
セメント系大型焼成建材の製造方法
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、意匠性に優れたセメント系大型焼成建材の製造方法に関するものである。
【0002】
【従来の技術】家屋の内外装材あるいはエクステリアなどにタイルが使用されている。タイルは、珪石、粘土、長石等を主原料にした配合物を成形後、焼成することで製造される。
【0003】タイルの良さは焼き物の質感に加え、耐久性、耐候性などに優れていることにある。また、焼成条件のバラツキによって個々のタイルごとに微妙に異なった色調を持ち、壁面に張り上げた際には、違和感のない自然な色彩変化を作り出す。しかし、タイルの施工は日数やコストがかかる上に、特殊技術を持つタイル職人に頼らなければならないという問題がある。
【0004】そこで、縦横の溝の形成で多数のタイルを張り合わせた外見を有する大型建材が提案されている。この大型建材によれば、タイル調の壁面を容易かつ迅速に施工することができる。
【0005】
【発明が解決しようとする課題】しかし、タイル材質での大型建材の製造は、タイル材質が粘土成分を主体にしているために、焼成前の強度が小さいことによる製造時の取り扱いの不便さ、あるいは焼成による収縮や変形が大きいなどの問題がある。しかも、大型建材では焼成条件のバラツキによる色調変化がタイルピースではなく、大型建材ごとに生じるために、自然な色彩変化を得ることができない。
【0006】素地を着色する方法として、顔料の練り込みがある。しかし、大型建材においては、部分的な発色の違いを意識して着色させることはきわめて煩雑な工程を強いられ、生産性に劣る。
【0007】一方、前記の特開平6-48856号公報に見られるセメント系の不焼成品は、大型建材であっても製造時の取り扱いが容易であり、収縮や変形も小さく、さらに施工を簡略化することができる。しかし、耐久性および耐候性に劣る。また、表面にタイル調の色付けが行われているが、ガラス塗装や樹脂塗装によるために人工的な外観であることは否めず、焼き物の質感が得られない。
【0008】本発明は、セメント系材質がもつ製造の容易さと、焼き物がもつ意匠性を兼ね備えた、大型建材の製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】本発明の特徴とするところは、特許請求範囲に記載した通りである。すなわち、セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分の水溶液を部分的に塗布後、さらに釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法の発明である。また、この方法において、成形素地表面の部分的に塗布する水溶液を、遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分との水溶液に置換した発明である。
【0010】セメント系成形素地またはその焼成基材に対し、遷移金属成分あるいは遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分の水溶液の塗布のみにおいても、焼成後、発色が得られるが、水溶液を塗布した部分と塗布しない部分との色調変化が極端になり、不自然のために焼き物に窯変性など味わいを持つ意匠性が得られない。
【0011】本発明では上記水溶液を塗布後、成形素地の表面全体に釉薬を塗布することにより、焼成後、基材はガラス質の釉層で被われる。その結果、透明度の高い釉層による反射率や屈折率の影響により、水溶液を塗布した部分の発色と塗布しない部分との色調変化が緩和され、同時に、表面の仕上がりは素地の質感を残すことにより、全体として焼き物の質感を備えた微妙でかつ自然な色調変化が得られる。また、本発明において、透明釉層を着色した場合や素地表面が細かな凹凸やラフなどの荒れた状態を有する場合には、さらに異なったおもむきの意匠性が得られる。 しかも、基材がセメント系であることで、成形素地が高強度であり、大型長尺板や異形断面形状の製造が容易である。
【0012】以下、本発明の製造方法をさらに詳しく説明する。
【0013】成形素地はセメント、フラックス成分、アルミナ−シリカ質無機原料主材とする。セメントの具体例は、アルミナセメント、フライアッシュセメント、普通ポルトランドセメント等が挙げられ、その割合は20〜40重量%が好ましい。20重量%未満では成形素地の強度に劣り、40重量%を超えると焼成後の強度が劣る。
