
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体
【課題】非フィブリル化繊維状セルロースとしてナノセルロースに限定されることなく、十分に特性の不均一を解消した、肉厚の薄い成形体も作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂、およびその成形体を提供する。
【解決手段】バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
【解決手段】バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非フィブリル化繊維状セルロースを含有したセルロース含有熱可塑性樹脂の製造方法、その製造方法で製造したセルロース含有熱可塑性樹脂およびその成形体に関するものである。
【背景技術】
【0002】
ガラス繊維、炭素繊維等をプラスチック中に分散させた繊維強化プラスチック(Fiber Reinforced Plastics、FRP)は、軽量で強度が高い上、耐久性がよいことから、レース用車両のフレーム、航空機の翼といった最先端技術分野から自動車・鉄道車両の内外装、ユニットバスや浄化槽等の住宅設備機器等の分野で大きな地位を占めている。しかし、FRPは素材の分離が困難なため、リサイクルや廃棄処理が難しいことも多く、環境負荷と同時にライフサイクルコストを考えた場合、見かけ以上に高価な素材となってしまう可能性がある。
【0003】
FRPにおいて、母材であるプラスチックにポリオレフィン系樹脂等の非塩素系熱可塑性樹脂を用いれば、廃棄処理時に焼却をしてもダイオキシン等の発生がなく、環境負荷を低くすることができるが、一般的には、強化繊維としてガラス繊維が用いられることが多いため、焼却後残渣としてガラス繊維が残ってしまうという問題があった。炭素繊維を用いれば、焼却後残渣として残ることはないが、炭素繊維自体が高価であり、かつ炭素繊維を用いたものは機能が高く、一般的な用途においてはオーバースペックとなってしまう。
【0004】
そこで、超高度な特性を求めない一般建材やプラスチックケース等の用途では、繊維状セルロースを強化繊維として熱可塑性樹脂に分散させたセルロース含有熱可塑性樹脂が提案され、様々な分野で使用されている(例えば、特許文献1参照)。繊維状セルロースと熱可塑性樹脂との組み合わせは、当初、建築廃材等の木質廃材と廃棄プラスチックとのリサイクル処理の一手法として提案された。しかし、現在、繊維状セルロースとしての木質材料とプラスチックとの複合材料の利用は、欧米で盛んであり、特に北米においては年間100万トン規模で製造され、そのほとんどは外構用のデッキ材として利用されている。これらは、Wood−Plastic−Composites、Wood−Polymer Composites、Woodfiber−Polymer Composites等と呼ばれている。これらでは、繊維状セルロースとしては、純度が高い漂白されたパルプ等ではなく、木質廃材や植物材チップ等、事前処理がなされていない木質材料を用いることが多い。
【0005】
木質材料と熱可塑性樹脂とを混練処理するのに、ヘンシェルミキサー(登録商標)等のバッチ式高速撹拌装置が使われたり、一軸混練押出装置、二軸混練押出装置といった連続式処理装置が用いられるのが一般的であった(例えば、特許文献2〜5参照)。しかし、バッチ式高速撹拌装置においては、出来上がったセルロース含有熱可塑性樹脂は不定形な塊となってしまい、その後の成形工程においては、事前に粉砕処理を行い、形を整える必要があった上、混練が不十分で均質な樹脂を得ることができなかった。また、一軸混練押出装置、二軸混練押出装置で製造したセルロース含有熱可塑性樹脂は、連続式であるためか混練の状態が十分ではなく、母材としての熱可塑性樹脂と繊維状セルロースとの親和性が低く、その界面に空隙を生じてしまうことが多い。そのため、折角、繊維状セルロースを含有させてもそれに見合った強度特性を発揮させることができなかった。
【0006】
回転軸に配設された羽根部材を備えた高速撹拌装置を用いて、セルロースナノファイバーの水分散体と熱可塑性樹脂とを混合したセルロース含有熱可塑性樹脂組成物の製造方法も提案されている(例えば、特許文献6参照)。セルロースナノファイバーを含有したセルロース含有熱可塑性樹脂を用いた成形体は、強度特性、特に曲げ物性に優れた向上効果を示している。しかし、パルプ等の木質材料をセルロースナノファイバーとするためには、ホモジナイザー、石臼式摩擦機、リファイナ等の装置で、パルプ等をミクロフィブリル化処理しなければならない。また、ミクロフィブリル化処理したセルロースナノファイバーを用いて特性の均一なセルロース含有熱可塑性樹脂を得るためには、セルロースナノファイバーの寸法均一性、分散均一性が非常に高いレベルにあることが必要であった。しかし、セルロースナノファイバーとして均質にミクロフィブリル化処理することは難しく、一部に解れきれない繊維塊が残ってしまい、特性の不均一性を生じてしまうことがある。そのため、肉厚の薄い成形体において、成形不良、強度不足が生じることがあった。この繊維塊を完全になくすため、処理時間を長くする、処理強度を上げる等の処置を施さなければならなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許平8−118452号公報
【特許文献2】特開2007−084713号公報
【特許文献3】特開2000−219812号公報
【特許文献4】特開平1−118425号公報
【特許文献5】特開2000−273800号公報
【特許文献6】特開2009−029927号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、繊維状セルロースとしてナノセルロースに限定されることなく、十分に特性の不均一を解消した、肉厚の薄い成形体も作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、鋭意検討をした結果、下記に示す本発明により上記課題を解決できることを見出した。
[1]バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
[2]非フィブリル化繊維状セルロースの含水率が、30〜90質量%である前記[1]記載のセルロース含有熱可塑性樹脂の製造方法。
[3]非フィブリル化繊維状セルロースと熱可塑性樹脂との乾燥状態での質量比が10/90〜70/30である前記[1]記載のセルロース含有熱可塑性樹脂の製造方法。
[4]前記[1]〜[3]のいずれか1項に記載のセルロース含有熱可塑性樹脂の製造方法で作製されてなるセルロース含有熱可塑性樹脂。
[5]前記[4]記載のセルロース含有熱可塑性樹脂を射出成形してなるセルロース含有熱可塑性樹脂成形体。
[6]前記[4]記載のセルロース含有熱可塑性樹脂を押出成形してなるセルロース含有熱可塑性樹脂成形体。
【発明の効果】
【0010】
上記の本発明のセルロース含有熱可塑性樹脂の製造方法によれば、繊維状セルロースとして、ミクロフィブリル化したナノセルロースを用いなくても、均一な特性のセルロース含有熱可塑性樹脂を得ることができる。さらに、本発明のセルロース含有熱可塑性樹脂を用いれば、肉厚の薄い成形体を得ることができる。そのため、複雑な形状の成形体を得ることができる。
【図面の簡単な説明】
【0011】
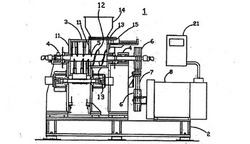
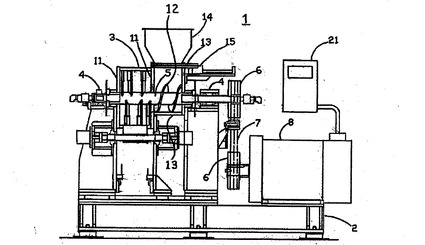
【図1】バッチ式密閉型混練装置の模式図。
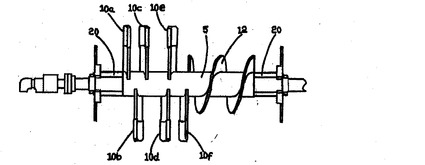
【図2】複数の回転羽根が配設された回転軸の模式図。
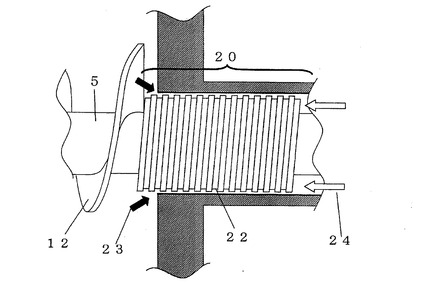
【図3】水蒸気の解放機構の模式図。
【発明を実施するための形態】
【0012】
本発明における非フィブリル化繊維状セルロースとは、その形状が繊維状であり、植物細胞壁を原料とするものであれば特に制限されない。例えば、具体的には、木材(針葉樹、広葉樹)、コットンリンター、ケナフ、マニラ麻(アバカ)、サイザル麻、ジュート、サバイグラス、エスパルト草、バガス、稲わら、麦わら、葦、竹等の天然セルロースを主成分とするパルプが使用される。パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプ等)、化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプ等)等であってもよい。本発明のセルロース含有熱可塑性樹脂あるいはその成形体の外観を良好とするためには、化学的に漂白されたクラフトパルプ(N−BKP、L−BKP等)が好ましく用いられる。非フィブリル化繊維状セルロースは、単独でまたは2種以上を組み合わせて使用してもよい。なお、非フィブリル化繊維状セルロースは、脱脂処理等の精製処理が施された繊維(例えば、脱脂綿等)であってもよい。本発明で用いられる非フィブリル化繊維状セルロースは、粒状、粉状ではなく、繊維状すなわち糸状であることが必要であり、アスペクト比(長さ/直径)が5より大きく、500より小さいものが好ましい。さらに好ましくは、アスペクト比(長さ/直径)が10より大きく、500より小さい非フィブリル化繊維状セルロースである。
【0013】
一般にセルロースナノファイバーとは、その単繊維の直径が100nmよりも小さいものがいわれるが、このようなナノファイバーを得るためには、高圧ホモジナイザーや石臼式摩擦機等によるミクロフィブリル化処理を行わなくてはならない。ミクロフィブリル化処理によりセルロースナノファイバーを得るには、時間がかかるため、エネルギーも多大に消費し効率が悪い。溶融混練時においても、セルロース繊維は混練装置より剪断力と衝撃力を受ける。一本の繊維が受ける剪断力が同じである場合、繊維長および繊維径が小さな繊維片では、セルロース単位体積あたりに働く剪断力はより大きくなるために、一般的に、細かな繊維はより細かくなる傾向にある。予め処理された、繊維径が100nmよりも小さいセルロースナノファイバーの場合でも溶融混練時に剪断力と衝撃力を受けるが、ナノファイバーやミクロフィブリル部分はより細かく、微細になり、繊維としてのアスペクト比(長さ/直径)も低下して、成形体の強度維持ができなくなる。また、溶融混練時にセルロースは300℃近傍から、ゆっくりと自己分解による繊維の崩壊も進むので、より細かな繊維では、より繊維長の低下が進行することになる。いずれにせよ、フィブリル化されたセルロース繊維は、このような溶融混練を行う場合、混練時に受ける剪断力や衝撃力、さらに温度制御等、取り扱いは難しい。一方、本発明で用いる繊維状セルロースはミクロフィブリル化処理されてなく、そのため繊維径もミクロフィブリル化処理されたセルロースより太いため、取り扱いもしやすく、成形体の強度維持を図ることができる。
【0014】
