
ソレノイド
【課題】コネクタ部の位置がズレにくいソレノイドを提供する。
【解決手段】コイル12に発生する磁界によってプランジャ6を駆動するソレノイド1であって、コイル12を収容する円筒状のケース19のケース開口端19bを塞ぐ円盤状のエンドキャップ30に凹凸部としてキャップ穴35が形成され、モールド樹脂14にキャップ穴35に係合してエンドキャップ30の回動を係止する係合部14dが形成され、コネクタ部14cの位置がケース19の周方向についてズレることを防止する構成とした。
【解決手段】コイル12に発生する磁界によってプランジャ6を駆動するソレノイド1であって、コイル12を収容する円筒状のケース19のケース開口端19bを塞ぐ円盤状のエンドキャップ30に凹凸部としてキャップ穴35が形成され、モールド樹脂14にキャップ穴35に係合してエンドキャップ30の回動を係止する係合部14dが形成され、コネクタ部14cの位置がケース19の周方向についてズレることを防止する構成とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コイルに発生する磁界によってプランジャを駆動するソレノイドに関するものである。
【背景技術】
【0002】
従来のソレノイドは、コイルを包囲するモールド樹脂と、このモールド樹脂を介してコイルを収容する円筒状のケースとがコイルケースアッシとしてユニット化されるものがある。
【0003】
この種のコイルケースアッシは、モールド樹脂にケースから突出するコネクタ部が形成される。
【0004】
ソレノイドは、コネクタ部に差し込まれる相手コネクタ及びリード線を介してコイルが通電されると、コイルのまわりに磁界が発生するようになっている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−190429号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、このような従来のソレノイドにあっては、ケースから突出したコネクタ部に過大なトルクが働くと、ケースに対してモールド樹脂が回動し、コネクタ部の位置がケースの周方向についてズレる可能性があった。
【0007】
本発明は上記の問題点に鑑みてなされたものであり、コネクタ部の位置がズレにくいソレノイドを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、コイルを収容するコイルケースアッシと、コイルに発生する磁界によってプランジャを駆動するチューブアッシと、を備えるソレノイドであって、コイルケースアッシは、コイルを収容する円筒状のケースと、このケースのケース開口端を塞ぐ円盤状のエンドキャップと、ケースとエンドキャップの間に形成されコイルを包囲するモールド樹脂と、を備え、ケースはケース開口端に開口するケース切り欠き窓を有し、モールド樹脂はケース切り欠き窓から突出するコネクタ部を有し、エンドキャップの内周面がチューブアッシに嵌合され、エンドキャップに凹凸部が形成され、モールド樹脂に凹凸部に係合する係合部が形成され、チューブアッシに対するコネクタ部の回動がエンドキャップを介して係止されるものとした。
【発明の効果】
【0009】
上記構成に基づき、ケースに対してコネクタ部を回動させるトルクが加わると、凹凸部に係合する係合部の反力によってエンドキャップに対するモールド樹脂の回り止めが行われ、コネクタ部の位置がケースの周方向についてズレることが防止される。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態を示すソレノイドの断面図。
【図2】同じくソレノイドの正面図。
【図3】同じくコイルケースアッシの断面図と正面図。
【図4】同じくエンドキャップの断面図と背面図。
【図5】他の実施形態を示すエンドキャップの断面図と背面図。
【図6】他の実施形態を示すエンドキャップの断面図と背面図。
【図7】他の実施形態を示すエンドキャップの断面図と背面図。
【図8】他の実施形態を示すエンドキャップの断面図と背面図。
【図9】他の実施形態を示すエンドキャップの断面図と背面図。
【図10】他の実施形態を示すエンドキャップの断面図と背面図。
【図11】他の実施形態を示すコイルケースアッシの断面図と正面図。
【図12】同じくエンドキャップの断面図と背面図。
【図13】他の実施形態を示すコイルケースアッシの断面図と正面図。
【図14】同じくエンドキャップの断面図と背面図。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を添付図面に基づいて説明する。
【0012】
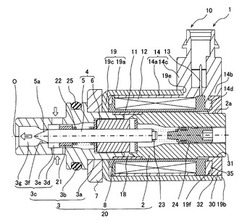
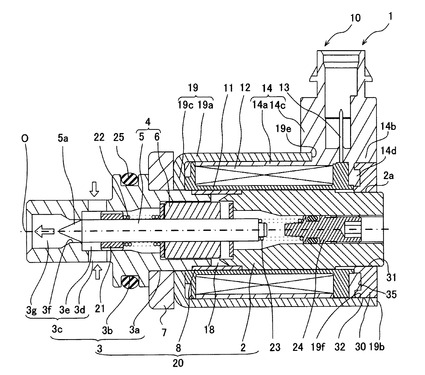
図1、2に示すソレノイド1は、コイル12に発生する磁界によってプランジャ6を駆動し、プランジャ6に結合されたシャフト5を軸方向に移動させる電磁アクチュエータである。
【0013】
ソレノイド1は、シャフト5の先端部5aが、図示しない母機に備えられる油圧バルブを構成し、この油圧バルブを開閉駆動する。
【0014】
なお、これに限らず、ソレノイド1は、空圧機器や他の機械、設備に設けられ、空圧バルブや他の可動部を駆動してもよい。
【0015】
ソレノイド1は、主な構成部品として、チューブアッシ20、コイルケースアッシ10等を備える。
【0016】
チューブアッシ20は、主な構成部品として、スリーブ3、ベース2、フィラーリング8、シャフト5、プランジャ6等を備え、コイル12に発生する磁界によってプランジャ6を駆動する。
【0017】
スリーブ3とベース2は、厚肉円筒状に形成される。フィラーリング8は、薄肉円筒状に形成され、スリーブ3の外周端部とベース2の外周端部に渡って嵌合し、溶接によって結合される。
【0018】
円柱状のシャフト5の中程に円筒状のプランジャ6が嵌合される。シャフト5とプランジャ6は、圧入または溶接またはカシメによって結合される。このシャフト5とプランジャ6によってプランジャアッシ4が形成される。
【0019】
シャフト5は、スリーブ3に軸受21を介して摺動可能に支持される。シャフト5を開弁方向(図において右方向)に付勢するスプリング22と、閉弁方向(図において左方向)に付勢するスプリング23が設けられる。
【0020】
チューブアッシ20は、ベース2、スリーブ3の内側に軸受21、スプリング22、プランジャアッシ4、スプリング23、アジャスタボルト24が介装された後、ベース2とスリーブ3がフィラーリング8を介して結合され、これらがユニット化される。
【0021】
ベース2の内側に螺合するアジャスタボルト24の位置が変えられることにより、シャフト5に加わるスプリング22、23のバネ力が調整される。
【0022】
プランジャ(可動鉄心)6は、コイル12に生じるソレノイド推力によってシャフト5を開弁方向(図において右方向)に駆動する。コイル12に流れる電流が増えるのにしたがって、シャフト5がスプリング22、23のバネ力に抗して図において右方向に変位する。
【0023】
ケース19、エンドキャップ30、ベース2、スリーブ3、プランジャアッシ4は、それぞれ磁性材によって形成される。ベース2とスリーブ3との間に環状の磁気ギャップ18が形成される。コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。ベース2とスリーブ3との間を通る磁束は、磁気ギャップ18によって遮られることによって、プランジャ6を経由して導かれ、ベース2にプランジャ6を吸着する磁力が発生する。
【0024】
スリーブ3は、油圧バルブを構成する部位としてバルブ構成部3cを有する。このバルブ構成部3cは、複数の通孔3d、弁室3e、バルブ穴3f、弁室3gを有し、これらが母機の作動流体通路(図示せず)を構成する。母機の作動流体は、図1に矢印で示すように、通孔3d、弁室3e、バルブ穴3f、弁室3gを順に通って流れる。なお、これに限らず、作動流体が図1に矢印で示す方向と逆方向に流れる構成としてもよい。
【0025】
シャフト5はその先端部5aが円錐状に形成される。シャフト5が図1において右方向に変位するのに伴って、先端部5aとバルブ穴3fとの間で画成される流路の開口面積が次第に大きくなり、バルブ構成部3cを通過する作動流体の流量が増大する。
【0026】
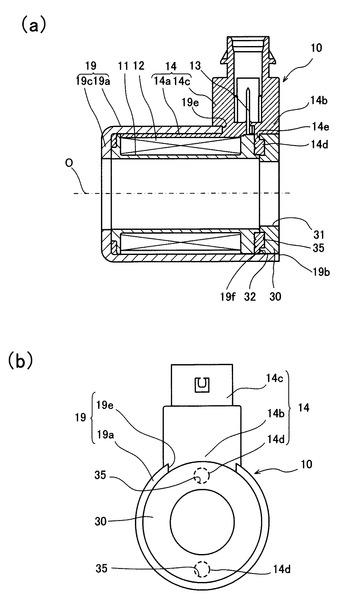
図3の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。
【0027】
コイルケースアッシ10は、主な構成部品として、ケース19、エンドキャップ30、ボビン11、コイル12、ターミナル13、モールド樹脂14等を備える。
【0028】
ボビン11は、両端に鍔部を有する円筒状に形成される。コイル12は、ボビン11にマグネットワイヤが巻回して形成される。コイル12の電極として、マグネットワイヤの両端部に対のターミナル13が結合される。
【0029】
ケース19の内側には、溶融樹脂が充填され、ボビン11、コイル12を包囲するモールド樹脂14が形成される。
【0030】
モールド樹脂14は、ボビン11及びコイル12が収まる円筒状のコイル包囲部14aと、このコイル包囲部14aの一端から突出してターミナル13が臨むコネクタ部14cと、エンドキャップ30を包囲するモールド包囲部14bとを有する。モールド包囲部14bは、コネクタ部14cに連接して形成される。
【0031】
コイルケースアッシ10を製造するのにあたって、以下の工程が順に行われる。
【0032】