【0014】フラックス成分は、焼結剤としての役割をもつ。具体例としては、各種ガラス粉、フリット、長石、シラス等が挙げられる。その割合は10〜30重量%が好ましい。10重量%未満では焼成後の強度低下や白華現象を招く。30重量%を超えると焼成過多によって施工時の切削加工性に劣る。
【0015】アルミナ−シリカ質無機原料としては、ろう石、坑火石、珪石、珪砂、シャモット等が挙げられる。その割合は30〜60重量%が好ましい。30重量%未満では成形性が低下する。60重量%を超えると焼成後の基材強度が不十分となる。
【0016】本発明における成形素地は以上を基本配合物とするが、成形方法等に応じて可塑剤、流動化剤、分散剤等を適宜に選択添加することができる。
【0017】成形素地の製造においては、以上の配合物に外掛けで10〜20重量%程度の水と必要により使用する結合剤を添加し、混練後、押し出しやプレス等で所望の形状に成形し、セメントによる水和硬化による強度発現後、乾燥させる。必要により、さらにこれを焼成し、焼成基材とする。ここでの焼成温度は1000〜1200℃が好ましい。この場合、コスト面から焼成基材とせず、成形素地のままの状態に後述の水溶液および釉薬を塗布するのが好ましい。
【0018】こうして得られた成形素地またはその焼成基材に対し、表面化粧を施すために、まず、遷移金属成分あるいは遷移金属成分とアルカリ金属および/またはアルカリ土類とが含まれる水溶液を成形素地表面に部分的に塗布し、ついで、透明釉薬を成形素地表面の全体に塗布する。
【0019】遷移金属成分は発色としての役割をもつ。これに対して、遷移金属成分とアルカリ金属成分および/またはアルカリ土類成分を組み合わせた場合、遷移金属成分の発色に濃淡が生じ、微妙な色彩の変化によって、色調の幅を持たせる効果がある。
【0020】遷移金属成分あるいは遷移金属成分とアルカリ金属および/またはアルカリ土類金属成分を含む水溶液は、例えば、これらの金属成分を含む塩化金属水和物を用いて作成する。塩化金属水和物であることで、水に容易にかつ均一に溶ける。遷移金属成分の塩化金属水和物としては、塩化マンガン、塩化コバルト、塩化ニッケル、塩化クロム、塩化第2鉄等の水和物が挙げられる。アルカリ金属成分またはアルカリ土類金属成分の塩化金属水和物としては、塩化カリウム、塩化ナトリウム、塩化カルシウム等の水和物である。
【0021】水溶液は、例えば撹拌機等を用いて撹拌しながら水に上記塩化金属水和物を溶かし込むことで製造される。
【0022】水溶液中の遷移金属成分の含有量は、好ましくは1重量%以上である。遷移金属成分と併用するアルカリ金属成分および/またはアルカリ土類金属成分についても、水溶液中の好ましい含有量は1重量%以上である。1重量%未満の水溶液では、呈色や濃淡変化がつき難い。水溶液中の含有量の上限は、溶解度、コスト等を考慮し、20重量%までが好ましい。
【0023】以上の水溶液の塗布方法は特に限定されるものではなく、例えば、スプレー法、ローラー法、刷毛塗り、スタンプ法等が使用できる。塗布量は100g/m2以上が好ましく、これ以下である場合、焼成後の素地呈色がつきにくい。
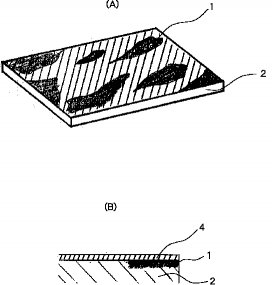
【0024】図1、図2は、本発明の方法の説明図である。各図において、(A)は斜視図、(B)図は断面拡大図である。
【0025】本発明では上記の水溶液(1)を例えば図1R>1のとおり、成形素地またはその焼成基材の表面の部分的に塗布する。この水溶液(1)は、成形素地またはその焼成基材の表面の近傍に浸透する。
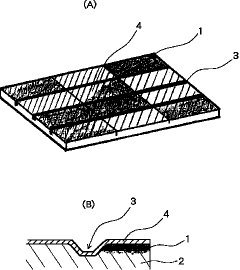
【0026】図2は、縦横の溝(3)の形成で多数のタイルピースを張り合わせた外観をもつ成形素地またはその焼成基材(2)に対してのものであり、タイルピースの相当部位を選択的に塗布した例である。
【0027】図1、図2において、水溶液(1)を塗布後は、必要に応じて乾燥し、次いで成形素地またはその焼成基材(2)の表面の全面に釉薬(4)を塗布する。釉薬は透明釉薬の使用が好ましい。
【0028】透明釉薬は、顔料を適量含ませてもよい。顔料によって、色調変化はより効果的なものとなる。