本発明における熱可塑性樹脂とは、ガラス転移温度または融点まで加熱されることによって軟化し、目的の形に成形できる樹脂のことであり、例えば、具体的には、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレンからなるポリエチレン類、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリ酢酸ビニル、ポリテトラフルオロエチレン、アクリロニトリルブタジエンスチレン樹脂、アクリロニトリルスチレン共重合樹脂、アクリル樹脂、ポリエチレンテレフタレート、ポリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等からなるポリエステル樹脂類等を挙げることができるが、熱可塑性樹脂であれば特に制限されるものではない。
【0015】
さらに、熱可塑性樹脂として、生分解性樹脂を用いることもできる。生分解性樹脂を用いることにより、廃棄の際、成形品を土中に埋設等することにより該成形品が微生物により分解されることが期待される。生分解性樹脂としては、環境的に分解される樹脂、特に微生物の作用により分解される樹脂であれば特に制限されない。例えば、具体的には、高分子多糖類、微生物ポリエステル、脂肪族ポリエステル等が挙げられ、より具体的には、ポリ乳酸樹脂、ポリカプロラクトン樹脂、ポリブチレンサクシネートアジペート樹脂、ポリエチレンサクシネート樹脂、ポリエチレンサクシネートカーボネート樹脂、ポリブチレンサクシネート樹脂、ポリブチレンアジペートテレフタレート樹脂、ポリヒドロキシアルカノート(例えば、ポリ(3−ヒドロキシ酪酸)(PHB)、ポリ(3−ヒドロキシ吉草酸)(PHV))、ラクトン樹脂、低分子量脂肪族ジカルボン酸と低分子量脂肪族ジオールから得られるポリエステル樹脂、酢酸セルロース系等の複合体、変性デンプン−変性ポリビニルアルコール複合体、その他の複合体を挙げることができるが、生分解性樹脂であれば特に制限されるものではない。
【0016】
本発明の熱可塑性樹脂として生分解性樹脂を用いる場合、その汎用性からポリ乳酸樹脂を用いるのが好ましい。ポリ乳酸樹脂には、ポリ乳酸ホモポリマーの他、乳酸コポリマーおよびブレンドポリマー等の乳酸系ポリマーが含まれる。乳酸系ポリマーの質量平均分子量は、一般に5〜50万である。また、ポリ乳酸樹脂におけるL−乳酸単位とD−乳酸単位の構成モル比L/Dは、100/0〜0/100のいずれであってもよく、特に制限されない。
【0017】
本発明において、バッチ式密閉型混練装置の撹拌室内に非フィブリル化繊維状セルロースと熱可塑性樹脂とを投入する際、繊維状セルロースの含水率が、30〜90質量%であることが好ましく、30〜80質量%がより好ましく、35〜70質量%がさらに好ましい。本発明における含水率とは、乾燥温度を120℃±2℃として、JIS P8203に則った操作方法で求めた絶乾率を、100質量%から除した数値をいう。非フィブリル化繊維状セルロースの含水率が前記範囲にあると、非フィブリル化繊維状セルロースと熱可塑性樹脂との親和性が増し、非フィブリル化繊維状セルロースの熱可塑性樹脂マトリックス中での分散性が良化し、本発明のセルロース含有熱可塑性樹脂の均一性が向上して、結果的にその成形体の強度がより向上する。
【0018】
製造されたパルプは、スラリー(懸濁液)の状態で、一般的には含水率が94〜97質量%である。また、パルプスラリーを脱水して得られたウェットパルプシートの含水率は一般的に30〜45質量%で、さらに、抄造乾燥した乾燥パルプシートの含水率は15〜20質量%である。そのため、本発明においては、ウェットパルプシートはそのまま使用することができるが、その他の形態では、そのままでは適正な含水率の非フィブリル化繊維状セルロースとして使用することが難しい。
【0019】
そこで、本発明においては、ウェットパルプシートあるいは乾燥パルプシートを離解してスラリー状態とした繊維状セルロースを用いることもできる。離解には、パルパー、ホレンダー、リファイナ、ニーダー、エッジ・ライナー等の装置を用いることができる。
【0020】
本発明で用いるバッチ式密閉型混練装置とは、(株)エムアンドエフ・テクノロジー製の国際公開2004/076044号パンフレット記載のバッチ式高速撹拌装置をいう。図1は本発明で用いるバッチ式密閉型混練装置の模式図である。本発明で用いるバッチ式密閉型混練装置1においては、機台ベース2上に横向に円筒形の撹拌室3と、材料投入部14およびらせん状羽根部材12が配設される材料供給室13とが複数の脚部によって配置される。両端の脚部に配置された軸受4、4により回転軸5を水平に支持して、回転軸5が撹拌室3の中心と同軸的に貫挿配置されている。
【0021】
撹拌室3中を貫通して配置された回転軸5の外周には、図2に示されるように、計6枚の横断面形状矩形であるとともに、全体形状矩形の回転羽根10a〜10fが、回転軸5の円周方向の180度の角度間隔の部位における軸方向において対向して突設されている。そのうちの軸方向の両端部の回転羽根10aおよび10fは、図1の右側面から見た場合の時計回りに回転したとき、その前縁が撹拌室3の両端の垂直壁11、11の内面とほとんど隙間なく摺接するように回転軸5の外周に固着されている。また、中間部の4枚の回転羽根10b、10c、10d、10eは回転軸5の外周面に千鳥状に固着され、回転時の前縁が該撹拌室3の両端を向く方向に各々配置されている。
【0022】
撹拌室3の両端垂直壁11のモーター側は、撹拌室3の一方の端壁に開設された撹拌室3の材料供給口であり、12は回転軸5の外周に形成されたらせん状の材料供給羽根部材であり、13は供給スクリューを包囲している材料供給室、14は材料供給室13の上方に設けられた材料投入部であり、材料投入部14には材料を投入した後溶融混練時に密閉性を保ち得る開閉自在のシャッター15が設けられている。
【0023】
本発明で用いられるバッチ式密閉型混練装置には、回転軸5の両端に、水蒸気の解放機構20が設けられている。図3は水蒸気の解放機構20の拡大模式図である。水蒸気の解放機構部を構成する回転軸の部分にはらせん状の溝22が切られており、回転軸5が回転したときに、外部から空気が撹拌室内部に送り込まれるように右ネジ、あるいは左ネジの方向にらせん状の溝22は切られている。図3において、矢印24は外部から撹拌室内部へ送り込まれる空気の方向を示している。また、本発明において、溶融混練時、撹拌室内部は非常な高圧力状態となるため、撹拌室内部の高圧力水蒸気は、矢印23の方向へ向かい外部に漏れ出ようとする。しかし、水蒸気の解放機構部20において、回転軸5に切ってあるらせん状の溝22の最外周部と外壁部との隙間の距離がわずかであるため、この部分で、両者はぶつかり合い、いずれ均衡を保つようになる。らせん状の溝22の最外周部と外壁との隙間の距離は、具体的には50〜3000μmであり、より好ましい隙間の距離は50〜700μmであり、さらに好ましくは50〜500μmである。
【0024】
回転羽根が配置された回転軸5は駆動源であるモーター8に連結されているが、本発明で用いるバッチ式密閉型混練装置においては、モーター8にかかる回転トルクを計測するトルクメーターが設置され、制御盤21にて回転トルクがモニターできる。本発明のセルロース含有熱可塑性樹脂の製造方法においては、該トルクメーターから計測される回転羽根10aないし10fが配設された回転軸5の回転トルクの変化を計測し、溶融混練の終了時点を判断する。回転トルクの計測値に応じた終了操作の措置は、初めて扱う素材の時には必須であるものの、同じ素材を定常的に用いる場合は、必ずしも毎回計測する必要はなく、実績より溶融混練の必要時間を決定しておき、その決められた溶融混練時間により終了時点を決めてもよい。
【0025】
撹拌室内の温度は、非フィブリル化繊維状セルロースと熱可塑性樹脂に、回転する回転羽根から加えられる高剪断力により急上昇するため、該回転羽根の回転速度で調節することができる。従って、撹拌室内温度を500℃近くまでにしようとすれば、かなりな高速で回転羽根を回転させなければならない。回転羽根の回転速度としては、好ましくは5〜100m/秒、さらに好ましくは7〜50m/秒である。
【0026】
本発明のセルロース含有熱可塑性樹脂の製造方法の手順を説明する。非フィブリル化繊維状セルロースと熱可塑性樹脂、必要に応じて水を、バッチ式密閉型混練装置の撹拌室3に投入する。投入する各素材は、投入前に、ブレンダー等で予備混合しておいてもよいし、撹拌室3に順番に投入してもよい。予備混合なしに直接各素材を撹拌室3に投入する際は、撹拌室3内部の回転羽根10aないし10fにより低速で撹拌しながら投入することが好ましい。各素材を撹拌室3に投入後、該撹拌室3を密閉状態にし、回転羽根10aないし10fを高速回転させる。各素材は強力な打撃あるいは剪断力を受け、撹拌室3内部の温度は急上昇する。温度上昇に伴い、非フィブリル化繊維状セルロースが含有している水分も含め、撹拌室3内部にある水分が蒸発し、水蒸気と化し、撹拌室3内部が水蒸気で充満され内部圧力が急上昇する。さらに、撹拌室3内部の温度が熱可塑性樹脂の軟化温度、溶融温度を超えることにより、熱可塑性樹脂の軟化あるいは溶融が開始し、非フィブリル化繊維状セルロースとの溶融混合が開始する。
【0027】
本発明のセルロース含有熱可塑性樹脂の製造方法においては、回転羽根10aないし10fが配設された回転軸5の回転トルクを計測することで、溶融混練の進行状況を把握し、溶融混練の終了を見極めることができる。すなわち、具体的には、回転羽根の回転数の高まりとともに回転トルクが上昇するが、被混練物の温度の上昇に伴い、熱可塑性樹脂の熱溶融が開始するため、該熱可塑性樹脂が完全に熱溶融するまで回転トルクは低下し続ける。この後、セルロースと熱可塑性樹脂との溶融混練が始まり、セルロースと樹脂との界面における相互作用力が増大することにより、回転トルクは再び上昇を始める。本発明においては、回転トルクが再上昇し始めた直後に回転羽根の回転を終了すればよい。本発明において、被混練物の温度は、回転トルクが上昇→低下→上昇と変動している間も上昇を続けるが、溶融混練は、回転トルクの再上昇後、被混練物の熱分解温度に達する前に終了することが好ましい。特にセルロースでは400℃近傍で熱分解速度が急速に増大するので、370℃以下で溶融混練を終了することが好ましい。すなわち、本発明においては、被混練物の温度が370℃に達するまでの任意の時間を回転トルクが上昇に転じた直後とすることができる。
【0028】
溶融混練の際、非フィブリル化繊維状セルロースと熱可塑性樹脂からなる被混練物は酸化分解から保護されている必要がある。特に、酸素による酸化の抑制は、被混練物の構造物性変化を抑制するために重要である。そのため、本発明のセルロース含有熱可塑性樹脂の製造方法においては、水蒸気の解放機構部において、水蒸気の流出入の均衡を保った状態、すなわち、撹拌室内部から流出する水蒸気と外部から撹拌室内へ流入する空気とが該解放機構部で釣り合い均衡状態を保つことにより、撹拌室内部への空気の流入を防ぐようにすることが好ましい。本発明の製造方法においては、撹拌開始直後、撹拌室内の圧力は急激に上昇し、その時点では、水蒸気の解放機構部において、水蒸気の流出入は均衡を保った状態にはなく、撹拌室内部の水蒸気は解放機構部より外部に流出する。この間、撹拌室内部の圧力は減少傾向を示し、最終的に均衡状態に達して、一定圧力を保持するようになる。また、本発明の製造方法においては、撹拌室内部が水の亜臨界状態となることがある。水の亜臨界状態とは、水の超臨界点(温度375℃、圧力22MPa)よりも低い状態をいい、亜臨界水は酸化性が非常に強い。セルロースは、300℃、20MPa近辺の水の亜臨界状態中でも水和反応による分解をゆっくり受けるため、反応時間も重要となる。以上のことを考慮した上で、本発明の製造方法においては、撹拌室の内圧を2〜10MPa程度の水蒸気で保持した状態で、回転トルクが最小値を示した直後、すなわち最小値を示してから少なくとも1秒から10分、好ましくは1秒から2分、さらに好ましくは1秒から30秒、酸素の流入を防止し、セルロースと熱可塑性樹脂を酸素酸化から保護しながら溶融混練を行う必要がある。
