
ソフトビニール製中空造形物及び金型、並びに製造方法

【課題】指輪や腕輪など、中空部分のある造形物、特に略環状の造形物を、ソフトビニールで製造するための安価な金型とその製造方法、並びにその金型を用いて製造されるソフトビニール製の中空造形物とその製造方法を提供すること。
【解決手段】目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造する。その金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する。
【解決手段】目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造する。その金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ソフトビニール製の中空造形物と、その製造方法、並びに、その製造に用いる金型と、その製造方法に関する。
【背景技術】
【0002】
ソフトビニール製品は、柔らかな感触や、彩色しやすさなどから、需要が高くある。例えば、ソフトビニール製の人形に関する従来技術としては、特許文献1〜3などがある。
【0003】
しかし、ソフトビニール製の指輪や腕輪は皆無であった。
それは、指輪や腕輪のように、中空部分のある造形物、特に、略環状の造形物を、ソフトビニールで製造するのが困難であるからである。インジェクションブローによって製造することは可能であるが、金型が非常に高価であり、単価の低い製品を多種多様に製造するには不向きである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−123456 「クリツプ付きマスコツト人形及びその製造方法」
【特許文献2】特開2004−222935 「ソフトビニル製大型可動人形の骨格構造および該骨格構造を有するソフトビニル製大型可動人形」
【特許文献3】特開2005−118341 「ソフトビニル製人形の頭部構造及び該頭部の製造方法」
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、指輪や腕輪など、中空部分のある造形物、特に、略環状の造形物を、ソフトビニールで製造するための安価な金型と、その製造方法、並びに、その金型を用いて製造されるソフトビニール製の中空造形物と、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下の構成を備える。
すなわち、本発明の中空造形物製造用金型の製造方法は、中空部分を有する造形物を製造するための金型を製造する方法であって、目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造することを特徴とする。
【0007】
また、本発明の中空造形物製造用金型は、中空部分を有する造形物を製造するための金型であって、上記の製造方法によって製造され、内周部に溶融ソフトビニールを被覆可能であることを特徴とする。
【0008】
本発明のソフトビニール製中空造形物の製造方法は、中空部分を有する造形物を、金型を用いて製造する方法であって、上記の金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する中空品製造工程を有することを特徴とする。
【0009】
ここで、中空品製造工程にて、金型の内周部において対向する一組の面には、溶融ソフトビニールを被覆しないで、その対向する一組の面が開口した形状となる略環状ソフトビニール品を製造してもよい。
【0010】
本発明のソフトビニール製中空造形物は、金型を用いて製造され、中空部分を有する造形物であって、上記の製造方法によって製造され、中空部分を有するソフトビニール製であることを特徴とする。
【0011】
その造形物としては、指輪類や腕輪類などが好適に挙げられる。
【発明の効果】
【0012】
本発明によると、多種多様なソフトビニール製中空造形物を、安価かつ簡便に製造することができる。
【図面の簡単な説明】
【0013】
【図1】ソフトビニール製指輪の製造工程を示す流れ図
