は以下の方法により測定した。
【0104】
[単繊維繊度]
JIS L 1013に準じて測定した。
【0105】
[単繊維強度・単繊維伸度]
JIS L 1015に準じ、引張試験機を用いて、試料のつかみ間隔を20mmとし、繊維が切断したときの荷重値を単繊維強度とし、切断したときの伸びを単繊維伸度とした。
【0106】
[厚み]
熱接着不織布及びセパレータ材料の厚みを、マイクロメータ((株)ミツトヨ 製 マイクロメータ MDC−25MJ)を用い、JIS B 7502に準じ、3枚の試料のそれぞれ異なる10箇所で、荷重が175kPaになるようにして厚みを測定し、計30箇所の平均値を求め、試料の厚みとした。
【0107】
[引張試験]
JIS L 1096 6.12.1 A法(ストリップ法)に準じ、定速緊張形引張試験機を用いて、試料片の幅5cm、つかみ間隔10cm、引張速度30±2cm/分の条件で引張試験に付し、切断時の荷重を測定し、引張強力とし、切断時の伸びを伸度(%/5cm)とした。
【0108】
[孔径分布(最大孔径・最小孔径・平均孔径)]
パームポロメータ(Porous Materials INC.製)を使用し、ASTM F 316 86に準じ、バブルポイント法によって測定した。
【0109】
[通気度]
フラジール型試験機を用いて、JIS L 1096に準じて測定した。
【0110】
[突き刺し強力]
先に説明した方法に従って測定した。
【0111】
[繊維ウェブの構成繊維]
実施例、及び比較例のセパレータ材料を製造するのに際し、下記に示す繊維を用いた。
【0112】
[分割型複合繊維]
分割型複合繊維1:一方の樹脂成分がエチレン−ビニルアルコール共重合樹脂からなり、もう一方の樹脂成分がポリプロピレンからなり、エチレン−ビニルアルコール共重合樹脂とポリプロピレンを複合比が50/50(体積比)、中空率が12%となるよう溶融紡糸を行って未延伸繊維束(未延伸トウ)を得た後、延伸倍率が3.5倍となるように乾式延伸を行うことで得られた、断面形状が図10(a)に示す中空16分割型であり、繊度が1.1dtex、繊維長が3mmの中空分割型複合繊維。
【0113】
[芯鞘型複合繊維A]
芯鞘型複合繊維A1(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40(体積比、以下同様)となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:5.61cN/dtex
・伸度:44.4%
【0114】
芯鞘型複合繊維A2(多芯):芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、芯成分と鞘成分が、図3に示す断面形状になるように配置され、前記芯成分と鞘成分の複合比が(芯/鞘)=60/40となり、芯成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの多芯芯鞘型複合繊維。
・単繊維強度:5.40cN/dtex
・伸度:56.5%
【0115】
芯鞘型複合繊維A3(8葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図2に示す断面形状になるように配置され、前記芯成分と鞘成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が3.4倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの8葉芯鞘型複合繊維。
