
セラミックス製ノズル及びその製法
【課題】 耐摩耗性が高く、長時間使用可能で、且つ極めて高精度で微細な構造を有するセラミック製ノズルを提供することを解決課題とする。
【解決手段】 ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズルである。
【解決手段】 ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズルである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミックス製ノズル及びその製法に関し、より詳しくは、微細加工されたセラミックス製ノズル及びその製法に関するものである。
【背景技術】
【0002】
自動車塗装等に用いられるスプレー用ノズルは、従来、超硬合金や金属(例えば、鋼等)等(以下、超硬合金等と称す)により作成されていた。
超硬合金の加工法としては、粉末冶金法が用いられている。粉末治金法とは、所定の成分に配合した金属粉末を成形金型に充填し、プレスで圧縮成形して成形体を作り、当該成形体を焼結炉で加熱・焼結し、その後、寸法修正の追加工を施すことにより、製品を作成する方法である。
加えて、粉末冶金法における焼結は仮焼結と本焼結に分けて二度行うが、本焼結をしてしまうと、高硬度となり加工が困難となるため、圧粉体を仮焼結した所謂グリーン状態で機械加工やプレス形成を行った後、本焼結を実施するのが一般的である。
【0003】
一方、自動車塗装はメタリック塗装と言って、光沢度を増すために、塗装液中に雲母粉等が混入された塗料を用いるケースが主流である。また塗装表面の保護機能強化のために、カーボン微粉末等が混入された塗料を使用するケースも増加している。このような場合、汎用の金属製品では耐摩耗性が低いため、ノズル内部を粉末片が通過する際、傷が発生しやすい。
その傷が起因となって、流量や流速に変化が生じ、噴射角度や方向までもが影響を受け始めると、塗りムラや塗料ダレ等の品質不良に至ったり、ノズル内部に付着して、目詰まりが頻繁に生じたりする。
そのため、ノズルを長時間使用することができず、メンテナンス工数が増加することで作業時間が延び、さらには、材料ロスの増加も招く。特に、ノズルの先端部分のノズルチップは、異形テーパ形状等の複雑な形状の噴出口を有することが多く、当該問題が顕著に起こり、近年、上記した摩耗や目詰まりによる問題が増加する傾向にある。
このような問題に鑑み、金属製品から耐摩耗性の高い超硬合金性のものが使用されるようになってきている。しかしながら、超硬合金を使用したとしても、摩耗や目詰まりの問題を十分に解決するものとはいえない。
【0004】
上記問題を解決するために、下記特許文献1においてノズルを絶縁性セラミックスである窒化珪素系セラミックスにより作成することが開示されている。これにより、ノズルの摩耗を防ぐことができ、長期間使用することができる。
しかしながら、窒化珪素系セラミックスを使用した場合、加工する際に新たな問題が生じる。
セラミックスは、上記した粉末冶金法を用いて加工した場合、本焼結時に15〜23体積%程度の収縮が起こる。
そのため、超硬合金のように、仮焼結したグリーン状態で微細加工を行ったとしても、本焼結時の収縮により、思い通りの形状を高精度に作ることができない。
従って、本焼結後の追加工が必須となるが、本焼結後は高硬度となるため、機械加工等では微細加工を実現することが難しい。そのため、例えば異形テーパ形状等の複雑な構造のノズルを高精度に作成することができないといった問題が生じる。
【0005】
【特許文献1】特開平10−85629号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題に鑑みてなされたものであり、耐摩耗性が高く、長時間使用可能で、且つ極めて高精度で微細な構造を有するセラミック製ノズルを提供することを解決課題とする。
【課題を解決するための手段】
【0007】
請求項1に係る発明は、ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズルに関する。
【0008】
請求項2に係る発明は、前記噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることを特徴とする請求項1記載のセラミックス製ノズルに関する。
【0009】
請求項3に係る発明は、前記導電性セラミックスが導電性物質を含有するジルコニア系セラミックスであることを特徴とする請求項1又は2記載のセラミックス製ノズルに関する。
【0010】
請求項4に係る発明は、前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上7重量%以下であることを特徴とする請求項1乃至3いずれか記載のセラミックス製ノズルに関する。
【0011】
請求項5に係る発明は、請求項1乃至4いずれか記載のセラミックス製ノズルのノズルチップの貫通孔の形成を放電加工により行うことを特徴とするセラミックス製ノズルの製法に関する。
【発明の効果】
【0012】
請求項1に係る発明によれば、少なくともノズルチップが導電性セラミックスからなることにより、ノズルチップ内の摩耗や傷の発生を防ぐことができ、長期間使用することができる。そのため、ノズルチップの取替え等のメンテナンス工数が減少し、作業効率が向上する。また、導電性セラミックスであることにより、本焼結した高硬度の状態でも放電加工で微細加工を行うことができる。
加えて、ノズルチップの貫通孔が、ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることにより、広い角度に噴出物を噴出することができる。
【0013】
請求項2に係る発明によれば、噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることにより、スプレーパターンが底辺と直角方向に長い楕円形状となる。加えて、当該楕円形状における噴霧濃度が、二等辺三角形の底辺側から底辺と対応する頂点側にかけて徐々に薄くなる。そのため、ノズルを二等辺三角形の底辺と直角な方向に動かすことで、均一な噴霧を行うことができる。
【0014】
請求項3に係る発明によれば、導電性セラミックスが導電性物質を含むジルコニア系セラミックスであることにより、高靭性で、耐久性に富み、経年変化のない状態で長期間にわたって使用可能なノズルチップを有するノズルを提供することができる。
【0015】
請求項4に係る発明は、前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上、7重量%以下であることにより、セラミックスの耐摩耗性に優れているといった効果を維持しつつ、放電加工により好適に加工することができる。