(1)ケース19の内側に、コイル12、ターミナル13、ボビン11が介装される。
【0033】
(2)ケース19のケース開口端19bの内側に、エンドキャップ30が圧入して組み付けられる。
【0034】
(3)図示しない金型に組み立てられたケース19、ボビン11、コイル12、ターミナル13、エンドキャップ30が設置された後、加圧された溶融樹脂が金型に充填される射出成形が行われる。この樹脂が固化することによって、コネクタ部14cを有するモールド樹脂14が形成される。
【0035】
(4)金型からモールド樹脂14を介して一体化したコイルケースアッシ10が取り出される。
【0036】
ケース19は、円筒状のケース筒部19aと、このケース筒部19aの一端から円盤状に延びるケース底部19cと、ケース筒部19aの他端に開口するケース開口端19bと、ケース筒部19aに開口するケース切り欠き窓19eとを有する。
【0037】
ケース切り欠き窓19eは、コネクタ部14cをケース19の外側に突出させる開口部として設けられる。ケース切り欠き窓19eは、コネクタ部14cの突出方向から見て矩形の開口部を形成し、コネクタ部14cの大きさに対応してケース筒部19aに対して所定の角度範囲に渡って開口される。
【0038】
ケース切り欠き窓19eは、ケース開口端19bと連続して開口する。これにより、前記(1)のケース19にボビン11を組み付ける工程にて、ボビン11から突出したターミナル13がケース19に干渉することがなく、ボビン11がケース19の内側に介装される。
【0039】
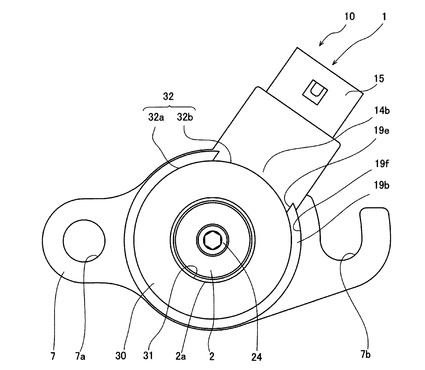
ソレノイド1は、チューブアッシ20に対してブラケット7、コイルケースアッシ10のケース19とエンドキャップ30がそれぞれ圧入して組み付けられる。
【0040】
スリーブ3は、円筒面状の外周面3aを有し、この外周面3aにブラケット7とケース19がそれぞれ圧入される。
【0041】
ブラケット7は、チューブアッシ20から側方に突出し、図示しない母機に対する取り付け部材として設けられる。
【0042】
ブラケット7は、ボルト穴7aと、フック部7bを有し、これらを挿通する2本のボルト(図示せず)によって母機の取り付け座に締結される。
【0043】
スリーブ3は、外周面3aとバルブ構成部3cの間に環状溝部3bが形成され、この環状溝部3bにOリング25が介装される。スリーブ3は、Oリング25を介して母機の取り付け穴(図示せず)に嵌合され、Oリング25によって密封される。
【0044】
ベース2は、円筒面状の外周面2aを有し、この外周面2aにエンドキャップ30の内周面31が圧入される。
【0045】
このようにして、ソレノイド1は、チューブアッシ20にブラケット7とコイルケースアッシ10のケース19とエンドキャップ30がそれぞれ圧入して組み付けられることにより、チューブアッシ20に対するブラケット7とコネクタ部14cの位置(中心線Oを中心とする相対角度)を任意に設定できる。これにより、母機のまわりに設けられるスペースに応じて、コネクタ部14cに接続される相手コネクタ(図示せず)の差し込み方向を適正に設定し、ソレノイド1の配線作業が円滑に行われる。
【0046】
コイルケースアッシ10は、ベース2の外周面2aに圧入されるエンドキャップ30を介してチューブアッシ20に固定される。ドーナツ形の円盤状をしたエンドキャップ30は、その内周面31がベース2の外周面2aに圧入され、その外周面32がケース19のケース内周面19fに圧入される。
【0047】
ケース19は、ケース切り欠き窓19eが開口しているため、ケース切り欠き窓19eが開口しない形状に比べて、ケース開口端19bの剛性が低い。これにより、エンドキャップ30のケース19に対する結合力が、エンドキャップ30のベース2に対する結合力より小さくなるため、コイルケースアッシ10をチューブアッシ20に対して回動させようとする過大なトルクがコネクタ部14cに働くと、ケース内周面19fに対するエンドキャップ30の圧入部分が摺動して、チューブアッシ20に対してコイルケースアッシ10が回動し、コネクタ部14cの位置がケース19の周方向についてズレる可能性がある。
【0048】
これに対処して、エンドキャップ30に凹部または凸部(以下、凹凸部と呼ぶ)が形成され、モールド樹脂14にエンドキャップ30の凹凸部に係合してエンドキャップ30の回動を係止する係合部14dが形成される構造とする。
【0049】
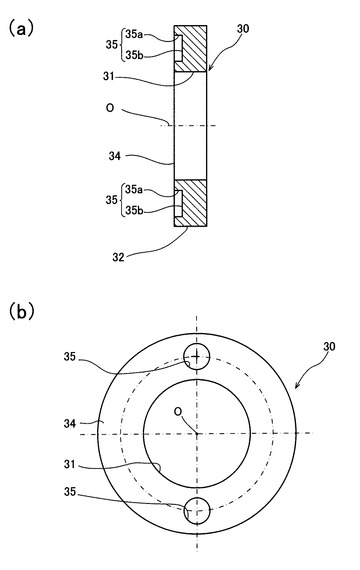
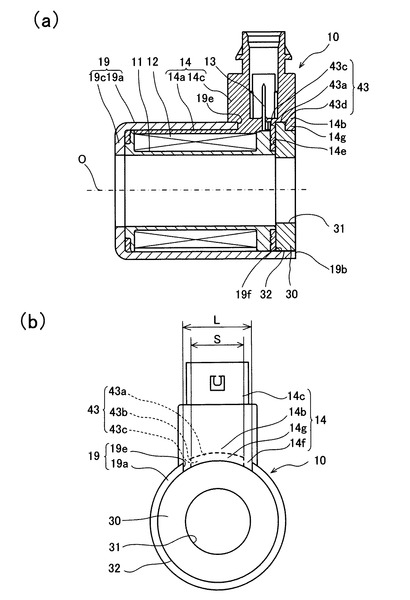
図4の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。
【0050】
エンドキャップ30は、モールド樹脂14に面する背面34を有する。この背面34は、エンドキャップ30の中心線Oに対して直交する平面状に形成される。
【0051】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、二つのキャップ穴35が形成される。キャップ穴35は、背面34に対して窪む凹部として、断面円形の穴状に形成される。
【0052】
キャップ穴35は、エンドキャップ30の中心線Oと略平行に延びる円筒面状の穴側面35aと、中心線Oと略直交する平面状の穴底面35bとを有する。
【0053】
二つのキャップ穴35は、エンドキャップ30の中心線Oについて対称的に配置される。なお、キャップ穴35の個数、配置は、これに限らず、要求される強度に応じて任意に設定される。
【0054】
前記(3)の射出成形工程にて、金型に組み立てられたケース19、ボビン11、コイル12、ターミナル13、エンドキャップ30が設置された後、金型に加圧された溶融樹脂が充填される。
【0055】
これにより、キャップ穴35の内側にも溶融樹脂が充填され、モールド樹脂14の係合部14dが形成される。係合部14dは、モールド樹脂14の端面14eから円盤状に突出する。
【0056】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ穴35に係合したモールド樹脂14の係合部14dに剪断力が働き、係合部14dの剪断反力によってエンドキャップ30に対するモールド樹脂14のズレ(ケース19の回動)が止められる。
【0057】
コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。エンドキャップ30のキャップ穴35は、背面34に対して窪む凹部として形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が十分に確保され、ベース2にプランジャ6を吸着する磁力が損なわない。
【0058】
以下、本実施形態の要旨と作用、効果を説明する。
【0059】
本実施形態では、コイル12を収容するコイルケースアッシ10と、コイル12に発生する磁界によってプランジャ6を駆動するチューブアッシ20と、を備えるソレノイド1であって、コイルケースアッシ10は、コイル12を収容する円筒状のケース19と、このケース19のケース開口端19bを塞ぐ円盤状のエンドキャップ30と、ケース19とエンドキャップ30の間に形成されコイル12を包囲するモールド樹脂14と、を備え、ケース19はケース開口端19bに開口するケース切り欠き窓19eを有し、モールド樹脂14はケース切り欠き窓19eから突出するコネクタ部14cを有し、エンドキャップ30の内周面31がチューブアッシ20に嵌合され、エンドキャップ30に凹凸部が形成され、モールド樹脂14にエンドキャップ30の凹凸部に係合する係合部14dが形成され、チューブアッシ20に対するコネクタ部14cの回動がエンドキャップ30を介して係止される構成とした。
【0060】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、凹凸部に係合する係合部14dの反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることが防止される。
【0061】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34を有し、エンドキャップ30の凹凸部として背面34に開口するキャップ穴35が形成され、モールド樹脂14はキャップ穴35の内側に充填された樹脂によって係合部14dが形成される構成とした。
【0062】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部14dの剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0063】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0064】
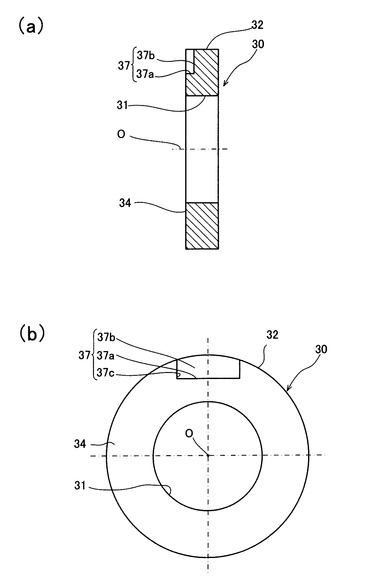
次に図5に示す他の実施形態を説明する。図5の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0065】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34と外周面32に渡って開口するキャップ凹部37が形成される。
【0066】
駒状のキャップ凹部37は、エンドキャップ30の中心線Oと略平行に延びる平面状の切り欠き部側面37a、37cと、中心線Oと略直交する平面状の切り欠き部底面37bとを有する。切り欠き部側面37aと二つの切り欠き部側面37cは、互いに直交するコの字形に延びる。