【0029】
本発明において、非フィブリル化繊維状セルロースと熱可塑性樹脂以外に各種添加剤を適宜加えることができる。添加剤としては、相溶化剤、酸化防止剤、熱安定剤、滑剤、離型剤、可塑剤、紫外線吸収剤、光安定剤、顔料、染料、帯電防止剤、導電性付与剤、分散剤、透明核剤、抗菌剤、防黴剤、難燃剤等の添加剤を、単独または2種類以上併せて使用することができるが、これらに限定されるわけではない。特に、有機系酸化防止剤、有機系紫外線吸収剤、帯電防止剤および難燃剤を添加することにより、本発明のセルロース含有熱可塑性樹脂の用途が広がるために好ましい。有機系酸化防止剤の例としては、フェノール系、ヒンダードフェノール系、チオエーテル系およびホスファイト系のものが挙げられる。
【0030】
本発明において、酸変性ポリオレフィン樹脂を添加することは、非フィブリル化繊維状セルロースと熱可塑性樹脂との親和性を向上させ、両者の接着性を強固なものとするため好ましい。酸変性ポリオレフィン樹脂とは、ポリエチレン系樹脂またはポリプロピレン系樹脂を、不飽和カルボン酸およびその誘導体(単量体)から選ばれる少なくとも一種によって変性したものをいう。不飽和カルボン酸および/またはその誘導体としては、アクリル酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸等の不飽和カルボン酸、またはその誘導体、例えば、具体的には、無水物、アミド、イミド、エステル等が挙げられる。これらの中でも、特に無水マレイン酸変性ポリオレフィンが好ましい。無水マレイン酸変性ポリオレフィンのセルロース含有熱可塑性樹脂への添加量は、セルロース含有熱可塑性樹脂に対する含有率で0.1〜10質量%が好ましく、1〜7質量%がより好ましく、2〜5質量%がさらに好ましい。
【0031】
本発明において、非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比が10/90〜70/30であることが好ましく、20/80〜60/40がより好ましく、40/60〜60/40がさらに好ましい。非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比がこの範囲にあると、反応後、撹拌室より取り出されたセルロース含有熱可塑性樹脂がフレーク状小片であり、次工程である成形工程での取り扱いが容易となる。また、非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比がこの範囲にあると、本発明のセルロース含有熱可塑性樹脂でできた成形品を焼却した際に発生する燃焼熱量が少なくてすむ。
【0032】
非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比が、上記範囲外である場合、撹拌室より取り出したセルロース含有熱可塑性樹脂に、フレーク状小片が固まった塊状のものが含まれることがあるが、その際は、粉砕機で粉砕することが好ましい。粉砕機としては、特に制限されないが、異物混入が少なく、熱が余りかからないものが好ましい。例えば、具体的には、気流方式粉砕機、カッター方式粉砕機等を挙げることができる。
【0033】
本発明のセルロース含有熱可塑性樹脂を用いて、各種成形方法により成形体を製造することができる。成形方法としては、一般的な成形方法を用いることができ、特に制限されない。例えば、具体的には、射出成形法、押出成形法、圧縮成形法、回転成形法、中空成形法(ブロー成形法)、T−ダイ成形法、インフレーション成形法、カレンダー成形法等を挙げることができるが、これらの方法に制限されることはない。また、成形体の形状も特に制限されず、どのような形状のものを、どのような成形方法で製造してもよい。
【0034】
本発明のセルロース含有熱可塑性樹脂の優れた成形性を具現するためには、射出成形法を用いて精密な形状の成形体を得ることが好ましい。本発明のセルロース含有熱可塑性樹脂は、成形時の樹脂の流動性が良好であることはもちろん、均一な性能を保持しているためか、フローマーク、ウエルドライン、反り、ネジレといった成形不良を発生することがない。
【0035】
また、本発明のセルロース含有熱可塑性樹脂の成形方法としては、押出成形法も好ましく用いられる。本発明のセルロース含有熱可塑性樹脂を用いることで、中子を用いた異形成形も可能であるし、シート成形も可能である。さらに、シート成形の場合、成形後、1軸延伸、2軸延伸処理を行い、シート強度の向上を図ることもできる。
【0036】
さらに、本発明の熱可塑性樹脂では、繊維状セルロースが非常に均一に熱可塑性樹脂中に分散されているため、一度成形された成形体を再度粉砕してから溶融成形する際の混練時間が短くてすむ。そのため、含有されている繊維状セルロースの熱によるダメージが少ないため成形材料として再利用することができる。
【実施例】
【0037】
次に本発明を実施例によりさらに詳細に説明するが、本発明はこれらに何ら限定されるものではない。
【0038】
(実施例1)
非フィブリル化繊維状セルロースとして、広葉樹晒クラフトパルプ(L−BKP)のウェットパルプシートを用意し、固形分濃度が25質量%となるように調製して、離解機に投入して離解した後、脱水して、含水率60質量%である非フィブリル化繊維状セルロースを作製した。非フィブリル化繊維状セルロースと熱可塑性樹脂((株)プライムポリマー製、商品名:プライムポリプロ(登録商標)F109V)とを質量比で50:50となるように調製し、バッチ式密閉型混練装置((株)エムアンドエフ・テクノロジー製)の撹拌室に投入した。その後、回転数1500rpm(回転羽根先端の周速で26m/秒相当)で回転羽根を回転させた。回転開始と同時に解放機構部より水蒸気が漏洩しだした。およそ5分後、モーターの回転トルク値が最大値に達した後、減少しだし、最小値を示し上昇に転じてから20秒後に、モーターのスイッチを切り、回転羽根の回転を止めた。この間、解放機構部より水蒸気は漏洩していた上、撹拌室の内部圧力は一定値を保持せず減少傾向を示した。モーターのスイッチを切った時点の撹拌室内部の温度は380℃であった。完全に回転羽根の回転が停止した後、本発明のセルロース含有熱可塑性樹脂を取り出した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0039】
(実施例2)
非フィブリル化繊維状セルロースとして、広葉樹晒クラフトパルプ(L−BKP)のウェットパルプシートを用意し、カッタータイプ粉砕機((株)ホーライ製、商品名:BO−2572、4mmメッシュ装着)で粉砕した後、カッタータイプ粉砕機((株)ホーライ製、商品名:メッシュミルHA8−2542−25)で微粉砕し非フィブリル化繊維状セルロースとした。非フィブリル化繊維状セルロースと熱可塑性樹脂((株)プライムポリマー製、商品名:プライムポリプロ(登録商標)F109V)とを質量比で50:50となるように調製し、予備混合した後に、さらに、非フィブリル化繊維状セルロースの含水率が60質量%に相当する水を添加して予備混合した後、実施例1で使用したのと同じバッチ式密閉型混練装置に投入した。その後も、実施例1と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0040】
(実施例3)
実施例2において、回転数を2500rpm(回転羽根先端の周速で43m/秒相当)に変更して本発明のセルロース含有熱可塑性樹脂を得た。なお、回転羽根を回転開始したと同時に解放機構部より水蒸気が漏洩しだしたが、1分後に漏洩は停止し、解放機構部にて均衡が保たれた状態で溶融混練が進行した。水蒸気の漏洩が停止してから1分後、モーターの回転トルク値が最大値に達した後、減少しだし、最小値を示し上昇に転じてから20秒後に、モーターのスイッチを切り、回転羽根の回転を止めた。なお、水蒸気の漏洩停止から回転羽根の撹拌停止までの間、撹拌室内部の圧力は一定値を示していた。得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0041】
(実施例4)
非フィブリル化繊維状セルロースを針葉樹晒クラフトパルプ(N−BKP)のウェットパルプシートに変更した以外は、実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0042】
(実施例5)
非フィブリル化繊維状セルロースを広葉樹のケミグランドパルプ(CGP)のウェットパルプシートに変更した以外は、実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0043】
(実施例6)
バッチ式密閉型混練装置に投入した配合を、非フィブリル化繊維状セルロース/熱可塑性樹脂/無水マレイン酸変性ポリプロピレン(三菱化学(株)、商品名:モディック(登録商標)P928)=50/45/5に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0044】
(実施例7)
非フィブリル化繊維状セルロースの含有水量を28質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後30秒で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0045】
(実施例8)
非フィブリル化繊維状セルロースの含有水量を30質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後30秒で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0046】
(実施例9)
非フィブリル化繊維状セルロースの含有水量を90質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後3分で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0047】
(実施例10)
非フィブリル化繊維状セルロースの含有水量を95質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後3分で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0048】
