
セラミック複合体および耐熱合金加工用切削工具
【課題】 高硬度と高靭性とを両立できるセラミック複合体を提供する。
【解決手段】平均粒径3μm以下のジルコニアを5〜30wt%、平均粒径2μm以下の窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下のアルミナからなるとともに、前記ジルコニアの20%以上が単斜晶ジルコニアであって、単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7の範囲であり且つ(122)面の配向係数が0.75〜1.5の範囲であるセラミック複合体。
【解決手段】平均粒径3μm以下のジルコニアを5〜30wt%、平均粒径2μm以下の窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下のアルミナからなるとともに、前記ジルコニアの20%以上が単斜晶ジルコニアであって、単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7の範囲であり且つ(122)面の配向係数が0.75〜1.5の範囲であるセラミック複合体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Al2O3、ZrO2、Si3N4からなるセラミック複合体に関する。
【背景技術】
【0002】
従来より、酸化アルミニウム(Al2O3)や窒化珪素(Si3N4)、酸化ジルコニウム(ZrO2)等のセラミック材料は、高硬度および高強度を有することから耐摩材、構造材または、金属、耐熱合金等の切削加工に用いる切削工具など、様々な用途で用いられており、その強度や硬度の改善が研究されている。
【0003】
例えば、特許文献1、2、3では、Al2O3−ZrO2系セラミックスのZrO2の単斜晶、正方晶の割合を規定することによってセラミックスの強度や硬度を向上させることが記載されている。
【特許文献1】特開平07−97254号公報
【特許文献2】特開平06−24836号公報
【特許文献3】特開平10−194824号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1乃至3に記載されるような従来のAl2O3とZrO2の複合セラミックでは、Al2O3とZrO2との結合が十分ではないため、複合セラミックの高強度化に限界があった。
【0005】
本発明は上記課題を解決するためになされたもので、その目的は、高硬度と高靭性とを兼ね備え、耐摩耗性、耐欠損性に優れたセラミック複合体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は上記課題に対して研究した結果、ジルコニアの成分として含まれている単斜晶ジルコニアの結晶配向を適正化させることによって、前記単斜晶ジルコニアと前記アルミナとの親和性、および、焼結体内の残留応力が適正化され、前記ジルコニアと前記アルミナとの結合がより強固なものとなり、前記複合セラミックの硬度および強度を向上させることができ、優れた耐摩耗性および耐欠損性が得られることを知見した。
【0007】
つまり、本発明のセラミック複合体は、平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であることを特徴とするものである。
【0008】
ここで、前記窒化ケイ素成分の50体積%以上がα型窒化ケイ素であることで、前記セラミック複合体を高硬度化することができ、耐摩耗性を高めることができる点で望ましい。
【0009】
また、本発明の他のセラミック複合体は、平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるような複合材料からなる長尺状の芯材の外周を、窒化ケイ素からなる表皮材にて被覆した繊維状構造からなる複合焼結体であることを特徴としている。
【0010】
かかる構成により、焼結体自体の強度を高めることができるとともに、前記芯材と前記表皮材との界面で、焼結体内で発生したクラックの進展を抑制されるため、セラミック複合体の破壊靱性を向上させることができる。
【0011】
また、前記セラミック複合体を耐熱合金加工用切削工具の母材として用いることによって、耐摩耗性、耐欠損性に優れた長寿命な切削工具が得られる。
【発明の効果】
【0012】
本発明のセラミック複合体は、平均粒径3μm以下のジルコニアを5〜30wt%、平均粒径2μm以下の窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下のアルミナからなるとともに、前記ジルコニアの20%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり、かつ、(122)面の配向係数が0.75〜1.5とすることにより、ジルコニアとアルミナとの結合性を高めることができ、その結果、高硬度と高靭性を兼ね備え、耐摩耗性、耐欠損性に優れたセラミック複合体を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明のセラミック複合体の一実施例であるスローアウェイタイプの耐熱合金加工用切削工具(以下工具と称す)について説明する。
【0014】
本発明の工具は、主面にすくい面、側面に逃げ面を有し、前記すくい面と前記逃げ面との交差稜線部に切刃を設けた略平板状の形状をなしている。
【0015】
