
セルロース繊維で構成された不織布及び蓄電素子用セパレータ
【課題】ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成され、かつ機械的強度及び耐熱性が高いセルロース繊維不織布を提供する。
【解決手段】平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙して不織布を調製する。この不織布の厚みは20μm以下であってもよい。前記セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、0.01〜15重量部程度であってもよい。本発明の不織布は、合成樹脂を実質的に含んでいなくてもよく、例えば、ポリアクリルアミドなどの紙力増強剤を含有しなくても、薄肉であっても機械的強度に優れる。さらに、透気性にも優れているため、蓄電素子用セパレータやフィルターなどに利用できる。
【解決手段】平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙して不織布を調製する。この不織布の厚みは20μm以下であってもよい。前記セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、0.01〜15重量部程度であってもよい。本発明の不織布は、合成樹脂を実質的に含んでいなくてもよく、例えば、ポリアクリルアミドなどの紙力増強剤を含有しなくても、薄肉であっても機械的強度に優れる。さらに、透気性にも優れているため、蓄電素子用セパレータやフィルターなどに利用できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂で構成された紙力増強剤を実質的に含有せず、かつミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布及びこの不織布で形成された蓄電素子用セパレータに関する。
【背景技術】
【0002】
従来から、セルロース繊維で構成された不織布は、サイズ剤や紙力増強剤などを添加して紙として印刷用紙や書籍などに利用されてきたが、気体や液体などに対する透過性を利用して、フィルターや蓄電素子のセパレータなどにも利用されている。特に、近年は、ハイブリッド自動車やモバイル機器などにおける電池やキャパシタなどの蓄電素子の開発が活発化するに伴って、熱安定性に優れ、電気化学的に安定なセルロース繊維で構成された不織布をセパレータとして利用する技術が提案されている。
【0003】
例えば、特開平10−223196号公報(特許文献1)には、正極活物質と負極活物質とをセパレータによって電子的に隔離してなる非水系電池において、前記セパレータはセルロースを原料として湿紙を製造し、この湿紙に存在する空隙構造を保持したまま乾燥させた非水系電池が開示されている。この文献には、セパレータを構成するセルロース繊維として、高圧下剪断力で解繊した繊維径1μm以下のマイクロフィブリル化セルロース、バクテリアセルロースが記載され、叩解したマイクロフィブリル化セルロースの繊維径は0.4μm程度であることが示唆されている。また、湿紙に空隙構造を保持したまま乾燥する方法として、水を有機溶媒で置換して乾燥する方法が記載されている。さらに、セパレータの厚みは15〜100μmが好ましいと記載され、実施例では約50μmのセパレータが調製されている。
【0004】
また、特開2006−49797号公報(特許文献2)には、最大繊維太さが1000nm以下であるセルロース繊維からなり、通気度が5〜700sec/100ccであるセパレータであって、このセパレータに0.8mol/Lのテトラエチルアンモニウム・BF4塩/プロピレンカーボネート溶液を含浸させた状態での膜の交流2端子法によって算出される20℃における電気抵抗値が1.0Ωcm2以下である蓄電デバイス用セパレータが開示されている。この文献には、セルロース繊維の最大繊維径は、好ましくは400nm以下、さらに好ましくは150nm以下と記載され、セルロース繊維として、フィブリル化セルロース、バクテリアセルロースが記載されている。さらに、セパレータの厚みは5〜50μm、好ましくは10〜30μmと記載されている。
【0005】
しかし、これらのセパレータのうち、マイクロフィブリル化セルロース単独で構成されたセパレータでは強度が低い。なお、紙では、通常、セルロース繊維不織布の強度を向上させるために、一般的に、紙力増強剤としてポリアクリルアミドが配合される。しかし、ポリアクリルアミドを配合すると、電気化学的に不安定である上に、ポリアクリルアミドは発ガン性物質であるため、安全面からも好ましくない。一方、バクテリアセルロース単独で構成されたセパレータでは、抄紙が困難で生産性が低い上に、孔径が小さく、例えば、キャパシタなどのセパレータには不向きであり、用途が制限される。
【0006】
さらに、特開平8−171893号公報(特許文献3)には、正極と、リチウム又はリチウム合金からなる負極と、セパレータと、電解液とで構成されたリチウム電池において、前記セパレータが天然パルプ20〜70重量%と微細合成繊維80〜30重量%の配合割合で混合抄紙したシートであり、かつ前記微細合成繊維の繊維径が5μm以下であるリチウム電池用セパレータが開示されている。この文献では、微細合成繊維は、不織布の孔径を微小化するために、シート乾燥時に天然パルプと水素結合しない合成繊維として、ポリエチレン、ポリプロピレン、アラミドが使用されている。さらに、実施例では、天然パルプ及び微細合成繊維に加えて、熱溶融温度70℃のビニロン繊維を10%配合して80℃で処理することにより、厚み50μm程度のセパレータを製造している。
【0007】
しかし、このセパレータでも、耐熱性が低く、ビニロン繊維などの合成樹脂で構成された繊維を含むため、電気化学的に不安定である。さらに、太い天然パルプを含むため、セパレータの薄肉化が困難である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−223196号公報(特許請求の範囲、段落[0032][0043][0057]、実施例)
【特許文献2】特開2006−49797号公報(特許請求の範囲、段落[0019][0020][0042]、実施例)
【特許文献3】特開平8−171893号公報(請求項1、段落[0009]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の目的は、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成され、かつ機械的強度及び耐熱性が高いセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0010】
本発明の他の目的は、薄肉であっても、透気性と機械的強度とを両立できるセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0011】
本発明のさらに他の目的は、電気化学的に安定であり、かつ生産性及び安全性も高いセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0012】
本発明の別の目的は、孔径が比較的大きく、キャパシタなどに適したセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【課題を解決するための手段】
【0013】
本発明者は、前記課題を達成するため鋭意検討した結果、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙することにより、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布の耐熱性及び機械的強度を向上できることを見いだし、本発明を完成した。
【0014】
すなわち、本発明の不織布は、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布である。本発明の不織布は、厚みが20μm以下であってもよい。前記セルロースナノファイバーは植物由来であり、かつ平均繊維径に対する平均繊維長の比が2000以上であってもよい。前記セルロースナノファイバーの平均繊維径が15〜80nmであり、かつ繊維径分布の標準偏差が80nm以下であってもよい。前記セルロースナノファイバーは、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法で得られるナノファイバーであってもよい。前記原料セルロース繊維は、木材繊維及び/又は種子毛繊維で構成されたネバードライパルプ由来のセルロース繊維であり、かつカッパー価が30以下であってもよい。前記セルロース繊維の平均繊維径は0.1〜10μmであってもよい。前記セルロース繊維の平均繊維径と前記セルロースナノファイバーの平均繊維径との比は、前者/後者=10/1〜100/1程度であってもよい。前記セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、0.01〜15重量部程度であってもよい。本発明の不織布は、合成樹脂を実質的に含まないのが好ましく、例えば、ポリアクリルアミドなどの紙力増強剤を含有しなくても、薄肉で機械的強度に優れる。すなわち、本発明の不織布は、坪量10g/m2における引張強度が6N/15mm以上であってもよい。さらに、本発明の不織布は、機械的強度を保持しつつ、透気性にも優れ、坪量10g/m2における透気度が10秒/100ml以上であってもよい。
【0015】
本発明には、前記不織布で構成された蓄電素子用セパレータも含まれる。
【発明の効果】
【0016】
本発明では、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙しているため、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布の機械的強度及び耐熱性を向上できる。さらに、薄肉であっても、透気性と機械的強度とを両立できるため、フィルターや蓄電素子のセパレータなどに利用できる。特に、電気化学的に安定であるため、蓄電素子のセパレータに特に有用であり、生産性にも優れている。さらに、ポリアクリルアミドなどの有害な紙力増強剤を含まないため、安全性も高い。また、孔径が比較的大きいため、蓄電素子の中でも、キャパシタなどに特に適している。
【図面の簡単な説明】
【0017】
【図1】図1は、ホモジナイザーを用いて繊維を含む分散液をホモジナイズ処理する工程を示す概略断面図である。
【図2】図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図である。
【図3】図3は、破砕型ホモバルブシートの斜視図である。
【図4】図4は、非破砕型ホモバルブシートの斜視図である。
【発明を実施するための形態】
【0018】
本発明の不織布は、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布である。
【0019】
[セルロース繊維]
セルロース繊維としては、β−1,4−グルカン構造を有する多糖類である限り、特に制限されず、高等植物由来のセルロース繊維[例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)、竹繊維、サトウキビ繊維、種子毛繊維(コットンリンター、ボンバックス綿、カポックなど)、ジン皮繊維(例えば、麻、コウゾ、ミツマタなど)、葉繊維(例えば、マニラ麻、ニュージーランド麻など)などの天然セルロース繊維(パルプ繊維)など]、動物由来のセルロース繊維(ホヤセルロースなど)、バクテリア由来のセルロース繊維、化学的に合成されたセルロース繊維[セルロースアセテート(酢酸セルロース)、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどの有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロースなどの無機酸エステル;硝酸酢酸セルロースなどの混酸エステル;ヒドロキシアルキルセルロース(例えば、ヒドロキシエチルセルロース(HEC)、ヒドロキシプロピルセルロースなど);カルボキシアルキルセルロース(カルボキシメチルセルロース(CMC)、カルボキシエチルセルロースなど);アルキルセルロース(メチルセルロース、エチルセルロースなど);再生セルロース(レーヨン、セロファンなど)などのセルロース誘導体など]などが挙げられる。これらのセルロース繊維は、単独で又は二種以上組み合わせて使用してもよい。