【0016】
請求項5に係る発明によれば、請求項1乃至3いずれか記載のセラミック製ノズルのノズルチップにおいて、貫通孔の形成を放電加工により行うことにより、本焼結した高硬度の状態でも微細加工が可能となる。そのため、微細形状で、且つ内部の摩耗や傷の発生が抑制されたノズルチップを有するノズルを提供することができる。特に、導電性セラミックスが導電性物質を含むジルコニア系セラミックスであることにより、放電加工の際、電極消耗を少なくすることができる。
【発明を実施するための最良の形態】
【0017】
本発明に係るセラミックス製ノズルについて、以下説明する。なお、下記実施例は本発明を何ら限定するものではない。
【0018】
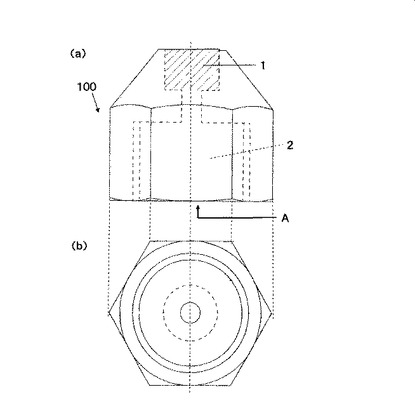
本実施例に係るセラミック製ノズルは、自動車の塗装等に用いられるものであり、ノズル本体100とノズルチップ101とからなる。
【0019】
図1は、本実施例に係るノズル本体100を示す概略図であり、(a)は正面図、(b)底面図(図1(a)においてA方向から見た図)である。
ノズル本体100は、噴出器に取り付けられる。
また、ノズル本体100は、噴出器からの噴出物が通過するための流通孔2が設けられている。そして、ノズル本体100の先端には、凹部1が形成されており、凹部1にノズルチップ101が取り付けられる。
【0020】
また、噴霧器としては、人力噴霧器でも、動力噴霧器でも使用可能である。そして、ノズル本体100の形状や大きさ等は、噴霧器に応じて適宜変更すればよい。
【0021】
ノズル本体の材料としては、セラミックス、導電性セラミックス、超硬合金、金属等を挙げることができるが、これらに限定されるものではない。但し、ノズル本体における流通孔2が微細形状を有する場合や、噴出物としてカーボン微粉末等が混入された塗料を使用する場合等、ノズル本体100に目詰まりの生じやすい状況で使用する場合は、導電性セラミックスを用いることが好ましい。導電性セラミックスは耐摩耗性に優れており、摩耗による目詰まりを抑制することができるからである。また、放電加工により、本焼結した高硬度の状態でも、微細加工も容易に行うことができるからである。
【0022】
次いで、本実施例におけるセラミックス製ノズルのノズルチップ101について説明する。
【0023】
ノズルチップ101は、導電性セラミックスからなる。
導電性セラミックスとは、ジルコニアやアルミナ等の酸化物系の他、炭化物系、窒化物系、ホウ化物系等のセラミックスにニオブ、チタン等の導電性物質を含有したものを焼成、焼結等した素材をいう。
導電性セラミックスは耐食性や耐摩耗性が高いといった性質を有するため、ノズルチップ101が変形しにくく、傷も生じにくい。
また、摩擦係数がダイス鋼の1/11、超硬合金の1/6と、際立って低い。
そのため、目詰まりも防止することができ、ノズルチップ101を長時間使用することができるので、ノズルチップ101の取替え等のメンテナンス工数を削減し、材料ロスも低減することができる。
【0024】
加えて、導電性セラミックスは導電性を有しているため、放電加工で加工することができる。放電加工で加工することにより、汎用の機械加工法では困難な、複雑で微細な形状の彫り込みを、最も効率的かつ高精度に、自由自在に追加工することができる。
この時、ニオブ、チタン等の導電性物質の含有量としては、3重量%以上、7重量%以下であることが好ましい。導電性物質の含有量が3重量%より低いと、放電加工として加工するのが困難となり、一方、7重量%より高いと、セラミックスの耐摩耗性に優れているといった効果を維持できなくなるからである。なお、セラミックス製ノズルの放電加工については、後に詳述する。
【0025】
導電性セラミックスとしては、上記したように、ジルコニア、炭化珪素系セラミックス、炭窒化チタン系複合セラミックス等に導電性物質を含有させたものが挙げられるが、中でもジルコニアに導電性物質を含有させたもの(以下、導電性ジルコニア系セラミックスと称す)が好ましい。この理由は、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して、高靭性であり、耐久性に富み、経年変化が少ないといった性質を示すからである。そのため、長期間使用可能なノズルチップとなり、さらなるメンテナンス工数の削減を実現することができる。また、機械的強度を損なわないため、ノズルチップを容易に加工することができる。加えて、導電性ジルコニア系セラミックスを放電加工したとき、他の導電性セラミックスに比して放電加工に用いる電極消耗が少ないという利点も有する。
なお、以下、導電性物質を含有させた炭化珪素系セラミックス、導電性物質を含有させた炭窒化チタン系複合セラミックスを夫々、導電性炭化珪素系セラミックス、導電性炭窒化チタン系複合セラミックスと称す。
【0026】
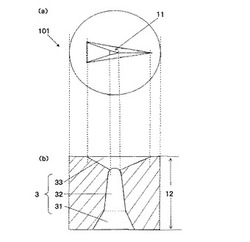
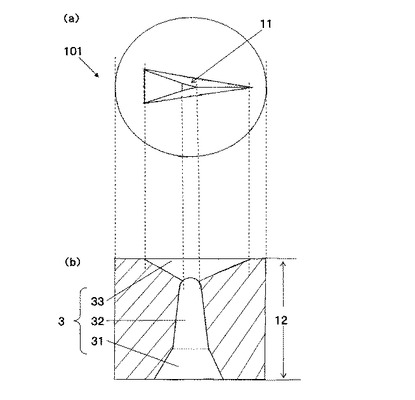
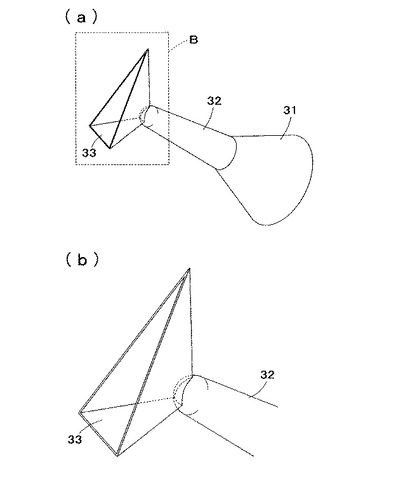
図2は、本実施例に係るノズルチップ101の概略図であり、(a)は平面図、(b)は噴出方向に平行な方向の断面図である。また、図3(a)はノズルチップ101の貫通孔3の形状を立体的に示した概略図であり、(b)は、図3(a)中の範囲Bの拡大概略図である。
【0027】
ノズルチップ101は、ノズル本体100の凹部1に取り付けられ、ノズル本体100の流通孔2と連通する貫通孔3が設けられている。
貫通孔3は、導入部31、中間部32、噴出口33とからなり、ノズル本体100の流通孔2を通過した噴出物は、貫通孔3を導入部31、中間部32の順に通過し、噴出口33から噴出される。
【0028】
導入部31は、ノズル本体100の流通孔2を通過した塗料等の噴出物が導入される部分であり、円筒状で先端に向けて先細りのテーパ形状を有する。
導入部31は、ノズル本体100の流通孔2から、中間部32に至るまでに、噴出物に対して急激な圧力変化が生じないようにする役割を果たすものである。つまり、ノズル本体100の流通孔2と中間部32の内径には差があるため、導入部31がない場合、噴出物が滑らかに流れないこととなる。
【0029】
中間部32は、導入部31と連続して形成された円筒状の形状であって、噴出方向に向けて先細りのテーパ形状である。また、中間部32の先端、即ち中間部32の噴出口33との接続部分は、半球状の曲面である。つまり、噴出口33が、中間部32の該曲面を始端として形成されている。
また、噴出口33は、噴出方向に向けて、先広がりのテーパ形状を有している。
