
セラミックス発光管を用いた小型放電灯およびその製造方法
【課題】簡単な構成により、信頼性を高め、バラツキを低減した小型放電ランプおよびその製造方法を提供できるようにする。
【解決手段】両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有し、前記発光管(2)は、筒状形状をなしており、内径が1〜4mmとした発光部(2b)と、発光部よりも内径を大きくした拡径平坦部(2e)と、段差部(2d)を有しており、この両端から金属パイプ(3,23)が挿入されている。挿入部先端が前記段差に当接するものとしている。これにより内部空間の容積バラツキ、金属パイプの挿入量バラツキを低減した小型放電ランプを提供できる。
【解決手段】両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有し、前記発光管(2)は、筒状形状をなしており、内径が1〜4mmとした発光部(2b)と、発光部よりも内径を大きくした拡径平坦部(2e)と、段差部(2d)を有しており、この両端から金属パイプ(3,23)が挿入されている。挿入部先端が前記段差に当接するものとしている。これにより内部空間の容積バラツキ、金属パイプの挿入量バラツキを低減した小型放電ランプを提供できる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、車両のヘッドライトの光源等に適した、消費電力を50W近傍、或いは、それ以下とした比較的に小型の高圧放電灯の構成に関するものである。
【背景技術】
【0002】
近年、車両のヘッドライトには、メタルハライドランプを光源としたものが広く使用されている。ヘッドライトに用いられるメタルハライドランプは透明な石英管を用い、両端に電極を封止した構成とされている。
【0003】
また、本出願人は、特許文献1において、自動車用ヘッドライトに適した小型の高圧放電灯を開示している。この特許文献1の記載による放電ランプは、放電電極と透光性セラミックスと封入された充填ガスを有する放電ランプであって、発光管を構成する前記透光性セラミックスは、発光部と両端に開口部を成す電極取付部が形成され、前記電極取付部には、この電極取付部の内側に金属パイプを備えた電極部が気密的に取付けられており、前記電極部は、一方の端部の外径が前記開口部内径と略一致し、他方の端部が前記電極を固定する狭径部とされている。
【0004】
具体的には、高圧放電ランプの発光管として略パイプ状とした透光性セラミックスからなる発光管を用い、その両端に金属パイプおよび電極を設けている。電極は金属パイプに設けた狭径部にて固定しており、金属パイプは封着用接着剤コンパウンドにて発光管に固定する構造を開示している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−220350公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の放電ランプにおいては狭径部と電極との溶接前は、双方の先端電極部間の寸法を調整可能であり、個々の小型高圧放電ランプ間の生産バラツキを少なくし、均一な性能の小型高圧放電ランプの量産化を容易とすることが可能という利点を有するるが、金属パイプの挿入位置の調整については考慮されていなかった。
【0007】
円筒状の透光性セラミックスからなる発光管の両端から挿入する金属パイプは、金属パイプの外径が適宜の隙間を有して透光性セラミックスの内径に挿入可能な寸法とされている。それゆえ、放電室の容積は、金属パイプの挿入量により変動することになる。
一方、放電室の容積は、高圧放電ランプのランプ特性に影響を与える。特に50W以下の小型の放電ランプにおいては放電室の容積は発光特性に与える影響が大きい。
【0008】
また、金属パイプは遮光性であるため、発光管内に過度に挿入すると透光性セラミックスに到達する光束量を低減させる。よって、発光特性を低下するという問題がある。
【0009】
さらに、金属パイプと透光性セラミックスとを接着する接着剤が、放電室内に流れ出ると、放電により接着剤成分が蒸発した場合には点灯色を変化させる、などの問題も生じた。
【0010】
本発明は、以上の点から、金属パイプの挿入量を所定量に保ち、発光特性のバラツキを低減した放電ランプを提供可能にすることを目的としている。
【0011】
また、放電室内にもれ出る接着剤を低減して、点灯色変化が生じにくい放電ランプを提供することにある。
【課題を解決するための手段】
【0012】
上記目的は、次の実施の態様により、達成される。
請求項1に記載の発明は、両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有する小型放電ランプ(1)であって、
前記発光管(2)は、筒状形状をなしており、内径が1〜4mmとした発光部(2b)と、発光部よりも内径を大きくした拡径平坦部(2e)と、段差部(2d)が形成されており、
前記段差部(2d)は、前記金属パイプ(3,23)の先端が当接しており、
前記金属パイプ(3,23)は、一方の端部が前記発光部(2b)の内径(A)と略一致する内径とした挿入部(3b,23b)とされ、他方の端部が前記電極を固定する狭径部(3a,23a)とされており、
前記発光管(2)と金属パイプ(3,23)とが発光管(2)の内部空間以外の箇所にて接着固定されている、ことを特徴とする小型放電ランプ(1)、である。
【0013】
