
タイヤキャッププライとして使用されるテープを作製するための装置および方法
タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープを作製するための装置および方法が使用される。テープは、複数のシングルエンドコードを溶液型のセメント中に浸漬することで作製される。ディップパンに入る前にコードを束ね、浸漬時に単一平面に固定されているようにする。溶剤およびエラストマー成分を含んだセメントを乾燥させることで、溶剤の大部分が蒸発するようにする。エラストマー成分が残ってコードを被覆し、これによってテープが形成される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープを作製するための装置および方法に関するものである。
【背景技術】
【0002】
タイヤ工業界は、長く、タイヤを補強するためのベルト付きタイヤ構造に少なからぬ関心を有してきた。タイヤ補強部の例としては、特許文献1(Kimble)に記載されたものがある。この補強部は、押出機を介し、所望の間隔を置いた関係となるように複数のコードを通すことによって形成されている。コードは多重浸漬操作(multiple dip operation)によってゴムラテックスで被覆され、単一のストリップを形成することができる。かかる補強構造は、ラジアルおよびバイアスプライ構造の双方において、より良い路面安定性(road stability)を与え、トレッド寿命を長くするという利点を提供し得る。しかしながら、かかる構造は、タイヤゴムに対する補強部の接着が不十分であるので、ベルトエッジが分離するという故障を被る。
【0003】
ラジアルタイヤベルトを包むキャッププライを用いることで、かかるベルトエッジ分離故障を最小限にする助けとすることが可能である。当初、キャッププライはオーバラップ接合部(overlap splice)をもつ全幅ストリップとして適用されていた。経験上、接合部はキュア過程で開放され得ることが示されている。加えて、キャッププライはベルト上に適用されるので、ベルトの伸長も制限される。さらに、この構造では、ベルト全体にわたって同じ幅の材料を適用しなければならない。これらの制限によって、1990年代には幅の狭いキャッププライテープが開発されていた。このテープはベルトのまわりにスパイラル状に巻かれている。かかるテープはゴム引きした布(fabric)をスリッティングすることで作製される。テープの幅は1インチ当たりのコード数に従い、これはタイヤ製造者によって様々である。かかるテープは、接合部がないことから、ワインディング張力を増進し得る。また、かかるテープをベルトエッジの部位の追加層に適用されることで、タイヤ性能を改善し得る。
【0004】
しかしながら、この方法は、いくつかのプロセス/工程、すなわち布を編む工程、つや出しゴムに対する良好な接着性を得るために布を処理する工程、ゴムを合わせる(compounding)工程、処理された布上をゴムで覆い、つや出しする工程、および当該ゴム引きされた布を特定の幅にスリッティングする工程を経ることが前提となる。これらは本質的にコストが高く、大きな労働力を要する手順である。スリッティング工程によってテープのエッジ上にはコードの切断部が現れ、エッジのほつれが生じ得る。結果として、かかる方法ではかなりの量の廃材が生じてしまう。さらに、そのように製造されたテープは、各ストリップにおいてシングルエンドコードの数が異なり得ることに起因して、均等なものとなり得ない。各工程でのエラーの生じやすさおよびこれに付随した変動により、タイヤ組み上げプロセスには過大な公差に対するアローワンスを要することになる。さらに、タイヤゴムに対する布の良好な接着性を確保するべくゴムを加えることで、タイヤ全体の重量が増してしまうことにもなる。
【0005】
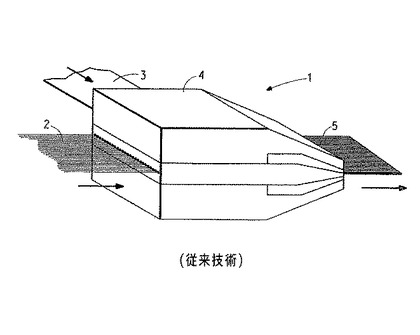