・単繊維強度:5.63cN/dtex
・伸度:37.1%
【0116】
芯鞘型複合繊維A4(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、芯成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が2.8倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:3.56cN/dtex
・伸度:137.2%
【0117】
芯鞘型複合繊維A5(4葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図1に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が1.5倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの4葉芯鞘型複合繊維。
・単繊維強度:2.12cN/dtex
・伸度:279.3%
【0118】
芯鞘型複合繊維A6(8葉芯鞘):第2成分がポリプロピレン、第1成分が高密度ポリエチレンからなり、第2成分と第1成分が、図2に示す断面形状になるように配置され、前記第2成分と第1成分の複合比が(第2/第1)=60/40となり、第2成分が露出しないように溶融紡糸、及び表面温度が110℃の金属熱ロールを用い、延伸倍率が2倍になるように乾式延伸工程を行って得られた、各物性値が下記の値である繊度が1.7dtex、繊維長が5mmの8葉芯鞘型複合繊維。
・単繊維強度:2.65cN/dtex
・伸度:205.0%
【0119】
[芯鞘型複合繊維]
芯鞘型複合繊維1:芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、前記芯成分と鞘成分の複合比が(芯/鞘)=70/30となり、芯成分が露出しないよう、芯成分と鞘成分を同心円状になるように溶融紡糸、及び延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの同心円状の芯鞘型複合繊維。
・単繊維強度:5.31cN/dtex
・伸度:47.7%
【0120】
芯鞘型複合繊維2:芯成分がポリプロピレン、鞘成分が高密度ポリエチレンからなり、前記芯成分と鞘成分の複合比が(芯/鞘)=50/50となり、芯成分が露出しないよう、芯成分と鞘成分を同心円状になるように溶融紡糸、及び延伸工程を行って得られた、各物性値が下記の値である繊度が0.8dtex、繊維長が5mmの同心円状の芯鞘型複合繊維。
・単繊維強度:3.85cN/dtex
・伸度:65.6.%
【0121】
[実施例1〜8、比較例1〜7]
芯鞘型複合繊維A、極細繊維を発生しうる分割型複合繊維、芯鞘型複合繊維の物性や混合率を変更した湿式不織布を実施例1〜8、比較例1〜7として作製した。表1、2に示す混合率になるように芯鞘型複合繊維A、極細繊維を発生しうる分割型複合繊維、芯鞘型複合繊維を計量し、用いた原綿が0.01質量%の濃度になるように水分散スラリーを調製した。調製したスラリーを、家庭用ミキサーを用いて毎分2000回転で1分間攪拌し、前記分割型複合繊維を各樹脂成分に分割させて極細繊維を発生させると同時に各構成繊維が均一に分散したスラリーとした。得られたスラリーを湿式抄紙し、目付が約53g/m2の繊維ウェブを作製した。繊維ウェブを、搬送用支持体で搬送し、140℃に加熱したシリンダードライヤー(ヤンキードライヤー)を用いて、45秒間、ウェブに加熱処理を施して、繊維ウェブを乾燥させると同時に、含まれている芯鞘型複合繊維Aおよび/または芯鞘型複合繊維のポリエチレンによって繊維同士を接着させて、熱接着不織布を得た。
