
セラミック基板及びその製造方法
【課題】セラミック基板に設けられるメタライズ層が微細配線化されてもセラミック基材とメタライズ層の接合強度の高いセラミック基板及びその製造方法を提供する。
【解決手段】複数層からなるセラミック基材11の上面及び/又は下面に高融点金属からなるメタライズ層12、12aを有するセラミック基板において、セラミック基材11の上面及び/又は下面に凹部13を有し、凹部13におけるメタライズ層12、12aがセラミック基材11の凹部13に追随、又は凹部13を埋設するようにして設けられている。
【解決手段】複数層からなるセラミック基材11の上面及び/又は下面に高融点金属からなるメタライズ層12、12aを有するセラミック基板において、セラミック基材11の上面及び/又は下面に凹部13を有し、凹部13におけるメタライズ層12、12aがセラミック基材11の凹部13に追随、又は凹部13を埋設するようにして設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミック基材にメタライズ層を設けたり、メタライズ層に金属製のリード端子を接合して設けたりする配線基板や、半導体素子等の電子部品を気密に封止するのにメタライズ層に金属製のシールリングを接合して設けたりするパッケージ等のメタライズ層の微細配線要求に呼応するためのセラミック基材にメタライズ層を設けるセラミック基板及びその製造方法に関する。
【背景技術】
【0002】
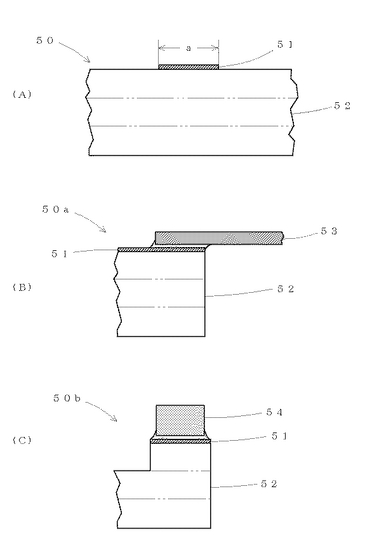
近年、信号線用や、ろう付け接合用等の回路配線が施された配線基板や、パッケージは、電子装置の小型化、高信頼性化等の要求に伴い、ますます配線パターンの微細配線化への対応が迫られている。これに対応するために、従来より、配線基板や、パッケージには、電気的特性や、気密信頼性の高いセラミック基材に微細配線化されたメタライズ層を設けたセラミック基板が多く用いられている。図4(A)に示すように、従来のセラミック基板50には、例えば伝送線路用の配線基板として用いる場合に、高周波の信号を通すためのメタライズ層51からなる信号線路が低損失な伝送特性を発現させるために、セラミック基材52上で信号線路の幅aを小さく制限することがスクリーン印刷時に行われている。また、図4(B)に示すように、従来の他のセラミック基板50aには、例えば伝送線路や、回路配線等の配線基板として用いる場合に、セラミック基材52の上面に設けたメタライズ層51である伝送線路や、回路配線に伝播する制御信号を容易に取り出すために、メタライズ層51の上面にNiめっき被膜等を施した後、セラミック基材52端部のメタライズ層51に、KV(Fe−Ni−Co系合金、商品名「Kovar(コバール)」)や、42アロイ(Fe−Ni系合金)等の金属製のリード端子53をろう付け接合することが行われている。更には、図4(C)に示すように、従来の更に他のセラミック基板50bには、半導体素子収納用パッケージとして用いる場合に、セラミック基材52端部の外周辺の枠体等に設けるメタライズ層51の上面にNiめっき被膜等を施した後、KVや、42アロイ等の金属製のシールリング54をろう付け接合することが行われている。
【0003】
これらのセラミック基板50、50a、50bを製造するためには、アルミナ(Al2O3)や、窒化アルミニウム(AlN)等からなる複数枚のセラミックグリーンシートのそれぞれに、上下層を電気的に導通状態とするためのビア用等の貫通孔を穿設している。そして、それぞれのセラミックグリーンシートには、タングステン(W)や、モリブデン(Mo)等の高融点金属からなるメタライズペーストを用いてスクリーン印刷を行ってメタライズ印刷層を形成している。メタライズ印刷層が形成された複数枚のセラミックグリーンシートは、重ね合わせて加熱圧着する積層によって積層体を形成し、メタライズ印刷層とセラミックグリーンシートを還元雰囲気で同時焼成してセラミック基材にメタライズ層を設けるセラミック基板を作製している。
【0004】
しかしながら、従来のセラミック基板及びその製造方法は、装置の小型化や、高信頼性の要求に伴うメタライズ層の微細配線化による信号線路の幅が小さくなったり、リード端子やシールリングを接合するためのメタライズ層である信号線路の幅が小さくなったりすることで、セラミック基材とメタライズ層との接合面積が小さくなり、接着強度の低下が発生している。また、メタライズ層にリード端子やシールリングを接合する場合には、ろう付け接合時のろう材の熱応力でメタライズ層がセラミック基材から剥離するような問題が発生している。そこで、従来のセラミック基板の一例である半導体素子収納用パッケージには、メタライズ層をセラミック基材の側面にまで設けて、セラミック基材とメタライズ層との接着強度を向上させようとしたものが提案されている(例えば、特許文献1参照)。また、従来のセラミック基板の一例である半導体素子収納用パッケージには、メタライズ層の厚みを25μm以上の厚いものにしてメタライズ層の熱応力を緩和させ、メタライズ層がセラミック基材から剥離するのを防止させようとしたものが提案されている(例えば、特許文献2参照)。
【0005】
【特許文献1】特開平8−115990号公報
【特許文献2】特開平5−166958号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前述したような従来のセラミック基板及びその製造方法は、未だ解決すべき次のような問題がある。
(1)セラミック基板は、装置の小型化や、信号の高周波化による信号線路の低損失な伝送特性の要求により、セラミック基材に形成されるメタライズ層の微細配線化が進んでますます配線幅が小さくなっているので、セラミック基材に形成されるメタライズ層の接合面積がますます小さくなり、セラミック基材とメタライズ層の接合強度が小さくなっている。また、セラミック基材に形成されるメタライズ層の大きさは、配線幅が小さくなることでそこに接合されるリード端子やシールリングとの接合時の熱応力をセラミック基材とメタライズ層の接合部において支えることができなくなっている。
(2)セラミック基板は、セラミック基材の側面にもメタライズ層を設けることで、セラミック基材とメタライズ層の接合面積を増加させることができるものの、セラミック基材の側面にメタライズ層を設けることが難しく、セラミック基板のコストアップとなっている。
(3)セラミック基板は、セラミック基材に設けるメタライズ層の厚みを厚くすることで、そこに接合されるリード端子やシールリングとの接合部の熱応力を緩和させることができるものの、セラミック基材とメタライズ層の接合面積を増加させることとはならないので、装置の小型化や、配線の微細化に伴う配線幅の狭小化のためのセラミック基材とメタライズ層の接合強度の低下を防止することができない。
