
セラミックグリーンシートの積層方法

【課題】複数枚のセラミックグリーンシート間のズレを少なくして積層ズレの少ない高精度の積層体を作製するセラミックグリーンシートの積層方法を提供する。
【解決手段】積層体10を形成するセラミックグリーンシートの積層方法において、外周部を枠体12で保持した最下層となる第1のグリーンシート11と、この上に重ね合わされるための第2のグリーンシート13を準備する工程と、第2のグリーンシート13を吸着体15で保持した状態で枠体12を除去した後、最下層上に吸着体15で保持した状態で画像認識装置で位置合わせして載置し、接着装置によってダミー部で仮固定する工程と、第2のグリーンシート13の上に、必要に応じ、他の第2のグリーンシート13aを載置し、仮固定する工程と、これらの全てを温度と圧力をかけて接合する工程と、第1のグリーンシート11の枠体12を除去して積層体10を形成する工程を有する。
【解決手段】積層体10を形成するセラミックグリーンシートの積層方法において、外周部を枠体12で保持した最下層となる第1のグリーンシート11と、この上に重ね合わされるための第2のグリーンシート13を準備する工程と、第2のグリーンシート13を吸着体15で保持した状態で枠体12を除去した後、最下層上に吸着体15で保持した状態で画像認識装置で位置合わせして載置し、接着装置によってダミー部で仮固定する工程と、第2のグリーンシート13の上に、必要に応じ、他の第2のグリーンシート13aを載置し、仮固定する工程と、これらの全てを温度と圧力をかけて接合する工程と、第1のグリーンシート11の枠体12を除去して積層体10を形成する工程を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子装置として機能させるのに半導体素子や水晶振動子等の電子部品を収納するセラミックパッケージ等を作成するためのセラミックグリーンシートの積層方法に関する。
【背景技術】
【0002】
従来から、セラミックグリーンシートには、ロール状から所望する大きさの矩形状に切断した複数枚のセラミックグリーンシートの外周辺部であるダミー部のそれぞれ同じ位置となるところに位置合わせを行うための基準用の貫通孔を穿設している。そして、この貫通孔は、それぞれのセラミックグリーンシートのスクリーン印刷時に印刷台上に位置合わせ用として立設させたガイドピンに挿通させることで印刷位置決めのための基準として用いたり、複数枚のセラミックグリーンシートの積層時の積層装置の治具板上に位置合わせ用として立設させたガイドピンに順次挿通させることで複数枚を重ね合わせるための基準として用いている。
【0003】
しかしながら、セラミックグリーンシートは、ロール状から所望する大きさの矩形状に切断したものを用いる場合には、スクリーン印刷時に繰り返される加熱乾燥や、印刷面平滑化のための加圧等によってセラミックグリーンシートに熱や、圧力が掛けられるので、セラミックグリーンシートに膨張と、収縮が発生してセラミックグリーンシートの寸法バラツキが大きくなっている。このようなセラミックグリーンシートは、立設するガイドピンに貫通孔を挿通させることができなくなってきている。
【0004】
そこで、セラミックグリーンシートには、金属板等からなる窓枠形状からなる枠体の内周辺部にセラミックグリーンシートの外周辺部を貼り付けて、セラミックグリーンシートの外周部を拘束させ、更に、セラミックグリーンシートの外周辺部のダミー部には、貫通孔を穿設し、この貫通孔をスクリーン印刷機の画像認識装置で認識して印刷時の位置決めのための基準としている。更に、この貫通孔は、複数枚のセラミックグリーンシートの積層時の積層装置の治具板上に立設させた位置合わせ用のガイドピンに順次挿通させることで複数枚を重ね合わせるのに用いている。そして、重ね合わされたセラミックグリーンシートは、ホットプレスで温度と圧力を掛けて積層を行っている。
【0005】
従来のセラミックグリーンシートの積層方法には、セラミックグリーンシートを吸着して外形打ち抜き加工を行った後、吸着したセラミックグリーンシートの貫通孔を積層装置の治具板上に立設させた位置合わせ用のガイドピンに挿入して複数枚のセラミックグリーンシートを積層する積層装置を用いて積層する方法が開示されている(例えば、特許文献1参照)。
また、従来のセラミックグリーンシートの積層方法には、貫通孔、及びガイドピンを必要としないで、複数枚のセラミックグリーンシートを精度よく積層する方法として、少なくとも2ヶ所以上の基準用の貫通孔を有するセラミックグリーンシートの外周部にスリット状の切り欠きを入れて予め内部残留応力を除去している。更に、このセラミックグリーンシートは、位置決めテーブルに載置して貫通孔を認識し、その結果に基づいて水平方向の位置補正を行い、外周部の所定位置を切断している。そして、切断されたセラミックグリーンシートは、切断端面を基準として順次積層するセラミックグリーンシートの積層方法が提案されている(例えば、特許文献1参照)。
