
セメント製造装置およびセメント製造方法
【課題】投入された廃棄物から金属類を効率的に除去することができ、しかも装置にかかる負担を軽減することができるセメント製造装置等を提供する。
【解決手段】セメント製造装置1は、竪型ミル100と、そこからの排石を循環して再び竪型ミル100に投入する循環部300と、排石から金属類を選別する金属類選別部350とを備え、さらに、金属類選別部350とは別にコンベアベルト370を備えている。排石の搬送方向の切替手段である切替手段332は、竪型ミル100に設けられた振動検出部15で検出された振動が所定の閾値以上となった場合に、排石を金属類選別部350に供給するように構成されている。
【解決手段】セメント製造装置1は、竪型ミル100と、そこからの排石を循環して再び竪型ミル100に投入する循環部300と、排石から金属類を選別する金属類選別部350とを備え、さらに、金属類選別部350とは別にコンベアベルト370を備えている。排石の搬送方向の切替手段である切替手段332は、竪型ミル100に設けられた振動検出部15で検出された振動が所定の閾値以上となった場合に、排石を金属類選別部350に供給するように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セメント製造装置およびセメント方法に関し、特には、固形廃棄物をセメント原料または燃料の一部として用いるセメント製造装置においてその固形廃棄物から金属類を効率的に除去することができ、しかも装置にかかる負担を軽減することができるセメント製造装置等に関する。
【背景技術】
【0002】
従来、例えば特許文献1には、セメント製造装置に関し、竪型ミルから排出された排石を、循環部を経由させて再び竪型ミルに戻す構成のものが開示されている。また、近年、環境対策などの観点から、セメント原料や燃料の一部として建設残土や汚泥などの固形廃棄物を利用することが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−245405号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記のように固形廃棄物をセメント原料や燃料の一部として利用する場合においては、その固形廃棄物から金属類を分離除去することが望ましい。これを実現する1つの方法として、例えば竪型ミルよりも上流側に金属類分離手段を配置し、これを用いて金属類を分離除去することが考えられる。しかしながら、この構成の場合、金属類分離手段によって十分に金属類が除去しきれなかった場合、その金属類が竪型ミルをはじめとする下流の装置に供給され、それにより著しい損傷・摩耗が生じるおそれがある。特に固形廃棄物が水分を多く含んだものである場合、金属類分離手段の除去効率が低下することから、上記問題はより顕著となる。
【0005】
本発明は上述のような課題に鑑みてなされたものであり、その目的は、固形廃棄物をセメント原料または燃料の一部として用いる場合であって、その廃棄物から非鉄金属を含む金属類を効率的に除去することができ、しかも装置にかかる負担を軽減することができるセメント製造装置等を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための本発明のセメント製造装置は、
廃棄物をセメント原料または燃料として用いるセメント製造装置において、
前記廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、
前記別廃棄物から金属類を選別する金属類選別部と
を備え、
前記循環部は、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、
前記竪型ミルの振動を検出する振動検出部と、
前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給するとともに、検出された前記振動が閾値以上となった場合、前記別廃棄物を前記選別系統に供給する切替手段と
を有することを特徴とするセメント製造装置。
【0007】
本発明によれば、循環部に金属類選別部が設けられているので、金属類を効率的に除去するとともに、竪型ミルおよびその下流に設けられた装置の損傷を軽減することができる(詳細は〔発明を実施するための形態〕の中で後述する)。さらには、竪型ミルの振動が所定の閾値以上となった場合にのみ、別廃棄物が選別系統に供給されるように構成されているので、選別系統の装置寿命の延命化を図ることができる。
【発明の効果】
【0008】
本発明によれば、固形廃棄物をセメント原料または燃料の一部として用いるセメント製造装置において、その廃棄物から金属類を効率的に除去することができ、しかも装置にかかる負担を軽減可能なセメント製造装置およびセメント製造方法を提供できる。
【図面の簡単な説明】
【0009】
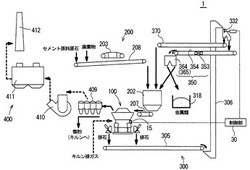
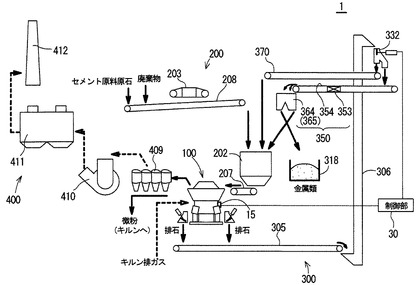
【図1】本発明の一形態のセメント製造装置の構成を模式的に示す図である。
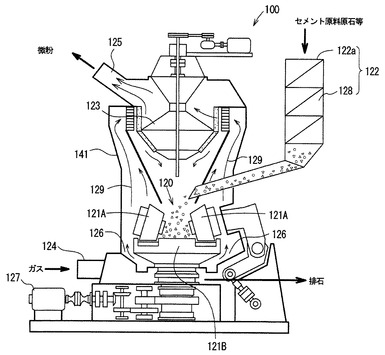
【図2】竪型ミルの構造を示す縦断面図である。
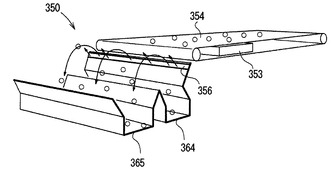
【図3】金属類選別部の斜視図である。
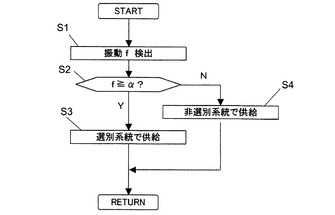
【図4】図1のセメント製造装置の主に循環部の動作の一例を示すフローチャートである。
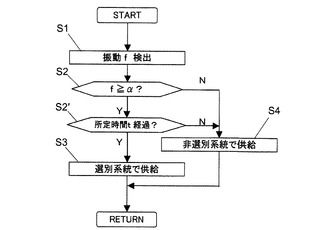
【図5】図1のセメント製造装置の主に循環部の動作の他の例を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施の一形態について説明する。
図1に示すように、このセメント製造装置1は、供給されるセメント原料原石や固形廃棄物(以下、これらを単に「原料原石等」ともいう)を粉砕する竪型ミル100と、その竪型ミル100に上記原料原石等を供給する供給部200と、竪型ミル100によって粉砕された原料原石等の微粉をセメント焼成装置のキルン(不図示)に供給するとともに竪型ミル100からのガスを除塵し排出する排出部400と、竪型ミル100によって粉砕された原料原石等の粗粒(排石または別廃棄物とも言う)を循環して再び竪型ミル100に戻す循環部300と、を備えている。
【0011】
図1では、供給部200のベルトコンベア208(詳細下記)にセメント原料原石と廃棄物とが供給される様子が描かれている。この「廃棄物(固形廃棄物)」としては、建設残土、埋立土、焼却灰、石炭灰などが挙げられる。「セメント原料原石」は、一例として、石灰石と粘土類、珪石を主とするセメント原料であってもよい。
【0012】
[竪型ミル]
竪型ミル100は、図2に示すように筒状の本体部141を備え、その内部に、原料原石等を粉砕するための粉砕部120が設けられている。本体部141の側方には、縦方向に伸びる原料供給路122が設けられており、原料原石等がこの原料供給路122を通って本体部141内に供給されるように構成されている。
【0013】