(実施例11)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0049】
(実施例12)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0050】
(実施例13)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0051】
(実施例14)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0052】
(実施例15)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0053】
(実施例16)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0054】
(実施例17)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0055】
(実施例18)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0056】
(実施例19)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0057】
(実施例20)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0058】
(実施例21)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0059】
(実施例22)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0060】
(実施例23)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0061】
(実施例24)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0062】
(実施例25)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0063】
(実施例26)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0064】
(実施例27)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0065】
(実施例28)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0066】
(実施例29)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0067】
(実施例30)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0068】
(比較例1)
バッチ式密閉型混練装置を、ヘンシェルミキサー(登録商標)に変更した以外は、実施例2と同様にしてセルロース含有熱可塑性樹脂を得た。なお、回転羽根の回転開始と同時にヘンシェルミキサー(登録商標)より蒸気が漏れだし、溶融混練作業中継続して水蒸気は漏洩し続け、その際、撹拌室内部の圧力は常圧である0.1MPaを示した。
【0069】
(比較例2)
回転トルクが最大値を示した後、低下しだし最小値に達する直前に溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0070】
(比較例3)
回転トルクが最小値を示してから20分後に溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。なお、溶融混練終了直前の撹拌室内部の温度は480℃であった。
【0071】
(比較例4)
回転トルクが最大値となってから低下し始めたところで溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0072】
(比較例5)
回転トルクが最大値となってから低下し始め、最大値の50%となった時点で溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0073】
(精密成形性)
寸法精度が良好なものほど細かな形状を成形したときに変形等が起こりにくく精密成形性が良好である。そこで、線膨張係数の横/縦比(異方性)をもって寸法精度、すなわち精密成形性の尺度とした。数値は小さいほど精密成形性が良好である。測定は、ASTM D696に則って行った(昇温速度:2℃/分、温度範囲:23〜80℃、測定機:(株)パーキンエルマージャパン製、商品名:DMA7)。
【0074】
(反り)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いて射出成形機((株)日本製鋼所製、商品名:J55ELIII)で板(150mm×80mm×1mm)を射出成形した。成形の際、射出時間を0.3秒に設定した。作製した板を平らな台の上に置き持ち上がり量を測定した。測定は、四隅のうち1点を台と密着させた際に持ち上がり量が最も高い隅の持ち上がり量を測定した。持ち上がり量は小さい方が良好で、樹脂特性が均一なため反りが少ないと判断される。
【0075】
(曲げ弾性率)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いてJIS K7171に則り曲げ弾性率を測定した。数値は大きい方が曲げ弾性率が高い。
【0076】
(外観性)
実施例および比較例で得たセルロース含有熱可塑性樹脂を90℃に設定した乾燥機中で3時間乾燥した後、射出成形機((株)日本製鋼所製、商品名:J55ELIII)で厚み2mmのプレート(80mm×50mm)を20枚成形し、目視で外観を評価し、フローマークおよび表面荒れの発生がなく外観が良好なものの枚数をもって評価結果とした。数値は大きい方が良好である。
【0077】
(押出成形性)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いて押出成形機で異形成形(アイ・ケー・ジー(株)製異形成形装置、金型形状:150mm×5mm)を行った。出来上がった成形品を長さ200mmに切断して、平らな平面上において成形品に反り、捻じれ等がないか確認する。押出成形性が良好なものは、金型から押し出されたときに自重により撓むこと、あるいは角が丸くなることがないため、反り、捻じれ等が発生しない。反り、捻じれ等がないものを○、わずかでも発生したものを×とした。
【0078】
評価結果を表1に示す。
【0079】
【表1】

【0080】
表1より明らかなように、実施例は、比較例と比べて、精密成形性、反り、曲げ弾性率、外観性、押出成形性の全ての評価項目において優れている。特に、精密成形性、曲げ弾性率が、実施例で作製した本発明のセルロース含有熱可塑性樹脂の方が比較例で作製したセルロース含有熱可塑性樹脂より優れていることから、本発明のセルロース含有熱可塑性樹脂では、繊維状セルロースが熱可塑性樹脂マトリックス中に均一に分散し、また、両者の親和性が良好であることがわかる。
【0081】
また、繊維状セルロース/熱可塑性樹脂の比率が同じである実施例7、8、9、10(非フィブリル化繊維状セルロース/熱可塑性樹脂=50/50)と実施例11、15、19、23、27(非フィブリル化繊維状セルロース/熱可塑性樹脂=7/93)と実施例12、16、20、24、28(非フィブリル化繊維状セルロース/熱可塑性樹脂=10/90)と実施例13、17、21、25、29(非フィブリル化繊維状セルロース/熱可塑性樹脂=70/30)と実施例14、18、22、26、30(非フィブリル化繊維状セルロース/熱可塑性樹脂=74/26)のそれぞれの組み合わせの中で、曲げ弾性率を比較すると、繊維状セルロースの含水率が30〜90質量%の範囲にあると、曲げ弾性率がより向上することがわかる。
【0082】
実施例において、繊維状セルロース/熱可塑性樹脂の比率が10/90より繊維状セルロースが少ないと、精密成形性が若干大きく出る傾向があること、また、70/30より繊維状セルロースが多いと、曲げ弾性率が若干低下する傾向があることがわかる。また、繊維状セルロース/熱可塑性樹脂との比率が10/90〜70/30の範囲にあるものでは、得られたセルロース含有熱可塑性樹脂中に、小片が固まった塊が発生していなかったが、該比率がこの範囲以外のものでは、小片の固まった塊が発生した。塊は、次工程である成形工程において、大きな障害となるほどのものではなかったが、発生しない方が好ましい。故に、本発明において、繊維状セルロースと熱可塑性樹脂との比率は10/90〜70/30がより好ましいことがわかる。
【産業上の利用可能性】
【0083】
本発明のセルロース含有熱可塑性樹脂の製造方法を用いて製造した熱可塑性樹脂はその特性がより均一であるため、肉厚の薄い成形体等の精密な成形体を得ることができる。また、特性が均一であることより、全体的に優れた特性を発揮することができる上、粉砕して再度成形用材料として溶融成形して用いることができるので、その応用範囲が広く有効である。
【符号の説明】
【0084】
1 高速撹拌装置
2 機台ベース
3 撹拌室
4 軸受
5 回転軸
8 モーター
10a〜10f 回転羽根
11 撹拌室の垂直壁
12 らせん状羽根部材
13 材料供給室
14 材料投入部
15 シャッター
20 水蒸気の解放機構
21 制御盤
22 らせん状溝
23 水蒸気流出方向
24 空気流入方向
【技術分野】
【0001】
本発明は、非フィブリル化繊維状セルロースを含有したセルロース含有熱可塑性樹脂の製造方法、その製造方法で製造したセルロース含有熱可塑性樹脂およびその成形体に関するものである。
【背景技術】
【0002】
ガラス繊維、炭素繊維等をプラスチック中に分散させた繊維強化プラスチック(Fiber Reinforced Plastics、FRP)は、軽量で強度が高い上、耐久性がよいことから、レース用車両のフレーム、航空機の翼といった最先端技術分野から自動車・鉄道車両の内外装、ユニットバスや浄化槽等の住宅設備機器等の分野で大きな地位を占めている。しかし、FRPは素材の分離が困難なため、リサイクルや廃棄処理が難しいことも多く、環境負荷と同時にライフサイクルコストを考えた場合、見かけ以上に高価な素材となってしまう可能性がある。
【0003】
FRPにおいて、母材であるプラスチックにポリオレフィン系樹脂等の非塩素系熱可塑性樹脂を用いれば、廃棄処理時に焼却をしてもダイオキシン等の発生がなく、環境負荷を低くすることができるが、一般的には、強化繊維としてガラス繊維が用いられることが多いため、焼却後残渣としてガラス繊維が残ってしまうという問題があった。炭素繊維を用いれば、焼却後残渣として残ることはないが、炭素繊維自体が高価であり、かつ炭素繊維を用いたものは機能が高く、一般的な用途においてはオーバースペックとなってしまう。
【0004】