ここで、工具の母材として本発明によるセラミック複合体を用いることによって、前記工具の硬度および強度を向上させることができ、耐摩耗性および耐欠損性に優れた工具が得られる。
【0016】
本発明のセラミック複合体は、主に酸化アルミニウム[Al2O3](以下アルミナと称す)と酸化ジルコニウム[ZrO2](以下ジルコニアと称す)および窒化ケイ素[Si3N4]とからなる複合セラミックからなるものである。
【0017】
ここで、本発明によれば、平均粒径3μm以下の前記ジルコニアを5〜30wt%、平均粒径2μm以下の前記窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下の前記アルミナからなるとともに、前記ジルコニアの結晶のうち、20%以上が単斜晶をなす単斜晶ジルコニアである。
【0018】
ジルコニアとアルミナとの結合する強さは、ジルコニアとアルミナとの親和性、残留応力などによって決まるため、ジルコニアの結晶のうちの単斜晶ジルコニアの結晶配向状態を変化させることによって、ジルコニアのアルミナとの親和性や残留応力を適正化させることができ、前記ジルコニアと前記アルミナとの結合がより強固なものとなり、工具の硬度および強度を向上させることができ、耐摩耗性および耐欠損性に優れた工具が得られる。
【0019】
ここで、本発明によれば、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7であり、かつ、(122)面の配向係数Tc(122)が0.75〜1.5であることを特徴としている。
【0020】
つまり、単斜晶ジルコニアにおける(200)面の配向係数Tc(200)が1.0を下回るか、Tc(200)が1.7を超えると、アルミナとジルコニアの界面の結晶の整合性が悪く、硬度、靭性ともに低下する。同様に、単斜晶ジルコニアにおける(122)面の配向係数Tc(122)が0.75を下回るか、Tc(122)が1.5を超えると、アルミナとジルコニアの界面の結晶の整合性が悪く硬度、靭性ともに低下する。
【0021】
ここで、前記単斜晶ジルコニアの配向係数を測定する方法としては、X線回折分析によって強度ピークチャートをとり、該ピークチャートから得られる各結晶配向の強度を下記の式1に代入することでそれぞれ測定することができる。
【0022】
Tc(hkl)={I(hkl)/I0(hkl)}/[Σ{I(hkl)/I0(hkl)}/12]
ただし、(hkl)=(011)、(11−1)、(111)、(021)、(21−1)、(022)、(220)、(122)、(202)、(221)、(131)、(21−3)・・・(式1)
ここで、前記窒化ケイ素の50体積%以上がα型窒化ケイ素(α−Si3N4)であることが、セラミック複合体としての硬度をより高めて、耐摩耗性を向上させることができるため望ましい。
【0023】
このとき、α−Si3N4であることを確認するには、X線回折分析によって得られる強度ピークをJCPDSカードの9−250番と照らし合わせることでα−Si3N4の存在を確認することができる。
【0024】
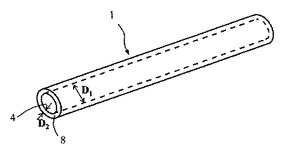
また、本発明の工具は、図1に示すようなセラミック複合繊維体からなる構造をなしていることが、クラックの進展経路の変更を発生しやすくすることができ、その結果、工具1の破壊靱性を向上させることができるため望ましい。
【0025】
詳しくは、図1、図2および図3を用いて説明する。
【0026】
図1によれば、複合繊維体1は長尺状の芯材4の外周を表皮材8にて被覆した繊維状構造からなる。
【0027】
本発明によれば、芯材4がアルミナと、ジルコニア、および窒化ケイ素で構成され、表皮材8が窒化ケイ素を主成分として構成されている。
【0028】
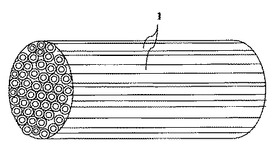
さらに、図1では芯材4が1本、すなわち単体の周囲に表皮材8が被覆された場合のシングル構造について示したが、本発明はこれに限定されるものではなく、図2に示すように、図1の複合繊維体1を複数本収束したマルチフィラメント構造であっても良い。
【0029】
また、複合繊維体1は、図3に示すように、長尺状のものを所定長さとして並列に配列することによってシート状とすることもできる。さらに、該シートを(a)長尺状の複合繊維体1が各層とも同じ方向を向くように積層する方法、(b)長尺状の複合繊維体1が各層間で直交する(交差角90°)ように積層する方法、(c)長尺状の複合繊維体1が各層間で例えば45°等の所定角度となるように交差して積層する方法等によって整列された構造体を作製することができる。各シートの積層方法については、上述したような方法を用途に応じて使い分けすればよい。
【0030】
他方、上述したように複合繊維体1を規則的に配置するのではなく、例えば0.01〜10mmの所定長さに切り揃えた複合繊維体1を、ランダムに絡み合わせた構造体組織とすることもでき、かかる構造体によれば硬度や靭性等の特性がある方向だけに偏ることなく均一な特性を有する構造体となる。
【0031】
なお、本発明の材料の組織は上記の複合繊維体に限定されるものではない。すなわちアルミナ、ジルコニア、窒化ケイ素場合により焼結助剤が均一に分散した組織であってもよい。すなわち公知の湿式混合または乾式混合、造粒、成型、焼成の各工程を経て作製された均一な組織の焼結体であっても良い。
【0032】