【0006】
【特許文献1】特開昭62−124947号公報
【特許文献2】特開平7−308911号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、前述したような従来のセラミックグリーンシートの積層方法には、次のような問題がある。
(1)枠体で外周部を拘束させたセラミックグリーンシートを積層装置の治具板上に立設させた位置合わせ用のガイドピンに順次挿通させることで複数枚を重ね合わせ、ホットプレスで温度と圧力を掛けて積層するセラミックグリーンシートの積層方法は、枠体、セラミックグリーンシート、及び治具板のそれぞれの熱膨張係数が異なるためににホットプレスの熱による膨張、収縮に差が発生してセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
(2)特開昭62−124947号公報で開示されるようなセラミックグリーンシートの積層装置を用いて積層する積層方法は、上記と同様に枠体、セラミックグリーンシート、及び治具板のそれぞれの熱膨張係数が異なるためににホットプレスの熱による膨張、収縮に差が発生してセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
(3)特開平7−308911号公報で開示されるようなセラミックグリーンシートの積層方法は、積層時に貫通孔、及びガイドピンを用いないものの、セラミックグリーンシートの切断端面を基準として積層しているので、装置のクリアランスのためにセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
【0008】
本発明は、このような事情に鑑みてなされたものであって、複数枚のセラミックグリーンシート間のズレを少なくして積層ズレの少ない高精度の積層体を作製するセラミックグリーンシートの積層方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的に沿う本発明に係るセラミックグリーンシートの積層方法は、複数枚のセラミックグリーンシートを重ね合わせ温度と圧力をかけて接合して積層体を形成するセラミックグリーンシートの積層方法において、セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるためのセラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、第1のセラミックグリーンシートの上面に吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、画像認識装置で位置合わせして載置すると共に、接着装置によって第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、第1のセラミックグリーンシートと、第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、第1のセラミックグリーンシートの枠体を除去して積層体を形成する工程を有する。
【発明の効果】
【0010】
請求項1記載のセラミックグリーンシートの積層方法は、セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるためのセラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、第1のセラミックグリーンシートの上面に吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、画像認識装置で位置合わせして載置すると共に、接着装置によって第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、第1のセラミックグリーンシートと、第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、第1のセラミックグリーンシートの枠体を除去して積層体を形成する工程を有するので、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断、除去し、この状態でガイドピンを用いることなく、画像認識装置で位置合わせして精度よく第1のセラミックグリーンシート及び/又は第2のセラミックグリーンシートに載置でき、第1のセラミックグリーンシート及び/又は第2のセラミックグリーンシートに常温程度で部分的に接合して仮固定できることで、仮固定なしに全体を加熱、接合して積層体を形成する場合のような熱膨張係数差による複数枚のセラミックグリーンシート間のズレが少なくでき、積層ズレの少ない高精度の積層体を作製することができる。
