
ソフトカプセル、並びにその製造方法及びその製造装置
【課題】非動物性素材を使用したシートに高熱を加えることなく接合させることができるソフトカプセル、並びにその製造方法及びその製造装置を提供することである。
【解決手段】非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とする。
【解決手段】非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医薬品や機能性食品などに利用されるソフトカプセル、並びにその製造方法及びその製造装置に関する。
【背景技術】
【0002】
従来から、医薬品や機能性食品などの分野において、薬剤や機能性物質を内包するものとして、ソフトカプセルが利用されている。ソフトカプセルには、従来から動物性、特に牛、豚に由来するゼラチンが使用され製造されている。しかし、近年ウシ海綿状脳症(BSE)(狂牛病)や鳥インフルエンザ等の動物に関する病気の懸念と、宗教上又は道徳上の理由から動物由来の製品に対して摂食が不所望である人や不可能である人が多く存在するようになっており、このため、非動物性素材を使用したソフトカプセルへの需要が増大しており、非動物性素材を使用したソフトカプセルも多数報告されている(特許文献1及び2参照)。
【0003】
【特許文献1】特表2002−529398号公報
【特許文献2】特開平6−329833号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、非動物性素材を使用したシートは、融点が非常に高いため、ソフトカプセル製造の重要工程であるシートの溶着が困難であるという問題がある。また、溶着してもシートの溶解に100℃以上という高熱を加えることから、カプセルに内包する薬剤や機能性物質の劣化が懸念されている。すなわち、従来のソフトカプセルの製造工程におけるシートの接合は、シートに熱を加えて表面を融解し、溶けたシート表面を併せ圧力を加えることにより行われている。ゼラチンカプセルは、比較的低温で溶解が行われるため薬剤などの被包装物の劣化という問題は少ないが、非動物性素材を使用したシートにおいては、その溶着に100℃以上を必要とするので、被包装物の劣化という問題が生じる。
【0005】
そこで、本発明は、非動物性素材を使用したシートに高熱を加えることなく接合させることができるソフトカプセル、並びにその製造方法及びその製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
以上の目的を達成するため、本発明者らは、鋭意検討を重ねた結果、ソフトカプセルを構成する非動物性素材から成る一対の外皮の接合部分にこれら外皮に接合可能な非動物性素材を接合因子として介在させることにより、高熱を加えることなく接合させることができることを見出した。すなわち、本発明は、非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とする。
【0007】
また、上記目的を達成するため、本発明は、非動物性素材から成る一対のシートの一方の内面にこれらシートとゲル状態で接合可能な非動物性素材をゾル状態で流し込むゾル流し込み工程と、前記一対のシートの間に被包装物を包み込んだ状態で一対のシートを貼合わせる貼合わせ工程と、を備えたソフトカプセルの製造方法であって、前記貼合わせ工程は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように一対のシートを貼合わせることを特徴とする。本発明に係るソフトカプセルの製造方法において、前記貼り合わせ工程は、前記接合可能な非動物性素材が、一対のシートが貼り合わされた後にゲル化するように調整されていることが好ましい。
【0008】
さらに、上記目的を達成するため、本発明は、ソフトカプセルが二分割された形状を成型する複数の凹部が周方向に所定間隔をおいて形成されており、対向する凹部を整合させて回転することにより、ソフトカプセルの外皮を構成する非動物性素材からなる一対のシートそれぞれを上方から外周面に沿って移動させ、該一対のシートの外表面を圧接しながら下方に送り出し、前記凹部を重ね合わせることによって、前記被包装物を包み込んだ状態で一対のシートを貼り合わせるとともに、押圧することにより重ね合わされた前記凹部の形状に前記一対のシートを切断する一対のローラと、前記凹部に位置する一対のシートが完全に重ね合わされる前に、その一対のシートの間にソフトカプセルの被包装物を供給する被包装物供給部と、を備えたソフトカプセルの製造装置において、前記被包装物供給部によって被包装物が供給される前に、接合因子として前記一対のシートにゲル状態で接合可能な非動物性素材をゾル状態で前記一対のシートの一方の内面に供給する接合因子供給部をさらに備え、前記凹部の縁は、面取りされていることを特徴とし、前記凹部の縁は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように面取りされていることが好ましい。また、前記一対のローラによって、一対のシートが貼り合わされた後に、前記接合可能な非動物性素材が、ゲル化するように調整されていることが好ましい。