このような形状を有することにより、広い角度で噴出物を噴出することができる。
【0030】
つまり、中間部32が先細りのテーパ形状となることで、噴出方向に進むにつれて、噴出物にかかる圧力が大きくなる。そして、中間部32の噴出口33の接続部分が半球状であることにより、噴出口33全体から噴出物が噴出することとなる。
加えて、噴出口33が先広がりのテーパ形状であることで、広い角度に噴出物を噴出させることができる。
仮に、中間部32が円柱状であったり、中間部32の先端が半球状の曲面でなかったりした場合、噴出口33の形状を先広がりのテーパ形状としても、直線的に噴出物が噴出されてしまい、広い角度で噴出されない。
【0031】
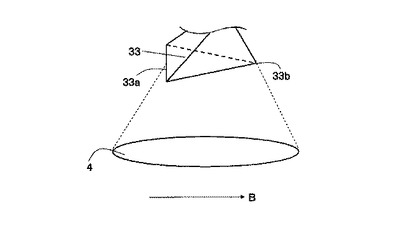
また、噴出口33の噴出方向に直角の断面は、底辺が他の辺より短い二等辺三角形である。図4を用いて、噴出口33の断面形状が二等辺三角形であることによる利点を説明する。
図4は、噴出口33から噴出物が噴出された時の概略図であり、4はスプレーパターンを示す。
噴出口33の断面が二等辺三角形であることにより、スプレーパターン4が二等辺三角形の底辺33aと垂直方向(矢印B方向)に長い楕円形状となる。加えて、当該楕円形状における噴霧濃度が、二等辺三角形の底辺33a側から底辺と対応する頂点33b側にかけて(矢印B方向)徐々に薄くなる。そのため、ノズルを矢印B方向、或いはその逆方向に動かすことで、均一な噴霧を行うことができる。
【0032】
但し、当該断面の形状は三角形に限られず、円形や楕円形、多角形の形状も考えられ、所望するスプレーパターン等に応じて設計すれば良い。
また、ノズルチップが導電性セラミックスからなるので、目詰まりが生じにくいため、例えば、噴出口33断面の二等辺三角形の形状において、頂点33bの角度が小さい場合でも好適に利用可能である。
なお、本願発明者らは、後述するように、頂点33bの角度が約20度である三角形を噴出口33の断面に持つノズルチップの作成に成功している。
頂点33bの角度が約20度であることにより、スプレーパターンを縦横比の大きな楕円とすることができる。
【0033】
次いで、ノズルチップ101の加工方法について説明する。
【0034】
ノズルチップ101は、放電加工によって加工する。
放電加工とは、石油等の絶縁性の液体中で、放電電極から被加工品(本発明における導電性セラミックス)に連続的に放電を行うことにより、該放電がなされた被加工品の表面を崩壊させスラッヂ化し、このスラッヂを除去することにより所望の加工品を得ることができる加工技術である。
【0035】
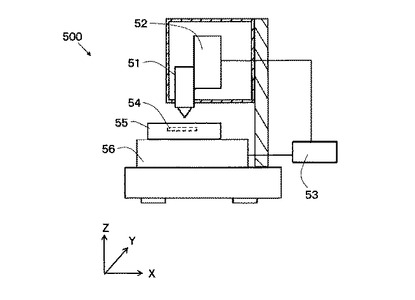
図5は、放電加工を行うための放電加工機を示す概略図である。
図5に示す放電加工機500は、電極51を備えており、この電極51は、NCコントローラ53が駆動制御するZ軸用ステッピングモータ52により、Z軸方向に駆動される。これにより、加工条件に応じて、被加工体54と電極51の距離を決定する。
【0036】
また、電極51の下方には、被加工体54(本発明におけるセラミック製ノズル)を内側に載置固定している加工槽55が配置されている。この加工槽55は、NCコントローラ53が駆動制御するX,Y軸用ステッピングモータ56により、X,Y軸の夫々の方向に駆動される。これにより、被加工体54の位置を決定する。
そして、被加工体54を放電加工するときは、NCコントローラ53により、所望の加工位置に電極51および加工槽55を夫々ステッピングモータにより移動して所望の加工位置に位置決めする。
【0037】
上記したように、ノズルチップ101は導電性セラミックスからなる。そのため、切削加工等では加工しにくいセラミックスでも、放電加工により好適に加工することができる。この時、導電性セラミックスに含まれるニオブ等の導電性物質の含有量は、3重量%以上、7重量%以下が好ましい。これにより、セラミックスの耐摩耗性に優れているといった効果を維持しつつ、放電加工を好適に加工することができるからである。
【0038】
導電性セラミックスとしては、導電性炭化珪素系セラミックス、導電性ジルコニア系セラミックス、炭窒化チタン系複合セラミックス等が挙げられる。中でも、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して放電加工に用いる電極消耗が少ないという利点を有するため好ましい。
また、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して、高靭性であり、耐久性に富み、経年変化が少ないので、長期間にわたって使用可能なノズルチップ101となる。また機械的強度を損なわないため、ノズルチップ101を容易に加工することができる。
【0039】
また、導電性セラミックスは、電気を通すので放電加工による加工を実現させることができるが、超硬合金等に比して抵抗率は高い。そのため、加工条件として、超硬合金等を加工するときに比べて、放電時間・休止時間ともに長く設定することが好ましい。
但し、セラミックス材料によって個別に最適な加工条件を設定する必要がある。加工条件としては、例えば、放電の電極や電流値、サーボ基準電圧、電極と加工品とのクリアランス、電流オン・オフの制御時間(デューティファクタ)、電極の選定等が挙げられる。
【0040】
(試験例)
以下、試験例を示すことで、本発明を明確なものとする。
【0041】
表1は、導電性炭化珪素系セラミックス(表中I)、導電性ジルコニア系セラミックス(表中II)、炭窒化チタン系複合セラミックス(表中III)の夫々について、電極として3.2mm角の銅タングステン電極(CuW)を用い、加工深さ1.6mmに設定した時の放電加工を行った際の加工特性である電極消耗率(E/W)及び平均加工速度(F値)を示したものである。また、比較例として超硬合金(表中IV)の放電加工特性についても共に示す。
なお、導電性炭化珪素系セラミックスとしては住友大阪セメント株式会社販売のグレード・SSC−S312を、導電性ジルコニア系セラミックスとしては日本特殊陶業株式会社販売のグレード・KGS−20を、炭窒化チタン系複合セラミックスとしてはシンテクノ株式会社販売のグレード・タイアストを使用した。また、超硬合金としては住友電気工業株式会社販売のグレード・AF1を使用した。
また、放電加工の条件としては、
(条件1)デューティファクタ15.8%、コンデンサ電気容量1.6μF
(条件2)デューティファクタ15.3%、コンデンサ電気容量0.4μF
の2条件で行った。
【0042】
【表1】

【0043】
表1からも、導電性セラミックスの種類等に応じて、加工特性が変動することが分かる。従って、導電性セラミックスの種類等に応じて条件設定を行う必要がある。
