
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体1,2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体1,2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミックス接合体の製造方法に関し、特に、セラミックス成形体を接合することによってセラミックス接合体を成形するセラミックス接合体の製造方法に関するものである。
【背景技術】
【0002】
近年、軽量性、耐熱性および耐食性などが要求される装置および機器の構成部材へのセラミックスの展開が進んでいる。セラミックスが実用化されている用途として、軸受、エンジン部品などがある。しかし、軸受、エンジン部品などに用いられるセラミックスで構成された部材としてはは、比較的形状が単純な球、ころおよびリング材などがほとんどである。今後、複雑な形状または大型のセラミックス部材の製造が可能になれば、用途はますます広がっていくことが期待される。
【0003】
セラミックス粉末を所望の形状に成形する方法として、所望する形状および製品の使用目的に応じて、各種の成形方法が採用されている。成形方法として、たとえば、金型プレス法、射出成形法、押出し成形法および鋳込み成形法などがある。しかし、製法上の制約により製作できる形状または大きさには限界がある。また、別の成形法として、セラミックス粉末を用いた焼結品として製作されたパーツをろう付けまたは接着剤などで接合する方法がある。しかし、この方法では接合剤自身の強度不足または母材と接合剤との熱膨張係数の差によって接合部の強度低下が生じる可能性がある。
【0004】
また、形状の複雑なセラミックス部材を製造する方法として次の工程を有する方法が提案されている。まず、全体を複数の部分に分割することによって、それぞれ単純な形状を有するパーツが作製される。単純な形状を有するパーツを組み合わせて接合することによって所定の形状にセラミックス部材が形成される。そして、セラミックス部材が焼結される。このようにして形状の複雑なセラミックス部材が製造される。
【0005】
上記の方法として、たとえば、特開平2−236205号公報(特許文献1)では、焼結時に液相を発生する粉末材料と高分子バインダーと溶媒とからなるスラリーを介して複数の成形体が接合された状態で、粉末材料が焼結されることによって複数の成形体を接合する方法が提案されている。この方法は接合のみであって加圧処理を加えないため、焼結後の接合部の強度が小さくなる。
【0006】
また、たとえば、特開平5−254947号公報(特許文献2)および特開2002−254420号公報(特許文献3)では、成形体と同組成あるいは主たる成分が同じであるスラリーを介して成形体同士が加圧またはCIP(冷間等方圧)成形によって接着された状態で焼結される方法が提案されている。特開平5−254947号公報に記載された方法では、成形体同士を接合するための冷間等方圧成形はそれぞれの成形体の成形圧力以下で処理されている。また、特開2002−254420号公報に記載された方法では、成形体同士が冷間等方圧成形を用いることなく加圧によって接合されている。特開平5−254947号公報および特開2002−254420号公報に記載された方法では、同組成あるいは主たる成分が同じであるスラリーを介して成形体同士が接合されているため、接合部の強度が母材となる成形体に近い強度となることが期待される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−236205号公報
【特許文献2】特開平5−254947号公報
【特許文献3】特開2002−254420号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、同組成あるいは主たる成分が同じであるスラリーを介して成形体同士を接合することによって、接合部の強度が母材となる成形体に近い強度となった場合でも次の問題がある。すなわち、成形体の成形圧力以下で成形体同士を接合すると、同種材料で形成された成形体であっても、接合した部材それぞれの成形方法または成形条件に依存する焼結収縮率の差によって、焼結後の接合部にクラックまたは剥離が生じるという問題がある。
【0009】
本発明は、上記課題を鑑みてなされたものであり、その目的は、焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供することである。
【課題を解決するための手段】
【0010】
本発明のセラミックス接合体の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体を個別に成形する工程と、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程と、セラミックス接合体を焼結する工程とを備えている。第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。ここで、同種材料とは、主成分が同じ材料を意味している。
【0011】
発明者らは、接合する複数のセラミックス成形体を成形する際の成形圧力を、接合を目的とした等方圧成形の際の成形圧力よりも低い成形圧力とし、複数のセラミックス成形体が異なる成形圧力で成形され、低い成形圧力で成形されたセラミックス成形体に高い成形圧力で成形されたセラミックス成形体を嵌合させた成形体に等方圧成形による接合を行うことにより、その等方圧成形された接合体を焼結した際に嵌合部(接合部)などでクラックまたは剥離が生じることを抑制できることを見出した。この結果、ほぼ均一な特性をもつ複雑形状または大型形状の焼結体を得ることができる。
【0012】
すなわち、接合する複数のセラミックス成形体を成形する際の成形圧力を、接合を目的とした等方圧成形の際の成形圧力よりも低い成形圧力とすることで、接合を目的とした等方圧成形によってその加圧成形下で処理される複数のセラミックス成形体が、接合を目的とした等方圧成形で得られる成形体とほぼ等価な成形体となる。その結果、接合体全体がほぼ均一な圧力分布となる。接合体全体が均一な圧力分布を有するため、焼結時の収縮特性も均一となる。同時に、接合を目的とした等方圧成形によって低い成形圧力のセラミックス成形体が高い成形圧力のセラミックス成形体より大きく体積収縮するため、嵌合部では低い成形圧力のセラミックス成形体が高い成形圧力のセラミックス成形体に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。この結果、嵌合部を含めてほぼ同じ物性を持つ複雑形状または大型形状の焼結体を得ることができる。
【0013】
本発明のセラミックス接合体の製造方法によれば、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体が成形され、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。そして、第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低く、かつ等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。このため、等方圧成形によって、第1および第2のセラミックス成形体が等方圧成形の際の成形圧力で接合される。その結果、セラミックス接合体全体が等方圧成形で達する成形圧力で成形される。したがって、セラミックス接合体全体が均一な圧力分布となるため、焼結時の収縮特性も均一となる。同時に、嵌合部では低い成形圧力の第1のセラミックス成形体が高い成形圧力の第2のセラミックス成形体に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。
【0014】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ等方圧成形の成形圧力の2/3以下である。第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は原理的には接合を目的とした等方圧成形の際の成形圧力より低ければ良い。しかし、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力が等方圧成形の際の成形圧力の2/3を超えると、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果がほとんど得られない。その結果、接合部における焼結時のセラミックス接合体の収縮特性が均一とならないので、接合部に強度低下が生じる。したがって、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力を等方圧成形の際の成形圧力の2/3以下にすることで、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果を確実に得ることができる。
【0015】
また、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力が5MPa未満であると、それぞれの成形体の保形自体が困難であったり、保形していたとしても接合を目的とした等方圧成形時に破損する可能性がある。したがって、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力を5MPa以上にすることで、第1および第2のセラミックス成形体のそれぞれを容易に保形することができる。また、等方圧成形時に第1および第2のセラミックス成形体が破損することを抑制できる。
【0016】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%以上である。第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%未満の場合には、接合を目的とした等方圧成形時に第1および第2のセラミックス成形体の成形圧力差に起因する収縮差が小さいため勘合部の圧着作用が十分に発生しない。特に、容易に勘合ができるよう勘合部に隙間を設けて第1および第2にセラミックス成形体を組み合わせる場合は、接合を目的とした等方圧成形後にもその隙間が残ってしまうため勘合部の強度が著しく低下する。したがって、第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差を10%以上にすることによって、第1および第2のセラミックス成形体の成形圧力差に起因する収縮差を大きくすることで嵌合部の圧着作用を十分に発生させることができる。
【0017】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。これにより、第1および第2のセラミックス成形体の材料に酸化物セラミックスおよび非酸化物セラミックスのいずれかを適用することができる。
【0018】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体の主成分が同一である。ここで、主成分とは、含有割合が最も多い成分を意味している。これにより、焼結助剤および分散強化材などの添加材が若干異なっていても、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できるセラミックス接合体を得ることができる。
【0019】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって第1および第2のセラミックス成形体の少なくともいずれかを成形する工程を含んでいる。これにより、第1および第2のセラミックス成形体を個別に成形する際に幅広い成形手法を採用することができる。また、第1および第2のセラミックス成形体を異なる成形手法によって成形することができる。
【0020】
上記のセラミックス接合体の製造方法において好ましくは、等方圧成形の際に第1および第2のセラミックス成形体が互いに接合材で接着された状態で接合される。第1および第2のセラミックス成形体が互いに接合材で接着されるため、第1および第2のセラミックス成形体を正確に組み合わせることができる。