【0009】
本発明に係るソフトカプセル、並びにその製造方法及びその製造装置において、前記外皮又はシートとしての非動物性素材と接合因子としての非動物性素材の組合せが、寒天、カラギナン、ファーセレラン、アルギン酸、アルギン酸塩、グアーガム、ローカストビーンガム、タラガム、カシアガム、タマリンドガム、アラビアガム、アラビノガラクタン、トラガントガム、ペクチン、脱アシル型ジェランガム、ネイティブ型ジェランガム、カードラン、プルラン、キサンタンガム、デキストラン、アゾトバクタービネランジーガム、グルコマンナン、デンプン、ゼラチン、CMC、CMCの塩類、メチルセルロース、ヒドロキシプロピルセルロース、カラヤガム、キチン、キトサン、サイリウムシードガム及び大豆多糖類のうち、いずれか一種又は二種以上の組合せであり、前記外皮と接合因子の1.5%濃度における貯蔵粘性率変化量が、35%以下であることが好ましい。本発明に係る積層ゲルにおいて、外皮と接合因子の1.5%濃度における貯蔵粘性率変化量は、ストレインスイープ試験(ストレイン100〜101)によって測定される。この試験は、例えば、動的粘弾性測定アレス(レオメトリック社製)を用いて、20℃の条件下で貯蔵粘性率を測定することによって行うことができる。
【0010】
前記外皮と接合因子の組合せとしては、寒天とネイティブ型ジェランガム、寒天とローカストビーンガム及びカラギナン、寒天とローカストビーンガム及びキサンタンガム、カラギナンとカラギナン、カラギナンとネイティブ型ジェランガム、カラギナンとローカストビーンガム及びカラギナン、カラギナンとローカストビーンガム及びキサンタンガム、脱アシル型ジェランガムとネイティブ型ジェランガム、ネイティブ型ジェランガムと寒天、ネイティブ型ジェランガムとカラギナン、ネイティブ型ジェランガムと脱アシル型ジェランガム、ネイティブ型ジェランガムとネイティブ型ジェランガム、ネイティブ型ジェランガムとローカストビーンガム及びカラギナン、ネイティブ型ジェランガムとローカストビーンガム及びキサンタンガム、ローカストビーンガム及びカラギナンと寒天、ローカストビーンガム及びカラギナンとカラギナン、ローカストビーンガム及びカラギナンと脱アシル型ジェランガム、ローカストビーンガム及びカラギナンとネイティブ型ジェランガム、ローカストビーンガム及びカラギナンとローカストビーンガム及びカラギナン、ローカストビーンガム及びカラギナンとローカストビーンガム及びキサンタンガム、ローカストビーンガム及びキサンタンガムと寒天、ローカストビーンガム及びキサンタンガムとカラギナン、ローカストビーンガム及びキサンタンガムとネイティブ型ジェランガム、ローカストビーンガム及びキサンタンガムとローカストビーンガム及びカラギナン、ローカストビーンガム及びキサンタンガムとローカストビーンガム及びキサンタンガムなどが好ましい。
【発明の効果】
【0011】
以上のように、本発明によれば、非動物性素材を使用したシートに高熱を加えることなく接合させることができるソフトカプセル、並びにその製造方法及びその製造装置を提供することができる。
【発明を実施するための最良の形態】
【0012】
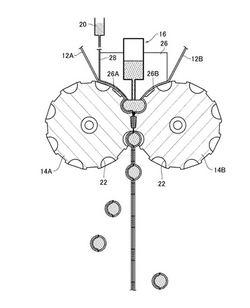
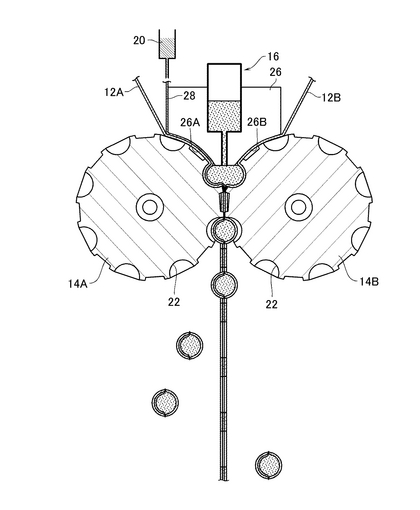
次に、本発明に係るソフトカプセルの製造装置について図面に基づいて説明する。図1は、本実施例に係るソフトカプセルの製造装置の概念図である。本実施例に係るソフトカプセルの製造装置は、製造するソフトカプセル10の外皮を構成する非動物性素材から成る一対のシート12A、12Bそれぞれを上方から外周面に沿って移動させ、一対のシート12A、12Bを重ねた状態で圧接しながら下方に送り出す一対のローラ14A、14Bと、一対のシート12A、12Bの間にソフトカプセルの被包装物を供給する被包装物供給部16と、被包装物供給部16によって、被包装物が供給される前に、一対のシート12A、12Bにゲル状態で接合可能な非動物性素材を接合因子として一対のシート12A、12Bの一方の内面にゾル状態で供給する接合因子供給部20と、を備えている。