【0122】
次に、前記熱接着不織布に、温度60℃、線圧約320N/cmの条件で熱ロールを用いた厚み加工を行い、約120μmに厚みを調整し、セパレータ材料を作製した。この実施例1〜8、比較例1〜7の熱接着不織布について、セパレータ材料への適応性を評価するため、目付、厚み、突き刺し強力、引張強力の各項目を測定した。各項目を測定した結果を表1、表2に示す。
【0123】
【表1】
【0124】
【表2】
【0125】
実施例1、2、4−6のセパレータ材料はいずれも、比較例1および2と比較して、高い突き刺し強力を示した。また、実施例3で用いた芯鞘型複合繊維A3は、その単繊維強度が比較例で用いた芯鞘型複合繊維1および2のそれよりも相当に小さいにもかかわらず、実施例3のセパレータ材料は比較例2と同等の突き刺し強力を示した。これらのことは、熱接着性複合繊維の繊維断面形状がセパレータ材料の突き刺し強力に影響を与え、複数の芯または異形断面の芯を有する芯鞘型複合繊維が突き刺し強力の向上に寄与していることを示している。複数の芯または異形断面の芯を有する芯鞘型複合繊維を使用すると、熱接着面積が広くなるために、突き刺し強力が向上すると考えられる。
【0126】
実施例1と実施例5で使用した芯鞘型複合繊維Aの単繊維強度はほぼ同じであったが、実施例1のセパレータ材料はより高い突き刺し強力を示した。これは、実施例1で使用した芯鞘型複合繊維A(多葉芯鞘型複合繊維)は、L3/L1が大きい、即ち第2成分の凸部の実質的長さが大きいために、芯鞘型複合繊維Aおよびそれを含む繊維束の扁平化の度合いが大きくなったことによると考えられる。
【0127】
分割型複合繊維と芯鞘型複合繊維Aとからなる実施例7〜9のセパレータ材料は、比較例3〜5のセパレータ材料とそれぞれ比較して、より大きい突き刺し強力を示した。また、実施例7〜9の比較において、芯鞘型複合繊維Aをより多く含むものが、より高い突き刺し強力を示す傾向にあった。これらのこともまた、芯鞘型複合繊維Aが突き刺し強力の向上に寄与していることを示している
【産業上の利用可能性】
【0128】
本発明のセパレータ材料は、アルカリ二次電池、リチウムイオン二次電池、あるいは電気二重層キャパシタ、コンデンサーなどの電気素子、あるいはイオン交換セパレータ(イオンキャッチャー)に用いられるセパレータとして好適であり、特にニッケル−カドミウム電池、ニッケル−亜鉛電池、ニッケル−水素電池等のアルカリ二次電池用途に好適である。
【符号の説明】
【0129】
1 第1成分
2 第2成分
100 芯鞘型複合繊維A
A 成分A
B 成分B
6 中空部分
10 中空分割型複合繊維
20 中実分割型複合繊維
22 芯成分
24 鞘成分
30 中空複合分割型複合繊維
32 芯成分
34 鞘成分
40 中実複合分割型複合繊維
【特許請求の範囲】
【請求項1】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、
セパレータ材料。
【請求項2】
前記芯鞘型複合繊維において、前記第2成分が構成する芯部が、その断面形状において、3個以上16個以下の凸部を有する、請求項1に記載のセパレータ材料。
【請求項3】
前記芯鞘型複合繊維の断面形状において、前記第1成分の輪郭と前記第2成分の輪郭とが略相似形である、請求項2に記載のセパレータ材料。