【発明を実施するための最良の形態】
【0011】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態について説明し、本発明の理解に供する。
ここに、図1(A)〜(E)はそれぞれ本発明の一実施の形態に係るセラミックグリーンシートの積層方法の一部説明図、図2(A)〜(D)はそれぞれ同セラミックグリーンシートの積層方法の一部説明図である。
【0012】
図1(A)に示すように、積層体10(図2(D)参照)を作製するための複数枚のそれぞれのセラミックグリーンシートは、アルミナ(Al2O3)、窒化アルミニウム(AlN)等の高温焼成セラミックや、ガラスセラミック等の低温焼成セラミック等を用いることができる。例えば、セラミックグリーンシートがアルミナからなる場合には、アルミナ粉末にマグネシア、シリカ、カルシア等の焼結助剤を適当量加えた粉末に、ジオキシルフタレート等の可塑剤と、アクリル樹脂等のバインダー及び、トルエン、キシレン、アルコール類等の溶剤を加え、十分に混連した後、脱泡して粘度2000〜40000cpsのスラリーを作製し、ドクターブレード法等によって例えば、厚さ0.25mmのロール状のシートを作成し、所望する適当なサイズにカットして複数枚のセラミックグリーンシートを作製している。なお、図示していないが、積層体10は、この複数枚のセラミックグリーンシートのそれぞれにビア導体用や、画像認識用の貫通孔等を穿設し、それぞれのセラミックグリーンシートに導体配線パターンをスクリーン印刷した後、全てのセラミックグリーンシートを重ね合わせて温度と、圧力をかけて接合することで形成されるようになっている。
【0013】
複数枚のセラミックグリーンシートの内の積層体10の最下層となる第1のセラミックグリーンシート11は、外周部をステンレス等の金属板からなる窓枠形状の枠体12が接着テープ等で接合されて、枠体12に第1のセラミックグリーンシート11が保持される状態で準備されている。また、最下層上に重ね合わされるための1、又は複数枚、例えば、2層の第2のセラミックグリーンシート13、13aは、第1のセラミックグリーンシート11の場合と同様に、外周部をステンレス等の金属板からなる窓枠形状の枠体12で保持される状態で準備されている。この第1や、第2のセラミックグリーンシート11、13、13aと枠体12のそれぞれの接合は、例えば、第1や、第2のセラミックグリーンシート11、13、13aの外周端面とそれぞれの枠体12の内周端面との間に1mm程度の隙間を設けて端面を相対向させるようにして基台上に載置し、接着テープで第1や、第2のセラミックグリーンシート11、13、13aの外周部と、枠体12の内周部に跨るようにして上から貼り付けて行っている。第1や、第2のセラミックグリーンシート11、13、13aは、その外周部と、枠体12の内周部に跨るようにして接着テープで貼り付けることによって、枠体12と第1や、第2のセラミックグリーンシート11、13、13aとの間に厚さ方向の段差を少なくすることができるので、スクリーン印刷等の加工台上で加工を施す時の作業性を向上させることができる。
【0014】
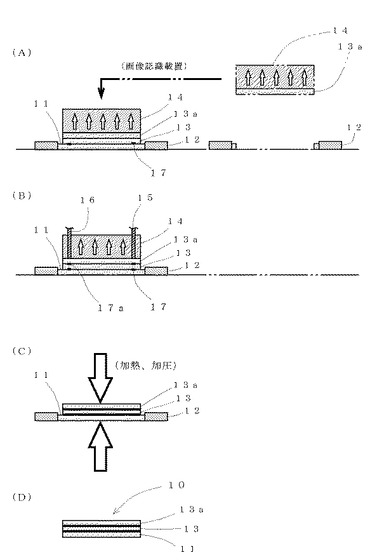
次に、図1(B)、(C)に示すように、第2のセラミックグリーンシート13は、吸着体14で吸着されて保持された状態で外周部を切断して枠体12を除去している。この吸着体14の吸引力は、枠体12を切り離した後に、セラミックグリーンシートに寸法変化が発生しない程度の強い吸引力を必要としている。
【0015】
次に、図1(D)、(E)に示すように、枠体12が除去された第2のセラミックグリーンシート13は、枠体12で保持された状態の第1のセラミックグリーンシート11の上面に、吸着体14で吸着されて保持された状態のままで、画像認識装置で位置合わせして載置している。そして、この載置と共に、第1のセラミックグリーンシート11と、第2のセラミックグリーンシート13は、予め吸着体14に穿設されている貫通孔15にホットバー16を差し込んだり、あるいは、超音波発信機を挿入させたりして局部的に加熱して接着できる接着装置(図示せず)により、セラミックグリーンシートのバインダーの浸み出し等によって第1のセラミックグリーンシート11と、第2のセラミックグリーンシート13の外周部であるダミー部の複数カ所で接着して仮固定し、仮固定部17を設けている。
【0016】