粉砕部120は本体部141内の底部にあり、電動機127を駆動源として鉛直軸周りに回転する粉砕テーブル121Bと、その上面で転がる複数の粉砕ローラ121Aとを有している。本体部141内に供給された原料原石等はこの粉砕テーブル121B上に供給され、粉砕テーブル121B上で回転しながら粉砕ローラ121Aによって粉砕される。
【0014】
本体部141の底部側面にはガス導入口124が設けられており、このガス導入口124から高温のガス(例えば300℃)が本体部141内に導入されるようになっている。導入されたガスは本体部141内で上昇ガス流129となり、この上昇ガス流129によって、粉砕された原料原石等の微粉が上方に飛ばされる(詳細後述)。微粉は、ガスとともに本体部141の上部の排出口125から外部に排出される。
【0015】
粉砕テーブル121Bの周囲には排石用の開口部126が設けられている。上昇ガス129に乗ることができない比較的大きな粗粒や塊など(金属類を含んでいる)は、粉砕テーブル121Bの周囲から開口部126に落下する。開口部126に落下した粗粒(排石、別廃棄物)はベルトコンベア305(図1参照)によって外部に搬送される。なお、粉砕テーブル121Bは、上昇ガス流129の作用と相まって形状選別部として機能するものである。
【0016】
本体部141内の上部には、もう1つの形状選別部である分級機123が設けられている。この分級機123は、上昇ガス流129によって運ばれた微粉を分級する。
【0017】
[全体構成]
再び図1を参照する。供給部200は、セメント原料原石および廃棄物を受けてそれを搬送する原料ベルトコンベア208と、そのベルトコンベア208の途中に配置された磁選機203と、ベルトコンベア208の終端側に配置された原料タンク202と、その原料タンク202からの原料原石等を竪型ミル100に搬送する原料ベルトフィーダ207とを有している。このように供給部200に磁選機203が設けられている場合、原料タンク202に供給する前に原料原石等から鉄片等を除去することができる点で好ましい。
【0018】
排出部400は、竪型ミル100の排出口125(図2参照)から排出された微粉をセメント製造装置のキルン(不図示)に送るサイクロン409と、そのサイクロン409からのガスが通る排気ファン410と、ガス中の異物等を除塵する電気集塵機411と、集塵機411からのガスを大気に排出する煙突412と、を有している。
【0019】
循環部300は、竪型ミル100から排出された排石を略水平方向に搬送する排石ベルトコンベア305と、該ベルトコンベア305によって搬送された排石を上方に搬送する排石バケットエレベータ306とを有している。排石バケットエレベータ306の排出部付近には、排石バケットエレベータ306からの排石を受ける切替手段332が配置されている。切替手段332は、排石を、第1の搬送ルートと第2の搬送ルートとに切り替える機能を有している。切替手段332の下流には金属類選別部350(詳細下記)と、ベルトコンベア370とが並列に配置されており、切替手段332は、排石をこれらのうちいずれかのルートに振り分ける。切替手段332は、そのような振分け機能を備えるものであればいかなる構成であってもよいが、一例として、所定の駆動源によって内部の通路が切り替えられ、排石が第1のルートまたは第2のルートに振り分けられるものであってもよい。
【0020】
[金属類選別部]
次に、図3を参照して金属類選別部350について説明する。
金属類選別部350は市販のもの(例えば(株)アーステクニカ社製の「マルチソータF600」)を利用することができる。この例では、排石を略水平方向に搬送するベルトコンベア354と、このベルトコンベア354の終端部付近に設けられた2つのホッパ364、365とが設けられている。ベルトコンベア354に近い側が第1のホッパ364であり、遠い側が第2のホッパ365である。金属類選別部350はさらに、ベルトコンベア354内に配置された磁界センサ353を有している。また、ベルトコンベア354の終端部と第1のホッパ364との間には、横方向に配列されたエアノズル356が設けられている。
【0021】
この磁界センサ353は、強い磁気を用いることでベルトコンベア354上の排石中に存在する金属を検出するものであり、鉄だけでなく非鉄金属も検出可能に設けられている。本実施形態では磁選機203によって排石中の鉄片は予め大部分が除去されており、この磁界センサ353では主として非鉄金属が検出されることとなる。
【0022】
このように構成された金属類選別部350は、磁界センサ353によって排石中の金属類(主として非鉄金属)が検知された場合に所定のタイミングでエアノズル356を動作させることで、風圧により、金属類を第2のホッパ365に吹き飛ばす。一方、金属類以外の塊などは、第1のホッパ364内に落下する。これにより、排石から金属類を分離することができる。図1に示すように、第1のホッパ364に落下した排石は再び原料タンク202に送られて竪型ミル100に再投入され、一方、第2のホッパ365に吹き飛ばされた金属類は容器318内に除去される。
【0023】
[ミル振動検出]
図1に示すように、本実施形態においては、竪型ミル100に、その振動を計測する振動検出部15が設けられている。振動検出部15は、振動を検出できるものであれば特に限定されるものではなく、例えば、加速度を検出するものであってもよいし、変位を検出するものであってもよい。振動検出部15は、接触式または非接触式のいずれであってもよく、その配置位置も特定箇所に限定されるものではない。一例として、振動検出部15は、竪型ミル100のテーブルライナーから約1メートル上方のミルケーシング(本体部141)側面に取り付けられてもよい。
【0024】
振動検出部15が検出する振動の方向は、水平方向および垂直方向の両方であってもよいし、いずれか一方のみであってもよい。
【0025】
図1に模式的に示すように、この例では、振動検出部15は制御部30に接続されている。この制御部30は、切替手段332の駆動源に接続され(一例)、振動検出部15の検出結果に基づいて下記のような処理(一例)を行う:
(i)検出された竪型ミル100の振動がある閾値以上の場合には、排石が金属類選別部350に供給されるように切替手段332を制御する。
(ii)一方、振動がある閾値未満の場合には、排石がベルトコンベア370に供給されるように切替手段332を制御する。
【0026】
[原料および廃棄物の流れ]
上記のように構成された本実施形態のセメント製造装置1の動作について、以下説明する。
【0027】
まず、供給部200のベルトコンベア208にセメント原料原石および固形廃棄物が供給される。この原料原石等はベルトコンベア208によって搬送され、原料タンク202内へと供給される。ベルトコンベア208によって搬送される途中で、磁選機203によって、原料原石等に混入している金属の内鉄片等が選別除去される。
【0028】
次いで、原料タンク202からの原料原石等がベルトフィーダ207によって竪型ミル100へと搬送される。搬送された原料原石等は、竪型ミル100の原料供給路122(図2参照)に供給され、原料供給路122を通って(具体的には、三重ダンパー128などを通って)本体部141内に送られる。
【0029】
本体部141内に送られた原料原石等は、図2に示すように粉砕テーブル121B上に供給され、粉砕ローラ121Aによって細かく粉砕される。
【0030】