本発明は、かかる事情に鑑みてなされたものであって、セラミック基板に設けられるメタライズ層が微細配線化されてもセラミック基材とメタライズ層の接合強度の高いセラミック基板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的に沿う本発明に係るセラミック基板は、複数層からなるセラミック基材の上面及び/又は下面に高融点金属からなるメタライズ層を有するセラミック基板において、セラミック基材の上面及び/又は下面に凹部を有し、凹部におけるメタライズ層がセラミック基材の凹部に追随、又は凹部を埋設するようにして設けられている。
【0008】
前記目的に沿う本発明に係るセラミック基板の製造方法は、複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、セラミックグリーンシートにメタライズ層形成のためのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、セラミックグリーンシートを積層して積層体を形成する工程と、積層体の上面及び/又は下面のメタライズ印刷層にメタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部をメタライズ印刷層の上から押圧してメタライズ印刷層及び積層体に形成する工程を有する。
【0009】
前記目的に沿う本発明に係るセラミック基板の製造方法は、複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、セラミックグリーンシートを積層して積層体を形成した後に、積層体の上面及び/又は下面のメタライズ層形成のためのメタライズ印刷層が形成される部位にメタライズ印刷層のパターン大きさより小さくなる凹部を積層体の上から押圧して形成する工程と、凹部を包含するパターン大きさのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で積層体に形成する工程を有する。
【0010】
ここで、セラミック基板の製造方法は、凹部を先細りの先端を有する板状の押圧体で押圧して形成するのがよい。
また、セラミック基板の製造方法は、凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するのがよい。
【発明の効果】
【0011】
請求項1記載のセラミック基板は、セラミック基材の上面及び/又は下面に凹部を有し、凹部におけるメタライズ層がセラミック基材の凹部に追随、又は凹部を埋設するようにして設けられているので、微細配線化されたメタライズ層であっても、セラミック基材とメタライズ層の接合面積を大きくすることができると共に、凹部がメタライズ層のアンカー効果となってセラミック基材とメタライズ層の接合強度を向上させることができる。
【0012】
請求項2又はこれに従属する請求項4又は5のいずれか一項記載のセラミック基板の製造方法は、セラミックグリーンシートにメタライズ層形成のためのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、セラミックグリーンシートを積層して積層体を形成する工程と、積層体の上面及び/又は下面のメタライズ印刷層にメタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部をメタライズ印刷層の上から押圧してメタライズ印刷層及び積層体に形成する工程を有するので、微細配線化されるメタライズ印刷層であっても、セラミックグリーンシートの積層体及びこの上に形成されたメタライズ印刷層に凹部を確実に形成でき、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【0013】
請求項3又はこれに従属する請求項4又は5のいずれか一項記載のセラミック基板の製造方法は、セラミックグリーンシートを積層して積層体を形成した後に、積層体の上面及び/又は下面のメタライズ層形成のためのメタライズ印刷層が形成される部位にメタライズ印刷層のパターン大きさより小さくなる凹部を積層体の上から押圧して形成する工程と、凹部を包含するパターン大きさのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で積層体に形成する工程を有するので、セラミックグリーンシートの積層体に凹部を確実に形成でき、この凹部内に微細配線化されたメタライズ印刷層を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【0014】
特に、請求項4記載のセラミック基板の製造方法は、凹部を先細りの先端を有する板状の押圧体で押圧して形成するので、所望の形状の、例えば先端が鋭利や、先端に丸みのある突出する切刃等の板状の押圧体を所望の位置に当接して押圧することで、微細配線化されたメタライズ印刷層であっても、容易に長さ方向に連続する凹部を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
また、特に、請求項5記載のセラミック基板の製造方法は、凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するので、先端が所望の形状としたピン等の押圧体を所望の位置に当接して押圧することで、微細配線化されたメタライズ印刷層であっても、容易に所望の形状の凹部を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【発明を実施するための最良の形態】
【0015】
続いて、添付した図面を参照しつつ、本発明を具体化した実施するための最良の形態について説明し、本発明の理解に供する。
ここに、図1(A)〜(C)はそれぞれ本発明の一実施の形態に係るセラミック基板の説明図、図2(A)〜(D)はそれぞれ同セラミック基板の製造方法の説明図、図3(A)〜(D)はそれぞれ同セラミック基板の他の製造方法の説明図である。
【0016】
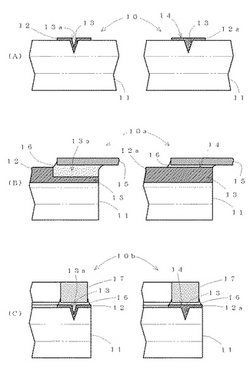
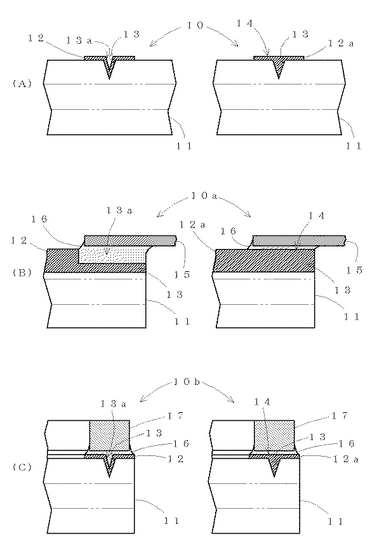
図1(A)に示すように、本発明の一実施の形態に係るセラミック基板10は、例えば、セラミック基板10を、複数層からなるAl2O3や、AlN等からなるセラミック基材11に伝送線路のような信号線用のWや、Mo等の高融点金属からなるメタライズ層12を有する配線基板等として用いる場合には、高周波の信号を低損失な伝送特性を発現させることができるように幅狭のメタライズ層12とした伝送線路がセラミック基材11に設けられている。このセラミック基板10は、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0017】