【図2】ソフトビニール製日用品を例示する斜視説明図
【発明を実施するための最良の形態】
【0014】
以下に、本発明の実施形態を、図面に示す実施例を基に説明する。なお、実施形態は下記の例示に限らず、本発明の趣旨から逸脱しない範囲で、前記文献など従来公知の技術を用いて適宜設計変更可能である。
また、以下の実施例では、製品の一例として、指輪を例示するが、腕輪や足輪などの略環状造形物や、イヤリングなどのように環の一部に切れ目や間隙を有する広義での環状造形物や、指キャップや付け爪や帽子やカップなどのように開口部が1面のみの中空造形物などにも、同様に適用可能である。
【0015】
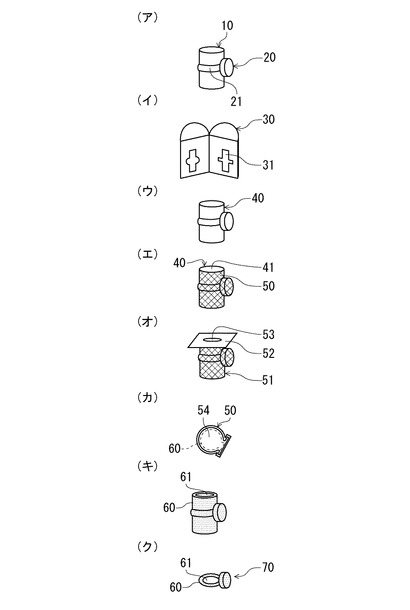
図1は、本発明によるソフトビニール製指輪の製造工程を示す流れ図である。
まず、図1(ア)のように、プラスティック等から成る基台(10)に、製造目的となる造形物の模倣物(20)を、ワックス等により造形して取り付ける。なお、図示の基台(10)は円柱状であるが、形状は任意であり、また必ずしも必要な物品でもなく、模倣物(20)の造形は、従来公知の方法により適宜実施可能である。また、模倣物(20)には、環状の部位(21)が備わる。
【0016】
基台(10)及び模倣物(20)の一体物は、図1(イ)のように、シリコン等により型取りされ型枠(30)が得られる。型枠(30)の内部には、基台(10)及び模倣物(20)の一体物の形状に呼応した空隙(31)が形成される。この型取りも、従来公知の方法により適宜実施可能である。
【0017】
型枠(30)の空隙(31)には、溶融したワックス等の熱可塑性樹脂が注入され、冷却固化の後、型枠(30)から取り外され、図1(ウ)のように、中間成形物(40)が得られる。この中間成形工程も、従来公知の方法により適宜実施可能である。
【0018】
中間成形物(40)は、図1(エ)のように、電鋳(メッキ)が施される。図示の例では、円柱状の基台(10)の上面(41)以外に電鋳部(50)が設けられる。中空の製品を製造するためには、少なくともいずれかの部位に電鋳を施さないことが好ましい。
電鋳としては、例えば、硫酸銅を主成分とする溶液に中間成形物(40)を数日浸けておくだけでも可能であり、従来公知の方法を用いても適宜実施可能である。
【0019】
電鋳部(50)と中間成形物(40)との一体物は、加熱によって、中間成形物(40)を構成する熱可塑性樹脂が溶融して除去され、電鋳部(50)の部分が残留して金型(51)となる。すなわち、電鋳部(50)の部分が金型(51)に相当するので、金型(51)の厚みは、電鋳部(50)の厚みと等しく、中間成形物(40)が位置していた金型(51)の内部は中空となる。なお、金型(51)の厚みは、1mm程度でよく、耐久性を要する場合は、電鋳にかける時間を増やして厚く設定する。
図1(オ)は、その金型(51)を1つ、基板(52)の開口部(53)に溶接により取り付けた状態を示す模式図である。通常は、多数の金型(51)を並べて基板(52)に設けて使用する。
【0020】
基板(52)の開口部(53)を介して、金型(51)の内部(54)に溶融ソフトビニールを注入することが可能であり、図1(カ)のように、金型(51)の内周部に溶融ソフトビニール(60)が被覆される。溶融ソフトビニール(60)の厚み調整や、注入被覆方法は、従来公知の方法を用いても適宜実施可能である。
また、ソフトビニールとしては、ポリ塩化ビニルに可塑剤等を添加したものなど、従来公知の材料を適宜利用できる。
【0021】
溶融ソフトビニール(60)は、冷却固化の後、金型(51)から取り外され、図1(キ)のように、金型(51)の内部形状に相応するソフトビニール造形物(60)が得られる。なお、ソフトビニール造形物(60)には、基台(10)の形状に相応する中空部分(61)が備わる。
【0022】
ソフトビニール造形物(60)の不要部分を切り取ることで、図1(ク)のように、目的となるソフトビニール製品(70)が得られる。
【0023】
