
ソールプレートの設定方法及び荷重監視装置
【課題】機器据付用のソールプレートを設定する方法において、作業者の熟練度に依存することなく、ソールプレートを支持する複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収める。
【解決手段】ソールプレート5の下面を支持する複数のジャッキボルト6かかる荷重を、ソールプレート5とジャッキボルト6との間に挿置した支持ピース2のひずみ量により求める。各ジャッキボルト6にかかる荷重に基づき、ジャッキボルト6間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルト6の必要調整高さを求める。次いで、求めた必要調整高さに基づき、作業員がジャッキボルト6の高さを調整する。
【解決手段】ソールプレート5の下面を支持する複数のジャッキボルト6かかる荷重を、ソールプレート5とジャッキボルト6との間に挿置した支持ピース2のひずみ量により求める。各ジャッキボルト6にかかる荷重に基づき、ジャッキボルト6間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルト6の必要調整高さを求める。次いで、求めた必要調整高さに基づき、作業員がジャッキボルト6の高さを調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機器据付用のソールプレートの設定方法及びソールプレートの下面に設置するジャッキボルトに作用する荷重を監視する荷重監視装置に関する。
【背景技術】
【0002】
回転機器の据付作業においては、例えば回転機器の回転軸や軸受箱といった回転部の水平度が、機器の要求する所定の範囲内に収まるように調整することが非常に重要である。水平度が所定の範囲内に収まっていない場合、機器の運転中に振動が発生し、最悪の場合、振動により機器が損傷する恐れがあるためである。そして、この水平度の調整は、回転機器を載置するためのソールプレートの水平度及び設定高さを調整することにより行われる。
【0003】
ソールプレートの水平度の調整には、一般的に平板形状の平板ライナーと、平板ライナーの上面に設置される勾配付のチョークライナーが用いられるが、平板ライナーとチョークライナーには高い加工精度が要求され、そのコストや加工に費やす時間が問題となっていた。また、平板ライナーが水平に設置されていない場合は、チョークライナーの上面を水平に調整することができず、ソールプレートとチョークライナーとの片あたりが発生し、これによりソールプレートに局所的な負荷がかかり、回転機器の振動の原因となる。そのため、平板ライナーの設定作業は慎重を要し、通常は、熟練作業者が水準器などを用いながら多大な時間を費やして実施している。そこで、それを解決する手段として、例えば特許文献1には、球面座を有する油圧ジャッキを用いてソールプレートの水平度及び高さを調整する方法が開示されている。
【0004】
しかしながら、特許文献1に開示される油圧ジャッキは、平板ライナーやチョークライナーと比較してサイズが大きく、そのため、基礎ボルトが多数且つ密に配置されるような場合は、基礎ボルトと油圧ジャッキ、あるいは油圧ジャッキ同士が干渉するという問題がある。そのため、基礎ボルトが多数且つ密に配置されるような例えば製鉄所の高炉に空気を供給するための軸流圧縮機や、発電所の蒸気タービンといった大型回転機器には用いることができない。また、特許文献1の油圧ジャッキは機器据付時にそのまま基礎に埋設されるため、経済的ではない。
【0005】
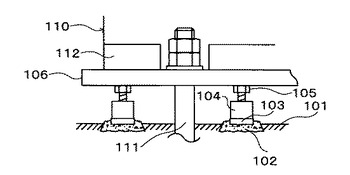
そのため、大型回転機器におけるソールプレートの設定作業には、チョークライナーや油圧ジャッキに代えて、ジャッキボルトを用いるのが一般的である。図6にジャッキボルトを用いた従来の回転機器の据付方法を示す。先ず、基礎コンクリート101の上面に、無収縮モルタル102を介して、平板ライナー103を設置する。次いで、平板ライナー103の上面に支持ナット104を介してジャッキボルト105を設置する。そして、各ジャッキボルト105を回転させて上端の高さを所定の高さに揃えた後、ジャッキボルト105の上面にソールプレート106を載置する。その後、ソールプレート106の下面と全てのジャッキボルト5の上面が当接していることを確認すると共に、ソールプレート106の上面の水平度と高さを測定する。この際、測定結果が所定の範囲内に収まっていればソールプレート106の設定は完了、所定の範囲内でなければ再度ジャッキボルト105の高さを調整し、測定結果が所定の範囲内に収まるまで調整を繰り返し行う。なお、平板ライナー103は、ジャッキボルト105とソールプレート106との片あたりを防止するために、上述の通り例えば水準器を用いて水平度が調整されている。
【0006】
そして、通常、回転機器の据付には、複数のソールプレート106が用いられるので、各ソールプレート106間の高さにばらつきがある場合は、そのばらつきについても所定の範囲内に収まるように調整を行う。全てのソールプレート106の設定が完了したら、ソールプレート106上に回転機器110を載置し、回転機器110の、例えば軸受箱等の水平度を測定する。水平度が所定の範囲内に収まっていなければ、所定の範囲内に収まるまで各ジャッキボルト105の高さを調整してソールプレート106の再設定を行う。水平度が所定の範囲内に収まった時点で、予め基礎コンクリート101に埋設していた基礎ボルト111により回転機器110のケーシング112を固定する。そして、ソールプレート106と基礎コンクリート101との間にグラウト材を流し込み、機器の据付作業が完了する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−20084
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の方法においては、ソールプレート106の水平度や高さは調整されているものの、ソールプレート106の下面と全てのジャッキボルト105の上面が隙間なく当接しているかどうかは、例えば目視や、隙間ゲージにより確認を行っているにすぎなかった。したがって、各ジャッキボルト105にかかる機器の荷重のばらつきが、所定の範囲内に収まっているかどうかまでは確認できていなかった。このため、一部のジャッキボルトに荷重が集中し、これにより経時的に機器の振動が発生するという懸念があった。また、一部のジャッキボルト105に全く荷重がかかっていない場合、すなわち、ジャッキボルト105の上端とソールプレート106の下面の間に、隙間ケージが入らない程度の僅かな隙間が空いているような場合は、グラウト材が流し込まれた後も隙間がそのまま残ってしまっていた。隙間が残ると、ジャッキボルト105への荷重の偏重が発生するだけでなく、グラウトの隙間部分でジャッキボルト105やソールプレート106に錆が発生する場合がある。この錆びは、経時的にソールプレート106を持ち上げ、ソールプレート106の水平度を悪化させるため、機器の振動発生の要因となっていた。