(製造方法)
次に、本発明のセラミック複合体を製造する方法の一例として、本発明の工具の製造方法について説明する。
【0033】
平均粒径0.1〜2μmのアルミナ粉末と、平均粒径0.5〜3μmの単斜晶と正方晶混合のジルコニア粉末と、平均粒径0.2〜2μmの窒化ケイ素粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合し、これにパラフィンワックス、ポリスチレン、ポリエチレン、エチレン−エチルアクリレ−ト、エチレン−ビニルアセテート、ポリブチルメタクリレート、ポリエチレングリコール、ジブチルフタレート等の有機バインダを添加し、プレス成形法、押し出し成形法等の成形法にて所望の形状に成形する。
【0034】
次に、前記成形体を脱バインダ処理した後、望ましくはN2ガス等の非酸化性雰囲気中で、グラファイトヒーターまたはグラファイトセッターを備えた炉を用いて、少なくとも20MPa以上の機械的圧力またはガス圧をかけ1300−1700℃、望ましくは、1500−1700℃の焼成温度で30−120分間保持することによって、ジルコニアのうちの20%以上が単斜晶である、本発明の範囲内の結晶配向を持つセラミック焼結体を得ることができる。
【0035】
また、前記焼成温度の特に望ましい範囲は1500〜1675℃、さらには1525〜1650℃である。
【0036】
また、グラファイトヒーターまたはグラファイトセッターを使用することによって、焼結中のセラミック複合体の周りの雰囲気に一酸化炭素(CO)ガス雰囲気が混入することによって本発明の配意以内の結晶配向を持つセラミック焼結体を効率的に得ることが出来る。
【0037】
さらに、焼成における加圧条件は、20〜40MPaであることが公知のホットプレス設備を用いて焼成できる点で望ましい。また、焼成後は、所望により、1500℃〜1650℃で熱間静水圧プレス(HIP)焼成してもよい。
【0038】
前記方法にて焼結体を作製した後に、所望によりブラシ、弾性砥石、ブラスト等の加工法によって、チャンファーホーニング、Rホーニング等の刃先処理を行う。
【0039】
さらに、得られた焼結体1に対して、CVD法やPVD法等の薄膜形成法により焼結体の表面に周期表第4、5および6族金属の炭化物、窒化物および炭窒化物等の皮膜を形成することも可能である。
【0040】
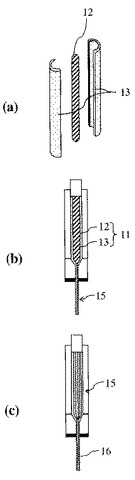
次に、本発明の繊維状構造からなるセラミック複合体を母材として用いた工具の製造方法について、図1乃至4を用いて説明する。
【0041】
まず、平均粒径0.1〜2μmのアルミナ粉末と、平均粒径0.5〜3μmの単斜晶と正方晶混合のジルコニア粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合して、これにパラフィンワックス、ポリスチレン、ポリエチレン、エチレン−エチルアクリレ−ト、エチレン−ビニルアセテート、ポリブチルメタクリレート、ポリエチレングリコール、ジブチルフタレート等の有機バインダを添加、混錬した後、プレス成形、押出成形または鋳込成形等の成形方法により芯材用に円柱形状の成形体12を作製する(工程(a))。
【0042】
一方、平均粒径0.1〜2μmの窒化ケイ素粉末と、平均粒径0.5〜5μmの酸化マグネシウム粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合して、これに前述のバインダ等を添加する。
【0043】
次に、上記混合粉末を混錬して、プレス成形、押出成形または鋳込成形等の公知の成形方法により半割円筒形状の2本の表皮材用成形体13を作製し、この表皮材用成形体13を前記芯材用成形体12の外周を覆うように配置した複合成形体11を作製する(工程(a))。
【0044】
そして、上記複合成形体11を共押出成形することにより芯材12の周囲に表皮材13が被覆され細い径に伸延された複合繊維成形体15を作製する(工程(b))。また、マルチフィラメント構造の複合繊維成形体16を作製するには、上記共押出しした長尺状の複合繊維成形体15を複数本収束して再度共押出し成形すれば良い(工程(c))。
【0045】
さらに、上記伸延された長尺状の複合繊維成形体15、16を所望により円柱や三角柱、四角柱、六角柱等の多角形に成形することもできる。また、長尺状の複合繊維成形体15、16を整列させてシートとなし、該シート同士が平行、直行または45°等の所定の角度をなすように積層させた積層体とすることもできる。また、公知のラピッドプロトタイピング法等の成形方法によって任意の形状に成形することも可能である。さらには、上記整列したシートまたは該シートを断面方向にスライスした複合焼結体シートを従来の超硬合金等の硬質合金焼結体(塊状体)の表面に貼り合わせ、または接合することも可能である。
【0046】
なお、本発明によれば、上記方法以外にも繊維状の芯材用成形体を先に作製し、これを表皮材用のスラリー中にディッピング(浸漬して引き上げ)することによって上述したような複合構造成形体を作製することも可能である。
【0047】
その後、上記焼成方法と同様の条件にて焼結体を作製した。また、上記HIP焼成によって、芯材および表皮材をより緻密化させることができ、切削工具としての耐摩耗性を向上させることができる。
【0048】
また、焼結体に上記方法と同様の条件にて刃先処理を施してもよい。
【0049】