【0029】釉薬であっても、例えば乳濁釉やマット釉薬等のうち、焼成後の釉層仕上がりにおいて透明度の低いものの使用では、素地発色の効果が得られ難く、さらに素地の質感等が損なわれ、本発明の意図する焼き物の意匠性などの効果は十分でない。
【0030】釉薬の塗布方法は、例えばスプレー法、刷毛塗り、ドブ漬けなどで行うことができる。十分な耐候性を付与するために、塗布量は300g/m2以上が好ましい。釉薬塗布後の焼成は、ローラーハースキルンなどの焼成炉にて、好ましくは1000〜1200℃の温度で行う。
【0031】本発明は、水溶液および釉薬を塗布する前に成形素地を焼成してもよいが、その場合、水溶液および釉薬を塗布後の焼成温度は、キレツ防止などの面から、成形素地の焼成時より低くすることが好ましい。
【0032】
【実施例】次に本発明実施例および比較例を説明する。
【0033】各例で使用した成形素地の製造は、表1に示す配合物に結合剤としてメチルセルロースを外掛けで0.5wt%添加し、ニーダールーダーにて乾粉混合し、次いで水を所定量添加後、同装置にて混練を行った。得られた混練物は真空押出成形機に投入して、900×230mmの大型形状の成形素地を作成した。
【0034】成形素地は、セメントの水和反応による素地強度を得るために、1〜2日間の自然養生を行い、さらに120℃の加熱乾燥により自然水を除去後、図2に示す形状に加工した。
【0035】実施例8〜10および比較例5,6では、前記製造方法にて得られた成形素地を、ローラーハースキルンにて最高温度1130℃×30分、3時間通過の迅速焼成を行い、焼成基材を得た。
【0036】(実施例1〜10)各例で使用した遷移金属成分あるいは遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分の水溶液は、これらの塩化金属水和物を金属元素換算で表に示す数値になるように溶解し、作成した。
【0037】この水溶液をスプレーガンにて成形素地またはその焼成基材の表面に、図1に示すように部分的に約120g/m2塗布した後、成形素地またはその焼成基材の表面全体にスプレーガンにて透明釉薬を約700g/m2塗布した。
【0038】透明釉薬は、水野化学工業株式会社製の釉薬No.52を使用し、着色透明釉薬は同釉薬に水野化学工業株式会社製の顔料MG731を外掛け0.5%添加したものを使用した。
【0039】以上の表面処理後、ローラーハースキルンにて最高温度1100℃×30分、3時間通過の迅速焼成を行った。
【0040】(比較例1、2および5)遷移金属成分を使用せず、アルカリ金属成分またはアルカリ土類金属成分のみの水溶液を塗布し、他は上記と同様にした。
【0041】(比較例3)釉薬を塗布せず、他は上記の本発明実施例と同様にした。
【0042】(比較例4および6)釉薬として失透率の高い乳濁釉薬を使用し、他は上記の本発明実施例と同様にした。
【0043】
【表1】

【0044】
【表2】
【0045】本発明実施例では、ベースとなる色調と部分的な発色との色調差が、透明釉薬の効果により、塗装に見られる意図的なものではなく、タイル張りがもつ自然な変化を示す。しかも、焼き物風の質感にあふれた発色に仕上がった。
【0046】本発明実施例のうち実施例7は、着色透明釉薬を使ったものであり、色調変化を緩和するスリット効果(カラーフィルターを被覆したような効果)がより大きくなる。
【0047】これに対し、アルカリ金属成分またはアルカリ土類金属成分のみの水溶液を使用した比較例1、2および5では、発色源となる遷移金属成分が存在しないため、部分的に異なった発色はせず、本発明の効果は得られなかった。
【0048】比較例3は、釉薬を塗布しないため、色調差が意図的なものになり、本発明の効果は得られなかった。
【0049】比較例4および6は、失透率の高い乳濁釉薬を塗布したものであり、水溶液塗布による発色の効果は多少あるものの、素地の質感が消され、結果的に塗装板のような表面に仕上がり、焼き物の質感は得られなかった。
【0050】尚、水溶液に溶解する遷移金属成分、アルカリ金属成分あるいはアルカリ土類金属成分の具体例として、実施例で示した以外のものを使用しても同様の効果が得られた。
【0051】
【発明の効果】大型建材は、施工の容易さから今後ますます需用は多くなると思われる。しかし、従来の製造技術では、建材の大型化に伴ってタイル等の質感を持つ大型板の製造が困難となる。これに対し、本発明は以上に述べたように、部分的かつ自然な色調変化によって、窯変調等のタイルの質感をもつ大型建材の製造が可能となる。