【0009】
また、ジャッキボルト105は多数あるため、一箇所のジャッキボルト105の高さを調整した結果、ソールプレート106の水平度が悪化する可能性がある。その場合は、その都度、水準器による水平度の確認やレベル測定器による高さの計測を繰り返し行う必要があるので、作業時間が多大なものとなる。さらに、作業自体も作業者の熟練と勘に依存する部分が大きく、人的な負担も大きなものとなっていた。
【0010】
本発明はかかる点に鑑みてなされたものであり、作業者の熟練度に依存することなく、且つ従来よりも短い時間でソールプレートを支持する各ジャッキボルト間の荷重のばらつきを所定の範囲内に収め、ソールプレートを高い精度で設定することを目的としている。
【課題を解決するための手段】
【0011】
上記目的を達成するための本発明は、機器据付用のソールプレートの設定方法であって、前記ソールプレートの下面を支持する複数のジャッキボルトにかかる荷重を、前記ソールプレートと前記複数のジャッキボルトとの間に挿入した支持ピースにかかる荷重として測定し、その測定結果に基づき、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求め、前記必要調整高さに基づき、ジャッキボルトの高さを調整すること特徴としている。
【0012】
本発明によれば、ジャッキボルトにかかる荷重の測定結果に基づき各ジャッキボルトの高さを調整するので、作業者の熟練度に依存することなく、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収めることができる。このため、一部のジャッキボルトに荷重が集中したり、ジャッキボルトとソールプレートの間に隙間が空いたままの状態でグラウト材が流し込まれたりすることを防止できる。また、ジャッキボルトとソールプレートが適切に当接しているかどうかを判断するために例えば目視や、隙間ゲージを用いる必要がないので、ソールプレートを設定するための作業時間の短縮も図ることができる。
【0013】
前記ジャッキボルトの上面は凸に湾曲し、前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であってもよい。
【0014】
前記支持ピースは、当該支持ピースにかかる荷重に比例して弾性変形し、前記支持ピースの側面には、当該支持ピースのひずみ量を測定するひずみゲージが接着され、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めてもよい。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【0015】
別な観点による本発明は、機器据付用のソールプレートの下面を支持する複数のジャッキボルトに作用する荷重を監視する荷重監視装置であって、ソールプレートと複数のジャッキボルトとの間に夫々挿置され、荷重に比例して弾性ひずみする複数の支持ピースと、支持ピースの側面に接着され、支持ピースのひずみ量を測定するひずみゲージと、各支持ピースのひずみ量から、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求める演算装置と、を有することを特徴としている。
【0016】
前記演算装置は、前記演算装置は、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めてもよい。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【0017】
また、前記ジャッキボルトの上面は凸に湾曲し、前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であってもよい。
【発明の効果】
【0018】
本発明によれば、ジャッキボルトにかかる荷重の測定結果に基づき各ジャッキボルトの高さを調整するので、作業者の熟練度に依存することなく、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収め、ソールプレートを高い精度で設定することができる。
【図面の簡単な説明】
【0019】
【図1】本実施の形態にかかる荷重測定装置の構成を示す概略図である。
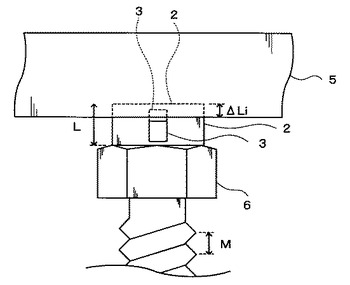
【図2】支持ピースが荷重により変形した状態を示す側面図である。
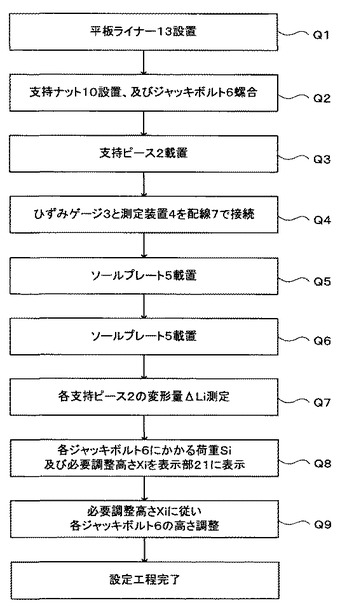
【図3】本実施の形態にかかる設定工程のフロー図である。
【図4】本実施の形態にかかる調整工程のフロー図である。
【図5】他の実施の形態にかかるジャッキボルト及び支持ピース近傍の状態を示す説明図である。
【図6】従来のソールプレートの設定方法を示す説明図である。
【発明を実施するための形態】
【0020】
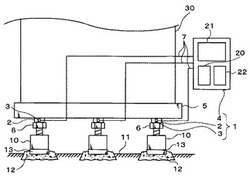
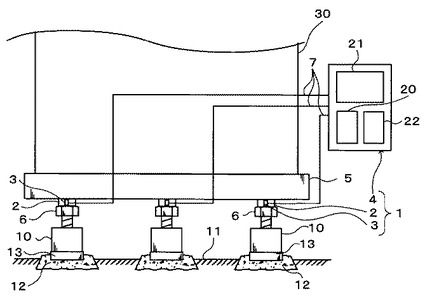
以下、本発明の実施の形態について説明する。図1は、本実施の形態にかかる荷重監視装置1の構成の概略を示す説明図である。
【0021】
荷重監視装置1は、支持ピース2と、支持ピース2の側面に接着されたひずみゲージ3と、ひずみゲージ3からの信号が入力される測定装置4とを有している。支持ピース2は機器を載置するためのソールプレート5と、ソールプレート5の下面を支持する複数のジャッキボルト6との間に夫々挿置されている。なお、図1においては説明の都合上、ソールプレート5が3本のジャッキボルトにより3点で支持されている状態を描図している。支持ピース2は、所定の縦弾性係数を有する鋼材を円柱状に加工することにより形成されている。したがって、例えば支持ピース2に荷重がかかると、支持ピース2は図2に示すように、荷重と縦弾性係数に応じて支持ピース2の長さLに対してΔLだけ変形する。そして、支持ピース2が変形した際のひずみ量ΔLがひずみゲージ3により測定され、ひずみゲージ3と測定装置4とを接続する配線7を介して測定装置4に入力される。なお、ひずみ量ΔLを正確に測定するために、支持ピース2の外周が、平面視においてジャッキボルト6の上面よりも内側になるように形成されている。また、支持ピース2の外周がジャッキボルト6の上面よりも内側になるように形成されていれば、支持ピース2の形状は例えば角柱状であってもよい。