【0020】
なお、セルロース繊維として、パルプを用いる場合、パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプなど)、又は化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプなど)などであってもよく、必要に応じて、後述するような叩解(予備叩解)処理された叩解繊維(叩解パルプなど)であってもよい。また、セルロース繊維は、慣用の精製処理、例えば、脱脂処理などが施された繊維(例えば、脱脂綿など)であってもよい。さらに、セルロース繊維は、後述するセルロースナノファイバーと同様に、カッパー価が30以下(特に0〜10程度)のネバードライパルプ由来の繊維であってもよい。
【0021】
本発明では、セルロース繊維の平均繊維径はミクロンオーダー以下の微小な繊維径である。すなわち、平均繊維径は0.1〜20μmであり、例えば、0.1〜10μm、好ましくは0.15〜3μm(例えば0.2〜2μm)、さらに好ましくは0.2〜1μm(特に0.25〜0.5μm)程度である。本発明では、セルロース繊維がこのような繊維径を有するため、抄紙し易く生産性に優れるとともに、短絡も抑制され、薄肉化が要求されるキャパシタなどの蓄電素子やフィルターに適した不織布を調製できる。
【0022】
さらに、繊維径分布の標準偏差は、例えば、1μm以下(例えば、5〜100μm)、好ましくは8〜500μm、さらに好ましくは10〜100μm程度である。さらに、セルロース繊維の最小繊維径は0.1mm以上(例えば、0.1〜0.3μm)程度であってもよい。本発明では、不織布を構成するセルロース繊維の繊維径が均一であるため、不織布の孔径を均一化できる。
【0023】
セルロース繊維の平均繊維長は、特に限定されないが、繊維同士が適度に交絡して不織布の強度を確保できる点から、0.01mm以上であるのが好ましく、例えば、0.05〜10mm、好ましくは0.1〜5mm、さらに好ましくは0.3〜4mm(特に0.4〜3mm)程度である。セルロース繊維の平均繊維径に対する平均繊維長(平均アスペクト比)は、例えば、100〜10000、好ましくは200〜5000、さらに好ましくは300〜3000(特に、400〜2000)程度であってもよい。
【0024】
なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最小繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0025】
[セルロース繊維の製造方法]
セルロース繊維は、通常、ミクロフィブリル化することにより得られ、詳細には、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、原料セルロース繊維を叩解してミクロフィブリル化するリファイナー工程を経て製造してもよい。
【0026】
(分散液調製工程)
原料繊維の平均繊維長は、例えば、0.01〜20mm、好ましくは0.05〜10mm、さらに好ましくは0.06〜8mm程度であり、通常0.1〜5mm程度である。また、原料繊維の平均繊維径は、0.01〜500μm、好ましくは0.05〜400μm、さらに好ましくは0.1〜300μm(特に0.2〜250μm)程度である。
【0027】
溶媒としては、原料繊維に化学的又は物理的損傷を与えない限り特に制限されず、例えば、水、有機溶媒[アルコール類(メタノール、エタノール、2−プロパノール、イソプロパノールなどC1-4アルカノールなど)、エーテル類(ジエチルエーテル、ジイソプロピルエーテルなどのジC1-4アルキルエーテル、テトラヒドロフランなどの環状エーテル(環状C4-6エーテルなど))、エステル類(酢酸エチルなどアルカン酸エステル)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトンなどのジC1-5アルキルケトン、シクロヘキサノンなどのC4-10シクロアルカノンなど)、芳香族炭化水素(トルエン、キシレンなど)、ハロゲン系炭化水素類(塩化メチル、フッ化メチルなど)など]などが挙げられる。
【0028】
これらの溶媒は、単独で又は二種以上組み合わせて使用してもよい。また、これらの溶媒のうち、生産性、コストの点から、水が好適であり、必要により、水と水性有機溶媒(C1-4アルカノール、アセトンなど)との混合溶媒を用いてもよい。
【0029】
リファイナー処理に供する原料繊維は、溶媒中に少なくとも共存した状態であればよく、リファイナー処理に先だって、原料繊維を溶媒中に分散(又は懸濁)させてもよい。分散は、例えば、慣用の分散機(超音波分散機、ホモディスパー、スリーワンモーターなど)などを用いて行ってもよい。なお、前記分散機は、機械的撹拌手段(撹拌棒、撹拌子など)を備えていてもよい。
【0030】
原料繊維の溶媒中における濃度は、例えば、0.01〜20重量%、好ましくは0.05〜10重量%、さらに好ましくは0.1〜5重量%(特に0.5〜3重量%)程度であってもよい。
【0031】
(リファイナー工程)
リファイナー処理では、ディスクリファイナー(シングルディスクリファイナー、ダブルディスクリファイナーなど)を使用することができる。前記ディスクリファイナーのディスククリアランスは、0.1〜0.3mm、好ましくは0.12〜0.28mm、さらに好ましくは0.13〜0.25mm(例えば、0.14〜0.23mm)程度であってもよい。
【0032】
ディスクの回転数は、特に制限されず、1,000〜10,000rpmの広い範囲から選択でき、例えば、1,000〜8,000rpm、好ましくは1,300〜6,000rpm、さらに好ましくは1,600〜4,000rpm程度であってもよい。
【0033】
前記リファイナー処理では、処理回数(パス回数)は、1〜20回、好ましくは2〜15回、さらに好ましくは3〜10回(例えば、4〜9回)程度であってもよい。
【0034】
原料繊維の叩解処理の度合いは、例えば、カナディアンフリーネス値(カナダ標準濾水度)が100〜300ml、好ましくは120〜280ml、さらに好ましくは150〜250ml程度となるような度合いであってもよい。なお、カナディアンフリーネス値(CSF)は、JIS P8121「パルプの濾水度試験法;カナダ標準型」に準拠して、0.1重量%濃度の繊維スラリーを用いて測定した値である。
【0035】
なお、叩解処理の度合いは、ディスククリアランス及びリファイナー処理回数で調節することができる。ディスククリアランスが狭すぎたり、処理回数が多すぎると、原料繊維が大きな剪断力を受け、フィブリル化が進行し、ねじれや表面の荒れが生じ、繊維同士が絡まりやすくなり、リファイナー処理して得られたフィブリル化繊維の分散性が低下する。また、ディスククリアランスが広すぎると、原料繊維に加わる剪断力が小さくなり、未分割部分が残存する。
【0036】
[セルロースナノファイバー]
本発明では、セルロースナノファイバーは、前記セルロース繊維よりも極細のナノメータサイズの繊維径を有するファイバーであり、不織布中において前記セルロース繊維に対して紙力増強剤としての作用を有する。
【0037】
セルロースナノファイバーを構成するセルロースは、前記セルロース繊維を構成するセルロースと同様のセルロースで構成されていてもよい。前記セルロースのうち、ナノファイバーの生産性が高く、適度な繊維径及び繊維長を有する点から、植物由来のセルロース、例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)や種子毛繊維(コットンリンターパルプなど)などのパルプ由来のセルロースが好ましい。パルプとしては、前記セルロース繊維と同様の方法で得られたパルプを使用できるが、セルロースナノファイバーとしては、原料繊維同士の絡まりを抑制し、ホモジナイズ処理による効率的なミクロフィブリル化を実現し、均一なナノメータサイズのファイバーを得る観点から、ネバードライパルプ、すなわち乾燥履歴のないパルプ(乾燥することなく、湿潤状態を保持したパルプ)が特に好ましい。
【0038】
さらに、セルロースナノファイバーは、用途に応じて、α−セルロース含有量の高い高純度セルロース、例えば、α−セルロース含有量70〜100重量%(例えば、95〜100重量%)、好ましくは98〜100重量%程度であってもよい。さらに、本発明では、リグニンやヘミセルロース含量の少ない高純度セルロースを使用することにより、木材繊維や種子毛繊維を使用しても、ナノメータサイズで、かつ均一な繊維径を有するセルロースナノファイバーを調製できる。リグニンやヘミセルロース含量の少ないセルロースは、特に、カッパー価(κ価)が30以下(例えば、0〜30)、好ましくは0〜20、さらに好ましくは0〜10(特に0〜5)程度のセルロースであってもよい。なお、カッパー価は、JIS P8211の「パルプ−カッパー価試験方法」に準拠した方法で測定できる。これらの原料セルロースは、単独で又は二種以上組み合わせて使用してもよい。
【0039】
特に、セルロースナノファイバーは、木材繊維及び/又は種子毛繊維で構成され、かつカッパー価が30以下(特に0〜10程度)のネバードライパルプ由来のファイバーであってもよい。このようなパルプは、木材繊維及び/又は種子毛繊維を塩素で漂白処理することにより調製してもよい。
【0040】
セルロースナノファイバーは、前記セルロース繊維よりも細く、平均繊維径が100nm未満である。平均繊維径は、例えば、10〜90nm、好ましくは15〜80nm、さらに好ましくは20〜60nm(特に25〜50nm)程度である。さらに、繊維径分布の標準偏差は、例えば、80nm以下(例えば、1〜80nm)、好ましくは3〜50nm、さらに好ましくは5〜40nm(特に10〜30nm)程度である。本発明では、ナノメータサイズで均一であるため、セルロース繊維を均一に補強できるとともに、不織布の孔径も均一化できる。さらに、セルロースナノファイバーは、均一なナノメータサイズを有しており、最大繊維径も100nm未満であり、例えば、30〜90nm、好ましくは40〜80nm、さらに好ましくは50〜70nm程度である。
【0041】
セルロース繊維の平均繊維径とセルロースナノファイバーの平均繊維径との比は、前者/後者=2/1〜1000/1程度の範囲から選択でき、例えば、5/1〜500/1、好ましくは10/1〜100/1、さらに好ましくは20/1〜80/1(特に25/1〜70/1)程度であってもよい。両者の繊維径比がこの範囲にあると、セルロースナノファイバーがセルロース繊維により形成された孔を塞ぐことなく、補強できるためか、透気性と強度とを両立できる。
【0042】
セルロースナノファイバーの平均繊維長は10〜1000μm程度の範囲から選択できるが、不織布の機械的特性を向上できる点から、例えば、100〜500μm、好ましくは110〜400μm、さらに好ましくは120〜300μm(特に130〜200μm)程度であってもよい。さらに、平均繊維径に対する平均繊維長の比(平均繊維長/平均繊維径)(平均アスペクト比)は2000以上であり、例えば、2000〜15000、好ましくは3000〜10000、さらに好ましくは4000〜8000(特に5000〜7000)程度である。本発明では、このように、ナノサイズの平均径を有するにも拘わらず、比較的長い繊維長及びアスペクト比を有するナノファイバーを用いることにより、セルロース繊維とナノファイバー又はナノファイバー同士が適度に絡み合うためか、不織布の強度を向上できる。