また、導電性ジルコニア系セラミックスの電極消耗が少ないことも示されており、好適に利用可能であることが分かる。
【0044】
次に、表1を用いて放電加工の条件設定について、より詳しく説明する。
放電加工では、放電対象断面積が40mm2以上あれば、実験機のフルパワー条件(デューティファクタ15.8%、コンデンサ電気容量1.6μF)(条件0と称す)が荒加工に最も適していることが立証されており、最高速で且つ最も電極の消耗が少ないといった理由で、超硬加工にも用いた最も実用的な条件であるとされてきた。
しかしながら、ノズルを加工する際には、より小さいスケールでの加工が必要となる。そこで、表1に示す実験内容は放電対象断面積が10mm2で行い、3.2mm角の銅タングステン電極で、加工深さ1.6mmに設定した時の荒加工性能を比較した。放電対象断面積が10mm2の場合、面積効果の概要によると荒加工で投与可能な平均加工電流値は1.0〜1.5A程度までである。
ところが、放電加工の場合、平均加工電流値が1.5A未満になると加工速度の急速な低下が始まることから、面積効果を無視した過電流ぎみの速度重視条件(条件0)で実験を開始した。
その結果、条件0では電極消耗が20体積%を超えてしまい、導電性ジルコニア系セラミックスに至っては加工途中で破壊されてしまうほど条件が強すぎ、適用不能であった。
【0045】
また、条件1は、中央部に深さ0.1程度の凹みが生じ、対面積比で投与エネルギーが上限ぎりぎりに設定された条件2で初めて安定が保たれ、今回のテスト材料の中では最も消耗が少なく、高い放電加工特性を示した。
面積効果の概念に従った条件2を用いると超硬合金よりも加工速度は劣るが、電極消耗率は優れており、条件設定次第では、高精度加工が可能となる。
【0046】
表1で示した荒加工を行った後、引き続き電極を新しいものに交換して、仕上げ加工を実施した。その結果、電極の極性をマイナス(正極性)の有消耗条件に設定したにもかかわらず、2本目の電極の仕上げ加工までが終了した時点で、電極端面消耗値が±0.01体積%以内となり、プラス成長する条件があることが明らかとなった。本実験のように、電極に銅タングステン(CuW)を使用し、導電性セラミックスを加工した場合において、導電性セラミックスに含有されるC分が電極に溶着移転したことによるものであると推察することができる。
つまり、条件設定によっては、電極消耗率0.1体積%以下の超低消耗条件が成立すると考えられる。
【0047】
従来、高融点・高熱伝導率・高脆性の半導体材料であるセラミックスは安定性能の持続が難しく、放電加工は難しいとされてきた。その理由は、狭い間隙でkHzオーダの放電加工を繰り返し行った場合、加工屑の排出が困難な電極中央付近で、局部的な集中放電を繰り返すので、炭化生成物の堆積が生じやすく、ワーク側の中央底面に出っ張りが形成され、電極側に凹みが形成される結果となり、思い通りの加工ができなかったからである。
しかしながら、上記実験で、加工条件の最適化技法により、この現象を抑えることができることが分かった。加えて、加工条件によっては、電極表面全体に炭化生成物を均一に付着させることで、加工屑に電極の保護膜としての役割を担わせることができる。その結果、正極性条件でありながら、電極2本目で電極端面消耗率0.1体積%以下の加工を実現することができる。
【0048】
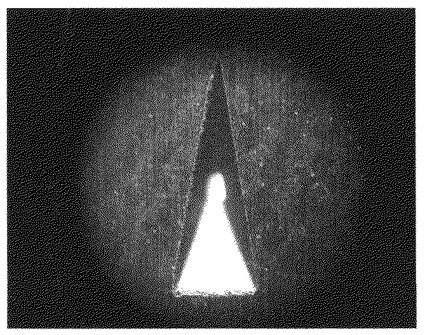
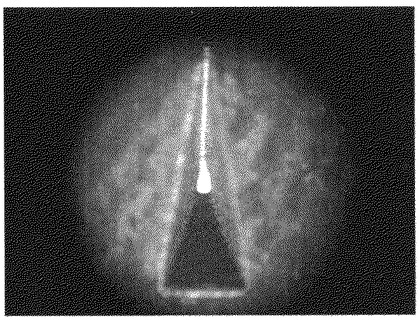
最後に、図6乃至8に、本願発明者らが実際に作成したノズルチップ101の顕微鏡拡大写真を示す。
図6はノズルチップ101の噴射出口側からみた光学顕微鏡拡大写真であり、図7は内部最狭部(図2(a)で示す11)の光学顕微鏡拡大写真である。そして、図8は、内部最狭部をさらに拡大した光学顕微鏡拡大写真である。
図6乃至図8で示したノズルチップ101の噴出口33の噴出方向に直角な断面の二等辺三角形の形状は、頂角が20度未満である。加えて、ノズルチップ101の深さ(図2(b)における12)は、0.70mmである。さらに、内面最狭部の二等辺三角形は、底辺が0.12mm、底辺に対する高さ0.32mmである。このようなノズルチップは、従来のセラミックスノズルでは到底なし得なかった形状であり、導電性セラミックスを放電加工で加工することにより、微細加工が実現できることを実証するものである。
【産業上の利用可能性】
【0049】
本発明に係るノズルは、自動車の塗装だけでなく、建築物の塗装、押出し成形セメント建材の表面塗装、サンドブラスト等にも好適に利用可能である。
【図面の簡単な説明】
【0050】
【図1】本発明に係るノズル本体を示す概略図であり、(a)が正面図、(b)が底面図である。
【図2】本発明に係るノズルチップを示す概略図であり、(a)が平面図、(b)が断面図である。
【図3】(a)はノズルチップの貫通孔3の形状を立体的に示した概略図であり、(b)は(a)中の範囲Bの拡大概略図である。
【図4】噴出口から噴出物が噴出された時の概略図である。
【図5】放電加工機を示す概略図である。
【図6】ノズルチップの噴射出口側からみた光学顕微鏡拡大写真である。
【図7】内部最狭部の光学顕微鏡拡大写真である。
【図8】内部最狭部をさらに拡大した光学顕微鏡拡大写真である。
【符号の説明】
【0051】
3 貫通孔
31 導入部
32 中間部
33 噴出口
100 ノズル本体
101 ノズルチップ
【技術分野】
【0001】
本発明は、セラミックス製ノズル及びその製法に関し、より詳しくは、微細加工されたセラミックス製ノズル及びその製法に関するものである。
【背景技術】
【0002】
自動車塗装等に用いられるスプレー用ノズルは、従来、超硬合金や金属(例えば、鋼等)等(以下、超硬合金等と称す)により作成されていた。
超硬合金の加工法としては、粉末冶金法が用いられている。粉末治金法とは、所定の成分に配合した金属粉末を成形金型に充填し、プレスで圧縮成形して成形体を作り、当該成形体を焼結炉で加熱・焼結し、その後、寸法修正の追加工を施すことにより、製品を作成する方法である。
加えて、粉末冶金法における焼結は仮焼結と本焼結に分けて二度行うが、本焼結をしてしまうと、高硬度となり加工が困難となるため、圧粉体を仮焼結した所謂グリーン状態で機械加工やプレス形成を行った後、本焼結を実施するのが一般的である。
【0003】
一方、自動車塗装はメタリック塗装と言って、光沢度を増すために、塗装液中に雲母粉等が混入された塗料を用いるケースが主流である。また塗装表面の保護機能強化のために、カーボン微粉末等が混入された塗料を使用するケースも増加している。このような場合、汎用の金属製品では耐摩耗性が低いため、ノズル内部を粉末片が通過する際、傷が発生しやすい。