【0013】
本実施例において、使用されるシート12A、12Bは、カラギナンとローカストビーンガムからなり、これらシート12A及び12Bの接合因子として機能する非動物性素材としては、寒天を使用する。
【0014】
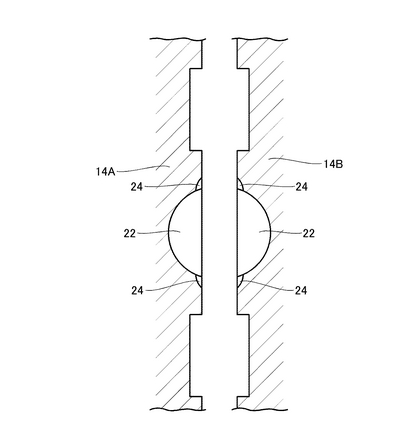
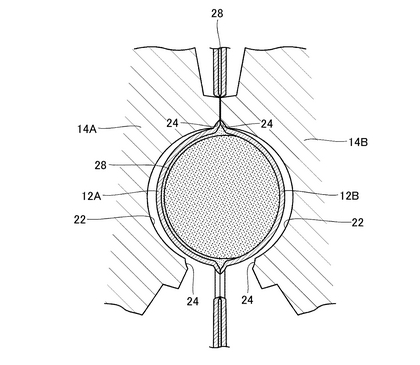
一対のローラ14A、14Bは、その軸を並列させて、接触するように設けられている。また、各ローラ14A、14Bの外表面には、二分割されたソフトカプセルの形状を成型可能な略半球状の凹部22が周方向に複数所定間隔をおいて形成されており、一対のローラ14A、14Bは、対向する凹部22を整合させながら回転するよう構成されている。さらに、図2に示すように凹部22の縁には、面取り24が施されている。したがって、図2及び3に示すように、ローラ14A及び14Bの間に供給されるシート12A、12Bを押圧された状態で移動させることができ、その移動と同時にその押圧により整合された前記凹部22、22の形状に合わせて一対のシート12A、12Bを切断することによりソフトカプセルの形状を成形することができる。
【0015】
各ローラ14A、14Bの上方には、各ローラ14A、14Bの外周面に対向する一対の断面円弧状のガイド面26A、26Bを有するガイド部26が設けられている。このガイド部26のガイド面26Aとローラ14Aは、シート12Aの厚さよりも広い間隔を有するとともに、シート12Aの表面とガイド面26Aの間をゾル状態の寒天28が流動可能な間隔を有するように設置されている。接合因子供給部20は、シート12Aが供給されるガイド面26Aの上方からゾル状の寒天を供給するように構成されている。ガイド面26Aの上方から供給されたゾル状の寒天28は、ガイド面26Aによってシート12Aの内面に一様に広げられ、シート12Aと二層状態を作ることができる。また、ガイド面26A、26Bは、加熱することが可能であり、供給された寒天の保温やシートの内表面を融解することができる。
【0016】
被包装物供給部16によって、供給される被包装物としては、薬剤や機能性物質などがあり、液状、ゾル状又は顆粒状など様々な形態のものを用いることができる。
【0017】
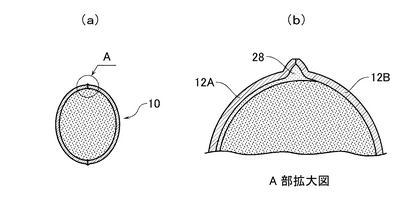
本実施例に係るソフトカプセルの製造装置によって得られたソフトカプセルの断面図を図4(a)に示し、その一部拡大図を図4(b)に示す。本実施例に係るソフトカプセルの製造方法によれば、凹部22の縁に面取り24が施されているので、図3に示すようにローラ14A、14Bによって前記凹部22、22を整合させて重ね合わせる際に、面取り24の箇所でシート12Aと12Bの間に接合因子を介在させることができるので、シート12Aと12Bを強固に接合することができる。
【実施例】
【0018】
外皮と接合因子のストレインスイープ試験
次に、外皮と接合因子のストレインスイープ試験を行なった。この試験は、寒天(伊那寒天UT−1、伊那食品工業社製)、カラギナン(イナゲルE−150、伊那食品工業社製)、脱アシル型ジェランガム(CPケルコ社製)、ネイティブ型ジェランガム(CPケルコ社製)、ローカストビーンガム(MRCポリサッカライド社製)、及びキサンタンガム(CPケルコ社製)それぞれの表1に示す各組合せについて、測定を行った。すなわち、これら組合せの1.5重量%のハイドロコロイド溶液を用意し、これらハイドロコロイド溶液それぞれを組み合わせた外皮と接合因子について行なった。なお、カラギナンとローカストビーンガム及びキサンタンガムとローカストビーンガムを組み合わせたハイドロコロイド溶液は、それぞれを1:1の割合で混合した。
【0019】
先ず、一方のハイドロコロイド溶液をゲル化させて外皮としてのゲルシートを作製し、その外皮としてのゲルシート上に他方のハイドロコロイド溶液をゾル状態で流延及び積層した後にゲル化させて接合因子とすることによって作製した。
【0020】
ストレインスイープ試験(ストレイン100〜101)は、20℃の条件下で貯蔵粘性率を測定することによって行った。この試験は、動的粘弾性測定アレス(レオメトリック社製)を用いることによって行った。その結果を表1に示す。
【0021】
【表1】

【0022】