そこで、超高度な特性を求めない一般建材やプラスチックケース等の用途では、繊維状セルロースを強化繊維として熱可塑性樹脂に分散させたセルロース含有熱可塑性樹脂が提案され、様々な分野で使用されている(例えば、特許文献1参照)。繊維状セルロースと熱可塑性樹脂との組み合わせは、当初、建築廃材等の木質廃材と廃棄プラスチックとのリサイクル処理の一手法として提案された。しかし、現在、繊維状セルロースとしての木質材料とプラスチックとの複合材料の利用は、欧米で盛んであり、特に北米においては年間100万トン規模で製造され、そのほとんどは外構用のデッキ材として利用されている。これらは、Wood−Plastic−Composites、Wood−Polymer Composites、Woodfiber−Polymer Composites等と呼ばれている。これらでは、繊維状セルロースとしては、純度が高い漂白されたパルプ等ではなく、木質廃材や植物材チップ等、事前処理がなされていない木質材料を用いることが多い。
【0005】
木質材料と熱可塑性樹脂とを混練処理するのに、ヘンシェルミキサー(登録商標)等のバッチ式高速撹拌装置が使われたり、一軸混練押出装置、二軸混練押出装置といった連続式処理装置が用いられるのが一般的であった(例えば、特許文献2〜5参照)。しかし、バッチ式高速撹拌装置においては、出来上がったセルロース含有熱可塑性樹脂は不定形な塊となってしまい、その後の成形工程においては、事前に粉砕処理を行い、形を整える必要があった上、混練が不十分で均質な樹脂を得ることができなかった。また、一軸混練押出装置、二軸混練押出装置で製造したセルロース含有熱可塑性樹脂は、連続式であるためか混練の状態が十分ではなく、母材としての熱可塑性樹脂と繊維状セルロースとの親和性が低く、その界面に空隙を生じてしまうことが多い。そのため、折角、繊維状セルロースを含有させてもそれに見合った強度特性を発揮させることができなかった。
【0006】
回転軸に配設された羽根部材を備えた高速撹拌装置を用いて、セルロースナノファイバーの水分散体と熱可塑性樹脂とを混合したセルロース含有熱可塑性樹脂組成物の製造方法も提案されている(例えば、特許文献6参照)。セルロースナノファイバーを含有したセルロース含有熱可塑性樹脂を用いた成形体は、強度特性、特に曲げ物性に優れた向上効果を示している。しかし、パルプ等の木質材料をセルロースナノファイバーとするためには、ホモジナイザー、石臼式摩擦機、リファイナ等の装置で、パルプ等をミクロフィブリル化処理しなければならない。また、ミクロフィブリル化処理したセルロースナノファイバーを用いて特性の均一なセルロース含有熱可塑性樹脂を得るためには、セルロースナノファイバーの寸法均一性、分散均一性が非常に高いレベルにあることが必要であった。しかし、セルロースナノファイバーとして均質にミクロフィブリル化処理することは難しく、一部に解れきれない繊維塊が残ってしまい、特性の不均一性を生じてしまうことがある。そのため、肉厚の薄い成形体において、成形不良、強度不足が生じることがあった。この繊維塊を完全になくすため、処理時間を長くする、処理強度を上げる等の処置を施さなければならなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許平8−118452号公報
【特許文献2】特開2007−084713号公報
【特許文献3】特開2000−219812号公報
【特許文献4】特開平1−118425号公報
【特許文献5】特開2000−273800号公報
【特許文献6】特開2009−029927号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、繊維状セルロースとしてナノセルロースに限定されることなく、十分に特性の不均一を解消した、肉厚の薄い成形体も作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、鋭意検討をした結果、下記に示す本発明により上記課題を解決できることを見出した。
[1]バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
[2]非フィブリル化繊維状セルロースの含水率が、30〜90質量%である前記[1]記載のセルロース含有熱可塑性樹脂の製造方法。
[3]非フィブリル化繊維状セルロースと熱可塑性樹脂との乾燥状態での質量比が10/90〜70/30である前記[1]記載のセルロース含有熱可塑性樹脂の製造方法。
[4]前記[1]〜[3]のいずれか1項に記載のセルロース含有熱可塑性樹脂の製造方法で作製されてなるセルロース含有熱可塑性樹脂。
[5]前記[4]記載のセルロース含有熱可塑性樹脂を射出成形してなるセルロース含有熱可塑性樹脂成形体。
[6]前記[4]記載のセルロース含有熱可塑性樹脂を押出成形してなるセルロース含有熱可塑性樹脂成形体。
【発明の効果】
【0010】
上記の本発明のセルロース含有熱可塑性樹脂の製造方法によれば、繊維状セルロースとして、ミクロフィブリル化したナノセルロースを用いなくても、均一な特性のセルロース含有熱可塑性樹脂を得ることができる。さらに、本発明のセルロース含有熱可塑性樹脂を用いれば、肉厚の薄い成形体を得ることができる。そのため、複雑な形状の成形体を得ることができる。
【図面の簡単な説明】
【0011】
【図1】バッチ式密閉型混練装置の模式図。
【図2】複数の回転羽根が配設された回転軸の模式図。
【図3】水蒸気の解放機構の模式図。
【発明を実施するための形態】
【0012】
本発明における非フィブリル化繊維状セルロースとは、その形状が繊維状であり、植物細胞壁を原料とするものであれば特に制限されない。例えば、具体的には、木材(針葉樹、広葉樹)、コットンリンター、ケナフ、マニラ麻(アバカ)、サイザル麻、ジュート、サバイグラス、エスパルト草、バガス、稲わら、麦わら、葦、竹等の天然セルロースを主成分とするパルプが使用される。パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプ等)、化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプ等)等であってもよい。本発明のセルロース含有熱可塑性樹脂あるいはその成形体の外観を良好とするためには、化学的に漂白されたクラフトパルプ(N−BKP、L−BKP等)が好ましく用いられる。非フィブリル化繊維状セルロースは、単独でまたは2種以上を組み合わせて使用してもよい。なお、非フィブリル化繊維状セルロースは、脱脂処理等の精製処理が施された繊維(例えば、脱脂綿等)であってもよい。本発明で用いられる非フィブリル化繊維状セルロースは、粒状、粉状ではなく、繊維状すなわち糸状であることが必要であり、アスペクト比(長さ/直径)が5より大きく、500より小さいものが好ましい。さらに好ましくは、アスペクト比(長さ/直径)が10より大きく、500より小さい非フィブリル化繊維状セルロースである。
【0013】
一般にセルロースナノファイバーとは、その単繊維の直径が100nmよりも小さいものがいわれるが、このようなナノファイバーを得るためには、高圧ホモジナイザーや石臼式摩擦機等によるミクロフィブリル化処理を行わなくてはならない。ミクロフィブリル化処理によりセルロースナノファイバーを得るには、時間がかかるため、エネルギーも多大に消費し効率が悪い。溶融混練時においても、セルロース繊維は混練装置より剪断力と衝撃力を受ける。一本の繊維が受ける剪断力が同じである場合、繊維長および繊維径が小さな繊維片では、セルロース単位体積あたりに働く剪断力はより大きくなるために、一般的に、細かな繊維はより細かくなる傾向にある。予め処理された、繊維径が100nmよりも小さいセルロースナノファイバーの場合でも溶融混練時に剪断力と衝撃力を受けるが、ナノファイバーやミクロフィブリル部分はより細かく、微細になり、繊維としてのアスペクト比(長さ/直径)も低下して、成形体の強度維持ができなくなる。また、溶融混練時にセルロースは300℃近傍から、ゆっくりと自己分解による繊維の崩壊も進むので、より細かな繊維では、より繊維長の低下が進行することになる。いずれにせよ、フィブリル化されたセルロース繊維は、このような溶融混練を行う場合、混練時に受ける剪断力や衝撃力、さらに温度制御等、取り扱いは難しい。一方、本発明で用いる繊維状セルロースはミクロフィブリル化処理されてなく、そのため繊維径もミクロフィブリル化処理されたセルロースより太いため、取り扱いもしやすく、成形体の強度維持を図ることができる。
【0014】
本発明における熱可塑性樹脂とは、ガラス転移温度または融点まで加熱されることによって軟化し、目的の形に成形できる樹脂のことであり、例えば、具体的には、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレンからなるポリエチレン類、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリ酢酸ビニル、ポリテトラフルオロエチレン、アクリロニトリルブタジエンスチレン樹脂、アクリロニトリルスチレン共重合樹脂、アクリル樹脂、ポリエチレンテレフタレート、ポリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等からなるポリエステル樹脂類等を挙げることができるが、熱可塑性樹脂であれば特に制限されるものではない。
【0015】
さらに、熱可塑性樹脂として、生分解性樹脂を用いることもできる。生分解性樹脂を用いることにより、廃棄の際、成形品を土中に埋設等することにより該成形品が微生物により分解されることが期待される。生分解性樹脂としては、環境的に分解される樹脂、特に微生物の作用により分解される樹脂であれば特に制限されない。例えば、具体的には、高分子多糖類、微生物ポリエステル、脂肪族ポリエステル等が挙げられ、より具体的には、ポリ乳酸樹脂、ポリカプロラクトン樹脂、ポリブチレンサクシネートアジペート樹脂、ポリエチレンサクシネート樹脂、ポリエチレンサクシネートカーボネート樹脂、ポリブチレンサクシネート樹脂、ポリブチレンアジペートテレフタレート樹脂、ポリヒドロキシアルカノート(例えば、ポリ(3−ヒドロキシ酪酸)(PHB)、ポリ(3−ヒドロキシ吉草酸)(PHV))、ラクトン樹脂、低分子量脂肪族ジカルボン酸と低分子量脂肪族ジオールから得られるポリエステル樹脂、酢酸セルロース系等の複合体、変性デンプン−変性ポリビニルアルコール複合体、その他の複合体を挙げることができるが、生分解性樹脂であれば特に制限されるものではない。
【0016】
本発明の熱可塑性樹脂として生分解性樹脂を用いる場合、その汎用性からポリ乳酸樹脂を用いるのが好ましい。ポリ乳酸樹脂には、ポリ乳酸ホモポリマーの他、乳酸コポリマーおよびブレンドポリマー等の乳酸系ポリマーが含まれる。乳酸系ポリマーの質量平均分子量は、一般に5〜50万である。また、ポリ乳酸樹脂におけるL−乳酸単位とD−乳酸単位の構成モル比L/Dは、100/0〜0/100のいずれであってもよく、特に制限されない。
【0017】