図示の例では、中空部分(61)が貫通孔になっているので、指輪等の略環状の製品の製造に適する。中空部分(61)を貫通孔にするには、金型(51)の内周部において対向する一組の面には溶融ソフトビニールを被覆しないことで、その対向する一組の面が開口した形状に成形できる。また、固化したソフトビニール造形物において、対向する一組の面が開口するように切除加工してもよい。
同様に、中空部分(61)が貫通孔ではなく、1面のみ開口させれば、略キャップ形状の製品が製造できる。
【0024】
本発明での製造に適したソフトビニール製品(70)には、中空部分(61)を有する多種多様なものが挙げられる。
例えば、指輪、腕輪、足輪、イヤリング、指キャップ、付け爪、帽子などの装身具をはじめ、日用品などにも適用容易である。
【0025】
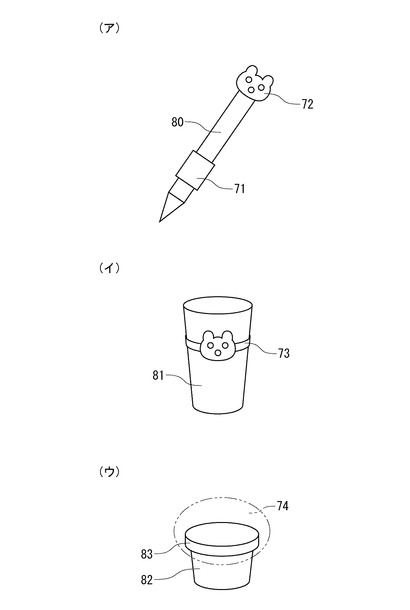
図2は、日用品としての例を示す斜視説明図である。
図2(ア)は、筆記具(80)に対して、グリップ部に、クッション及び滑り止め作用のある環状ソフトビニール製品(71)を付設すると共に、端部に、装飾性のあるキャップ状ソフトビニール製品(72)を付設した例である。
図2(イ)は、グラス(81)に対して、装飾性のある環状ソフトビニール製品(73)を付設した例である。
同様に、携帯電話に付設するカバーや、ドアのノブに付設する装飾品や、自転車のハンドルに付設する装飾品などにも適用できる。
【0026】
また、必要に応じて取り付ける使用する実用品などにも適用できる。
例えば、瓶(82)の蓋(83)がきつくて開かない時、図2(ウ)のように、蓋(83)にキャップ状ソフトビニール製品(74)を取り付ければ、その摩擦により、開蓋に要する力を低減できる。
【産業上の利用可能性】
【0027】
本発明によると、多種多様なソフトビニール製品を、安価かつ簡便に製造できるので、用途が非常に広く実用的であり産業上利用価値が高い。
【符号の説明】
【0028】
10 基台
20 目的模倣物
21 環状部位
30 型枠
31 型枠の空隙
40 中間成形物
50 電鋳部
51 金型
52 基板
53 基板の開口部
54 金型の内部
60 ソフトビニール
61 ソフトビニール造形物の中空部分
70〜74 ソフトビニール製品
80 筆記具
81 グラス
82 瓶
83 瓶の蓋
【技術分野】
【0001】
本発明は、ソフトビニール製の中空造形物と、その製造方法、並びに、その製造に用いる金型と、その製造方法に関する。
【背景技術】
【0002】
ソフトビニール製品は、柔らかな感触や、彩色しやすさなどから、需要が高くある。例えば、ソフトビニール製の人形に関する従来技術としては、特許文献1〜3などがある。
【0003】
しかし、ソフトビニール製の指輪や腕輪は皆無であった。
それは、指輪や腕輪のように、中空部分のある造形物、特に、略環状の造形物を、ソフトビニールで製造するのが困難であるからである。インジェクションブローによって製造することは可能であるが、金型が非常に高価であり、単価の低い製品を多種多様に製造するには不向きである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−123456 「クリツプ付きマスコツト人形及びその製造方法」
【特許文献2】特開2004−222935 「ソフトビニル製大型可動人形の骨格構造および該骨格構造を有するソフトビニル製大型可動人形」
【特許文献3】特開2005−118341 「ソフトビニル製人形の頭部構造及び該頭部の製造方法」
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、指輪や腕輪など、中空部分のある造形物、特に、略環状の造形物を、ソフトビニールで製造するための安価な金型と、その製造方法、並びに、その金型を用いて製造されるソフトビニール製の中空造形物と、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下の構成を備える。