表1に示すように、これらは、いずれもストレイン100〜101における貯蔵粘性率の変化量が35%以下を示し、いずれも外皮と接合因子が接合していることが確認できた。
【0023】
次に、本実施例に係るソフトカプセルの製造装置によって、実際にソフトカプセルを作製した。先ず、表2に示す配合でカラギナン(イナゲルE−150、伊那食品工業社製)及びローカストビーンガム(MRCポリサッカライド社製)などを溶解タンク中の水に撹拌しながら少量ずつ加え均一に分散し、その後80〜98℃で撹拌しながら加温し、ダマが生じないように溶解し、脱泡後、シートを作製した。接合因子として寒天(伊那寒天UT−1、伊那食品工業社製)の4重量%ゾル溶液を用意し、上述のように一方のシート上に供給することによってソフトカプセルを得た。接合因子を用いずに、シートの表面に110℃の熱を加えて溶着させたソフトカプセルを比較例として作製した。
【0024】
【表2】
【0025】
比較例に係るソフトカプセルは、製造したカプセルの72%が接合不良であるのに対し、実施例に係るソフトカプセルは、製造したカプセル全てが完全に接合していた。
【図面の簡単な説明】
【0026】
【図1】本発明のソフトカプセルの製造装置の実施例の概念図である。
【図2】本実施例に係るソフトカプセルの製造装置のローラの一部拡大断面図である。
【図3】本実施例に係るソフトカプセルの製造装置のシートを押圧する際の一部拡大断面図である。
【図4】(a)は、本実施例に係るソフトカプセルの正面断面図であり、(b)は、その一部拡大断面図である。
【符号の説明】
【0027】
10 ソフトカプセル
12A、12B シート
14A、14B ローラ
16 被包装物供給部
20 接合因子供給部
22 凹部
24 面取り
【技術分野】
【0001】
本発明は、医薬品や機能性食品などに利用されるソフトカプセル、並びにその製造方法及びその製造装置に関する。
【背景技術】
【0002】
従来から、医薬品や機能性食品などの分野において、薬剤や機能性物質を内包するものとして、ソフトカプセルが利用されている。ソフトカプセルには、従来から動物性、特に牛、豚に由来するゼラチンが使用され製造されている。しかし、近年ウシ海綿状脳症(BSE)(狂牛病)や鳥インフルエンザ等の動物に関する病気の懸念と、宗教上又は道徳上の理由から動物由来の製品に対して摂食が不所望である人や不可能である人が多く存在するようになっており、このため、非動物性素材を使用したソフトカプセルへの需要が増大しており、非動物性素材を使用したソフトカプセルも多数報告されている(特許文献1及び2参照)。
【0003】
【特許文献1】特表2002−529398号公報
【特許文献2】特開平6−329833号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、非動物性素材を使用したシートは、融点が非常に高いため、ソフトカプセル製造の重要工程であるシートの溶着が困難であるという問題がある。また、溶着してもシートの溶解に100℃以上という高熱を加えることから、カプセルに内包する薬剤や機能性物質の劣化が懸念されている。すなわち、従来のソフトカプセルの製造工程におけるシートの接合は、シートに熱を加えて表面を融解し、溶けたシート表面を併せ圧力を加えることにより行われている。ゼラチンカプセルは、比較的低温で溶解が行われるため薬剤などの被包装物の劣化という問題は少ないが、非動物性素材を使用したシートにおいては、その溶着に100℃以上を必要とするので、被包装物の劣化という問題が生じる。
【0005】
そこで、本発明は、非動物性素材を使用したシートに高熱を加えることなく接合させることができるソフトカプセル、並びにその製造方法及びその製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
以上の目的を達成するため、本発明者らは、鋭意検討を重ねた結果、ソフトカプセルを構成する非動物性素材から成る一対の外皮の接合部分にこれら外皮に接合可能な非動物性素材を接合因子として介在させることにより、高熱を加えることなく接合させることができることを見出した。すなわち、本発明は、非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とする。
【0007】