その傷が起因となって、流量や流速に変化が生じ、噴射角度や方向までもが影響を受け始めると、塗りムラや塗料ダレ等の品質不良に至ったり、ノズル内部に付着して、目詰まりが頻繁に生じたりする。
そのため、ノズルを長時間使用することができず、メンテナンス工数が増加することで作業時間が延び、さらには、材料ロスの増加も招く。特に、ノズルの先端部分のノズルチップは、異形テーパ形状等の複雑な形状の噴出口を有することが多く、当該問題が顕著に起こり、近年、上記した摩耗や目詰まりによる問題が増加する傾向にある。
このような問題に鑑み、金属製品から耐摩耗性の高い超硬合金性のものが使用されるようになってきている。しかしながら、超硬合金を使用したとしても、摩耗や目詰まりの問題を十分に解決するものとはいえない。
【0004】
上記問題を解決するために、下記特許文献1においてノズルを絶縁性セラミックスである窒化珪素系セラミックスにより作成することが開示されている。これにより、ノズルの摩耗を防ぐことができ、長期間使用することができる。
しかしながら、窒化珪素系セラミックスを使用した場合、加工する際に新たな問題が生じる。
セラミックスは、上記した粉末冶金法を用いて加工した場合、本焼結時に15〜23体積%程度の収縮が起こる。
そのため、超硬合金のように、仮焼結したグリーン状態で微細加工を行ったとしても、本焼結時の収縮により、思い通りの形状を高精度に作ることができない。
従って、本焼結後の追加工が必須となるが、本焼結後は高硬度となるため、機械加工等では微細加工を実現することが難しい。そのため、例えば異形テーパ形状等の複雑な構造のノズルを高精度に作成することができないといった問題が生じる。
【0005】
【特許文献1】特開平10−85629号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題に鑑みてなされたものであり、耐摩耗性が高く、長時間使用可能で、且つ極めて高精度で微細な構造を有するセラミック製ノズルを提供することを解決課題とする。
【課題を解決するための手段】
【0007】
請求項1に係る発明は、ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズルに関する。
【0008】
請求項2に係る発明は、前記噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることを特徴とする請求項1記載のセラミックス製ノズルに関する。
【0009】
請求項3に係る発明は、前記導電性セラミックスが導電性物質を含有するジルコニア系セラミックスであることを特徴とする請求項1又は2記載のセラミックス製ノズルに関する。
【0010】
請求項4に係る発明は、前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上7重量%以下であることを特徴とする請求項1乃至3いずれか記載のセラミックス製ノズルに関する。
【0011】
請求項5に係る発明は、請求項1乃至4いずれか記載のセラミックス製ノズルのノズルチップの貫通孔の形成を放電加工により行うことを特徴とするセラミックス製ノズルの製法に関する。
【発明の効果】
【0012】
請求項1に係る発明によれば、少なくともノズルチップが導電性セラミックスからなることにより、ノズルチップ内の摩耗や傷の発生を防ぐことができ、長期間使用することができる。そのため、ノズルチップの取替え等のメンテナンス工数が減少し、作業効率が向上する。また、導電性セラミックスであることにより、本焼結した高硬度の状態でも放電加工で微細加工を行うことができる。
加えて、ノズルチップの貫通孔が、ノズル本体を通過した噴出物が導入される導入部と、該導入部と連続して形成された中間部と、該中間部と連続して形成された噴出物が噴出される噴出口からなり、該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることにより、広い角度に噴出物を噴出することができる。
【0013】
請求項2に係る発明によれば、噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることにより、スプレーパターンが底辺と直角方向に長い楕円形状となる。加えて、当該楕円形状における噴霧濃度が、二等辺三角形の底辺側から底辺と対応する頂点側にかけて徐々に薄くなる。そのため、ノズルを二等辺三角形の底辺と直角な方向に動かすことで、均一な噴霧を行うことができる。
【0014】
請求項3に係る発明によれば、導電性セラミックスが導電性物質を含むジルコニア系セラミックスであることにより、高靭性で、耐久性に富み、経年変化のない状態で長期間にわたって使用可能なノズルチップを有するノズルを提供することができる。
【0015】
請求項4に係る発明は、前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上、7重量%以下であることにより、セラミックスの耐摩耗性に優れているといった効果を維持しつつ、放電加工により好適に加工することができる。
【0016】
請求項5に係る発明によれば、請求項1乃至3いずれか記載のセラミック製ノズルのノズルチップにおいて、貫通孔の形成を放電加工により行うことにより、本焼結した高硬度の状態でも微細加工が可能となる。そのため、微細形状で、且つ内部の摩耗や傷の発生が抑制されたノズルチップを有するノズルを提供することができる。特に、導電性セラミックスが導電性物質を含むジルコニア系セラミックスであることにより、放電加工の際、電極消耗を少なくすることができる。
【発明を実施するための最良の形態】
【0017】
本発明に係るセラミックス製ノズルについて、以下説明する。なお、下記実施例は本発明を何ら限定するものではない。
【0018】
本実施例に係るセラミック製ノズルは、自動車の塗装等に用いられるものであり、ノズル本体100とノズルチップ101とからなる。
【0019】
図1は、本実施例に係るノズル本体100を示す概略図であり、(a)は正面図、(b)底面図(図1(a)においてA方向から見た図)である。
ノズル本体100は、噴出器に取り付けられる。
また、ノズル本体100は、噴出器からの噴出物が通過するための流通孔2が設けられている。そして、ノズル本体100の先端には、凹部1が形成されており、凹部1にノズルチップ101が取り付けられる。
【0020】
また、噴霧器としては、人力噴霧器でも、動力噴霧器でも使用可能である。そして、ノズル本体100の形状や大きさ等は、噴霧器に応じて適宜変更すればよい。
【0021】