【0022】
支持ピース2の上面と下面は、ソールプレート5の下面及び平坦状のジャッキボルト6の上面と夫々隙間なく接触することができるように、平坦状に機械加工されている。ジャッキボルト6は支持ナット10に螺合されており、支持ナット10は基礎コンクリート11上に無収縮モルタル12を介して設置された平板ライナー13の上面に載置されている。
【0023】
測定装置4は、ひずみゲージ3により測定された、支持ピース2に荷重がかかった際の支持ピース2のひずみ量ΔLを、各ジャッキボルト6に作用する荷重に換算するとともに、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収めるたに必要となる各ジャッキボルトの調整高さを計算により求める演算装置20と、演算装置20による換算結果及び計算結果を表示する表示部21と、後述する入力部22を有している。
【0024】
演算装置20には、支持ピース2にかかる荷重による支持ピース2のひずみ量をジャッキボルト6に作用する荷重に換算するための下記式(2)、及びジャッキボルト6間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルト6の必要調整高さを計算するための下記式(5)が予め記憶されている。
【0025】
下記式(2)について説明する。縦弾性係数eの物質に、応力pが作用する場合、その物質のひずみdは一般的に下記式(1)により表される。
d=p/e・・・式(1)
したがって、支持ピース2にかかる荷重Sは、ひずみゲージ3により測定された支持ピース2のひずみ量ΔLと上記式(1)から、下記式(2)のように表わされる。
S=(ΔL/L)×E×A・・・式(2)
但し、Eは支持ピース2の縦弾性係数、Aは支持ピース2の断面積であり、これらの値、及び支持ピース2の高さLは、入力部22を介して予め演算装置20に入力されている。また、上記式(2)の計算結果は、表示部21にて常時連続監視が可能となっている。なお、各ジャッキボルト6にかかる荷重Sは、厳密には各支持ピース2にかかる荷重Sに支持ピース2自身の重量による荷重を加えたものに等しいが、支持ピース2自身の重量はソールプレート5に載置される機器の重量と比較すると十分に小さい。したがって、ジャッキボルト6にかかる荷重は、支持ピース2自身の重量を無視することで、上記式(2)から求まる支持ピース2にかかる荷重Sとして求めることができる。
【0026】
次に下記式(5)について説明する。重量Wをn本のジャッキボルト6を用いて支持する場合、各ジャッキボルト6にかかる荷重Si(iは1〜nの整数)が全て等しいとすると、ジャッキボルト6一本あたりにかかる荷重はW/nとなる。一方、各ジャッキボルト6にかかる荷重SiがW/nと等しくない場合、荷重SiとW/nとの偏差ΔSiは、上記式(2)より、下記式(3)のように表される。
ΔSi=(Xi/L)×E×A・・・式(3)
但し、Xiは荷重ΔSiによる支持ピース2のひずみ量である。
【0027】
ここで、各ジャッキボルト6にかかる荷重SiをW/nと等しくするということは、下記式(4)においてΔSiを零にする、すなわちXiの分だけ各ジャッキボルト6の高さを調整して、Xiの値を零にすることに他ならない。
Si+ΔSi=W/n・・・式(4)
したがって、上記式(3)及び上記式(4)より、Xiを求めると、Xiは下記式(5)のように表される。
Xi=(WL/nEA)−ΔLi・・・式(5)
なお、ジャッキボルト6の必要調整高さの方向は、Xiの値の正負により判断される。具体的には、Xiの値が正の場合は、荷重Siが基準値であるW/nより小さいことを意味し、Xiの値が負の場合はその逆を表わしているので、例えばXiの値が正の場合は、ジャッキボルト6を上方に持ち上げるように回転させ、Xiの値が負の場合は、その逆に回転させればよい。
【0028】
次に、以上のように構成された荷重測定装置1を用いたソールプレート5の設定作業について説明する。作業は大きく分けて、ジャッキボルト6の上面にソールプレート5を設定する設定工程と、ソールプレート上に回転機30を載置した後に、再度ジャッキボルト6の高さを調整する調整工程とからなる。
【0029】
図3に設定工程のフロー図を示す。設定工程では、先ず基礎コンクリート11の上面に、無収縮モルタル12を介して平板ライナー13を設置する(工程Q1)。次いで、平板ライナー13の上面に支持ナット10を載置し、支持ナット10にジャッキボルト6を螺合する(工程Q2)。そして、各ジャッキボルト6の高さをそろえた後、各ジャッキボルト6の上面に、各支持ピース2を載置する(工程Q3)。その後、各支持ピース2の側面に夫々ひずみゲージ3を接着し、ひずみゲージ3と測定装置4とを配線7で接続し(工程Q4)、最後に支持ピース2の上面にソールプレート5を載置する(工程Q5)。この時点で、一旦ソールプレート5の水平度を、例えば水準器により測定し、水平度が所定の範囲内に収まっていなければ、ソールプレート5の水平度が所定の範囲に収まるまで、ジャッキボルト6の高さの調整を行う(工程Q6)。そして、ソールプレート5の水平度が調整された状態で、ソールプレート5の荷重による支持ピース2のひずみ量ΔLiがひずみゲージ3により測定される(工程Q7)。これにより、ひずみゲージ3からの信号と、予め入力部22を介して演算装置20に入力されたソールプレートの重量Wや支持ピース2の縦弾性係数E等の数値とに基づいて、演算装置20で各ジャッキボルト6にかかる荷重Si及び、各ジャッキボルト6の必要調整高さXiが計算され、その計算結果が表示部21に夫々表示される(工程Q8)。なお、表示部21には、ジャッキボルト6にかかる荷重Siと各ジャッキボルト6の必要調整高さXiの他に、荷重の基準値であるW/nと荷重Siとの偏差、すなわちΔSiも併せて表示される。
【0030】