さらに、得られた焼結体1に対して、CVD法やPVD法等の薄膜形成法により焼結体の表面に周期表第4、5および6族金属の炭化物、窒化物および炭窒化物等の皮膜を形成することも可能である。
【0050】
また、本発明のセラミック複合体は、工具についての例を用いて説明したが、特に、ニッケル基合金やコバルト基合金、鉄基合金といった耐熱合金の切削に用いられる耐熱合金加工用切削工具として、優れた性能を発揮する。
【0051】
その他にも、摺動部材、耐摩部品、耐衝撃部材および構造材料等としても優れた性能を発揮する。
【実施例】
【0052】
(実施例1)
表1のNo.3、No.4に示す組成になるように酸化アルミニウム粉末、酸化ジルコニウム粉末、窒化珪素粉末、酸化コバルト粉末、酸化ニッケル粉末、酸化マグネシウム粉末を混合、粉砕し、表1に示す焼成条件にて焼成させ、焼結体を作成した。
【0053】
また比較例として表1のNo.1、No.2に示す組成になるように酸化アルミニウム粉末、酸化ジルコニウム粉末、窒化珪素粉末、酸化コバルト粉末、酸化ニッケル粉末、酸化マグネシウム粉末を混合、粉砕し、表1に示す焼成条件にて焼成させ、焼結体を作成した。
【0054】
そして、この焼結体をRNGN120700タイプの切削工具形状に加工して刃先をC面加工および/またはRホーニング加工を施してスローアウェイタイプの切削工具を作製した。
【0055】
得られたスローアウェイチップについて以下の条件で6分間切削試験を行った。なお、境界摩耗幅を測定し、結果は、表1に示した。
【0056】
<切削条件>
切削方法:旋削
被削材:Inconel718
切削速度:300m/min
切り込み:1.5mm
送り0.25mm/rev
状態:湿式切削
表1、の結果より、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7の範囲外で、かつ、(122)面の配向係数Tc(122)が0.75〜1.5の範囲外である試料No.1、2では、アルミナとジルコニアとの結合が十分ではなかったため、切削時間が6分の段階で既に境界摩耗が0.5mmを超えて、寿命に達してしまった。
【0057】
これに対して、本発明に従い、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7の範囲で、かつ、(122)面の配向係数Tc(122)が0.75〜1.5の範囲である試料No.3、4,5では、十分なアルミナとジルコニアとの結合が得られたため、いずれも良好な切削性能を示した。
【表1】

【0058】
(実施例2)
表1の試料No.5の組成になるように、原料粉末を混合粉砕した後に、この混合粉末に対し有機バインダとしてエチレンエチルアクリレート、エチレンビニルアセテート、メトキシポリエチレングリコールを、総量で50体積部加えて混錬して、円柱形状に押出成形して芯材用成形体を作製した。
【0059】
一方、平均粒径0.3μmのSi3N4粉末と、平均粒径1μmのMgOH粉末と、平均粒径1μmのZrO2粉末とを表1に示す割合で秤量し、これに、上記同様の有機バインダを加えて混練し、半割円筒形状の表皮材用成形体2つを押出成形にて作製し、前記芯材用成形体の外周を覆うように配置して複合成形体を作製した。
【0060】
そして、上記複合成形体を共押出して直径が1mmの伸延された複合繊維成形体を作製した後、この伸延された複合繊維成形体300本を集束して再度共押出成形し、直径が1mmのマルチタイプの複合繊維成形体を作製した。
【0061】
次に、このマルチタイプの複合繊維成形体を長さ3mm毎に切断し、切断された繊維をカーボン製の成形型内にランダムに充填した後、140℃に加熱した状態で成形して複合繊維体を得た。
【0062】
その後、前記成形体に対して表1の試料No.5の焼成条件にて焼成し、複合焼結体を作製した。
【0063】
作製した複合焼結体の断面を観察したところ、芯材の直径は20μm、表皮材の厚みは1μmであり、芯材と表皮材との間に剥離等は見られなかった。
【0064】
そして、この複合焼結体をRNGN120700タイプの切削工具形状に加工してさらに、コーナー部の切刃先端部分に芯材が露出するようにC面加工および/またはRホーニング加工を施すことによってスローアウェイタイプの切削工具を作製した。
【0065】
得られたスローアウェイチップについて実施例1の条件と同様にして6分間切削試験を行った。
【0066】
その結果、境界摩耗幅が0.25mmであり、非常に良好な切削性能を発揮した。
【図面の簡単な説明】
【0067】
【図1】本発明の複合焼結体の一例を示す概略斜視図である。
【図2】本発明の複合焼結体のマルチフィラメント状に組み合わせた例を示す図である。
【図3】図1の複合焼結体の平板状に組み合わせた例を示す図である。
【図4】本発明の複合焼結体の製造方法を説明するための概念図である。
【符号の説明】
【0068】
1 複合焼結体
4 芯材
8 表皮材
11 複合成形体
12 芯材用成形体
13 表皮材用成形体
15 複合繊維成形体(シングル構造)
16 複合繊維成形体(マルチフィラメント構造)
【技術分野】
【0001】
本発明は、Al2O3、ZrO2、Si3N4からなるセラミック複合体に関する。
【背景技術】
【0002】
従来より、酸化アルミニウム(Al2O3)や窒化珪素(Si3N4)、酸化ジルコニウム(ZrO2)等のセラミック材料は、高硬度および高強度を有することから耐摩材、構造材または、金属、耐熱合金等の切削加工に用いる切削工具など、様々な用途で用いられており、その強度や硬度の改善が研究されている。