次に、図2(A)、(B)に示すように、枠体12で保持された状態の第1のセラミックグリーンシート11の上面に仮固定部17で仮固定され枠体12が除去された第2のセラミックグリーンシート13の上には、上記と同様にして、他の第2のセラミックグリーンシート13aを吸着体14で保持した状態で外周部を切断して枠体12を除去した後、吸着体14で吸着されて保持された状態のままで、画像認識装置で位置合わせして載置している。そして、この載置と共に、第2のセラミックグリーンシート13と、他の第2のセラミックグリーンシート13aは、予め吸着体14に穿設されている貫通孔15にホットバー16を差し込んだり、あるいは、超音波発信機を挿入させたりして局部的に加熱して接着できる接着装置(図示せず)により、セラミックグリーンシートのバインダーの浸み出し等によって第2のセラミックグリーンシート13と、他の第2のセラミックグリーンシート13aの外周部であるダミー部の複数カ所で接着して仮固定し、仮固定部17aを設けている。なお、必要に応じて、更に他の第2のセラミックグリーンシート(図示せず)を仮固定する場合には、上記と同様にして順次、仮固定を行っている。
【0017】
次に、図2(C)に示すように、仮固定された状態の、枠体12で保持された第1のセラミックグリーンシート11と、枠体12が除去された第2のセラミックグリーンシート13、13aの全ては、上、下面から加熱できる加圧プレス機の間に挟み込んで温度と圧力をかけてプレスすることで接合している。
【0018】
次に、図2(D)に示すように、枠体12で保持された第1のセラミックグリーンシート11、及び枠体12が除去された第2のセラミックグリーンシート13、13aの全てが接合された接合体は、第1のセラミックグリーンシート11の外周部を切断して枠体12を除去することで、積層体10を形成している。この積層体10は、第1のセラミックグリーンシート11、及び第2のセラミックグリーンシート13、13aの仮固定の時に常温で強固に精度よく固定できるので、複数枚のセラミックグリーンシート間のズレを少なくして積層ズレの少ない高精度の積層体10とすることができる。
【0019】
なお、図示していないが、積層体10には、例えば、個片体のセラミックパッケージを多数個形成するためのV字状や、U字状等からなる分割溝を形成している。更に、積層体10は、更に、セラミックがアルミナからなる場合には還元雰囲気中で約1600℃の高温で導体配線パターンを形成している導体金属と同時焼成して複数個のセラミックパッケージの集合体からなる焼成体を形成している。そして、焼成体には、必要に応じて導体金属上にNiめっき被膜を形成した後、KV(Fe−Ni−Co系合金、商品名「Kovar(コバール)」や、42アロイ(Fe−Ni系合金)等からなる金属リング等がAg−Cuろう等の高温ろう材で接合され、更に、外部に露出する金属表面にNiめっき被膜及びAuめっき被膜が形成されるようになっている。
【産業上の利用可能性】
【0020】
本発明は、小型で、高信頼性が要求される、例えば、携帯電話や、ノートブック型のパソコン等の電子装置に組み込むために用いられる半導体素子や、水晶振動子や、圧電素子等の電子部品を実装させるセラミックパッケージ等を作製するためのセラミックグリーンシートの積層方法に用いることができる。
【図面の簡単な説明】
【0021】
【図1】(A)〜(E)はそれぞれ本発明の一実施の形態に係るセラミックグリーンシートの積層方法の一部説明図である。
【図2】(A)〜(D)はそれぞれ同セラミックグリーンシートの積層方法の一部説明図である。
【符号の説明】
【0022】
10:積層体、11:第1のセラミックグリーンシート、12:枠体、13、13a:第2のセラミックグリーンシート、14:吸着体、15:貫通孔、16:ホットバー、17、17a:仮固定部
【技術分野】
【0001】
本発明は、電子装置として機能させるのに半導体素子や水晶振動子等の電子部品を収納するセラミックパッケージ等を作成するためのセラミックグリーンシートの積層方法に関する。
【背景技術】
【0002】
従来から、セラミックグリーンシートには、ロール状から所望する大きさの矩形状に切断した複数枚のセラミックグリーンシートの外周辺部であるダミー部のそれぞれ同じ位置となるところに位置合わせを行うための基準用の貫通孔を穿設している。そして、この貫通孔は、それぞれのセラミックグリーンシートのスクリーン印刷時に印刷台上に位置合わせ用として立設させたガイドピンに挿通させることで印刷位置決めのための基準として用いたり、複数枚のセラミックグリーンシートの積層時の積層装置の治具板上に位置合わせ用として立設させたガイドピンに順次挿通させることで複数枚を重ね合わせるための基準として用いている。
【0003】