ノズル本体の材料としては、セラミックス、導電性セラミックス、超硬合金、金属等を挙げることができるが、これらに限定されるものではない。但し、ノズル本体における流通孔2が微細形状を有する場合や、噴出物としてカーボン微粉末等が混入された塗料を使用する場合等、ノズル本体100に目詰まりの生じやすい状況で使用する場合は、導電性セラミックスを用いることが好ましい。導電性セラミックスは耐摩耗性に優れており、摩耗による目詰まりを抑制することができるからである。また、放電加工により、本焼結した高硬度の状態でも、微細加工も容易に行うことができるからである。
【0022】
次いで、本実施例におけるセラミックス製ノズルのノズルチップ101について説明する。
【0023】
ノズルチップ101は、導電性セラミックスからなる。
導電性セラミックスとは、ジルコニアやアルミナ等の酸化物系の他、炭化物系、窒化物系、ホウ化物系等のセラミックスにニオブ、チタン等の導電性物質を含有したものを焼成、焼結等した素材をいう。
導電性セラミックスは耐食性や耐摩耗性が高いといった性質を有するため、ノズルチップ101が変形しにくく、傷も生じにくい。
また、摩擦係数がダイス鋼の1/11、超硬合金の1/6と、際立って低い。
そのため、目詰まりも防止することができ、ノズルチップ101を長時間使用することができるので、ノズルチップ101の取替え等のメンテナンス工数を削減し、材料ロスも低減することができる。
【0024】
加えて、導電性セラミックスは導電性を有しているため、放電加工で加工することができる。放電加工で加工することにより、汎用の機械加工法では困難な、複雑で微細な形状の彫り込みを、最も効率的かつ高精度に、自由自在に追加工することができる。
この時、ニオブ、チタン等の導電性物質の含有量としては、3重量%以上、7重量%以下であることが好ましい。導電性物質の含有量が3重量%より低いと、放電加工として加工するのが困難となり、一方、7重量%より高いと、セラミックスの耐摩耗性に優れているといった効果を維持できなくなるからである。なお、セラミックス製ノズルの放電加工については、後に詳述する。
【0025】
導電性セラミックスとしては、上記したように、ジルコニア、炭化珪素系セラミックス、炭窒化チタン系複合セラミックス等に導電性物質を含有させたものが挙げられるが、中でもジルコニアに導電性物質を含有させたもの(以下、導電性ジルコニア系セラミックスと称す)が好ましい。この理由は、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して、高靭性であり、耐久性に富み、経年変化が少ないといった性質を示すからである。そのため、長期間使用可能なノズルチップとなり、さらなるメンテナンス工数の削減を実現することができる。また、機械的強度を損なわないため、ノズルチップを容易に加工することができる。加えて、導電性ジルコニア系セラミックスを放電加工したとき、他の導電性セラミックスに比して放電加工に用いる電極消耗が少ないという利点も有する。
なお、以下、導電性物質を含有させた炭化珪素系セラミックス、導電性物質を含有させた炭窒化チタン系複合セラミックスを夫々、導電性炭化珪素系セラミックス、導電性炭窒化チタン系複合セラミックスと称す。
【0026】
図2は、本実施例に係るノズルチップ101の概略図であり、(a)は平面図、(b)は噴出方向に平行な方向の断面図である。また、図3(a)はノズルチップ101の貫通孔3の形状を立体的に示した概略図であり、(b)は、図3(a)中の範囲Bの拡大概略図である。
【0027】
ノズルチップ101は、ノズル本体100の凹部1に取り付けられ、ノズル本体100の流通孔2と連通する貫通孔3が設けられている。
貫通孔3は、導入部31、中間部32、噴出口33とからなり、ノズル本体100の流通孔2を通過した噴出物は、貫通孔3を導入部31、中間部32の順に通過し、噴出口33から噴出される。
【0028】
導入部31は、ノズル本体100の流通孔2を通過した塗料等の噴出物が導入される部分であり、円筒状で先端に向けて先細りのテーパ形状を有する。
導入部31は、ノズル本体100の流通孔2から、中間部32に至るまでに、噴出物に対して急激な圧力変化が生じないようにする役割を果たすものである。つまり、ノズル本体100の流通孔2と中間部32の内径には差があるため、導入部31がない場合、噴出物が滑らかに流れないこととなる。
【0029】
中間部32は、導入部31と連続して形成された円筒状の形状であって、噴出方向に向けて先細りのテーパ形状である。また、中間部32の先端、即ち中間部32の噴出口33との接続部分は、半球状の曲面である。つまり、噴出口33が、中間部32の該曲面を始端として形成されている。
また、噴出口33は、噴出方向に向けて、先広がりのテーパ形状を有している。
このような形状を有することにより、広い角度で噴出物を噴出することができる。
【0030】
つまり、中間部32が先細りのテーパ形状となることで、噴出方向に進むにつれて、噴出物にかかる圧力が大きくなる。そして、中間部32の噴出口33の接続部分が半球状であることにより、噴出口33全体から噴出物が噴出することとなる。
加えて、噴出口33が先広がりのテーパ形状であることで、広い角度に噴出物を噴出させることができる。
仮に、中間部32が円柱状であったり、中間部32の先端が半球状の曲面でなかったりした場合、噴出口33の形状を先広がりのテーパ形状としても、直線的に噴出物が噴出されてしまい、広い角度で噴出されない。
【0031】
また、噴出口33の噴出方向に直角の断面は、底辺が他の辺より短い二等辺三角形である。図4を用いて、噴出口33の断面形状が二等辺三角形であることによる利点を説明する。
図4は、噴出口33から噴出物が噴出された時の概略図であり、4はスプレーパターンを示す。
噴出口33の断面が二等辺三角形であることにより、スプレーパターン4が二等辺三角形の底辺33aと垂直方向(矢印B方向)に長い楕円形状となる。加えて、当該楕円形状における噴霧濃度が、二等辺三角形の底辺33a側から底辺と対応する頂点33b側にかけて(矢印B方向)徐々に薄くなる。そのため、ノズルを矢印B方向、或いはその逆方向に動かすことで、均一な噴霧を行うことができる。
【0032】
但し、当該断面の形状は三角形に限られず、円形や楕円形、多角形の形状も考えられ、所望するスプレーパターン等に応じて設計すれば良い。
また、ノズルチップが導電性セラミックスからなるので、目詰まりが生じにくいため、例えば、噴出口33断面の二等辺三角形の形状において、頂点33bの角度が小さい場合でも好適に利用可能である。
なお、本願発明者らは、後述するように、頂点33bの角度が約20度である三角形を噴出口33の断面に持つノズルチップの作成に成功している。