【0043】
なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最大繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0044】
セルロースナノファイバーの横断面形状(繊維の長手方向に垂直な断面形状)は、バクテリアセルロースのような異方形状(扁平形状)であってもよいが、植物由来のナノファイバーの場合、通常、略等方形状である。略等方形状としては、例えば、真円形状、正多角形状などであり、略円形状の場合、短径に対する長径の比(平均アスペクト比)は、例えば、1〜2、好ましくは1〜1.5、さらに好ましくは1〜1.3(特に1〜1.2)程度である。
【0045】
セルロースナノファイバーの脱水時間は、API規格の脱水量に関する試験方法に準拠して、0.5重量%濃度の繊維スラリーを用いて測定したとき、例えば、1000秒以上であり、好ましくは1200〜10000秒、さらに好ましくは1500〜8000秒(特に1800〜7000秒)程度である。脱水時間が大きいほど、平均繊維長/平均繊維径比の高い繊維形状となり、保水力が高く、少量で機械的特性を向上できる。
【0046】
セルロースナノファイバーは、水に対する分散性が高く、安定な分散液(又は懸濁液)を形成することができる。例えば、セルロースナノファイバーを水に懸濁させて、2重量%濃度にした懸濁液の粘度は、3000mPa・s以上であり、好ましくは4000〜15000mPa・s、さらに好ましくは5000〜10000mPa・s程度である。粘度は、B型粘度計を用いて、ロータNo.4を使用し、60rpmの回転数で、25℃における見かけ粘度として測定される値である。なお、フィブリル化の程度が小さかったり、繊維径が大きいと、水への分散性が低下し、均一な懸濁液が得られず、粘度を測定することができない。
【0047】
[セルロースナノファイバーの製造方法]
セルロースナノファイバーとしては、バクテリアセルロースなどのナノサイズの繊維をそのまま又は分割して用いてもよいが、植物由来のセルロース繊維を用いる場合、天然の植物由来のセルロース繊維は、ミクロンオーダーであるため、通常、原料セルロース繊維をナノサイズにミクロフィブリル化(分割)することにより得られる。
【0048】
原料セルロース繊維の平均繊維長は、0.01〜5mm(例えば、0.01〜3mm)、好ましくは0.03〜4mm(例えば、0.05〜2.5mm)、さらに好ましくは0.06〜3mm(特に、0.1〜2mm)程度であり、通常0.1〜5mm程度である。また、原料セルロース繊維の平均繊維径は、0.01〜500μm(例えば、0.03〜400μm)、好ましくは0.05〜450μm(例えば、0.06〜400μm)、さらに好ましくは0.1〜300μm(例えば、0.2〜250μm)程度である。
【0049】
ミクロフィブリル化の方法は、詳細には、原料繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法により得られる。本発明では、特に、以下に示す製造方法により原料セルロース繊維をミクロフィブリル化することにより、平均繊維径100nm未満のセルロースナノファイバーを調製できる。
【0050】
分散液調製工程は、前記セルロース繊維と同様の方法で分散液を調製できる。
【0051】
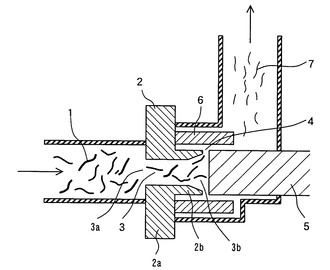
ホモジナイズ工程について、図面を参照して説明する。図1は、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理する工程を示す概略図であり、図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図であり、図3は、破砕型ホモバルブシートの斜視図である。一方、図4は、非破砕型ホモバルブシートの斜視図である。
【0052】
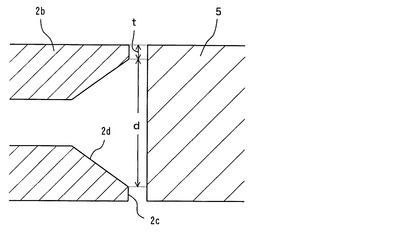
ホモジナイザーは、中空円筒状インパクトリング6と、このインパクトリング6の上流側に挿入して配設されたホモバルブシート2の中空円筒状凸部2bと、前記インパクトリング6の下流側に、前記中空円筒状凸部2bと対向して挿入された円柱状ホモバルブ5とを備えており、前記中空円筒状凸部2bと前記円柱状ホモバルブ5とは同じ外径を有している。また、中空円筒状凸部2bの下流側の内壁は、下流方向に向かって拡がるテーパー部(傾斜面)2dを有し、中空円筒状凸部2bの下流端は、内径d及び端面の厚みtを有する薄肉のリング状端面2cを形成している。さらに、このリング状端面2cと前記ホモバルブ5と前記インパクトリング6とで小径オリフィス(間隙)4を形成している。
【0053】
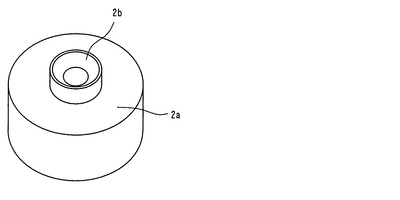
本発明では、破砕型ホモバルブシート2を使用することが大きな特徴である。破砕型ホモバルブシート2は、内部に円筒状流路3を有する中空部材であり、流入口3aを有する中空円盤状本体部2aと、この円盤状本体部2aの内壁から下流方向に延出し、かつ流出口3bを有する中空円筒状凸部2bとで構成されている。さらに、破砕型ホモバルブシート2は、前述のように、内径が拡大するテーパー部2dを形成することにより、図4に示す一般的な(通常の)非破砕型ホモバルブシート12と比べて、流出口3bを形成するリング状端面2cの厚みを薄く形成している。
【0054】
このようなホモジナイザーによるホモジナイズ処理では、図1に示すように、原料繊維1を含む分散液は、破砕型ホモバルブシート2の流入口3aからホモバルブシート内の流路3に流入し、流路3を通過した後、小径オリフィス4を通過して、セルロースナノファイバー7を含む分散液となる。詳しくは、ホモジナイザーによる処理では、高圧でホモジナイザー内を圧送される原料繊維1が、狭い間隙である小径オリフィス4を通過する際に、小径オリフィス4の壁面(特にインパクトリング6の壁面)と衝突することにより、剪断応力又は切断作用を受けて分割され、均一なナノメータサイズのセルロースナノファイバー7となる。特に、ホモバルブシート内の流路3を通過した分散液がホモバルブシート2とホモバルブ5とで形成された間隙を通過する際に、分散液の流速が急激に上昇するのに伴って、流速の上昇に反比例して分散液の圧送圧力が急激に低下する。そのため、分散液の圧力差を大きくでき、前記間隙を通過した分散液のキャビテーションが激しくなり、小径オリフィス4内での壁面との衝突力の上昇や気泡の崩壊により原料繊維1の均一なナノサイズのミクロフィブリル化を実現していると推測できる。
【0055】
このようなミクロフィブリル化を効果的に行うために、破砕型ホモバルブシートの流出口を形成する壁部の端面の厚み(中空円筒状凸部の下流端のリング状端面)を薄くすることが重要であるが、具体的には、破砕型ホモバルブシートにおける中空円筒状凸部の下流端の内径dと、下流端のリング状端面の厚みtとの比を、前者/後者=100/1〜5/1、好ましくは80/1〜6/1(例えば、50/1〜8/1)、さらに好ましくは30/1〜10/1(特に20/1〜12/1)程度に調整する。両者の比率がこの範囲にあると、ホモバルブシートとホモバルブとの間隙を通過する分散液の圧力の急激な低下を実現でき、原料繊維をナノメータサイズで均一な繊維径に分割できる。流出口を形成する壁部の端面の厚みは、流出口の口径に応じて選択できるが、通常、0.01〜2mm、好ましくは0.05〜1.5mm、さらに好ましくは0.1〜1mm(特に0.2〜0.8mm)程度である。
【0056】
小径オリフィスの間隔又はクリアランス(特に、ホモバルブシート凸部の端面とホモバルブとの間隔)は、例えば、5〜50μm、好ましくは10〜40μm、さらに好ましくは15〜35μm(特に20〜30μm)程度である。
【0057】
このようなホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又はホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜200MPa程度の範囲から選択でき、好ましくは35〜150MPa、さらに好ましくは40〜140MPa程度であってもよい。本発明では、破砕型ホモバルブシートを備えたホモジナイザーに対して、このような高い圧力で分散液を圧送することにより、ナノメータサイズの繊維径に分割できる。
【0058】
また、小径オリフィスへの通過と壁面への衝突とを繰り返して行うことにより、前記原料繊維のミクロフィブリル化の程度を適宜調整することができる。小径オリフィスを通過させる処理回数(又はパス回数)は、例えば、5〜100回程度の範囲から選択でき、好ましくは10〜80回、さらに好ましくは12〜60回程度であってもよい。
【0059】
さらに、前記処理圧力は、処理回数に応じて選択してもよく、例えば、処理圧力が高圧処理(例えば、60〜200MPa、好ましくは80〜150MPa、さらに好ましくは100〜130MPa程度)の場合、処理回数は、例えば、5〜50回、好ましくは10〜40回、さらに好ましくは12〜30回(特に、15〜25回)程度である。一方、処理圧力が低圧処理(例えば、20〜80MPa、好ましくは30〜70MPa、さらに好ましくは40〜60MPa程度)の場合、処理回数は、例えば、10〜100回、好ましくは20〜80回、さらに好ましくは30〜70回(特に、40〜60回)程度である。
【0060】
一般的にホモジナイズ処理において、処理圧力が高すぎたり、処理回数が多すぎると、繊維が大きな剪断力を受け、繊維の切断、ねじれなどが生じ、繊維の特性が失われたり、フィブリル化が進行し、繊維同士の強固な絡み合いが生じるため、繊維の分散性が低下し易い。これに対して、本発明では、破砕型ホモバルブシートを用いることにより、これらの問題を解消できる。特に、原料繊維として、ネバードライパルプを用いると効果的である。
【0061】
ホモジナイズ工程では、非破砕型ホモバルブシートを備えたホモジナイザーを用いたホモジナイズ処理を組み合わせてもよい。特に、前記破砕型ホモバルブシートを備えたホモジナイザーによるホモジナイズ処理(特に60MPa以上の高圧処理)の前工程(予備工程)として、非破砕型ホモジナイザーを備えたホモジナイザーを用いてホモジナイズ処理してもよい。ホモジナイズ工程において、非破砕型ホモバルブシートを備えたホモジナイザーで前処理することにより、破砕型ホモバルブシートを備えたホモジナイザーでの処理効率を向上できる。
【0062】
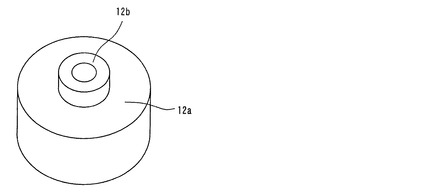
非破砕型ホモバルブシートでは、図4に示されるように、通常、ホモバルブシート12の中空円盤状本体部12aから延出する中空円筒状凸部12bの内壁にはテーパ部が形成されておらず、ホモバルブシートにおける中空円筒状凸部の下流端の内径と、下流端のリング状端面の厚みとの比は、通常、前者/後者=3/1〜1/1(特に2.5/1〜1.5/1)程度である。
【0063】
非破砕型ホモバルブシートを備えたホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又はホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。パス回数は、例えば、10〜40回、好ましくは12〜30回、さらに好ましくは15〜25回程度であってもよい。
【0064】
なお、セルロースナノファイバーの製造方法においても、前記ホモジナイズ工程の前工程(予備工程)として、分散液をリファイナー処理してもよい。リファイナー処理としては、前記セルロース繊維の製造方法と同様のリファイナー処理を行ってもよい。