【0067】
キャップ凹部37は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。
【0068】
前記(3)の射出成形工程にて、キャップ凹部37の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。この係合部は、モールド樹脂14の端面14eとモールド包囲部14bから突出し、キャップ凹部37に係合する。
【0069】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ凹部37に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0070】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34と外周面32を有し、エンドキャップ30の凹凸部として背面34と外周面32に渡って開口するキャップ凹部37が形成され、モールド樹脂14はキャップ凹部37の内側に充填された樹脂によって係合部が形成される構成とした。
【0071】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0072】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0073】
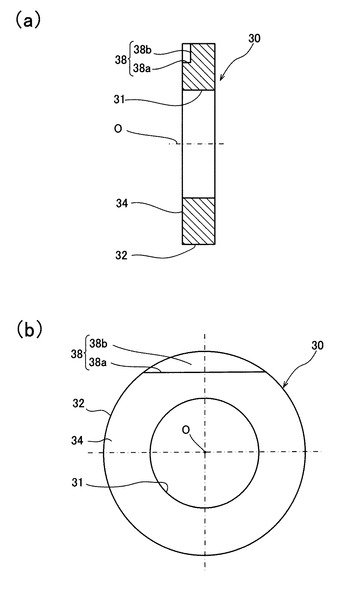
次に図6に示す他の実施形態を説明する。図6の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0074】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34と外周面32に渡って開口するキャップ凹部38が形成される。
【0075】
半月状のキャップ凹部38は、エンドキャップ30の中心線Oと略平行に延びる平面状の切り欠き部側面38aと、中心線Oと略直交する平面状の切り欠き部底面38bとを有する。
【0076】
キャップ凹部38は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。
【0077】
前記(3)の射出成形工程にて、キャップ凹部38の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。この係合部は、モールド樹脂14の端面14eとモールド包囲部14bから突出し、キャップ凹部38に係合する。
【0078】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ凹部38に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0079】
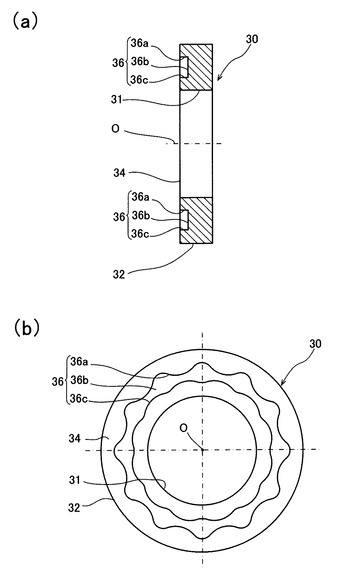
次に図7に示す他の実施形態を説明する。図7の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0080】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、キャップ溝36が、環状に延びる溝状に形成される。
【0081】
キャップ溝36は、エンドキャップ30の中心線Oと略平行に延びる溝側面36aと、中心線Oと略直交する溝底面36bと、中心線Oと略平行に延びる溝側面36cとを有する。
【0082】
溝側面36aと溝側面36cは、それぞれ中心線Oを中心とする歯車状に形成され、山部と谷部が所定のピッチで並ぶ構成とする。これにより、キャップ溝36は、エンドキャップ30の径方向に延びる開口幅が、エンドキャップ30の周方向について増減する。
【0083】
前記(3)の射出成形工程にて、キャップ溝36の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから環状に突出する。
【0084】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝36に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0085】
エンドキャップ30のキャップ溝36は、中心線Oを中心とする環状に形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積がエンドキャップ30の周方向について偏って削減されることがなく、ベース2にプランジャ6を吸着する磁力のバランスが保たれる。
【0086】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34を有し、エンドキャップ30の凹凸部として背面34に開口するキャップ溝36が形成され、モールド樹脂14はキャップ溝36の内側に充填された樹脂によって係合部が形成される構成とした。
【0087】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0088】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0089】
次に図8に示す他の実施形態を説明する。図8の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0090】
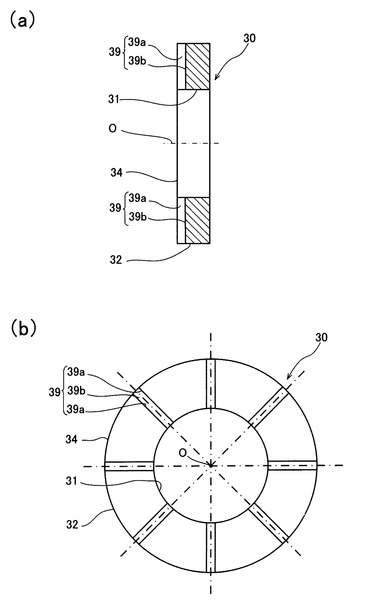
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、複数のキャップ溝39が、放射状に延びる溝状に形成される。
【0091】
キャップ溝39は、エンドキャップ30の中心線Oと略平行に延びる二つの溝側面39aと、中心線Oと略直交する溝底面39bとを有する。
【0092】
キャップ溝39は、エンドキャップ30の径方向に延び、所定のピッチで並ぶ構成とする。キャップ溝39の端部は、エンドキャップ30の外周面32と内周面31にそれぞれ開口される。
【0093】
前記(3)の射出成形工程にて、キャップ溝39の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから放射状に突出する。
【0094】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝39に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0095】
エンドキャップ30のキャップ溝39は、中心線Oを中心とする放射状に形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積がエンドキャップ30の周方向について偏って削減されることがなく、ベース2にプランジャ6を吸着する磁力のバランスが保たれる。
【0096】
次に図9に示す他の実施形態を説明する。図9の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0097】
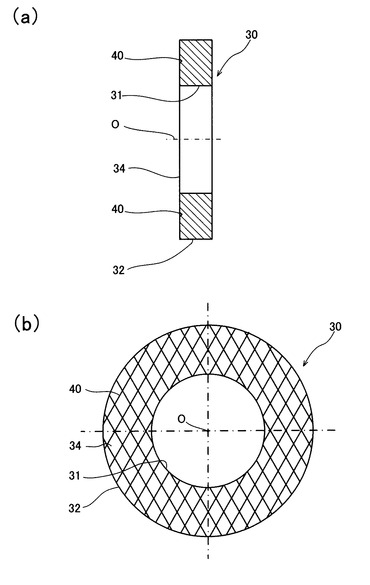
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、複数のキャップ溝40が、ローレットアヤ目状に延びる溝状に形成される。
【0098】
前記(3)の射出成形工程にて、格子状に延びるキャップ溝40の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから格子状に突出する。
【0099】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝40に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0100】
エンドキャップ30のキャップ溝40は、中心線Oを中心とする格子状に形成されることにより、モールド樹脂14の係合部に対する接触面積が増えて、溝深さを浅くできるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が削減されることが抑えられ、ベース2にプランジャ6を吸着する磁力が損なわれない。
【0101】
次に図10に示す他の実施形態を説明する。図10の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0102】
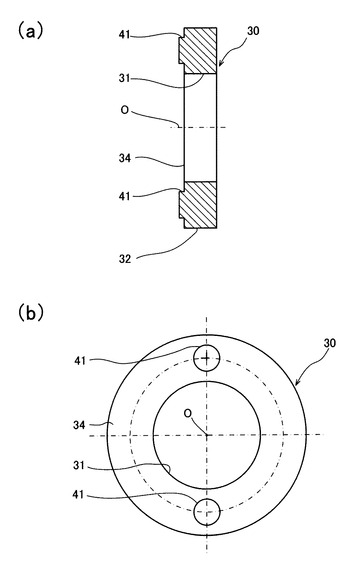
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、二つのキャップ背面凸部41が形成される。キャップ背面凸部41は、背面34から円柱状に突出する。
【0103】
前記(3)の射出成形工程にて、キャップ背面凸部41のまわりにも溶融樹脂が充填され、モールド樹脂14の係合部(図示せず)が形成される。この係合部は、モールド樹脂14の端面14eに対して凹状に窪む。
【0104】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ背面凸部41に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0105】
本実施形態では、エンドキャップ30は、凹凸部としてその背面34から突出するキャップ背面凸部41が形成され、モールド樹脂14はキャップ背面凸部41のまわりに充填された樹脂によって係合部が形成される構成とした。