【0003】
例えば、特許文献1、2、3では、Al2O3−ZrO2系セラミックスのZrO2の単斜晶、正方晶の割合を規定することによってセラミックスの強度や硬度を向上させることが記載されている。
【特許文献1】特開平07−97254号公報
【特許文献2】特開平06−24836号公報
【特許文献3】特開平10−194824号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1乃至3に記載されるような従来のAl2O3とZrO2の複合セラミックでは、Al2O3とZrO2との結合が十分ではないため、複合セラミックの高強度化に限界があった。
【0005】
本発明は上記課題を解決するためになされたもので、その目的は、高硬度と高靭性とを兼ね備え、耐摩耗性、耐欠損性に優れたセラミック複合体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は上記課題に対して研究した結果、ジルコニアの成分として含まれている単斜晶ジルコニアの結晶配向を適正化させることによって、前記単斜晶ジルコニアと前記アルミナとの親和性、および、焼結体内の残留応力が適正化され、前記ジルコニアと前記アルミナとの結合がより強固なものとなり、前記複合セラミックの硬度および強度を向上させることができ、優れた耐摩耗性および耐欠損性が得られることを知見した。
【0007】
つまり、本発明のセラミック複合体は、平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であることを特徴とするものである。
【0008】
ここで、前記窒化ケイ素成分の50体積%以上がα型窒化ケイ素であることで、前記セラミック複合体を高硬度化することができ、耐摩耗性を高めることができる点で望ましい。
【0009】
また、本発明の他のセラミック複合体は、平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるような複合材料からなる長尺状の芯材の外周を、窒化ケイ素からなる表皮材にて被覆した繊維状構造からなる複合焼結体であることを特徴としている。
【0010】
かかる構成により、焼結体自体の強度を高めることができるとともに、前記芯材と前記表皮材との界面で、焼結体内で発生したクラックの進展を抑制されるため、セラミック複合体の破壊靱性を向上させることができる。
【0011】
また、前記セラミック複合体を耐熱合金加工用切削工具の母材として用いることによって、耐摩耗性、耐欠損性に優れた長寿命な切削工具が得られる。
【発明の効果】
【0012】
本発明のセラミック複合体は、平均粒径3μm以下のジルコニアを5〜30wt%、平均粒径2μm以下の窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下のアルミナからなるとともに、前記ジルコニアの20%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり、かつ、(122)面の配向係数が0.75〜1.5とすることにより、ジルコニアとアルミナとの結合性を高めることができ、その結果、高硬度と高靭性を兼ね備え、耐摩耗性、耐欠損性に優れたセラミック複合体を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明のセラミック複合体の一実施例であるスローアウェイタイプの耐熱合金加工用切削工具(以下工具と称す)について説明する。
【0014】
本発明の工具は、主面にすくい面、側面に逃げ面を有し、前記すくい面と前記逃げ面との交差稜線部に切刃を設けた略平板状の形状をなしている。
【0015】
ここで、工具の母材として本発明によるセラミック複合体を用いることによって、前記工具の硬度および強度を向上させることができ、耐摩耗性および耐欠損性に優れた工具が得られる。
【0016】
本発明のセラミック複合体は、主に酸化アルミニウム[Al2O3](以下アルミナと称す)と酸化ジルコニウム[ZrO2](以下ジルコニアと称す)および窒化ケイ素[Si3N4]とからなる複合セラミックからなるものである。
【0017】
ここで、本発明によれば、平均粒径3μm以下の前記ジルコニアを5〜30wt%、平均粒径2μm以下の前記窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下の前記アルミナからなるとともに、前記ジルコニアの結晶のうち、20%以上が単斜晶をなす単斜晶ジルコニアである。
【0018】
ジルコニアとアルミナとの結合する強さは、ジルコニアとアルミナとの親和性、残留応力などによって決まるため、ジルコニアの結晶のうちの単斜晶ジルコニアの結晶配向状態を変化させることによって、ジルコニアのアルミナとの親和性や残留応力を適正化させることができ、前記ジルコニアと前記アルミナとの結合がより強固なものとなり、工具の硬度および強度を向上させることができ、耐摩耗性および耐欠損性に優れた工具が得られる。
【0019】
ここで、本発明によれば、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7であり、かつ、(122)面の配向係数Tc(122)が0.75〜1.5であることを特徴としている。
【0020】