【0065】
[不織布及びその製造方法]
本発明の不織布において、セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、例えば、0.01〜15重量部、好ましくは0.1〜10重量部(例えば、0.5〜8重量部)、さらに好ましくは1〜8重量部(特に3〜7重量部)程度である。本発明では、セルロース繊維に対して、セルロースナノファイバーを少量配合するだけで、不織布の透気度を低下させることなく、不織布を薄肉化でき、かつ強度を向上できる。さらに、セルロースナノファイバーがナノサイズでかつ少量であるため、セルロース繊維で構成された不織布の孔(網目)を埋めることなく絡合するためか、透気性も高い。一方、セルロースナノファイバーの割合が多すぎると、透気度が高すぎて(例えば、200秒/mlを超え)、セパレータには適さなくなる。
【0066】
本発明の不織布は、用途に応じて、慣用の添加剤、例えば、サイズ剤、ワックス、無機充填剤、着色剤、安定化剤(酸化防止剤、熱安定剤、紫外線吸収剤など)、可塑剤、帯電防止剤、難燃剤などを含有していてもよい。なお、本発明の不織布は、前述のように、セルロースナノファイバーの配合により、不織布の強度を向上できるため、合成樹脂、デンプン、天然ゴムなどの紙力増強剤を含んでいなくてもよい。特に、ポリアクリルアミドなどの合成樹脂を実質的に含まないため、耐熱性及び電気化学的安定性に優れるとともに、安全性も高い。
【0067】
本発明の不織布は、機械的特性に優れ、薄肉であっても強度が高く、坪量10g/m2における引張強度が6N/15mm以上であり、例えば、6〜20N/15mm、好ましくは6.5〜15N/15mm、さらに好ましくは7〜10N/15mm(特に7.2〜8N/15mm)程度である。
【0068】
本発明の不織布は、前記引張強度を有しているにも拘わらず、透気性にも優れており、坪量10g/m2における透気度が10秒/100ml以上であり、例えば、10〜200秒/100ml、好ましくは30〜150秒/100ml、さらに好ましくは50〜100秒/100ml(特に60〜80秒/100ml)程度である。
【0069】
本発明の不織布の平均孔径は0.1μm以上(例えば、0.1〜20μm)であり、例えば、0.1〜10μm、好ましくは0.15〜3μm(例えば0.2〜2μm)、さらに好ましくは0.2〜1μm(特に0.25〜0.5μm)程度である。このような孔径を有する不織布は、例えば、キャパシタのセパレータとして適している。
【0070】
本発明の不織布の厚みは、厚肉であってもよいが、薄肉であっても強度を保持できる点に特徴を有しており、薄肉であるのが好ましい。すなわち、本発明の不織布の厚みは20μm以下であってもよく、例えば、1〜20μm、好ましくは5〜19μm、さらに好ましくは10〜18μm(特に12〜17μm)程度であってもよい。不織布は、目的に応じて複数の不織布を積層してもよい。
【0071】
不織布の坪量は、例えば、0.1〜50g/m2、好ましくは1〜30g/m2、さらに好ましくは3〜20g/m2(特に5〜15g/m2)程度であってもよい。不織布の空隙率は50%以上であってもよく、好ましくは50〜90%、さらに好ましくは60〜80%程度であってもよい。
【0072】
本発明の不織布の製造方法は、特に限定されず、慣用の方法、例えば、セルロース繊維とセルロースナノファイバーとを混合し、湿式抄紙又は乾式抄紙などの抄紙により製造できる。湿式抄紙は、慣用の方法で行うことができ、例えば、手抄き抄紙器や多孔板などを備えた湿式抄紙機などを用いて抄紙してもよい。乾式抄紙も、慣用の方法、例えば、エアレイド製法、カード製法などを用いて抄紙することができる。さらに、電池などの蓄電デバイスにおけるセパレータとして利用される場合、例えば、0.1〜100MPa、好ましくは1〜50MPa、さらに好ましくは5〜30MPa(特に8〜20MPa)程度の圧力でプレス加工してもよい。本発明では、100nm以上の適度に大きな繊維径を有するセルロース繊維に対して、少量のセルロースナノファイバーを含むため、簡便に抄紙でき、生産性も高い。
【実施例】
【0073】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。実施例及び比較例で使用した硬化性樹脂の各成分の略号は下記の通りであり、実施例及び比較例で得られた不織布の評価は以下の方法で測定した。
【0074】
[繊維径]
実施例及び比較例で得られたセルロース繊維又はセルロースナノファイバーについて50000倍の走査型電子顕微鏡(SEM)写真を撮影し、撮影した写真上において、写真を横切る任意の位置に2本の線を引き、線と交差する全ての繊維径をカウントして平均繊維径(n=20以上)を算出した。線の引き方は、線と交差する繊維の数が20以上となれば、特に限定されない。さらに、繊維径の測定値から、繊維径分布の標準偏差及び最大繊維径を求めた。なお、最大繊維径が1μmを超えるセルロース繊維の場合には、5000倍のSEM写真を用いて算出した。
【0075】
[繊維長]
繊維長は、繊維長測定器(カヤーニ社製「FS−200」)を用いて測定した。
【0076】
[平均孔径]
実施例及び比較例で得られた不織布を5000倍の走査型電子顕微鏡(SEM)写真を撮影し、最表面の孔径のみを50点抽出し、平均孔径を求めた。
【0077】
[透気度]
JIS P8117に準拠して、ガーレー法で空気100mlが透気する時間を測定した。
【0078】
[引張強度]
JIS P8113に準じて、得られた不織布を幅15mm、長さ250mmの短冊状に裁断してサンプルとし、可変速引張試験機((株)東洋精機製作所製)により、チャック間隔100mm、引張速度20mm/分で、引張強度を測定した。引張強度の測定は、長さ方向(又は縦方向)について行った。
【0079】
実施例1
NBKPパルプ(丸住製紙(株)製、固形分約50重量%、カッパー価約0.3)を用いて、パルプを2重量%の割合で含有するスラリー液を100リットル調製した。次いで、ディスクリファイナー(長谷川鉄工(株)製、SUPERFIBRATER 400−TFS)を用いて、クリアランス0.15mm、ディスク回転数1750rpmとして10回叩解処理し、CSF200mlのリファイナー処理品を得た。このリファイナー処理品(セルロース繊維)は、平均繊維径1.6μm、平均繊維長2.1mmであった。
【0080】
このリファイナー処理品を、通常の非破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=1.9/1)を備えた第1ホモジナイザー(ゴーリン社製、15M8AT)を用いて、処理圧50MPaで20回処理した。さらに、破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=16.8/1)を備えた第2ホモジナイザー(ニロソアビ社製、PANDA2K)を用いて、処理圧120MPaで20回処理した。さらに、得られたセルロースナノファイバーの平均繊維径は29nm、繊維径分布の標準偏差は14.1nm、最大繊維径は64.3nm、平均繊維長は153μm、アスペクト比(平均繊維長/平均繊維径)は5276であった。
【0081】
さらに、得られたセルロース繊維95重量部及びセルロースナノファイバー5重量部を混合したスラリーを0.2重量%に希釈し、減圧装置付き抄紙マシーン((株)東洋精機製作所製「標準角型マシン」)を用いて、No.5C濾紙を濾布として抄紙を行った。得られた湿潤状態の湿紙の両面に、吸い取り紙としてNo.5C濾紙を重ねた。次いで、抄紙体を超音波処理しながらイソプロピルアルコールに10分間浸漬して溶媒置換した。さらに、新しいNo.5C濾紙で両面を挟み、10MPaの圧力で1分間プレスした。その後、表面温度が100℃に設定されたドラムドライヤ(熊谷理機工業(株)製)に貼り付けて120秒間乾燥した。得られた不織布の坪量、厚み、平均孔径、透気度、引張強度を表1に示す。
【0082】
実施例2
セルロース繊維99重量部とセルロースナノファイバー1重量部とを混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0083】
実施例3
セルロース繊維として、市販のセルロース繊維(ダイセル化学工業(株)製「セリッシュKY100G」、平均繊維径0.3μm、平均繊維長420μm)を使用する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0084】
実施例4
セルロース繊維5重量部とセルロースナノファイバー95重量部とを混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0085】
実施例5
市販のセルロース繊維(セリッシュKY100G)92重量部とセルロースナノファイバー8重量部と混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0086】
実施例6
市販のセルロース繊維(セリッシュKY100G)92重量部とセルロースナノファイバー8重量部と混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0087】
比較例1
セルロース繊維(セリッシュKY100G)を単独で抄紙する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0088】
比較例2
セルロースナノファイバーの代わりに、セルロース繊維(セリッシュKY100G)を用いる以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0089】
【表1】

【0090】
表1の結果から明らかなように、実施例の不織布は、透気度及び引張強度が高い。一方、比較例の不織布は、引張強度が低い。
【産業上の利用可能性】
【0091】
本発明の不織布は、各種のセパレータやフィルターに利用できるが、電気化学的に安定性が高いため、電池(リチウム電池、リチウム二次電池、燃料電池、アルカリ二次電池、ニッケル水素二次電池、ニッケル−カドミウム電池、鉛蓄電池など)、コンデンサー、キャパシタなどの蓄電素子のセパレータに有用である。特に、薄肉でも透気度及び強度が高く、孔径も比較的大きいため、電子機器、電気機器、自動車(ハイブリッド自動車、大型自動車など)、電力貯蔵などの電源や補助電源などのキャパシタに適している。
【符号の説明】
【0092】
1…原料繊維
2…破砕型ホモバルブシート
3…破砕型ホモバルブシートの流路
4…小径オリフィス
5…ホモバルブ
6…インパクトリング
7…セルロースナノファイバー
12…非破砕型ホモバルブシート
【技術分野】
【0001】
本発明は、合成樹脂で構成された紙力増強剤を実質的に含有せず、かつミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布及びこの不織布で形成された蓄電素子用セパレータに関する。
【背景技術】
【0002】
従来から、セルロース繊維で構成された不織布は、サイズ剤や紙力増強剤などを添加して紙として印刷用紙や書籍などに利用されてきたが、気体や液体などに対する透過性を利用して、フィルターや蓄電素子のセパレータなどにも利用されている。特に、近年は、ハイブリッド自動車やモバイル機器などにおける電池やキャパシタなどの蓄電素子の開発が活発化するに伴って、熱安定性に優れ、電気化学的に安定なセルロース繊維で構成された不織布をセパレータとして利用する技術が提案されている。
【0003】