【0052】したがって、本発明によれば、大型建材がもつ施工の容易とタイル等の質感を兼ね備えた大型建材の製造を可能にしたものである。最近の大型建材に見られる高級化志向に対応できる製造技術として、本発明がもつ工業的価値は大きい。
【図面の簡単な説明】
【図1】本発明の実施例の説明図である。(A)は斜視図、(B)図は断面拡大図である。
【図2】本発明の他の実施例の説明図である。(A)は斜視図、(B)図は断面拡大図である。
【符号の説明】
1…水溶液
2…成形素地または焼成基材
3…溝
4…釉薬
【0001】
【産業上の利用分野】本発明は、意匠性に優れたセメント系大型焼成建材の製造方法に関するものである。
【0002】
【従来の技術】家屋の内外装材あるいはエクステリアなどにタイルが使用されている。タイルは、珪石、粘土、長石等を主原料にした配合物を成形後、焼成することで製造される。
【0003】タイルの良さは焼き物の質感に加え、耐久性、耐候性などに優れていることにある。また、焼成条件のバラツキによって個々のタイルごとに微妙に異なった色調を持ち、壁面に張り上げた際には、違和感のない自然な色彩変化を作り出す。しかし、タイルの施工は日数やコストがかかる上に、特殊技術を持つタイル職人に頼らなければならないという問題がある。
【0004】そこで、縦横の溝の形成で多数のタイルを張り合わせた外見を有する大型建材が提案されている。この大型建材によれば、タイル調の壁面を容易かつ迅速に施工することができる。
【0005】
【発明が解決しようとする課題】しかし、タイル材質での大型建材の製造は、タイル材質が粘土成分を主体にしているために、焼成前の強度が小さいことによる製造時の取り扱いの不便さ、あるいは焼成による収縮や変形が大きいなどの問題がある。しかも、大型建材では焼成条件のバラツキによる色調変化がタイルピースではなく、大型建材ごとに生じるために、自然な色彩変化を得ることができない。
【0006】素地を着色する方法として、顔料の練り込みがある。しかし、大型建材においては、部分的な発色の違いを意識して着色させることはきわめて煩雑な工程を強いられ、生産性に劣る。
【0007】一方、前記の特開平6-48856号公報に見られるセメント系の不焼成品は、大型建材であっても製造時の取り扱いが容易であり、収縮や変形も小さく、さらに施工を簡略化することができる。しかし、耐久性および耐候性に劣る。また、表面にタイル調の色付けが行われているが、ガラス塗装や樹脂塗装によるために人工的な外観であることは否めず、焼き物の質感が得られない。
【0008】本発明は、セメント系材質がもつ製造の容易さと、焼き物がもつ意匠性を兼ね備えた、大型建材の製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】本発明の特徴とするところは、特許請求範囲に記載した通りである。すなわち、セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分の水溶液を部分的に塗布後、さらに釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法の発明である。また、この方法において、成形素地表面の部分的に塗布する水溶液を、遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分との水溶液に置換した発明である。
【0010】セメント系成形素地またはその焼成基材に対し、遷移金属成分あるいは遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分の水溶液の塗布のみにおいても、焼成後、発色が得られるが、水溶液を塗布した部分と塗布しない部分との色調変化が極端になり、不自然のために焼き物に窯変性など味わいを持つ意匠性が得られない。
【0011】本発明では上記水溶液を塗布後、成形素地の表面全体に釉薬を塗布することにより、焼成後、基材はガラス質の釉層で被われる。その結果、透明度の高い釉層による反射率や屈折率の影響により、水溶液を塗布した部分の発色と塗布しない部分との色調変化が緩和され、同時に、表面の仕上がりは素地の質感を残すことにより、全体として焼き物の質感を備えた微妙でかつ自然な色調変化が得られる。また、本発明において、透明釉層を着色した場合や素地表面が細かな凹凸やラフなどの荒れた状態を有する場合には、さらに異なったおもむきの意匠性が得られる。 しかも、基材がセメント系であることで、成形素地が高強度であり、大型長尺板や異形断面形状の製造が容易である。