図1(B)に示すように、本発明の一実施の形態に係る変形例のセラミック基板10aは、例えば、複数層からなるAl2O3や、AlN等からなるセラミック基材11に伝送線路のような信号線用のWや、Mo等の高融点金属からなるメタライズ層12が設けられている。そして、セラミック基板10aは、メタライズ層12の端部にセラミック基材11と比較的熱膨張係数が近似するKVや、42アロイ等の金属製のリード端子15をAg−Cuろう等のろう材16でろう付け接合して設けたりする配線基板等として用いられている。このセラミック基板10aは、セラミック基板10と同様に、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。そして、このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0018】
図1(C)に示すように、本発明の一実施の形態に係る他の変形例のセラミック基板10bは、例えば、半導体素子等の電子部品を搭載して電子部品を中空状態で気密に封止するために、複数層からなるAl2O3や、AlN等からなるセラミック基材11の表面外周部にWや、Mo等の高融点金属からなるメタライズ層12が設けられている。そして、セラミック基板10bは、メタライズ層12にセラミック基材11と比較的熱膨張係数が近似するKVや、42アロイ等の金属製のシールリング17をAg−Cuろう等のろう材16を介してろう付け接合して設けたりするパッケージ等として用いられている。このセラミック基板10bは、セラミック基板10、10aと同様に、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。更に、このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0019】
なお、セラミック基板10、10a、10bのセラミック基材11に形成される凹部13の形状は、断面視して、V字型、U字型、角型、半円型、半楕円型等の何れの形状であってもよい。また、凹部13の形状は、平面視して、メタライズ層12、12aの形状の長さ方向及び/又は幅方向に連続や、不連続な線状に形成されているものであってよい。あるいは、凹部13の平面視した形状は、点状に独立した1又は複数個の穴が形成されているものであってもよく、特に形状が限定されるものではない。このセラミック基板10、10a、10bのセラミック基材11の凹部13に設けられるメタライズ層12、12aは、セラミック基材11との接合面積を増加させることができると共に、凹部13の楔によるアンカー効果も発生するので、セラミック基材11との接合強度を増加させることができる。特に、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12の場合には、リード端子15や、シールリング17をろう材16を介してろう付け接合する時のろう材溜まりを凹部13aに多く形成できるので、ろう付け強度も向上させることができる。
【0020】
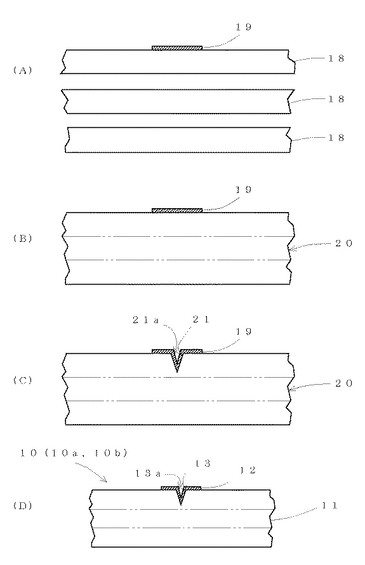
次いで、図2(A)〜(D)を参照しながら、本発明の一実施の形態に係るセラミック基板10、10a、10b(以下代表して10と記す)の製造方法を説明する。図2(A)に示すように、セラミック基板10を製造するためには、セラミック材がAl2O3や、AlN等からなり、特に材料が限定されものではなく、それぞれの目的に応じて選定されるセラミック材からなる複数枚(図2では3枚)のセラミックグリーンシート18を準備している。このセラミックグリーンシート18が例えばAl2O3からなる場合の製造方法は、先ず、酸化アルミニウム粉末にマグネシア、シリカ、カルシア等の焼結助剤を適当量加えた粉末に、ジオクチフタレート等の可塑剤と、アクリル樹脂等のバインダー、及びトルエン、キシレン、アルコール類等の溶剤を加え、十分に混練して脱泡し、粘度2000〜40000cpsのスラリーを作製し、ドクターブレード法等によって焼成後所望の厚み、例えば、0.12mmになるようにシート状に乾燥させた後、所望の大きさの矩形状に切断してセラミックグリーンシート18を作製している。それぞれのセラミックグリーンシート18には、必要に応じて上下層を電気的に導通状態とするためのビア用等の貫通孔(図示せず)を穿設している。そして、それぞれのセラミックグリーンシート18には、Wや、Mo等の高融点金属からなるメタライズペーストを用いて、例えばビア用等の貫通孔のメタライズ充填や、最上面及び/又は最下面となるメタライズ層12用のメタライズ印刷層19形成と、層間等に設けるメタライズ層(図示せず)形成のためのスクリーン印刷を行っている。
【0021】
次に、図2(B)に示すように、メタライズ印刷層19等が形成されたそれぞれのセラミックグリーンシート18は、複数枚を重ね合わせて加熱圧着する積層によって一体化されることで、積層体20を形成している。次に、図2(C)に示すように、積層体20の上面及び/又は下面(図2(C)では上面のみ図示。)の所望のメタライズ印刷層19の部位には、メタライズ印刷層19の表面から押圧体で押圧して積層体20と、メタライズ印刷層19のそれぞれに、メタライズ印刷層19のパターン大きさより小さいパターン大きさからなる凹部21、21aを形成している。次に、図2(D)に示すように、積層体20は、メタライズ印刷層19とセラミックグリーンシート18を還元雰囲気で同時焼成してセラミック基材11にメタライズ層12を設け、セラミック基材11に凹部13と、メタライズ層12に凹部13aを有するセラミック基板10を作製している。
【0022】
ここで、セラミック基材11の凹部13の上面に平坦部14を有するようなメタライズ層12aを有するセラミック基板10の製造方法は、積層体20及びメタライズ印刷層19にそれぞれ凹部21、21aを形成した後、メタライズ印刷層19の凹部21aの中が充填されるようにメタライズペーストを用いてスクリーン印刷を行ってメタライズ印刷層19の上面を平坦としている。なお、平坦部14となる部位の平坦性を向上させるためには、メタライズ印刷層19の凹部21aの中が充填されるようにメタライズペーストを用いてスクリーン印刷を行った後に、平坦性の高い平板の金属板でプレス成形を行ってもよい。
【0023】
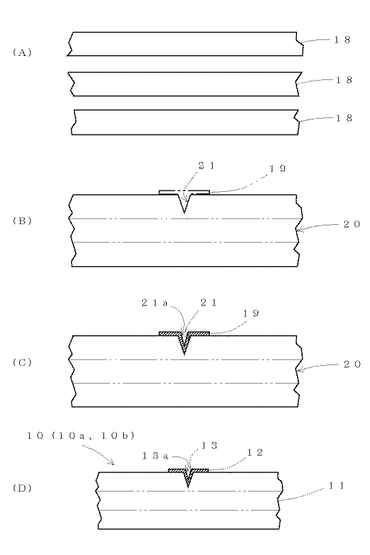