請求項1に係る発明によれば、発光管に段差部および拡径平坦部が形成されているので、金属パイプを挿入する場合の位置決め精度が向上する。すなわち、金属パイプの挿入量を一定に制御することができる。また、発光管の内部空間の容積、すなわち放電室の容積のバラツキを簡易な構成にて低減することができる。
従って、発光特性のバラツキを低減した小型放電ランプを提供することができる。
さらに、段差部にて金属パイプの先端が当接するので、金属パイプと透光性セラミックスとを接着する接着剤が、放電室内に流れ出にくい構成となる。従って、放電により接着剤成分が蒸発して点灯色を変化させる
問題を生じにくくした小型放電ランプを提供することができる。
【0014】
さらに、前記発光管(2)の外径が発光部の全長にわたって一定であり、放電電極(5)が金属パイプ(3,23)先端よりも発光部に突出しているのが好適である。
【0015】
このようにすることで、放電を安定させることができる。
【0016】
さらに、前記発光管(2)の段差を0.05〜0.3mmとし、且つ、金属パイプ(3,23)の挿入部の肉厚を段差以下とするのが好適である。
【0017】
このようにすることで、小型放電ランプにおける発光特性のバラツキを低減することができる。
【0018】
本発明の別の観点によれば、両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管(2)両端部には前記金属パイプ(3,23)を介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有する小型放電ランプ(1)の製造方法であって、
a) 両端に開口部を有し、両端には拡径平坦部(2e)および段差部(2d)を備え、発光部(2b)の内径(A)が1〜4mmとした透光性セラミックスを準備する工程と、
b) 一方の端部の内径が前記発光部の内径と略一致し、他方の端部が前記電極を固定する狭径部(3a,23a)とされた金属パイプ(3,23)および電極(5)を準備する工程と、
c) 前記開口部の夫々の内部に金属パイプ(3,23)を挿入して当該金属パイプを発光管に固定するパイプ固定工程と、
d) 工程c)の後に、前記発光管(2)内に発光物質を充填する工程と、金属パイプ(3,23)の狭径部(3a,23a)に前記電極(5)を挿入し電極(5)を仮固定する工程と、
e) 工程d)の後に、狭径部(3a,23a)における金属パイプ(3,23)と電極(5)との隙間から充填ガスの封入を行う封入ガス充填工程と、
f) 前記仮封止部を溶接して完全封止を行う工程と、
を行うことを特徴とする小型放電ランプ(1)の製造方法、が提供される。
【0019】
上記した製造方法の発明によれば、小型放電ランプの内部空間の容積のバラツキおよび電極間距離のバラツキを低減した小型放電ランプを、比較的簡易な製造装置にて効率良く量産することが可能となり、総じてコストの低減を図ることができる。
【図面の簡単な説明】
【0020】
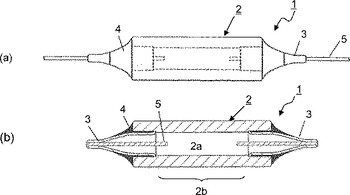
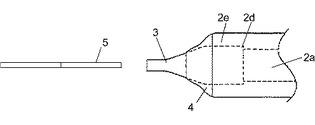
【図1】本発明に係る小型高圧放電ランプの実施形態を示すもので、(a)が側面図、(b)が断面図である。
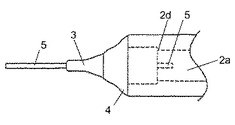
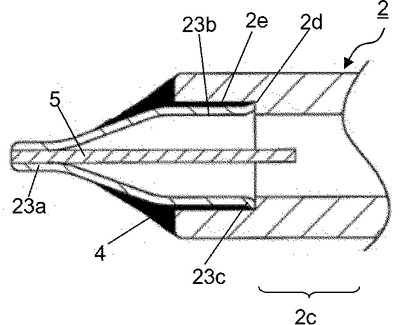
【図2】同じく本発明に係る小型高圧放電ランプの断面拡大図である。
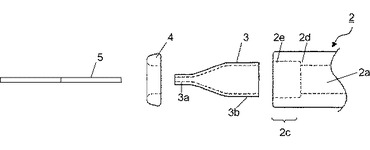
【図3】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、金属パイプ取り付け工程前の状態を示す側面図である。
【図4】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、(a)が金属パイプ取り付け工程後の状態を示す側面図、(b)が電極を示す側面図である。
【図5】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、電極取り付け工程後の状態を示す側面図である。
【図6】別の実施形態の小型高圧放電ランプの断面拡大図である。
【発明を実施するための形態】
【0021】
以下、この発明の好適な実施形態を図1〜図6を参照しながら、詳細に説明する。
尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0022】
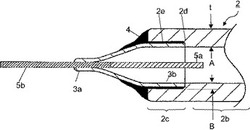
図1に示すものは、本発明に係る高圧放電ランプ1であり(a)が側面図、(b)が断面図である。図2に示すものは同じ高圧放電ランプ1の断面の一部拡大図である。そして、本発明においても透光性セラミックスにより、略パイプ状として発光管2が形成されている点は従来例のものと同様である。
【0023】
発光管2は、透光性のセラミックスにより形成された略パイプ形状とされている。具体的には多結晶アルミナ(Al2O3)を用い、内径を1〜4mm、肉厚が0.3〜1.0mmとしている。他の材料として、可視域の全光線透過率50%以上のAlN,YAG、Y2O3などを用いても良い。内径が発光管2の全長に渡りほぼ同一径としてあるが、金属パイプ3が挿入される電極取付部2cには後述する段差部2dおよび拡径平坦部2eが形成されている。
【0024】
金属パイプ3は、タンタル、タングステン、モリブテンなどの高融点金属により形成されたパイプを、その一端の径を機械加工などにより適宜絞って狭径部3aとし、他端は挿入部3bとしている。