【0012】以下、本発明の製造方法をさらに詳しく説明する。
【0013】成形素地はセメント、フラックス成分、アルミナ−シリカ質無機原料主材とする。セメントの具体例は、アルミナセメント、フライアッシュセメント、普通ポルトランドセメント等が挙げられ、その割合は20〜40重量%が好ましい。20重量%未満では成形素地の強度に劣り、40重量%を超えると焼成後の強度が劣る。
【0014】フラックス成分は、焼結剤としての役割をもつ。具体例としては、各種ガラス粉、フリット、長石、シラス等が挙げられる。その割合は10〜30重量%が好ましい。10重量%未満では焼成後の強度低下や白華現象を招く。30重量%を超えると焼成過多によって施工時の切削加工性に劣る。
【0015】アルミナ−シリカ質無機原料としては、ろう石、坑火石、珪石、珪砂、シャモット等が挙げられる。その割合は30〜60重量%が好ましい。30重量%未満では成形性が低下する。60重量%を超えると焼成後の基材強度が不十分となる。
【0016】本発明における成形素地は以上を基本配合物とするが、成形方法等に応じて可塑剤、流動化剤、分散剤等を適宜に選択添加することができる。
【0017】成形素地の製造においては、以上の配合物に外掛けで10〜20重量%程度の水と必要により使用する結合剤を添加し、混練後、押し出しやプレス等で所望の形状に成形し、セメントによる水和硬化による強度発現後、乾燥させる。必要により、さらにこれを焼成し、焼成基材とする。ここでの焼成温度は1000〜1200℃が好ましい。この場合、コスト面から焼成基材とせず、成形素地のままの状態に後述の水溶液および釉薬を塗布するのが好ましい。
【0018】こうして得られた成形素地またはその焼成基材に対し、表面化粧を施すために、まず、遷移金属成分あるいは遷移金属成分とアルカリ金属および/またはアルカリ土類とが含まれる水溶液を成形素地表面に部分的に塗布し、ついで、透明釉薬を成形素地表面の全体に塗布する。
【0019】遷移金属成分は発色としての役割をもつ。これに対して、遷移金属成分とアルカリ金属成分および/またはアルカリ土類成分を組み合わせた場合、遷移金属成分の発色に濃淡が生じ、微妙な色彩の変化によって、色調の幅を持たせる効果がある。
【0020】遷移金属成分あるいは遷移金属成分とアルカリ金属および/またはアルカリ土類金属成分を含む水溶液は、例えば、これらの金属成分を含む塩化金属水和物を用いて作成する。塩化金属水和物であることで、水に容易にかつ均一に溶ける。遷移金属成分の塩化金属水和物としては、塩化マンガン、塩化コバルト、塩化ニッケル、塩化クロム、塩化第2鉄等の水和物が挙げられる。アルカリ金属成分またはアルカリ土類金属成分の塩化金属水和物としては、塩化カリウム、塩化ナトリウム、塩化カルシウム等の水和物である。
【0021】水溶液は、例えば撹拌機等を用いて撹拌しながら水に上記塩化金属水和物を溶かし込むことで製造される。
【0022】水溶液中の遷移金属成分の含有量は、好ましくは1重量%以上である。遷移金属成分と併用するアルカリ金属成分および/またはアルカリ土類金属成分についても、水溶液中の好ましい含有量は1重量%以上である。1重量%未満の水溶液では、呈色や濃淡変化がつき難い。水溶液中の含有量の上限は、溶解度、コスト等を考慮し、20重量%までが好ましい。
【0023】以上の水溶液の塗布方法は特に限定されるものではなく、例えば、スプレー法、ローラー法、刷毛塗り、スタンプ法等が使用できる。塗布量は100g/m2以上が好ましく、これ以下である場合、焼成後の素地呈色がつきにくい。
【0024】図1、図2は、本発明の方法の説明図である。各図において、(A)は斜視図、(B)図は断面拡大図である。
【0025】本発明では上記の水溶液(1)を例えば図1R>1のとおり、成形素地またはその焼成基材の表面の部分的に塗布する。この水溶液(1)は、成形素地またはその焼成基材の表面の近傍に浸透する。
【0026】図2は、縦横の溝(3)の形成で多数のタイルピースを張り合わせた外観をもつ成形素地またはその焼成基材(2)に対してのものであり、タイルピースの相当部位を選択的に塗布した例である。