すなわち、本発明の中空造形物製造用金型の製造方法は、中空部分を有する造形物を製造するための金型を製造する方法であって、目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造することを特徴とする。
【0007】
また、本発明の中空造形物製造用金型は、中空部分を有する造形物を製造するための金型であって、上記の製造方法によって製造され、内周部に溶融ソフトビニールを被覆可能であることを特徴とする。
【0008】
本発明のソフトビニール製中空造形物の製造方法は、中空部分を有する造形物を、金型を用いて製造する方法であって、上記の金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する中空品製造工程を有することを特徴とする。
【0009】
ここで、中空品製造工程にて、金型の内周部において対向する一組の面には、溶融ソフトビニールを被覆しないで、その対向する一組の面が開口した形状となる略環状ソフトビニール品を製造してもよい。
【0010】
本発明のソフトビニール製中空造形物は、金型を用いて製造され、中空部分を有する造形物であって、上記の製造方法によって製造され、中空部分を有するソフトビニール製であることを特徴とする。
【0011】
その造形物としては、指輪類や腕輪類などが好適に挙げられる。
【発明の効果】
【0012】
本発明によると、多種多様なソフトビニール製中空造形物を、安価かつ簡便に製造することができる。
【図面の簡単な説明】
【0013】
【図1】ソフトビニール製指輪の製造工程を示す流れ図
【図2】ソフトビニール製日用品を例示する斜視説明図
【発明を実施するための最良の形態】
【0014】
以下に、本発明の実施形態を、図面に示す実施例を基に説明する。なお、実施形態は下記の例示に限らず、本発明の趣旨から逸脱しない範囲で、前記文献など従来公知の技術を用いて適宜設計変更可能である。
また、以下の実施例では、製品の一例として、指輪を例示するが、腕輪や足輪などの略環状造形物や、イヤリングなどのように環の一部に切れ目や間隙を有する広義での環状造形物や、指キャップや付け爪や帽子やカップなどのように開口部が1面のみの中空造形物などにも、同様に適用可能である。
【0015】
図1は、本発明によるソフトビニール製指輪の製造工程を示す流れ図である。
まず、図1(ア)のように、プラスティック等から成る基台(10)に、製造目的となる造形物の模倣物(20)を、ワックス等により造形して取り付ける。なお、図示の基台(10)は円柱状であるが、形状は任意であり、また必ずしも必要な物品でもなく、模倣物(20)の造形は、従来公知の方法により適宜実施可能である。また、模倣物(20)には、環状の部位(21)が備わる。
【0016】
基台(10)及び模倣物(20)の一体物は、図1(イ)のように、シリコン等により型取りされ型枠(30)が得られる。型枠(30)の内部には、基台(10)及び模倣物(20)の一体物の形状に呼応した空隙(31)が形成される。この型取りも、従来公知の方法により適宜実施可能である。
【0017】
型枠(30)の空隙(31)には、溶融したワックス等の熱可塑性樹脂が注入され、冷却固化の後、型枠(30)から取り外され、図1(ウ)のように、中間成形物(40)が得られる。この中間成形工程も、従来公知の方法により適宜実施可能である。
【0018】
中間成形物(40)は、図1(エ)のように、電鋳(メッキ)が施される。図示の例では、円柱状の基台(10)の上面(41)以外に電鋳部(50)が設けられる。中空の製品を製造するためには、少なくともいずれかの部位に電鋳を施さないことが好ましい。
電鋳としては、例えば、硫酸銅を主成分とする溶液に中間成形物(40)を数日浸けておくだけでも可能であり、従来公知の方法を用いても適宜実施可能である。
【0019】
電鋳部(50)と中間成形物(40)との一体物は、加熱によって、中間成形物(40)を構成する熱可塑性樹脂が溶融して除去され、電鋳部(50)の部分が残留して金型(51)となる。すなわち、電鋳部(50)の部分が金型(51)に相当するので、金型(51)の厚みは、電鋳部(50)の厚みと等しく、中間成形物(40)が位置していた金型(51)の内部は中空となる。なお、金型(51)の厚みは、1mm程度でよく、耐久性を要する場合は、電鋳にかける時間を増やして厚く設定する。