【0021】
上記のセラミックス接合体の製造方法において好ましくは、接合材が、第1および第2のセラミックス成形体の主成分と同一の主成分を有するスラリーからなる。これにより、接合部の強度を第1および第2のセラミックス成形体と同等の強度にすることができる。
【0022】
上記のセラミックス接合体の製造方法において好ましくは、等方圧成形が、第1および第2のセラミックス成形体を加圧液体で加圧することによって第1および第2のセラミックス成形体を接合する湿式冷間等方圧成形である。第1および第2のセラミックス成形体が加圧液体で加圧されるため、接合体の形状にあわせた型または治具が不要である。そのため生産性を向上することができる。
【0023】
上記のセラミックス接合体の製造方法において好ましくは湿式冷間等方圧成形の際に加圧液体と第1および第2のセラミックス成形体との間に配置された遮蔽膜によって第1および第2のセラミックス成形体が覆われた状態で、遮蔽膜を介して第1および第2のセラミックス成形体を加圧液体で加圧することによって第1および第2のセラミックス成形体が接合される。このため、遮蔽膜によって第1および第2のセラミックス成形体を加圧液体から保護することができる。
【0024】
上記のセラミックス接合体の製造方法において好ましくは、遮蔽膜が開口する一端を有する袋状に形成されており、第1および第2のセラミックス成形体が遮蔽膜に収容され、かつ一端が封止された状態で遮蔽膜の内部空間が減圧される。これにより、内部空間に内包される気体による成形不良および遮蔽膜の破損を抑制できる。
【0025】
上記のセラミックス接合体の製造方法において好ましくは、遮蔽膜が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜からなる。第1および第2のセラミックス成形体の外形に沿って被膜が密着するため、より複雑な形状に遮蔽膜を適用することができる。
【0026】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体の互いの接合部に被膜が入りこまないように保護部材で接合部を覆った状態で、被膜が第1および第2のセラミックス成形体上に形成される。これにより、接合部への被膜の浸透を防止することができる。
【発明の効果】
【0027】
以上説明したように、本発明のセラミックス接合体の製造方法によれば、焼結後の接合部にクラックまたは剥離が生じることを抑制できる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施の形態におけるセラミックス接合体の製造方法の概略を示す図である。
【図2】本発明の一実施の形態における第1のセラミックス成形体を成形する工程の概略を示す断面図である。
【図3】本発明の一実施の形態における第2のセラミックス成形体を成形する工程の概略を示す断面図である。
【図4】本発明の一実施の形態における第1および第2のセラミックス成形体を接合することによってセラミックス接合体を成形する工程の概略を示す断面図である。
【図5】本発明の一実施の形態におけるセラミックス接合体を焼結する工程の概略を示す断面図である。
【図6】本発明の一実施の形態における第1および第2のセラミックス成形体が遮蔽膜で覆われる様子を示す概略断面図である。
【図7】本発明の一実施の形態における第1および第2のセラミックス成形体が遮蔽膜で覆われた状態を示す概略断面図である。
【図8】本発明の一実施の形態における第1および第2のセラミックス成形体に遮蔽膜の材料が浸漬塗布される様子を示す概略断面図である。
【図9】本発明の一実施の形態における第1および第2のセラミックス成形体が被膜からなる遮蔽膜で覆われた状態を示す概略断面図である。
【図10】本発明の一実施の形態における第1および第2のセラミックス成形体に遮蔽膜の材料が噴射される様子を示す概略断面図である。
【図11】本発明の一実施の形態における第1および第2のセラミックス成形体の接合部が保護部材で覆われた状態を示す概略平面図である。
【図12】本発明の一実施の形態における第1および第2のセラミックス成形体の接合部が保護部材で覆われた状態で被膜が形成された様子を示す概略断面図である。
【図13】本発明の実施例の第1および第2のセラミック成形体が接合される前の状態を示す概略斜視図である。
【図14】本発明の実施例の第1および第2のセラミック成形体が接合されたセラミックス接合体を示す概略斜視図である。
【図15】本発明の実施例の他の形状の第1および第2のセラミック成形体が接合される前の状態を示す概略斜視図である。
【図16】本発明の実施例の他の形状の第1および第2のセラミック成形体が接合されたセラミックス接合体を示す概略斜視図である。
【図17】本発明の実施例の他の形状のセラミックス接合体の嵌合部を示す概略断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の一実施の形態について図に基づいて説明する。
最初に、本発明の一実施の形態のセラミックス接合体の製造方法について説明する。
【0030】
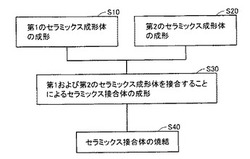
図1を参照して、本発明の一実施の形態のセラミックス接合体の製造方法の概要について説明する。本発明の一実施の形態のセラミックス接合体の製造方法では、まず、互いに同種材料からなる第1のセラミックス成形体と第2のセラミックス成形体とを個別に成形する工程が実施される。つまり、第1のセラミックス成形体の成形工程(S10)と第2のセラミックス成形体の成形工程(S20)とが個別に実施される。
【0031】
次に、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程(S30)が実施される。次に、セラミックス接合体を焼結する工程(S40)が実施される。そして、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。
【0032】
続いて、本発明の一実施の形態のセラミックス接合体の製造方法についてさらに詳しく説明する。
【0033】
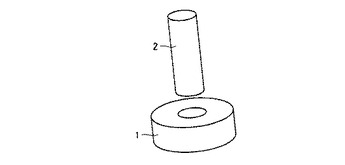
まず、図2および図3を参照して、第1のセラミックス成形体の成形工程(S10)および第2のセラミックス成形体の成形工程(S20)では、たとえば金型プレスによって第1のセラミックス成形体1および第2のセラミックス成形体2が成形される。つまり、上金型11と下金型12と側面金型13とによってセラミックス粉末が加圧されることによって、第1のセラミックス成形体1および第2のセラミックス成形体2が成形される。第1のセラミックス成形体1はたとえば円筒形状に形成される。第2のセラミックス成形体2はたとえば円柱形状に形成される。第1のセラミックス成形体1は、内周側で第2のセラミックス成形体2を嵌合可能に形成されている。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体の成形圧力2より低い。この等方圧成形前の段階での第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は5MPa以上であることが好ましい。また、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差が10%以上であることが好ましい。、
第1のセラミックス成形体1および第2のセラミックス成形体2は酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。つまり、第1のセラミックス成形体1および第2のセラミックス成形体2の材料には、アルミナおよびジルコニアなどの酸化物セラミックスおよび窒化ケイ素、炭化ケイ素、窒化アルミニウムなどの非酸化物セラミックスが適用され得る。
【0034】
また、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分が同一であることが好ましい。第1のセラミックス成形体1および第2のセラミックス成形体2は主成分の他に焼結のための助剤(焼結助剤)を有していてもよい。また、第1のセラミックス成形体1および第2のセラミックス成形体2は分散強化材を有していてもよい。また、第1のセラミックス成形体1および第2のセラミックス成形体2は不可避不純物を有している。
【0035】
第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれは、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングなどによって成形され得る。なお、第1のセラミックス成形体1および第2のセラミックス成形体2は異なる成形方法で成形されてもよい。
【0036】
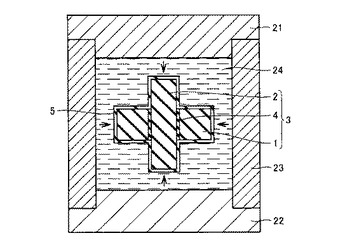
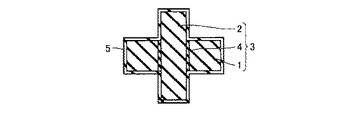
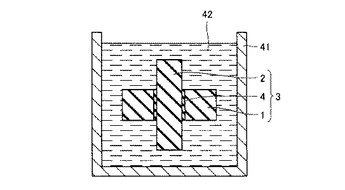
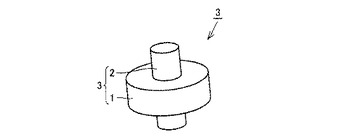
次に、図4を参照して、セラミックス接合体を成形する工程(S30)では、等方圧成形によって第1のセラミックス成形体1および第2のセラミックス成形体2が接合される。等方圧成形として湿式冷間等方圧成形、乾式冷間等方圧成形およびゴム型冷間等方圧成形などの冷間等方圧成形が適用され得るが、湿式冷間等方圧成形が好ましい。上部材21と下部材22と側面部材23とで囲まれた空間内に配置された第1のセラミックス成形体1と第2のセラミックス成形体2とが圧力媒体である加圧液体24によって加圧される。加圧液体24によって均一に加圧されることにより、第1のセラミックス成形体1と第2のセラミックス成形体2とが接合されてセラミックス接合体3が成形される。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
【0037】
つまり、第2のセラミックス成形体2の周囲を第1のセラミックス成形体1が挟み込むことで第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合される。円柱形状の第2のセラミックス成形体2が円筒形状の第1のセラミックス成形体1を貫通するように第1のセラミックス成形体1と第2のセラミックス成形体2とが嵌合される。第2のセラミックス成形体2の周囲の全周が円筒形状の第1のセラミックス成形体1の内周側で覆われる。
【0038】
第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力の2/3以下であることが好ましい。
【0039】
また、等方圧成形の際に第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着された状態で接合されることが好ましい。接合材4は、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーからなることが好ましい。また、接合材4は、焼結時に熱分解される高分子接着剤であってもよい。
【0040】
また、湿式冷間等方圧成形の際に、加圧液体24と第1のセラミックス成形体1および第2のセラミックス成形体2との間に遮蔽膜5が配置されていることが好ましい。遮蔽膜5は、第1のセラミックス成形体1および第2のセラミックス成形体2を保護するためのものである。そして、遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2が覆われた状態で、遮蔽膜5を介して第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2が接合されることが好ましい。
【0041】
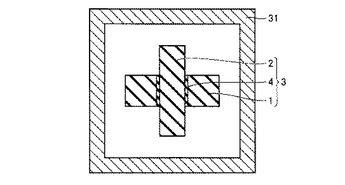