【0027】図1、図2において、水溶液(1)を塗布後は、必要に応じて乾燥し、次いで成形素地またはその焼成基材(2)の表面の全面に釉薬(4)を塗布する。釉薬は透明釉薬の使用が好ましい。
【0028】透明釉薬は、顔料を適量含ませてもよい。顔料によって、色調変化はより効果的なものとなる。
【0029】釉薬であっても、例えば乳濁釉やマット釉薬等のうち、焼成後の釉層仕上がりにおいて透明度の低いものの使用では、素地発色の効果が得られ難く、さらに素地の質感等が損なわれ、本発明の意図する焼き物の意匠性などの効果は十分でない。
【0030】釉薬の塗布方法は、例えばスプレー法、刷毛塗り、ドブ漬けなどで行うことができる。十分な耐候性を付与するために、塗布量は300g/m2以上が好ましい。釉薬塗布後の焼成は、ローラーハースキルンなどの焼成炉にて、好ましくは1000〜1200℃の温度で行う。
【0031】本発明は、水溶液および釉薬を塗布する前に成形素地を焼成してもよいが、その場合、水溶液および釉薬を塗布後の焼成温度は、キレツ防止などの面から、成形素地の焼成時より低くすることが好ましい。
【0032】
【実施例】次に本発明実施例および比較例を説明する。
【0033】各例で使用した成形素地の製造は、表1に示す配合物に結合剤としてメチルセルロースを外掛けで0.5wt%添加し、ニーダールーダーにて乾粉混合し、次いで水を所定量添加後、同装置にて混練を行った。得られた混練物は真空押出成形機に投入して、900×230mmの大型形状の成形素地を作成した。
【0034】成形素地は、セメントの水和反応による素地強度を得るために、1〜2日間の自然養生を行い、さらに120℃の加熱乾燥により自然水を除去後、図2に示す形状に加工した。
【0035】実施例8〜10および比較例5,6では、前記製造方法にて得られた成形素地を、ローラーハースキルンにて最高温度1130℃×30分、3時間通過の迅速焼成を行い、焼成基材を得た。
【0036】(実施例1〜10)各例で使用した遷移金属成分あるいは遷移金属成分とアルカリ金属成分および/またはアルカリ土類金属成分の水溶液は、これらの塩化金属水和物を金属元素換算で表に示す数値になるように溶解し、作成した。
【0037】この水溶液をスプレーガンにて成形素地またはその焼成基材の表面に、図1に示すように部分的に約120g/m2塗布した後、成形素地またはその焼成基材の表面全体にスプレーガンにて透明釉薬を約700g/m2塗布した。
【0038】透明釉薬は、水野化学工業株式会社製の釉薬No.52を使用し、着色透明釉薬は同釉薬に水野化学工業株式会社製の顔料MG731を外掛け0.5%添加したものを使用した。
【0039】以上の表面処理後、ローラーハースキルンにて最高温度1100℃×30分、3時間通過の迅速焼成を行った。
【0040】(比較例1、2および5)遷移金属成分を使用せず、アルカリ金属成分またはアルカリ土類金属成分のみの水溶液を塗布し、他は上記と同様にした。
【0041】(比較例3)釉薬を塗布せず、他は上記の本発明実施例と同様にした。
【0042】(比較例4および6)釉薬として失透率の高い乳濁釉薬を使用し、他は上記の本発明実施例と同様にした。
【0043】
【表1】
【0044】
【表2】
【0045】本発明実施例では、ベースとなる色調と部分的な発色との色調差が、透明釉薬の効果により、塗装に見られる意図的なものではなく、タイル張りがもつ自然な変化を示す。しかも、焼き物風の質感にあふれた発色に仕上がった。
【0046】本発明実施例のうち実施例7は、着色透明釉薬を使ったものであり、色調変化を緩和するスリット効果(カラーフィルターを被覆したような効果)がより大きくなる。
【0047】これに対し、アルカリ金属成分またはアルカリ土類金属成分のみの水溶液を使用した比較例1、2および5では、発色源となる遷移金属成分が存在しないため、部分的に異なった発色はせず、本発明の効果は得られなかった。
【0048】比較例3は、釉薬を塗布しないため、色調差が意図的なものになり、本発明の効果は得られなかった。
【0049】比較例4および6は、失透率の高い乳濁釉薬を塗布したものであり、水溶液塗布による発色の効果は多少あるものの、素地の質感が消され、結果的に塗装板のような表面に仕上がり、焼き物の質感は得られなかった。