ゴム引きした布をスリッティングするプロセスには本質的な問題があることから、クロスヘッド押出機を用いてシングルエンドコードからキャッププライテープを調製するプロセスが開発されている。かかるプロセスは一般に「Steelastic(登録商標)プロセス」として知られており、これは図1に示されている。符号1で包括的に示されるSteelastic(登録商標)プロセスにおいては、複数のコード2およびゴム3がダイヘッド4内に搬入され、ここでコードがゴムに被覆されることで、タイヤゴムへの良好な接着性が付与されるようになっている。これにより、複数のゴム引きシングルエンドコードを具えたテープが形成される。ダイヘッドに搬入する前にコードをレソルシノール‐ホルムアルデヒド・ラテックス浸漬(resourcinol-formaldehyde latex dip)によって処理し、押出工程において導入されるゴムへの良好な接着性が確保されるようにしなければならない。
【0006】
Steelastic(登録商標)プロセスは、ゴム引きした布をスリッティングするプロセスに比して、均一性を改善する。不均一なスリッティングが行われる恐れがなく、従ってテープ内のシングルエンドコード数を正確に制御できるからである。さらにこのプロセスは、ゴム引きした布をスリッティングするプロセスに比して、廃材量が少ない。テープのエッジに切断コードが現れないからである。加えて、このSteelastic(登録商標)プロセスによれば1ロール当りの長さをより大とすることができる。しかしながら、このプロセスに用いられる押出機およびダイヘッドには多大の設備投資を要する。さらに、テープ自身が依然としてゴムを合せる工程と、タイヤゴムの化合物に対する良好な接着性を確保するための手段としてのゴムの付加/適用とを前提としているので、重量およびコストが増大する。加えて、Steelastic(登録商標)プロセスでは大気圧および大気温度より高い圧力および温度を要する。従って、タイヤ工業界においては、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープすなわちストリップを、従来技術よりも少ない設備投資および労働力で作製するための方法が要望されていた。さらに、より均一性の高いテープを無駄なく作製する方法も必要である。加えて、キャッププライとしてタイヤに適用するべく準備された、あるいはタイヤのカーカスにおいてブレーカおよび補強として使用可能となるパッケージ化テープすなわちストリップが製造されることが望ましい。
【0007】
【特許文献1】米国特許第3,720,569号明細書
【特許文献2】米国特許第3,311,691号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
本出願人は、セメント(cement)はゴムよりも流動性がよいこと、および、セメントはSteelastic(登録商標)プロセスにおいて用いられているゴムよりもシングルエンドコードの被覆性(encapsulating)に優れていることを認識した。加えて、本出願人は、加熱押出機内での適用を要するSteelastic(登録商標)プロセスにおけるゴムとな異なり、セメントは大気圧および大気温度での付与が可能であることを認識した。よって本発明は、Steelastic(登録商標)プロセスのような押出機の使用を必要としない方法を提供することで、従来技術に関連した問題を解決するものである。
【0009】
加えて、本発明は、布のスリッティング工程を含まないので、ゴム引き布スリッティングプロセスのような大きな労働力を要さない。加えて、カレンダーロールを必要としないので、ゴム引き布スリッティングプロセスのような設備投資が不要である。さらに、本発明方法はスリッティング工程を有さないのでエラーが生じることなく、よってストリップ毎にシングルエンドコードの数がばらつき得ることに起因して不均一となる恐れも実質的に排除される。また、本発明方法ではスリッティング工程がないことから、エッジのほつれが生じることなく、テープのエッジに切断コードが現れることもない。従って、本発明方法はゴム引き布スリッティングプロセスのよりも廃材量が少なくなる。さらに、ゴムに対する布の接着性を良好にするためにゴムを加える必要がないことから、タイヤの全重量を少なくすることも可能となる。