なお、このときに形成される上記狭径部3aの内側には、図示しない突起などが形成され、前記狭径部3aに挿入した前記電極軸5bを突起にて仮封止するが、気体などが流通するだけの間隙を残して仮固定可能としている。突起による間隙を利用して、排気、ガスとの置換、或いは、ハロゲン化金属ガスの発光管2内へ封入が行えるようにされている。
【0025】
狭径部3aの形成には、電極軸5bと略同径とする絞り加工が望ましいが、プレスカシメ加工とすることもできる。金属パイプ材料として特にモリブデンなどの高融点金属を用いる場合には、狭径部3aを形成する際に金属パイプの再結晶が生じない温度以下の加熱条件で行うことが望ましい。また狭径部3aは発光管2の両端の何れか一方の側に形成して仮封止とし、他方の側においては仮封止を行うことなく完全封止を行っても良い。
【0026】
コンパウンド4は封着用接着剤であり、本実施形態ではフリットガラスを用いる。コンパウンド4としてはサーメット(cermet)や他のセラミックスを含有する接着剤を用いることもできる。金属の炭化物や窒化物など化合物の粉末を金属の結合材と混合して焼結した複合材料であるサーメットを用いる場合には、図3に示すように、予めドーナツ形状の焼結体としていることで、組立工程における作業性が向上し好適である。
【0027】
発光部2bの内部空間2aには、発光物質として所定のハロゲン化金属を封入する。発光物質としてはヨウ化金属、スカンジウムハロゲン化物、ナトリウムハロゲン化物、インジウムハロゲン化物の何れかもしくはこれらの混合物等が、適宜の組成比範囲にて用いられる。
また、始動ガスとしてアルゴン、キセノン等の不活性ガス、更に必要に応じて水銀若しくは亜鉛ハロゲン化物も封入する。
【0028】
電極5は、先端電極部5aと電極軸5bとが同一径にて接合されており、狭径部3aの近傍にて接合されており、電極軸5bが狭径部3aにて封止されている。また、先端電極部5aは金属パイプ挿入部3bよりもの内部空間2a側に突出する寸法とする。
【0029】
本発明においては、図2に示すように発光部2bの内径に対し拡開した拡径平坦部2eおよび段差部2dを設けている。拡径平坦部2eは、発光部2bの内径をAとしたとき、挿入した金属パイプ挿入部3bの内径がAと同一となるように、金属パイプ挿入部3bの厚み分を加えた量よりも僅かに大きな内径されている。具体的には、発光部内径Aを1〜4mmとし、段差Bを0.05〜0.3mm(ただし、金属パイプ挿入部3bの肉厚はB以下)とする。なお、ここで内径がAと同一とは、完全同一ではなく、発光部の容積が同一とみなせる程度の同一をいい、発光特性に影響を与えない程度の内径の僅かな相違も含む概念である。
【0030】
段差部2dは、金属パイプ3を挿入したときのストッパとしても機能する。段差部2dは金属パイプ挿入部3bの端面が当接したときに、隙間が生じないように全周方向において接触するように形成する。このようにすることで、金属パイプ3を挿入するときの挿入距離を制御することが可能になるとともに、コンパウンド4の発光部内への侵入を抑止することができる。また、段差Bを0.3mmよりも大きくすると金属パイプの肉厚も厚くしないと容積を同一に保つことが難しくなり、同時に発光管の肉厚も厚くしないと強度を保てなくなくなる。そのため、放電ランプ全体の大きさが大型化し、このましくない。
【0031】
図3〜図5を用いて、本実施形態の小型高圧放電ランプの製造方法について説明する。
図3は、同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、金属パイプ取り付け工程前の状態を示す側面図である。図4(a)が金属パイプ取り付け工程後の状態を示す側面図、図4(b)が電極を示す側面図である。また、図5は、電極取り付け工程後の状態を示す側面図である。
【0032】
最初に透光性のパイプ状の発光管2、金属パイプ3およびコンパウンド4を用意する。金属パイプ3は一方の端部を絞り込んで狭径部3aとしたものである。ただし、狭径部3aはこの時点では電極5の外径よりも大きな内径としている。また、発光管2は拡径平坦部2eおよび段差部2dを予め設けておく。拡径平坦部2eおよび段差部2dは、筒状のセラミックスを切削することにより形成する。または、段差を設けた円柱棒と段差無しの円柱棒を突き合わせた状態に材料を流し込み、型から抜き取った後に焼結し形成することでパイプ状とすることができる。
【0033】
次に、金属パイプ挿入工程を実施する。
図2に示すように金属パイプ3と発光管2を同一軸上に並べた状態にて金属パイプ3を発光管2内に挿入する。発光管2の拡径平坦部2eは金属パイプ挿入部3bの外径と同一もしくは僅かに大きな内径とされており、発光部2bは金属パイプの挿入部3bの内径と同一とされている。従って、金属パイプ3を発光管2内に挿入すると、その先端が段差部2dに当接して停止する。
【0034】
続いて、金属パイプ接着工程を行なう。
最初にコンパウンド4を金属パイプ3と発光管2との嵌合位置に被せ、金属パイプ3を所定位置になるように挿入した状態を保ったまま加熱を行なう。加熱することでコンパウンド4が溶解して、金属パイプ3と発光管2との間の隙間にコンパウンド4が入り込む。隙間にコンパウンドが入り込んだ状態にて冷却することで、コンパウンド4が内部空間2a内に入り込む量を低減した状態にて接着される(図4(b)参照)。
【0035】
金属パイプ挿入工程および金属パイプ接着工程は、発光管2の両端に対して実施する。
【0036】
次に、一方の側の電極5の挿入・固定工程を実施する。
図5は電極5を挿入した後の状態を示す断面図である。電極5の先端電極部5a側から金属パイプの狭径部3aに電極を挿入する。電極間距離が所定の値となるように電極挿入量を調整する。