【請求項4】
前記芯鞘型複合繊維の断面形状において、前記第2成分が異形の複数個の芯部を構成し、
各芯部が、滴状、花弁状、イチョウの葉状、もしくは柑橘類の房状の形状、扇形、四角形、菱形、または楕円形を有し、
各芯部の一端が繊維の中心に位置するように、芯部が配置されている、
請求項1に記載のセパレータ材料。
【請求項5】
前記異形の複数個の芯部が、1本の芯鞘型複合繊維の横断面において、2〜8個含まれている、請求項4に記載のセパレータ材料。
【請求項6】
前記セパレータ材料中に、前記芯鞘型複合繊維を含む少なくとも2本の繊維が束状に熱接着されてなる繊維束が存在している、請求項1〜5のいずれかに記載のセパレータ材料。
【請求項7】
前記芯鞘型複合繊維の単繊維強度が2.5cN/dtex以上であり、かつ前記セパレータ材料の下記の方法により測定した突き刺し強力が12N以上である、請求項1〜6のいずれかに記載のセパレータ材料。
(突き刺し強力)
縦30mm、横100mmの大きさに裁断した試料を準備し、試料をカトーテック(株)製「KES−G5 ハンディー圧縮試験機」の円筒状貫通孔(直径11mm)を有する支持体の上に置き、さらに試料の上に縦46mm、横86mm、厚み7mmのアルミ板の中央部に直径11mmの孔を有する押さえ板を、当該孔が支持体の円筒状貫通孔と一致するように載置した後、高さ18.7mm、底面直径2.2mm、先端部形状が直径1mmの球形である円錐形状の針を、2mm/秒の速度で押さえ板の中央に垂直に突き刺したときの荷重と、前記円錐形状の針によって試料が押され、変形した長さを測定し、測定した荷重のうち、前記針が試料を貫通する直前の、荷重が最大となっている値をその試料の突き刺し強力とする。
【請求項8】
前記芯鞘型複合繊維が、芯鞘型複合繊維の断面形状において、芯鞘型複合繊維の凸部先端と繊維の中心を結ぶ直線と、隣り合う凹部と凹部の接線との交点を求め、前記交点から凸部先端までの長さをL3としたとき、L3/L1が0.4以上であることを特徴とする請求項3に記載のセパレータ材料。
【請求項9】
前記芯鞘型複合繊維が、その断面形状において、芯鞘型複合繊維の凸部先端から繊維の中心に直線を引いたとき、繊維中心から凸部先端までの長さをL1とし、第2成分の凸部先端から繊維の中心に直線を引いたときの、繊維中心から第2成分の凸部先端までの長さをL2としたとき、L2/L1が0.25以上である、請求項3に記載のセパレータ材料。
【請求項10】
前記セパレータ材料は、前記芯鞘型複合繊維を5〜95質量%含み、繊度が0.5dtex以下である極細繊維を5〜50質量%含む、請求項1〜9のいずれかに記載のセパレータ材料。
【請求項11】
前記極細繊維は、少なくとも2種類の熱可塑性樹脂からなる分割型複合繊維を分割して得られる極細繊維である、請求項10に記載のセパレータ材料。
【請求項12】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部において、前記第2成分が変形または分離して、複合繊維およびそれを含む繊維束の横断面が扁平化している、
セパレータ材料。
【請求項13】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維であって、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維を含むスラリーを湿式抄紙して繊維ウェブを得る工程、