本実施形態の竪型ミル100では、供給された原料原石等に含まれる金属異物が比較的大きい(または大量の)場合、粉砕する際に生じる振動も大きくなる。そこで、本実施形態では、振動検出部15によって竪型ミル100の振動の計測を行い、その振動の大きさから、ミル内の原料原石等に含まれる金属異物の性状を推定する。振動検出部15の検出結果に基づく切替手段332の切替え動作については後述するものとする。
【0031】
再び図2を参照し、粉砕テーブル121Bおよび粉砕ローラ121Aの動作中、ガス導入口124からキルン排ガスの温度が300℃(一例)の熱風が導入され、熱風は、粉砕テーブル121Bの周囲からの上昇ガス流129となって上方に送られる。この上昇ガス流129によって、粉砕された原料原石等の微粉(適合廃棄物)が上方に運ばれ、分級機123で分級されて、上昇ガス流129に乗って粉砕物排出口125から外部へ排出される。なお、分級機123で分級されて外部へと排出される金属類については、セメント製品として品質上問題はない。
【0032】
排出口125から排出された微粉は、次いで図1に示すように、サイクロン409によって捕集されてセメントキルンへ送られる。サイクロン409でほとんどの微粉が分離されたガスは、排気ファン410を通り、電気集塵機411にてほぼ完全に除塵され煙突412から大気へと排出される。電気集塵機411で捕集されたダストは、セメントキルンに搬送され焼成されてセメントクリンカ(セメント中間製品)となる。なお、サイクロン409はなくてもよい。
【0033】
竪型ミル100の説明に戻り(図2参照)、上昇ガス流129に乗れなかった粉砕されていない金属類を含む比較的大きな粗粒(排石、別廃棄物)は、その大部分が排石用開口部126から落下する。落下した排石は、図1に示すように、排石ベルトコンベア305で輸送される。このコンベア305で輸送された排石は、次いで、排石バケットエレベータ306で上方に搬送され、切替手段332に供給される。
【0034】
[ミル振動に基づく制御]
本実施形態では、動作中の竪型ミル100の振動が振動検出部15によって計測される(図4のフローチャートのステップS1)。振動検出部15は、竪型ミル100の粉砕ローラ121Aが原料原石等の粉砕を行っている間、その振動の検出を行う。検出は、原料原石等の粉砕中、常時行われてもよいが、これに限定されるものではなく、間欠的に行われてもよい。
【0035】
そして、制御部30は、検出された振動値fがある閾値α以上であるか否かを判定し(ステップS2)、閾値α以上であった場合には、切替手段332からの排石をベルトコンベア354(選別系統)を介して金属類選別部350に供給させる(ステップS3:選別系統で供給)。
【0036】
金属類選別部350(図3参照)では、まず、エレベータ306からの排石をベルトコンベア354(選別系統)で受け、ベルトコンベア354は排石をホッパ364、365側に向けて搬送する。磁界センサ353で検知された金属類は、エアノズル356の噴射によって吹き飛ばされて第2のホッパ365内に飛び込む。金属類以外の排石(粉粒体や塊)は、ベルトコンベア終端部から第1のホッパ364内に落下する。第2のホッパ365に入った金属類は、図1に示すように、容器318内に除去される。一方、第1のホッパ364に入った排石は、再び原料タンク202に投入される。
【0037】
図4のステップS2で、検出された振動値fがある閾値α未満であった場合には、制御部30は、切替手段332からの排石をベルトコンベア370(非選別系統)に供給する(ステップS4:非選別系統で供給)。ベルトコンベア370に供給された排石は、そのまま下流へと送られ、上記同様、原料タンク202に供給される。
【0038】
こうして原料タンク202に供給された排石は、原料ベルトフィーダ207を経由して再び竪型ミル100内へと送られ、その後、上記の一連の動作を繰り返す。
【0039】
[ミル振動に基づく制御(起動時間を考慮)]
なお、セメント製造装置1は、図4のようなフローチャートの他にも、図5のようなフローチャートにしたがって動作するものであってもよい。図5のフローチャートは基本的に図4のものと同じであるが、ステップS2の判定工程の後に、所定時間tが経過したか否かの判定工程(ステップS2′)が追加されている。すなわち、検出された振動値fが閾値α以上であって(ステップS2)、かつ、その時点(閾値α以上となった時点)から所定時間tが経過したとき(ステップS2′)に、排石が金属類選別部350に振り分けられるようになっている。
【0040】
このように、排石を金属類選別部350に振り分けるのを所定時間tだけ遅らせる1つの理由は以下の通りである。すなわち、例えば省エネ等の理由で通常時は金属類選別部350を停止して運転する場合、振動が大きくなってベルトコンベア354(選別系統)に切り替えると同時に金属類選別部350を起動する必要があるが、金属類選別部350が起動してから稼動するまでにタイムラグがある場合、金属類選別部350が稼動していないにもかかわらずベルトコンベア354に廃棄物が供給され、金属が適切に除去されないおそれがある。これに対して上記のように所定時間t経過後(この時点では、金属類選別部350の起動が完了している)にベルトコンベア354に切り替えることにより、金属類の除去を適切に行うことが可能となる。
【0041】
なお、所定時間t(図5のステップS2′)は、例えば、排石が竪型ミル100から金属類選別部350まで搬送されるのに必要な所要時間等を考慮して決定されるものであってもよい。
【0042】
[効果]
以上に説明した本実施形態に係る発明は次の通りである。
1.廃棄物をセメント原料または燃料として用いるセメント製造装置(1)において、
前記廃棄物を粉砕する粉砕部(粉砕ローラ121A、粉砕テーブル121B)、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部(粉砕テーブル121B)を有する竪型ミル(100)と、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミル(100)に再投入する循環部(300)と、
前記別廃棄物から金属類を選別する金属類選別部(350)と
を備え、
前記循環部(300)は、前記竪型ミル(100)から前記別廃棄物を搬出する排出路(305)と、前記排出路に接続し、前記竪型ミル(100)の鉛直上方側に前記別廃棄物を供給する供給路(306、354)とを有し、
前記金属類選別部(350)は、前記供給路(354)に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統(ベルトコンベア354)と、(ii)この選別系統以外の非選別系統(ベルトコンベア370)とを有し、
さらに、
前記別廃棄物を前記選別系統(ベルトコンベア354)と前記非選別系統(ベルトコンベア370)のいずれか一方に供給する切替手段(332)と、
前記竪型ミルの振動を検出する振動検出部(15)と、を備え、
前記切替手段(332)は、検出された振動が閾値以上となった場合、前記別廃棄物を前記選別系統(ベルトコンベア354)に供給すること
を特徴とするセメント製造装置(1)。
【0043】
このように構成されたセメント製造装置(1)によれば次のような利点がある。すなわち、循環部(300)に金属類選別部(350)を設けない場合、磁選機(203)が一旦金属類を取り残した場合、再度選別することはできないが、本実施形態のように金属類選別部(350)が設けてあれば、金属類を効率的に除去することができる。また、循環部(300)に金属類選別部(350)を設けることで、再度竪型ミル(100)に投入される金属類を大幅に減少させることが可能となり、竪型ミル(100)および循環部(300)にかかる負荷を低減させることができる。