電極5を挿入した状態にて、狭径部3aに図示しないレーザ光線を照射してレーザ溶接にて金属パイプと電極を溶接する。全周にわたってレーザ光を照射することで気密的に溶接され、電極5を固定することができる(図5参照)。なお、気密的に溶接は狭径部3aと電極軸5bとの間にて実施する。電極軸5bとして先端電極部5aに比べて金属パイプ3との溶接性が優れた材料を用いることで、電極固定の信頼性が向上するからである。
【0037】
続いて発光物質挿入工程を行なう。
一方の端部側の電極5の挿入・仮固定工程を実施し、反対側の端部の狭径部3aへの電極挿入・仮固定工程を行なう前に、開いているから側の狭径部3aから所定量の発光物質を挿入する。
【0038】
次に、一対の電極5のうち、反対側の電極5の挿入・仮固定工程を実施する。
反対側の端部の狭径部3aについても、電極5の先端電極部5a側から金属パイプの狭径部3aに電極を挿入する。電極間距離が所定の値となるように電極挿入量を調整する。
電極5を挿入した状態にて、狭径部3aに図示しないレーザ光線を照射してレーザ溶接にて金属パイプと電極を部分的に溶接する。本工程では部分的な溶接とすることで、後の工程にて行なう内部空間2aに始動ガスを充填可能にする。
前述したように、図示しない突起部を狭径部3aの内部に部分的に設けているときには、突起部を設けた位置にレーザ光を照射する。突起部を設けていない場合には、全周とならないようにレーザ光を照射する。これにより所定位置に調整した後に、電極5を仮固定することができる。電極の仮固定は、適宜な治具を用いて電極と発光管を保持し、保持した状態で溶接やかしめ等の適宜な手段で固定する方法であっても良い。
【0039】
次に、始動ガスなどのガス封入工程を実施する。
仮固定した狭径部3aと電極5との間の隙間からアルゴンなどの始動ガスを封入し、狭径部3aと電極5とを気密固定する。仮固定の後の気密封止にもレーザ光線を用いる。レーザ光線を狭径部3a外周の全周に渡り照射して溶接することで、始動ガスを封入することができる。なお、レーザ溶接法に代えて抵抗溶接法や他の周知の溶接方法を採用することもできる。
【0040】
本発明によれば、簡易な製造工程にて小型高圧放電ランプをバラツキを低減して製造することが可能となる。また、製造設備として高価な設備を用いなくても良い。
【0041】
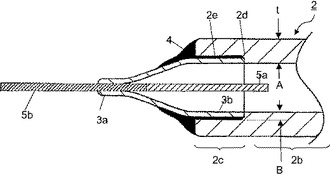
図6は、他の実施形態における小型高圧放電ランプを示す断面拡大図である。先の実施の形態では金属パイプと挿入部3bを同一径としたが、この実施形態においては金属パイプ23の挿入部23bの先端を拡大部23cとして部分的に外径を大きくしている。なお、他の点は先の実施の形態と同一であるので、ここでの説明は省略する。
【0042】
金属パイプ先端に拡大部23cを設けたことで段差部2dと金属パイプ23の先端における発光管2を押圧力が強くなる。これにより、コンパウンド4の内部空間2aへの侵入をより一層抑止することができる。
【0043】
このようにして、本発明によれば、簡単な構成により信頼性を高めた小型放電ランプを得ることができる。なお、この発明は前述した実施形態に限られるものではない。例えば、発光部の外形を楕円球形等にしたものとしても良い。
【産業上の利用可能性】
【0044】
本発明は、自動車用ヘッドランプに適した高効率で長寿命の小型放電ランプを提供することができ。自動車用ヘッドランプに限らず、街路等の屋外照明や屋内での投影装置等の光源として適用することができる。
【符号の説明】
【0045】
1…小型高圧放電ランプ
2…発光管
2a…内部空間
2b…発光部
2c…電極取付部
2d…段差部
2e…拡径平坦部
3,23…金属パイプ
3a,23a…狭径部
3b,23b…挿入部
23c…拡大部
4…コンパウンド
5…電極
5a…先端電極部
5b…電極軸
A…発光部の内径
【技術分野】
【0001】
この発明は、車両のヘッドライトの光源等に適した、消費電力を50W近傍、或いは、それ以下とした比較的に小型の高圧放電灯の構成に関するものである。
【背景技術】
【0002】
近年、車両のヘッドライトには、メタルハライドランプを光源としたものが広く使用されている。ヘッドライトに用いられるメタルハライドランプは透明な石英管を用い、両端に電極を封止した構成とされている。
【0003】
また、本出願人は、特許文献1において、自動車用ヘッドライトに適した小型の高圧放電灯を開示している。この特許文献1の記載による放電ランプは、放電電極と透光性セラミックスと封入された充填ガスを有する放電ランプであって、発光管を構成する前記透光性セラミックスは、発光部と両端に開口部を成す電極取付部が形成され、前記電極取付部には、この電極取付部の内側に金属パイプを備えた電極部が気密的に取付けられており、前記電極部は、一方の端部の外径が前記開口部内径と略一致し、他方の端部が前記電極を固定する狭径部とされている。
【0004】
具体的には、高圧放電ランプの発光管として略パイプ状とした透光性セラミックスからなる発光管を用い、その両端に金属パイプおよび電極を設けている。電極は金属パイプに設けた狭径部にて固定しており、金属パイプは封着用接着剤コンパウンドにて発光管に固定する構造を開示している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−220350公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の放電ランプにおいては狭径部と電極との溶接前は、双方の先端電極部間の寸法を調整可能であり、個々の小型高圧放電ランプ間の生産バラツキを少なくし、均一な性能の小型高圧放電ランプの量産化を容易とすることが可能という利点を有するるが、金属パイプの挿入位置の調整については考慮されていなかった。