次に、図5を参照して、セラミックス接合体を焼結する工程(S40)では、セラミックス接合体3が焼結炉31の内部で加熱される。これにより、セラミックス接合体3が焼結される。なお、遮蔽膜5が取り除かれた状態でセラミックス接合体は加熱される。
【0042】
上記の遮蔽膜5としては、ビニル袋および袋形状のゴムが適用され得る。これらの場合、内包する気体による成形不良および袋の破損を防止するため、遮蔽膜5は、減圧してパッキングすることが好ましい。図6および図7を参照して、遮蔽膜5は開口する一端を有する袋状に形成されており、第1のセラミックス成形体1および第2のセラミックス成形体2が遮蔽膜5に収容される。そして、一端が封止された状態で遮蔽膜5の内部空間6が減圧される。なお、袋形状のゴムの材料としては、天然ゴム(NR)、ニトリルゴム(NBR)などが適用され得る。
【0043】
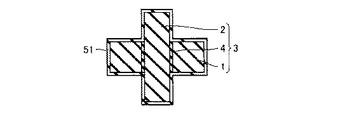
また、図8〜図10を参照して、遮蔽膜5は、乾燥および加熱のいずれかによってゴム化する材料42の浸漬塗布および噴射のいずれかで形成される被膜51からなっていてもよい。乾燥および加熱のいずれかによってゴム化する材料42としては、ラテックス、液状ゴムなどが適用され得る。乾燥および加熱のいずれかによってゴム化する材料42の原料としては、シリコンゴム、ウレタンゴムなどが適用され得る。
【0044】
図8を参照して、接合材4で接着された第1のセラミックス成形体1および第2のセラミックス成形体2は、容器41内に収容された乾燥および加熱のいずれかによってゴム化する材料42に浸漬される。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2の表面に均一に材料42が塗布される。図9を参照して、第1のセラミックス成形体1および第2のセラミックス成形体2が容器41外に移動されることで、表面に塗布された材料42によって被膜51が形成される。これにより、被膜51からなる遮蔽膜5が形成される。
【0045】
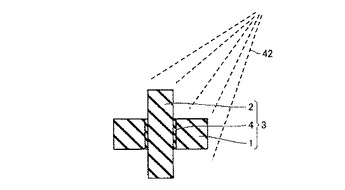
続いて、図10を参照して、接合材4で接着された第1のセラミックス成形体1および第2のセラミックス成形体2の表面に霧状の材料42が噴射される。これにより、表面に噴射された材料42によって、図9と同様の被膜51が形成される。よって、被膜51からなる遮蔽膜5が形成される。
【0046】
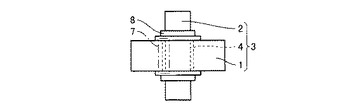
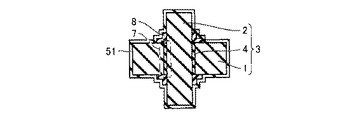
また、図11および図12を参照して、乾燥および加熱のいずれかによってゴム化する材料42が浸漬塗布および噴射される場合、保護部材によって第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部(嵌合部)7への材料42の浸透を防止することが望ましい。このため、主に図11に示すように第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部7に、材料42で形成された被膜51が入りこまないように保護部材8で接合部7が覆われている。この状態で、主に図12に示すように被膜51が第1のセラミックス成形体1上および第2のセラミックス成形体2上に形成される。これにより、接合部7への材料42の浸透が防止される。
【0047】
次に、本発明の一実施の形態のセラミックス接合体の製造方法の作用効果について説明する。
【0048】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を等方圧成形を用いて嵌合することによってセラミックス接合体3が成形され、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。そして、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低く、かつ等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。このため、等方圧成形によって、第1のセラミックス成形体1および第2のセラミックス成形体2が等方圧成形の際の成形圧力で接合される。その結果、セラミックス接合体3全体が等方圧成形で達する成形圧力で成形される。したがって、セラミックス接合体3全体が均一な圧力分布となるため、焼結時の収縮特性も均一となる。同時に、嵌合部では低い成形圧力の第1のセラミックス成形体1が高い成形圧力の第2のセラミックス成形体2に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。
【0049】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ等方圧成形の成形圧力の2/3以下である。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力を等方圧成形の際の成形圧力の2/3以下にすることで、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果を確実に得ることができる。そして、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力を5MPa以上にすることで、第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれを容易に保形することができる。また、等方圧成形時に第1のセラミックス成形体1および第2のセラミックス成形体2が破損することを抑制できる。
【0050】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差が10%以上である。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差を10%以上にすることによって、第1のセラミックス成形体1および第2のセラミックス成形体2の成形圧力差に起因する収縮差を大きくすることで嵌合部の圧着作用を十分に発生させることができる。
【0051】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2の材料に酸化物セラミックスおよび非酸化物セラミックスのいずれかを適用することができる。
【0052】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分が同一である。これにより、焼結助剤および分散強化材などの添加材が若干異なっていても、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できるセラミックス接合体を得ることができる。
【0053】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって第1のセラミックス成形体1および第2のセラミックス成形体2の少なくともいずれかを成形する工程を含んでいる。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際に幅広い成形手法を採用することができる。また、第1のセラミックス成形体1および第2のセラミックス成形体2を異なる成形手法によって成形することができる。
【0054】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、等方圧成形の際に第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着された状態で接合される。第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着されるため、第1のセラミックス成形体1および第2のセラミックス成形体2を正確に組み合わせることができる。
【0055】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、接合材4が、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーからなる。これにより、接合部7の強度を第1のセラミックス成形体1および第2のセラミックス成形体2と同等の強度にすることができる。
【0056】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、等方圧成形が、第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2を接合する湿式冷間等方圧成形である。第1のセラミックス成形体1および第2のセラミックス成形体2が加圧液体で加圧されるため、接合体の形状にあわせた型または治具が不要である。そのため生産性を向上することができる。
【0057】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、湿式冷間等方圧成形の際に加圧液体24と第1のセラミックス成形体1および第2のセラミックス成形体2との間に配置された遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2が覆われた状態で、遮蔽膜5を介して第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2が接合される。このため、遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24から保護することができる。
【0058】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、遮蔽膜5が開口する一端を有する袋状に形成されており、第1のセラミックス成形体1および第2のセラミックス成形体2が遮蔽膜5に収容され、かつ一端が封止された状態で遮蔽膜5の内部空間6が減圧される。これにより、内部空間6に内包される気体による成形不良および遮蔽膜5の破損を抑制できる。
【0059】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、遮蔽膜5が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜51からなる。第1のセラミックス成形体1および第2のセラミックス成形体2の外形に沿って被膜51が密着するため、より複雑な形状に遮蔽膜5を適用することができる。
【0060】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部7に被膜が入りこまないように保護部材8で接合部7を覆った状態で、被膜51が第1のセラミックス成形体1および第2のセラミックス成形体2上に形成される。これにより、接合部7への被膜51の浸透を防止することができる。
【実施例】
【0061】
以下、実施例について説明する。
まず、表1に示す成形条件で部材1〜26をそれぞれ作成した。
【0062】
【表1】

【0063】
各部材には、窒化ケイ素セラミックス、アルミナセラミックスまたはジルコニアセラミックスを用いた。窒化ケイ素セラミックス(90質量%Si3N4‐5質量%Y‐5質量%Al、90質量%Si3N4‐5質量%La‐5質量%Al)は、主成分が90質量%Si3N4(窒化ケイ素)であり、助剤が5質量%Y(イットリウム)‐5質量%Al(アルミニウム)または5質量%La(ランタン)‐5質量%Alである。アルミナセラミックス(100質量%Al2O3)は主成分が100質量%Al2O3(酸化アルミニウム)ある。ジルコニアセラミックス(95質量%ZrO2‐5質量%Y)は主成分がZrO2(酸化ジルコニウム)であり、助剤が5質量%Yである。
【0064】
各部材の成形方法として、金型プレス、一軸ラバープレス、冷間静水等方圧プレス、押出成形、射出成型、スリップ・キャスティングを用いた。成形圧力(MPa)は各部材の成形圧力である。相対圧力(%)は後述する接合時の等方圧成形の圧力(300MPa)に対する各部材の成形圧力の割合である。成形可否は、○が各部材を成形できたことを示し、×は各部材を成形できなかったことを示す。部材1は、成形密度が小さいため成形できなかった。一方、部材2〜26は成形できた。