前記繊維ウェブに熱処理を施し、少なくとも前記芯鞘型複合繊維の前記第1成分によって繊維ウェブを構成する繊維同士を熱接着させて、熱接着不織布を得る工程、
熱カレンダーロールを用いて、前記熱接着不織布の厚みを調整する工程
を含む、セパレータ材料の製造方法。
【請求項14】
請求項1〜12のいずれか一項に記載のセパレータ材料、または請求項13に記載の方法で得られたセパレータ材料を組み込んだ電池。
【請求項1】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部は、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状(以下、単に断面形状とも称す)において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維である、
セパレータ材料。
【請求項2】
前記芯鞘型複合繊維において、前記第2成分が構成する芯部が、その断面形状において、3個以上16個以下の凸部を有する、請求項1に記載のセパレータ材料。
【請求項3】
前記芯鞘型複合繊維の断面形状において、前記第1成分の輪郭と前記第2成分の輪郭とが略相似形である、請求項2に記載のセパレータ材料。
【請求項4】
前記芯鞘型複合繊維の断面形状において、前記第2成分が異形の複数個の芯部を構成し、
各芯部が、滴状、花弁状、イチョウの葉状、もしくは柑橘類の房状の形状、扇形、四角形、菱形、または楕円形を有し、
各芯部の一端が繊維の中心に位置するように、芯部が配置されている、
請求項1に記載のセパレータ材料。
【請求項5】
前記異形の複数個の芯部が、1本の芯鞘型複合繊維の横断面において、2〜8個含まれている、請求項4に記載のセパレータ材料。
【請求項6】
前記セパレータ材料中に、前記芯鞘型複合繊維を含む少なくとも2本の繊維が束状に熱接着されてなる繊維束が存在している、請求項1〜5のいずれかに記載のセパレータ材料。
【請求項7】
前記芯鞘型複合繊維の単繊維強度が2.5cN/dtex以上であり、かつ前記セパレータ材料の下記の方法により測定した突き刺し強力が12N以上である、請求項1〜6のいずれかに記載のセパレータ材料。
(突き刺し強力)
縦30mm、横100mmの大きさに裁断した試料を準備し、試料をカトーテック(株)製「KES−G5 ハンディー圧縮試験機」の円筒状貫通孔(直径11mm)を有する支持体の上に置き、さらに試料の上に縦46mm、横86mm、厚み7mmのアルミ板の中央部に直径11mmの孔を有する押さえ板を、当該孔が支持体の円筒状貫通孔と一致するように載置した後、高さ18.7mm、底面直径2.2mm、先端部形状が直径1mmの球形である円錐形状の針を、2mm/秒の速度で押さえ板の中央に垂直に突き刺したときの荷重と、前記円錐形状の針によって試料が押され、変形した長さを測定し、測定した荷重のうち、前記針が試料を貫通する直前の、荷重が最大となっている値をその試料の突き刺し強力とする。
【請求項8】
前記芯鞘型複合繊維が、芯鞘型複合繊維の断面形状において、芯鞘型複合繊維の凸部先端と繊維の中心を結ぶ直線と、隣り合う凹部と凹部の接線との交点を求め、前記交点から凸部先端までの長さをL3としたとき、L3/L1が0.4以上であることを特徴とする請求項3に記載のセパレータ材料。
【請求項9】
前記芯鞘型複合繊維が、その断面形状において、芯鞘型複合繊維の凸部先端から繊維の中心に直線を引いたとき、繊維中心から凸部先端までの長さをL1とし、第2成分の凸部先端から繊維の中心に直線を引いたときの、繊維中心から第2成分の凸部先端までの長さをL2としたとき、L2/L1が0.25以上である、請求項3に記載のセパレータ材料。