次いで、図3(A)〜(D)を参照しながら、本発明の一実施の形態に係るセラミック基板10、10a、10b(以下代表して10と記す)の他の製造方法を説明する。図3(A)に示すように、セラミック基板10を製造するためには、セラミック材がAl2O3や、AlN等からなり、特に材料が限定されものではなく、それぞれの目的に応じて選定されるセラミック材からなる上述の製造方法に用いたのと同様の複数枚(図3では3枚)のセラミックグリーンシート18を準備している。それぞれのセラミックグリーンシート18には、必要に応じて、上下層を電気的に導通状態とするためのビア用等の貫通孔(図示せず)を穿設している。そして、それぞれのセラミックグリーンシート18には、Wや、Mo等の高融点金属からなるメタライズペーストを用いて、例えばビア用等の貫通孔のメタライズ充填や、最上面及び/又は最下面となるメタライズ層12用のメタライズ印刷層19形成以外の層間等に設けるメタライズ層(図示せず)形成のためのスクリーン印刷を行っている。
【0024】
次に、図3(B)に示すように、それぞれのセラミックグリーンシート18は、複数枚を重ね合わせて加熱圧着する積層によって一体化されることで、積層体20を形成している。そして、この積層体20の上面及び/又は下面(図3(B)では上面のみ図示。)のメタライズ層12形成のためのメタライズ印刷層19が形成される部位には、メタライズ印刷層19のパターン大きさより小さくなる凹部21を積層体20の表面から押圧体で押圧して形成している。次に、図3(C)に示すように、積層体20の最上面及び/又は最下面には、メタライズ層12用のメタライズ印刷層19をメタライズペーストを用いてスクリーン印刷を行って、凹部21の大きさより大きいパターンで包含し、且つ積層体20及び凹部21の上面に倣うように追随する凹部21aを含めて形成している。なお、セラミック基材11の凹部13の上面に平坦部14を有するようなメタライズ層12aを有するセラミック基板10を製造する場合には、積層体20の凹部21の中にメタライズペーストが充填されるようにしてスクリーン印刷でメタライズ印刷層19の上面を平坦面となるようにしている。また、平坦部14となる部位の平坦性を更に向上させるためには、メタライズ印刷層19が形成された積層体20の上面から平坦性の高い平板の金属板でプレス成形を行ってもよい。次に、図3(D)に示すように、積層体20は、メタライズ印刷層19とセラミックグリーンシート18を還元雰囲気で同時焼成してセラミック基材11にメタライズ層12を設けるセラミック基板10を作製している。
【0025】
積層体20及びメタライズ印刷層19や、積層体20のみの上面から凹部21、21aを形成するには、先細り、例えば、剣先状切刃や、鈍角や丸み等がある先端を有する板状の押圧体で押圧して形成するのがよい。押圧体が先細りの先端の板状からなる場合には、細長い形状や、鋭角な壁面形状の凹部21、21aを形成する時に先細りの先端で容易に形成することができる。あるいは、積層体20及びメタライズ印刷層19や、積層体20のみの上面から凹部21、21aを形成するには、丸ピンや、角ピンからなり平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するのがよい。押圧体がピン状からなる場合には、比較的広いエリアを有する形状のメタライズ層12、12aに凹部21、21aを形成する時に複数個を設けたりして容易に形成することができる。
【産業上の利用可能性】
【0026】
本発明のセラミック基板や、本発明のセラミック基板の製造方法で作製されたセラミック基板は、高周波の信号を伝送損失を小さくして伝搬させることができる微細配線を有する伝送基板や、小型で、高信頼性が要求される、例えば、携帯電話や、ノートブック型のパソコン等の電子装置に用いられる水晶振動子や、半導体素子等の電子部品素子を実装できる微細配線を有するパッケージ等として、小型で、高信頼性が発揮できる電子装置に組み込まれて用いることができる。
【図面の簡単な説明】
【0027】
【図1】(A)〜(C)はそれぞれ本発明の一実施の形態に係るセラミック基板の説明図である。
【図2】(A)〜(D)はそれぞれ同セラミック基板の製造方法の説明図である。
【図3】(A)〜(D)はそれぞれ同セラミック基板の他の製造方法の説明図である。
【図4】(A)〜(C)はそれぞれ従来のセラミック基板の説明図である。
【符号の説明】
【0028】
10、10a、10b:セラミック基板、11:セラミック基材、12、12a:メタライズ層、13、13a:凹部、14:平坦部、15:リード端子、16:ろう材、17:シールリング、18:セラミックグリーンシート、19:メタライズ印刷層、20:積層体、21、21a:凹部
【技術分野】
【0001】
本発明は、セラミック基材にメタライズ層を設けたり、メタライズ層に金属製のリード端子を接合して設けたりする配線基板や、半導体素子等の電子部品を気密に封止するのにメタライズ層に金属製のシールリングを接合して設けたりするパッケージ等のメタライズ層の微細配線要求に呼応するためのセラミック基材にメタライズ層を設けるセラミック基板及びその製造方法に関する。
【背景技術】
【0002】
近年、信号線用や、ろう付け接合用等の回路配線が施された配線基板や、パッケージは、電子装置の小型化、高信頼性化等の要求に伴い、ますます配線パターンの微細配線化への対応が迫られている。これに対応するために、従来より、配線基板や、パッケージには、電気的特性や、気密信頼性の高いセラミック基材に微細配線化されたメタライズ層を設けたセラミック基板が多く用いられている。図4(A)に示すように、従来のセラミック基板50には、例えば伝送線路用の配線基板として用いる場合に、高周波の信号を通すためのメタライズ層51からなる信号線路が低損失な伝送特性を発現させるために、セラミック基材52上で信号線路の幅aを小さく制限することがスクリーン印刷時に行われている。また、図4(B)に示すように、従来の他のセラミック基板50aには、例えば伝送線路や、回路配線等の配線基板として用いる場合に、セラミック基材52の上面に設けたメタライズ層51である伝送線路や、回路配線に伝播する制御信号を容易に取り出すために、メタライズ層51の上面にNiめっき被膜等を施した後、セラミック基材52端部のメタライズ層51に、KV(Fe−Ni−Co系合金、商品名「Kovar(コバール)」)や、42アロイ(Fe−Ni系合金)等の金属製のリード端子53をろう付け接合することが行われている。更には、図4(C)に示すように、従来の更に他のセラミック基板50bには、半導体素子収納用パッケージとして用いる場合に、セラミック基材52端部の外周辺の枠体等に設けるメタライズ層51の上面にNiめっき被膜等を施した後、KVや、42アロイ等の金属製のシールリング54をろう付け接合することが行われている。