【課題を解決するための手段】
【0010】
そのために、本発明は、複数のシングルエンドコードからテープを作製するための装置および方法が提供される。この装置は、溶剤中に溶解させたエラストマー成分(elastomeric composition)を含んだ溶液型セメント(solvent-based cement)をシングルエンドコードに付与するためのディップパンを具える。この装置はまた、ディップパンに搬送する前にコードを束ねるための手段を具え、これによってコードは単一平面内にあるように束ねられる。ディップパンにおいては、浸漬が行われることでコードは単一平面をなして固定される。加えて、装置はセメントをキュアするための炉を具え、これによって溶剤の大部分が除去され、コードがエラストマー成分によって被覆されることでテープが形成される。
【0011】
さらに、本発明ではテープを作製するための方法が提供される。この方法は、セメントおよびエラストマー成分を含むディップ液中に複数のシングルエンドコードを浸漬する工程と、溶剤の大部分を蒸発させてセメントを硬化させることで、エラストマー成分に被覆されたシングルエンドコードを含んだテープを形成する工程と、を具える。
【発明を実施するための最良の形態】
【0012】
本発明では、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープすなわちストリップを作製するための装置および方法が提供される。図2〜図8を参照し、本発明装置の動作と関連させながら本発明方法を説明する。テープは複数のシングルエンドコードから作製される。「シングルエンドコード」とは、ロールにパッケージされた布ではなく、スプールにパッケージされてシングルエンドをもつよう処理されたコードを意味する。シングルエンドコードは、ドイツ国フルダのMehler Textile Industries、ジョージア州アトランタのDan River Inc.およびサウスカロライナ州グリーンビルのSouthern Weaving Companyなど、数多くの業者から市販されている。好適実施形態では、シングルエンドコードの数は10の倍数または12の倍数のいずれかであり、これは適用例に従う。キャッププライやカーカスの適用例についての1インチ当りのエンドの数はコード構造に従って異なり、特別な構造ではタイヤのタイプやタイヤの製造者に従うものとなる。
【0013】
本発明のコードとして有用な典型的な合成糸は、ナイロン6,6、ナイロン6またはそれらの共重合体類など、ポリアミドから作製される。あるいは、ポリエステル、アラミド繊維、レーヨン、ガラスまたはカーボンなどの糸であってもよい。本発明に使用して特に好適な糸はT−728であり、これは熱安定化させたナイロン66であって、デラウェア州ウィルミントンのDUSA Internationalにより市販されている。タイヤへの適用に必要な強度および耐久性を満たすために、糸は通常、安定化剤を含んだ高粘度ポリマーで調製され、高延伸比(draw ratio)をもって延伸されることで、強靭な(high tenacity)糸が生産される。これは特許文献2に開示されている。
【0014】
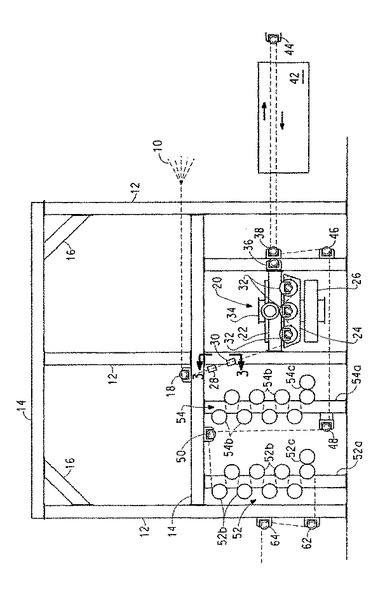
図2において符号10で包括的に示すシングルエンドコードは、本発明装置内に進入する。図を簡略化するために、符号10で示す単一のコードのみが示されている。本発明装置は、複数の鉛直方向の梁12と、一対の水平方向の梁14と、一組の支柱6とを有するフレームを具えている。コードはタイプ1のガイドロール18に送られるが、これはコードが搬送されるべき距離に応じて付加可能なものである。本発明装置は、図2において符号20で包括的に示す浸漬ステーションを具える。浸漬ステーション20はテークアウト部22と、ディップパン24と、これを昇降させるための機構26とを有する。
【0015】
