
セメントブロックの製造方法及びこれによるセメントブロック
【課題】不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法を提供することを目的としている。
【解決手段】骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材、砂を除去し、所望の表面に表面処理がなされるセメントブロックの製造方法としている。
【解決手段】骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材、砂を除去し、所望の表面に表面処理がなされるセメントブロックの製造方法としている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、セメントブロック及びその製造方法に関するものである。
【背景技術】
【0002】
従来、この種のセメントブロックは、脱型、養生、固化後に何もされずに商品とされるか、エア又は水での洗浄が行われ、付着した状態となっている骨材やセメントの残留分を除去していた。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、これまでの洗浄は、洗い流し程度であったため、不安定な付着分である骨材、セメントの十分な除去ができず、また、骨材やセメントの本来の色を十分に出させることができていなかった。
【0004】
そこで、この発明は、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
この目的を達成するため、この発明は、骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされることを特徴とするセメントブロックの製造方法としている。
【発明の効果】
【0006】
この発明の構成によれば、所望の表面において、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法を提供することができる。
【発明を実施するための最良の形態】
【0007】
以下、この発明の実施の形態を図面に基づいて説明する。
【実施例1】
【0008】
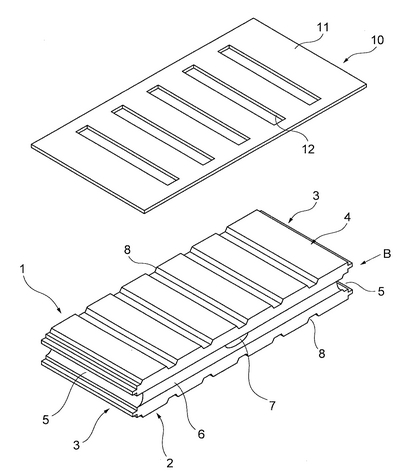
図1及び図2は、この発明のセメントブロックの製造方法に関する一実施例を示すもので、図1はセメントブロックにマスクを被覆して製造することを示すための概略説明斜視図であり、図2はマスクを被覆したセメントブロックの製造過程を示す一部断面図である。
【0009】
セメントブロックBは、主として塀に使用されるもので、骨材をセメントで固めた大略扁平直方体を呈している。ここで、骨材は、比較的小さな砂利と砂からなっている。セメントブロックBは、骨材、セメント、水、さらに顔料等を計量混練し、扁平直方体の空間を内包した型枠に投入後、セメントをバインダーとして大略扁平直方体の所望形状となしている。そして、脱型後養生して固化させることによって、セメントブロックBは、強度を発現している。養生は、蒸気によって温度60℃で5〜6時間に渡ってなされる。
【0010】
この実施例におけるセメントブロックBの具体的な外形形状は、図1に示されており、両側面3と底面2にはそれぞれの長手方向全体に延びる凹所5,6が、また上面1から底面2に貫通する貫通孔7が、さらに上面1の貫通孔7の両側には、図示しない窪みが設けられている。この凹所5,6及び貫通孔7には、セメントブロックBが積み上げられるときに、鉄筋を通し、モルタルを充填する。
【0011】
また、表裏の両表面4には、台形断面の溝8が、複数本上面1から底面2にまで抜けており、並行に形成されている。溝8は、ここでは5本であるが、1本から11本ぐらいまで、要求されるデザインによって決定される。
【0012】
次に、成形後、表面処理することによるセメントブロックの製造方法について説明する。
【0013】
この実施例において、表面処理をするところは、溝8の内面で、表面4の状態とは異にさせ意匠的特徴をセメントブロックBに持たそうとするものである。そこで、表面処理を受けるところ以外を被服させるマスク10は、図1及び図2に示されており、鉄或いはステンレスの金属板11で、そこにスリット状の開口12がセメントブロックBの溝8に対応して形成されている。
【0014】
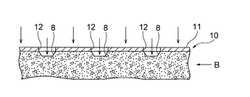
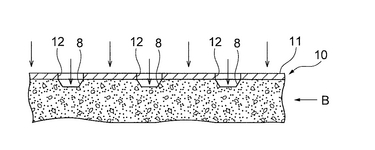
このマスク10でセメントブロックBを図2に示すように覆い、溝8の内面が露出される。この露出部に粉粒体又は流体を叩き付ける。粉粒体を叩き付けるのは、サンドブラスト、ショットブラストと言われるもので、粉粒体としては、金剛砂、鉄球、ステンレス球のいずれかひとつ又は組み合わせで用いられる。
【0015】
また、流体を叩き付けるのは、高圧力、例えば1800〜2000kg/cm2で、流体としては、水あるいは水を主体とした混合水である。混合水は、叩き付け洗浄を促進する機能のものの他、撥水、防水機能を備えた合成樹脂を含有したスラリー状のものでも良い。
【0016】