しかしながら、セラミックグリーンシートは、ロール状から所望する大きさの矩形状に切断したものを用いる場合には、スクリーン印刷時に繰り返される加熱乾燥や、印刷面平滑化のための加圧等によってセラミックグリーンシートに熱や、圧力が掛けられるので、セラミックグリーンシートに膨張と、収縮が発生してセラミックグリーンシートの寸法バラツキが大きくなっている。このようなセラミックグリーンシートは、立設するガイドピンに貫通孔を挿通させることができなくなってきている。
【0004】
そこで、セラミックグリーンシートには、金属板等からなる窓枠形状からなる枠体の内周辺部にセラミックグリーンシートの外周辺部を貼り付けて、セラミックグリーンシートの外周部を拘束させ、更に、セラミックグリーンシートの外周辺部のダミー部には、貫通孔を穿設し、この貫通孔をスクリーン印刷機の画像認識装置で認識して印刷時の位置決めのための基準としている。更に、この貫通孔は、複数枚のセラミックグリーンシートの積層時の積層装置の治具板上に立設させた位置合わせ用のガイドピンに順次挿通させることで複数枚を重ね合わせるのに用いている。そして、重ね合わされたセラミックグリーンシートは、ホットプレスで温度と圧力を掛けて積層を行っている。
【0005】
従来のセラミックグリーンシートの積層方法には、セラミックグリーンシートを吸着して外形打ち抜き加工を行った後、吸着したセラミックグリーンシートの貫通孔を積層装置の治具板上に立設させた位置合わせ用のガイドピンに挿入して複数枚のセラミックグリーンシートを積層する積層装置を用いて積層する方法が開示されている(例えば、特許文献1参照)。
また、従来のセラミックグリーンシートの積層方法には、貫通孔、及びガイドピンを必要としないで、複数枚のセラミックグリーンシートを精度よく積層する方法として、少なくとも2ヶ所以上の基準用の貫通孔を有するセラミックグリーンシートの外周部にスリット状の切り欠きを入れて予め内部残留応力を除去している。更に、このセラミックグリーンシートは、位置決めテーブルに載置して貫通孔を認識し、その結果に基づいて水平方向の位置補正を行い、外周部の所定位置を切断している。そして、切断されたセラミックグリーンシートは、切断端面を基準として順次積層するセラミックグリーンシートの積層方法が提案されている(例えば、特許文献1参照)。
【0006】
【特許文献1】特開昭62−124947号公報
【特許文献2】特開平7−308911号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、前述したような従来のセラミックグリーンシートの積層方法には、次のような問題がある。
(1)枠体で外周部を拘束させたセラミックグリーンシートを積層装置の治具板上に立設させた位置合わせ用のガイドピンに順次挿通させることで複数枚を重ね合わせ、ホットプレスで温度と圧力を掛けて積層するセラミックグリーンシートの積層方法は、枠体、セラミックグリーンシート、及び治具板のそれぞれの熱膨張係数が異なるためににホットプレスの熱による膨張、収縮に差が発生してセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
(2)特開昭62−124947号公報で開示されるようなセラミックグリーンシートの積層装置を用いて積層する積層方法は、上記と同様に枠体、セラミックグリーンシート、及び治具板のそれぞれの熱膨張係数が異なるためににホットプレスの熱による膨張、収縮に差が発生してセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
(3)特開平7−308911号公報で開示されるようなセラミックグリーンシートの積層方法は、積層時に貫通孔、及びガイドピンを用いないものの、セラミックグリーンシートの切断端面を基準として積層しているので、装置のクリアランスのためにセラミックグリーンシート間のズレを大きくして各層を重ね合わせることになり、積層ズレの少ない高精度の積層体を作製することが難しくなっている。
【0008】
本発明は、このような事情に鑑みてなされたものであって、複数枚のセラミックグリーンシート間のズレを少なくして積層ズレの少ない高精度の積層体を作製するセラミックグリーンシートの積層方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的に沿う本発明に係るセラミックグリーンシートの積層方法は、複数枚のセラミックグリーンシートを重ね合わせ温度と圧力をかけて接合して積層体を形成するセラミックグリーンシートの積層方法において、セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるためのセラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、第1のセラミックグリーンシートの上面に吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、画像認識装置で位置合わせして載置すると共に、接着装置によって第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、第1のセラミックグリーンシートと、第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、第1のセラミックグリーンシートの枠体を除去して積層体を形成する工程を有する。