図1(オ)は、その金型(51)を1つ、基板(52)の開口部(53)に溶接により取り付けた状態を示す模式図である。通常は、多数の金型(51)を並べて基板(52)に設けて使用する。
【0020】
基板(52)の開口部(53)を介して、金型(51)の内部(54)に溶融ソフトビニールを注入することが可能であり、図1(カ)のように、金型(51)の内周部に溶融ソフトビニール(60)が被覆される。溶融ソフトビニール(60)の厚み調整や、注入被覆方法は、従来公知の方法を用いても適宜実施可能である。
また、ソフトビニールとしては、ポリ塩化ビニルに可塑剤等を添加したものなど、従来公知の材料を適宜利用できる。
【0021】
溶融ソフトビニール(60)は、冷却固化の後、金型(51)から取り外され、図1(キ)のように、金型(51)の内部形状に相応するソフトビニール造形物(60)が得られる。なお、ソフトビニール造形物(60)には、基台(10)の形状に相応する中空部分(61)が備わる。
【0022】
ソフトビニール造形物(60)の不要部分を切り取ることで、図1(ク)のように、目的となるソフトビニール製品(70)が得られる。
【0023】
図示の例では、中空部分(61)が貫通孔になっているので、指輪等の略環状の製品の製造に適する。中空部分(61)を貫通孔にするには、金型(51)の内周部において対向する一組の面には溶融ソフトビニールを被覆しないことで、その対向する一組の面が開口した形状に成形できる。また、固化したソフトビニール造形物において、対向する一組の面が開口するように切除加工してもよい。
同様に、中空部分(61)が貫通孔ではなく、1面のみ開口させれば、略キャップ形状の製品が製造できる。
【0024】
本発明での製造に適したソフトビニール製品(70)には、中空部分(61)を有する多種多様なものが挙げられる。
例えば、指輪、腕輪、足輪、イヤリング、指キャップ、付け爪、帽子などの装身具をはじめ、日用品などにも適用容易である。
【0025】
図2は、日用品としての例を示す斜視説明図である。
図2(ア)は、筆記具(80)に対して、グリップ部に、クッション及び滑り止め作用のある環状ソフトビニール製品(71)を付設すると共に、端部に、装飾性のあるキャップ状ソフトビニール製品(72)を付設した例である。
図2(イ)は、グラス(81)に対して、装飾性のある環状ソフトビニール製品(73)を付設した例である。
同様に、携帯電話に付設するカバーや、ドアのノブに付設する装飾品や、自転車のハンドルに付設する装飾品などにも適用できる。
【0026】
また、必要に応じて取り付ける使用する実用品などにも適用できる。
例えば、瓶(82)の蓋(83)がきつくて開かない時、図2(ウ)のように、蓋(83)にキャップ状ソフトビニール製品(74)を取り付ければ、その摩擦により、開蓋に要する力を低減できる。
【産業上の利用可能性】
【0027】
本発明によると、多種多様なソフトビニール製品を、安価かつ簡便に製造できるので、用途が非常に広く実用的であり産業上利用価値が高い。
【符号の説明】
【0028】
10 基台
20 目的模倣物
21 環状部位
30 型枠
31 型枠の空隙
40 中間成形物
50 電鋳部
51 金型
52 基板
53 基板の開口部
54 金型の内部
60 ソフトビニール
61 ソフトビニール造形物の中空部分
70〜74 ソフトビニール製品
80 筆記具
81 グラス
82 瓶
83 瓶の蓋
【特許請求の範囲】
【請求項1】
中空部分を有する造形物を製造するための金型を製造する方法であって、
目的模倣物を型取りして型枠を得る型取工程と、
その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、
その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、
その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、