【0044】
また、一般的なセメント製造装置には、石灰石等の原料を粉砕するための竪型ミル(100)が設けられている。本実施形態では、この竪型ミル(100)を利用して廃棄物を粉砕するものであるので、別途新たな装置を設けることなく、廃棄物を粉砕しつつ、金属類を選別することができる。循環部(300)においては、すでに廃棄物が粉砕された状態となっているので、竪型ミル(100)よりも上流で金属類の除去を行うのに比較して、効率的に金属類を除去できる。さらに、図1のような構成においては、磁選機203によってすでに鉄の大塊が一次選別されており、金属類選別部350で金属類を除去する際は上流(ベルトコンベア208)に比べて金属塊が少量となっているため、金属類の除去を良好に行うことができる。
【0045】
特に、廃棄物が建設発生土である場合、廃棄物内には金属も含まれることとなり、含まれる金属の量が増加すると、装置内、とりわけ循環路(300)の内壁に金属塊が衝突して悪影響を与えるおそれがある。一方、本実施形態では、多量の金属が竪型ミル(100)を通過する際は竪型ミル(100)の振動が大きくなり、検出された振動が閾値以上となった場合にのみ別廃棄物を選別系統(ベルトコンベア354)に供給するので、選別系統の装置等(ベルトコンベア354)にかかる負担を軽減することができる。
【0046】
この点についてより詳しく説明する。仮に本実施形態のように別途のベルトコンベア370が設けられていない場合、金属類分離装置350のベルトコンベア354で常に排石を搬送することとなるので、このベルトコンベア354等の摩耗、損傷が進行しやすい。
【0047】
とりわけ、図3のような金属類選別部350においては、磁界センサ353がベルトコンベア354の内側に設けられ、このベルトコンベア354越しに金属類の選別が行われる構成であるため、比較的薄いベルトコンベア354が使用されることとなる。したがって、ベルトコンベア354の磨耗、損傷の対策が特に重要となるが、本実施形態の構成によれば、別廃棄物が間欠的にベルトコンベア354に供給されるものであるため、ベルトコンベア354の摩耗、損傷を低減することができる。
【0048】
一方、排石の性状によっては(すなわち、非鉄金属を含む金属類がそれほど含まれていない場合には)、金属分類を行わずに排石をそのまま竪型ミル100に戻しても差し支えない場合もある。
【0049】
本実施形態では、竪型ミル100の振動量が所定の閾値以上であった場合、言い換えれば、粉砕されているものの中に比較的多くの金属類が含まれていると推定される場合にのみ金属類分離装置350側に排石が供給され、それ以外はベルトコンベア370での搬送となるので、金属類分離装置350のベルトコンベア354等の摩耗、損傷の進行を抑えることができる。
【0050】
仮に、竪型ミルの振動量が所定の閾値を超えない程度の金属類が循環部300から再度竪型ミル100に戻されたとしても、その程度の金属類の量であれば、粉末化してセメント原料として利用することができるので、特に問題はない。また、そのような金属類が原料粉砕工程の設備に与える損傷は軽微である。
【0051】
さらに本実施形態のように、金属類選別部350とは別にベルトコンベア370が設けられている場合、もし故障等によって金属類選別部350が運転不能となった場合であっても、ベルトコンベア370で搬送を行うことができるので、セメント原料粉砕工程全体の停止を回避することができる。
【0052】
なお、金属類選別部350は、間欠的な運転を行うように構成されていてもよいし、連続的な運転(常時運転)を行うように構成されていてもよい。間欠的な運転の場合、運転コストの低減を図ることができる。
【0053】
2.切替手段(332)は、検出された振動が閾値以上になってから所定時間(t)経過後、前記別廃棄物を前記選別系統(354)に供給する。
このような構成によれば、上述したように、例えば金属類選別部350が稼働するまでの時間等を考慮した良好な金属類除去が実施可能となる。
【0054】
なお、本発明は図1に示したような形態に限られるものではなく、種々変更可能である。例えば、図1の磁選機203を省略しても構わない。磁選機230を設けるか否かは、投入される廃棄物の性状等を考慮して決定すればよい。
【0055】
図1では、模式的に1つの制御部30を図示したが、このような制御部は必ずしも独立した機器として設けられている必要はない。セメント製造装置1の動作を制御する不図示の制御手段に制御部30と同様の機能を持たせることで対応してもよい。
【符号の説明】
【0056】
1 セメント製造装置
15 振動検出部
30 制御部
100 竪型ミル
120 粉砕部
121A 粉砕ローラ
121B 粉砕テーブル
122 原料供給路
123 分級機
124 ガス導入部
125 排出部
126 開口部
129 上昇ガス流
141 本体部
200 供給部
202 原料タンク
203 磁選機
207 原料ベルトフィーダ
208 ベルトコンベア
300 循環部
305 排石ベルトコンベア
306 排石バケットエレベータ
332 切替手段
350 金属類選別部
353 磁界センサ
354 ベルトコンベア
356 エアノズル
364 第1のホッパ
365 第2のホッパ
370 ベルトコンベア
400 排出部
409 サイクロン
410 排気ファン
411 電気集塵機
412 煙突
【技術分野】
【0001】
本発明は、セメント製造装置およびセメント方法に関し、特には、固形廃棄物をセメント原料または燃料の一部として用いるセメント製造装置においてその固形廃棄物から金属類を効率的に除去することができ、しかも装置にかかる負担を軽減することができるセメント製造装置等に関する。
【背景技術】
【0002】
従来、例えば特許文献1には、セメント製造装置に関し、竪型ミルから排出された排石を、循環部を経由させて再び竪型ミルに戻す構成のものが開示されている。また、近年、環境対策などの観点から、セメント原料や燃料の一部として建設残土や汚泥などの固形廃棄物を利用することが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−245405号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記のように固形廃棄物をセメント原料や燃料の一部として利用する場合においては、その固形廃棄物から金属類を分離除去することが望ましい。これを実現する1つの方法として、例えば竪型ミルよりも上流側に金属類分離手段を配置し、これを用いて金属類を分離除去することが考えられる。しかしながら、この構成の場合、金属類分離手段によって十分に金属類が除去しきれなかった場合、その金属類が竪型ミルをはじめとする下流の装置に供給され、それにより著しい損傷・摩耗が生じるおそれがある。特に固形廃棄物が水分を多く含んだものである場合、金属類分離手段の除去効率が低下することから、上記問題はより顕著となる。
【0005】
本発明は上述のような課題に鑑みてなされたものであり、その目的は、固形廃棄物をセメント原料または燃料の一部として用いる場合であって、その廃棄物から非鉄金属を含む金属類を効率的に除去することができ、しかも装置にかかる負担を軽減することができるセメント製造装置等を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための本発明のセメント製造装置は、