【0007】
円筒状の透光性セラミックスからなる発光管の両端から挿入する金属パイプは、金属パイプの外径が適宜の隙間を有して透光性セラミックスの内径に挿入可能な寸法とされている。それゆえ、放電室の容積は、金属パイプの挿入量により変動することになる。
一方、放電室の容積は、高圧放電ランプのランプ特性に影響を与える。特に50W以下の小型の放電ランプにおいては放電室の容積は発光特性に与える影響が大きい。
【0008】
また、金属パイプは遮光性であるため、発光管内に過度に挿入すると透光性セラミックスに到達する光束量を低減させる。よって、発光特性を低下するという問題がある。
【0009】
さらに、金属パイプと透光性セラミックスとを接着する接着剤が、放電室内に流れ出ると、放電により接着剤成分が蒸発した場合には点灯色を変化させる、などの問題も生じた。
【0010】
本発明は、以上の点から、金属パイプの挿入量を所定量に保ち、発光特性のバラツキを低減した放電ランプを提供可能にすることを目的としている。
【0011】
また、放電室内にもれ出る接着剤を低減して、点灯色変化が生じにくい放電ランプを提供することにある。
【課題を解決するための手段】
【0012】
上記目的は、次の実施の態様により、達成される。
請求項1に記載の発明は、両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有する小型放電ランプ(1)であって、
前記発光管(2)は、筒状形状をなしており、内径が1〜4mmとした発光部(2b)と、発光部よりも内径を大きくした拡径平坦部(2e)と、段差部(2d)が形成されており、
前記段差部(2d)は、前記金属パイプ(3,23)の先端が当接しており、
前記金属パイプ(3,23)は、一方の端部が前記発光部(2b)の内径(A)と略一致する内径とした挿入部(3b,23b)とされ、他方の端部が前記電極を固定する狭径部(3a,23a)とされており、
前記発光管(2)と金属パイプ(3,23)とが発光管(2)の内部空間以外の箇所にて接着固定されている、ことを特徴とする小型放電ランプ(1)、である。
【0013】
請求項1に係る発明によれば、発光管に段差部および拡径平坦部が形成されているので、金属パイプを挿入する場合の位置決め精度が向上する。すなわち、金属パイプの挿入量を一定に制御することができる。また、発光管の内部空間の容積、すなわち放電室の容積のバラツキを簡易な構成にて低減することができる。
従って、発光特性のバラツキを低減した小型放電ランプを提供することができる。
さらに、段差部にて金属パイプの先端が当接するので、金属パイプと透光性セラミックスとを接着する接着剤が、放電室内に流れ出にくい構成となる。従って、放電により接着剤成分が蒸発して点灯色を変化させる
問題を生じにくくした小型放電ランプを提供することができる。
【0014】
さらに、前記発光管(2)の外径が発光部の全長にわたって一定であり、放電電極(5)が金属パイプ(3,23)先端よりも発光部に突出しているのが好適である。
【0015】
このようにすることで、放電を安定させることができる。
【0016】
さらに、前記発光管(2)の段差を0.05〜0.3mmとし、且つ、金属パイプ(3,23)の挿入部の肉厚を段差以下とするのが好適である。
【0017】
このようにすることで、小型放電ランプにおける発光特性のバラツキを低減することができる。
【0018】
本発明の別の観点によれば、両端に一対の開口部を備えた透光性セラミックスからなる発光管(2)と、発光管両端に設けた放電電極(5)と、放電電極を固定する金属パイプ(3,23)とを有し、発光管(2)両端部には前記金属パイプ(3,23)を介して放電電極を固定する電極取付け部(2c)が設けられ、発光管内部に封入された発光物質を有する小型放電ランプ(1)の製造方法であって、
a) 両端に開口部を有し、両端には拡径平坦部(2e)および段差部(2d)を備え、発光部(2b)の内径(A)が1〜4mmとした透光性セラミックスを準備する工程と、
b) 一方の端部の内径が前記発光部の内径と略一致し、他方の端部が前記電極を固定する狭径部(3a,23a)とされた金属パイプ(3,23)および電極(5)を準備する工程と、
c) 前記開口部の夫々の内部に金属パイプ(3,23)を挿入して当該金属パイプを発光管に固定するパイプ固定工程と、
d) 工程c)の後に、前記発光管(2)内に発光物質を充填する工程と、金属パイプ(3,23)の狭径部(3a,23a)に前記電極(5)を挿入し電極(5)を仮固定する工程と、
e) 工程d)の後に、狭径部(3a,23a)における金属パイプ(3,23)と電極(5)との隙間から充填ガスの封入を行う封入ガス充填工程と、
f) 前記仮封止部を溶接して完全封止を行う工程と、
を行うことを特徴とする小型放電ランプ(1)の製造方法、が提供される。
【0019】
上記した製造方法の発明によれば、小型放電ランプの内部空間の容積のバラツキおよび電極間距離のバラツキを低減した小型放電ランプを、比較的簡易な製造装置にて効率良く量産することが可能となり、総じてコストの低減を図ることができる。
【図面の簡単な説明】
【0020】
【図1】本発明に係る小型高圧放電ランプの実施形態を示すもので、(a)が側面図、(b)が断面図である。