頂点33bの角度が約20度であることにより、スプレーパターンを縦横比の大きな楕円とすることができる。
【0033】
次いで、ノズルチップ101の加工方法について説明する。
【0034】
ノズルチップ101は、放電加工によって加工する。
放電加工とは、石油等の絶縁性の液体中で、放電電極から被加工品(本発明における導電性セラミックス)に連続的に放電を行うことにより、該放電がなされた被加工品の表面を崩壊させスラッヂ化し、このスラッヂを除去することにより所望の加工品を得ることができる加工技術である。
【0035】
図5は、放電加工を行うための放電加工機を示す概略図である。
図5に示す放電加工機500は、電極51を備えており、この電極51は、NCコントローラ53が駆動制御するZ軸用ステッピングモータ52により、Z軸方向に駆動される。これにより、加工条件に応じて、被加工体54と電極51の距離を決定する。
【0036】
また、電極51の下方には、被加工体54(本発明におけるセラミック製ノズル)を内側に載置固定している加工槽55が配置されている。この加工槽55は、NCコントローラ53が駆動制御するX,Y軸用ステッピングモータ56により、X,Y軸の夫々の方向に駆動される。これにより、被加工体54の位置を決定する。
そして、被加工体54を放電加工するときは、NCコントローラ53により、所望の加工位置に電極51および加工槽55を夫々ステッピングモータにより移動して所望の加工位置に位置決めする。
【0037】
上記したように、ノズルチップ101は導電性セラミックスからなる。そのため、切削加工等では加工しにくいセラミックスでも、放電加工により好適に加工することができる。この時、導電性セラミックスに含まれるニオブ等の導電性物質の含有量は、3重量%以上、7重量%以下が好ましい。これにより、セラミックスの耐摩耗性に優れているといった効果を維持しつつ、放電加工を好適に加工することができるからである。
【0038】
導電性セラミックスとしては、導電性炭化珪素系セラミックス、導電性ジルコニア系セラミックス、炭窒化チタン系複合セラミックス等が挙げられる。中でも、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して放電加工に用いる電極消耗が少ないという利点を有するため好ましい。
また、導電性ジルコニア系セラミックスは、他の導電性セラミックスに比して、高靭性であり、耐久性に富み、経年変化が少ないので、長期間にわたって使用可能なノズルチップ101となる。また機械的強度を損なわないため、ノズルチップ101を容易に加工することができる。
【0039】
また、導電性セラミックスは、電気を通すので放電加工による加工を実現させることができるが、超硬合金等に比して抵抗率は高い。そのため、加工条件として、超硬合金等を加工するときに比べて、放電時間・休止時間ともに長く設定することが好ましい。
但し、セラミックス材料によって個別に最適な加工条件を設定する必要がある。加工条件としては、例えば、放電の電極や電流値、サーボ基準電圧、電極と加工品とのクリアランス、電流オン・オフの制御時間(デューティファクタ)、電極の選定等が挙げられる。
【0040】
(試験例)
以下、試験例を示すことで、本発明を明確なものとする。
【0041】
表1は、導電性炭化珪素系セラミックス(表中I)、導電性ジルコニア系セラミックス(表中II)、炭窒化チタン系複合セラミックス(表中III)の夫々について、電極として3.2mm角の銅タングステン電極(CuW)を用い、加工深さ1.6mmに設定した時の放電加工を行った際の加工特性である電極消耗率(E/W)及び平均加工速度(F値)を示したものである。また、比較例として超硬合金(表中IV)の放電加工特性についても共に示す。
なお、導電性炭化珪素系セラミックスとしては住友大阪セメント株式会社販売のグレード・SSC−S312を、導電性ジルコニア系セラミックスとしては日本特殊陶業株式会社販売のグレード・KGS−20を、炭窒化チタン系複合セラミックスとしてはシンテクノ株式会社販売のグレード・タイアストを使用した。また、超硬合金としては住友電気工業株式会社販売のグレード・AF1を使用した。
また、放電加工の条件としては、
(条件1)デューティファクタ15.8%、コンデンサ電気容量1.6μF
(条件2)デューティファクタ15.3%、コンデンサ電気容量0.4μF
の2条件で行った。
【0042】
【表1】
【0043】
表1からも、導電性セラミックスの種類等に応じて、加工特性が変動することが分かる。従って、導電性セラミックスの種類等に応じて条件設定を行う必要がある。
また、導電性ジルコニア系セラミックスの電極消耗が少ないことも示されており、好適に利用可能であることが分かる。
【0044】
次に、表1を用いて放電加工の条件設定について、より詳しく説明する。
放電加工では、放電対象断面積が40mm2以上あれば、実験機のフルパワー条件(デューティファクタ15.8%、コンデンサ電気容量1.6μF)(条件0と称す)が荒加工に最も適していることが立証されており、最高速で且つ最も電極の消耗が少ないといった理由で、超硬加工にも用いた最も実用的な条件であるとされてきた。
しかしながら、ノズルを加工する際には、より小さいスケールでの加工が必要となる。そこで、表1に示す実験内容は放電対象断面積が10mm2で行い、3.2mm角の銅タングステン電極で、加工深さ1.6mmに設定した時の荒加工性能を比較した。放電対象断面積が10mm2の場合、面積効果の概要によると荒加工で投与可能な平均加工電流値は1.0〜1.5A程度までである。
ところが、放電加工の場合、平均加工電流値が1.5A未満になると加工速度の急速な低下が始まることから、面積効果を無視した過電流ぎみの速度重視条件(条件0)で実験を開始した。
その結果、条件0では電極消耗が20体積%を超えてしまい、導電性ジルコニア系セラミックスに至っては加工途中で破壊されてしまうほど条件が強すぎ、適用不能であった。
【0045】
また、条件1は、中央部に深さ0.1程度の凹みが生じ、対面積比で投与エネルギーが上限ぎりぎりに設定された条件2で初めて安定が保たれ、今回のテスト材料の中では最も消耗が少なく、高い放電加工特性を示した。
面積効果の概念に従った条件2を用いると超硬合金よりも加工速度は劣るが、電極消耗率は優れており、条件設定次第では、高精度加工が可能となる。
【0046】
表1で示した荒加工を行った後、引き続き電極を新しいものに交換して、仕上げ加工を実施した。その結果、電極の極性をマイナス(正極性)の有消耗条件に設定したにもかかわらず、2本目の電極の仕上げ加工までが終了した時点で、電極端面消耗値が±0.01体積%以内となり、プラス成長する条件があることが明らかとなった。本実験のように、電極に銅タングステン(CuW)を使用し、導電性セラミックスを加工した場合において、導電性セラミックスに含有されるC分が電極に溶着移転したことによるものであると推察することができる。