【0050】尚、水溶液に溶解する遷移金属成分、アルカリ金属成分あるいはアルカリ土類金属成分の具体例として、実施例で示した以外のものを使用しても同様の効果が得られた。
【0051】
【発明の効果】大型建材は、施工の容易さから今後ますます需用は多くなると思われる。しかし、従来の製造技術では、建材の大型化に伴ってタイル等の質感を持つ大型板の製造が困難となる。これに対し、本発明は以上に述べたように、部分的かつ自然な色調変化によって、窯変調等のタイルの質感をもつ大型建材の製造が可能となる。
【0052】したがって、本発明によれば、大型建材がもつ施工の容易とタイル等の質感を兼ね備えた大型建材の製造を可能にしたものである。最近の大型建材に見られる高級化志向に対応できる製造技術として、本発明がもつ工業的価値は大きい。
【図面の簡単な説明】
【図1】本発明の実施例の説明図である。(A)は斜視図、(B)図は断面拡大図である。
【図2】本発明の他の実施例の説明図である。(A)は斜視図、(B)図は断面拡大図である。
【符号の説明】
1…水溶液
2…成形素地または焼成基材
3…溝
4…釉薬
【特許請求の範囲】
【請求項1】 セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分を含む塩化金属水和物を溶かし込んだ水溶液を部分的に塗布後、さらに透明釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法。
【請求項2】セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分を含む塩化金属水和物とアルカリ金属成分および/またはアルカリ土類金属成分を含む塩化金属水和物を溶かし込んだ水溶液を部分的に塗布後、さらに透明釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法。
【請求項1】 セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分を含む塩化金属水和物を溶かし込んだ水溶液を部分的に塗布後、さらに透明釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法。
【請求項2】セメント、フラックス成分およびアルミナ−シリカ質原料を主材とした配合物を混練・成形して得られた成形素地またはその焼成基材の表面に、遷移金属成分を含む塩化金属水和物とアルカリ金属成分および/またはアルカリ土類金属成分を含む塩化金属水和物を溶かし込んだ水溶液を部分的に塗布後、さらに透明釉薬を成形素地またはその焼成基材の表面の全面に塗布し、焼成することを特徴とするセメント系大型焼成建材の製造方法。
【図1】

【図2】
【図2】
【特許番号】特許第3530260号(P3530260)
【登録日】平成16年3月5日(2004.3.5)
【発行日】平成16年5月24日(2004.5.24)
【国際特許分類】
【出願番号】特願平7−72583
【出願日】平成7年3月30日(1995.3.30)
【公開番号】特開平8−268784
【公開日】平成8年10月15日(1996.10.15)
【審査請求日】平成12年11月17日(2000.11.17)
【出願人】(000170716)黒崎播磨株式会社 (314)
【参考文献】
【文献】特開 平3−257087(JP,A)
【文献】特開 平4−89352(JP,A)
【文献】特開 平1−313353(JP,A)
【文献】特開 平4−89375(JP,A)
【文献】特開 平6−144923(JP,A)
【文献】特開 昭54−157118(JP,A)
【登録日】平成16年3月5日(2004.3.5)
【発行日】平成16年5月24日(2004.5.24)
【国際特許分類】
【出願日】平成7年3月30日(1995.3.30)
【公開番号】特開平8−268784
【公開日】平成8年10月15日(1996.10.15)
【審査請求日】平成12年11月17日(2000.11.17)
【出願人】(000170716)黒崎播磨株式会社 (314)
【参考文献】
【文献】特開 平3−257087(JP,A)
【文献】特開 平4−89352(JP,A)
【文献】特開 平1−313353(JP,A)
【文献】特開 平4−89375(JP,A)
【文献】特開 平6−144923(JP,A)
【文献】特開 昭54−157118(JP,A)
[ Back to top ]