廃棄物をセメント原料または燃料として用いるセメント製造装置において、
前記廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、
前記別廃棄物から金属類を選別する金属類選別部と
を備え、
前記循環部は、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、
前記竪型ミルの振動を検出する振動検出部と、
前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給するとともに、検出された前記振動が閾値以上となった場合、前記別廃棄物を前記選別系統に供給する切替手段と
を有することを特徴とするセメント製造装置。
【0007】
本発明によれば、循環部に金属類選別部が設けられているので、金属類を効率的に除去するとともに、竪型ミルおよびその下流に設けられた装置の損傷を軽減することができる(詳細は〔発明を実施するための形態〕の中で後述する)。さらには、竪型ミルの振動が所定の閾値以上となった場合にのみ、別廃棄物が選別系統に供給されるように構成されているので、選別系統の装置寿命の延命化を図ることができる。
【発明の効果】
【0008】
本発明によれば、固形廃棄物をセメント原料または燃料の一部として用いるセメント製造装置において、その廃棄物から金属類を効率的に除去することができ、しかも装置にかかる負担を軽減可能なセメント製造装置およびセメント製造方法を提供できる。
【図面の簡単な説明】
【0009】
【図1】本発明の一形態のセメント製造装置の構成を模式的に示す図である。
【図2】竪型ミルの構造を示す縦断面図である。
【図3】金属類選別部の斜視図である。
【図4】図1のセメント製造装置の主に循環部の動作の一例を示すフローチャートである。
【図5】図1のセメント製造装置の主に循環部の動作の他の例を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施の一形態について説明する。
図1に示すように、このセメント製造装置1は、供給されるセメント原料原石や固形廃棄物(以下、これらを単に「原料原石等」ともいう)を粉砕する竪型ミル100と、その竪型ミル100に上記原料原石等を供給する供給部200と、竪型ミル100によって粉砕された原料原石等の微粉をセメント焼成装置のキルン(不図示)に供給するとともに竪型ミル100からのガスを除塵し排出する排出部400と、竪型ミル100によって粉砕された原料原石等の粗粒(排石または別廃棄物とも言う)を循環して再び竪型ミル100に戻す循環部300と、を備えている。
【0011】
図1では、供給部200のベルトコンベア208(詳細下記)にセメント原料原石と廃棄物とが供給される様子が描かれている。この「廃棄物(固形廃棄物)」としては、建設残土、埋立土、焼却灰、石炭灰などが挙げられる。「セメント原料原石」は、一例として、石灰石と粘土類、珪石を主とするセメント原料であってもよい。
【0012】
[竪型ミル]
竪型ミル100は、図2に示すように筒状の本体部141を備え、その内部に、原料原石等を粉砕するための粉砕部120が設けられている。本体部141の側方には、縦方向に伸びる原料供給路122が設けられており、原料原石等がこの原料供給路122を通って本体部141内に供給されるように構成されている。
【0013】
粉砕部120は本体部141内の底部にあり、電動機127を駆動源として鉛直軸周りに回転する粉砕テーブル121Bと、その上面で転がる複数の粉砕ローラ121Aとを有している。本体部141内に供給された原料原石等はこの粉砕テーブル121B上に供給され、粉砕テーブル121B上で回転しながら粉砕ローラ121Aによって粉砕される。
【0014】
本体部141の底部側面にはガス導入口124が設けられており、このガス導入口124から高温のガス(例えば300℃)が本体部141内に導入されるようになっている。導入されたガスは本体部141内で上昇ガス流129となり、この上昇ガス流129によって、粉砕された原料原石等の微粉が上方に飛ばされる(詳細後述)。微粉は、ガスとともに本体部141の上部の排出口125から外部に排出される。
【0015】
粉砕テーブル121Bの周囲には排石用の開口部126が設けられている。上昇ガス129に乗ることができない比較的大きな粗粒や塊など(金属類を含んでいる)は、粉砕テーブル121Bの周囲から開口部126に落下する。開口部126に落下した粗粒(排石、別廃棄物)はベルトコンベア305(図1参照)によって外部に搬送される。なお、粉砕テーブル121Bは、上昇ガス流129の作用と相まって形状選別部として機能するものである。
【0016】
本体部141内の上部には、もう1つの形状選別部である分級機123が設けられている。この分級機123は、上昇ガス流129によって運ばれた微粉を分級する。
【0017】
[全体構成]
再び図1を参照する。供給部200は、セメント原料原石および廃棄物を受けてそれを搬送する原料ベルトコンベア208と、そのベルトコンベア208の途中に配置された磁選機203と、ベルトコンベア208の終端側に配置された原料タンク202と、その原料タンク202からの原料原石等を竪型ミル100に搬送する原料ベルトフィーダ207とを有している。このように供給部200に磁選機203が設けられている場合、原料タンク202に供給する前に原料原石等から鉄片等を除去することができる点で好ましい。
【0018】
排出部400は、竪型ミル100の排出口125(図2参照)から排出された微粉をセメント製造装置のキルン(不図示)に送るサイクロン409と、そのサイクロン409からのガスが通る排気ファン410と、ガス中の異物等を除塵する電気集塵機411と、集塵機411からのガスを大気に排出する煙突412と、を有している。
【0019】
循環部300は、竪型ミル100から排出された排石を略水平方向に搬送する排石ベルトコンベア305と、該ベルトコンベア305によって搬送された排石を上方に搬送する排石バケットエレベータ306とを有している。排石バケットエレベータ306の排出部付近には、排石バケットエレベータ306からの排石を受ける切替手段332が配置されている。切替手段332は、排石を、第1の搬送ルートと第2の搬送ルートとに切り替える機能を有している。切替手段332の下流には金属類選別部350(詳細下記)と、ベルトコンベア370とが並列に配置されており、切替手段332は、排石をこれらのうちいずれかのルートに振り分ける。切替手段332は、そのような振分け機能を備えるものであればいかなる構成であってもよいが、一例として、所定の駆動源によって内部の通路が切り替えられ、排石が第1のルートまたは第2のルートに振り分けられるものであってもよい。
【0020】
[金属類選別部]
次に、図3を参照して金属類選別部350について説明する。
金属類選別部350は市販のもの(例えば(株)アーステクニカ社製の「マルチソータF600」)を利用することができる。この例では、排石を略水平方向に搬送するベルトコンベア354と、このベルトコンベア354の終端部付近に設けられた2つのホッパ364、365とが設けられている。ベルトコンベア354に近い側が第1のホッパ364であり、遠い側が第2のホッパ365である。金属類選別部350はさらに、ベルトコンベア354内に配置された磁界センサ353を有している。また、ベルトコンベア354の終端部と第1のホッパ364との間には、横方向に配列されたエアノズル356が設けられている。