【0003】
これらのセラミック基板50、50a、50bを製造するためには、アルミナ(Al2O3)や、窒化アルミニウム(AlN)等からなる複数枚のセラミックグリーンシートのそれぞれに、上下層を電気的に導通状態とするためのビア用等の貫通孔を穿設している。そして、それぞれのセラミックグリーンシートには、タングステン(W)や、モリブデン(Mo)等の高融点金属からなるメタライズペーストを用いてスクリーン印刷を行ってメタライズ印刷層を形成している。メタライズ印刷層が形成された複数枚のセラミックグリーンシートは、重ね合わせて加熱圧着する積層によって積層体を形成し、メタライズ印刷層とセラミックグリーンシートを還元雰囲気で同時焼成してセラミック基材にメタライズ層を設けるセラミック基板を作製している。
【0004】
しかしながら、従来のセラミック基板及びその製造方法は、装置の小型化や、高信頼性の要求に伴うメタライズ層の微細配線化による信号線路の幅が小さくなったり、リード端子やシールリングを接合するためのメタライズ層である信号線路の幅が小さくなったりすることで、セラミック基材とメタライズ層との接合面積が小さくなり、接着強度の低下が発生している。また、メタライズ層にリード端子やシールリングを接合する場合には、ろう付け接合時のろう材の熱応力でメタライズ層がセラミック基材から剥離するような問題が発生している。そこで、従来のセラミック基板の一例である半導体素子収納用パッケージには、メタライズ層をセラミック基材の側面にまで設けて、セラミック基材とメタライズ層との接着強度を向上させようとしたものが提案されている(例えば、特許文献1参照)。また、従来のセラミック基板の一例である半導体素子収納用パッケージには、メタライズ層の厚みを25μm以上の厚いものにしてメタライズ層の熱応力を緩和させ、メタライズ層がセラミック基材から剥離するのを防止させようとしたものが提案されている(例えば、特許文献2参照)。
【0005】
【特許文献1】特開平8−115990号公報
【特許文献2】特開平5−166958号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前述したような従来のセラミック基板及びその製造方法は、未だ解決すべき次のような問題がある。
(1)セラミック基板は、装置の小型化や、信号の高周波化による信号線路の低損失な伝送特性の要求により、セラミック基材に形成されるメタライズ層の微細配線化が進んでますます配線幅が小さくなっているので、セラミック基材に形成されるメタライズ層の接合面積がますます小さくなり、セラミック基材とメタライズ層の接合強度が小さくなっている。また、セラミック基材に形成されるメタライズ層の大きさは、配線幅が小さくなることでそこに接合されるリード端子やシールリングとの接合時の熱応力をセラミック基材とメタライズ層の接合部において支えることができなくなっている。
(2)セラミック基板は、セラミック基材の側面にもメタライズ層を設けることで、セラミック基材とメタライズ層の接合面積を増加させることができるものの、セラミック基材の側面にメタライズ層を設けることが難しく、セラミック基板のコストアップとなっている。
(3)セラミック基板は、セラミック基材に設けるメタライズ層の厚みを厚くすることで、そこに接合されるリード端子やシールリングとの接合部の熱応力を緩和させることができるものの、セラミック基材とメタライズ層の接合面積を増加させることとはならないので、装置の小型化や、配線の微細化に伴う配線幅の狭小化のためのセラミック基材とメタライズ層の接合強度の低下を防止することができない。
本発明は、かかる事情に鑑みてなされたものであって、セラミック基板に設けられるメタライズ層が微細配線化されてもセラミック基材とメタライズ層の接合強度の高いセラミック基板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的に沿う本発明に係るセラミック基板は、複数層からなるセラミック基材の上面及び/又は下面に高融点金属からなるメタライズ層を有するセラミック基板において、セラミック基材の上面及び/又は下面に凹部を有し、凹部におけるメタライズ層がセラミック基材の凹部に追随、又は凹部を埋設するようにして設けられている。
【0008】
前記目的に沿う本発明に係るセラミック基板の製造方法は、複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、セラミックグリーンシートにメタライズ層形成のためのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、セラミックグリーンシートを積層して積層体を形成する工程と、積層体の上面及び/又は下面のメタライズ印刷層にメタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部をメタライズ印刷層の上から押圧してメタライズ印刷層及び積層体に形成する工程を有する。
【0009】
前記目的に沿う本発明に係るセラミック基板の製造方法は、複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、セラミックグリーンシートを積層して積層体を形成した後に、積層体の上面及び/又は下面のメタライズ層形成のためのメタライズ印刷層が形成される部位にメタライズ印刷層のパターン大きさより小さくなる凹部を積層体の上から押圧して形成する工程と、凹部を包含するパターン大きさのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で積層体に形成する工程を有する。
【0010】
ここで、セラミック基板の製造方法は、凹部を先細りの先端を有する板状の押圧体で押圧して形成するのがよい。
また、セラミック基板の製造方法は、凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するのがよい。
【発明の効果】
【0011】
請求項1記載のセラミック基板は、セラミック基材の上面及び/又は下面に凹部を有し、凹部におけるメタライズ層がセラミック基材の凹部に追随、又は凹部を埋設するようにして設けられているので、微細配線化されたメタライズ層であっても、セラミック基材とメタライズ層の接合面積を大きくすることができると共に、凹部がメタライズ層のアンカー効果となってセラミック基材とメタライズ層の接合強度を向上させることができる。
【0012】