例えば、特開平10−223196号公報(特許文献1)には、正極活物質と負極活物質とをセパレータによって電子的に隔離してなる非水系電池において、前記セパレータはセルロースを原料として湿紙を製造し、この湿紙に存在する空隙構造を保持したまま乾燥させた非水系電池が開示されている。この文献には、セパレータを構成するセルロース繊維として、高圧下剪断力で解繊した繊維径1μm以下のマイクロフィブリル化セルロース、バクテリアセルロースが記載され、叩解したマイクロフィブリル化セルロースの繊維径は0.4μm程度であることが示唆されている。また、湿紙に空隙構造を保持したまま乾燥する方法として、水を有機溶媒で置換して乾燥する方法が記載されている。さらに、セパレータの厚みは15〜100μmが好ましいと記載され、実施例では約50μmのセパレータが調製されている。
【0004】
また、特開2006−49797号公報(特許文献2)には、最大繊維太さが1000nm以下であるセルロース繊維からなり、通気度が5〜700sec/100ccであるセパレータであって、このセパレータに0.8mol/Lのテトラエチルアンモニウム・BF4塩/プロピレンカーボネート溶液を含浸させた状態での膜の交流2端子法によって算出される20℃における電気抵抗値が1.0Ωcm2以下である蓄電デバイス用セパレータが開示されている。この文献には、セルロース繊維の最大繊維径は、好ましくは400nm以下、さらに好ましくは150nm以下と記載され、セルロース繊維として、フィブリル化セルロース、バクテリアセルロースが記載されている。さらに、セパレータの厚みは5〜50μm、好ましくは10〜30μmと記載されている。
【0005】
しかし、これらのセパレータのうち、マイクロフィブリル化セルロース単独で構成されたセパレータでは強度が低い。なお、紙では、通常、セルロース繊維不織布の強度を向上させるために、一般的に、紙力増強剤としてポリアクリルアミドが配合される。しかし、ポリアクリルアミドを配合すると、電気化学的に不安定である上に、ポリアクリルアミドは発ガン性物質であるため、安全面からも好ましくない。一方、バクテリアセルロース単独で構成されたセパレータでは、抄紙が困難で生産性が低い上に、孔径が小さく、例えば、キャパシタなどのセパレータには不向きであり、用途が制限される。
【0006】
さらに、特開平8−171893号公報(特許文献3)には、正極と、リチウム又はリチウム合金からなる負極と、セパレータと、電解液とで構成されたリチウム電池において、前記セパレータが天然パルプ20〜70重量%と微細合成繊維80〜30重量%の配合割合で混合抄紙したシートであり、かつ前記微細合成繊維の繊維径が5μm以下であるリチウム電池用セパレータが開示されている。この文献では、微細合成繊維は、不織布の孔径を微小化するために、シート乾燥時に天然パルプと水素結合しない合成繊維として、ポリエチレン、ポリプロピレン、アラミドが使用されている。さらに、実施例では、天然パルプ及び微細合成繊維に加えて、熱溶融温度70℃のビニロン繊維を10%配合して80℃で処理することにより、厚み50μm程度のセパレータを製造している。
【0007】
しかし、このセパレータでも、耐熱性が低く、ビニロン繊維などの合成樹脂で構成された繊維を含むため、電気化学的に不安定である。さらに、太い天然パルプを含むため、セパレータの薄肉化が困難である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−223196号公報(特許請求の範囲、段落[0032][0043][0057]、実施例)
【特許文献2】特開2006−49797号公報(特許請求の範囲、段落[0019][0020][0042]、実施例)
【特許文献3】特開平8−171893号公報(請求項1、段落[0009]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の目的は、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成され、かつ機械的強度及び耐熱性が高いセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0010】
本発明の他の目的は、薄肉であっても、透気性と機械的強度とを両立できるセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0011】
本発明のさらに他の目的は、電気化学的に安定であり、かつ生産性及び安全性も高いセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【0012】
本発明の別の目的は、孔径が比較的大きく、キャパシタなどに適したセルロース繊維不織布及びこの不織布で形成された蓄電素子用セパレータを提供することにある。
【課題を解決するための手段】
【0013】
本発明者は、前記課題を達成するため鋭意検討した結果、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙することにより、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布の耐熱性及び機械的強度を向上できることを見いだし、本発明を完成した。
【0014】
すなわち、本発明の不織布は、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布である。本発明の不織布は、厚みが20μm以下であってもよい。前記セルロースナノファイバーは植物由来であり、かつ平均繊維径に対する平均繊維長の比が2000以上であってもよい。前記セルロースナノファイバーの平均繊維径が15〜80nmであり、かつ繊維径分布の標準偏差が80nm以下であってもよい。前記セルロースナノファイバーは、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法で得られるナノファイバーであってもよい。前記原料セルロース繊維は、木材繊維及び/又は種子毛繊維で構成されたネバードライパルプ由来のセルロース繊維であり、かつカッパー価が30以下であってもよい。前記セルロース繊維の平均繊維径は0.1〜10μmであってもよい。前記セルロース繊維の平均繊維径と前記セルロースナノファイバーの平均繊維径との比は、前者/後者=10/1〜100/1程度であってもよい。前記セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、0.01〜15重量部程度であってもよい。本発明の不織布は、合成樹脂を実質的に含まないのが好ましく、例えば、ポリアクリルアミドなどの紙力増強剤を含有しなくても、薄肉で機械的強度に優れる。すなわち、本発明の不織布は、坪量10g/m2における引張強度が6N/15mm以上であってもよい。さらに、本発明の不織布は、機械的強度を保持しつつ、透気性にも優れ、坪量10g/m2における透気度が10秒/100ml以上であってもよい。
【0015】
本発明には、前記不織布で構成された蓄電素子用セパレータも含まれる。
【発明の効果】
【0016】
本発明では、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙しているため、ミクロンオーダー以下の微小な繊維径を有するセルロース繊維で構成された不織布の機械的強度及び耐熱性を向上できる。さらに、薄肉であっても、透気性と機械的強度とを両立できるため、フィルターや蓄電素子のセパレータなどに利用できる。特に、電気化学的に安定であるため、蓄電素子のセパレータに特に有用であり、生産性にも優れている。さらに、ポリアクリルアミドなどの有害な紙力増強剤を含まないため、安全性も高い。また、孔径が比較的大きいため、蓄電素子の中でも、キャパシタなどに特に適している。
【図面の簡単な説明】
【0017】
【図1】図1は、ホモジナイザーを用いて繊維を含む分散液をホモジナイズ処理する工程を示す概略断面図である。
【図2】図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図である。
【図3】図3は、破砕型ホモバルブシートの斜視図である。
【図4】図4は、非破砕型ホモバルブシートの斜視図である。
【発明を実施するための形態】
【0018】
本発明の不織布は、平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布である。
【0019】
[セルロース繊維]
セルロース繊維としては、β−1,4−グルカン構造を有する多糖類である限り、特に制限されず、高等植物由来のセルロース繊維[例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)、竹繊維、サトウキビ繊維、種子毛繊維(コットンリンター、ボンバックス綿、カポックなど)、ジン皮繊維(例えば、麻、コウゾ、ミツマタなど)、葉繊維(例えば、マニラ麻、ニュージーランド麻など)などの天然セルロース繊維(パルプ繊維)など]、動物由来のセルロース繊維(ホヤセルロースなど)、バクテリア由来のセルロース繊維、化学的に合成されたセルロース繊維[セルロースアセテート(酢酸セルロース)、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどの有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロースなどの無機酸エステル;硝酸酢酸セルロースなどの混酸エステル;ヒドロキシアルキルセルロース(例えば、ヒドロキシエチルセルロース(HEC)、ヒドロキシプロピルセルロースなど);カルボキシアルキルセルロース(カルボキシメチルセルロース(CMC)、カルボキシエチルセルロースなど);アルキルセルロース(メチルセルロース、エチルセルロースなど);再生セルロース(レーヨン、セロファンなど)などのセルロース誘導体など]などが挙げられる。これらのセルロース繊維は、単独で又は二種以上組み合わせて使用してもよい。
【0020】
なお、セルロース繊維として、パルプを用いる場合、パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプなど)、又は化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプなど)などであってもよく、必要に応じて、後述するような叩解(予備叩解)処理された叩解繊維(叩解パルプなど)であってもよい。また、セルロース繊維は、慣用の精製処理、例えば、脱脂処理などが施された繊維(例えば、脱脂綿など)であってもよい。さらに、セルロース繊維は、後述するセルロースナノファイバーと同様に、カッパー価が30以下(特に0〜10程度)のネバードライパルプ由来の繊維であってもよい。
【0021】
本発明では、セルロース繊維の平均繊維径はミクロンオーダー以下の微小な繊維径である。すなわち、平均繊維径は0.1〜20μmであり、例えば、0.1〜10μm、好ましくは0.15〜3μm(例えば0.2〜2μm)、さらに好ましくは0.2〜1μm(特に0.25〜0.5μm)程度である。本発明では、セルロース繊維がこのような繊維径を有するため、抄紙し易く生産性に優れるとともに、短絡も抑制され、薄肉化が要求されるキャパシタなどの蓄電素子やフィルターに適した不織布を調製できる。
【0022】
さらに、繊維径分布の標準偏差は、例えば、1μm以下(例えば、5〜100μm)、好ましくは8〜500μm、さらに好ましくは10〜100μm程度である。さらに、セルロース繊維の最小繊維径は0.1mm以上(例えば、0.1〜0.3μm)程度であってもよい。本発明では、不織布を構成するセルロース繊維の繊維径が均一であるため、不織布の孔径を均一化できる。
【0023】
セルロース繊維の平均繊維長は、特に限定されないが、繊維同士が適度に交絡して不織布の強度を確保できる点から、0.01mm以上であるのが好ましく、例えば、0.05〜10mm、好ましくは0.1〜5mm、さらに好ましくは0.3〜4mm(特に0.4〜3mm)程度である。セルロース繊維の平均繊維径に対する平均繊維長(平均アスペクト比)は、例えば、100〜10000、好ましくは200〜5000、さらに好ましくは300〜3000(特に、400〜2000)程度であってもよい。
【0024】
なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最小繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0025】
[セルロース繊維の製造方法]
セルロース繊維は、通常、ミクロフィブリル化することにより得られ、詳細には、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、原料セルロース繊維を叩解してミクロフィブリル化するリファイナー工程を経て製造してもよい。
【0026】
(分散液調製工程)
原料繊維の平均繊維長は、例えば、0.01〜20mm、好ましくは0.05〜10mm、さらに好ましくは0.06〜8mm程度であり、通常0.1〜5mm程度である。また、原料繊維の平均繊維径は、0.01〜500μm、好ましくは0.05〜400μm、さらに好ましくは0.1〜300μm(特に0.2〜250μm)程度である。
【0027】
溶媒としては、原料繊維に化学的又は物理的損傷を与えない限り特に制限されず、例えば、水、有機溶媒[アルコール類(メタノール、エタノール、2−プロパノール、イソプロパノールなどC1-4アルカノールなど)、エーテル類(ジエチルエーテル、ジイソプロピルエーテルなどのジC1-4アルキルエーテル、テトラヒドロフランなどの環状エーテル(環状C4-6エーテルなど))、エステル類(酢酸エチルなどアルカン酸エステル)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトンなどのジC1-5アルキルケトン、シクロヘキサノンなどのC4-10シクロアルカノンなど)、芳香族炭化水素(トルエン、キシレンなど)、ハロゲン系炭化水素類(塩化メチル、フッ化メチルなど)など]などが挙げられる。
【0028】
これらの溶媒は、単独で又は二種以上組み合わせて使用してもよい。また、これらの溶媒のうち、生産性、コストの点から、水が好適であり、必要により、水と水性有機溶媒(C1-4アルカノール、アセトンなど)との混合溶媒を用いてもよい。
【0029】
リファイナー処理に供する原料繊維は、溶媒中に少なくとも共存した状態であればよく、リファイナー処理に先だって、原料繊維を溶媒中に分散(又は懸濁)させてもよい。分散は、例えば、慣用の分散機(超音波分散機、ホモディスパー、スリーワンモーターなど)などを用いて行ってもよい。なお、前記分散機は、機械的撹拌手段(撹拌棒、撹拌子など)を備えていてもよい。
【0030】
原料繊維の溶媒中における濃度は、例えば、0.01〜20重量%、好ましくは0.05〜10重量%、さらに好ましくは0.1〜5重量%(特に0.5〜3重量%)程度であってもよい。
【0031】
(リファイナー工程)
リファイナー処理では、ディスクリファイナー(シングルディスクリファイナー、ダブルディスクリファイナーなど)を使用することができる。前記ディスクリファイナーのディスククリアランスは、0.1〜0.3mm、好ましくは0.12〜0.28mm、さらに好ましくは0.13〜0.25mm(例えば、0.14〜0.23mm)程度であってもよい。
【0032】
ディスクの回転数は、特に制限されず、1,000〜10,000rpmの広い範囲から選択でき、例えば、1,000〜8,000rpm、好ましくは1,300〜6,000rpm、さらに好ましくは1,600〜4,000rpm程度であってもよい。
【0033】
前記リファイナー処理では、処理回数(パス回数)は、1〜20回、好ましくは2〜15回、さらに好ましくは3〜10回(例えば、4〜9回)程度であってもよい。
【0034】
原料繊維の叩解処理の度合いは、例えば、カナディアンフリーネス値(カナダ標準濾水度)が100〜300ml、好ましくは120〜280ml、さらに好ましくは150〜250ml程度となるような度合いであってもよい。なお、カナディアンフリーネス値(CSF)は、JIS P8121「パルプの濾水度試験法;カナダ標準型」に準拠して、0.1重量%濃度の繊維スラリーを用いて測定した値である。
【0035】
なお、叩解処理の度合いは、ディスククリアランス及びリファイナー処理回数で調節することができる。ディスククリアランスが狭すぎたり、処理回数が多すぎると、原料繊維が大きな剪断力を受け、フィブリル化が進行し、ねじれや表面の荒れが生じ、繊維同士が絡まりやすくなり、リファイナー処理して得られたフィブリル化繊維の分散性が低下する。また、ディスククリアランスが広すぎると、原料繊維に加わる剪断力が小さくなり、未分割部分が残存する。
【0036】
[セルロースナノファイバー]
本発明では、セルロースナノファイバーは、前記セルロース繊維よりも極細のナノメータサイズの繊維径を有するファイバーであり、不織布中において前記セルロース繊維に対して紙力増強剤としての作用を有する。
【0037】
セルロースナノファイバーを構成するセルロースは、前記セルロース繊維を構成するセルロースと同様のセルロースで構成されていてもよい。前記セルロースのうち、ナノファイバーの生産性が高く、適度な繊維径及び繊維長を有する点から、植物由来のセルロース、例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)や種子毛繊維(コットンリンターパルプなど)などのパルプ由来のセルロースが好ましい。パルプとしては、前記セルロース繊維と同様の方法で得られたパルプを使用できるが、セルロースナノファイバーとしては、原料繊維同士の絡まりを抑制し、ホモジナイズ処理による効率的なミクロフィブリル化を実現し、均一なナノメータサイズのファイバーを得る観点から、ネバードライパルプ、すなわち乾燥履歴のないパルプ(乾燥することなく、湿潤状態を保持したパルプ)が特に好ましい。
【0038】
さらに、セルロースナノファイバーは、用途に応じて、α−セルロース含有量の高い高純度セルロース、例えば、α−セルロース含有量70〜100重量%(例えば、95〜100重量%)、好ましくは98〜100重量%程度であってもよい。さらに、本発明では、リグニンやヘミセルロース含量の少ない高純度セルロースを使用することにより、木材繊維や種子毛繊維を使用しても、ナノメータサイズで、かつ均一な繊維径を有するセルロースナノファイバーを調製できる。リグニンやヘミセルロース含量の少ないセルロースは、特に、カッパー価(κ価)が30以下(例えば、0〜30)、好ましくは0〜20、さらに好ましくは0〜10(特に0〜5)程度のセルロースであってもよい。なお、カッパー価は、JIS P8211の「パルプ−カッパー価試験方法」に準拠した方法で測定できる。これらの原料セルロースは、単独で又は二種以上組み合わせて使用してもよい。
【0039】
特に、セルロースナノファイバーは、木材繊維及び/又は種子毛繊維で構成され、かつカッパー価が30以下(特に0〜10程度)のネバードライパルプ由来のファイバーであってもよい。このようなパルプは、木材繊維及び/又は種子毛繊維を塩素で漂白処理することにより調製してもよい。
【0040】
セルロースナノファイバーは、前記セルロース繊維よりも細く、平均繊維径が100nm未満である。平均繊維径は、例えば、10〜90nm、好ましくは15〜80nm、さらに好ましくは20〜60nm(特に25〜50nm)程度である。さらに、繊維径分布の標準偏差は、例えば、80nm以下(例えば、1〜80nm)、好ましくは3〜50nm、さらに好ましくは5〜40nm(特に10〜30nm)程度である。本発明では、ナノメータサイズで均一であるため、セルロース繊維を均一に補強できるとともに、不織布の孔径も均一化できる。さらに、セルロースナノファイバーは、均一なナノメータサイズを有しており、最大繊維径も100nm未満であり、例えば、30〜90nm、好ましくは40〜80nm、さらに好ましくは50〜70nm程度である。
【0041】
セルロース繊維の平均繊維径とセルロースナノファイバーの平均繊維径との比は、前者/後者=2/1〜1000/1程度の範囲から選択でき、例えば、5/1〜500/1、好ましくは10/1〜100/1、さらに好ましくは20/1〜80/1(特に25/1〜70/1)程度であってもよい。両者の繊維径比がこの範囲にあると、セルロースナノファイバーがセルロース繊維により形成された孔を塞ぐことなく、補強できるためか、透気性と強度とを両立できる。
【0042】
セルロースナノファイバーの平均繊維長は10〜1000μm程度の範囲から選択できるが、不織布の機械的特性を向上できる点から、例えば、100〜500μm、好ましくは110〜400μm、さらに好ましくは120〜300μm(特に130〜200μm)程度であってもよい。さらに、平均繊維径に対する平均繊維長の比(平均繊維長/平均繊維径)(平均アスペクト比)は2000以上であり、例えば、2000〜15000、好ましくは3000〜10000、さらに好ましくは4000〜8000(特に5000〜7000)程度である。本発明では、このように、ナノサイズの平均径を有するにも拘わらず、比較的長い繊維長及びアスペクト比を有するナノファイバーを用いることにより、セルロース繊維とナノファイバー又はナノファイバー同士が適度に絡み合うためか、不織布の強度を向上できる。
【0043】
なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最大繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0044】
セルロースナノファイバーの横断面形状(繊維の長手方向に垂直な断面形状)は、バクテリアセルロースのような異方形状(扁平形状)であってもよいが、植物由来のナノファイバーの場合、通常、略等方形状である。略等方形状としては、例えば、真円形状、正多角形状などであり、略円形状の場合、短径に対する長径の比(平均アスペクト比)は、例えば、1〜2、好ましくは1〜1.5、さらに好ましくは1〜1.3(特に1〜1.2)程度である。
【0045】
セルロースナノファイバーの脱水時間は、API規格の脱水量に関する試験方法に準拠して、0.5重量%濃度の繊維スラリーを用いて測定したとき、例えば、1000秒以上であり、好ましくは1200〜10000秒、さらに好ましくは1500〜8000秒(特に1800〜7000秒)程度である。脱水時間が大きいほど、平均繊維長/平均繊維径比の高い繊維形状となり、保水力が高く、少量で機械的特性を向上できる。
【0046】
セルロースナノファイバーは、水に対する分散性が高く、安定な分散液(又は懸濁液)を形成することができる。例えば、セルロースナノファイバーを水に懸濁させて、2重量%濃度にした懸濁液の粘度は、3000mPa・s以上であり、好ましくは4000〜15000mPa・s、さらに好ましくは5000〜10000mPa・s程度である。粘度は、B型粘度計を用いて、ロータNo.4を使用し、60rpmの回転数で、25℃における見かけ粘度として測定される値である。なお、フィブリル化の程度が小さかったり、繊維径が大きいと、水への分散性が低下し、均一な懸濁液が得られず、粘度を測定することができない。
【0047】
[セルロースナノファイバーの製造方法]
セルロースナノファイバーとしては、バクテリアセルロースなどのナノサイズの繊維をそのまま又は分割して用いてもよいが、植物由来のセルロース繊維を用いる場合、天然の植物由来のセルロース繊維は、ミクロンオーダーであるため、通常、原料セルロース繊維をナノサイズにミクロフィブリル化(分割)することにより得られる。
【0048】
原料セルロース繊維の平均繊維長は、0.01〜5mm(例えば、0.01〜3mm)、好ましくは0.03〜4mm(例えば、0.05〜2.5mm)、さらに好ましくは0.06〜3mm(特に、0.1〜2mm)程度であり、通常0.1〜5mm程度である。また、原料セルロース繊維の平均繊維径は、0.01〜500μm(例えば、0.03〜400μm)、好ましくは0.05〜450μm(例えば、0.06〜400μm)、さらに好ましくは0.1〜300μm(例えば、0.2〜250μm)程度である。