本発明において、バッチ式密閉型混練装置の撹拌室内に非フィブリル化繊維状セルロースと熱可塑性樹脂とを投入する際、繊維状セルロースの含水率が、30〜90質量%であることが好ましく、30〜80質量%がより好ましく、35〜70質量%がさらに好ましい。本発明における含水率とは、乾燥温度を120℃±2℃として、JIS P8203に則った操作方法で求めた絶乾率を、100質量%から除した数値をいう。非フィブリル化繊維状セルロースの含水率が前記範囲にあると、非フィブリル化繊維状セルロースと熱可塑性樹脂との親和性が増し、非フィブリル化繊維状セルロースの熱可塑性樹脂マトリックス中での分散性が良化し、本発明のセルロース含有熱可塑性樹脂の均一性が向上して、結果的にその成形体の強度がより向上する。
【0018】
製造されたパルプは、スラリー(懸濁液)の状態で、一般的には含水率が94〜97質量%である。また、パルプスラリーを脱水して得られたウェットパルプシートの含水率は一般的に30〜45質量%で、さらに、抄造乾燥した乾燥パルプシートの含水率は15〜20質量%である。そのため、本発明においては、ウェットパルプシートはそのまま使用することができるが、その他の形態では、そのままでは適正な含水率の非フィブリル化繊維状セルロースとして使用することが難しい。
【0019】
そこで、本発明においては、ウェットパルプシートあるいは乾燥パルプシートを離解してスラリー状態とした繊維状セルロースを用いることもできる。離解には、パルパー、ホレンダー、リファイナ、ニーダー、エッジ・ライナー等の装置を用いることができる。
【0020】
本発明で用いるバッチ式密閉型混練装置とは、(株)エムアンドエフ・テクノロジー製の国際公開2004/076044号パンフレット記載のバッチ式高速撹拌装置をいう。図1は本発明で用いるバッチ式密閉型混練装置の模式図である。本発明で用いるバッチ式密閉型混練装置1においては、機台ベース2上に横向に円筒形の撹拌室3と、材料投入部14およびらせん状羽根部材12が配設される材料供給室13とが複数の脚部によって配置される。両端の脚部に配置された軸受4、4により回転軸5を水平に支持して、回転軸5が撹拌室3の中心と同軸的に貫挿配置されている。
【0021】
撹拌室3中を貫通して配置された回転軸5の外周には、図2に示されるように、計6枚の横断面形状矩形であるとともに、全体形状矩形の回転羽根10a〜10fが、回転軸5の円周方向の180度の角度間隔の部位における軸方向において対向して突設されている。そのうちの軸方向の両端部の回転羽根10aおよび10fは、図1の右側面から見た場合の時計回りに回転したとき、その前縁が撹拌室3の両端の垂直壁11、11の内面とほとんど隙間なく摺接するように回転軸5の外周に固着されている。また、中間部の4枚の回転羽根10b、10c、10d、10eは回転軸5の外周面に千鳥状に固着され、回転時の前縁が該撹拌室3の両端を向く方向に各々配置されている。
【0022】
撹拌室3の両端垂直壁11のモーター側は、撹拌室3の一方の端壁に開設された撹拌室3の材料供給口であり、12は回転軸5の外周に形成されたらせん状の材料供給羽根部材であり、13は供給スクリューを包囲している材料供給室、14は材料供給室13の上方に設けられた材料投入部であり、材料投入部14には材料を投入した後溶融混練時に密閉性を保ち得る開閉自在のシャッター15が設けられている。
【0023】
本発明で用いられるバッチ式密閉型混練装置には、回転軸5の両端に、水蒸気の解放機構20が設けられている。図3は水蒸気の解放機構20の拡大模式図である。水蒸気の解放機構部を構成する回転軸の部分にはらせん状の溝22が切られており、回転軸5が回転したときに、外部から空気が撹拌室内部に送り込まれるように右ネジ、あるいは左ネジの方向にらせん状の溝22は切られている。図3において、矢印24は外部から撹拌室内部へ送り込まれる空気の方向を示している。また、本発明において、溶融混練時、撹拌室内部は非常な高圧力状態となるため、撹拌室内部の高圧力水蒸気は、矢印23の方向へ向かい外部に漏れ出ようとする。しかし、水蒸気の解放機構部20において、回転軸5に切ってあるらせん状の溝22の最外周部と外壁部との隙間の距離がわずかであるため、この部分で、両者はぶつかり合い、いずれ均衡を保つようになる。らせん状の溝22の最外周部と外壁との隙間の距離は、具体的には50〜3000μmであり、より好ましい隙間の距離は50〜700μmであり、さらに好ましくは50〜500μmである。
【0024】
回転羽根が配置された回転軸5は駆動源であるモーター8に連結されているが、本発明で用いるバッチ式密閉型混練装置においては、モーター8にかかる回転トルクを計測するトルクメーターが設置され、制御盤21にて回転トルクがモニターできる。本発明のセルロース含有熱可塑性樹脂の製造方法においては、該トルクメーターから計測される回転羽根10aないし10fが配設された回転軸5の回転トルクの変化を計測し、溶融混練の終了時点を判断する。回転トルクの計測値に応じた終了操作の措置は、初めて扱う素材の時には必須であるものの、同じ素材を定常的に用いる場合は、必ずしも毎回計測する必要はなく、実績より溶融混練の必要時間を決定しておき、その決められた溶融混練時間により終了時点を決めてもよい。
【0025】
撹拌室内の温度は、非フィブリル化繊維状セルロースと熱可塑性樹脂に、回転する回転羽根から加えられる高剪断力により急上昇するため、該回転羽根の回転速度で調節することができる。従って、撹拌室内温度を500℃近くまでにしようとすれば、かなりな高速で回転羽根を回転させなければならない。回転羽根の回転速度としては、好ましくは5〜100m/秒、さらに好ましくは7〜50m/秒である。
【0026】
本発明のセルロース含有熱可塑性樹脂の製造方法の手順を説明する。非フィブリル化繊維状セルロースと熱可塑性樹脂、必要に応じて水を、バッチ式密閉型混練装置の撹拌室3に投入する。投入する各素材は、投入前に、ブレンダー等で予備混合しておいてもよいし、撹拌室3に順番に投入してもよい。予備混合なしに直接各素材を撹拌室3に投入する際は、撹拌室3内部の回転羽根10aないし10fにより低速で撹拌しながら投入することが好ましい。各素材を撹拌室3に投入後、該撹拌室3を密閉状態にし、回転羽根10aないし10fを高速回転させる。各素材は強力な打撃あるいは剪断力を受け、撹拌室3内部の温度は急上昇する。温度上昇に伴い、非フィブリル化繊維状セルロースが含有している水分も含め、撹拌室3内部にある水分が蒸発し、水蒸気と化し、撹拌室3内部が水蒸気で充満され内部圧力が急上昇する。さらに、撹拌室3内部の温度が熱可塑性樹脂の軟化温度、溶融温度を超えることにより、熱可塑性樹脂の軟化あるいは溶融が開始し、非フィブリル化繊維状セルロースとの溶融混合が開始する。
【0027】
本発明のセルロース含有熱可塑性樹脂の製造方法においては、回転羽根10aないし10fが配設された回転軸5の回転トルクを計測することで、溶融混練の進行状況を把握し、溶融混練の終了を見極めることができる。すなわち、具体的には、回転羽根の回転数の高まりとともに回転トルクが上昇するが、被混練物の温度の上昇に伴い、熱可塑性樹脂の熱溶融が開始するため、該熱可塑性樹脂が完全に熱溶融するまで回転トルクは低下し続ける。この後、セルロースと熱可塑性樹脂との溶融混練が始まり、セルロースと樹脂との界面における相互作用力が増大することにより、回転トルクは再び上昇を始める。本発明においては、回転トルクが再上昇し始めた直後に回転羽根の回転を終了すればよい。本発明において、被混練物の温度は、回転トルクが上昇→低下→上昇と変動している間も上昇を続けるが、溶融混練は、回転トルクの再上昇後、被混練物の熱分解温度に達する前に終了することが好ましい。特にセルロースでは400℃近傍で熱分解速度が急速に増大するので、370℃以下で溶融混練を終了することが好ましい。すなわち、本発明においては、被混練物の温度が370℃に達するまでの任意の時間を回転トルクが上昇に転じた直後とすることができる。
【0028】
溶融混練の際、非フィブリル化繊維状セルロースと熱可塑性樹脂からなる被混練物は酸化分解から保護されている必要がある。特に、酸素による酸化の抑制は、被混練物の構造物性変化を抑制するために重要である。そのため、本発明のセルロース含有熱可塑性樹脂の製造方法においては、水蒸気の解放機構部において、水蒸気の流出入の均衡を保った状態、すなわち、撹拌室内部から流出する水蒸気と外部から撹拌室内へ流入する空気とが該解放機構部で釣り合い均衡状態を保つことにより、撹拌室内部への空気の流入を防ぐようにすることが好ましい。本発明の製造方法においては、撹拌開始直後、撹拌室内の圧力は急激に上昇し、その時点では、水蒸気の解放機構部において、水蒸気の流出入は均衡を保った状態にはなく、撹拌室内部の水蒸気は解放機構部より外部に流出する。この間、撹拌室内部の圧力は減少傾向を示し、最終的に均衡状態に達して、一定圧力を保持するようになる。また、本発明の製造方法においては、撹拌室内部が水の亜臨界状態となることがある。水の亜臨界状態とは、水の超臨界点(温度375℃、圧力22MPa)よりも低い状態をいい、亜臨界水は酸化性が非常に強い。セルロースは、300℃、20MPa近辺の水の亜臨界状態中でも水和反応による分解をゆっくり受けるため、反応時間も重要となる。以上のことを考慮した上で、本発明の製造方法においては、撹拌室の内圧を2〜10MPa程度の水蒸気で保持した状態で、回転トルクが最小値を示した直後、すなわち最小値を示してから少なくとも1秒から10分、好ましくは1秒から2分、さらに好ましくは1秒から30秒、酸素の流入を防止し、セルロースと熱可塑性樹脂を酸素酸化から保護しながら溶融混練を行う必要がある。
【0029】
本発明において、非フィブリル化繊維状セルロースと熱可塑性樹脂以外に各種添加剤を適宜加えることができる。添加剤としては、相溶化剤、酸化防止剤、熱安定剤、滑剤、離型剤、可塑剤、紫外線吸収剤、光安定剤、顔料、染料、帯電防止剤、導電性付与剤、分散剤、透明核剤、抗菌剤、防黴剤、難燃剤等の添加剤を、単独または2種類以上併せて使用することができるが、これらに限定されるわけではない。特に、有機系酸化防止剤、有機系紫外線吸収剤、帯電防止剤および難燃剤を添加することにより、本発明のセルロース含有熱可塑性樹脂の用途が広がるために好ましい。有機系酸化防止剤の例としては、フェノール系、ヒンダードフェノール系、チオエーテル系およびホスファイト系のものが挙げられる。
【0030】
本発明において、酸変性ポリオレフィン樹脂を添加することは、非フィブリル化繊維状セルロースと熱可塑性樹脂との親和性を向上させ、両者の接着性を強固なものとするため好ましい。酸変性ポリオレフィン樹脂とは、ポリエチレン系樹脂またはポリプロピレン系樹脂を、不飽和カルボン酸およびその誘導体(単量体)から選ばれる少なくとも一種によって変性したものをいう。不飽和カルボン酸および/またはその誘導体としては、アクリル酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸等の不飽和カルボン酸、またはその誘導体、例えば、具体的には、無水物、アミド、イミド、エステル等が挙げられる。これらの中でも、特に無水マレイン酸変性ポリオレフィンが好ましい。無水マレイン酸変性ポリオレフィンのセルロース含有熱可塑性樹脂への添加量は、セルロース含有熱可塑性樹脂に対する含有率で0.1〜10質量%が好ましく、1〜7質量%がより好ましく、2〜5質量%がさらに好ましい。
【0031】