請求項2又はこれに従属する請求項4又は5のいずれか一項記載のセラミック基板の製造方法は、セラミックグリーンシートにメタライズ層形成のためのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、セラミックグリーンシートを積層して積層体を形成する工程と、積層体の上面及び/又は下面のメタライズ印刷層にメタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部をメタライズ印刷層の上から押圧してメタライズ印刷層及び積層体に形成する工程を有するので、微細配線化されるメタライズ印刷層であっても、セラミックグリーンシートの積層体及びこの上に形成されたメタライズ印刷層に凹部を確実に形成でき、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【0013】
請求項3又はこれに従属する請求項4又は5のいずれか一項記載のセラミック基板の製造方法は、セラミックグリーンシートを積層して積層体を形成した後に、積層体の上面及び/又は下面のメタライズ層形成のためのメタライズ印刷層が形成される部位にメタライズ印刷層のパターン大きさより小さくなる凹部を積層体の上から押圧して形成する工程と、凹部を包含するパターン大きさのメタライズ印刷層を高融点金属のメタライズペーストを用いてスクリーン印刷で積層体に形成する工程を有するので、セラミックグリーンシートの積層体に凹部を確実に形成でき、この凹部内に微細配線化されたメタライズ印刷層を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【0014】
特に、請求項4記載のセラミック基板の製造方法は、凹部を先細りの先端を有する板状の押圧体で押圧して形成するので、所望の形状の、例えば先端が鋭利や、先端に丸みのある突出する切刃等の板状の押圧体を所望の位置に当接して押圧することで、微細配線化されたメタライズ印刷層であっても、容易に長さ方向に連続する凹部を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
また、特に、請求項5記載のセラミック基板の製造方法は、凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するので、先端が所望の形状としたピン等の押圧体を所望の位置に当接して押圧することで、微細配線化されたメタライズ印刷層であっても、容易に所望の形状の凹部を形成することができ、セラミック基材とメタライズ層の接合面積を大きくすることができることでセラミック基材とメタライズ層の接合強度を向上させることができる製造方法を提供することができる。
【発明を実施するための最良の形態】
【0015】
続いて、添付した図面を参照しつつ、本発明を具体化した実施するための最良の形態について説明し、本発明の理解に供する。
ここに、図1(A)〜(C)はそれぞれ本発明の一実施の形態に係るセラミック基板の説明図、図2(A)〜(D)はそれぞれ同セラミック基板の製造方法の説明図、図3(A)〜(D)はそれぞれ同セラミック基板の他の製造方法の説明図である。
【0016】
図1(A)に示すように、本発明の一実施の形態に係るセラミック基板10は、例えば、セラミック基板10を、複数層からなるAl2O3や、AlN等からなるセラミック基材11に伝送線路のような信号線用のWや、Mo等の高融点金属からなるメタライズ層12を有する配線基板等として用いる場合には、高周波の信号を低損失な伝送特性を発現させることができるように幅狭のメタライズ層12とした伝送線路がセラミック基材11に設けられている。このセラミック基板10は、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0017】
図1(B)に示すように、本発明の一実施の形態に係る変形例のセラミック基板10aは、例えば、複数層からなるAl2O3や、AlN等からなるセラミック基材11に伝送線路のような信号線用のWや、Mo等の高融点金属からなるメタライズ層12が設けられている。そして、セラミック基板10aは、メタライズ層12の端部にセラミック基材11と比較的熱膨張係数が近似するKVや、42アロイ等の金属製のリード端子15をAg−Cuろう等のろう材16でろう付け接合して設けたりする配線基板等として用いられている。このセラミック基板10aは、セラミック基板10と同様に、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。そして、このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0018】
図1(C)に示すように、本発明の一実施の形態に係る他の変形例のセラミック基板10bは、例えば、半導体素子等の電子部品を搭載して電子部品を中空状態で気密に封止するために、複数層からなるAl2O3や、AlN等からなるセラミック基材11の表面外周部にWや、Mo等の高融点金属からなるメタライズ層12が設けられている。そして、セラミック基板10bは、メタライズ層12にセラミック基材11と比較的熱膨張係数が近似するKVや、42アロイ等の金属製のシールリング17をAg−Cuろう等のろう材16を介してろう付け接合して設けたりするパッケージ等として用いられている。このセラミック基板10bは、セラミック基板10、10aと同様に、メタライズ層12が形成されている所望の部位のセラミック基材11に凹部13を有している。更に、このセラミック基材11の凹部13には、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12が設けられている。あるいは、セラミック基材11の凹部13には、セラミック基材11の凹部13の中が充填されるように埋設されて上面に平坦部14を有するメタライズ層12aが設けられている。
【0019】
なお、セラミック基板10、10a、10bのセラミック基材11に形成される凹部13の形状は、断面視して、V字型、U字型、角型、半円型、半楕円型等の何れの形状であってもよい。また、凹部13の形状は、平面視して、メタライズ層12、12aの形状の長さ方向及び/又は幅方向に連続や、不連続な線状に形成されているものであってよい。あるいは、凹部13の平面視した形状は、点状に独立した1又は複数個の穴が形成されているものであってもよく、特に形状が限定されるものではない。このセラミック基板10、10a、10bのセラミック基材11の凹部13に設けられるメタライズ層12、12aは、セラミック基材11との接合面積を増加させることができると共に、凹部13の楔によるアンカー効果も発生するので、セラミック基材11との接合強度を増加させることができる。特に、セラミック基材11の凹部13の形状に倣うように追随して凹部13aを有するメタライズ層12の場合には、リード端子15や、シールリング17をろう材16を介してろう付け接合する時のろう材溜まりを凹部13aに多く形成できるので、ろう付け強度も向上させることができる。