【0049】
ミクロフィブリル化の方法は、詳細には、原料繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法により得られる。本発明では、特に、以下に示す製造方法により原料セルロース繊維をミクロフィブリル化することにより、平均繊維径100nm未満のセルロースナノファイバーを調製できる。
【0050】
分散液調製工程は、前記セルロース繊維と同様の方法で分散液を調製できる。
【0051】
ホモジナイズ工程について、図面を参照して説明する。図1は、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理する工程を示す概略図であり、図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図であり、図3は、破砕型ホモバルブシートの斜視図である。一方、図4は、非破砕型ホモバルブシートの斜視図である。
【0052】
ホモジナイザーは、中空円筒状インパクトリング6と、このインパクトリング6の上流側に挿入して配設されたホモバルブシート2の中空円筒状凸部2bと、前記インパクトリング6の下流側に、前記中空円筒状凸部2bと対向して挿入された円柱状ホモバルブ5とを備えており、前記中空円筒状凸部2bと前記円柱状ホモバルブ5とは同じ外径を有している。また、中空円筒状凸部2bの下流側の内壁は、下流方向に向かって拡がるテーパー部(傾斜面)2dを有し、中空円筒状凸部2bの下流端は、内径d及び端面の厚みtを有する薄肉のリング状端面2cを形成している。さらに、このリング状端面2cと前記ホモバルブ5と前記インパクトリング6とで小径オリフィス(間隙)4を形成している。
【0053】
本発明では、破砕型ホモバルブシート2を使用することが大きな特徴である。破砕型ホモバルブシート2は、内部に円筒状流路3を有する中空部材であり、流入口3aを有する中空円盤状本体部2aと、この円盤状本体部2aの内壁から下流方向に延出し、かつ流出口3bを有する中空円筒状凸部2bとで構成されている。さらに、破砕型ホモバルブシート2は、前述のように、内径が拡大するテーパー部2dを形成することにより、図4に示す一般的な(通常の)非破砕型ホモバルブシート12と比べて、流出口3bを形成するリング状端面2cの厚みを薄く形成している。
【0054】
このようなホモジナイザーによるホモジナイズ処理では、図1に示すように、原料繊維1を含む分散液は、破砕型ホモバルブシート2の流入口3aからホモバルブシート内の流路3に流入し、流路3を通過した後、小径オリフィス4を通過して、セルロースナノファイバー7を含む分散液となる。詳しくは、ホモジナイザーによる処理では、高圧でホモジナイザー内を圧送される原料繊維1が、狭い間隙である小径オリフィス4を通過する際に、小径オリフィス4の壁面(特にインパクトリング6の壁面)と衝突することにより、剪断応力又は切断作用を受けて分割され、均一なナノメータサイズのセルロースナノファイバー7となる。特に、ホモバルブシート内の流路3を通過した分散液がホモバルブシート2とホモバルブ5とで形成された間隙を通過する際に、分散液の流速が急激に上昇するのに伴って、流速の上昇に反比例して分散液の圧送圧力が急激に低下する。そのため、分散液の圧力差を大きくでき、前記間隙を通過した分散液のキャビテーションが激しくなり、小径オリフィス4内での壁面との衝突力の上昇や気泡の崩壊により原料繊維1の均一なナノサイズのミクロフィブリル化を実現していると推測できる。
【0055】
このようなミクロフィブリル化を効果的に行うために、破砕型ホモバルブシートの流出口を形成する壁部の端面の厚み(中空円筒状凸部の下流端のリング状端面)を薄くすることが重要であるが、具体的には、破砕型ホモバルブシートにおける中空円筒状凸部の下流端の内径dと、下流端のリング状端面の厚みtとの比を、前者/後者=100/1〜5/1、好ましくは80/1〜6/1(例えば、50/1〜8/1)、さらに好ましくは30/1〜10/1(特に20/1〜12/1)程度に調整する。両者の比率がこの範囲にあると、ホモバルブシートとホモバルブとの間隙を通過する分散液の圧力の急激な低下を実現でき、原料繊維をナノメータサイズで均一な繊維径に分割できる。流出口を形成する壁部の端面の厚みは、流出口の口径に応じて選択できるが、通常、0.01〜2mm、好ましくは0.05〜1.5mm、さらに好ましくは0.1〜1mm(特に0.2〜0.8mm)程度である。
【0056】
小径オリフィスの間隔又はクリアランス(特に、ホモバルブシート凸部の端面とホモバルブとの間隔)は、例えば、5〜50μm、好ましくは10〜40μm、さらに好ましくは15〜35μm(特に20〜30μm)程度である。
【0057】
このようなホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又はホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜200MPa程度の範囲から選択でき、好ましくは35〜150MPa、さらに好ましくは40〜140MPa程度であってもよい。本発明では、破砕型ホモバルブシートを備えたホモジナイザーに対して、このような高い圧力で分散液を圧送することにより、ナノメータサイズの繊維径に分割できる。
【0058】
また、小径オリフィスへの通過と壁面への衝突とを繰り返して行うことにより、前記原料繊維のミクロフィブリル化の程度を適宜調整することができる。小径オリフィスを通過させる処理回数(又はパス回数)は、例えば、5〜100回程度の範囲から選択でき、好ましくは10〜80回、さらに好ましくは12〜60回程度であってもよい。
【0059】
さらに、前記処理圧力は、処理回数に応じて選択してもよく、例えば、処理圧力が高圧処理(例えば、60〜200MPa、好ましくは80〜150MPa、さらに好ましくは100〜130MPa程度)の場合、処理回数は、例えば、5〜50回、好ましくは10〜40回、さらに好ましくは12〜30回(特に、15〜25回)程度である。一方、処理圧力が低圧処理(例えば、20〜80MPa、好ましくは30〜70MPa、さらに好ましくは40〜60MPa程度)の場合、処理回数は、例えば、10〜100回、好ましくは20〜80回、さらに好ましくは30〜70回(特に、40〜60回)程度である。
【0060】
一般的にホモジナイズ処理において、処理圧力が高すぎたり、処理回数が多すぎると、繊維が大きな剪断力を受け、繊維の切断、ねじれなどが生じ、繊維の特性が失われたり、フィブリル化が進行し、繊維同士の強固な絡み合いが生じるため、繊維の分散性が低下し易い。これに対して、本発明では、破砕型ホモバルブシートを用いることにより、これらの問題を解消できる。特に、原料繊維として、ネバードライパルプを用いると効果的である。
【0061】
ホモジナイズ工程では、非破砕型ホモバルブシートを備えたホモジナイザーを用いたホモジナイズ処理を組み合わせてもよい。特に、前記破砕型ホモバルブシートを備えたホモジナイザーによるホモジナイズ処理(特に60MPa以上の高圧処理)の前工程(予備工程)として、非破砕型ホモジナイザーを備えたホモジナイザーを用いてホモジナイズ処理してもよい。ホモジナイズ工程において、非破砕型ホモバルブシートを備えたホモジナイザーで前処理することにより、破砕型ホモバルブシートを備えたホモジナイザーでの処理効率を向上できる。
【0062】
非破砕型ホモバルブシートでは、図4に示されるように、通常、ホモバルブシート12の中空円盤状本体部12aから延出する中空円筒状凸部12bの内壁にはテーパ部が形成されておらず、ホモバルブシートにおける中空円筒状凸部の下流端の内径と、下流端のリング状端面の厚みとの比は、通常、前者/後者=3/1〜1/1(特に2.5/1〜1.5/1)程度である。
【0063】
非破砕型ホモバルブシートを備えたホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又はホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。パス回数は、例えば、10〜40回、好ましくは12〜30回、さらに好ましくは15〜25回程度であってもよい。
【0064】
なお、セルロースナノファイバーの製造方法においても、前記ホモジナイズ工程の前工程(予備工程)として、分散液をリファイナー処理してもよい。リファイナー処理としては、前記セルロース繊維の製造方法と同様のリファイナー処理を行ってもよい。
【0065】
[不織布及びその製造方法]
本発明の不織布において、セルロースナノファイバーの割合は、セルロース繊維100重量部に対して、例えば、0.01〜15重量部、好ましくは0.1〜10重量部(例えば、0.5〜8重量部)、さらに好ましくは1〜8重量部(特に3〜7重量部)程度である。本発明では、セルロース繊維に対して、セルロースナノファイバーを少量配合するだけで、不織布の透気度を低下させることなく、不織布を薄肉化でき、かつ強度を向上できる。さらに、セルロースナノファイバーがナノサイズでかつ少量であるため、セルロース繊維で構成された不織布の孔(網目)を埋めることなく絡合するためか、透気性も高い。一方、セルロースナノファイバーの割合が多すぎると、透気度が高すぎて(例えば、200秒/mlを超え)、セパレータには適さなくなる。
【0066】
本発明の不織布は、用途に応じて、慣用の添加剤、例えば、サイズ剤、ワックス、無機充填剤、着色剤、安定化剤(酸化防止剤、熱安定剤、紫外線吸収剤など)、可塑剤、帯電防止剤、難燃剤などを含有していてもよい。なお、本発明の不織布は、前述のように、セルロースナノファイバーの配合により、不織布の強度を向上できるため、合成樹脂、デンプン、天然ゴムなどの紙力増強剤を含んでいなくてもよい。特に、ポリアクリルアミドなどの合成樹脂を実質的に含まないため、耐熱性及び電気化学的安定性に優れるとともに、安全性も高い。
【0067】
本発明の不織布は、機械的特性に優れ、薄肉であっても強度が高く、坪量10g/m2における引張強度が6N/15mm以上であり、例えば、6〜20N/15mm、好ましくは6.5〜15N/15mm、さらに好ましくは7〜10N/15mm(特に7.2〜8N/15mm)程度である。
【0068】
本発明の不織布は、前記引張強度を有しているにも拘わらず、透気性にも優れており、坪量10g/m2における透気度が10秒/100ml以上であり、例えば、10〜200秒/100ml、好ましくは30〜150秒/100ml、さらに好ましくは50〜100秒/100ml(特に60〜80秒/100ml)程度である。
【0069】
本発明の不織布の平均孔径は0.1μm以上(例えば、0.1〜20μm)であり、例えば、0.1〜10μm、好ましくは0.15〜3μm(例えば0.2〜2μm)、さらに好ましくは0.2〜1μm(特に0.25〜0.5μm)程度である。このような孔径を有する不織布は、例えば、キャパシタのセパレータとして適している。
【0070】
本発明の不織布の厚みは、厚肉であってもよいが、薄肉であっても強度を保持できる点に特徴を有しており、薄肉であるのが好ましい。すなわち、本発明の不織布の厚みは20μm以下であってもよく、例えば、1〜20μm、好ましくは5〜19μm、さらに好ましくは10〜18μm(特に12〜17μm)程度であってもよい。不織布は、目的に応じて複数の不織布を積層してもよい。
【0071】
不織布の坪量は、例えば、0.1〜50g/m2、好ましくは1〜30g/m2、さらに好ましくは3〜20g/m2(特に5〜15g/m2)程度であってもよい。不織布の空隙率は50%以上であってもよく、好ましくは50〜90%、さらに好ましくは60〜80%程度であってもよい。
【0072】