【0106】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、キャップ背面凸部41を包囲する係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0107】
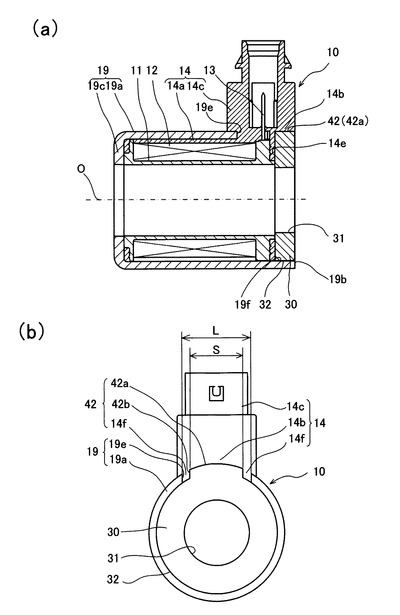
次に図11、12に示す他の実施形態を説明する。図11の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。図12の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0108】
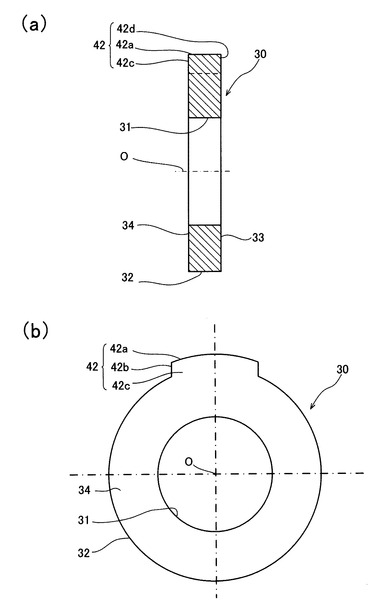
エンドキャップ30の凹凸部として、エンドキャップ30の外周面32から突出するキャップ外周凸部42が形成される。
【0109】
キャップ外周凸部42は、エンドキャップ30の中心線Oを中心とする円筒面状の外周面42aと、平面状の背面42c、平面状の端面42dと、二つの平面状の側面42bとを有する。キャップ外周凸部42は、エンドキャップ30と同じ厚さを有し、その背面42cはエンドキャップ30の背面34と段差無く連続するとともに、その側面42bはエンドキャップ30の正面33と段差無く連続する。
【0110】
キャップ外周凸部42は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。キャップ外周凸部42の幅Sは、ケース切り欠き窓19eの開口幅Lより小さく形成される。
【0111】
前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、組み付けジグ(図示せず)を介して両者の位置決めが行われ、ケース切り欠き窓19eとキャップ外周凸部42の両側面42bとの間に間隙が設けられるように組み付けられる。
【0112】
前記(3)の射出成形工程にて、ケース切り欠き窓19eとキャップ外周凸部42の間隙にも溶融樹脂が充填され、二つの係合部14fが形成される。
【0113】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ外周凸部42の側面43bに係合したモールド樹脂14の係合部14fに圧縮力が働き、係合部14fの圧縮反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0114】
このようにコイルケースアッシ10は、モールド樹脂14の圧縮反力によって固定される構成のため、モールド樹脂14の剪断反力によって固定される構成に比べて、コイルケースアッシ10の強度を高められる。
【0115】
コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。エンドキャップ30は、キャップ外周凸部42がケース切り欠き窓19eに向けて突出する構成のため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が十分に確保され、ベース2にプランジャ6が吸着される磁力を損なわれない。
【0116】
キャップ外周凸部42は、エンドキャップ30の外周に突出するが、モールド樹脂14の係合部14fとモールド包囲部14bとに包囲されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0117】
本実施形態では、エンドキャップ30は、凹凸部としてその外周から突出するキャップ外周凸部42が形成され、モールド樹脂14はケース切り欠き窓19eとキャップ外周凸部42の間に充填された樹脂によって係合部14fが形成される構成とした。
【0118】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部14fの圧縮反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0119】
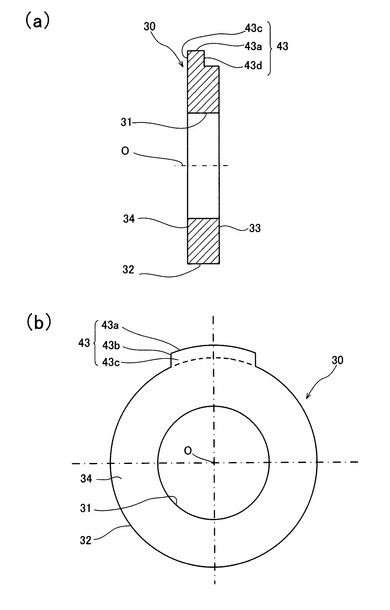
次に図13、14に示す他の実施形態を説明する。図13の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。図14の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0120】
エンドキャップ30の凹凸部として、エンドキャップ30の外周面32から突出するキャップ外周凸部43が形成される。
【0121】
キャップ外周凸部43は、エンドキャップ30の中心線Oを中心とする円筒面状の外周面43aと、平面状の背面43c、平面状の端面43dと、二つの平面状の側面43bとを有する。キャップ外周凸部43は、エンドキャップ30より小さい厚さを有し、その背面43cはエンドキャップ30の背面34と段差無く連続する一方、その端面43bとエンドキャップ30の正面33との間には段差(外周面32)が介在する。
【0122】
キャップ外周凸部43は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。キャップ外周凸部43の幅Sは、ケース切り欠き窓19eの開口幅Lより小さく形成される。
【0123】
前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、組み付けジグ(図示せず)を介して両者の位置決めが行われ、ケース切り欠き窓19eとキャップ外周凸部42の両側面42bとの間に間隙が設けられるように組み付けられる。
【0124】
前記(3)の射出成形工程にて、ケース切り欠き窓19eとキャップ外周凸部43の側面43bの間隙に溶融樹脂が充填されてモールド樹脂14の係合部14fが形成されるとともに、金型とャップ外周凸部43の端面43bの間に溶融樹脂が充填されてモールド樹脂14の係合部14gが形成される。この係合部14gは、モールド包囲部14bに連接して形成され、エンドキャップ30に対してモールド樹脂14がケース19の軸方向についてズレることを止める。
【0125】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ外周凸部43の側面43bに係合したモールド樹脂14の係合部14fに圧縮力が働き、係合部14fの圧縮反力によってエンドキャップ30に対してモールド樹脂14が中心線Oを中心とする回転方向についてズレることが止められる。
【0126】
キャップ外周凸部43は、エンドキャップ30の外周に突出するが、モールド樹脂14の係合部14fとモールド包囲部14bとに包囲されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0127】
また、キャップ外周凸部43の幅Sは、ケース切り欠き窓19eの開口幅Lと略等しく形成され、キャップ外周凸部43がケース切り欠き窓19eに嵌合される構成としてもよい。
【0128】
この場合に、前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、キャップ外周凸部43がケース切り欠き窓19eに嵌合されることにより、組み付けジグ(図示せず)を用いることなくケース19に対するエンドキャップ30の位置決めが行われる。
【0129】
本発明は上記の実施形態に限定されずに、その技術的な思想の範囲内において種々の変更がなしうることは明白である。
【符号の説明】
【0130】
1 ソレノイド
10 コイルケースアッシ
14 モールド樹脂
14b モールド包囲部
14d 係合部
14e 端面
14f 係合部
19 ケース
19a ケース筒部
19b ケース開口端
19e ケース切り欠き窓
30 エンドキャップ
31 内周面
32 外周面
34 背面
35 キャップ穴
36 キャップ溝
37 キャップ凹部
39 キャップ溝
40 キャップ溝
41 キャップ背面凸部
42 キャップ外周凸部
43 キャップ外周凸部
【技術分野】
【0001】
本発明は、コイルに発生する磁界によってプランジャを駆動するソレノイドに関するものである。
【背景技術】
【0002】
従来のソレノイドは、コイルを包囲するモールド樹脂と、このモールド樹脂を介してコイルを収容する円筒状のケースとがコイルケースアッシとしてユニット化されるものがある。
【0003】
この種のコイルケースアッシは、モールド樹脂にケースから突出するコネクタ部が形成される。
【0004】
ソレノイドは、コネクタ部に差し込まれる相手コネクタ及びリード線を介してコイルが通電されると、コイルのまわりに磁界が発生するようになっている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−190429号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、このような従来のソレノイドにあっては、ケースから突出したコネクタ部に過大なトルクが働くと、ケースに対してモールド樹脂が回動し、コネクタ部の位置がケースの周方向についてズレる可能性があった。
【0007】
本発明は上記の問題点に鑑みてなされたものであり、コネクタ部の位置がズレにくいソレノイドを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、コイルを収容するコイルケースアッシと、コイルに発生する磁界によってプランジャを駆動するチューブアッシと、を備えるソレノイドであって、コイルケースアッシは、コイルを収容する円筒状のケースと、このケースのケース開口端を塞ぐ円盤状のエンドキャップと、ケースとエンドキャップの間に形成されコイルを包囲するモールド樹脂と、を備え、ケースはケース開口端に開口するケース切り欠き窓を有し、モールド樹脂はケース切り欠き窓から突出するコネクタ部を有し、エンドキャップの内周面がチューブアッシに嵌合され、エンドキャップに凹凸部が形成され、モールド樹脂に凹凸部に係合する係合部が形成され、チューブアッシに対するコネクタ部の回動がエンドキャップを介して係止されるものとした。