【0021】
この磁界センサ353は、強い磁気を用いることでベルトコンベア354上の排石中に存在する金属を検出するものであり、鉄だけでなく非鉄金属も検出可能に設けられている。本実施形態では磁選機203によって排石中の鉄片は予め大部分が除去されており、この磁界センサ353では主として非鉄金属が検出されることとなる。
【0022】
このように構成された金属類選別部350は、磁界センサ353によって排石中の金属類(主として非鉄金属)が検知された場合に所定のタイミングでエアノズル356を動作させることで、風圧により、金属類を第2のホッパ365に吹き飛ばす。一方、金属類以外の塊などは、第1のホッパ364内に落下する。これにより、排石から金属類を分離することができる。図1に示すように、第1のホッパ364に落下した排石は再び原料タンク202に送られて竪型ミル100に再投入され、一方、第2のホッパ365に吹き飛ばされた金属類は容器318内に除去される。
【0023】
[ミル振動検出]
図1に示すように、本実施形態においては、竪型ミル100に、その振動を計測する振動検出部15が設けられている。振動検出部15は、振動を検出できるものであれば特に限定されるものではなく、例えば、加速度を検出するものであってもよいし、変位を検出するものであってもよい。振動検出部15は、接触式または非接触式のいずれであってもよく、その配置位置も特定箇所に限定されるものではない。一例として、振動検出部15は、竪型ミル100のテーブルライナーから約1メートル上方のミルケーシング(本体部141)側面に取り付けられてもよい。
【0024】
振動検出部15が検出する振動の方向は、水平方向および垂直方向の両方であってもよいし、いずれか一方のみであってもよい。
【0025】
図1に模式的に示すように、この例では、振動検出部15は制御部30に接続されている。この制御部30は、切替手段332の駆動源に接続され(一例)、振動検出部15の検出結果に基づいて下記のような処理(一例)を行う:
(i)検出された竪型ミル100の振動がある閾値以上の場合には、排石が金属類選別部350に供給されるように切替手段332を制御する。
(ii)一方、振動がある閾値未満の場合には、排石がベルトコンベア370に供給されるように切替手段332を制御する。
【0026】
[原料および廃棄物の流れ]
上記のように構成された本実施形態のセメント製造装置1の動作について、以下説明する。
【0027】
まず、供給部200のベルトコンベア208にセメント原料原石および固形廃棄物が供給される。この原料原石等はベルトコンベア208によって搬送され、原料タンク202内へと供給される。ベルトコンベア208によって搬送される途中で、磁選機203によって、原料原石等に混入している金属の内鉄片等が選別除去される。
【0028】
次いで、原料タンク202からの原料原石等がベルトフィーダ207によって竪型ミル100へと搬送される。搬送された原料原石等は、竪型ミル100の原料供給路122(図2参照)に供給され、原料供給路122を通って(具体的には、三重ダンパー128などを通って)本体部141内に送られる。
【0029】
本体部141内に送られた原料原石等は、図2に示すように粉砕テーブル121B上に供給され、粉砕ローラ121Aによって細かく粉砕される。
【0030】
本実施形態の竪型ミル100では、供給された原料原石等に含まれる金属異物が比較的大きい(または大量の)場合、粉砕する際に生じる振動も大きくなる。そこで、本実施形態では、振動検出部15によって竪型ミル100の振動の計測を行い、その振動の大きさから、ミル内の原料原石等に含まれる金属異物の性状を推定する。振動検出部15の検出結果に基づく切替手段332の切替え動作については後述するものとする。
【0031】
再び図2を参照し、粉砕テーブル121Bおよび粉砕ローラ121Aの動作中、ガス導入口124からキルン排ガスの温度が300℃(一例)の熱風が導入され、熱風は、粉砕テーブル121Bの周囲からの上昇ガス流129となって上方に送られる。この上昇ガス流129によって、粉砕された原料原石等の微粉(適合廃棄物)が上方に運ばれ、分級機123で分級されて、上昇ガス流129に乗って粉砕物排出口125から外部へ排出される。なお、分級機123で分級されて外部へと排出される金属類については、セメント製品として品質上問題はない。
【0032】
排出口125から排出された微粉は、次いで図1に示すように、サイクロン409によって捕集されてセメントキルンへ送られる。サイクロン409でほとんどの微粉が分離されたガスは、排気ファン410を通り、電気集塵機411にてほぼ完全に除塵され煙突412から大気へと排出される。電気集塵機411で捕集されたダストは、セメントキルンに搬送され焼成されてセメントクリンカ(セメント中間製品)となる。なお、サイクロン409はなくてもよい。
【0033】
竪型ミル100の説明に戻り(図2参照)、上昇ガス流129に乗れなかった粉砕されていない金属類を含む比較的大きな粗粒(排石、別廃棄物)は、その大部分が排石用開口部126から落下する。落下した排石は、図1に示すように、排石ベルトコンベア305で輸送される。このコンベア305で輸送された排石は、次いで、排石バケットエレベータ306で上方に搬送され、切替手段332に供給される。
【0034】
[ミル振動に基づく制御]
本実施形態では、動作中の竪型ミル100の振動が振動検出部15によって計測される(図4のフローチャートのステップS1)。振動検出部15は、竪型ミル100の粉砕ローラ121Aが原料原石等の粉砕を行っている間、その振動の検出を行う。検出は、原料原石等の粉砕中、常時行われてもよいが、これに限定されるものではなく、間欠的に行われてもよい。
【0035】
そして、制御部30は、検出された振動値fがある閾値α以上であるか否かを判定し(ステップS2)、閾値α以上であった場合には、切替手段332からの排石をベルトコンベア354(選別系統)を介して金属類選別部350に供給させる(ステップS3:選別系統で供給)。
【0036】
金属類選別部350(図3参照)では、まず、エレベータ306からの排石をベルトコンベア354(選別系統)で受け、ベルトコンベア354は排石をホッパ364、365側に向けて搬送する。磁界センサ353で検知された金属類は、エアノズル356の噴射によって吹き飛ばされて第2のホッパ365内に飛び込む。金属類以外の排石(粉粒体や塊)は、ベルトコンベア終端部から第1のホッパ364内に落下する。第2のホッパ365に入った金属類は、図1に示すように、容器318内に除去される。一方、第1のホッパ364に入った排石は、再び原料タンク202に投入される。
【0037】
図4のステップS2で、検出された振動値fがある閾値α未満であった場合には、制御部30は、切替手段332からの排石をベルトコンベア370(非選別系統)に供給する(ステップS4:非選別系統で供給)。ベルトコンベア370に供給された排石は、そのまま下流へと送られ、上記同様、原料タンク202に供給される。
【0038】
こうして原料タンク202に供給された排石は、原料ベルトフィーダ207を経由して再び竪型ミル100内へと送られ、その後、上記の一連の動作を繰り返す。