表示部21に表示された計算結果を確認し、荷重Siが所定の範囲内に収まっていない場合は、作業員は表示部21に表示された必要調整高さXiとジャッキボルト6のねじ山のピッチとから、ジャッキボルト6の高さをXi変化させるためのジャッキボルト6の回転数を求める。そして、作業員はその回転数だけ各ジャッキボルト6を回転させ、ジャッキボルト6の高さを調整する(工程Q9)。この際、ジャッキボルト6の調整量はXiだけなので、ソールプレート5の水平度は、工程Q6において調整された水平度から変化していない。そして、この作業を全てのソールプレート5に対して実施すれば、設定工程の全ての作業が完了する。なお、表示部21には、必要調整高さXiのほかに、必要調整高さXiを下記式(6)によりジャッキボルト6の必要回転数Yiに換算した結果を表示してもよい。
Yi=2πXi/M・・・式(6)
但し、Mはジャッキボルト6のねじ山のピッチである。
【0031】
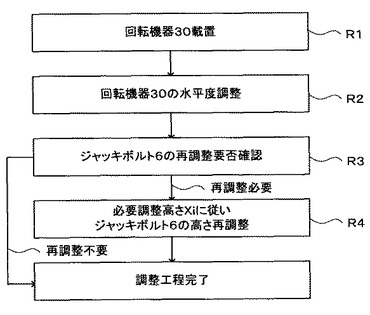
次に調整工程について、図4に示すフロー図とともに説明する。調整工程では、設定工程で設定されたソールプレート5の上面に、回転機器30を図示しないクレーンにより載置する(工程R1)。次に、回転機器30の、例えば回転軸や軸受箱の水平度を確認し、回転機器30の水平度が所定の範囲に収まっていない場合は、ジャッキボルト6の高さを再度調整する(工程R2)。水平度の調整が終了した時点で、表示部21に表示される各ジャッキボルト6の荷重Siを確認し、ジャッキボルト6の再調整の要否を判断する(工程R3)。なお、この場合、当然ながらSiの値は回転機器30の重量による荷重を含んだ値となっている。そして、再調整が必要な場合は、表示部21に表示された必要調整高さXiに基づき、作業員がジャッキボルト6を回転させて高さを調整し(工程R4)、ソールプレートの設定作業にかかる設定工程と調整工程が全て完了する。
【0032】
そして、設定工程及び調整工程の全ての作業が完了した後は、予め基礎コンクリート11に埋設されている図示しない基礎ボルトにより回転機器30のケーシングを固定するとともに、配線7を撤去し、ソールプレート5の下面にグラウト材を流し込む。これにより、回転機30の据付作業が全て完了する。なお、この際、支持ピース2及びひずみゲージ3はジャッキボルト6と共にグラウト内に埋め込まれる。
【0033】
以上の実施の形態によれば、支持ピース2のひずみ量の測定結果から、ジャッキボルト6の必要調整高さ及び調整方向を瞬時に把握することができる。したがって、作業者の熟練度に依存することなく、各ジャッキボルト6間の荷重のばらつきを容易に所定の範囲内に収め、ソールプレート5を高い精度で設定することができる。これにより、一部のジャッキボルト6に荷重が集中したり、ジャッキボルト6とソールプレート5の間に隙間が空いたままの状態でグラウト材が流し込まれたりすることを防止できる。また、隙間ゲージや、目視により各ジャッキボルト6とソールプレート5が適切に当接しているかどうかを判断する必要がないので、ソールプレート5を設定するための作業時間の短縮も図ることができる。
【0034】
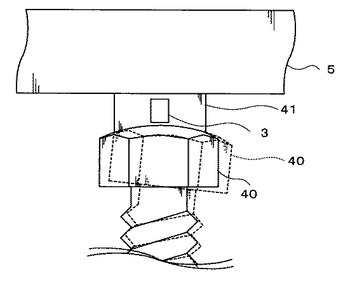
以上の実施の形態においては、ジャッキボルト6の上面は平坦状であったが、例えば図5に示すように、上面がソールプレート5に対して凸に湾曲した形状のジャッキボルト40と、下面側に前記ジャッキボルト6の凸形状に対応した窪みが形成されジャッキボルト6と摺動自在な支持ピース41を用いてもよい。このようなジャッキボルト40と支持ピース41を用いれば、例えば平板ライナー6が水平に設置されず、その上方のジャッキボルト6が図5に破線で示すように傾いて設置された場合でも、支持ピース41がソールプレート5の下面に追従して傾斜する。このため、支持ピース41とソールプレート5との面接触が確保され、支持ピース41とソールプレート5とが片当たりすることを防止できる。また、ジャッキボルト6が傾いて設置されていても支障がないため、平板ライナー6の設置時に、水平度を厳密に調整する必要がない。このため、このようなジャッキボルト40と支持ピース41を用いれば、ソールプレート5の設定作業に費やす時間をさらに短縮できる。
【産業上の利用可能性】
【0035】
本発明は、機器据付用のソールプレートを設定する際に有用である。
【符号の説明】
【0036】
1 荷重監視装置
2 支持ピース
3 ひずみゲージ
4 測定装置
5 ソールプレート
6 ジャッキボルト
7 配線
10 支持ナット
11 基礎コンクリート
12 無収縮モルタル
13 平板ライナー
20 演算装置
21 表示部
22 入力部
30 回転機器
40 ジャッキボルト
41 支持ピース
【技術分野】
【0001】
本発明は、機器据付用のソールプレートの設定方法及びソールプレートの下面に設置するジャッキボルトに作用する荷重を監視する荷重監視装置に関する。
【背景技術】
【0002】
回転機器の据付作業においては、例えば回転機器の回転軸や軸受箱といった回転部の水平度が、機器の要求する所定の範囲内に収まるように調整することが非常に重要である。水平度が所定の範囲内に収まっていない場合、機器の運転中に振動が発生し、最悪の場合、振動により機器が損傷する恐れがあるためである。そして、この水平度の調整は、回転機器を載置するためのソールプレートの水平度及び設定高さを調整することにより行われる。
【0003】
ソールプレートの水平度の調整には、一般的に平板形状の平板ライナーと、平板ライナーの上面に設置される勾配付のチョークライナーが用いられるが、平板ライナーとチョークライナーには高い加工精度が要求され、そのコストや加工に費やす時間が問題となっていた。また、平板ライナーが水平に設置されていない場合は、チョークライナーの上面を水平に調整することができず、ソールプレートとチョークライナーとの片あたりが発生し、これによりソールプレートに局所的な負荷がかかり、回転機器の振動の原因となる。そのため、平板ライナーの設定作業は慎重を要し、通常は、熟練作業者が水準器などを用いながら多大な時間を費やして実施している。そこで、それを解決する手段として、例えば特許文献1には、球面座を有する油圧ジャッキを用いてソールプレートの水平度及び高さを調整する方法が開示されている。
【0004】