また、上記目的を達成するため、本発明は、非動物性素材から成る一対のシートの一方の内面にこれらシートとゲル状態で接合可能な非動物性素材をゾル状態で流し込むゾル流し込み工程と、前記一対のシートの間に被包装物を包み込んだ状態で一対のシートを貼合わせる貼合わせ工程と、を備えたソフトカプセルの製造方法であって、前記貼合わせ工程は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように一対のシートを貼合わせることを特徴とする。本発明に係るソフトカプセルの製造方法において、前記貼り合わせ工程は、前記接合可能な非動物性素材が、一対のシートが貼り合わされた後にゲル化するように調整されていることが好ましい。
【0008】
さらに、上記目的を達成するため、本発明は、ソフトカプセルが二分割された形状を成型する複数の凹部が周方向に所定間隔をおいて形成されており、対向する凹部を整合させて回転することにより、ソフトカプセルの外皮を構成する非動物性素材からなる一対のシートそれぞれを上方から外周面に沿って移動させ、該一対のシートの外表面を圧接しながら下方に送り出し、前記凹部を重ね合わせることによって、前記被包装物を包み込んだ状態で一対のシートを貼り合わせるとともに、押圧することにより重ね合わされた前記凹部の形状に前記一対のシートを切断する一対のローラと、前記凹部に位置する一対のシートが完全に重ね合わされる前に、その一対のシートの間にソフトカプセルの被包装物を供給する被包装物供給部と、を備えたソフトカプセルの製造装置において、前記被包装物供給部によって被包装物が供給される前に、接合因子として前記一対のシートにゲル状態で接合可能な非動物性素材をゾル状態で前記一対のシートの一方の内面に供給する接合因子供給部をさらに備え、前記凹部の縁は、面取りされていることを特徴とし、前記凹部の縁は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように面取りされていることが好ましい。また、前記一対のローラによって、一対のシートが貼り合わされた後に、前記接合可能な非動物性素材が、ゲル化するように調整されていることが好ましい。
【0009】
本発明に係るソフトカプセル、並びにその製造方法及びその製造装置において、前記外皮又はシートとしての非動物性素材と接合因子としての非動物性素材の組合せが、寒天、カラギナン、ファーセレラン、アルギン酸、アルギン酸塩、グアーガム、ローカストビーンガム、タラガム、カシアガム、タマリンドガム、アラビアガム、アラビノガラクタン、トラガントガム、ペクチン、脱アシル型ジェランガム、ネイティブ型ジェランガム、カードラン、プルラン、キサンタンガム、デキストラン、アゾトバクタービネランジーガム、グルコマンナン、デンプン、ゼラチン、CMC、CMCの塩類、メチルセルロース、ヒドロキシプロピルセルロース、カラヤガム、キチン、キトサン、サイリウムシードガム及び大豆多糖類のうち、いずれか一種又は二種以上の組合せであり、前記外皮と接合因子の1.5%濃度における貯蔵粘性率変化量が、35%以下であることが好ましい。本発明に係る積層ゲルにおいて、外皮と接合因子の1.5%濃度における貯蔵粘性率変化量は、ストレインスイープ試験(ストレイン100〜101)によって測定される。この試験は、例えば、動的粘弾性測定アレス(レオメトリック社製)を用いて、20℃の条件下で貯蔵粘性率を測定することによって行うことができる。
【0010】
前記外皮と接合因子の組合せとしては、寒天とネイティブ型ジェランガム、寒天とローカストビーンガム及びカラギナン、寒天とローカストビーンガム及びキサンタンガム、カラギナンとカラギナン、カラギナンとネイティブ型ジェランガム、カラギナンとローカストビーンガム及びカラギナン、カラギナンとローカストビーンガム及びキサンタンガム、脱アシル型ジェランガムとネイティブ型ジェランガム、ネイティブ型ジェランガムと寒天、ネイティブ型ジェランガムとカラギナン、ネイティブ型ジェランガムと脱アシル型ジェランガム、ネイティブ型ジェランガムとネイティブ型ジェランガム、ネイティブ型ジェランガムとローカストビーンガム及びカラギナン、ネイティブ型ジェランガムとローカストビーンガム及びキサンタンガム、ローカストビーンガム及びカラギナンと寒天、ローカストビーンガム及びカラギナンとカラギナン、ローカストビーンガム及びカラギナンと脱アシル型ジェランガム、ローカストビーンガム及びカラギナンとネイティブ型ジェランガム、ローカストビーンガム及びカラギナンとローカストビーンガム及びカラギナン、ローカストビーンガム及びカラギナンとローカストビーンガム及びキサンタンガム、ローカストビーンガム及びキサンタンガムと寒天、ローカストビーンガム及びキサンタンガムとカラギナン、ローカストビーンガム及びキサンタンガムとネイティブ型ジェランガム、ローカストビーンガム及びキサンタンガムとローカストビーンガム及びカラギナン、ローカストビーンガム及びキサンタンガムとローカストビーンガム及びキサンタンガムなどが好ましい。