【発明の効果】
【0009】
上記構成に基づき、ケースに対してコネクタ部を回動させるトルクが加わると、凹凸部に係合する係合部の反力によってエンドキャップに対するモールド樹脂の回り止めが行われ、コネクタ部の位置がケースの周方向についてズレることが防止される。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態を示すソレノイドの断面図。
【図2】同じくソレノイドの正面図。
【図3】同じくコイルケースアッシの断面図と正面図。
【図4】同じくエンドキャップの断面図と背面図。
【図5】他の実施形態を示すエンドキャップの断面図と背面図。
【図6】他の実施形態を示すエンドキャップの断面図と背面図。
【図7】他の実施形態を示すエンドキャップの断面図と背面図。
【図8】他の実施形態を示すエンドキャップの断面図と背面図。
【図9】他の実施形態を示すエンドキャップの断面図と背面図。
【図10】他の実施形態を示すエンドキャップの断面図と背面図。
【図11】他の実施形態を示すコイルケースアッシの断面図と正面図。
【図12】同じくエンドキャップの断面図と背面図。
【図13】他の実施形態を示すコイルケースアッシの断面図と正面図。
【図14】同じくエンドキャップの断面図と背面図。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を添付図面に基づいて説明する。
【0012】
図1、2に示すソレノイド1は、コイル12に発生する磁界によってプランジャ6を駆動し、プランジャ6に結合されたシャフト5を軸方向に移動させる電磁アクチュエータである。
【0013】
ソレノイド1は、シャフト5の先端部5aが、図示しない母機に備えられる油圧バルブを構成し、この油圧バルブを開閉駆動する。
【0014】
なお、これに限らず、ソレノイド1は、空圧機器や他の機械、設備に設けられ、空圧バルブや他の可動部を駆動してもよい。
【0015】
ソレノイド1は、主な構成部品として、チューブアッシ20、コイルケースアッシ10等を備える。
【0016】
チューブアッシ20は、主な構成部品として、スリーブ3、ベース2、フィラーリング8、シャフト5、プランジャ6等を備え、コイル12に発生する磁界によってプランジャ6を駆動する。
【0017】
スリーブ3とベース2は、厚肉円筒状に形成される。フィラーリング8は、薄肉円筒状に形成され、スリーブ3の外周端部とベース2の外周端部に渡って嵌合し、溶接によって結合される。
【0018】
円柱状のシャフト5の中程に円筒状のプランジャ6が嵌合される。シャフト5とプランジャ6は、圧入または溶接またはカシメによって結合される。このシャフト5とプランジャ6によってプランジャアッシ4が形成される。
【0019】
シャフト5は、スリーブ3に軸受21を介して摺動可能に支持される。シャフト5を開弁方向(図において右方向)に付勢するスプリング22と、閉弁方向(図において左方向)に付勢するスプリング23が設けられる。
【0020】
チューブアッシ20は、ベース2、スリーブ3の内側に軸受21、スプリング22、プランジャアッシ4、スプリング23、アジャスタボルト24が介装された後、ベース2とスリーブ3がフィラーリング8を介して結合され、これらがユニット化される。
【0021】
ベース2の内側に螺合するアジャスタボルト24の位置が変えられることにより、シャフト5に加わるスプリング22、23のバネ力が調整される。
【0022】
プランジャ(可動鉄心)6は、コイル12に生じるソレノイド推力によってシャフト5を開弁方向(図において右方向)に駆動する。コイル12に流れる電流が増えるのにしたがって、シャフト5がスプリング22、23のバネ力に抗して図において右方向に変位する。
【0023】
ケース19、エンドキャップ30、ベース2、スリーブ3、プランジャアッシ4は、それぞれ磁性材によって形成される。ベース2とスリーブ3との間に環状の磁気ギャップ18が形成される。コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。ベース2とスリーブ3との間を通る磁束は、磁気ギャップ18によって遮られることによって、プランジャ6を経由して導かれ、ベース2にプランジャ6を吸着する磁力が発生する。
【0024】
スリーブ3は、油圧バルブを構成する部位としてバルブ構成部3cを有する。このバルブ構成部3cは、複数の通孔3d、弁室3e、バルブ穴3f、弁室3gを有し、これらが母機の作動流体通路(図示せず)を構成する。母機の作動流体は、図1に矢印で示すように、通孔3d、弁室3e、バルブ穴3f、弁室3gを順に通って流れる。なお、これに限らず、作動流体が図1に矢印で示す方向と逆方向に流れる構成としてもよい。
【0025】
シャフト5はその先端部5aが円錐状に形成される。シャフト5が図1において右方向に変位するのに伴って、先端部5aとバルブ穴3fとの間で画成される流路の開口面積が次第に大きくなり、バルブ構成部3cを通過する作動流体の流量が増大する。
【0026】
図3の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。
【0027】
コイルケースアッシ10は、主な構成部品として、ケース19、エンドキャップ30、ボビン11、コイル12、ターミナル13、モールド樹脂14等を備える。
【0028】
ボビン11は、両端に鍔部を有する円筒状に形成される。コイル12は、ボビン11にマグネットワイヤが巻回して形成される。コイル12の電極として、マグネットワイヤの両端部に対のターミナル13が結合される。
【0029】
ケース19の内側には、溶融樹脂が充填され、ボビン11、コイル12を包囲するモールド樹脂14が形成される。
【0030】
モールド樹脂14は、ボビン11及びコイル12が収まる円筒状のコイル包囲部14aと、このコイル包囲部14aの一端から突出してターミナル13が臨むコネクタ部14cと、エンドキャップ30を包囲するモールド包囲部14bとを有する。モールド包囲部14bは、コネクタ部14cに連接して形成される。
【0031】
コイルケースアッシ10を製造するのにあたって、以下の工程が順に行われる。
【0032】
(1)ケース19の内側に、コイル12、ターミナル13、ボビン11が介装される。
【0033】
(2)ケース19のケース開口端19bの内側に、エンドキャップ30が圧入して組み付けられる。
【0034】
(3)図示しない金型に組み立てられたケース19、ボビン11、コイル12、ターミナル13、エンドキャップ30が設置された後、加圧された溶融樹脂が金型に充填される射出成形が行われる。この樹脂が固化することによって、コネクタ部14cを有するモールド樹脂14が形成される。
【0035】
(4)金型からモールド樹脂14を介して一体化したコイルケースアッシ10が取り出される。
【0036】
ケース19は、円筒状のケース筒部19aと、このケース筒部19aの一端から円盤状に延びるケース底部19cと、ケース筒部19aの他端に開口するケース開口端19bと、ケース筒部19aに開口するケース切り欠き窓19eとを有する。
【0037】
ケース切り欠き窓19eは、コネクタ部14cをケース19の外側に突出させる開口部として設けられる。ケース切り欠き窓19eは、コネクタ部14cの突出方向から見て矩形の開口部を形成し、コネクタ部14cの大きさに対応してケース筒部19aに対して所定の角度範囲に渡って開口される。
【0038】
ケース切り欠き窓19eは、ケース開口端19bと連続して開口する。これにより、前記(1)のケース19にボビン11を組み付ける工程にて、ボビン11から突出したターミナル13がケース19に干渉することがなく、ボビン11がケース19の内側に介装される。
【0039】
ソレノイド1は、チューブアッシ20に対してブラケット7、コイルケースアッシ10のケース19とエンドキャップ30がそれぞれ圧入して組み付けられる。
【0040】
スリーブ3は、円筒面状の外周面3aを有し、この外周面3aにブラケット7とケース19がそれぞれ圧入される。
【0041】
ブラケット7は、チューブアッシ20から側方に突出し、図示しない母機に対する取り付け部材として設けられる。
【0042】
ブラケット7は、ボルト穴7aと、フック部7bを有し、これらを挿通する2本のボルト(図示せず)によって母機の取り付け座に締結される。
【0043】
スリーブ3は、外周面3aとバルブ構成部3cの間に環状溝部3bが形成され、この環状溝部3bにOリング25が介装される。スリーブ3は、Oリング25を介して母機の取り付け穴(図示せず)に嵌合され、Oリング25によって密封される。
【0044】
ベース2は、円筒面状の外周面2aを有し、この外周面2aにエンドキャップ30の内周面31が圧入される。
【0045】
このようにして、ソレノイド1は、チューブアッシ20にブラケット7とコイルケースアッシ10のケース19とエンドキャップ30がそれぞれ圧入して組み付けられることにより、チューブアッシ20に対するブラケット7とコネクタ部14cの位置(中心線Oを中心とする相対角度)を任意に設定できる。これにより、母機のまわりに設けられるスペースに応じて、コネクタ部14cに接続される相手コネクタ(図示せず)の差し込み方向を適正に設定し、ソレノイド1の配線作業が円滑に行われる。