【請求項10】
前記セパレータ材料は、前記芯鞘型複合繊維を5〜95質量%含み、繊度が0.5dtex以下である極細繊維を5〜50質量%含む、請求項1〜9のいずれかに記載のセパレータ材料。
【請求項11】
前記極細繊維は、少なくとも2種類の熱可塑性樹脂からなる分割型複合繊維を分割して得られる極細繊維である、請求項10に記載のセパレータ材料。
【請求項12】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維を含み、前記複合繊維の第1成分によって構成繊維間の少なくとも一部が熱接着されている不織布からなるセパレータ材料であり、
前記複合繊維の少なくとも一部において、前記第2成分が変形または分離して、複合繊維およびそれを含む繊維束の横断面が扁平化している、
セパレータ材料。
【請求項13】
熱可塑性樹脂からなる第1成分と、第1成分の紡糸後の融点よりも高い紡糸後の融点を有する熱可塑性樹脂からなる第2成分とを含む複合繊維であって、複合繊維の長さ方向に垂直な面で切断した横断面の断面形状において、第1成分が繊維表面の全部を占める鞘部を構成し、第2成分が、複数個の芯部、または異形の1もしくは複数個の芯部を構成している、芯鞘型複合繊維を含むスラリーを湿式抄紙して繊維ウェブを得る工程、
前記繊維ウェブに熱処理を施し、少なくとも前記芯鞘型複合繊維の前記第1成分によって繊維ウェブを構成する繊維同士を熱接着させて、熱接着不織布を得る工程、
熱カレンダーロールを用いて、前記熱接着不織布の厚みを調整する工程
を含む、セパレータ材料の製造方法。
【請求項14】
請求項1〜12のいずれか一項に記載のセパレータ材料、または請求項13に記載の方法で得られたセパレータ材料を組み込んだ電池。
【図1】

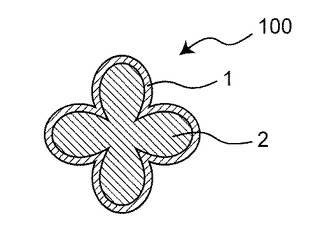
【図2】
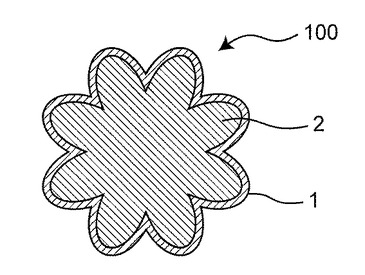
【図3】
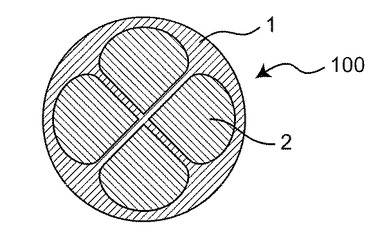
【図4】
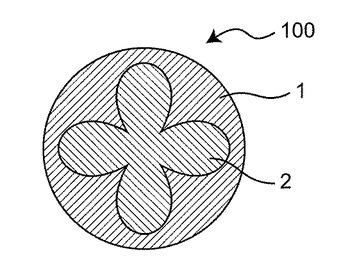
【図5】
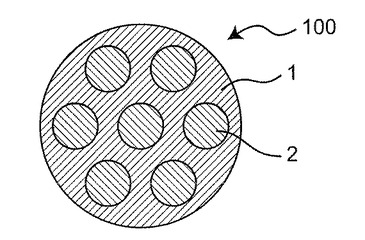
【図10】
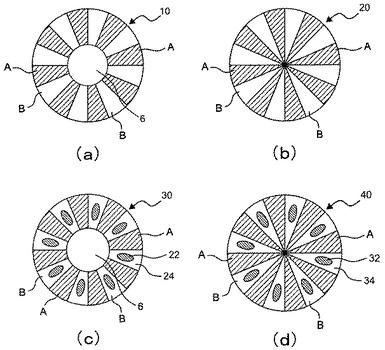
【図11】
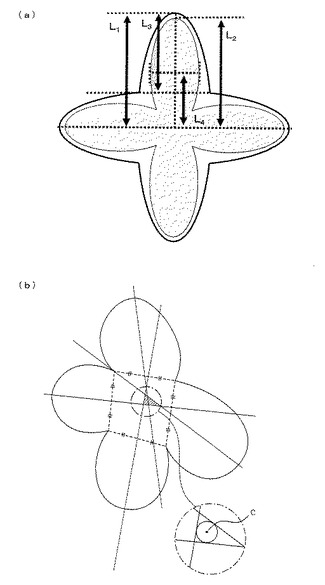
【図6】
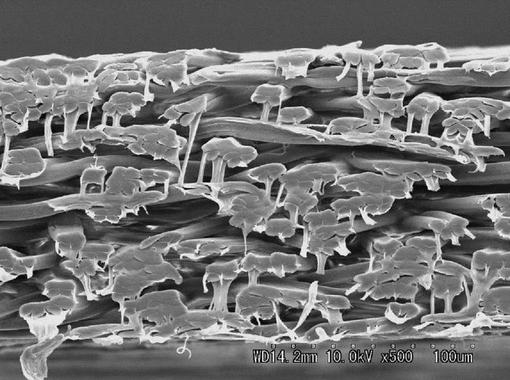
【図7】
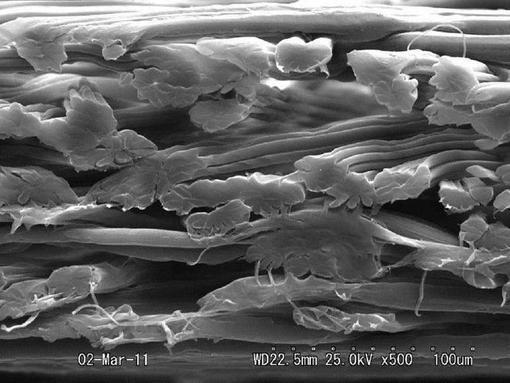
【図8】
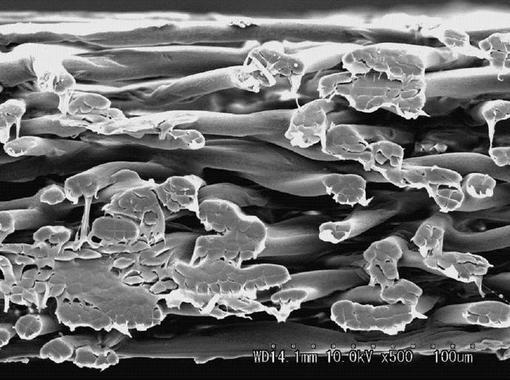
【図9】
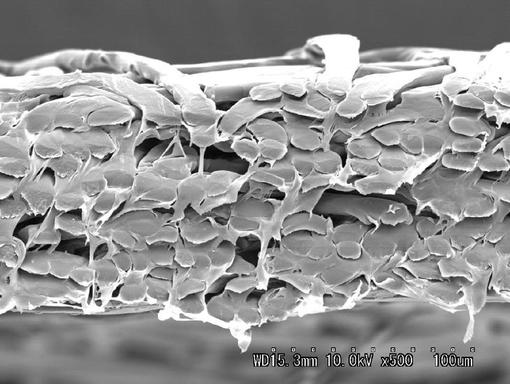
【図2】
【図3】
【図4】
【図5】
【図10】
【図11】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−216363(P2012−216363A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79949(P2011−79949)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]