つまり、条件設定によっては、電極消耗率0.1体積%以下の超低消耗条件が成立すると考えられる。
【0047】
従来、高融点・高熱伝導率・高脆性の半導体材料であるセラミックスは安定性能の持続が難しく、放電加工は難しいとされてきた。その理由は、狭い間隙でkHzオーダの放電加工を繰り返し行った場合、加工屑の排出が困難な電極中央付近で、局部的な集中放電を繰り返すので、炭化生成物の堆積が生じやすく、ワーク側の中央底面に出っ張りが形成され、電極側に凹みが形成される結果となり、思い通りの加工ができなかったからである。
しかしながら、上記実験で、加工条件の最適化技法により、この現象を抑えることができることが分かった。加えて、加工条件によっては、電極表面全体に炭化生成物を均一に付着させることで、加工屑に電極の保護膜としての役割を担わせることができる。その結果、正極性条件でありながら、電極2本目で電極端面消耗率0.1体積%以下の加工を実現することができる。
【0048】
最後に、図6乃至8に、本願発明者らが実際に作成したノズルチップ101の顕微鏡拡大写真を示す。
図6はノズルチップ101の噴射出口側からみた光学顕微鏡拡大写真であり、図7は内部最狭部(図2(a)で示す11)の光学顕微鏡拡大写真である。そして、図8は、内部最狭部をさらに拡大した光学顕微鏡拡大写真である。
図6乃至図8で示したノズルチップ101の噴出口33の噴出方向に直角な断面の二等辺三角形の形状は、頂角が20度未満である。加えて、ノズルチップ101の深さ(図2(b)における12)は、0.70mmである。さらに、内面最狭部の二等辺三角形は、底辺が0.12mm、底辺に対する高さ0.32mmである。このようなノズルチップは、従来のセラミックスノズルでは到底なし得なかった形状であり、導電性セラミックスを放電加工で加工することにより、微細加工が実現できることを実証するものである。
【産業上の利用可能性】
【0049】
本発明に係るノズルは、自動車の塗装だけでなく、建築物の塗装、押出し成形セメント建材の表面塗装、サンドブラスト等にも好適に利用可能である。
【図面の簡単な説明】
【0050】
【図1】本発明に係るノズル本体を示す概略図であり、(a)が正面図、(b)が底面図である。
【図2】本発明に係るノズルチップを示す概略図であり、(a)が平面図、(b)が断面図である。
【図3】(a)はノズルチップの貫通孔3の形状を立体的に示した概略図であり、(b)は(a)中の範囲Bの拡大概略図である。
【図4】噴出口から噴出物が噴出された時の概略図である。
【図5】放電加工機を示す概略図である。
【図6】ノズルチップの噴射出口側からみた光学顕微鏡拡大写真である。
【図7】内部最狭部の光学顕微鏡拡大写真である。
【図8】内部最狭部をさらに拡大した光学顕微鏡拡大写真である。
【符号の説明】
【0051】
3 貫通孔
31 導入部
32 中間部
33 噴出口
100 ノズル本体
101 ノズルチップ
【特許請求の範囲】
【請求項1】
ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、
該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、
該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、
該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、
該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズル。
【請求項2】
前記噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることを特徴とする請求項1記載のセラミックス製ノズル。
【請求項3】
前記導電性セラミックスが導電性物質を含有するジルコニア系セラミックスであることを特徴とする請求項1又は2記載のセラミックス製ノズル。
【請求項4】
前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上、7重量%以下であることを特徴とする請求項1乃至3いずれか記載のセラミック製ノズル。
【請求項5】
請求項1乃至4いずれか記載のセラミックス製ノズルのノズルチップにおいて、貫通孔の形成を放電加工により行うことを特徴とするセラミックス製ノズルの製法。
【請求項1】
ノズル本体と、該ノズル本体先端に取り付けられる貫通孔の設けられたノズルチップとからなり、少なくとも該ノズルチップが導電性セラミックスからなるとともに、
該ノズルチップの貫通孔が、前記ノズル本体を通過した噴出物が導入される導入部と、
該導入部と連続して形成された中間部と、該中間部と連続して形成された前記噴出物が噴出される噴出口からなり、
該中間部が、円筒状で且つ先細りのテーパ形状であって、先端が半球状の曲面であり、
該噴出口が、該中間部の該曲面を始端として形成され、且つ先広がりのテーパ形状からなることを特徴とするセラミックス製ノズル。
【請求項2】
前記噴出口の噴出方向に直角な断面が、底辺が他の辺より短い二等辺三角形であることを特徴とする請求項1記載のセラミックス製ノズル。
【請求項3】
前記導電性セラミックスが導電性物質を含有するジルコニア系セラミックスであることを特徴とする請求項1又は2記載のセラミックス製ノズル。
【請求項4】
前記導電性セラミックスに含まれる導電性物質の含有量が3重量%以上、7重量%以下であることを特徴とする請求項1乃至3いずれか記載のセラミック製ノズル。
【請求項5】
請求項1乃至4いずれか記載のセラミックス製ノズルのノズルチップにおいて、貫通孔の形成を放電加工により行うことを特徴とするセラミックス製ノズルの製法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−80251(P2008−80251A)
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願番号】特願2006−263563(P2006−263563)
【出願日】平成18年9月27日(2006.9.27)
【出願人】(398072344)株式会社橋川製作所 (1)
【Fターム(参考)】
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願日】平成18年9月27日(2006.9.27)
【出願人】(398072344)株式会社橋川製作所 (1)
【Fターム(参考)】
[ Back to top ]