【0046】
コイルケースアッシ10は、ベース2の外周面2aに圧入されるエンドキャップ30を介してチューブアッシ20に固定される。ドーナツ形の円盤状をしたエンドキャップ30は、その内周面31がベース2の外周面2aに圧入され、その外周面32がケース19のケース内周面19fに圧入される。
【0047】
ケース19は、ケース切り欠き窓19eが開口しているため、ケース切り欠き窓19eが開口しない形状に比べて、ケース開口端19bの剛性が低い。これにより、エンドキャップ30のケース19に対する結合力が、エンドキャップ30のベース2に対する結合力より小さくなるため、コイルケースアッシ10をチューブアッシ20に対して回動させようとする過大なトルクがコネクタ部14cに働くと、ケース内周面19fに対するエンドキャップ30の圧入部分が摺動して、チューブアッシ20に対してコイルケースアッシ10が回動し、コネクタ部14cの位置がケース19の周方向についてズレる可能性がある。
【0048】
これに対処して、エンドキャップ30に凹部または凸部(以下、凹凸部と呼ぶ)が形成され、モールド樹脂14にエンドキャップ30の凹凸部に係合してエンドキャップ30の回動を係止する係合部14dが形成される構造とする。
【0049】
図4の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。
【0050】
エンドキャップ30は、モールド樹脂14に面する背面34を有する。この背面34は、エンドキャップ30の中心線Oに対して直交する平面状に形成される。
【0051】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、二つのキャップ穴35が形成される。キャップ穴35は、背面34に対して窪む凹部として、断面円形の穴状に形成される。
【0052】
キャップ穴35は、エンドキャップ30の中心線Oと略平行に延びる円筒面状の穴側面35aと、中心線Oと略直交する平面状の穴底面35bとを有する。
【0053】
二つのキャップ穴35は、エンドキャップ30の中心線Oについて対称的に配置される。なお、キャップ穴35の個数、配置は、これに限らず、要求される強度に応じて任意に設定される。
【0054】
前記(3)の射出成形工程にて、金型に組み立てられたケース19、ボビン11、コイル12、ターミナル13、エンドキャップ30が設置された後、金型に加圧された溶融樹脂が充填される。
【0055】
これにより、キャップ穴35の内側にも溶融樹脂が充填され、モールド樹脂14の係合部14dが形成される。係合部14dは、モールド樹脂14の端面14eから円盤状に突出する。
【0056】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ穴35に係合したモールド樹脂14の係合部14dに剪断力が働き、係合部14dの剪断反力によってエンドキャップ30に対するモールド樹脂14のズレ(ケース19の回動)が止められる。
【0057】
コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。エンドキャップ30のキャップ穴35は、背面34に対して窪む凹部として形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が十分に確保され、ベース2にプランジャ6を吸着する磁力が損なわない。
【0058】
以下、本実施形態の要旨と作用、効果を説明する。
【0059】
本実施形態では、コイル12を収容するコイルケースアッシ10と、コイル12に発生する磁界によってプランジャ6を駆動するチューブアッシ20と、を備えるソレノイド1であって、コイルケースアッシ10は、コイル12を収容する円筒状のケース19と、このケース19のケース開口端19bを塞ぐ円盤状のエンドキャップ30と、ケース19とエンドキャップ30の間に形成されコイル12を包囲するモールド樹脂14と、を備え、ケース19はケース開口端19bに開口するケース切り欠き窓19eを有し、モールド樹脂14はケース切り欠き窓19eから突出するコネクタ部14cを有し、エンドキャップ30の内周面31がチューブアッシ20に嵌合され、エンドキャップ30に凹凸部が形成され、モールド樹脂14にエンドキャップ30の凹凸部に係合する係合部14dが形成され、チューブアッシ20に対するコネクタ部14cの回動がエンドキャップ30を介して係止される構成とした。
【0060】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、凹凸部に係合する係合部14dの反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることが防止される。
【0061】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34を有し、エンドキャップ30の凹凸部として背面34に開口するキャップ穴35が形成され、モールド樹脂14はキャップ穴35の内側に充填された樹脂によって係合部14dが形成される構成とした。
【0062】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部14dの剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0063】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0064】
次に図5に示す他の実施形態を説明する。図5の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0065】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34と外周面32に渡って開口するキャップ凹部37が形成される。
【0066】
駒状のキャップ凹部37は、エンドキャップ30の中心線Oと略平行に延びる平面状の切り欠き部側面37a、37cと、中心線Oと略直交する平面状の切り欠き部底面37bとを有する。切り欠き部側面37aと二つの切り欠き部側面37cは、互いに直交するコの字形に延びる。
【0067】
キャップ凹部37は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。
【0068】
前記(3)の射出成形工程にて、キャップ凹部37の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。この係合部は、モールド樹脂14の端面14eとモールド包囲部14bから突出し、キャップ凹部37に係合する。
【0069】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ凹部37に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0070】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34と外周面32を有し、エンドキャップ30の凹凸部として背面34と外周面32に渡って開口するキャップ凹部37が形成され、モールド樹脂14はキャップ凹部37の内側に充填された樹脂によって係合部が形成される構成とした。
【0071】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0072】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0073】
次に図6に示す他の実施形態を説明する。図6の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0074】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34と外周面32に渡って開口するキャップ凹部38が形成される。
【0075】
半月状のキャップ凹部38は、エンドキャップ30の中心線Oと略平行に延びる平面状の切り欠き部側面38aと、中心線Oと略直交する平面状の切り欠き部底面38bとを有する。
【0076】
キャップ凹部38は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。
【0077】
前記(3)の射出成形工程にて、キャップ凹部38の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。この係合部は、モールド樹脂14の端面14eとモールド包囲部14bから突出し、キャップ凹部38に係合する。
【0078】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ凹部38に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0079】
次に図7に示す他の実施形態を説明する。図7の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0080】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、キャップ溝36が、環状に延びる溝状に形成される。
【0081】
キャップ溝36は、エンドキャップ30の中心線Oと略平行に延びる溝側面36aと、中心線Oと略直交する溝底面36bと、中心線Oと略平行に延びる溝側面36cとを有する。
【0082】