この叩き付けによって余分で遊離したセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされて所望のセメントブロックが得られる。これらの除去で、この所望の表面は、骨材あるいはセメントの本来の色、天然色にされるか、所望の粗さにされる。骨材の本来の色とは、セメント分が除去され、更に骨材が研磨されて発現する色である。セメントの本来の色とは、セメント粉とか灰汁のようなものが除去された、セメント自体の色或いは着色顔料の色である。
【0017】
粉粒体の叩き付けは、幾分白くぼけるようなところがあるが、流体の叩き付けは、より色を鮮明に出すことができる。
【0018】
なお、表面処理するところをセメントブロックBの溝8でなく表面4である場合には、マスク10は図1に示すものとは異なり、溝8を被覆し表面4を露出するものとなる。
【0019】
以上、要するに、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法及びこの方法により製造されるセメントブロックを提供することができる。
【産業上の利用可能性】
【0020】
マスクに波形、斜線形、ポイント模様などの模様をも切り抜き、溝のような表面処理とともに模様を同時に付けるようなこともできる。
【図面の簡単な説明】
【0021】
【図1】セメントブロックにマスクを被覆して製造することを示すための概略説明斜視図である。
【図2】マスクを被覆したセメントブロックの製造過程の一部断面図である。
【符号の説明】
【0022】
B・・・セメントブロック
4・・・表面
8・・・溝
10・・・マスク
11・・・金属板
12・・・開口
【技術分野】
【0001】
この発明は、セメントブロック及びその製造方法に関するものである。
【背景技術】
【0002】
従来、この種のセメントブロックは、脱型、養生、固化後に何もされずに商品とされるか、エア又は水での洗浄が行われ、付着した状態となっている骨材やセメントの残留分を除去していた。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、これまでの洗浄は、洗い流し程度であったため、不安定な付着分である骨材、セメントの十分な除去ができず、また、骨材やセメントの本来の色を十分に出させることができていなかった。
【0004】
そこで、この発明は、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
この目的を達成するため、この発明は、骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされることを特徴とするセメントブロックの製造方法としている。
【発明の効果】
【0006】
この発明の構成によれば、所望の表面において、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法を提供することができる。
【発明を実施するための最良の形態】
【0007】
以下、この発明の実施の形態を図面に基づいて説明する。
【実施例1】
【0008】
図1及び図2は、この発明のセメントブロックの製造方法に関する一実施例を示すもので、図1はセメントブロックにマスクを被覆して製造することを示すための概略説明斜視図であり、図2はマスクを被覆したセメントブロックの製造過程を示す一部断面図である。
【0009】
セメントブロックBは、主として塀に使用されるもので、骨材をセメントで固めた大略扁平直方体を呈している。ここで、骨材は、比較的小さな砂利と砂からなっている。セメントブロックBは、骨材、セメント、水、さらに顔料等を計量混練し、扁平直方体の空間を内包した型枠に投入後、セメントをバインダーとして大略扁平直方体の所望形状となしている。そして、脱型後養生して固化させることによって、セメントブロックBは、強度を発現している。養生は、蒸気によって温度60℃で5〜6時間に渡ってなされる。
【0010】
この実施例におけるセメントブロックBの具体的な外形形状は、図1に示されており、両側面3と底面2にはそれぞれの長手方向全体に延びる凹所5,6が、また上面1から底面2に貫通する貫通孔7が、さらに上面1の貫通孔7の両側には、図示しない窪みが設けられている。この凹所5,6及び貫通孔7には、セメントブロックBが積み上げられるときに、鉄筋を通し、モルタルを充填する。
【0011】
また、表裏の両表面4には、台形断面の溝8が、複数本上面1から底面2にまで抜けており、並行に形成されている。溝8は、ここでは5本であるが、1本から11本ぐらいまで、要求されるデザインによって決定される。
【0012】
次に、成形後、表面処理することによるセメントブロックの製造方法について説明する。
【0013】
この実施例において、表面処理をするところは、溝8の内面で、表面4の状態とは異にさせ意匠的特徴をセメントブロックBに持たそうとするものである。そこで、表面処理を受けるところ以外を被服させるマスク10は、図1及び図2に示されており、鉄或いはステンレスの金属板11で、そこにスリット状の開口12がセメントブロックBの溝8に対応して形成されている。
【0014】