【発明の効果】
【0011】
以上のように、本発明によれば、非動物性素材を使用したシートに高熱を加えることなく接合させることができるソフトカプセル、並びにその製造方法及びその製造装置を提供することができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明に係るソフトカプセルの製造装置について図面に基づいて説明する。図1は、本実施例に係るソフトカプセルの製造装置の概念図である。本実施例に係るソフトカプセルの製造装置は、製造するソフトカプセル10の外皮を構成する非動物性素材から成る一対のシート12A、12Bそれぞれを上方から外周面に沿って移動させ、一対のシート12A、12Bを重ねた状態で圧接しながら下方に送り出す一対のローラ14A、14Bと、一対のシート12A、12Bの間にソフトカプセルの被包装物を供給する被包装物供給部16と、被包装物供給部16によって、被包装物が供給される前に、一対のシート12A、12Bにゲル状態で接合可能な非動物性素材を接合因子として一対のシート12A、12Bの一方の内面にゾル状態で供給する接合因子供給部20と、を備えている。
【0013】
本実施例において、使用されるシート12A、12Bは、カラギナンとローカストビーンガムからなり、これらシート12A及び12Bの接合因子として機能する非動物性素材としては、寒天を使用する。
【0014】
一対のローラ14A、14Bは、その軸を並列させて、接触するように設けられている。また、各ローラ14A、14Bの外表面には、二分割されたソフトカプセルの形状を成型可能な略半球状の凹部22が周方向に複数所定間隔をおいて形成されており、一対のローラ14A、14Bは、対向する凹部22を整合させながら回転するよう構成されている。さらに、図2に示すように凹部22の縁には、面取り24が施されている。したがって、図2及び3に示すように、ローラ14A及び14Bの間に供給されるシート12A、12Bを押圧された状態で移動させることができ、その移動と同時にその押圧により整合された前記凹部22、22の形状に合わせて一対のシート12A、12Bを切断することによりソフトカプセルの形状を成形することができる。
【0015】
各ローラ14A、14Bの上方には、各ローラ14A、14Bの外周面に対向する一対の断面円弧状のガイド面26A、26Bを有するガイド部26が設けられている。このガイド部26のガイド面26Aとローラ14Aは、シート12Aの厚さよりも広い間隔を有するとともに、シート12Aの表面とガイド面26Aの間をゾル状態の寒天28が流動可能な間隔を有するように設置されている。接合因子供給部20は、シート12Aが供給されるガイド面26Aの上方からゾル状の寒天を供給するように構成されている。ガイド面26Aの上方から供給されたゾル状の寒天28は、ガイド面26Aによってシート12Aの内面に一様に広げられ、シート12Aと二層状態を作ることができる。また、ガイド面26A、26Bは、加熱することが可能であり、供給された寒天の保温やシートの内表面を融解することができる。
【0016】
被包装物供給部16によって、供給される被包装物としては、薬剤や機能性物質などがあり、液状、ゾル状又は顆粒状など様々な形態のものを用いることができる。
【0017】
本実施例に係るソフトカプセルの製造装置によって得られたソフトカプセルの断面図を図4(a)に示し、その一部拡大図を図4(b)に示す。本実施例に係るソフトカプセルの製造方法によれば、凹部22の縁に面取り24が施されているので、図3に示すようにローラ14A、14Bによって前記凹部22、22を整合させて重ね合わせる際に、面取り24の箇所でシート12Aと12Bの間に接合因子を介在させることができるので、シート12Aと12Bを強固に接合することができる。
【実施例】
【0018】
外皮と接合因子のストレインスイープ試験
次に、外皮と接合因子のストレインスイープ試験を行なった。この試験は、寒天(伊那寒天UT−1、伊那食品工業社製)、カラギナン(イナゲルE−150、伊那食品工業社製)、脱アシル型ジェランガム(CPケルコ社製)、ネイティブ型ジェランガム(CPケルコ社製)、ローカストビーンガム(MRCポリサッカライド社製)、及びキサンタンガム(CPケルコ社製)それぞれの表1に示す各組合せについて、測定を行った。すなわち、これら組合せの1.5重量%のハイドロコロイド溶液を用意し、これらハイドロコロイド溶液それぞれを組み合わせた外皮と接合因子について行なった。なお、カラギナンとローカストビーンガム及びキサンタンガムとローカストビーンガムを組み合わせたハイドロコロイド溶液は、それぞれを1:1の割合で混合した。