本発明の不織布の製造方法は、特に限定されず、慣用の方法、例えば、セルロース繊維とセルロースナノファイバーとを混合し、湿式抄紙又は乾式抄紙などの抄紙により製造できる。湿式抄紙は、慣用の方法で行うことができ、例えば、手抄き抄紙器や多孔板などを備えた湿式抄紙機などを用いて抄紙してもよい。乾式抄紙も、慣用の方法、例えば、エアレイド製法、カード製法などを用いて抄紙することができる。さらに、電池などの蓄電デバイスにおけるセパレータとして利用される場合、例えば、0.1〜100MPa、好ましくは1〜50MPa、さらに好ましくは5〜30MPa(特に8〜20MPa)程度の圧力でプレス加工してもよい。本発明では、100nm以上の適度に大きな繊維径を有するセルロース繊維に対して、少量のセルロースナノファイバーを含むため、簡便に抄紙でき、生産性も高い。
【実施例】
【0073】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。実施例及び比較例で使用した硬化性樹脂の各成分の略号は下記の通りであり、実施例及び比較例で得られた不織布の評価は以下の方法で測定した。
【0074】
[繊維径]
実施例及び比較例で得られたセルロース繊維又はセルロースナノファイバーについて50000倍の走査型電子顕微鏡(SEM)写真を撮影し、撮影した写真上において、写真を横切る任意の位置に2本の線を引き、線と交差する全ての繊維径をカウントして平均繊維径(n=20以上)を算出した。線の引き方は、線と交差する繊維の数が20以上となれば、特に限定されない。さらに、繊維径の測定値から、繊維径分布の標準偏差及び最大繊維径を求めた。なお、最大繊維径が1μmを超えるセルロース繊維の場合には、5000倍のSEM写真を用いて算出した。
【0075】
[繊維長]
繊維長は、繊維長測定器(カヤーニ社製「FS−200」)を用いて測定した。
【0076】
[平均孔径]
実施例及び比較例で得られた不織布を5000倍の走査型電子顕微鏡(SEM)写真を撮影し、最表面の孔径のみを50点抽出し、平均孔径を求めた。
【0077】
[透気度]
JIS P8117に準拠して、ガーレー法で空気100mlが透気する時間を測定した。
【0078】
[引張強度]
JIS P8113に準じて、得られた不織布を幅15mm、長さ250mmの短冊状に裁断してサンプルとし、可変速引張試験機((株)東洋精機製作所製)により、チャック間隔100mm、引張速度20mm/分で、引張強度を測定した。引張強度の測定は、長さ方向(又は縦方向)について行った。
【0079】
実施例1
NBKPパルプ(丸住製紙(株)製、固形分約50重量%、カッパー価約0.3)を用いて、パルプを2重量%の割合で含有するスラリー液を100リットル調製した。次いで、ディスクリファイナー(長谷川鉄工(株)製、SUPERFIBRATER 400−TFS)を用いて、クリアランス0.15mm、ディスク回転数1750rpmとして10回叩解処理し、CSF200mlのリファイナー処理品を得た。このリファイナー処理品(セルロース繊維)は、平均繊維径1.6μm、平均繊維長2.1mmであった。
【0080】
このリファイナー処理品を、通常の非破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=1.9/1)を備えた第1ホモジナイザー(ゴーリン社製、15M8AT)を用いて、処理圧50MPaで20回処理した。さらに、破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=16.8/1)を備えた第2ホモジナイザー(ニロソアビ社製、PANDA2K)を用いて、処理圧120MPaで20回処理した。さらに、得られたセルロースナノファイバーの平均繊維径は29nm、繊維径分布の標準偏差は14.1nm、最大繊維径は64.3nm、平均繊維長は153μm、アスペクト比(平均繊維長/平均繊維径)は5276であった。
【0081】
さらに、得られたセルロース繊維95重量部及びセルロースナノファイバー5重量部を混合したスラリーを0.2重量%に希釈し、減圧装置付き抄紙マシーン((株)東洋精機製作所製「標準角型マシン」)を用いて、No.5C濾紙を濾布として抄紙を行った。得られた湿潤状態の湿紙の両面に、吸い取り紙としてNo.5C濾紙を重ねた。次いで、抄紙体を超音波処理しながらイソプロピルアルコールに10分間浸漬して溶媒置換した。さらに、新しいNo.5C濾紙で両面を挟み、10MPaの圧力で1分間プレスした。その後、表面温度が100℃に設定されたドラムドライヤ(熊谷理機工業(株)製)に貼り付けて120秒間乾燥した。得られた不織布の坪量、厚み、平均孔径、透気度、引張強度を表1に示す。
【0082】
実施例2
セルロース繊維99重量部とセルロースナノファイバー1重量部とを混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0083】
実施例3
セルロース繊維として、市販のセルロース繊維(ダイセル化学工業(株)製「セリッシュKY100G」、平均繊維径0.3μm、平均繊維長420μm)を使用する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0084】
実施例4
セルロース繊維5重量部とセルロースナノファイバー95重量部とを混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0085】
実施例5
市販のセルロース繊維(セリッシュKY100G)92重量部とセルロースナノファイバー8重量部と混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0086】
実施例6
市販のセルロース繊維(セリッシュKY100G)92重量部とセルロースナノファイバー8重量部と混抄する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0087】
比較例1
セルロース繊維(セリッシュKY100G)を単独で抄紙する以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0088】
比較例2
セルロースナノファイバーの代わりに、セルロース繊維(セリッシュKY100G)を用いる以外は実施例1と同様にして不織布を得た。評価結果を表1に示す。
【0089】
【表1】
【0090】
表1の結果から明らかなように、実施例の不織布は、透気度及び引張強度が高い。一方、比較例の不織布は、引張強度が低い。
【産業上の利用可能性】
【0091】
本発明の不織布は、各種のセパレータやフィルターに利用できるが、電気化学的に安定性が高いため、電池(リチウム電池、リチウム二次電池、燃料電池、アルカリ二次電池、ニッケル水素二次電池、ニッケル−カドミウム電池、鉛蓄電池など)、コンデンサー、キャパシタなどの蓄電素子のセパレータに有用である。特に、薄肉でも透気度及び強度が高く、孔径も比較的大きいため、電子機器、電気機器、自動車(ハイブリッド自動車、大型自動車など)、電力貯蔵などの電源や補助電源などのキャパシタに適している。
【符号の説明】
【0092】
1…原料繊維
2…破砕型ホモバルブシート
3…破砕型ホモバルブシートの流路
4…小径オリフィス
5…ホモバルブ
6…インパクトリング
7…セルロースナノファイバー
12…非破砕型ホモバルブシート
【特許請求の範囲】
【請求項1】
平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布。
【請求項2】
厚みが20μm以下である請求項1記載の不織布。
【請求項3】
セルロースナノファイバーが植物由来であり、かつ平均繊維径に対する平均繊維長の比が2000以上である請求項1又は2記載の不織布。
【請求項4】
セルロースナノファイバーの平均繊維径が15〜80nmであり、かつ繊維径分布の標準偏差が80nm以下である請求項1〜3のいずれかに記載の不織布。
【請求項5】
セルロースナノファイバーが、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法で得られる請求項1〜4のいずれかに記載の不織布。
【請求項6】
原料セルロース繊維が、木材繊維及び/又は種子毛繊維で構成されたネバードライパルプ由来のセルロース繊維であり、かつカッパー価が30以下である請求項5記載の不織布。
【請求項7】
セルロース繊維の平均繊維径が0.1〜10μmである請求項1〜6のいずれかに記載の不織布。
【請求項8】
セルロース繊維の平均繊維径とセルロースナノファイバーの平均繊維径との比が、前者/後者=10/1〜100/1である請求項1〜7のいずれかに記載の不織布。
【請求項9】
セルロースナノファイバーの割合が、セルロース繊維100重量部に対して、0.01〜15重量部である請求項1〜8のいずれかに記載の不織布。
【請求項10】
合成樹脂を実質的に含まない請求項1〜9のいずれかに記載の不織布。
【請求項11】
坪量10g/m2における引張強度が6N/15mm以上である請求項1〜10のいずれかに記載の不織布。
【請求項12】
坪量10g/m2における透気度が10秒/100ml以上である請求項1〜11のいずれかに記載の不織布。
【請求項13】
請求項1〜12のいずれかに記載の不織布で構成された蓄電素子用セパレータ。
【請求項1】
平均繊維径0.1〜20μmのセルロース繊維と平均繊維径100nm未満のセルロースナノファイバーとを抄紙した不織布。
【請求項2】
厚みが20μm以下である請求項1記載の不織布。
【請求項3】
セルロースナノファイバーが植物由来であり、かつ平均繊維径に対する平均繊維長の比が2000以上である請求項1又は2記載の不織布。
【請求項4】
セルロースナノファイバーの平均繊維径が15〜80nmであり、かつ繊維径分布の標準偏差が80nm以下である請求項1〜3のいずれかに記載の不織布。
【請求項5】
セルロースナノファイバーが、原料セルロース繊維を溶媒に分散させて分散液を調製する分散液調製工程、破砕型ホモバルブシートを備えたホモジナイザーで前記分散液をホモジナイズ処理するホモジナイズ工程を含む製造方法で得られる請求項1〜4のいずれかに記載の不織布。
【請求項6】
原料セルロース繊維が、木材繊維及び/又は種子毛繊維で構成されたネバードライパルプ由来のセルロース繊維であり、かつカッパー価が30以下である請求項5記載の不織布。
【請求項7】
セルロース繊維の平均繊維径が0.1〜10μmである請求項1〜6のいずれかに記載の不織布。
【請求項8】
セルロース繊維の平均繊維径とセルロースナノファイバーの平均繊維径との比が、前者/後者=10/1〜100/1である請求項1〜7のいずれかに記載の不織布。
【請求項9】
セルロースナノファイバーの割合が、セルロース繊維100重量部に対して、0.01〜15重量部である請求項1〜8のいずれかに記載の不織布。
【請求項10】
合成樹脂を実質的に含まない請求項1〜9のいずれかに記載の不織布。
【請求項11】
坪量10g/m2における引張強度が6N/15mm以上である請求項1〜10のいずれかに記載の不織布。
【請求項12】
坪量10g/m2における透気度が10秒/100ml以上である請求項1〜11のいずれかに記載の不織布。
【請求項13】
請求項1〜12のいずれかに記載の不織布で構成された蓄電素子用セパレータ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−36517(P2012−36517A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−175657(P2010−175657)
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000002901)株式会社ダイセル (1,236)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000002901)株式会社ダイセル (1,236)
【Fターム(参考)】
[ Back to top ]