しかしながら、特許文献1に開示される油圧ジャッキは、平板ライナーやチョークライナーと比較してサイズが大きく、そのため、基礎ボルトが多数且つ密に配置されるような場合は、基礎ボルトと油圧ジャッキ、あるいは油圧ジャッキ同士が干渉するという問題がある。そのため、基礎ボルトが多数且つ密に配置されるような例えば製鉄所の高炉に空気を供給するための軸流圧縮機や、発電所の蒸気タービンといった大型回転機器には用いることができない。また、特許文献1の油圧ジャッキは機器据付時にそのまま基礎に埋設されるため、経済的ではない。
【0005】
そのため、大型回転機器におけるソールプレートの設定作業には、チョークライナーや油圧ジャッキに代えて、ジャッキボルトを用いるのが一般的である。図6にジャッキボルトを用いた従来の回転機器の据付方法を示す。先ず、基礎コンクリート101の上面に、無収縮モルタル102を介して、平板ライナー103を設置する。次いで、平板ライナー103の上面に支持ナット104を介してジャッキボルト105を設置する。そして、各ジャッキボルト105を回転させて上端の高さを所定の高さに揃えた後、ジャッキボルト105の上面にソールプレート106を載置する。その後、ソールプレート106の下面と全てのジャッキボルト5の上面が当接していることを確認すると共に、ソールプレート106の上面の水平度と高さを測定する。この際、測定結果が所定の範囲内に収まっていればソールプレート106の設定は完了、所定の範囲内でなければ再度ジャッキボルト105の高さを調整し、測定結果が所定の範囲内に収まるまで調整を繰り返し行う。なお、平板ライナー103は、ジャッキボルト105とソールプレート106との片あたりを防止するために、上述の通り例えば水準器を用いて水平度が調整されている。
【0006】
そして、通常、回転機器の据付には、複数のソールプレート106が用いられるので、各ソールプレート106間の高さにばらつきがある場合は、そのばらつきについても所定の範囲内に収まるように調整を行う。全てのソールプレート106の設定が完了したら、ソールプレート106上に回転機器110を載置し、回転機器110の、例えば軸受箱等の水平度を測定する。水平度が所定の範囲内に収まっていなければ、所定の範囲内に収まるまで各ジャッキボルト105の高さを調整してソールプレート106の再設定を行う。水平度が所定の範囲内に収まった時点で、予め基礎コンクリート101に埋設していた基礎ボルト111により回転機器110のケーシング112を固定する。そして、ソールプレート106と基礎コンクリート101との間にグラウト材を流し込み、機器の据付作業が完了する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−20084
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の方法においては、ソールプレート106の水平度や高さは調整されているものの、ソールプレート106の下面と全てのジャッキボルト105の上面が隙間なく当接しているかどうかは、例えば目視や、隙間ゲージにより確認を行っているにすぎなかった。したがって、各ジャッキボルト105にかかる機器の荷重のばらつきが、所定の範囲内に収まっているかどうかまでは確認できていなかった。このため、一部のジャッキボルトに荷重が集中し、これにより経時的に機器の振動が発生するという懸念があった。また、一部のジャッキボルト105に全く荷重がかかっていない場合、すなわち、ジャッキボルト105の上端とソールプレート106の下面の間に、隙間ケージが入らない程度の僅かな隙間が空いているような場合は、グラウト材が流し込まれた後も隙間がそのまま残ってしまっていた。隙間が残ると、ジャッキボルト105への荷重の偏重が発生するだけでなく、グラウトの隙間部分でジャッキボルト105やソールプレート106に錆が発生する場合がある。この錆びは、経時的にソールプレート106を持ち上げ、ソールプレート106の水平度を悪化させるため、機器の振動発生の要因となっていた。
【0009】
また、ジャッキボルト105は多数あるため、一箇所のジャッキボルト105の高さを調整した結果、ソールプレート106の水平度が悪化する可能性がある。その場合は、その都度、水準器による水平度の確認やレベル測定器による高さの計測を繰り返し行う必要があるので、作業時間が多大なものとなる。さらに、作業自体も作業者の熟練と勘に依存する部分が大きく、人的な負担も大きなものとなっていた。
【0010】
本発明はかかる点に鑑みてなされたものであり、作業者の熟練度に依存することなく、且つ従来よりも短い時間でソールプレートを支持する各ジャッキボルト間の荷重のばらつきを所定の範囲内に収め、ソールプレートを高い精度で設定することを目的としている。
【課題を解決するための手段】
【0011】
上記目的を達成するための本発明は、機器据付用のソールプレートの設定方法であって、前記ソールプレートの下面を支持する複数のジャッキボルトにかかる荷重を、前記ソールプレートと前記複数のジャッキボルトとの間に挿入した支持ピースにかかる荷重として測定し、その測定結果に基づき、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求め、前記必要調整高さに基づき、ジャッキボルトの高さを調整すること特徴としている。
【0012】
本発明によれば、ジャッキボルトにかかる荷重の測定結果に基づき各ジャッキボルトの高さを調整するので、作業者の熟練度に依存することなく、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収めることができる。このため、一部のジャッキボルトに荷重が集中したり、ジャッキボルトとソールプレートの間に隙間が空いたままの状態でグラウト材が流し込まれたりすることを防止できる。また、ジャッキボルトとソールプレートが適切に当接しているかどうかを判断するために例えば目視や、隙間ゲージを用いる必要がないので、ソールプレートを設定するための作業時間の短縮も図ることができる。
【0013】
前記ジャッキボルトの上面は凸に湾曲し、前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であってもよい。
【0014】
前記支持ピースは、当該支持ピースにかかる荷重に比例して弾性変形し、前記支持ピースの側面には、当該支持ピースのひずみ量を測定するひずみゲージが接着され、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めてもよい。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【0015】