【0065】
続いて試験片について説明する。比較のために冷間等方圧成形(CIP)で一体成形された試験片を作成した。試験片は窒化ケイ素セラミックス、アルミナセラミックスおよびジルコニアセラミックスを用いてそれぞれ作成した。
【0066】
次に、表2に示す成形条件で上記の各部材を用いて本発明の比較例および実施例を作成した。上記の各部材を等方圧成形で接合した後、焼結して比較例および実施例を作成した。すなわち、図13および図14を参照して、部材Aは第2のセラミックス成形体2であり、部材Bは第1のセラミックス成形体1である。接合材4としてスラリーが用いられている。スラリーを介して部材AおよびBを接合してセラミックス接合体3を作成した。円筒形状の第1のセラミックス成形体1の内周側に円柱形状の第2のセラミックス成形体2が嵌合される。
【0067】
【表2】
【0068】
接着方法としては、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーを塗布して第1のセラミックス成形体1と第2のセラミックス成形体2とを接着した。遮蔽膜にはビニル袋を用いた。ビニル袋の膜厚は0.05〜0.1mmである。ビニル袋の内部空間を減圧した。等方圧成形には湿式冷間等方圧成形(WET‐CIP)を採用した。湿式冷間等方圧成形での加圧圧力は300MPaとした。接合可否は、○が部材Aと部材Bとを接合できたことを示し、×は部材Aと部材Bとを接合できなかったことを示す。△は部材Aと部材Bとを十分に接合できなかったことを示す。
【0069】
接合前の部材AおよびBの成形圧力が等方圧成形の成形圧力よりも低く、かつ接合前の部材AおよびBの成形圧力がそれぞれ異なる実施例1〜3では、部材AおよびBを接合できた。これは接合を目的とした等方圧成形によってその加圧成形下で処理される複数のセラミック成形体にほぼ均一な成形圧力が加えられ、勘合部では接合を目的とした等方圧成形によって低い成形圧力の成形体のほうが勘合した高い成形圧力の成形体より大きな体積収縮をともなうためだと考えられる。
【0070】
接合前の部材AおよびBの成形圧力が5MPa未満の比較例1では、等方加圧の際に破損するため接合できなかった。また、接合前の部材AおよびBの成形圧力が等方圧成形の成形圧力の2/3を超える比較例2では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。これは部材AおよびBの成形時に生じる圧力の偏りおよび圧力の方向性を接合時の圧力では修正しきれなかったため、外観上は接合しているが、一体化までには至らなかったことが原因であると考えられる。
【0071】
また、接合前の部材AおよびBの成形圧力の差が10%以上の実施例4では、部材AおよびBを接合できた。一方、接合前の部材AおよびBの成形密度の差が5%の比較例3では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。これは等方圧成形時に嵌合部で成形圧力差に起因する収縮差が十分に生じなかったため、嵌合部の圧着作用が十分に発生しなかったためと考えられる。
【0072】
また、部材AおよびBの主成分が酸化物セラミックスであるアルミナおよびジルコニア、また非酸化物セラミックスである窒化ケイ素である実施例1〜6では、いずれも部材AおよびBを接合できた。部材AおよびBの主成分がアルミナおよびジルコニアなどの酸化物セラミックス、また窒化ケイ素、炭化ケイ素および窒化アルミニウムなどの非酸化物セラミックスであれば同様の結果が得られ得る。
【0073】
また、部材AおよびBの主たる原料が異なり、かつ主成分が異なる比較例4〜6では部材AおよびBを接合できなかった。この理由は部材AおよびBの焼結時の収縮特性が異なるためと考えられる。また、接合前の部材AおよびBの助剤は異なるが主成分は同一である実施例7では、部材AおよびBを接合できた。
【0074】
また、接合前の部材AおよびBの成形圧力の差が10%以上である実施例8〜17では、金型プレス、一軸ラバープレス,冷間静水等方加圧プレス、押出成形、射出成形、スリップ・キャスティングの異なる成形方法でも部材AおよびBを接合できた。
【0075】
次に、部材AおよびBの形状、接着方法および遮蔽膜を異ならせて、接合可否および柱部強度を検討した。表3に示す成形条件で本発明の比較例および実施例を作成した。
【0076】
【表3】
【0077】
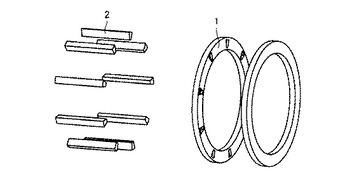
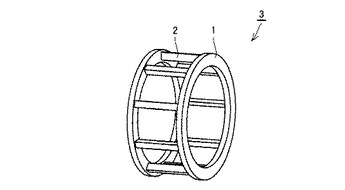
比較例および実施例の形状としては上記の図14に示す形状と、図15〜図17に示す形状とした。図15〜図17を参照して、部材Aは第2のセラミックス成形体2であり、部材Bは第1のセラミックス成形体1である。接合材4としてスラリーが用いられている。スラリーを介して部材AおよびBを接合してセラミックス接合体3を作成した。2つの円環形状の第1のセラミックス成形体1の互いに向かい合う面にくさび形状の第2のセラミックス成形体2が嵌合される。
【0078】
接着方法としては、接合材なし、接着剤またはスラリーで部材AおよびBを接着した。遮蔽膜には、ビニル袋または浸漬塗布で形成された被膜を用いた。ビニル袋では内部空間を減圧した。実施例19および実施例21では接合部を保護部材でシーリングした。等方圧成形には湿式冷間等方圧成形(WET‐CIP)を採用した。各部材を等方圧成形で接合した後、焼結して比較例および実施例を作成した。接合可否は、○が部材Aと部材Bとを接合できたことを示し、×が部材Aと部材Bとを接合できなかったことを示す。△は部材Aと部材Bとを十分に接合できなかったことを示す。柱部強度(%)は、比較対象としての削り出し部品の強度100%に対する相対強度である。柱部強度(%)は以下のように測定した。図16について、部材1をつかみ、アキシャル方向に引っ張る。このときの破断強度を柱部強度とした。
【0079】
接合材なしで部材AおよびBを接着した比較例9では、接合できなかった。接着剤で部材AおよびBを接着した比較例10では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。一方、部材AおよびBと同一の主成分を含むスラリーを接合面に塗布した実施例18では部材AおよびBが接合できた。この理由は部材AおよびBと同一の主成分を含むスラリーを用いることで、各部材および接合界面が一体化し、一体成形品と同等の強度が得られたためと考えられる。
【0080】
また、減圧処理を施さない比較例11では接合できなかった。この理由は減圧処理を施さないとビニル袋が柱部根元形状に適切に追従し、部材全体が均一に加圧されないためと考えられる。部材AおよびBをスラリーで接着した後、シリコンゴム形成溶液中に浸漬させて遮蔽膜を形成した実施例20では、乾燥(シリコンゴム化)後、WET‐CIP処理を施すことにより接合できたが一部試料において接合面の剥離が認められた。この理由はシリコンゴム形成溶液が接合部(接合面)に浸透したことにより、接合が不十分になったためと考えられる。シリコンゴムで形成された遮蔽膜の膜厚は0.5〜2.0mmである。
【0081】
一方、接合面周辺にシーリングテープ(保護部材)を巻きつけ、シリコンゴム形成溶液中に浸漬させた実施例19および実施例21では接合でき、接合不良も見られなかった。この理由はシーリングテープがシリコンゴム形成溶液の試料中への浸透を防いだためと考えられる。
【0082】
また、比較例12では、部材AとBとを十分に接合できなかった。
また、実施例20では柱部強度が58.2%となり、実施例21では柱部強度が99.9%となった。
【0083】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることを意図される。
【産業上の利用可能性】
【0084】
本発明は、セラミックス成形体を接合することによってセラミックス接合体を成形するセラミックス接合体の製造方法に特に有利に適用され得る。
【符号の説明】
【0085】
1 第1のセラミックス成形体、2 第2のセラミックス成形体、3 セラミックス接合体、4 接合材、5 遮蔽膜、6 内部空間、7 接合部(嵌合部)、8 保護部材、42 材料、51 被膜。
【技術分野】
【0001】
本発明は、セラミックス接合体の製造方法に関し、特に、セラミックス成形体を接合することによってセラミックス接合体を成形するセラミックス接合体の製造方法に関するものである。
【背景技術】
【0002】
近年、軽量性、耐熱性および耐食性などが要求される装置および機器の構成部材へのセラミックスの展開が進んでいる。セラミックスが実用化されている用途として、軸受、エンジン部品などがある。しかし、軸受、エンジン部品などに用いられるセラミックスで構成された部材としてはは、比較的形状が単純な球、ころおよびリング材などがほとんどである。今後、複雑な形状または大型のセラミックス部材の製造が可能になれば、用途はますます広がっていくことが期待される。
【0003】
セラミックス粉末を所望の形状に成形する方法として、所望する形状および製品の使用目的に応じて、各種の成形方法が採用されている。成形方法として、たとえば、金型プレス法、射出成形法、押出し成形法および鋳込み成形法などがある。しかし、製法上の制約により製作できる形状または大きさには限界がある。また、別の成形法として、セラミックス粉末を用いた焼結品として製作されたパーツをろう付けまたは接着剤などで接合する方法がある。しかし、この方法では接合剤自身の強度不足または母材と接合剤との熱膨張係数の差によって接合部の強度低下が生じる可能性がある。
【0004】
また、形状の複雑なセラミックス部材を製造する方法として次の工程を有する方法が提案されている。まず、全体を複数の部分に分割することによって、それぞれ単純な形状を有するパーツが作製される。単純な形状を有するパーツを組み合わせて接合することによって所定の形状にセラミックス部材が形成される。そして、セラミックス部材が焼結される。このようにして形状の複雑なセラミックス部材が製造される。
【0005】
上記の方法として、たとえば、特開平2−236205号公報(特許文献1)では、焼結時に液相を発生する粉末材料と高分子バインダーと溶媒とからなるスラリーを介して複数の成形体が接合された状態で、粉末材料が焼結されることによって複数の成形体を接合する方法が提案されている。この方法は接合のみであって加圧処理を加えないため、焼結後の接合部の強度が小さくなる。
【0006】
また、たとえば、特開平5−254947号公報(特許文献2)および特開2002−254420号公報(特許文献3)では、成形体と同組成あるいは主たる成分が同じであるスラリーを介して成形体同士が加圧またはCIP(冷間等方圧)成形によって接着された状態で焼結される方法が提案されている。特開平5−254947号公報に記載された方法では、成形体同士を接合するための冷間等方圧成形はそれぞれの成形体の成形圧力以下で処理されている。また、特開2002−254420号公報に記載された方法では、成形体同士が冷間等方圧成形を用いることなく加圧によって接合されている。特開平5−254947号公報および特開2002−254420号公報に記載された方法では、同組成あるいは主たる成分が同じであるスラリーを介して成形体同士が接合されているため、接合部の強度が母材となる成形体に近い強度となることが期待される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−236205号公報
【特許文献2】特開平5−254947号公報
【特許文献3】特開2002−254420号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、同組成あるいは主たる成分が同じであるスラリーを介して成形体同士を接合することによって、接合部の強度が母材となる成形体に近い強度となった場合でも次の問題がある。すなわち、成形体の成形圧力以下で成形体同士を接合すると、同種材料で形成された成形体であっても、接合した部材それぞれの成形方法または成形条件に依存する焼結収縮率の差によって、焼結後の接合部にクラックまたは剥離が生じるという問題がある。