【発明の効果】
【0010】
請求項1記載のセラミックグリーンシートの積層方法は、セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるためのセラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、第1のセラミックグリーンシートの上面に吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して枠体を除去した後、画像認識装置で位置合わせして載置すると共に、接着装置によって第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、第1のセラミックグリーンシートと、第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、第1のセラミックグリーンシートの枠体を除去して積層体を形成する工程を有するので、第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断、除去し、この状態でガイドピンを用いることなく、画像認識装置で位置合わせして精度よく第1のセラミックグリーンシート及び/又は第2のセラミックグリーンシートに載置でき、第1のセラミックグリーンシート及び/又は第2のセラミックグリーンシートに常温程度で部分的に接合して仮固定できることで、仮固定なしに全体を加熱、接合して積層体を形成する場合のような熱膨張係数差による複数枚のセラミックグリーンシート間のズレが少なくでき、積層ズレの少ない高精度の積層体を作製することができる。
【発明を実施するための最良の形態】
【0011】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態について説明し、本発明の理解に供する。
ここに、図1(A)〜(E)はそれぞれ本発明の一実施の形態に係るセラミックグリーンシートの積層方法の一部説明図、図2(A)〜(D)はそれぞれ同セラミックグリーンシートの積層方法の一部説明図である。
【0012】
図1(A)に示すように、積層体10(図2(D)参照)を作製するための複数枚のそれぞれのセラミックグリーンシートは、アルミナ(Al2O3)、窒化アルミニウム(AlN)等の高温焼成セラミックや、ガラスセラミック等の低温焼成セラミック等を用いることができる。例えば、セラミックグリーンシートがアルミナからなる場合には、アルミナ粉末にマグネシア、シリカ、カルシア等の焼結助剤を適当量加えた粉末に、ジオキシルフタレート等の可塑剤と、アクリル樹脂等のバインダー及び、トルエン、キシレン、アルコール類等の溶剤を加え、十分に混連した後、脱泡して粘度2000〜40000cpsのスラリーを作製し、ドクターブレード法等によって例えば、厚さ0.25mmのロール状のシートを作成し、所望する適当なサイズにカットして複数枚のセラミックグリーンシートを作製している。なお、図示していないが、積層体10は、この複数枚のセラミックグリーンシートのそれぞれにビア導体用や、画像認識用の貫通孔等を穿設し、それぞれのセラミックグリーンシートに導体配線パターンをスクリーン印刷した後、全てのセラミックグリーンシートを重ね合わせて温度と、圧力をかけて接合することで形成されるようになっている。
【0013】
複数枚のセラミックグリーンシートの内の積層体10の最下層となる第1のセラミックグリーンシート11は、外周部をステンレス等の金属板からなる窓枠形状の枠体12が接着テープ等で接合されて、枠体12に第1のセラミックグリーンシート11が保持される状態で準備されている。また、最下層上に重ね合わされるための1、又は複数枚、例えば、2層の第2のセラミックグリーンシート13、13aは、第1のセラミックグリーンシート11の場合と同様に、外周部をステンレス等の金属板からなる窓枠形状の枠体12で保持される状態で準備されている。この第1や、第2のセラミックグリーンシート11、13、13aと枠体12のそれぞれの接合は、例えば、第1や、第2のセラミックグリーンシート11、13、13aの外周端面とそれぞれの枠体12の内周端面との間に1mm程度の隙間を設けて端面を相対向させるようにして基台上に載置し、接着テープで第1や、第2のセラミックグリーンシート11、13、13aの外周部と、枠体12の内周部に跨るようにして上から貼り付けて行っている。第1や、第2のセラミックグリーンシート11、13、13aは、その外周部と、枠体12の内周部に跨るようにして接着テープで貼り付けることによって、枠体12と第1や、第2のセラミックグリーンシート11、13、13aとの間に厚さ方向の段差を少なくすることができるので、スクリーン印刷等の加工台上で加工を施す時の作業性を向上させることができる。