【0020】
次いで、図2(A)〜(D)を参照しながら、本発明の一実施の形態に係るセラミック基板10、10a、10b(以下代表して10と記す)の製造方法を説明する。図2(A)に示すように、セラミック基板10を製造するためには、セラミック材がAl2O3や、AlN等からなり、特に材料が限定されものではなく、それぞれの目的に応じて選定されるセラミック材からなる複数枚(図2では3枚)のセラミックグリーンシート18を準備している。このセラミックグリーンシート18が例えばAl2O3からなる場合の製造方法は、先ず、酸化アルミニウム粉末にマグネシア、シリカ、カルシア等の焼結助剤を適当量加えた粉末に、ジオクチフタレート等の可塑剤と、アクリル樹脂等のバインダー、及びトルエン、キシレン、アルコール類等の溶剤を加え、十分に混練して脱泡し、粘度2000〜40000cpsのスラリーを作製し、ドクターブレード法等によって焼成後所望の厚み、例えば、0.12mmになるようにシート状に乾燥させた後、所望の大きさの矩形状に切断してセラミックグリーンシート18を作製している。それぞれのセラミックグリーンシート18には、必要に応じて上下層を電気的に導通状態とするためのビア用等の貫通孔(図示せず)を穿設している。そして、それぞれのセラミックグリーンシート18には、Wや、Mo等の高融点金属からなるメタライズペーストを用いて、例えばビア用等の貫通孔のメタライズ充填や、最上面及び/又は最下面となるメタライズ層12用のメタライズ印刷層19形成と、層間等に設けるメタライズ層(図示せず)形成のためのスクリーン印刷を行っている。
【0021】
次に、図2(B)に示すように、メタライズ印刷層19等が形成されたそれぞれのセラミックグリーンシート18は、複数枚を重ね合わせて加熱圧着する積層によって一体化されることで、積層体20を形成している。次に、図2(C)に示すように、積層体20の上面及び/又は下面(図2(C)では上面のみ図示。)の所望のメタライズ印刷層19の部位には、メタライズ印刷層19の表面から押圧体で押圧して積層体20と、メタライズ印刷層19のそれぞれに、メタライズ印刷層19のパターン大きさより小さいパターン大きさからなる凹部21、21aを形成している。次に、図2(D)に示すように、積層体20は、メタライズ印刷層19とセラミックグリーンシート18を還元雰囲気で同時焼成してセラミック基材11にメタライズ層12を設け、セラミック基材11に凹部13と、メタライズ層12に凹部13aを有するセラミック基板10を作製している。
【0022】
ここで、セラミック基材11の凹部13の上面に平坦部14を有するようなメタライズ層12aを有するセラミック基板10の製造方法は、積層体20及びメタライズ印刷層19にそれぞれ凹部21、21aを形成した後、メタライズ印刷層19の凹部21aの中が充填されるようにメタライズペーストを用いてスクリーン印刷を行ってメタライズ印刷層19の上面を平坦としている。なお、平坦部14となる部位の平坦性を向上させるためには、メタライズ印刷層19の凹部21aの中が充填されるようにメタライズペーストを用いてスクリーン印刷を行った後に、平坦性の高い平板の金属板でプレス成形を行ってもよい。
【0023】
次いで、図3(A)〜(D)を参照しながら、本発明の一実施の形態に係るセラミック基板10、10a、10b(以下代表して10と記す)の他の製造方法を説明する。図3(A)に示すように、セラミック基板10を製造するためには、セラミック材がAl2O3や、AlN等からなり、特に材料が限定されものではなく、それぞれの目的に応じて選定されるセラミック材からなる上述の製造方法に用いたのと同様の複数枚(図3では3枚)のセラミックグリーンシート18を準備している。それぞれのセラミックグリーンシート18には、必要に応じて、上下層を電気的に導通状態とするためのビア用等の貫通孔(図示せず)を穿設している。そして、それぞれのセラミックグリーンシート18には、Wや、Mo等の高融点金属からなるメタライズペーストを用いて、例えばビア用等の貫通孔のメタライズ充填や、最上面及び/又は最下面となるメタライズ層12用のメタライズ印刷層19形成以外の層間等に設けるメタライズ層(図示せず)形成のためのスクリーン印刷を行っている。
【0024】
次に、図3(B)に示すように、それぞれのセラミックグリーンシート18は、複数枚を重ね合わせて加熱圧着する積層によって一体化されることで、積層体20を形成している。そして、この積層体20の上面及び/又は下面(図3(B)では上面のみ図示。)のメタライズ層12形成のためのメタライズ印刷層19が形成される部位には、メタライズ印刷層19のパターン大きさより小さくなる凹部21を積層体20の表面から押圧体で押圧して形成している。次に、図3(C)に示すように、積層体20の最上面及び/又は最下面には、メタライズ層12用のメタライズ印刷層19をメタライズペーストを用いてスクリーン印刷を行って、凹部21の大きさより大きいパターンで包含し、且つ積層体20及び凹部21の上面に倣うように追随する凹部21aを含めて形成している。なお、セラミック基材11の凹部13の上面に平坦部14を有するようなメタライズ層12aを有するセラミック基板10を製造する場合には、積層体20の凹部21の中にメタライズペーストが充填されるようにしてスクリーン印刷でメタライズ印刷層19の上面を平坦面となるようにしている。また、平坦部14となる部位の平坦性を更に向上させるためには、メタライズ印刷層19が形成された積層体20の上面から平坦性の高い平板の金属板でプレス成形を行ってもよい。次に、図3(D)に示すように、積層体20は、メタライズ印刷層19とセラミックグリーンシート18を還元雰囲気で同時焼成してセラミック基材11にメタライズ層12を設けるセラミック基板10を作製している。
【0025】
積層体20及びメタライズ印刷層19や、積層体20のみの上面から凹部21、21aを形成するには、先細り、例えば、剣先状切刃や、鈍角や丸み等がある先端を有する板状の押圧体で押圧して形成するのがよい。押圧体が先細りの先端の板状からなる場合には、細長い形状や、鋭角な壁面形状の凹部21、21aを形成する時に先細りの先端で容易に形成することができる。あるいは、積層体20及びメタライズ印刷層19や、積層体20のみの上面から凹部21、21aを形成するには、丸ピンや、角ピンからなり平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成するのがよい。押圧体がピン状からなる場合には、比較的広いエリアを有する形状のメタライズ層12、12aに凹部21、21aを形成する時に複数個を設けたりして容易に形成することができる。