このマスク10でセメントブロックBを図2に示すように覆い、溝8の内面が露出される。この露出部に粉粒体又は流体を叩き付ける。粉粒体を叩き付けるのは、サンドブラスト、ショットブラストと言われるもので、粉粒体としては、金剛砂、鉄球、ステンレス球のいずれかひとつ又は組み合わせで用いられる。
【0015】
また、流体を叩き付けるのは、高圧力、例えば1800〜2000kg/cm2で、流体としては、水あるいは水を主体とした混合水である。混合水は、叩き付け洗浄を促進する機能のものの他、撥水、防水機能を備えた合成樹脂を含有したスラリー状のものでも良い。
【0016】
この叩き付けによって余分で遊離したセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされて所望のセメントブロックが得られる。これらの除去で、この所望の表面は、骨材あるいはセメントの本来の色、天然色にされるか、所望の粗さにされる。骨材の本来の色とは、セメント分が除去され、更に骨材が研磨されて発現する色である。セメントの本来の色とは、セメント粉とか灰汁のようなものが除去された、セメント自体の色或いは着色顔料の色である。
【0017】
粉粒体の叩き付けは、幾分白くぼけるようなところがあるが、流体の叩き付けは、より色を鮮明に出すことができる。
【0018】
なお、表面処理するところをセメントブロックBの溝8でなく表面4である場合には、マスク10は図1に示すものとは異なり、溝8を被覆し表面4を露出するものとなる。
【0019】
以上、要するに、不安定な付着分である骨材、セメントの十分な除去ができ、また、骨材やセメントの本来の色を十分に出させることができるセメントブロックの製造方法及びこの方法により製造されるセメントブロックを提供することができる。
【産業上の利用可能性】
【0020】
マスクに波形、斜線形、ポイント模様などの模様をも切り抜き、溝のような表面処理とともに模様を同時に付けるようなこともできる。
【図面の簡単な説明】
【0021】
【図1】セメントブロックにマスクを被覆して製造することを示すための概略説明斜視図である。
【図2】マスクを被覆したセメントブロックの製造過程の一部断面図である。
【符号の説明】
【0022】
B・・・セメントブロック
4・・・表面
8・・・溝
10・・・マスク
11・・・金属板
12・・・開口
【特許請求の範囲】
【請求項1】
骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされることを特徴とするセメントブロックの製造方法。
【請求項2】
請求項1において、
前記所望の表面は、骨材あるいはセメントの本来の色にされるか、所望の粗さにされることを特徴とするセメントブロックの製造方法。
【請求項3】
請求項1又は2において、
前記粉粒体は、金剛砂、鉄球、ステンレス球のいずれかひとつ又は組み合わせであることを特徴とするセメントブロックの製造方法。
【請求項4】
請求項1又は2において、
前記流体は、水あるいは水を主体とした混合水であることを特徴とするセメントブロックの製造方法。
【請求項5】
請求項4において、
前記水あるいは前記混合水を高圧力で叩き付けることを特徴とするセメントブロックの製造方法。
【請求項6】
前記請求項1乃至5のいずれか1項記載の製造方法によって製造されたことを特徴とするセメントブロック。
【請求項1】
骨材、セメント、水を計量混練し、型枠に投入後、セメントをバインダーとして所望形状となし、脱型後養生して固化させた後、表面処理を受けるところ以外を被服させるマスクで覆い、露出部に粉粒体又は流体を叩き付けて余分なセメント及び不安定に固着していた骨材を除去し、所望の表面に表面処理がなされることを特徴とするセメントブロックの製造方法。
【請求項2】
請求項1において、
前記所望の表面は、骨材あるいはセメントの本来の色にされるか、所望の粗さにされることを特徴とするセメントブロックの製造方法。
【請求項3】
請求項1又は2において、
前記粉粒体は、金剛砂、鉄球、ステンレス球のいずれかひとつ又は組み合わせであることを特徴とするセメントブロックの製造方法。
【請求項4】
請求項1又は2において、
前記流体は、水あるいは水を主体とした混合水であることを特徴とするセメントブロックの製造方法。
【請求項5】
請求項4において、
前記水あるいは前記混合水を高圧力で叩き付けることを特徴とするセメントブロックの製造方法。
【請求項6】
前記請求項1乃至5のいずれか1項記載の製造方法によって製造されたことを特徴とするセメントブロック。
【図1】


【図2】
【図2】
【公開番号】特開2006−265047(P2006−265047A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2005−86790(P2005−86790)
【出願日】平成17年3月24日(2005.3.24)
【出願人】(591286085)東洋工業株式会社 (17)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成17年3月24日(2005.3.24)
【出願人】(591286085)東洋工業株式会社 (17)
【Fターム(参考)】
[ Back to top ]