【0014】
次に、図1(B)、(C)に示すように、第2のセラミックグリーンシート13は、吸着体14で吸着されて保持された状態で外周部を切断して枠体12を除去している。この吸着体14の吸引力は、枠体12を切り離した後に、セラミックグリーンシートに寸法変化が発生しない程度の強い吸引力を必要としている。
【0015】
次に、図1(D)、(E)に示すように、枠体12が除去された第2のセラミックグリーンシート13は、枠体12で保持された状態の第1のセラミックグリーンシート11の上面に、吸着体14で吸着されて保持された状態のままで、画像認識装置で位置合わせして載置している。そして、この載置と共に、第1のセラミックグリーンシート11と、第2のセラミックグリーンシート13は、予め吸着体14に穿設されている貫通孔15にホットバー16を差し込んだり、あるいは、超音波発信機を挿入させたりして局部的に加熱して接着できる接着装置(図示せず)により、セラミックグリーンシートのバインダーの浸み出し等によって第1のセラミックグリーンシート11と、第2のセラミックグリーンシート13の外周部であるダミー部の複数カ所で接着して仮固定し、仮固定部17を設けている。
【0016】
次に、図2(A)、(B)に示すように、枠体12で保持された状態の第1のセラミックグリーンシート11の上面に仮固定部17で仮固定され枠体12が除去された第2のセラミックグリーンシート13の上には、上記と同様にして、他の第2のセラミックグリーンシート13aを吸着体14で保持した状態で外周部を切断して枠体12を除去した後、吸着体14で吸着されて保持された状態のままで、画像認識装置で位置合わせして載置している。そして、この載置と共に、第2のセラミックグリーンシート13と、他の第2のセラミックグリーンシート13aは、予め吸着体14に穿設されている貫通孔15にホットバー16を差し込んだり、あるいは、超音波発信機を挿入させたりして局部的に加熱して接着できる接着装置(図示せず)により、セラミックグリーンシートのバインダーの浸み出し等によって第2のセラミックグリーンシート13と、他の第2のセラミックグリーンシート13aの外周部であるダミー部の複数カ所で接着して仮固定し、仮固定部17aを設けている。なお、必要に応じて、更に他の第2のセラミックグリーンシート(図示せず)を仮固定する場合には、上記と同様にして順次、仮固定を行っている。
【0017】
次に、図2(C)に示すように、仮固定された状態の、枠体12で保持された第1のセラミックグリーンシート11と、枠体12が除去された第2のセラミックグリーンシート13、13aの全ては、上、下面から加熱できる加圧プレス機の間に挟み込んで温度と圧力をかけてプレスすることで接合している。
【0018】
次に、図2(D)に示すように、枠体12で保持された第1のセラミックグリーンシート11、及び枠体12が除去された第2のセラミックグリーンシート13、13aの全てが接合された接合体は、第1のセラミックグリーンシート11の外周部を切断して枠体12を除去することで、積層体10を形成している。この積層体10は、第1のセラミックグリーンシート11、及び第2のセラミックグリーンシート13、13aの仮固定の時に常温で強固に精度よく固定できるので、複数枚のセラミックグリーンシート間のズレを少なくして積層ズレの少ない高精度の積層体10とすることができる。
【0019】
なお、図示していないが、積層体10には、例えば、個片体のセラミックパッケージを多数個形成するためのV字状や、U字状等からなる分割溝を形成している。更に、積層体10は、更に、セラミックがアルミナからなる場合には還元雰囲気中で約1600℃の高温で導体配線パターンを形成している導体金属と同時焼成して複数個のセラミックパッケージの集合体からなる焼成体を形成している。そして、焼成体には、必要に応じて導体金属上にNiめっき被膜を形成した後、KV(Fe−Ni−Co系合金、商品名「Kovar(コバール)」や、42アロイ(Fe−Ni系合金)等からなる金属リング等がAg−Cuろう等の高温ろう材で接合され、更に、外部に露出する金属表面にNiめっき被膜及びAuめっき被膜が形成されるようになっている。
【産業上の利用可能性】
【0020】