【産業上の利用可能性】
【0026】
本発明のセラミック基板や、本発明のセラミック基板の製造方法で作製されたセラミック基板は、高周波の信号を伝送損失を小さくして伝搬させることができる微細配線を有する伝送基板や、小型で、高信頼性が要求される、例えば、携帯電話や、ノートブック型のパソコン等の電子装置に用いられる水晶振動子や、半導体素子等の電子部品素子を実装できる微細配線を有するパッケージ等として、小型で、高信頼性が発揮できる電子装置に組み込まれて用いることができる。
【図面の簡単な説明】
【0027】
【図1】(A)〜(C)はそれぞれ本発明の一実施の形態に係るセラミック基板の説明図である。
【図2】(A)〜(D)はそれぞれ同セラミック基板の製造方法の説明図である。
【図3】(A)〜(D)はそれぞれ同セラミック基板の他の製造方法の説明図である。
【図4】(A)〜(C)はそれぞれ従来のセラミック基板の説明図である。
【符号の説明】
【0028】
10、10a、10b:セラミック基板、11:セラミック基材、12、12a:メタライズ層、13、13a:凹部、14:平坦部、15:リード端子、16:ろう材、17:シールリング、18:セラミックグリーンシート、19:メタライズ印刷層、20:積層体、21、21a:凹部
【特許請求の範囲】
【請求項1】
複数層からなるセラミック基材の上面及び/又は下面に高融点金属からなるメタライズ層を有するセラミック基板において、
前記セラミック基材の上面及び/又は下面に凹部を有し、該凹部における前記メタライズ層が前記セラミック基材の前記凹部に追随、又は該凹部を埋設するようにして設けられていることを特徴とするセラミック基板。
【請求項2】
複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、
前記セラミックグリーンシートに前記メタライズ層形成のためのメタライズ印刷層を前記高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、前記セラミックグリーンシートを積層して積層体を形成する工程と、
前記積層体の上面及び/又は下面の前記メタライズ印刷層に該メタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部を前記メタライズ印刷層の上から押圧して該メタライズ印刷層及び前記積層体に形成する工程を有することを特徴とするセラミック基板の製造方法。
【請求項3】
複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、
前記セラミックグリーンシートを積層して積層体を形成した後に、該積層体の上面及び/又は下面の前記メタライズ層形成のためのメタライズ印刷層が形成される部位に該メタライズ印刷層のパターン大きさより小さくなる凹部を前記積層体の上から押圧して形成する工程と、
前記凹部を包含するパターン大きさの前記メタライズ印刷層を前記高融点金属のメタライズペーストを用いてスクリーン印刷で前記積層体に形成する工程を有することを特徴とするセラミック基板の製造方法。
【請求項4】
請求項2又は3記載のセラミック基板の製造方法において、前記凹部を先細りの先端を有する板状の押圧体で押圧して形成することを特徴とするセラミック基板の製造方法。
【請求項5】
請求項2又は3記載のセラミック基板の製造方法において、前記凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成することを特徴とするセラミック基板の製造方法。
【請求項1】
複数層からなるセラミック基材の上面及び/又は下面に高融点金属からなるメタライズ層を有するセラミック基板において、
前記セラミック基材の上面及び/又は下面に凹部を有し、該凹部における前記メタライズ層が前記セラミック基材の前記凹部に追随、又は該凹部を埋設するようにして設けられていることを特徴とするセラミック基板。
【請求項2】
複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、
前記セラミックグリーンシートに前記メタライズ層形成のためのメタライズ印刷層を前記高融点金属のメタライズペーストを用いてスクリーン印刷で形成した後に、前記セラミックグリーンシートを積層して積層体を形成する工程と、
前記積層体の上面及び/又は下面の前記メタライズ印刷層に該メタライズ印刷層のパターン大きさより小さいパターン大きさからなる凹部を前記メタライズ印刷層の上から押圧して該メタライズ印刷層及び前記積層体に形成する工程を有することを特徴とするセラミック基板の製造方法。
【請求項3】
複数枚のセラミックグリーンシートを積層し、焼成してセラミック基材に高融点金属からなるメタライズ層を設けるセラミック基板の製造方法において、
前記セラミックグリーンシートを積層して積層体を形成した後に、該積層体の上面及び/又は下面の前記メタライズ層形成のためのメタライズ印刷層が形成される部位に該メタライズ印刷層のパターン大きさより小さくなる凹部を前記積層体の上から押圧して形成する工程と、
前記凹部を包含するパターン大きさの前記メタライズ印刷層を前記高融点金属のメタライズペーストを用いてスクリーン印刷で前記積層体に形成する工程を有することを特徴とするセラミック基板の製造方法。
【請求項4】
請求項2又は3記載のセラミック基板の製造方法において、前記凹部を先細りの先端を有する板状の押圧体で押圧して形成することを特徴とするセラミック基板の製造方法。
【請求項5】
請求項2又は3記載のセラミック基板の製造方法において、前記凹部を平面及び/又は曲面の先端を有するピン状の押圧体で押圧して形成することを特徴とするセラミック基板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−237142(P2006−237142A)
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願番号】特願2005−47347(P2005−47347)
【出願日】平成17年2月23日(2005.2.23)
【出願人】(391039896)株式会社住友金属エレクトロデバイス (276)
【Fターム(参考)】
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願日】平成17年2月23日(2005.2.23)
【出願人】(391039896)株式会社住友金属エレクトロデバイス (276)
【Fターム(参考)】
[ Back to top ]