つまり、単斜晶ジルコニアにおける(200)面の配向係数Tc(200)が1.0を下回るか、Tc(200)が1.7を超えると、アルミナとジルコニアの界面の結晶の整合性が悪く、硬度、靭性ともに低下する。同様に、単斜晶ジルコニアにおける(122)面の配向係数Tc(122)が0.75を下回るか、Tc(122)が1.5を超えると、アルミナとジルコニアの界面の結晶の整合性が悪く硬度、靭性ともに低下する。
【0021】
ここで、前記単斜晶ジルコニアの配向係数を測定する方法としては、X線回折分析によって強度ピークチャートをとり、該ピークチャートから得られる各結晶配向の強度を下記の式1に代入することでそれぞれ測定することができる。
【0022】
Tc(hkl)={I(hkl)/I0(hkl)}/[Σ{I(hkl)/I0(hkl)}/12]
ただし、(hkl)=(011)、(11−1)、(111)、(021)、(21−1)、(022)、(220)、(122)、(202)、(221)、(131)、(21−3)・・・(式1)
ここで、前記窒化ケイ素の50体積%以上がα型窒化ケイ素(α−Si3N4)であることが、セラミック複合体としての硬度をより高めて、耐摩耗性を向上させることができるため望ましい。
【0023】
このとき、α−Si3N4であることを確認するには、X線回折分析によって得られる強度ピークをJCPDSカードの9−250番と照らし合わせることでα−Si3N4の存在を確認することができる。
【0024】
また、本発明の工具は、図1に示すようなセラミック複合繊維体からなる構造をなしていることが、クラックの進展経路の変更を発生しやすくすることができ、その結果、工具1の破壊靱性を向上させることができるため望ましい。
【0025】
詳しくは、図1、図2および図3を用いて説明する。
【0026】
図1によれば、複合繊維体1は長尺状の芯材4の外周を表皮材8にて被覆した繊維状構造からなる。
【0027】
本発明によれば、芯材4がアルミナと、ジルコニア、および窒化ケイ素で構成され、表皮材8が窒化ケイ素を主成分として構成されている。
【0028】
さらに、図1では芯材4が1本、すなわち単体の周囲に表皮材8が被覆された場合のシングル構造について示したが、本発明はこれに限定されるものではなく、図2に示すように、図1の複合繊維体1を複数本収束したマルチフィラメント構造であっても良い。
【0029】
また、複合繊維体1は、図3に示すように、長尺状のものを所定長さとして並列に配列することによってシート状とすることもできる。さらに、該シートを(a)長尺状の複合繊維体1が各層とも同じ方向を向くように積層する方法、(b)長尺状の複合繊維体1が各層間で直交する(交差角90°)ように積層する方法、(c)長尺状の複合繊維体1が各層間で例えば45°等の所定角度となるように交差して積層する方法等によって整列された構造体を作製することができる。各シートの積層方法については、上述したような方法を用途に応じて使い分けすればよい。
【0030】
他方、上述したように複合繊維体1を規則的に配置するのではなく、例えば0.01〜10mmの所定長さに切り揃えた複合繊維体1を、ランダムに絡み合わせた構造体組織とすることもでき、かかる構造体によれば硬度や靭性等の特性がある方向だけに偏ることなく均一な特性を有する構造体となる。
【0031】
なお、本発明の材料の組織は上記の複合繊維体に限定されるものではない。すなわちアルミナ、ジルコニア、窒化ケイ素場合により焼結助剤が均一に分散した組織であってもよい。すなわち公知の湿式混合または乾式混合、造粒、成型、焼成の各工程を経て作製された均一な組織の焼結体であっても良い。
【0032】
(製造方法)
次に、本発明のセラミック複合体を製造する方法の一例として、本発明の工具の製造方法について説明する。
【0033】
平均粒径0.1〜2μmのアルミナ粉末と、平均粒径0.5〜3μmの単斜晶と正方晶混合のジルコニア粉末と、平均粒径0.2〜2μmの窒化ケイ素粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合し、これにパラフィンワックス、ポリスチレン、ポリエチレン、エチレン−エチルアクリレ−ト、エチレン−ビニルアセテート、ポリブチルメタクリレート、ポリエチレングリコール、ジブチルフタレート等の有機バインダを添加し、プレス成形法、押し出し成形法等の成形法にて所望の形状に成形する。
【0034】
次に、前記成形体を脱バインダ処理した後、望ましくはN2ガス等の非酸化性雰囲気中で、グラファイトヒーターまたはグラファイトセッターを備えた炉を用いて、少なくとも20MPa以上の機械的圧力またはガス圧をかけ1300−1700℃、望ましくは、1500−1700℃の焼成温度で30−120分間保持することによって、ジルコニアのうちの20%以上が単斜晶である、本発明の範囲内の結晶配向を持つセラミック焼結体を得ることができる。
【0035】
また、前記焼成温度の特に望ましい範囲は1500〜1675℃、さらには1525〜1650℃である。
【0036】
また、グラファイトヒーターまたはグラファイトセッターを使用することによって、焼結中のセラミック複合体の周りの雰囲気に一酸化炭素(CO)ガス雰囲気が混入することによって本発明の配意以内の結晶配向を持つセラミック焼結体を効率的に得ることが出来る。
【0037】
さらに、焼成における加圧条件は、20〜40MPaであることが公知のホットプレス設備を用いて焼成できる点で望ましい。また、焼成後は、所望により、1500℃〜1650℃で熱間静水圧プレス(HIP)焼成してもよい。