溝側面36aと溝側面36cは、それぞれ中心線Oを中心とする歯車状に形成され、山部と谷部が所定のピッチで並ぶ構成とする。これにより、キャップ溝36は、エンドキャップ30の径方向に延びる開口幅が、エンドキャップ30の周方向について増減する。
【0083】
前記(3)の射出成形工程にて、キャップ溝36の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから環状に突出する。
【0084】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝36に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0085】
エンドキャップ30のキャップ溝36は、中心線Oを中心とする環状に形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積がエンドキャップ30の周方向について偏って削減されることがなく、ベース2にプランジャ6を吸着する磁力のバランスが保たれる。
【0086】
本実施形態では、エンドキャップ30は、モールド樹脂14に面する背面34を有し、エンドキャップ30の凹凸部として背面34に開口するキャップ溝36が形成され、モールド樹脂14はキャップ溝36の内側に充填された樹脂によって係合部が形成される構成とした。
【0087】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0088】
エンドキャップ30は、その外周に突出する凸部を持たない円盤状に形成されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0089】
次に図8に示す他の実施形態を説明する。図8の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0090】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、複数のキャップ溝39が、放射状に延びる溝状に形成される。
【0091】
キャップ溝39は、エンドキャップ30の中心線Oと略平行に延びる二つの溝側面39aと、中心線Oと略直交する溝底面39bとを有する。
【0092】
キャップ溝39は、エンドキャップ30の径方向に延び、所定のピッチで並ぶ構成とする。キャップ溝39の端部は、エンドキャップ30の外周面32と内周面31にそれぞれ開口される。
【0093】
前記(3)の射出成形工程にて、キャップ溝39の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから放射状に突出する。
【0094】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝39に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0095】
エンドキャップ30のキャップ溝39は、中心線Oを中心とする放射状に形成されるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積がエンドキャップ30の周方向について偏って削減されることがなく、ベース2にプランジャ6を吸着する磁力のバランスが保たれる。
【0096】
次に図9に示す他の実施形態を説明する。図9の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0097】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、複数のキャップ溝40が、ローレットアヤ目状に延びる溝状に形成される。
【0098】
前記(3)の射出成形工程にて、格子状に延びるキャップ溝40の内側にも溶融樹脂が充填され、モールド樹脂14の係合部が形成される。係合部は、モールド樹脂14の端面14eから格子状に突出する。
【0099】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ溝40に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0100】
エンドキャップ30のキャップ溝40は、中心線Oを中心とする格子状に形成されることにより、モールド樹脂14の係合部に対する接触面積が増えて、溝深さを浅くできるため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が削減されることが抑えられ、ベース2にプランジャ6を吸着する磁力が損なわれない。
【0101】
次に図10に示す他の実施形態を説明する。図10の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0102】
エンドキャップ30の凹凸部として、エンドキャップ30の背面34には、二つのキャップ背面凸部41が形成される。キャップ背面凸部41は、背面34から円柱状に突出する。
【0103】
前記(3)の射出成形工程にて、キャップ背面凸部41のまわりにも溶融樹脂が充填され、モールド樹脂14の係合部(図示せず)が形成される。この係合部は、モールド樹脂14の端面14eに対して凹状に窪む。
【0104】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ背面凸部41に係合したモールド樹脂14の係合部に剪断力が働き、係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0105】
本実施形態では、エンドキャップ30は、凹凸部としてその背面34から突出するキャップ背面凸部41が形成され、モールド樹脂14はキャップ背面凸部41のまわりに充填された樹脂によって係合部が形成される構成とした。
【0106】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、キャップ背面凸部41を包囲する係合部の剪断反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0107】
次に図11、12に示す他の実施形態を説明する。図11の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。図12の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0108】
エンドキャップ30の凹凸部として、エンドキャップ30の外周面32から突出するキャップ外周凸部42が形成される。
【0109】
キャップ外周凸部42は、エンドキャップ30の中心線Oを中心とする円筒面状の外周面42aと、平面状の背面42c、平面状の端面42dと、二つの平面状の側面42bとを有する。キャップ外周凸部42は、エンドキャップ30と同じ厚さを有し、その背面42cはエンドキャップ30の背面34と段差無く連続するとともに、その側面42bはエンドキャップ30の正面33と段差無く連続する。
【0110】
キャップ外周凸部42は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。キャップ外周凸部42の幅Sは、ケース切り欠き窓19eの開口幅Lより小さく形成される。
【0111】
前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、組み付けジグ(図示せず)を介して両者の位置決めが行われ、ケース切り欠き窓19eとキャップ外周凸部42の両側面42bとの間に間隙が設けられるように組み付けられる。
【0112】
前記(3)の射出成形工程にて、ケース切り欠き窓19eとキャップ外周凸部42の間隙にも溶融樹脂が充填され、二つの係合部14fが形成される。
【0113】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ外周凸部42の側面43bに係合したモールド樹脂14の係合部14fに圧縮力が働き、係合部14fの圧縮反力によってエンドキャップ30に対するモールド樹脂14のズレが止められる。
【0114】
このようにコイルケースアッシ10は、モールド樹脂14の圧縮反力によって固定される構成のため、モールド樹脂14の剪断反力によって固定される構成に比べて、コイルケースアッシ10の強度を高められる。
【0115】
コイル12の内側に生じる磁束は、ケース19、エンドキャップ30、ベース2、プランジャ6、スリーブ3によって導かれる。エンドキャップ30は、キャップ外周凸部42がケース切り欠き窓19eに向けて突出する構成のため、ケース19からエンドキャップ30を介してベース2へと導かれる磁束の磁路断面積が十分に確保され、ベース2にプランジャ6が吸着される磁力を損なわれない。
【0116】
キャップ外周凸部42は、エンドキャップ30の外周に突出するが、モールド樹脂14の係合部14fとモールド包囲部14bとに包囲されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0117】
本実施形態では、エンドキャップ30は、凹凸部としてその外周から突出するキャップ外周凸部42が形成され、モールド樹脂14はケース切り欠き窓19eとキャップ外周凸部42の間に充填された樹脂によって係合部14fが形成される構成とした。
【0118】
上記構成に基づき、コイルケースアッシ10をチューブアッシ20に対して回動させるトルクが加わる場合に、係合部14fの圧縮反力によってエンドキャップ30に対するモールド樹脂14の回り止めが行われ、コネクタ部14cの位置がケース19の周方向についてズレることを防止できる。