【0019】
先ず、一方のハイドロコロイド溶液をゲル化させて外皮としてのゲルシートを作製し、その外皮としてのゲルシート上に他方のハイドロコロイド溶液をゾル状態で流延及び積層した後にゲル化させて接合因子とすることによって作製した。
【0020】
ストレインスイープ試験(ストレイン100〜101)は、20℃の条件下で貯蔵粘性率を測定することによって行った。この試験は、動的粘弾性測定アレス(レオメトリック社製)を用いることによって行った。その結果を表1に示す。
【0021】
【表1】
【0022】
表1に示すように、これらは、いずれもストレイン100〜101における貯蔵粘性率の変化量が35%以下を示し、いずれも外皮と接合因子が接合していることが確認できた。
【0023】
次に、本実施例に係るソフトカプセルの製造装置によって、実際にソフトカプセルを作製した。先ず、表2に示す配合でカラギナン(イナゲルE−150、伊那食品工業社製)及びローカストビーンガム(MRCポリサッカライド社製)などを溶解タンク中の水に撹拌しながら少量ずつ加え均一に分散し、その後80〜98℃で撹拌しながら加温し、ダマが生じないように溶解し、脱泡後、シートを作製した。接合因子として寒天(伊那寒天UT−1、伊那食品工業社製)の4重量%ゾル溶液を用意し、上述のように一方のシート上に供給することによってソフトカプセルを得た。接合因子を用いずに、シートの表面に110℃の熱を加えて溶着させたソフトカプセルを比較例として作製した。
【0024】
【表2】
【0025】
比較例に係るソフトカプセルは、製造したカプセルの72%が接合不良であるのに対し、実施例に係るソフトカプセルは、製造したカプセル全てが完全に接合していた。
【図面の簡単な説明】
【0026】
【図1】本発明のソフトカプセルの製造装置の実施例の概念図である。
【図2】本実施例に係るソフトカプセルの製造装置のローラの一部拡大断面図である。
【図3】本実施例に係るソフトカプセルの製造装置のシートを押圧する際の一部拡大断面図である。
【図4】(a)は、本実施例に係るソフトカプセルの正面断面図であり、(b)は、その一部拡大断面図である。
【符号の説明】
【0027】
10 ソフトカプセル
12A、12B シート
14A、14B ローラ
16 被包装物供給部
20 接合因子供給部
22 凹部
24 面取り
【特許請求の範囲】
【請求項1】
非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、
前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とするソフトカプセル。
【請求項2】
前記外皮と接合因子の組合せが、寒天、カラギナン、ファーセレラン、アルギン酸、アルギン酸塩、グアーガム、ローカストビーンガム、タラガム、カシアガム、タマリンドガム、アラビアガム、アラビノガラクタン、トラガントガム、ペクチン、脱アシル型ジェランガム、ネイティブ型ジェランガム、カードラン、プルラン、キサンタンガム、デキストラン、アゾトバクタービネランジーガム、グルコマンナン、デンプン、ゼラチン、CMC、CMCの塩類、メチルセルロース、ヒドロキシプロピルセルロース、カラヤガム、キチン、キトサン、サイリウムシードガム及び大豆多糖類のうち、いずれか一種又は二種以上の組合せであり、前記外皮と接合因子の1.5%濃度における貯蔵粘性率変化量が、35%以下であることを特徴とする請求項1記載のソフトカプセル。
【請求項3】
非動物性素材から成る一対のシートの一方の内面にこれらシートとゲル状態で接合可能な非動物性素材をゾル状態で流し込むゾル流し込み工程と、
前記一対のシートの間に被包装物を包み込んだ状態で一対のシートを貼合わせる貼合わせ工程と、
を備えたソフトカプセルの製造方法であって、
前記貼合わせ工程は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように一対のシートを貼合わせることを特徴とするソフトカプセルの製造方法。
【請求項4】
ソフトカプセルが二分割された形状を成型する複数の凹部が周方向に所定間隔をおいて形成されており、対向する凹部を整合させて回転することにより、ソフトカプセルの外皮を構成する非動物性素材からなる一対のシートそれぞれを上方から外周面に沿って移動させ、該一対のシートの外表面を圧接しながら下方に送り出し、前記凹部を重ね合わせることによって、前記被包装物を包み込んだ状態で一対のシートを貼り合わせる一対のローラと、