【0038】
前記方法にて焼結体を作製した後に、所望によりブラシ、弾性砥石、ブラスト等の加工法によって、チャンファーホーニング、Rホーニング等の刃先処理を行う。
【0039】
さらに、得られた焼結体1に対して、CVD法やPVD法等の薄膜形成法により焼結体の表面に周期表第4、5および6族金属の炭化物、窒化物および炭窒化物等の皮膜を形成することも可能である。
【0040】
次に、本発明の繊維状構造からなるセラミック複合体を母材として用いた工具の製造方法について、図1乃至4を用いて説明する。
【0041】
まず、平均粒径0.1〜2μmのアルミナ粉末と、平均粒径0.5〜3μmの単斜晶と正方晶混合のジルコニア粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合して、これにパラフィンワックス、ポリスチレン、ポリエチレン、エチレン−エチルアクリレ−ト、エチレン−ビニルアセテート、ポリブチルメタクリレート、ポリエチレングリコール、ジブチルフタレート等の有機バインダを添加、混錬した後、プレス成形、押出成形または鋳込成形等の成形方法により芯材用に円柱形状の成形体12を作製する(工程(a))。
【0042】
一方、平均粒径0.1〜2μmの窒化ケイ素粉末と、平均粒径0.5〜5μmの酸化マグネシウム粉末と、所望により上述した助剤成分粉末とを所定の割合で添加、混合して、これに前述のバインダ等を添加する。
【0043】
次に、上記混合粉末を混錬して、プレス成形、押出成形または鋳込成形等の公知の成形方法により半割円筒形状の2本の表皮材用成形体13を作製し、この表皮材用成形体13を前記芯材用成形体12の外周を覆うように配置した複合成形体11を作製する(工程(a))。
【0044】
そして、上記複合成形体11を共押出成形することにより芯材12の周囲に表皮材13が被覆され細い径に伸延された複合繊維成形体15を作製する(工程(b))。また、マルチフィラメント構造の複合繊維成形体16を作製するには、上記共押出しした長尺状の複合繊維成形体15を複数本収束して再度共押出し成形すれば良い(工程(c))。
【0045】
さらに、上記伸延された長尺状の複合繊維成形体15、16を所望により円柱や三角柱、四角柱、六角柱等の多角形に成形することもできる。また、長尺状の複合繊維成形体15、16を整列させてシートとなし、該シート同士が平行、直行または45°等の所定の角度をなすように積層させた積層体とすることもできる。また、公知のラピッドプロトタイピング法等の成形方法によって任意の形状に成形することも可能である。さらには、上記整列したシートまたは該シートを断面方向にスライスした複合焼結体シートを従来の超硬合金等の硬質合金焼結体(塊状体)の表面に貼り合わせ、または接合することも可能である。
【0046】
なお、本発明によれば、上記方法以外にも繊維状の芯材用成形体を先に作製し、これを表皮材用のスラリー中にディッピング(浸漬して引き上げ)することによって上述したような複合構造成形体を作製することも可能である。
【0047】
その後、上記焼成方法と同様の条件にて焼結体を作製した。また、上記HIP焼成によって、芯材および表皮材をより緻密化させることができ、切削工具としての耐摩耗性を向上させることができる。
【0048】
また、焼結体に上記方法と同様の条件にて刃先処理を施してもよい。
【0049】
さらに、得られた焼結体1に対して、CVD法やPVD法等の薄膜形成法により焼結体の表面に周期表第4、5および6族金属の炭化物、窒化物および炭窒化物等の皮膜を形成することも可能である。
【0050】
また、本発明のセラミック複合体は、工具についての例を用いて説明したが、特に、ニッケル基合金やコバルト基合金、鉄基合金といった耐熱合金の切削に用いられる耐熱合金加工用切削工具として、優れた性能を発揮する。
【0051】
その他にも、摺動部材、耐摩部品、耐衝撃部材および構造材料等としても優れた性能を発揮する。
【実施例】
【0052】
(実施例1)
表1のNo.3、No.4に示す組成になるように酸化アルミニウム粉末、酸化ジルコニウム粉末、窒化珪素粉末、酸化コバルト粉末、酸化ニッケル粉末、酸化マグネシウム粉末を混合、粉砕し、表1に示す焼成条件にて焼成させ、焼結体を作成した。
【0053】
また比較例として表1のNo.1、No.2に示す組成になるように酸化アルミニウム粉末、酸化ジルコニウム粉末、窒化珪素粉末、酸化コバルト粉末、酸化ニッケル粉末、酸化マグネシウム粉末を混合、粉砕し、表1に示す焼成条件にて焼成させ、焼結体を作成した。
【0054】
そして、この焼結体をRNGN120700タイプの切削工具形状に加工して刃先をC面加工および/またはRホーニング加工を施してスローアウェイタイプの切削工具を作製した。
【0055】
得られたスローアウェイチップについて以下の条件で6分間切削試験を行った。なお、境界摩耗幅を測定し、結果は、表1に示した。
【0056】
<切削条件>
切削方法:旋削
被削材:Inconel718
切削速度:300m/min
切り込み:1.5mm
送り0.25mm/rev
状態:湿式切削
表1、の結果より、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7の範囲外で、かつ、(122)面の配向係数Tc(122)が0.75〜1.5の範囲外である試料No.1、2では、アルミナとジルコニアとの結合が十分ではなかったため、切削時間が6分の段階で既に境界摩耗が0.5mmを超えて、寿命に達してしまった。