【0009】
本発明は、上記課題を鑑みてなされたものであり、その目的は、焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供することである。
【課題を解決するための手段】
【0010】
本発明のセラミックス接合体の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体を個別に成形する工程と、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程と、セラミックス接合体を焼結する工程とを備えている。第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。ここで、同種材料とは、主成分が同じ材料を意味している。
【0011】
発明者らは、接合する複数のセラミックス成形体を成形する際の成形圧力を、接合を目的とした等方圧成形の際の成形圧力よりも低い成形圧力とし、複数のセラミックス成形体が異なる成形圧力で成形され、低い成形圧力で成形されたセラミックス成形体に高い成形圧力で成形されたセラミックス成形体を嵌合させた成形体に等方圧成形による接合を行うことにより、その等方圧成形された接合体を焼結した際に嵌合部(接合部)などでクラックまたは剥離が生じることを抑制できることを見出した。この結果、ほぼ均一な特性をもつ複雑形状または大型形状の焼結体を得ることができる。
【0012】
すなわち、接合する複数のセラミックス成形体を成形する際の成形圧力を、接合を目的とした等方圧成形の際の成形圧力よりも低い成形圧力とすることで、接合を目的とした等方圧成形によってその加圧成形下で処理される複数のセラミックス成形体が、接合を目的とした等方圧成形で得られる成形体とほぼ等価な成形体となる。その結果、接合体全体がほぼ均一な圧力分布となる。接合体全体が均一な圧力分布を有するため、焼結時の収縮特性も均一となる。同時に、接合を目的とした等方圧成形によって低い成形圧力のセラミックス成形体が高い成形圧力のセラミックス成形体より大きく体積収縮するため、嵌合部では低い成形圧力のセラミックス成形体が高い成形圧力のセラミックス成形体に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。この結果、嵌合部を含めてほぼ同じ物性を持つ複雑形状または大型形状の焼結体を得ることができる。
【0013】
本発明のセラミックス接合体の製造方法によれば、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体が成形され、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。そして、第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低く、かつ等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。このため、等方圧成形によって、第1および第2のセラミックス成形体が等方圧成形の際の成形圧力で接合される。その結果、セラミックス接合体全体が等方圧成形で達する成形圧力で成形される。したがって、セラミックス接合体全体が均一な圧力分布となるため、焼結時の収縮特性も均一となる。同時に、嵌合部では低い成形圧力の第1のセラミックス成形体が高い成形圧力の第2のセラミックス成形体に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。
【0014】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ等方圧成形の成形圧力の2/3以下である。第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は原理的には接合を目的とした等方圧成形の際の成形圧力より低ければ良い。しかし、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力が等方圧成形の際の成形圧力の2/3を超えると、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果がほとんど得られない。その結果、接合部における焼結時のセラミックス接合体の収縮特性が均一とならないので、接合部に強度低下が生じる。したがって、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力を等方圧成形の際の成形圧力の2/3以下にすることで、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果を確実に得ることができる。
【0015】
また、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力が5MPa未満であると、それぞれの成形体の保形自体が困難であったり、保形していたとしても接合を目的とした等方圧成形時に破損する可能性がある。したがって、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力を5MPa以上にすることで、第1および第2のセラミックス成形体のそれぞれを容易に保形することができる。また、等方圧成形時に第1および第2のセラミックス成形体が破損することを抑制できる。
【0016】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%以上である。第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%未満の場合には、接合を目的とした等方圧成形時に第1および第2のセラミックス成形体の成形圧力差に起因する収縮差が小さいため勘合部の圧着作用が十分に発生しない。特に、容易に勘合ができるよう勘合部に隙間を設けて第1および第2にセラミックス成形体を組み合わせる場合は、接合を目的とした等方圧成形後にもその隙間が残ってしまうため勘合部の強度が著しく低下する。したがって、第1および第2のセラミックス成形体を個別に成形する際の第1および第2のセラミックス成形体のそれぞれの成形圧力の差を10%以上にすることによって、第1および第2のセラミックス成形体の成形圧力差に起因する収縮差を大きくすることで嵌合部の圧着作用を十分に発生させることができる。
【0017】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。これにより、第1および第2のセラミックス成形体の材料に酸化物セラミックスおよび非酸化物セラミックスのいずれかを適用することができる。
【0018】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体の主成分が同一である。ここで、主成分とは、含有割合が最も多い成分を意味している。これにより、焼結助剤および分散強化材などの添加材が若干異なっていても、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できるセラミックス接合体を得ることができる。
【0019】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって第1および第2のセラミックス成形体の少なくともいずれかを成形する工程を含んでいる。これにより、第1および第2のセラミックス成形体を個別に成形する際に幅広い成形手法を採用することができる。また、第1および第2のセラミックス成形体を異なる成形手法によって成形することができる。
【0020】
上記のセラミックス接合体の製造方法において好ましくは、等方圧成形の際に第1および第2のセラミックス成形体が互いに接合材で接着された状態で接合される。第1および第2のセラミックス成形体が互いに接合材で接着されるため、第1および第2のセラミックス成形体を正確に組み合わせることができる。
【0021】
上記のセラミックス接合体の製造方法において好ましくは、接合材が、第1および第2のセラミックス成形体の主成分と同一の主成分を有するスラリーからなる。これにより、接合部の強度を第1および第2のセラミックス成形体と同等の強度にすることができる。
【0022】
上記のセラミックス接合体の製造方法において好ましくは、等方圧成形が、第1および第2のセラミックス成形体を加圧液体で加圧することによって第1および第2のセラミックス成形体を接合する湿式冷間等方圧成形である。第1および第2のセラミックス成形体が加圧液体で加圧されるため、接合体の形状にあわせた型または治具が不要である。そのため生産性を向上することができる。
【0023】
上記のセラミックス接合体の製造方法において好ましくは湿式冷間等方圧成形の際に加圧液体と第1および第2のセラミックス成形体との間に配置された遮蔽膜によって第1および第2のセラミックス成形体が覆われた状態で、遮蔽膜を介して第1および第2のセラミックス成形体を加圧液体で加圧することによって第1および第2のセラミックス成形体が接合される。このため、遮蔽膜によって第1および第2のセラミックス成形体を加圧液体から保護することができる。
【0024】
上記のセラミックス接合体の製造方法において好ましくは、遮蔽膜が開口する一端を有する袋状に形成されており、第1および第2のセラミックス成形体が遮蔽膜に収容され、かつ一端が封止された状態で遮蔽膜の内部空間が減圧される。これにより、内部空間に内包される気体による成形不良および遮蔽膜の破損を抑制できる。
【0025】
上記のセラミックス接合体の製造方法において好ましくは、遮蔽膜が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜からなる。第1および第2のセラミックス成形体の外形に沿って被膜が密着するため、より複雑な形状に遮蔽膜を適用することができる。
【0026】
上記のセラミックス接合体の製造方法において好ましくは、第1および第2のセラミックス成形体の互いの接合部に被膜が入りこまないように保護部材で接合部を覆った状態で、被膜が第1および第2のセラミックス成形体上に形成される。これにより、接合部への被膜の浸透を防止することができる。
【発明の効果】
【0027】
以上説明したように、本発明のセラミックス接合体の製造方法によれば、焼結後の接合部にクラックまたは剥離が生じることを抑制できる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施の形態におけるセラミックス接合体の製造方法の概略を示す図である。
【図2】本発明の一実施の形態における第1のセラミックス成形体を成形する工程の概略を示す断面図である。
【図3】本発明の一実施の形態における第2のセラミックス成形体を成形する工程の概略を示す断面図である。
【図4】本発明の一実施の形態における第1および第2のセラミックス成形体を接合することによってセラミックス接合体を成形する工程の概略を示す断面図である。
【図5】本発明の一実施の形態におけるセラミックス接合体を焼結する工程の概略を示す断面図である。
【図6】本発明の一実施の形態における第1および第2のセラミックス成形体が遮蔽膜で覆われる様子を示す概略断面図である。
【図7】本発明の一実施の形態における第1および第2のセラミックス成形体が遮蔽膜で覆われた状態を示す概略断面図である。
【図8】本発明の一実施の形態における第1および第2のセラミックス成形体に遮蔽膜の材料が浸漬塗布される様子を示す概略断面図である。
【図9】本発明の一実施の形態における第1および第2のセラミックス成形体が被膜からなる遮蔽膜で覆われた状態を示す概略断面図である。
【図10】本発明の一実施の形態における第1および第2のセラミックス成形体に遮蔽膜の材料が噴射される様子を示す概略断面図である。
【図11】本発明の一実施の形態における第1および第2のセラミックス成形体の接合部が保護部材で覆われた状態を示す概略平面図である。