別な観点による本発明は、機器据付用のソールプレートの下面を支持する複数のジャッキボルトに作用する荷重を監視する荷重監視装置であって、ソールプレートと複数のジャッキボルトとの間に夫々挿置され、荷重に比例して弾性ひずみする複数の支持ピースと、支持ピースの側面に接着され、支持ピースのひずみ量を測定するひずみゲージと、各支持ピースのひずみ量から、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求める演算装置と、を有することを特徴としている。
【0016】
前記演算装置は、前記演算装置は、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めてもよい。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【0017】
また、前記ジャッキボルトの上面は凸に湾曲し、前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であってもよい。
【発明の効果】
【0018】
本発明によれば、ジャッキボルトにかかる荷重の測定結果に基づき各ジャッキボルトの高さを調整するので、作業者の熟練度に依存することなく、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収め、ソールプレートを高い精度で設定することができる。
【図面の簡単な説明】
【0019】
【図1】本実施の形態にかかる荷重測定装置の構成を示す概略図である。
【図2】支持ピースが荷重により変形した状態を示す側面図である。
【図3】本実施の形態にかかる設定工程のフロー図である。
【図4】本実施の形態にかかる調整工程のフロー図である。
【図5】他の実施の形態にかかるジャッキボルト及び支持ピース近傍の状態を示す説明図である。
【図6】従来のソールプレートの設定方法を示す説明図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態について説明する。図1は、本実施の形態にかかる荷重監視装置1の構成の概略を示す説明図である。
【0021】
荷重監視装置1は、支持ピース2と、支持ピース2の側面に接着されたひずみゲージ3と、ひずみゲージ3からの信号が入力される測定装置4とを有している。支持ピース2は機器を載置するためのソールプレート5と、ソールプレート5の下面を支持する複数のジャッキボルト6との間に夫々挿置されている。なお、図1においては説明の都合上、ソールプレート5が3本のジャッキボルトにより3点で支持されている状態を描図している。支持ピース2は、所定の縦弾性係数を有する鋼材を円柱状に加工することにより形成されている。したがって、例えば支持ピース2に荷重がかかると、支持ピース2は図2に示すように、荷重と縦弾性係数に応じて支持ピース2の長さLに対してΔLだけ変形する。そして、支持ピース2が変形した際のひずみ量ΔLがひずみゲージ3により測定され、ひずみゲージ3と測定装置4とを接続する配線7を介して測定装置4に入力される。なお、ひずみ量ΔLを正確に測定するために、支持ピース2の外周が、平面視においてジャッキボルト6の上面よりも内側になるように形成されている。また、支持ピース2の外周がジャッキボルト6の上面よりも内側になるように形成されていれば、支持ピース2の形状は例えば角柱状であってもよい。
【0022】
支持ピース2の上面と下面は、ソールプレート5の下面及び平坦状のジャッキボルト6の上面と夫々隙間なく接触することができるように、平坦状に機械加工されている。ジャッキボルト6は支持ナット10に螺合されており、支持ナット10は基礎コンクリート11上に無収縮モルタル12を介して設置された平板ライナー13の上面に載置されている。
【0023】
測定装置4は、ひずみゲージ3により測定された、支持ピース2に荷重がかかった際の支持ピース2のひずみ量ΔLを、各ジャッキボルト6に作用する荷重に換算するとともに、各ジャッキボルト間の荷重のばらつきを所定の範囲内に収めるたに必要となる各ジャッキボルトの調整高さを計算により求める演算装置20と、演算装置20による換算結果及び計算結果を表示する表示部21と、後述する入力部22を有している。
【0024】
演算装置20には、支持ピース2にかかる荷重による支持ピース2のひずみ量をジャッキボルト6に作用する荷重に換算するための下記式(2)、及びジャッキボルト6間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルト6の必要調整高さを計算するための下記式(5)が予め記憶されている。
【0025】
下記式(2)について説明する。縦弾性係数eの物質に、応力pが作用する場合、その物質のひずみdは一般的に下記式(1)により表される。
d=p/e・・・式(1)
したがって、支持ピース2にかかる荷重Sは、ひずみゲージ3により測定された支持ピース2のひずみ量ΔLと上記式(1)から、下記式(2)のように表わされる。
S=(ΔL/L)×E×A・・・式(2)
但し、Eは支持ピース2の縦弾性係数、Aは支持ピース2の断面積であり、これらの値、及び支持ピース2の高さLは、入力部22を介して予め演算装置20に入力されている。また、上記式(2)の計算結果は、表示部21にて常時連続監視が可能となっている。なお、各ジャッキボルト6にかかる荷重Sは、厳密には各支持ピース2にかかる荷重Sに支持ピース2自身の重量による荷重を加えたものに等しいが、支持ピース2自身の重量はソールプレート5に載置される機器の重量と比較すると十分に小さい。したがって、ジャッキボルト6にかかる荷重は、支持ピース2自身の重量を無視することで、上記式(2)から求まる支持ピース2にかかる荷重Sとして求めることができる。
【0026】
次に下記式(5)について説明する。重量Wをn本のジャッキボルト6を用いて支持する場合、各ジャッキボルト6にかかる荷重Si(iは1〜nの整数)が全て等しいとすると、ジャッキボルト6一本あたりにかかる荷重はW/nとなる。一方、各ジャッキボルト6にかかる荷重SiがW/nと等しくない場合、荷重SiとW/nとの偏差ΔSiは、上記式(2)より、下記式(3)のように表される。
ΔSi=(Xi/L)×E×A・・・式(3)
但し、Xiは荷重ΔSiによる支持ピース2のひずみ量である。
【0027】