前記凹部に位置する一対のシートが完全に重ね合わされる前に、その一対のシートの間にソフトカプセルの被包装物を供給する被包装物供給部と、
を備えたソフトカプセルの製造装置において、
前記被包装物供給部によって被包装物が供給される前に、接合因子として前記一対のシートにゲル状態で接合可能な非動物性素材をゾル状態で前記一対のシートの一方の内面に供給する接合因子供給部をさらに備え、
前記凹部の縁は、面取りされていることを特徴とするソフトカプセルの製造装置。
【請求項5】
前記凹部の縁は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように面取りされていることを特徴とする請求項4記載のソフトカプセルの製造装置。
【請求項1】
非動物性素材から成る一対の外皮によって被包装物を包み込み、該一対の外皮が接合されたソフトカプセルにおいて、
前記一対の外皮の接合部分には、これら外皮と接合可能な非動物性素材が接合因子として介在していることを特徴とするソフトカプセル。
【請求項2】
前記外皮と接合因子の組合せが、寒天、カラギナン、ファーセレラン、アルギン酸、アルギン酸塩、グアーガム、ローカストビーンガム、タラガム、カシアガム、タマリンドガム、アラビアガム、アラビノガラクタン、トラガントガム、ペクチン、脱アシル型ジェランガム、ネイティブ型ジェランガム、カードラン、プルラン、キサンタンガム、デキストラン、アゾトバクタービネランジーガム、グルコマンナン、デンプン、ゼラチン、CMC、CMCの塩類、メチルセルロース、ヒドロキシプロピルセルロース、カラヤガム、キチン、キトサン、サイリウムシードガム及び大豆多糖類のうち、いずれか一種又は二種以上の組合せであり、前記外皮と接合因子の1.5%濃度における貯蔵粘性率変化量が、35%以下であることを特徴とする請求項1記載のソフトカプセル。
【請求項3】
非動物性素材から成る一対のシートの一方の内面にこれらシートとゲル状態で接合可能な非動物性素材をゾル状態で流し込むゾル流し込み工程と、
前記一対のシートの間に被包装物を包み込んだ状態で一対のシートを貼合わせる貼合わせ工程と、
を備えたソフトカプセルの製造方法であって、
前記貼合わせ工程は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように一対のシートを貼合わせることを特徴とするソフトカプセルの製造方法。
【請求項4】
ソフトカプセルが二分割された形状を成型する複数の凹部が周方向に所定間隔をおいて形成されており、対向する凹部を整合させて回転することにより、ソフトカプセルの外皮を構成する非動物性素材からなる一対のシートそれぞれを上方から外周面に沿って移動させ、該一対のシートの外表面を圧接しながら下方に送り出し、前記凹部を重ね合わせることによって、前記被包装物を包み込んだ状態で一対のシートを貼り合わせる一対のローラと、
前記凹部に位置する一対のシートが完全に重ね合わされる前に、その一対のシートの間にソフトカプセルの被包装物を供給する被包装物供給部と、
を備えたソフトカプセルの製造装置において、
前記被包装物供給部によって被包装物が供給される前に、接合因子として前記一対のシートにゲル状態で接合可能な非動物性素材をゾル状態で前記一対のシートの一方の内面に供給する接合因子供給部をさらに備え、
前記凹部の縁は、面取りされていることを特徴とするソフトカプセルの製造装置。
【請求項5】
前記凹部の縁は、一対のシートの接合部分に前記接合可能な非動物性素材が介在するように面取りされていることを特徴とする請求項4記載のソフトカプセルの製造装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−299052(P2006−299052A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−121849(P2005−121849)
【出願日】平成17年4月20日(2005.4.20)
【出願人】(000118615)伊那食品工業株式会社 (95)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月20日(2005.4.20)
【出願人】(000118615)伊那食品工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]