【図2】同じく本発明に係る小型高圧放電ランプの断面拡大図である。
【図3】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、金属パイプ取り付け工程前の状態を示す側面図である。
【図4】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、(a)が金属パイプ取り付け工程後の状態を示す側面図、(b)が電極を示す側面図である。
【図5】同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、電極取り付け工程後の状態を示す側面図である。
【図6】別の実施形態の小型高圧放電ランプの断面拡大図である。
【発明を実施するための形態】
【0021】
以下、この発明の好適な実施形態を図1〜図6を参照しながら、詳細に説明する。
尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0022】
図1に示すものは、本発明に係る高圧放電ランプ1であり(a)が側面図、(b)が断面図である。図2に示すものは同じ高圧放電ランプ1の断面の一部拡大図である。そして、本発明においても透光性セラミックスにより、略パイプ状として発光管2が形成されている点は従来例のものと同様である。
【0023】
発光管2は、透光性のセラミックスにより形成された略パイプ形状とされている。具体的には多結晶アルミナ(Al2O3)を用い、内径を1〜4mm、肉厚が0.3〜1.0mmとしている。他の材料として、可視域の全光線透過率50%以上のAlN,YAG、Y2O3などを用いても良い。内径が発光管2の全長に渡りほぼ同一径としてあるが、金属パイプ3が挿入される電極取付部2cには後述する段差部2dおよび拡径平坦部2eが形成されている。
【0024】
金属パイプ3は、タンタル、タングステン、モリブテンなどの高融点金属により形成されたパイプを、その一端の径を機械加工などにより適宜絞って狭径部3aとし、他端は挿入部3bとしている。
なお、このときに形成される上記狭径部3aの内側には、図示しない突起などが形成され、前記狭径部3aに挿入した前記電極軸5bを突起にて仮封止するが、気体などが流通するだけの間隙を残して仮固定可能としている。突起による間隙を利用して、排気、ガスとの置換、或いは、ハロゲン化金属ガスの発光管2内へ封入が行えるようにされている。
【0025】
狭径部3aの形成には、電極軸5bと略同径とする絞り加工が望ましいが、プレスカシメ加工とすることもできる。金属パイプ材料として特にモリブデンなどの高融点金属を用いる場合には、狭径部3aを形成する際に金属パイプの再結晶が生じない温度以下の加熱条件で行うことが望ましい。また狭径部3aは発光管2の両端の何れか一方の側に形成して仮封止とし、他方の側においては仮封止を行うことなく完全封止を行っても良い。
【0026】
コンパウンド4は封着用接着剤であり、本実施形態ではフリットガラスを用いる。コンパウンド4としてはサーメット(cermet)や他のセラミックスを含有する接着剤を用いることもできる。金属の炭化物や窒化物など化合物の粉末を金属の結合材と混合して焼結した複合材料であるサーメットを用いる場合には、図3に示すように、予めドーナツ形状の焼結体としていることで、組立工程における作業性が向上し好適である。
【0027】
発光部2bの内部空間2aには、発光物質として所定のハロゲン化金属を封入する。発光物質としてはヨウ化金属、スカンジウムハロゲン化物、ナトリウムハロゲン化物、インジウムハロゲン化物の何れかもしくはこれらの混合物等が、適宜の組成比範囲にて用いられる。
また、始動ガスとしてアルゴン、キセノン等の不活性ガス、更に必要に応じて水銀若しくは亜鉛ハロゲン化物も封入する。
【0028】
電極5は、先端電極部5aと電極軸5bとが同一径にて接合されており、狭径部3aの近傍にて接合されており、電極軸5bが狭径部3aにて封止されている。また、先端電極部5aは金属パイプ挿入部3bよりもの内部空間2a側に突出する寸法とする。
【0029】
本発明においては、図2に示すように発光部2bの内径に対し拡開した拡径平坦部2eおよび段差部2dを設けている。拡径平坦部2eは、発光部2bの内径をAとしたとき、挿入した金属パイプ挿入部3bの内径がAと同一となるように、金属パイプ挿入部3bの厚み分を加えた量よりも僅かに大きな内径されている。具体的には、発光部内径Aを1〜4mmとし、段差Bを0.05〜0.3mm(ただし、金属パイプ挿入部3bの肉厚はB以下)とする。なお、ここで内径がAと同一とは、完全同一ではなく、発光部の容積が同一とみなせる程度の同一をいい、発光特性に影響を与えない程度の内径の僅かな相違も含む概念である。
【0030】
段差部2dは、金属パイプ3を挿入したときのストッパとしても機能する。段差部2dは金属パイプ挿入部3bの端面が当接したときに、隙間が生じないように全周方向において接触するように形成する。このようにすることで、金属パイプ3を挿入するときの挿入距離を制御することが可能になるとともに、コンパウンド4の発光部内への侵入を抑止することができる。また、段差Bを0.3mmよりも大きくすると金属パイプの肉厚も厚くしないと容積を同一に保つことが難しくなり、同時に発光管の肉厚も厚くしないと強度を保てなくなくなる。そのため、放電ランプ全体の大きさが大型化し、このましくない。
【0031】
図3〜図5を用いて、本実施形態の小型高圧放電ランプの製造方法について説明する。