内周部に溶融ソフトビニールを被覆可能である金型を製造する
ことを特徴とする中空造形物製造用金型の製造方法。
【請求項2】
中空部分を有する造形物を製造するための金型であって、
請求項1に記載の製造方法によって製造され、内周部に溶融ソフトビニールを被覆可能である
ことを特徴とする中空造形物製造用金型。
【請求項3】
中空部分を有する造形物を、金型を用いて製造する方法であって、
請求項2に記載の金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する中空品製造工程を有する
ことを特徴とするソフトビニール製中空造形物の製造方法。
【請求項4】
中空品製造工程にて、
金型の内周部において対向する一組の面には、溶融ソフトビニールを被覆しないで、その対向する一組の面が開口した形状となる略環状ソフトビニール品を製造する
請求項3に記載のソフトビニール製中空造形物の製造方法。
【請求項5】
金型を用いて製造され、中空部分を有する造形物であって、
請求項3または4に記載の製造方法によって製造され、中空部分を有するソフトビニール製である
ことを特徴とするソフトビニール製中空造形物。
【請求項6】
造形物が、指輪類である
請求項5に記載のソフトビニール製中空造形物。
【請求項7】
造形物が、腕輪類である
請求項5に記載のソフトビニール製中空造形物。
【請求項1】
中空部分を有する造形物を製造するための金型を製造する方法であって、
目的模倣物を型取りして型枠を得る型取工程と、
その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、
その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、
その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、
内周部に溶融ソフトビニールを被覆可能である金型を製造する
ことを特徴とする中空造形物製造用金型の製造方法。
【請求項2】
中空部分を有する造形物を製造するための金型であって、
請求項1に記載の製造方法によって製造され、内周部に溶融ソフトビニールを被覆可能である
ことを特徴とする中空造形物製造用金型。
【請求項3】
中空部分を有する造形物を、金型を用いて製造する方法であって、
請求項2に記載の金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する中空品製造工程を有する
ことを特徴とするソフトビニール製中空造形物の製造方法。
【請求項4】
中空品製造工程にて、
金型の内周部において対向する一組の面には、溶融ソフトビニールを被覆しないで、その対向する一組の面が開口した形状となる略環状ソフトビニール品を製造する
請求項3に記載のソフトビニール製中空造形物の製造方法。
【請求項5】
金型を用いて製造され、中空部分を有する造形物であって、
請求項3または4に記載の製造方法によって製造され、中空部分を有するソフトビニール製である
ことを特徴とするソフトビニール製中空造形物。
【請求項6】
造形物が、指輪類である
請求項5に記載のソフトビニール製中空造形物。
【請求項7】
造形物が、腕輪類である
請求項5に記載のソフトビニール製中空造形物。
【図1】


【図2】
【図2】
【公開番号】特開2011−20311(P2011−20311A)
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願番号】特願2009−166087(P2009−166087)
【出願日】平成21年7月14日(2009.7.14)
【出願人】(509199155)有限会社チャイルド工芸 (1)
【Fターム(参考)】
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願日】平成21年7月14日(2009.7.14)
【出願人】(509199155)有限会社チャイルド工芸 (1)
【Fターム(参考)】
[ Back to top ]