【0039】
[ミル振動に基づく制御(起動時間を考慮)]
なお、セメント製造装置1は、図4のようなフローチャートの他にも、図5のようなフローチャートにしたがって動作するものであってもよい。図5のフローチャートは基本的に図4のものと同じであるが、ステップS2の判定工程の後に、所定時間tが経過したか否かの判定工程(ステップS2′)が追加されている。すなわち、検出された振動値fが閾値α以上であって(ステップS2)、かつ、その時点(閾値α以上となった時点)から所定時間tが経過したとき(ステップS2′)に、排石が金属類選別部350に振り分けられるようになっている。
【0040】
このように、排石を金属類選別部350に振り分けるのを所定時間tだけ遅らせる1つの理由は以下の通りである。すなわち、例えば省エネ等の理由で通常時は金属類選別部350を停止して運転する場合、振動が大きくなってベルトコンベア354(選別系統)に切り替えると同時に金属類選別部350を起動する必要があるが、金属類選別部350が起動してから稼動するまでにタイムラグがある場合、金属類選別部350が稼動していないにもかかわらずベルトコンベア354に廃棄物が供給され、金属が適切に除去されないおそれがある。これに対して上記のように所定時間t経過後(この時点では、金属類選別部350の起動が完了している)にベルトコンベア354に切り替えることにより、金属類の除去を適切に行うことが可能となる。
【0041】
なお、所定時間t(図5のステップS2′)は、例えば、排石が竪型ミル100から金属類選別部350まで搬送されるのに必要な所要時間等を考慮して決定されるものであってもよい。
【0042】
[効果]
以上に説明した本実施形態に係る発明は次の通りである。
1.廃棄物をセメント原料または燃料として用いるセメント製造装置(1)において、
前記廃棄物を粉砕する粉砕部(粉砕ローラ121A、粉砕テーブル121B)、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部(粉砕テーブル121B)を有する竪型ミル(100)と、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミル(100)に再投入する循環部(300)と、
前記別廃棄物から金属類を選別する金属類選別部(350)と
を備え、
前記循環部(300)は、前記竪型ミル(100)から前記別廃棄物を搬出する排出路(305)と、前記排出路に接続し、前記竪型ミル(100)の鉛直上方側に前記別廃棄物を供給する供給路(306、354)とを有し、
前記金属類選別部(350)は、前記供給路(354)に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統(ベルトコンベア354)と、(ii)この選別系統以外の非選別系統(ベルトコンベア370)とを有し、
さらに、
前記別廃棄物を前記選別系統(ベルトコンベア354)と前記非選別系統(ベルトコンベア370)のいずれか一方に供給する切替手段(332)と、
前記竪型ミルの振動を検出する振動検出部(15)と、を備え、
前記切替手段(332)は、検出された振動が閾値以上となった場合、前記別廃棄物を前記選別系統(ベルトコンベア354)に供給すること
を特徴とするセメント製造装置(1)。
【0043】
このように構成されたセメント製造装置(1)によれば次のような利点がある。すなわち、循環部(300)に金属類選別部(350)を設けない場合、磁選機(203)が一旦金属類を取り残した場合、再度選別することはできないが、本実施形態のように金属類選別部(350)が設けてあれば、金属類を効率的に除去することができる。また、循環部(300)に金属類選別部(350)を設けることで、再度竪型ミル(100)に投入される金属類を大幅に減少させることが可能となり、竪型ミル(100)および循環部(300)にかかる負荷を低減させることができる。
【0044】
また、一般的なセメント製造装置には、石灰石等の原料を粉砕するための竪型ミル(100)が設けられている。本実施形態では、この竪型ミル(100)を利用して廃棄物を粉砕するものであるので、別途新たな装置を設けることなく、廃棄物を粉砕しつつ、金属類を選別することができる。循環部(300)においては、すでに廃棄物が粉砕された状態となっているので、竪型ミル(100)よりも上流で金属類の除去を行うのに比較して、効率的に金属類を除去できる。さらに、図1のような構成においては、磁選機203によってすでに鉄の大塊が一次選別されており、金属類選別部350で金属類を除去する際は上流(ベルトコンベア208)に比べて金属塊が少量となっているため、金属類の除去を良好に行うことができる。
【0045】
特に、廃棄物が建設発生土である場合、廃棄物内には金属も含まれることとなり、含まれる金属の量が増加すると、装置内、とりわけ循環路(300)の内壁に金属塊が衝突して悪影響を与えるおそれがある。一方、本実施形態では、多量の金属が竪型ミル(100)を通過する際は竪型ミル(100)の振動が大きくなり、検出された振動が閾値以上となった場合にのみ別廃棄物を選別系統(ベルトコンベア354)に供給するので、選別系統の装置等(ベルトコンベア354)にかかる負担を軽減することができる。
【0046】
この点についてより詳しく説明する。仮に本実施形態のように別途のベルトコンベア370が設けられていない場合、金属類分離装置350のベルトコンベア354で常に排石を搬送することとなるので、このベルトコンベア354等の摩耗、損傷が進行しやすい。
【0047】
とりわけ、図3のような金属類選別部350においては、磁界センサ353がベルトコンベア354の内側に設けられ、このベルトコンベア354越しに金属類の選別が行われる構成であるため、比較的薄いベルトコンベア354が使用されることとなる。したがって、ベルトコンベア354の磨耗、損傷の対策が特に重要となるが、本実施形態の構成によれば、別廃棄物が間欠的にベルトコンベア354に供給されるものであるため、ベルトコンベア354の摩耗、損傷を低減することができる。
【0048】
一方、排石の性状によっては(すなわち、非鉄金属を含む金属類がそれほど含まれていない場合には)、金属分類を行わずに排石をそのまま竪型ミル100に戻しても差し支えない場合もある。
【0049】
本実施形態では、竪型ミル100の振動量が所定の閾値以上であった場合、言い換えれば、粉砕されているものの中に比較的多くの金属類が含まれていると推定される場合にのみ金属類分離装置350側に排石が供給され、それ以外はベルトコンベア370での搬送となるので、金属類分離装置350のベルトコンベア354等の摩耗、損傷の進行を抑えることができる。
【0050】
仮に、竪型ミルの振動量が所定の閾値を超えない程度の金属類が循環部300から再度竪型ミル100に戻されたとしても、その程度の金属類の量であれば、粉末化してセメント原料として利用することができるので、特に問題はない。また、そのような金属類が原料粉砕工程の設備に与える損傷は軽微である。
【0051】
さらに本実施形態のように、金属類選別部350とは別にベルトコンベア370が設けられている場合、もし故障等によって金属類選別部350が運転不能となった場合であっても、ベルトコンベア370で搬送を行うことができるので、セメント原料粉砕工程全体の停止を回避することができる。