本発明は、小型で、高信頼性が要求される、例えば、携帯電話や、ノートブック型のパソコン等の電子装置に組み込むために用いられる半導体素子や、水晶振動子や、圧電素子等の電子部品を実装させるセラミックパッケージ等を作製するためのセラミックグリーンシートの積層方法に用いることができる。
【図面の簡単な説明】
【0021】
【図1】(A)〜(E)はそれぞれ本発明の一実施の形態に係るセラミックグリーンシートの積層方法の一部説明図である。
【図2】(A)〜(D)はそれぞれ同セラミックグリーンシートの積層方法の一部説明図である。
【符号の説明】
【0022】
10:積層体、11:第1のセラミックグリーンシート、12:枠体、13、13a:第2のセラミックグリーンシート、14:吸着体、15:貫通孔、16:ホットバー、17、17a:仮固定部
【特許請求の範囲】
【請求項1】
複数枚のセラミックグリーンシートを重ね合わせ温度と圧力をかけて接合して積層体を形成するセラミックグリーンシートの積層方法において、
前記セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるための前記セラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、
前記第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して前記枠体を除去した後、前記第1のセラミックグリーンシートの上面に前記吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって前記第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、
前記第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の前記第2のセラミックグリーンシートを前記吸着体で保持した状態で外周部を切断して前記枠体を除去した後、前記画像認識装置で位置合わせして載置すると共に、前記接着装置によって前記第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、
前記第1のセラミックグリーンシートと、前記第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、
前記第1のセラミックグリーンシートの前記枠体を除去して前記積層体を形成する工程を有することを特徴とするセラミックグリーンシートの積層方法。
【請求項1】
複数枚のセラミックグリーンシートを重ね合わせ温度と圧力をかけて接合して積層体を形成するセラミックグリーンシートの積層方法において、
前記セラミックグリーンシートの外周部を枠体で保持した最下層となる第1のセラミックグリーンシートと、最下層上に重ね合わされるための前記セラミックグリーンシートの外周部を枠体で保持した1又は複数枚の第2のセラミックグリーンシートを準備する工程と、
前記第2のセラミックグリーンシートを吸着体で保持した状態で外周部を切断して前記枠体を除去した後、前記第1のセラミックグリーンシートの上面に前記吸着体で保持した状態で画像認識装置で位置合わせして載置すると共に、ホットバー又は超音波により部分接着できる接着装置によって前記第1及び第2のセラミックグリーンシートのダミー部で仮固定する工程と、
前記第2のセラミックグリーンシートの上に、必要に応じ、同様にして順次、他の前記第2のセラミックグリーンシートを前記吸着体で保持した状態で外周部を切断して前記枠体を除去した後、前記画像認識装置で位置合わせして載置すると共に、前記接着装置によって前記第2及び他の第2のセラミックグリーンシートのダミー部で仮固定する工程と、
前記第1のセラミックグリーンシートと、前記第2のセラミックグリーンシートの全てを温度と圧力をかけて接合する工程と、
前記第1のセラミックグリーンシートの前記枠体を除去して前記積層体を形成する工程を有することを特徴とするセラミックグリーンシートの積層方法。
【図1】



【図2】
【図2】
【公開番号】特開2007−185897(P2007−185897A)
【公開日】平成19年7月26日(2007.7.26)
【国際特許分類】
【出願番号】特願2006−6994(P2006−6994)
【出願日】平成18年1月16日(2006.1.16)
【出願人】(391039896)株式会社住友金属エレクトロデバイス (276)
【Fターム(参考)】
【公開日】平成19年7月26日(2007.7.26)
【国際特許分類】
【出願日】平成18年1月16日(2006.1.16)
【出願人】(391039896)株式会社住友金属エレクトロデバイス (276)
【Fターム(参考)】
[ Back to top ]