【図12】本発明の一実施の形態における第1および第2のセラミックス成形体の接合部が保護部材で覆われた状態で被膜が形成された様子を示す概略断面図である。
【図13】本発明の実施例の第1および第2のセラミック成形体が接合される前の状態を示す概略斜視図である。
【図14】本発明の実施例の第1および第2のセラミック成形体が接合されたセラミックス接合体を示す概略斜視図である。
【図15】本発明の実施例の他の形状の第1および第2のセラミック成形体が接合される前の状態を示す概略斜視図である。
【図16】本発明の実施例の他の形状の第1および第2のセラミック成形体が接合されたセラミックス接合体を示す概略斜視図である。
【図17】本発明の実施例の他の形状のセラミックス接合体の嵌合部を示す概略断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の一実施の形態について図に基づいて説明する。
最初に、本発明の一実施の形態のセラミックス接合体の製造方法について説明する。
【0030】
図1を参照して、本発明の一実施の形態のセラミックス接合体の製造方法の概要について説明する。本発明の一実施の形態のセラミックス接合体の製造方法では、まず、互いに同種材料からなる第1のセラミックス成形体と第2のセラミックス成形体とを個別に成形する工程が実施される。つまり、第1のセラミックス成形体の成形工程(S10)と第2のセラミックス成形体の成形工程(S20)とが個別に実施される。
【0031】
次に、第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程(S30)が実施される。次に、セラミックス接合体を焼結する工程(S40)が実施される。そして、第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体を個別に成形する際の第1のセラミックス成形体の成形圧力は、第2のセラミックス成形体の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体に第2のセラミックス成形体が嵌合されてセラミックス接合体が得られる。
【0032】
続いて、本発明の一実施の形態のセラミックス接合体の製造方法についてさらに詳しく説明する。
【0033】
まず、図2および図3を参照して、第1のセラミックス成形体の成形工程(S10)および第2のセラミックス成形体の成形工程(S20)では、たとえば金型プレスによって第1のセラミックス成形体1および第2のセラミックス成形体2が成形される。つまり、上金型11と下金型12と側面金型13とによってセラミックス粉末が加圧されることによって、第1のセラミックス成形体1および第2のセラミックス成形体2が成形される。第1のセラミックス成形体1はたとえば円筒形状に形成される。第2のセラミックス成形体2はたとえば円柱形状に形成される。第1のセラミックス成形体1は、内周側で第2のセラミックス成形体2を嵌合可能に形成されている。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体の成形圧力2より低い。この等方圧成形前の段階での第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は5MPa以上であることが好ましい。また、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差が10%以上であることが好ましい。、
第1のセラミックス成形体1および第2のセラミックス成形体2は酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。つまり、第1のセラミックス成形体1および第2のセラミックス成形体2の材料には、アルミナおよびジルコニアなどの酸化物セラミックスおよび窒化ケイ素、炭化ケイ素、窒化アルミニウムなどの非酸化物セラミックスが適用され得る。
【0034】
また、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分が同一であることが好ましい。第1のセラミックス成形体1および第2のセラミックス成形体2は主成分の他に焼結のための助剤(焼結助剤)を有していてもよい。また、第1のセラミックス成形体1および第2のセラミックス成形体2は分散強化材を有していてもよい。また、第1のセラミックス成形体1および第2のセラミックス成形体2は不可避不純物を有している。
【0035】
第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれは、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングなどによって成形され得る。なお、第1のセラミックス成形体1および第2のセラミックス成形体2は異なる成形方法で成形されてもよい。
【0036】
次に、図4を参照して、セラミックス接合体を成形する工程(S30)では、等方圧成形によって第1のセラミックス成形体1および第2のセラミックス成形体2が接合される。等方圧成形として湿式冷間等方圧成形、乾式冷間等方圧成形およびゴム型冷間等方圧成形などの冷間等方圧成形が適用され得るが、湿式冷間等方圧成形が好ましい。上部材21と下部材22と側面部材23とで囲まれた空間内に配置された第1のセラミックス成形体1と第2のセラミックス成形体2とが圧力媒体である加圧液体24によって加圧される。加圧液体24によって均一に加圧されることにより、第1のセラミックス成形体1と第2のセラミックス成形体2とが接合されてセラミックス接合体3が成形される。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
【0037】
つまり、第2のセラミックス成形体2の周囲を第1のセラミックス成形体1が挟み込むことで第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合される。円柱形状の第2のセラミックス成形体2が円筒形状の第1のセラミックス成形体1を貫通するように第1のセラミックス成形体1と第2のセラミックス成形体2とが嵌合される。第2のセラミックス成形体2の周囲の全周が円筒形状の第1のセラミックス成形体1の内周側で覆われる。
【0038】
第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力の2/3以下であることが好ましい。
【0039】
また、等方圧成形の際に第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着された状態で接合されることが好ましい。接合材4は、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーからなることが好ましい。また、接合材4は、焼結時に熱分解される高分子接着剤であってもよい。
【0040】
また、湿式冷間等方圧成形の際に、加圧液体24と第1のセラミックス成形体1および第2のセラミックス成形体2との間に遮蔽膜5が配置されていることが好ましい。遮蔽膜5は、第1のセラミックス成形体1および第2のセラミックス成形体2を保護するためのものである。そして、遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2が覆われた状態で、遮蔽膜5を介して第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2が接合されることが好ましい。
【0041】
次に、図5を参照して、セラミックス接合体を焼結する工程(S40)では、セラミックス接合体3が焼結炉31の内部で加熱される。これにより、セラミックス接合体3が焼結される。なお、遮蔽膜5が取り除かれた状態でセラミックス接合体は加熱される。
【0042】
上記の遮蔽膜5としては、ビニル袋および袋形状のゴムが適用され得る。これらの場合、内包する気体による成形不良および袋の破損を防止するため、遮蔽膜5は、減圧してパッキングすることが好ましい。図6および図7を参照して、遮蔽膜5は開口する一端を有する袋状に形成されており、第1のセラミックス成形体1および第2のセラミックス成形体2が遮蔽膜5に収容される。そして、一端が封止された状態で遮蔽膜5の内部空間6が減圧される。なお、袋形状のゴムの材料としては、天然ゴム(NR)、ニトリルゴム(NBR)などが適用され得る。
【0043】
また、図8〜図10を参照して、遮蔽膜5は、乾燥および加熱のいずれかによってゴム化する材料42の浸漬塗布および噴射のいずれかで形成される被膜51からなっていてもよい。乾燥および加熱のいずれかによってゴム化する材料42としては、ラテックス、液状ゴムなどが適用され得る。乾燥および加熱のいずれかによってゴム化する材料42の原料としては、シリコンゴム、ウレタンゴムなどが適用され得る。
【0044】
図8を参照して、接合材4で接着された第1のセラミックス成形体1および第2のセラミックス成形体2は、容器41内に収容された乾燥および加熱のいずれかによってゴム化する材料42に浸漬される。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2の表面に均一に材料42が塗布される。図9を参照して、第1のセラミックス成形体1および第2のセラミックス成形体2が容器41外に移動されることで、表面に塗布された材料42によって被膜51が形成される。これにより、被膜51からなる遮蔽膜5が形成される。
【0045】
続いて、図10を参照して、接合材4で接着された第1のセラミックス成形体1および第2のセラミックス成形体2の表面に霧状の材料42が噴射される。これにより、表面に噴射された材料42によって、図9と同様の被膜51が形成される。よって、被膜51からなる遮蔽膜5が形成される。
【0046】
また、図11および図12を参照して、乾燥および加熱のいずれかによってゴム化する材料42が浸漬塗布および噴射される場合、保護部材によって第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部(嵌合部)7への材料42の浸透を防止することが望ましい。このため、主に図11に示すように第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部7に、材料42で形成された被膜51が入りこまないように保護部材8で接合部7が覆われている。この状態で、主に図12に示すように被膜51が第1のセラミックス成形体1上および第2のセラミックス成形体2上に形成される。これにより、接合部7への材料42の浸透が防止される。
【0047】
次に、本発明の一実施の形態のセラミックス接合体の製造方法の作用効果について説明する。
【0048】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を等方圧成形を用いて嵌合することによってセラミックス接合体3が成形され、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。そして、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低く、かつ等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。このため、等方圧成形によって、第1のセラミックス成形体1および第2のセラミックス成形体2が等方圧成形の際の成形圧力で接合される。その結果、セラミックス接合体3全体が等方圧成形で達する成形圧力で成形される。したがって、セラミックス接合体3全体が均一な圧力分布となるため、焼結時の収縮特性も均一となる。同時に、嵌合部では低い成形圧力の第1のセラミックス成形体1が高い成形圧力の第2のセラミックス成形体2に圧着される。そのため、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できる。