【0052】
なお、金属類選別部350は、間欠的な運転を行うように構成されていてもよいし、連続的な運転(常時運転)を行うように構成されていてもよい。間欠的な運転の場合、運転コストの低減を図ることができる。
【0053】
2.切替手段(332)は、検出された振動が閾値以上になってから所定時間(t)経過後、前記別廃棄物を前記選別系統(354)に供給する。
このような構成によれば、上述したように、例えば金属類選別部350が稼働するまでの時間等を考慮した良好な金属類除去が実施可能となる。
【0054】
なお、本発明は図1に示したような形態に限られるものではなく、種々変更可能である。例えば、図1の磁選機203を省略しても構わない。磁選機230を設けるか否かは、投入される廃棄物の性状等を考慮して決定すればよい。
【0055】
図1では、模式的に1つの制御部30を図示したが、このような制御部は必ずしも独立した機器として設けられている必要はない。セメント製造装置1の動作を制御する不図示の制御手段に制御部30と同様の機能を持たせることで対応してもよい。
【符号の説明】
【0056】
1 セメント製造装置
15 振動検出部
30 制御部
100 竪型ミル
120 粉砕部
121A 粉砕ローラ
121B 粉砕テーブル
122 原料供給路
123 分級機
124 ガス導入部
125 排出部
126 開口部
129 上昇ガス流
141 本体部
200 供給部
202 原料タンク
203 磁選機
207 原料ベルトフィーダ
208 ベルトコンベア
300 循環部
305 排石ベルトコンベア
306 排石バケットエレベータ
332 切替手段
350 金属類選別部
353 磁界センサ
354 ベルトコンベア
356 エアノズル
364 第1のホッパ
365 第2のホッパ
370 ベルトコンベア
400 排出部
409 サイクロン
410 排気ファン
411 電気集塵機
412 煙突
【特許請求の範囲】
【請求項1】
廃棄物をセメント原料または燃料として用いるセメント製造装置において、
前記廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、
前記別廃棄物から金属類を選別する金属類選別部と
を備え、
前記循環部は、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、
前記竪型ミルの振動を検出する振動検出部と、
前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給するとともに、検出された前記振動が閾値以上となった場合、前記別廃棄物を前記選別系統に供給する切替手段と
を有することを特徴とするセメント製造装置。
【請求項2】
請求項1に記載のセメント製造装置において、
前記切替手段は、検出された振動が閾値以上になってから所定時間経過後、前記別廃棄物を前記選別系統に供給すること
を特徴とするセメント製造装置。
【請求項3】
廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、前記別廃棄物から金属類を選別する金属類選別部とを備えたセメント製造装置によって、廃棄物をセメント原料または燃料として用いセメントを製造するセメント製造方法において、
前記セメント製造装置は、
前記循環部が、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給する切替手段と、前記竪型ミルの振動を検出する振動検出部と、を備えるものであって、
前記竪型ミルの振動を計測するステップと、
計測された振動が閾値以上であるか否かを判定するステップと、
閾値以上となった場合に前記別廃棄物を前記選別系統に供給するステップと
を含む
ことを特徴とするセメント製造方法。
【請求項4】
請求項3に記載のセメント製造方法において、
計測された振動が閾値以上になってから所定時間経過したか否かを判定するステップを含み、
所定時間経過した場合に、前記別廃棄物を前記選別系統に供給する前記ステップが行われる
ことを特徴とするセメント製造方法。
【請求項1】
廃棄物をセメント原料または燃料として用いるセメント製造装置において、
前記廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、
前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、
前記別廃棄物から金属類を選別する金属類選別部と
を備え、
前記循環部は、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、
前記竪型ミルの振動を検出する振動検出部と、
前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給するとともに、検出された前記振動が閾値以上となった場合、前記別廃棄物を前記選別系統に供給する切替手段と
を有することを特徴とするセメント製造装置。
【請求項2】
請求項1に記載のセメント製造装置において、
前記切替手段は、検出された振動が閾値以上になってから所定時間経過後、前記別廃棄物を前記選別系統に供給すること
を特徴とするセメント製造装置。
【請求項3】
廃棄物を粉砕する粉砕部、および、粉砕された廃棄物をセメント原料または燃料に適した大きさの適合廃棄物とそれ以外の大きさの別廃棄物との選別を行う形状選別部を有する竪型ミルと、前記別廃棄物を、前記形状選別部から搬出して循環し、前記竪型ミルに再投入する循環部と、前記別廃棄物から金属類を選別する金属類選別部とを備えたセメント製造装置によって、廃棄物をセメント原料または燃料として用いセメントを製造するセメント製造方法において、
前記セメント製造装置は、
前記循環部が、前記竪型ミルから前記別廃棄物を搬出する排出路と、前記排出路に接続し、前記竪型ミルの鉛直上方側に前記別廃棄物を供給する供給路とを有し、
前記金属類選別部は、前記供給路に設けられ、この供給路によって搬送される別廃棄物中から前記金属類を選別して除去し、
前記供給路は複数系統設けられ、(i)前記金属類選別部が設けられた選別系統と、(ii)この選別系統以外の非選別系統とを有し、
さらに、前記別廃棄物を前記選別系統と前記非選別系統のいずれか一方に供給する切替手段と、前記竪型ミルの振動を検出する振動検出部と、を備えるものであって、
前記竪型ミルの振動を計測するステップと、
計測された振動が閾値以上であるか否かを判定するステップと、
閾値以上となった場合に前記別廃棄物を前記選別系統に供給するステップと
を含む
ことを特徴とするセメント製造方法。
【請求項4】
請求項3に記載のセメント製造方法において、
計測された振動が閾値以上になってから所定時間経過したか否かを判定するステップを含み、
所定時間経過した場合に、前記別廃棄物を前記選別系統に供給する前記ステップが行われる
ことを特徴とするセメント製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−28477(P2013−28477A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164676(P2011−164676)
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
[ Back to top ]