図3は、同じく本発明に係る小型高圧放電ランプの製造工程を示すもので、金属パイプ取り付け工程前の状態を示す側面図である。図4(a)が金属パイプ取り付け工程後の状態を示す側面図、図4(b)が電極を示す側面図である。また、図5は、電極取り付け工程後の状態を示す側面図である。
【0032】
最初に透光性のパイプ状の発光管2、金属パイプ3およびコンパウンド4を用意する。金属パイプ3は一方の端部を絞り込んで狭径部3aとしたものである。ただし、狭径部3aはこの時点では電極5の外径よりも大きな内径としている。また、発光管2は拡径平坦部2eおよび段差部2dを予め設けておく。拡径平坦部2eおよび段差部2dは、筒状のセラミックスを切削することにより形成する。または、段差を設けた円柱棒と段差無しの円柱棒を突き合わせた状態に材料を流し込み、型から抜き取った後に焼結し形成することでパイプ状とすることができる。
【0033】
次に、金属パイプ挿入工程を実施する。
図2に示すように金属パイプ3と発光管2を同一軸上に並べた状態にて金属パイプ3を発光管2内に挿入する。発光管2の拡径平坦部2eは金属パイプ挿入部3bの外径と同一もしくは僅かに大きな内径とされており、発光部2bは金属パイプの挿入部3bの内径と同一とされている。従って、金属パイプ3を発光管2内に挿入すると、その先端が段差部2dに当接して停止する。
【0034】
続いて、金属パイプ接着工程を行なう。
最初にコンパウンド4を金属パイプ3と発光管2との嵌合位置に被せ、金属パイプ3を所定位置になるように挿入した状態を保ったまま加熱を行なう。加熱することでコンパウンド4が溶解して、金属パイプ3と発光管2との間の隙間にコンパウンド4が入り込む。隙間にコンパウンドが入り込んだ状態にて冷却することで、コンパウンド4が内部空間2a内に入り込む量を低減した状態にて接着される(図4(b)参照)。
【0035】
金属パイプ挿入工程および金属パイプ接着工程は、発光管2の両端に対して実施する。
【0036】
次に、一方の側の電極5の挿入・固定工程を実施する。
図5は電極5を挿入した後の状態を示す断面図である。電極5の先端電極部5a側から金属パイプの狭径部3aに電極を挿入する。電極間距離が所定の値となるように電極挿入量を調整する。
電極5を挿入した状態にて、狭径部3aに図示しないレーザ光線を照射してレーザ溶接にて金属パイプと電極を溶接する。全周にわたってレーザ光を照射することで気密的に溶接され、電極5を固定することができる(図5参照)。なお、気密的に溶接は狭径部3aと電極軸5bとの間にて実施する。電極軸5bとして先端電極部5aに比べて金属パイプ3との溶接性が優れた材料を用いることで、電極固定の信頼性が向上するからである。
【0037】
続いて発光物質挿入工程を行なう。
一方の端部側の電極5の挿入・仮固定工程を実施し、反対側の端部の狭径部3aへの電極挿入・仮固定工程を行なう前に、開いているから側の狭径部3aから所定量の発光物質を挿入する。
【0038】
次に、一対の電極5のうち、反対側の電極5の挿入・仮固定工程を実施する。
反対側の端部の狭径部3aについても、電極5の先端電極部5a側から金属パイプの狭径部3aに電極を挿入する。電極間距離が所定の値となるように電極挿入量を調整する。
電極5を挿入した状態にて、狭径部3aに図示しないレーザ光線を照射してレーザ溶接にて金属パイプと電極を部分的に溶接する。本工程では部分的な溶接とすることで、後の工程にて行なう内部空間2aに始動ガスを充填可能にする。
前述したように、図示しない突起部を狭径部3aの内部に部分的に設けているときには、突起部を設けた位置にレーザ光を照射する。突起部を設けていない場合には、全周とならないようにレーザ光を照射する。これにより所定位置に調整した後に、電極5を仮固定することができる。電極の仮固定は、適宜な治具を用いて電極と発光管を保持し、保持した状態で溶接やかしめ等の適宜な手段で固定する方法であっても良い。
【0039】
次に、始動ガスなどのガス封入工程を実施する。
仮固定した狭径部3aと電極5との間の隙間からアルゴンなどの始動ガスを封入し、狭径部3aと電極5とを気密固定する。仮固定の後の気密封止にもレーザ光線を用いる。レーザ光線を狭径部3a外周の全周に渡り照射して溶接することで、始動ガスを封入することができる。なお、レーザ溶接法に代えて抵抗溶接法や他の周知の溶接方法を採用することもできる。
【0040】
本発明によれば、簡易な製造工程にて小型高圧放電ランプをバラツキを低減して製造することが可能となる。また、製造設備として高価な設備を用いなくても良い。
【0041】
図6は、他の実施形態における小型高圧放電ランプを示す断面拡大図である。先の実施の形態では金属パイプと挿入部3bを同一径としたが、この実施形態においては金属パイプ23の挿入部23bの先端を拡大部23cとして部分的に外径を大きくしている。なお、他の点は先の実施の形態と同一であるので、ここでの説明は省略する。
【0042】
金属パイプ先端に拡大部23cを設けたことで段差部2dと金属パイプ23の先端における発光管2を押圧力が強くなる。これにより、コンパウンド4の内部空間2aへの侵入をより一層抑止することができる。
【0043】
このようにして、本発明によれば、簡単な構成により信頼性を高めた小型放電ランプを得ることができる。なお、この発明は前述した実施形態に限られるものではない。例えば、発光部の外形を楕円球形等にしたものとしても良い。
【産業上の利用可能性】
【0044】
本発明は、自動車用ヘッドランプに適した高効率で長寿命の小型放電ランプを提供することができ。自動車用ヘッドランプに限らず、街路等の屋外照明や屋内での投影装置等の光源として適用することができる。
【符号の説明】
【0045】
1…小型高圧放電ランプ
2…発光管