ここで、各ジャッキボルト6にかかる荷重SiをW/nと等しくするということは、下記式(4)においてΔSiを零にする、すなわちXiの分だけ各ジャッキボルト6の高さを調整して、Xiの値を零にすることに他ならない。
Si+ΔSi=W/n・・・式(4)
したがって、上記式(3)及び上記式(4)より、Xiを求めると、Xiは下記式(5)のように表される。
Xi=(WL/nEA)−ΔLi・・・式(5)
なお、ジャッキボルト6の必要調整高さの方向は、Xiの値の正負により判断される。具体的には、Xiの値が正の場合は、荷重Siが基準値であるW/nより小さいことを意味し、Xiの値が負の場合はその逆を表わしているので、例えばXiの値が正の場合は、ジャッキボルト6を上方に持ち上げるように回転させ、Xiの値が負の場合は、その逆に回転させればよい。
【0028】
次に、以上のように構成された荷重測定装置1を用いたソールプレート5の設定作業について説明する。作業は大きく分けて、ジャッキボルト6の上面にソールプレート5を設定する設定工程と、ソールプレート上に回転機30を載置した後に、再度ジャッキボルト6の高さを調整する調整工程とからなる。
【0029】
図3に設定工程のフロー図を示す。設定工程では、先ず基礎コンクリート11の上面に、無収縮モルタル12を介して平板ライナー13を設置する(工程Q1)。次いで、平板ライナー13の上面に支持ナット10を載置し、支持ナット10にジャッキボルト6を螺合する(工程Q2)。そして、各ジャッキボルト6の高さをそろえた後、各ジャッキボルト6の上面に、各支持ピース2を載置する(工程Q3)。その後、各支持ピース2の側面に夫々ひずみゲージ3を接着し、ひずみゲージ3と測定装置4とを配線7で接続し(工程Q4)、最後に支持ピース2の上面にソールプレート5を載置する(工程Q5)。この時点で、一旦ソールプレート5の水平度を、例えば水準器により測定し、水平度が所定の範囲内に収まっていなければ、ソールプレート5の水平度が所定の範囲に収まるまで、ジャッキボルト6の高さの調整を行う(工程Q6)。そして、ソールプレート5の水平度が調整された状態で、ソールプレート5の荷重による支持ピース2のひずみ量ΔLiがひずみゲージ3により測定される(工程Q7)。これにより、ひずみゲージ3からの信号と、予め入力部22を介して演算装置20に入力されたソールプレートの重量Wや支持ピース2の縦弾性係数E等の数値とに基づいて、演算装置20で各ジャッキボルト6にかかる荷重Si及び、各ジャッキボルト6の必要調整高さXiが計算され、その計算結果が表示部21に夫々表示される(工程Q8)。なお、表示部21には、ジャッキボルト6にかかる荷重Siと各ジャッキボルト6の必要調整高さXiの他に、荷重の基準値であるW/nと荷重Siとの偏差、すなわちΔSiも併せて表示される。
【0030】
表示部21に表示された計算結果を確認し、荷重Siが所定の範囲内に収まっていない場合は、作業員は表示部21に表示された必要調整高さXiとジャッキボルト6のねじ山のピッチとから、ジャッキボルト6の高さをXi変化させるためのジャッキボルト6の回転数を求める。そして、作業員はその回転数だけ各ジャッキボルト6を回転させ、ジャッキボルト6の高さを調整する(工程Q9)。この際、ジャッキボルト6の調整量はXiだけなので、ソールプレート5の水平度は、工程Q6において調整された水平度から変化していない。そして、この作業を全てのソールプレート5に対して実施すれば、設定工程の全ての作業が完了する。なお、表示部21には、必要調整高さXiのほかに、必要調整高さXiを下記式(6)によりジャッキボルト6の必要回転数Yiに換算した結果を表示してもよい。
Yi=2πXi/M・・・式(6)
但し、Mはジャッキボルト6のねじ山のピッチである。
【0031】
次に調整工程について、図4に示すフロー図とともに説明する。調整工程では、設定工程で設定されたソールプレート5の上面に、回転機器30を図示しないクレーンにより載置する(工程R1)。次に、回転機器30の、例えば回転軸や軸受箱の水平度を確認し、回転機器30の水平度が所定の範囲に収まっていない場合は、ジャッキボルト6の高さを再度調整する(工程R2)。水平度の調整が終了した時点で、表示部21に表示される各ジャッキボルト6の荷重Siを確認し、ジャッキボルト6の再調整の要否を判断する(工程R3)。なお、この場合、当然ながらSiの値は回転機器30の重量による荷重を含んだ値となっている。そして、再調整が必要な場合は、表示部21に表示された必要調整高さXiに基づき、作業員がジャッキボルト6を回転させて高さを調整し(工程R4)、ソールプレートの設定作業にかかる設定工程と調整工程が全て完了する。
【0032】
そして、設定工程及び調整工程の全ての作業が完了した後は、予め基礎コンクリート11に埋設されている図示しない基礎ボルトにより回転機器30のケーシングを固定するとともに、配線7を撤去し、ソールプレート5の下面にグラウト材を流し込む。これにより、回転機30の据付作業が全て完了する。なお、この際、支持ピース2及びひずみゲージ3はジャッキボルト6と共にグラウト内に埋め込まれる。
【0033】
以上の実施の形態によれば、支持ピース2のひずみ量の測定結果から、ジャッキボルト6の必要調整高さ及び調整方向を瞬時に把握することができる。したがって、作業者の熟練度に依存することなく、各ジャッキボルト6間の荷重のばらつきを容易に所定の範囲内に収め、ソールプレート5を高い精度で設定することができる。これにより、一部のジャッキボルト6に荷重が集中したり、ジャッキボルト6とソールプレート5の間に隙間が空いたままの状態でグラウト材が流し込まれたりすることを防止できる。また、隙間ゲージや、目視により各ジャッキボルト6とソールプレート5が適切に当接しているかどうかを判断する必要がないので、ソールプレート5を設定するための作業時間の短縮も図ることができる。
【0034】
以上の実施の形態においては、ジャッキボルト6の上面は平坦状であったが、例えば図5に示すように、上面がソールプレート5に対して凸に湾曲した形状のジャッキボルト40と、下面側に前記ジャッキボルト6の凸形状に対応した窪みが形成されジャッキボルト6と摺動自在な支持ピース41を用いてもよい。このようなジャッキボルト40と支持ピース41を用いれば、例えば平板ライナー6が水平に設置されず、その上方のジャッキボルト6が図5に破線で示すように傾いて設置された場合でも、支持ピース41がソールプレート5の下面に追従して傾斜する。このため、支持ピース41とソールプレート5との面接触が確保され、支持ピース41とソールプレート5とが片当たりすることを防止できる。また、ジャッキボルト6が傾いて設置されていても支障がないため、平板ライナー6の設置時に、水平度を厳密に調整する必要がない。このため、このようなジャッキボルト40と支持ピース41を用いれば、ソールプレート5の設定作業に費やす時間をさらに短縮できる。