【0057】
これに対して、本発明に従い、該単斜晶ジルコニアの(200)面の配向係数Tc(200)が1.0〜1.7の範囲で、かつ、(122)面の配向係数Tc(122)が0.75〜1.5の範囲である試料No.3、4,5では、十分なアルミナとジルコニアとの結合が得られたため、いずれも良好な切削性能を示した。
【表1】
【0058】
(実施例2)
表1の試料No.5の組成になるように、原料粉末を混合粉砕した後に、この混合粉末に対し有機バインダとしてエチレンエチルアクリレート、エチレンビニルアセテート、メトキシポリエチレングリコールを、総量で50体積部加えて混錬して、円柱形状に押出成形して芯材用成形体を作製した。
【0059】
一方、平均粒径0.3μmのSi3N4粉末と、平均粒径1μmのMgOH粉末と、平均粒径1μmのZrO2粉末とを表1に示す割合で秤量し、これに、上記同様の有機バインダを加えて混練し、半割円筒形状の表皮材用成形体2つを押出成形にて作製し、前記芯材用成形体の外周を覆うように配置して複合成形体を作製した。
【0060】
そして、上記複合成形体を共押出して直径が1mmの伸延された複合繊維成形体を作製した後、この伸延された複合繊維成形体300本を集束して再度共押出成形し、直径が1mmのマルチタイプの複合繊維成形体を作製した。
【0061】
次に、このマルチタイプの複合繊維成形体を長さ3mm毎に切断し、切断された繊維をカーボン製の成形型内にランダムに充填した後、140℃に加熱した状態で成形して複合繊維体を得た。
【0062】
その後、前記成形体に対して表1の試料No.5の焼成条件にて焼成し、複合焼結体を作製した。
【0063】
作製した複合焼結体の断面を観察したところ、芯材の直径は20μm、表皮材の厚みは1μmであり、芯材と表皮材との間に剥離等は見られなかった。
【0064】
そして、この複合焼結体をRNGN120700タイプの切削工具形状に加工してさらに、コーナー部の切刃先端部分に芯材が露出するようにC面加工および/またはRホーニング加工を施すことによってスローアウェイタイプの切削工具を作製した。
【0065】
得られたスローアウェイチップについて実施例1の条件と同様にして6分間切削試験を行った。
【0066】
その結果、境界摩耗幅が0.25mmであり、非常に良好な切削性能を発揮した。
【図面の簡単な説明】
【0067】
【図1】本発明の複合焼結体の一例を示す概略斜視図である。
【図2】本発明の複合焼結体のマルチフィラメント状に組み合わせた例を示す図である。
【図3】図1の複合焼結体の平板状に組み合わせた例を示す図である。
【図4】本発明の複合焼結体の製造方法を説明するための概念図である。
【符号の説明】
【0068】
1 複合焼結体
4 芯材
8 表皮材
11 複合成形体
12 芯材用成形体
13 表皮材用成形体
15 複合繊維成形体(シングル構造)
16 複合繊維成形体(マルチフィラメント構造)
【特許請求の範囲】
【請求項1】
平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるセラミック複合体。
【請求項2】
前記窒化ケイ素成分の50体積%以上がα型窒化ケイ素であることを特徴とする請求項1に記載のセラミック複合体。
【請求項3】
平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるような複合材料からなる長尺状の芯材の外周を、窒化ケイ素からなる表皮材にて被覆してなるセラミック複合体。
【請求項4】
請求項1乃至3のいずれかに記載のセラミック複合体を母材として用いた、耐熱合金加工用切削工具。
【請求項1】
平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるセラミック複合体。
【請求項2】
前記窒化ケイ素成分の50体積%以上がα型窒化ケイ素であることを特徴とする請求項1に記載のセラミック複合体。
【請求項3】
平均粒径3μm以下の粒子からなるジルコニア成分を5〜30wt%、平均粒径2μm以下の粒子からなる窒化ケイ素成分を0〜30wt%、残部が平均粒径2μm以下の粒子からなるアルミナ成分を含んでなるとともに、前記ジルコニア成分の20体積%以上が単斜晶ジルコニアであって、該単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7であり且つ(122)面の配向係数が0.75〜1.5であるような複合材料からなる長尺状の芯材の外周を、窒化ケイ素からなる表皮材にて被覆してなるセラミック複合体。
【請求項4】
請求項1乃至3のいずれかに記載のセラミック複合体を母材として用いた、耐熱合金加工用切削工具。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−261894(P2007−261894A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−90342(P2006−90342)
【出願日】平成18年3月29日(2006.3.29)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月29日(2006.3.29)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
[ Back to top ]