また本発明装置は、ディップパンへの移送に先立ってコードを束ねるための手段を具えている。糸を束ねる手段は、図2および図3に示すように、第1櫛部28および第2櫛部30を有する。
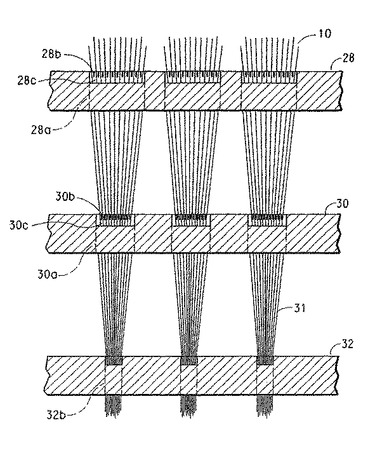
第1櫛部28はディップパンへの搬送に先立ってコードを束ねる。第2櫛部は第1櫛部とディップパンとの間に配置され、第1櫛部から出たコードをさらに束ねてからディップパンに搬送する。これらの櫛部は、その平面ないし正面図である図3にさらに詳細に示されている。図3に示すように、第1櫛部は複数の第1溝28aを有している。第1溝28aのそれぞれには、複数の第1歯部28bが設けられている。連続する歯部の間には第1スペース28cが形成されている。コードは第1スペースを通って第2櫛部に搬送される。図3に示すように、第2櫛部は複数の第2溝30aを有している。第2櫛部の第2溝のそれぞれには、複数の第2歯部30bが設けられている。連続する歯部の間には第2スペース30cが形成されている。コードは第2スペースを通ってディップパンに搬送される。それぞれの第2溝の幅はそれぞれの第1溝の幅よりも小さく、これによりディップパンへの移送過程でコードが束ねられて単一平面内に位置づけられるようになる。
【0016】
本発明の精神を逸脱することなく、上述した装置に変形を加え得ることは明らかである。例えば、コードを束ねるために複数の櫛部を用いる代わりに、ディップパンへの搬送に先立ってコードを束ねるための手段がガイドロールを具えているものとすることもできる。かかるガイドロールは、ロールの幅にわたって等間隔に配置された溝を有さないものとなる。その代わりに、溝が集団となり、コードがガイドロールを通って移送される際に、集団となった溝において束ねられるようにする。櫛部が使用されるにせよ、あるいはガイドロールが使用されるにせよ、いずれの場合であっても、本発明の収束手段は、コードを束ねて単一平面内に位置づけられるようにするとともに、まず行われるべきプレディップの完全性を確保するように設計される。図3においては、第2櫛部を出て束ねられた一組のコードが符号31で示されている。
【0017】
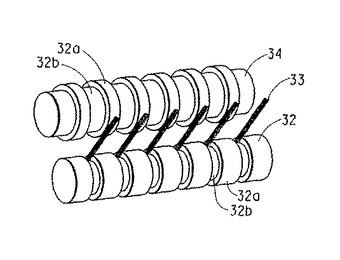
特に図2に示されているように、ディップパン22は複数の受容ロール32を具えている。ロール32はディップパンを通って進行するシングルエンドコードを保持し、ディップパン内にコードが確実に浸漬されるようにする。ロール32は、図4に示すような複数の山部32aと、図3および図4に示すような複数の溝すなわち谷部32bとを有する。束ねられたコードは受容ロールの溝32bに置かれる。中央のディップパンロール32の上にはプレスロール34が配置されている。プレスロール34は複数の山部34aおよび谷部34bを有する。図4に示されているように、山部34aは受容ロール32の谷部34b(→32b)に噛合する。プレスロールの山部の上および受容ロールの谷部の中にコードが置かれることで、ディップパンを通ってコードが搬送される際に、セメントがコード間のスペース内に押し込まれる。ディップ液が付与されることで、束ねられたコードは単一平面内に固定される。図4においては、ディップパンロールから出て溶液を含んだ(solvate)、すなわち湿ったテープが符号33で示されている。
【0018】
ここでも、本発明の範囲を逸脱することなく、使用される特定の器具には適宜の変形を施すことが可能である。例えば、ディップパンを通って搬送される際にコードに十分な張力が作用していれば、プレスロールを使用しなくてもよい。この場合、コードには十分な張力が付与されることで、ディップパンの受容ロールの谷部に保持されるようになっていなければならない。この場合には、コードのためにガイドロールやガラス棒などの適切な支持部を使用することができる。
【0019】