【0049】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ等方圧成形の成形圧力の2/3以下である。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力を等方圧成形の際の成形圧力の2/3以下にすることで、接合を目的とした等方圧成形で得られる成形体と等価な成形体へ補正する効果を確実に得ることができる。そして、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際のそれぞれの成形圧力を5MPa以上にすることで、第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれを容易に保形することができる。また、等方圧成形時に第1のセラミックス成形体1および第2のセラミックス成形体2が破損することを抑制できる。
【0050】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差が10%以上である。第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際の第1のセラミックス成形体1および第2のセラミックス成形体2のそれぞれの成形圧力の差を10%以上にすることによって、第1のセラミックス成形体1および第2のセラミックス成形体2の成形圧力差に起因する収縮差を大きくすることで嵌合部の圧着作用を十分に発生させることができる。
【0051】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含んでいる。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2の材料に酸化物セラミックスおよび非酸化物セラミックスのいずれかを適用することができる。
【0052】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分が同一である。これにより、焼結助剤および分散強化材などの添加材が若干異なっていても、焼結した際に嵌合部などでクラックまたは剥離が生じることを抑制できるセラミックス接合体を得ることができる。
【0053】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって第1のセラミックス成形体1および第2のセラミックス成形体2の少なくともいずれかを成形する工程を含んでいる。これにより、第1のセラミックス成形体1および第2のセラミックス成形体2を個別に成形する際に幅広い成形手法を採用することができる。また、第1のセラミックス成形体1および第2のセラミックス成形体2を異なる成形手法によって成形することができる。
【0054】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、等方圧成形の際に第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着された状態で接合される。第1のセラミックス成形体1および第2のセラミックス成形体2が互いに接合材4で接着されるため、第1のセラミックス成形体1および第2のセラミックス成形体2を正確に組み合わせることができる。
【0055】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、接合材4が、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーからなる。これにより、接合部7の強度を第1のセラミックス成形体1および第2のセラミックス成形体2と同等の強度にすることができる。
【0056】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、等方圧成形が、第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2を接合する湿式冷間等方圧成形である。第1のセラミックス成形体1および第2のセラミックス成形体2が加圧液体で加圧されるため、接合体の形状にあわせた型または治具が不要である。そのため生産性を向上することができる。
【0057】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、湿式冷間等方圧成形の際に加圧液体24と第1のセラミックス成形体1および第2のセラミックス成形体2との間に配置された遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2が覆われた状態で、遮蔽膜5を介して第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24で加圧することによって第1のセラミックス成形体1および第2のセラミックス成形体2が接合される。このため、遮蔽膜5によって第1のセラミックス成形体1および第2のセラミックス成形体2を加圧液体24から保護することができる。
【0058】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、遮蔽膜5が開口する一端を有する袋状に形成されており、第1のセラミックス成形体1および第2のセラミックス成形体2が遮蔽膜5に収容され、かつ一端が封止された状態で遮蔽膜5の内部空間6が減圧される。これにより、内部空間6に内包される気体による成形不良および遮蔽膜5の破損を抑制できる。
【0059】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、遮蔽膜5が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜51からなる。第1のセラミックス成形体1および第2のセラミックス成形体2の外形に沿って被膜51が密着するため、より複雑な形状に遮蔽膜5を適用することができる。
【0060】
本発明の一実施の形態のセラミックス接合体の製造方法によれば、第1のセラミックス成形体1および第2のセラミックス成形体2の互いの接合部7に被膜が入りこまないように保護部材8で接合部7を覆った状態で、被膜51が第1のセラミックス成形体1および第2のセラミックス成形体2上に形成される。これにより、接合部7への被膜51の浸透を防止することができる。
【実施例】
【0061】
以下、実施例について説明する。
まず、表1に示す成形条件で部材1〜26をそれぞれ作成した。
【0062】
【表1】
【0063】
各部材には、窒化ケイ素セラミックス、アルミナセラミックスまたはジルコニアセラミックスを用いた。窒化ケイ素セラミックス(90質量%Si3N4‐5質量%Y‐5質量%Al、90質量%Si3N4‐5質量%La‐5質量%Al)は、主成分が90質量%Si3N4(窒化ケイ素)であり、助剤が5質量%Y(イットリウム)‐5質量%Al(アルミニウム)または5質量%La(ランタン)‐5質量%Alである。アルミナセラミックス(100質量%Al2O3)は主成分が100質量%Al2O3(酸化アルミニウム)ある。ジルコニアセラミックス(95質量%ZrO2‐5質量%Y)は主成分がZrO2(酸化ジルコニウム)であり、助剤が5質量%Yである。
【0064】
各部材の成形方法として、金型プレス、一軸ラバープレス、冷間静水等方圧プレス、押出成形、射出成型、スリップ・キャスティングを用いた。成形圧力(MPa)は各部材の成形圧力である。相対圧力(%)は後述する接合時の等方圧成形の圧力(300MPa)に対する各部材の成形圧力の割合である。成形可否は、○が各部材を成形できたことを示し、×は各部材を成形できなかったことを示す。部材1は、成形密度が小さいため成形できなかった。一方、部材2〜26は成形できた。
【0065】
続いて試験片について説明する。比較のために冷間等方圧成形(CIP)で一体成形された試験片を作成した。試験片は窒化ケイ素セラミックス、アルミナセラミックスおよびジルコニアセラミックスを用いてそれぞれ作成した。
【0066】
次に、表2に示す成形条件で上記の各部材を用いて本発明の比較例および実施例を作成した。上記の各部材を等方圧成形で接合した後、焼結して比較例および実施例を作成した。すなわち、図13および図14を参照して、部材Aは第2のセラミックス成形体2であり、部材Bは第1のセラミックス成形体1である。接合材4としてスラリーが用いられている。スラリーを介して部材AおよびBを接合してセラミックス接合体3を作成した。円筒形状の第1のセラミックス成形体1の内周側に円柱形状の第2のセラミックス成形体2が嵌合される。
【0067】
【表2】
【0068】
接着方法としては、第1のセラミックス成形体1および第2のセラミックス成形体2の主成分と同一の主成分を有するスラリーを塗布して第1のセラミックス成形体1と第2のセラミックス成形体2とを接着した。遮蔽膜にはビニル袋を用いた。ビニル袋の膜厚は0.05〜0.1mmである。ビニル袋の内部空間を減圧した。等方圧成形には湿式冷間等方圧成形(WET‐CIP)を採用した。湿式冷間等方圧成形での加圧圧力は300MPaとした。接合可否は、○が部材Aと部材Bとを接合できたことを示し、×は部材Aと部材Bとを接合できなかったことを示す。△は部材Aと部材Bとを十分に接合できなかったことを示す。
【0069】
接合前の部材AおよびBの成形圧力が等方圧成形の成形圧力よりも低く、かつ接合前の部材AおよびBの成形圧力がそれぞれ異なる実施例1〜3では、部材AおよびBを接合できた。これは接合を目的とした等方圧成形によってその加圧成形下で処理される複数のセラミック成形体にほぼ均一な成形圧力が加えられ、勘合部では接合を目的とした等方圧成形によって低い成形圧力の成形体のほうが勘合した高い成形圧力の成形体より大きな体積収縮をともなうためだと考えられる。
【0070】
接合前の部材AおよびBの成形圧力が5MPa未満の比較例1では、等方加圧の際に破損するため接合できなかった。また、接合前の部材AおよびBの成形圧力が等方圧成形の成形圧力の2/3を超える比較例2では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。これは部材AおよびBの成形時に生じる圧力の偏りおよび圧力の方向性を接合時の圧力では修正しきれなかったため、外観上は接合しているが、一体化までには至らなかったことが原因であると考えられる。
【0071】
また、接合前の部材AおよびBの成形圧力の差が10%以上の実施例4では、部材AおよびBを接合できた。一方、接合前の部材AおよびBの成形密度の差が5%の比較例3では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。これは等方圧成形時に嵌合部で成形圧力差に起因する収縮差が十分に生じなかったため、嵌合部の圧着作用が十分に発生しなかったためと考えられる。
【0072】
また、部材AおよびBの主成分が酸化物セラミックスであるアルミナおよびジルコニア、また非酸化物セラミックスである窒化ケイ素である実施例1〜6では、いずれも部材AおよびBを接合できた。部材AおよびBの主成分がアルミナおよびジルコニアなどの酸化物セラミックス、また窒化ケイ素、炭化ケイ素および窒化アルミニウムなどの非酸化物セラミックスであれば同様の結果が得られ得る。
【0073】
また、部材AおよびBの主たる原料が異なり、かつ主成分が異なる比較例4〜6では部材AおよびBを接合できなかった。この理由は部材AおよびBの焼結時の収縮特性が異なるためと考えられる。また、接合前の部材AおよびBの助剤は異なるが主成分は同一である実施例7では、部材AおよびBを接合できた。
【0074】
また、接合前の部材AおよびBの成形圧力の差が10%以上である実施例8〜17では、金型プレス、一軸ラバープレス,冷間静水等方加圧プレス、押出成形、射出成形、スリップ・キャスティングの異なる成形方法でも部材AおよびBを接合できた。
【0075】
次に、部材AおよびBの形状、接着方法および遮蔽膜を異ならせて、接合可否および柱部強度を検討した。表3に示す成形条件で本発明の比較例および実施例を作成した。
【0076】
【表3】
【0077】