2a…内部空間
2b…発光部
2c…電極取付部
2d…段差部
2e…拡径平坦部
3,23…金属パイプ
3a,23a…狭径部
3b,23b…挿入部
23c…拡大部
4…コンパウンド
5…電極
5a…先端電極部
5b…電極軸
A…発光部の内径
【特許請求の範囲】
【請求項1】
両端に一対の開口部を備えた透光性セラミックスからなる発光管と、発光管両端に設けた放電電極と、放電電極を固定する金属パイプとを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部が設けられ、発光管内部に封入された発光物質を有する小型放電ランプであって、
前記発光管は、筒状形状をなしており、内径が1〜4mmとした発光部と、発光部よりも内径を大きくした拡径平坦部と、段差部が形成されており、
前記段差部は、前記金属パイプの先端が当接しており、
前記金属パイプは、一方の端部が前記発光部の内径と略一致する内径とした挿入部とされ、他方の端部が前記電極を固定する狭径部とされており、
前記発光管と金属パイプとが発光管の内部空間以外の箇所にて接着固定されている、ことを特徴とする小型放電ランプ。
【請求項2】
前記発光管の外径が発光部の全長にわたって一定であり、放電電極が金属パイプ先端よりも発光部に突出している、ことを特徴とする請求項1に記載の小型放電ランプ。
【請求項3】
前記発光管の段差を0.05〜0.3mmとし、且つ、金属パイプの挿入部の肉厚は段差以下とする、ことを特徴とする請求項1または請求項2に記載の小型放電ランプ。
【請求項4】
両端に一対の開口部を備えた透光性セラミックスからなる発光管と、発光管両端に設けた放電電極と、放電電極を固定する金属パイプとを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部が設けられ、発光管内部に封入された発光物質を有する小型放電ランプの製造方法であって、
a) 両端に開口部を有し、両端には拡径平坦部および段差部を備え、発光部の内径が1〜4mmとした透光性セラミックスを準備する工程と、
b) 一方の端部の内径が前記発光部の内径と略一致し、他方の端部が前記電極を固定する狭径部とされた金属パイプおよび電極を準備する工程と、
c) 前記開口部の夫々の内部に金属パイプを挿入して当該金属パイプを発光管に固定するパイプ固定工程と、
d) 工程c)の後に、前記発光管内に発光物質を充填する工程と、金属パイプの狭径部に前記電極を挿入し電極を仮固定する工程と、
e) 工程d)の後に、狭径部における金属パイプと電極との隙間から充填ガスの封入を行う封入ガス充填工程と、
f) 前記仮封止部を溶接して完全封止を行う工程と、
を行うことを特徴とする小型放電ランプの製造方法。
【請求項1】
両端に一対の開口部を備えた透光性セラミックスからなる発光管と、発光管両端に設けた放電電極と、放電電極を固定する金属パイプとを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部が設けられ、発光管内部に封入された発光物質を有する小型放電ランプであって、
前記発光管は、筒状形状をなしており、内径が1〜4mmとした発光部と、発光部よりも内径を大きくした拡径平坦部と、段差部が形成されており、
前記段差部は、前記金属パイプの先端が当接しており、
前記金属パイプは、一方の端部が前記発光部の内径と略一致する内径とした挿入部とされ、他方の端部が前記電極を固定する狭径部とされており、
前記発光管と金属パイプとが発光管の内部空間以外の箇所にて接着固定されている、ことを特徴とする小型放電ランプ。
【請求項2】
前記発光管の外径が発光部の全長にわたって一定であり、放電電極が金属パイプ先端よりも発光部に突出している、ことを特徴とする請求項1に記載の小型放電ランプ。
【請求項3】
前記発光管の段差を0.05〜0.3mmとし、且つ、金属パイプの挿入部の肉厚は段差以下とする、ことを特徴とする請求項1または請求項2に記載の小型放電ランプ。
【請求項4】
両端に一対の開口部を備えた透光性セラミックスからなる発光管と、発光管両端に設けた放電電極と、放電電極を固定する金属パイプとを有し、発光管両端部には前記金属パイプを介して放電電極を固定する電極取付け部が設けられ、発光管内部に封入された発光物質を有する小型放電ランプの製造方法であって、
a) 両端に開口部を有し、両端には拡径平坦部および段差部を備え、発光部の内径が1〜4mmとした透光性セラミックスを準備する工程と、
b) 一方の端部の内径が前記発光部の内径と略一致し、他方の端部が前記電極を固定する狭径部とされた金属パイプおよび電極を準備する工程と、
c) 前記開口部の夫々の内部に金属パイプを挿入して当該金属パイプを発光管に固定するパイプ固定工程と、
d) 工程c)の後に、前記発光管内に発光物質を充填する工程と、金属パイプの狭径部に前記電極を挿入し電極を仮固定する工程と、
e) 工程d)の後に、狭径部における金属パイプと電極との隙間から充填ガスの封入を行う封入ガス充填工程と、
f) 前記仮封止部を溶接して完全封止を行う工程と、
を行うことを特徴とする小型放電ランプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−192388(P2011−192388A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−54819(P2010−54819)
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
[ Back to top ]