ディップパン内で使用されるディップ液は溶液型のセメントである。この溶液型のセメントは、トルエンなどの溶剤に溶解されたエラストマー成分を含んでいる。エラストマー成分としては、例えば天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、あるいはポリブタジエンとともにスチレン・ブタジエンを含んだ天然ゴムとすることができるが、しかしこれらに限定されるものではない。エラストマー成分におけるこれらの組成物には、エンドユーザの求めに応じて、補強剤(reinforcing agent)、活性剤(activator)および/または可塑剤(plasticizer)を混合することが可能である。セメントにおける溶剤の比率は、装置を通って走行するコードの速度に従って定められる。一般にその比率は10〜30%の範囲である。
【0020】
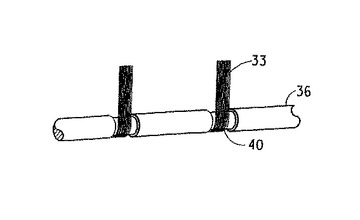
溶液を含んだ、すなわち湿ったテープは続いてタイプ2のガイドロール36、さらに他のタイプ2のガイドロール38に送出される。これは図2に示され、図5にさらに詳しく示されている。図5は本発明のタイプ2のガイドロールの一例をその一部を破断して示している。図5に示されるように、テープのガイドロールには複数の溝40が形成されている。これらの溝40は、溶液を含んだテープを受容する目的で、タイプ1のガイドロール18の溝のような、シングルエンドコードを受容する溝よりも幅が広いものとなっている。ディップパンを出た後にテープを案内するためにガイドロールを使用するのではなく、ディップパンの後のガイドロールのまわりにスリーブを用いることも可能である。ガイドロールあるいはスリーブの目的は、テープを整列した状態に保持し、図2に示したような装置から出てゆく際にうねりが生じないようにするためである。
【0021】
溶液を含んだ、すなわち湿ったテープは続いて炉42に送出され、ここを1回通過して他のタイプ2のガイドロール44に導かれ、さらに炉をもう1回通過する。炉内では、コードは単一平面に維持されていなければならない。これはコードの張力を維持することで行われ、テープの完全性を維持するのに必要である。溶剤およびエラストマー成分を含んだセメントは、炉内で乾燥する。この乾燥は一般に、ある期間約110℃とすることで生じる。その期間は、この温度下でコードすなわちテープが装置を通るよう駆動されるときの速度に従って定められる。乾燥によって、トルエンなどの溶剤の大部分を除去すなわち蒸発させることができる。残るものは単一平面に固定され、エラストマー成分により被覆されたコードであり、テープが形成される。これは図6において符号46で示されている。最終的な生成物には、テープの成分として少量の溶剤がいくらか残留している。この溶剤はテープ重量の0.0009〜5%を占め得る。
【0022】
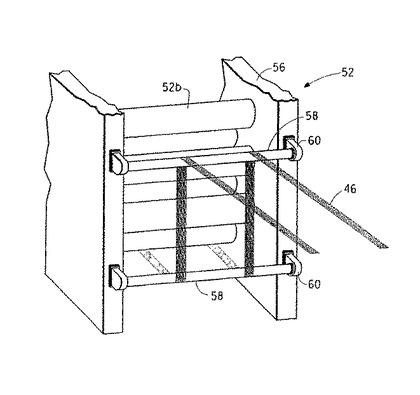
テープは炉からガイドロール38を介して戻され、一連のガイドロール46、48および50に導かれ、さらには、図2および図6において符号52で包括的に示される駆動ユニット52に導かれる。シャフト54aとロール54bおよび54cを具えた他の駆動ユニットが付加されていてもよい。これは駆動ユニット52が作動していないときにのみ用いられる。図2に示されるように、駆動ユニット52はシャフト52aとギア付きロール52bおよび52cとを具え、これによってテープが装置を通過するよう駆動される。図6に示すように、駆動ユニットはフレーム56内に支持されている。フレームは、装置を通って移動する際にテープを存在させるための支持バー58を有する。一対の支持部60間には支持ロールが保持される。
【0023】
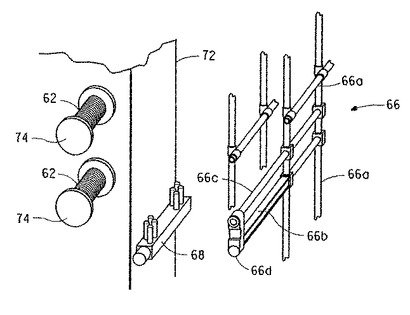