比較例および実施例の形状としては上記の図14に示す形状と、図15〜図17に示す形状とした。図15〜図17を参照して、部材Aは第2のセラミックス成形体2であり、部材Bは第1のセラミックス成形体1である。接合材4としてスラリーが用いられている。スラリーを介して部材AおよびBを接合してセラミックス接合体3を作成した。2つの円環形状の第1のセラミックス成形体1の互いに向かい合う面にくさび形状の第2のセラミックス成形体2が嵌合される。
【0078】
接着方法としては、接合材なし、接着剤またはスラリーで部材AおよびBを接着した。遮蔽膜には、ビニル袋または浸漬塗布で形成された被膜を用いた。ビニル袋では内部空間を減圧した。実施例19および実施例21では接合部を保護部材でシーリングした。等方圧成形には湿式冷間等方圧成形(WET‐CIP)を採用した。各部材を等方圧成形で接合した後、焼結して比較例および実施例を作成した。接合可否は、○が部材Aと部材Bとを接合できたことを示し、×が部材Aと部材Bとを接合できなかったことを示す。△は部材Aと部材Bとを十分に接合できなかったことを示す。柱部強度(%)は、比較対象としての削り出し部品の強度100%に対する相対強度である。柱部強度(%)は以下のように測定した。図16について、部材1をつかみ、アキシャル方向に引っ張る。このときの破断強度を柱部強度とした。
【0079】
接合材なしで部材AおよびBを接着した比較例9では、接合できなかった。接着剤で部材AおよびBを接着した比較例10では、等方圧成形後に簡単に部材Aが部材Bから引き抜かれた。一方、部材AおよびBと同一の主成分を含むスラリーを接合面に塗布した実施例18では部材AおよびBが接合できた。この理由は部材AおよびBと同一の主成分を含むスラリーを用いることで、各部材および接合界面が一体化し、一体成形品と同等の強度が得られたためと考えられる。
【0080】
また、減圧処理を施さない比較例11では接合できなかった。この理由は減圧処理を施さないとビニル袋が柱部根元形状に適切に追従し、部材全体が均一に加圧されないためと考えられる。部材AおよびBをスラリーで接着した後、シリコンゴム形成溶液中に浸漬させて遮蔽膜を形成した実施例20では、乾燥(シリコンゴム化)後、WET‐CIP処理を施すことにより接合できたが一部試料において接合面の剥離が認められた。この理由はシリコンゴム形成溶液が接合部(接合面)に浸透したことにより、接合が不十分になったためと考えられる。シリコンゴムで形成された遮蔽膜の膜厚は0.5〜2.0mmである。
【0081】
一方、接合面周辺にシーリングテープ(保護部材)を巻きつけ、シリコンゴム形成溶液中に浸漬させた実施例19および実施例21では接合でき、接合不良も見られなかった。この理由はシーリングテープがシリコンゴム形成溶液の試料中への浸透を防いだためと考えられる。
【0082】
また、比較例12では、部材AとBとを十分に接合できなかった。
また、実施例20では柱部強度が58.2%となり、実施例21では柱部強度が99.9%となった。
【0083】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることを意図される。
【産業上の利用可能性】
【0084】
本発明は、セラミックス成形体を接合することによってセラミックス接合体を成形するセラミックス接合体の製造方法に特に有利に適用され得る。
【符号の説明】
【0085】
1 第1のセラミックス成形体、2 第2のセラミックス成形体、3 セラミックス接合体、4 接合材、5 遮蔽膜、6 内部空間、7 接合部(嵌合部)、8 保護部材、42 材料、51 被膜。
【特許請求の範囲】
【請求項1】
互いに同種材料からなる第1および第2のセラミックス成形体を個別に成形する工程と、
前記第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程と、
前記セラミックス接合体を焼結する工程とを備え、
前記第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、前記等方圧成形の成形圧力より低く、かつ
前記第1および第2のセラミックス成形体を個別に成形する際の前記第1のセラミックス成形体の成形圧力は、前記第2のセラミックス成形体の成形圧力より低く、かつ
前記等方圧成形の際に前記第1のセラミックス成形体に前記第2のセラミックス成形体が嵌合されて前記セラミックス接合体が得られる、セラミックス接合体の製造方法。
【請求項2】
前記第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ前記等方圧成形の成形圧力の2/3以下である、請求項1に記載のセラミックス接合体の製造方法。
【請求項3】
前記第1および第2のセラミックス成形体を個別に成形する際の前記第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%以上である、請求項1または2に記載のセラミックス接合体の製造方法。
【請求項4】
前記第1および第2のセラミックス成形体が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含む、請求項1〜3のいずれかに記載のセラミックス接合体の製造方法。
【請求項5】
前記第1および第2のセラミックス成形体の主成分が同一である、請求項1〜4のいずれかに記載のセラミックス接合体の製造方法。
【請求項6】
前記第1および第2のセラミックス成形体を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって前記第1および第2のセラミックス成形体の少なくともいずれかを成形する工程を含む、請求項1〜5のいずれかに記載のセラミックス接合体の製造方法。
【請求項7】
前記等方圧成形の際に前記第1および第2のセラミックス成形体が互いに接合材で接着された状態で接合される、請求項1〜6のいずれかに記載のセラミックス接合体の製造方法。
【請求項8】
前記接合材が前記第1および第2のセラミックス成形体の主成分と同一の主成分を有するスラリーからなる、請求項7に記載のセラミックス接合体の製造方法。
【請求項9】
前記等方圧成形が、前記第1および第2のセラミックス成形体を加圧液体で押圧することによって前記第1および第2のセラミックス成形体を接合する湿式冷間等方圧成形である、請求項1〜8のいずれかに記載のセラミックス接合体の製造方法。
【請求項10】
前記湿式冷間等方圧成形の際に前記加圧液体と前記第1および第2のセラミックス成形体との間に配置された遮蔽膜によって前記第1および第2のセラミックス成形体が覆われた状態で、前記遮蔽膜を介して前記第1および第2のセラミックス成形体を前記加圧液体で押圧することによって前記第1および第2のセラミックス成形体が接合される、請求項9に記載のセラミックス接合体の製造方法。
【請求項11】
前記遮蔽膜が開口する一端を有する袋状に形成されており、前記第1および第2のセラミックス成形体が前記遮蔽膜に収容され、かつ前記一端が封止された状態で前記遮蔽膜の内部空間が減圧される、請求項10に記載のセラミックス接合体の製造方法。
【請求項12】
前記遮蔽膜が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜からなる、請求項10に記載のセラミックス接合体の製造方法。
【請求項13】
前記第1および第2のセラミックス成形体の互いの接合部に前記被膜が入りこまないように保護部材で前記接合部を覆った状態で、前記被膜が前記第1および第2のセラミックス成形体上に形成される、請求項12に記載のセラミックス接合体の製造方法。
【請求項1】
互いに同種材料からなる第1および第2のセラミックス成形体を個別に成形する工程と、
前記第1および第2のセラミックス成形体を等方圧成形を用いて嵌合することによってセラミックス接合体を成形する工程と、
前記セラミックス接合体を焼結する工程とを備え、
前記第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は、前記等方圧成形の成形圧力より低く、かつ
前記第1および第2のセラミックス成形体を個別に成形する際の前記第1のセラミックス成形体の成形圧力は、前記第2のセラミックス成形体の成形圧力より低く、かつ
前記等方圧成形の際に前記第1のセラミックス成形体に前記第2のセラミックス成形体が嵌合されて前記セラミックス接合体が得られる、セラミックス接合体の製造方法。
【請求項2】
前記第1および第2のセラミックス成形体を個別に成形する際のそれぞれの成形圧力は5MPa以上であり、かつ前記等方圧成形の成形圧力の2/3以下である、請求項1に記載のセラミックス接合体の製造方法。
【請求項3】
前記第1および第2のセラミックス成形体を個別に成形する際の前記第1および第2のセラミックス成形体のそれぞれの成形圧力の差が10%以上である、請求項1または2に記載のセラミックス接合体の製造方法。
【請求項4】
前記第1および第2のセラミックス成形体が酸化物セラミックスおよび非酸化物セラミックスのいずれかを含む、請求項1〜3のいずれかに記載のセラミックス接合体の製造方法。
【請求項5】
前記第1および第2のセラミックス成形体の主成分が同一である、請求項1〜4のいずれかに記載のセラミックス接合体の製造方法。
【請求項6】
前記第1および第2のセラミックス成形体を個別に成形する工程は、金型プレス、一軸ラバープレス、冷間等方圧プレス、押出成形、射出成形およびスリップ・キャスティングよりなる群から選ばれる1つ以上によって前記第1および第2のセラミックス成形体の少なくともいずれかを成形する工程を含む、請求項1〜5のいずれかに記載のセラミックス接合体の製造方法。
【請求項7】
前記等方圧成形の際に前記第1および第2のセラミックス成形体が互いに接合材で接着された状態で接合される、請求項1〜6のいずれかに記載のセラミックス接合体の製造方法。
【請求項8】
前記接合材が前記第1および第2のセラミックス成形体の主成分と同一の主成分を有するスラリーからなる、請求項7に記載のセラミックス接合体の製造方法。
【請求項9】
前記等方圧成形が、前記第1および第2のセラミックス成形体を加圧液体で押圧することによって前記第1および第2のセラミックス成形体を接合する湿式冷間等方圧成形である、請求項1〜8のいずれかに記載のセラミックス接合体の製造方法。
【請求項10】
前記湿式冷間等方圧成形の際に前記加圧液体と前記第1および第2のセラミックス成形体との間に配置された遮蔽膜によって前記第1および第2のセラミックス成形体が覆われた状態で、前記遮蔽膜を介して前記第1および第2のセラミックス成形体を前記加圧液体で押圧することによって前記第1および第2のセラミックス成形体が接合される、請求項9に記載のセラミックス接合体の製造方法。
【請求項11】
前記遮蔽膜が開口する一端を有する袋状に形成されており、前記第1および第2のセラミックス成形体が前記遮蔽膜に収容され、かつ前記一端が封止された状態で前記遮蔽膜の内部空間が減圧される、請求項10に記載のセラミックス接合体の製造方法。
【請求項12】
前記遮蔽膜が、乾燥および加熱のいずれかによってゴム化する材料の浸漬塗布および噴射のいずれかで形成される被膜からなる、請求項10に記載のセラミックス接合体の製造方法。
【請求項13】
前記第1および第2のセラミックス成形体の互いの接合部に前記被膜が入りこまないように保護部材で前記接合部を覆った状態で、前記被膜が前記第1および第2のセラミックス成形体上に形成される、請求項12に記載のセラミックス接合体の製造方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−82170(P2013−82170A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−224871(P2011−224871)
【出願日】平成23年10月12日(2011.10.12)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月12日(2011.10.12)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]