【0119】
次に図13、14に示す他の実施形態を説明する。図13の(a)は、コイルケースアッシ10の断面図であり、(b)は、コイルケースアッシ10の正面図である。図14の(a)は、エンドキャップ30の断面図であり、(b)は、エンドキャップ30の背面図である。これは図1〜4の実施形態と基本的に同じ構成を有し、相違する部分のみを説明する。なお、前記実施形態と同一構成部には同一符号を付す。
【0120】
エンドキャップ30の凹凸部として、エンドキャップ30の外周面32から突出するキャップ外周凸部43が形成される。
【0121】
キャップ外周凸部43は、エンドキャップ30の中心線Oを中心とする円筒面状の外周面43aと、平面状の背面43c、平面状の端面43dと、二つの平面状の側面43bとを有する。キャップ外周凸部43は、エンドキャップ30より小さい厚さを有し、その背面43cはエンドキャップ30の背面34と段差無く連続する一方、その端面43bとエンドキャップ30の正面33との間には段差(外周面32)が介在する。
【0122】
キャップ外周凸部43は、エンドキャップ30のケース切り欠き窓19eに対峙する位置に形成される。キャップ外周凸部43の幅Sは、ケース切り欠き窓19eの開口幅Lより小さく形成される。
【0123】
前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、組み付けジグ(図示せず)を介して両者の位置決めが行われ、ケース切り欠き窓19eとキャップ外周凸部42の両側面42bとの間に間隙が設けられるように組み付けられる。
【0124】
前記(3)の射出成形工程にて、ケース切り欠き窓19eとキャップ外周凸部43の側面43bの間隙に溶融樹脂が充填されてモールド樹脂14の係合部14fが形成されるとともに、金型とャップ外周凸部43の端面43bの間に溶融樹脂が充填されてモールド樹脂14の係合部14gが形成される。この係合部14gは、モールド包囲部14bに連接して形成され、エンドキャップ30に対してモールド樹脂14がケース19の軸方向についてズレることを止める。
【0125】
コイルケースアッシ10をチューブアッシ20に対して回動させようとするトルクがコネクタ部14cに働くと、エンドキャップ30のキャップ外周凸部43の側面43bに係合したモールド樹脂14の係合部14fに圧縮力が働き、係合部14fの圧縮反力によってエンドキャップ30に対してモールド樹脂14が中心線Oを中心とする回転方向についてズレることが止められる。
【0126】
キャップ外周凸部43は、エンドキャップ30の外周に突出するが、モールド樹脂14の係合部14fとモールド包囲部14bとに包囲されるため、エンドキャップ30の外周に切削等の仕上げ加工を施す必要がなく、製品のコストアップを抑えられる。
【0127】
また、キャップ外周凸部43の幅Sは、ケース切り欠き窓19eの開口幅Lと略等しく形成され、キャップ外周凸部43がケース切り欠き窓19eに嵌合される構成としてもよい。
【0128】
この場合に、前記(2)のケース19のケース開口端19bの内側にエンドキャップ30が圧入して組み付けられる工程にて、キャップ外周凸部43がケース切り欠き窓19eに嵌合されることにより、組み付けジグ(図示せず)を用いることなくケース19に対するエンドキャップ30の位置決めが行われる。
【0129】
本発明は上記の実施形態に限定されずに、その技術的な思想の範囲内において種々の変更がなしうることは明白である。
【符号の説明】
【0130】
1 ソレノイド
10 コイルケースアッシ
14 モールド樹脂
14b モールド包囲部
14d 係合部
14e 端面
14f 係合部
19 ケース
19a ケース筒部
19b ケース開口端
19e ケース切り欠き窓
30 エンドキャップ
31 内周面
32 外周面
34 背面
35 キャップ穴
36 キャップ溝
37 キャップ凹部
39 キャップ溝
40 キャップ溝
41 キャップ背面凸部
42 キャップ外周凸部
43 キャップ外周凸部
【特許請求の範囲】
【請求項1】
コイルを収容するコイルケースアッシと、
前記コイルに発生する磁界によってプランジャを駆動するチューブアッシと、を備えるソレノイドであって、
前記コイルケースアッシは、
前記コイルを収容する円筒状のケースと、
前記ケースのケース開口端を塞ぐ円盤状のエンドキャップと、
前記ケースと前記エンドキャップの間に形成され前記コイルを包囲するモールド樹脂と、を備え、
前記ケースは前記ケース開口端に開口するケース切り欠き窓を有し、
前記モールド樹脂は前記ケース切り欠き窓から突出するコネクタ部を有し、
前記エンドキャップの内周面が前記チューブアッシに嵌合され
前記エンドキャップに凹凸部が形成され、
前記モールド樹脂に前記凹凸部に係合する係合部が形成され、
前記チューブアッシに対するコネクタ部の回動が前記エンドキャップを介して係止されることを特徴とするソレノイド。
【請求項2】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面に開口するキャップ穴が形成され、
前記キャップ穴の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項3】
前記エンドキャップは前記モールド樹脂に面する背面と外周面を有し、
前記凹凸部として前記背面と前記外周面に渡って開口するキャップ凹部が形成され、
前記キャップ凹部の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項4】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面に開口するキャップ溝が形成され、
前記キャップ溝の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項5】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面から突出するキャップ背面凸部が形成され、
前記モールド樹脂は前記キャップ背面凸部のまわりに充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項6】
前記凹凸部として前記エンドキャップの外周から突出するキャップ外周凸部が形成され、
前記ケース切り欠き窓と前記キャップ外周凸部の間に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項1】
コイルを収容するコイルケースアッシと、
前記コイルに発生する磁界によってプランジャを駆動するチューブアッシと、を備えるソレノイドであって、
前記コイルケースアッシは、
前記コイルを収容する円筒状のケースと、
前記ケースのケース開口端を塞ぐ円盤状のエンドキャップと、
前記ケースと前記エンドキャップの間に形成され前記コイルを包囲するモールド樹脂と、を備え、
前記ケースは前記ケース開口端に開口するケース切り欠き窓を有し、
前記モールド樹脂は前記ケース切り欠き窓から突出するコネクタ部を有し、
前記エンドキャップの内周面が前記チューブアッシに嵌合され
前記エンドキャップに凹凸部が形成され、
前記モールド樹脂に前記凹凸部に係合する係合部が形成され、
前記チューブアッシに対するコネクタ部の回動が前記エンドキャップを介して係止されることを特徴とするソレノイド。
【請求項2】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面に開口するキャップ穴が形成され、
前記キャップ穴の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項3】
前記エンドキャップは前記モールド樹脂に面する背面と外周面を有し、
前記凹凸部として前記背面と前記外周面に渡って開口するキャップ凹部が形成され、
前記キャップ凹部の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項4】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面に開口するキャップ溝が形成され、
前記キャップ溝の内側に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項5】
前記エンドキャップは前記モールド樹脂に面する背面を有し、
前記凹凸部として前記背面から突出するキャップ背面凸部が形成され、
前記モールド樹脂は前記キャップ背面凸部のまわりに充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【請求項6】
前記凹凸部として前記エンドキャップの外周から突出するキャップ外周凸部が形成され、
前記ケース切り欠き窓と前記キャップ外周凸部の間に充填された樹脂によって前記係合部が形成されることを特徴とする請求項1に記載のソレノイド。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−174909(P2012−174909A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−35960(P2011−35960)
【出願日】平成23年2月22日(2011.2.22)
【出願人】(000000929)カヤバ工業株式会社 (2,151)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月22日(2011.2.22)
【出願人】(000000929)カヤバ工業株式会社 (2,151)
【Fターム(参考)】
[ Back to top ]