【産業上の利用可能性】
【0035】
本発明は、機器据付用のソールプレートを設定する際に有用である。
【符号の説明】
【0036】
1 荷重監視装置
2 支持ピース
3 ひずみゲージ
4 測定装置
5 ソールプレート
6 ジャッキボルト
7 配線
10 支持ナット
11 基礎コンクリート
12 無収縮モルタル
13 平板ライナー
20 演算装置
21 表示部
22 入力部
30 回転機器
40 ジャッキボルト
41 支持ピース
【特許請求の範囲】
【請求項1】
機器据付用のソールプレートの設定方法であって、
前記ソールプレートの下面を支持する複数のジャッキボルトと、前記ソールプレートとの間に支持ピースを挿入し、
前記支持ピースのひずみ量の測定結果に基づき、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求め、
前記必要調整高さに基づき、ジャッキボルトの高さを調整することを特徴とする、ソールプレートの設定方法。
【請求項2】
前記ジャッキボルトの上面は凸に湾曲し、
前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であることを特徴とする、請求項1に記載のソールプレートの設定方法。
【請求項3】
前記支持ピースは、当該支持ピースにかかる荷重に比例して弾性変形し、
前記支持ピースの側面には、当該支持ピースのひずみ量を測定するひずみゲージが接着され、
前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めることを特徴とする、請求項1または2のいずれかに記載のソールプレート設定方法。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【請求項4】
機器据付用のソールプレートの下面を支持する複数のジャッキボルトに作用する荷重を監視する荷重監視装置であって、
ソールプレートと複数のジャッキボルトとの間に夫々挿置され、荷重に比例して弾性変形する複数の支持ピースと、
支持ピースの側面に接着され、支持ピースのひずみ量を測定するひずみゲージと、
各支持ピースのひずみ量から、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求める演算装置と、を有することを特徴とする、荷重監視装置。
【請求項5】
前記演算装置は、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めることを特徴とする、請求項4に記載の荷重監視装置。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【請求項6】
前記ジャッキボルトの上面は凸に湾曲し、
前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であることを特徴とする、請求項4または5のいずれかに記載の荷重監視装置。
【請求項1】
機器据付用のソールプレートの設定方法であって、
前記ソールプレートの下面を支持する複数のジャッキボルトと、前記ソールプレートとの間に支持ピースを挿入し、
前記支持ピースのひずみ量の測定結果に基づき、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求め、
前記必要調整高さに基づき、ジャッキボルトの高さを調整することを特徴とする、ソールプレートの設定方法。
【請求項2】
前記ジャッキボルトの上面は凸に湾曲し、
前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であることを特徴とする、請求項1に記載のソールプレートの設定方法。
【請求項3】
前記支持ピースは、当該支持ピースにかかる荷重に比例して弾性変形し、
前記支持ピースの側面には、当該支持ピースのひずみ量を測定するひずみゲージが接着され、
前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めることを特徴とする、請求項1または2のいずれかに記載のソールプレート設定方法。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【請求項4】
機器据付用のソールプレートの下面を支持する複数のジャッキボルトに作用する荷重を監視する荷重監視装置であって、
ソールプレートと複数のジャッキボルトとの間に夫々挿置され、荷重に比例して弾性変形する複数の支持ピースと、
支持ピースの側面に接着され、支持ピースのひずみ量を測定するひずみゲージと、
各支持ピースのひずみ量から、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さを求める演算装置と、を有することを特徴とする、荷重監視装置。
【請求項5】
前記演算装置は、前記複数のジャッキボルト間の荷重のばらつきを所定の範囲内に収めるための各ジャッキボルトの必要調整高さXを、下記式により求めることを特徴とする、請求項4に記載の荷重監視装置。
X=(WL/nEA)−ΔL
但し、Lは前記支持ピースの高さ、ΔLは前記支持ピースのひずみ量、Eは前記支持ピースの縦弾性係数、Aは前記支持ピースの断面積、nはソールプレートを支持するジャッキボルトの本数、Wはソールプレートの重量、又はソールプレートとソールプレートの上面に載置される機器の重量の和である。
【請求項6】
前記ジャッキボルトの上面は凸に湾曲し、
前記支持ピースは、下面が前記ジャッキボルトの凸に湾曲する形状に対応して凹に窪み、上面が平坦状であることを特徴とする、請求項4または5のいずれかに記載の荷重監視装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−180022(P2010−180022A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−25321(P2009−25321)
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]