本発明において、非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比が10/90〜70/30であることが好ましく、20/80〜60/40がより好ましく、40/60〜60/40がさらに好ましい。非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比がこの範囲にあると、反応後、撹拌室より取り出されたセルロース含有熱可塑性樹脂がフレーク状小片であり、次工程である成形工程での取り扱いが容易となる。また、非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比がこの範囲にあると、本発明のセルロース含有熱可塑性樹脂でできた成形品を焼却した際に発生する燃焼熱量が少なくてすむ。
【0032】
非フィブリル化繊維状セルロースと熱可塑性樹脂との質量比が、上記範囲外である場合、撹拌室より取り出したセルロース含有熱可塑性樹脂に、フレーク状小片が固まった塊状のものが含まれることがあるが、その際は、粉砕機で粉砕することが好ましい。粉砕機としては、特に制限されないが、異物混入が少なく、熱が余りかからないものが好ましい。例えば、具体的には、気流方式粉砕機、カッター方式粉砕機等を挙げることができる。
【0033】
本発明のセルロース含有熱可塑性樹脂を用いて、各種成形方法により成形体を製造することができる。成形方法としては、一般的な成形方法を用いることができ、特に制限されない。例えば、具体的には、射出成形法、押出成形法、圧縮成形法、回転成形法、中空成形法(ブロー成形法)、T−ダイ成形法、インフレーション成形法、カレンダー成形法等を挙げることができるが、これらの方法に制限されることはない。また、成形体の形状も特に制限されず、どのような形状のものを、どのような成形方法で製造してもよい。
【0034】
本発明のセルロース含有熱可塑性樹脂の優れた成形性を具現するためには、射出成形法を用いて精密な形状の成形体を得ることが好ましい。本発明のセルロース含有熱可塑性樹脂は、成形時の樹脂の流動性が良好であることはもちろん、均一な性能を保持しているためか、フローマーク、ウエルドライン、反り、ネジレといった成形不良を発生することがない。
【0035】
また、本発明のセルロース含有熱可塑性樹脂の成形方法としては、押出成形法も好ましく用いられる。本発明のセルロース含有熱可塑性樹脂を用いることで、中子を用いた異形成形も可能であるし、シート成形も可能である。さらに、シート成形の場合、成形後、1軸延伸、2軸延伸処理を行い、シート強度の向上を図ることもできる。
【0036】
さらに、本発明の熱可塑性樹脂では、繊維状セルロースが非常に均一に熱可塑性樹脂中に分散されているため、一度成形された成形体を再度粉砕してから溶融成形する際の混練時間が短くてすむ。そのため、含有されている繊維状セルロースの熱によるダメージが少ないため成形材料として再利用することができる。
【実施例】
【0037】
次に本発明を実施例によりさらに詳細に説明するが、本発明はこれらに何ら限定されるものではない。
【0038】
(実施例1)
非フィブリル化繊維状セルロースとして、広葉樹晒クラフトパルプ(L−BKP)のウェットパルプシートを用意し、固形分濃度が25質量%となるように調製して、離解機に投入して離解した後、脱水して、含水率60質量%である非フィブリル化繊維状セルロースを作製した。非フィブリル化繊維状セルロースと熱可塑性樹脂((株)プライムポリマー製、商品名:プライムポリプロ(登録商標)F109V)とを質量比で50:50となるように調製し、バッチ式密閉型混練装置((株)エムアンドエフ・テクノロジー製)の撹拌室に投入した。その後、回転数1500rpm(回転羽根先端の周速で26m/秒相当)で回転羽根を回転させた。回転開始と同時に解放機構部より水蒸気が漏洩しだした。およそ5分後、モーターの回転トルク値が最大値に達した後、減少しだし、最小値を示し上昇に転じてから20秒後に、モーターのスイッチを切り、回転羽根の回転を止めた。この間、解放機構部より水蒸気は漏洩していた上、撹拌室の内部圧力は一定値を保持せず減少傾向を示した。モーターのスイッチを切った時点の撹拌室内部の温度は380℃であった。完全に回転羽根の回転が停止した後、本発明のセルロース含有熱可塑性樹脂を取り出した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0039】
(実施例2)
非フィブリル化繊維状セルロースとして、広葉樹晒クラフトパルプ(L−BKP)のウェットパルプシートを用意し、カッタータイプ粉砕機((株)ホーライ製、商品名:BO−2572、4mmメッシュ装着)で粉砕した後、カッタータイプ粉砕機((株)ホーライ製、商品名:メッシュミルHA8−2542−25)で微粉砕し非フィブリル化繊維状セルロースとした。非フィブリル化繊維状セルロースと熱可塑性樹脂((株)プライムポリマー製、商品名:プライムポリプロ(登録商標)F109V)とを質量比で50:50となるように調製し、予備混合した後に、さらに、非フィブリル化繊維状セルロースの含水率が60質量%に相当する水を添加して予備混合した後、実施例1で使用したのと同じバッチ式密閉型混練装置に投入した。その後も、実施例1と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0040】
(実施例3)
実施例2において、回転数を2500rpm(回転羽根先端の周速で43m/秒相当)に変更して本発明のセルロース含有熱可塑性樹脂を得た。なお、回転羽根を回転開始したと同時に解放機構部より水蒸気が漏洩しだしたが、1分後に漏洩は停止し、解放機構部にて均衡が保たれた状態で溶融混練が進行した。水蒸気の漏洩が停止してから1分後、モーターの回転トルク値が最大値に達した後、減少しだし、最小値を示し上昇に転じてから20秒後に、モーターのスイッチを切り、回転羽根の回転を止めた。なお、水蒸気の漏洩停止から回転羽根の撹拌停止までの間、撹拌室内部の圧力は一定値を示していた。得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0041】
(実施例4)
非フィブリル化繊維状セルロースを針葉樹晒クラフトパルプ(N−BKP)のウェットパルプシートに変更した以外は、実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0042】
(実施例5)
非フィブリル化繊維状セルロースを広葉樹のケミグランドパルプ(CGP)のウェットパルプシートに変更した以外は、実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0043】
(実施例6)
バッチ式密閉型混練装置に投入した配合を、非フィブリル化繊維状セルロース/熱可塑性樹脂/無水マレイン酸変性ポリプロピレン(三菱化学(株)、商品名:モディック(登録商標)P928)=50/45/5に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0044】
(実施例7)
非フィブリル化繊維状セルロースの含有水量を28質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後30秒で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0045】
(実施例8)
非フィブリル化繊維状セルロースの含有水量を30質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後30秒で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0046】
(実施例9)
非フィブリル化繊維状セルロースの含有水量を90質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後3分で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0047】
(実施例10)
非フィブリル化繊維状セルロースの含有水量を95質量%に変更した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。解放機構部からの水蒸気の漏洩は、撹拌開始後3分で停止した。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0048】
(実施例11)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0049】
(実施例12)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0050】
(実施例13)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0051】
(実施例14)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例3と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0052】
(実施例15)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0053】
(実施例16)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0054】
(実施例17)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0055】
(実施例18)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例7と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0056】
(実施例19)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0057】
(実施例20)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0058】
(実施例21)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0059】
(実施例22)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例8と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0060】
(実施例23)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0061】
(実施例24)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0062】
(実施例25)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0063】
(実施例26)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例9と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0064】
(実施例27)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で7:93となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0065】
(実施例28)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で10:90となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0066】
(実施例29)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で70:30となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にフレーク状の小片であり、その小片が固まった塊はその中には見られなかった。
【0067】
(実施例30)
非フィブリル化繊維状セルロースと熱可塑性樹脂とを質量比で74:26となるように調製した以外は実施例10と同様にして本発明のセルロース含有熱可塑性樹脂を得た。なお、得られた本発明のセルロース含有熱可塑性樹脂は、全体的にはフレーク状の小片であったが、一部にその小片が固まった塊が見られた。
【0068】
(比較例1)
バッチ式密閉型混練装置を、ヘンシェルミキサー(登録商標)に変更した以外は、実施例2と同様にしてセルロース含有熱可塑性樹脂を得た。なお、回転羽根の回転開始と同時にヘンシェルミキサー(登録商標)より蒸気が漏れだし、溶融混練作業中継続して水蒸気は漏洩し続け、その際、撹拌室内部の圧力は常圧である0.1MPaを示した。
【0069】
(比較例2)
回転トルクが最大値を示した後、低下しだし最小値に達する直前に溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0070】
(比較例3)
回転トルクが最小値を示してから20分後に溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。なお、溶融混練終了直前の撹拌室内部の温度は480℃であった。
【0071】
(比較例4)
回転トルクが最大値となってから低下し始めたところで溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0072】
(比較例5)
回転トルクが最大値となってから低下し始め、最大値の50%となった時点で溶融混練を終了した以外は実施例3と同様にしてセルロース含有熱可塑性樹脂を得た。
【0073】
(精密成形性)
寸法精度が良好なものほど細かな形状を成形したときに変形等が起こりにくく精密成形性が良好である。そこで、線膨張係数の横/縦比(異方性)をもって寸法精度、すなわち精密成形性の尺度とした。数値は小さいほど精密成形性が良好である。測定は、ASTM D696に則って行った(昇温速度:2℃/分、温度範囲:23〜80℃、測定機:(株)パーキンエルマージャパン製、商品名:DMA7)。
【0074】
(反り)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いて射出成形機((株)日本製鋼所製、商品名:J55ELIII)で板(150mm×80mm×1mm)を射出成形した。成形の際、射出時間を0.3秒に設定した。作製した板を平らな台の上に置き持ち上がり量を測定した。測定は、四隅のうち1点を台と密着させた際に持ち上がり量が最も高い隅の持ち上がり量を測定した。持ち上がり量は小さい方が良好で、樹脂特性が均一なため反りが少ないと判断される。
【0075】
(曲げ弾性率)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いてJIS K7171に則り曲げ弾性率を測定した。数値は大きい方が曲げ弾性率が高い。
【0076】
(外観性)
実施例および比較例で得たセルロース含有熱可塑性樹脂を90℃に設定した乾燥機中で3時間乾燥した後、射出成形機((株)日本製鋼所製、商品名:J55ELIII)で厚み2mmのプレート(80mm×50mm)を20枚成形し、目視で外観を評価し、フローマークおよび表面荒れの発生がなく外観が良好なものの枚数をもって評価結果とした。数値は大きい方が良好である。
【0077】
(押出成形性)
実施例および比較例で作製したセルロース含有熱可塑性樹脂を用いて押出成形機で異形成形(アイ・ケー・ジー(株)製異形成形装置、金型形状:150mm×5mm)を行った。出来上がった成形品を長さ200mmに切断して、平らな平面上において成形品に反り、捻じれ等がないか確認する。押出成形性が良好なものは、金型から押し出されたときに自重により撓むこと、あるいは角が丸くなることがないため、反り、捻じれ等が発生しない。反り、捻じれ等がないものを○、わずかでも発生したものを×とした。
【0078】
評価結果を表1に示す。
【0079】
【表1】
【0080】
表1より明らかなように、実施例は、比較例と比べて、精密成形性、反り、曲げ弾性率、外観性、押出成形性の全ての評価項目において優れている。特に、精密成形性、曲げ弾性率が、実施例で作製した本発明のセルロース含有熱可塑性樹脂の方が比較例で作製したセルロース含有熱可塑性樹脂より優れていることから、本発明のセルロース含有熱可塑性樹脂では、繊維状セルロースが熱可塑性樹脂マトリックス中に均一に分散し、また、両者の親和性が良好であることがわかる。
【0081】
また、繊維状セルロース/熱可塑性樹脂の比率が同じである実施例7、8、9、10(非フィブリル化繊維状セルロース/熱可塑性樹脂=50/50)と実施例11、15、19、23、27(非フィブリル化繊維状セルロース/熱可塑性樹脂=7/93)と実施例12、16、20、24、28(非フィブリル化繊維状セルロース/熱可塑性樹脂=10/90)と実施例13、17、21、25、29(非フィブリル化繊維状セルロース/熱可塑性樹脂=70/30)と実施例14、18、22、26、30(非フィブリル化繊維状セルロース/熱可塑性樹脂=74/26)のそれぞれの組み合わせの中で、曲げ弾性率を比較すると、繊維状セルロースの含水率が30〜90質量%の範囲にあると、曲げ弾性率がより向上することがわかる。
【0082】
実施例において、繊維状セルロース/熱可塑性樹脂の比率が10/90より繊維状セルロースが少ないと、精密成形性が若干大きく出る傾向があること、また、70/30より繊維状セルロースが多いと、曲げ弾性率が若干低下する傾向があることがわかる。また、繊維状セルロース/熱可塑性樹脂との比率が10/90〜70/30の範囲にあるものでは、得られたセルロース含有熱可塑性樹脂中に、小片が固まった塊が発生していなかったが、該比率がこの範囲以外のものでは、小片の固まった塊が発生した。塊は、次工程である成形工程において、大きな障害となるほどのものではなかったが、発生しない方が好ましい。故に、本発明において、繊維状セルロースと熱可塑性樹脂との比率は10/90〜70/30がより好ましいことがわかる。
【産業上の利用可能性】
【0083】
本発明のセルロース含有熱可塑性樹脂の製造方法を用いて製造した熱可塑性樹脂はその特性がより均一であるため、肉厚の薄い成形体等の精密な成形体を得ることができる。また、特性が均一であることより、全体的に優れた特性を発揮することができる上、粉砕して再度成形用材料として溶融成形して用いることができるので、その応用範囲が広く有効である。
【符号の説明】
【0084】
1 高速撹拌装置
2 機台ベース
3 撹拌室
4 軸受
5 回転軸
8 モーター
10a〜10f 回転羽根
11 撹拌室の垂直壁
12 らせん状羽根部材
13 材料供給室
14 材料投入部
15 シャッター
20 水蒸気の解放機構
21 制御盤
22 らせん状溝
23 水蒸気流出方向
24 空気流入方向
【特許請求の範囲】
【請求項1】
バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
【請求項2】
非フィブリル化繊維状セルロースの含水率が、30〜90質量%である請求項1記載のセルロース含有熱可塑性樹脂の製造方法。
【請求項3】
非フィブリル化繊維状セルロースと熱可塑性樹脂との乾燥状態での質量比が10/90〜70/30である請求項1記載のセルロース含有熱可塑性樹脂の製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載のセルロース含有熱可塑性樹脂の製造方法で作製されてなるセルロース含有熱可塑性樹脂。
【請求項5】
請求項4記載のセルロース含有熱可塑性樹脂を射出成形してなるセルロース含有熱可塑性樹脂成形体。
【請求項6】
請求項4記載のセルロース含有熱可塑性樹脂を押出成形してなるセルロース含有熱可塑性樹脂成形体。
【請求項1】
バッチ式密閉型混練装置に備えられた撹拌室内部で、少なくとも熱可塑性樹脂と非フィブリル化繊維状セルロースとを、回転軸に配設された回転羽根の高速回転により溶融混練するセルロース含有熱可塑性樹脂の製造方法において、該バッチ式密閉型混練装置が、該撹拌室内部の非フィブリル化繊維状セルロースから発生する水蒸気の過剰分を外部へ解放する水蒸気の解放機構を有しており、かつ、該回転羽根が配設された該回転軸の回転トルクが最小値に達し上昇に転じた直後に、溶融混練を終了し、被混練物を取り出すことを特徴とするセルロース含有熱可塑性樹脂の製造方法。
【請求項2】
非フィブリル化繊維状セルロースの含水率が、30〜90質量%である請求項1記載のセルロース含有熱可塑性樹脂の製造方法。
【請求項3】
非フィブリル化繊維状セルロースと熱可塑性樹脂との乾燥状態での質量比が10/90〜70/30である請求項1記載のセルロース含有熱可塑性樹脂の製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載のセルロース含有熱可塑性樹脂の製造方法で作製されてなるセルロース含有熱可塑性樹脂。
【請求項5】
請求項4記載のセルロース含有熱可塑性樹脂を射出成形してなるセルロース含有熱可塑性樹脂成形体。
【請求項6】
請求項4記載のセルロース含有熱可塑性樹脂を押出成形してなるセルロース含有熱可塑性樹脂成形体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−93990(P2011−93990A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−247914(P2009−247914)
【出願日】平成21年10月28日(2009.10.28)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月28日(2009.10.28)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
[ Back to top ]