図6において符号62で示されるテープは、続いて一対のタイプ2のガイドローラ62および64に送られ、さらに図7に示すような付加的な櫛部68にテープを置くための機構66に導かれる。機構66は鉛直方向支持部66a、水平方向支持部66bを具えるとともに、ローラ66cを有している。バーおよびローラはともにエンドキャップ66dに保持されている。テープはローラ66cに巻き付けられた後、櫛部68に進行する。図7の櫛部は公知のシングルエンドコード処理において用いられている櫛部と同様であり、コードを分離状態に保持する。但し、図7に示される櫛部においては、テープを受容するために、公知のシングルエンド処理において用いられている櫛部よりも歯数が少なく、かつ歯間も広くなっている。続いて、テープは図8に示すような巻取機70に送られる。巻取機は図7に示すようなフレーム構造70に支持されている。巻取機の後に、テープはボビン74に送られ、ここに巻き付けられて保管される。図7には一対のボビンが示されている。
【0024】
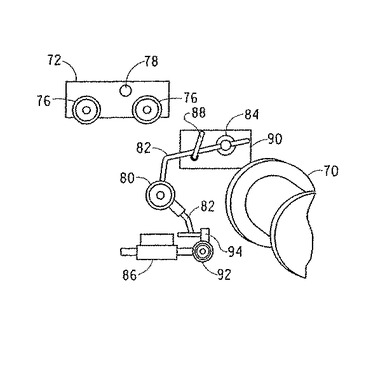
櫛部の後、テープは図8に示すようなガイドホイール76に送られる。ガイドホイールは締結部76によって巻取機のフレーム構造72上に保持されている。テープはガイドホイール76から他のガイドホイール80に送られる。シングルエンドコードを作製するための公知の装置においても同様のガイドホイールが見られるが、かかるガイドホイールはシングルエンドコードを受容するための谷部および山部を有している。これに対し、本発明の装置においては、双方のガイドホイール76および80の表面には谷部および山部が設けられておらず、むしろ滑らかなものとなってテープを受容する。かかるガイドホイールの使用は本発明においては付加的なものであり、テープを所定位置に留めるために使用される。テープがガイドホイール76からガイドホイール80に移動し、さらに最終的なパッケージ部(すなわちテープが巻かれた巻取機70)にまで移動する際、テープの張力はダンサーアーム82によって維持される。ダンサーアームの端部は上側枢軸点84および下側枢軸点86のまわりに軸支されている。ダンサーアームの移動は下側制限装置88により制限される。これは、ダンサーアームがボビンに衝突しないようにするものである。上側枢軸点84および下側制限装置88はプレート90によってフレーム構造に対して保持されている。プレート90は巻取機のフレーム構造に固定されている。テープはガイドロール92によってガイド94に案内され、ここを通ってテープは最終パッケージ部に位置するよう移送される。
【0025】
本発明では、個々のコードがセメント中に浸漬されるので、コードは従来技術におけるゴムよりも良好にセメントにアクセスできる。ゴムはセメントほど流動性がないからである。従って従来技術のプロセスと比べて、個々のコード、または布内のコードの被覆をより完全に行うことが可能となる。この結果本発明では、布スリッティングプロセスやSteelastic(登録商標)プロセスに比べ、より高品質のテープを製造できる。ゴムなどのエラストマー成分についての所望の被覆性を実現することは高温・高圧下で可能であったのに対し、本発明では、セメントを付与するようにしたことで、これら所望の被覆性を大気温度・大気圧下で実現することが可能となる。
【0026】
本発明のテープは、タイヤのプライとして使用するべく準備される。この応用例で使用される場合には、テープは直接タイヤに巻かれる。そしてテープのシングルエンドコードは、タイヤのキュアプロセスにおいてゴムに接着される。あるいは、上述したように、タイヤのカーカスにおけるブレーカおよび補強としてテープを使用することも可能である。本発明のテープは、概ね4分の1インチから8分の3インチの幅を有する。
【0027】
次の実施例を参照し、本発明をより詳しく説明する。但しこれは本発明を例示するものであって、その範囲を限定するものではない。
【実施例】
【0028】
DUSA International社が市販しているT−728のようなシングルエンドコードの複数から、図2の装置を用いてテープを作製することができる。コードをディップパンに送り、rfl浸漬を施すことができる。このディップ液は、水、水酸化ナトリウム(NaOH)または苛性ペレット類(caustic pellets)、レソルシノール・フレーク(resourcinol flake)およびホルムアルデヒドをタンクに加え、約6%の固形分を含有する溶液を作ることで作製可能である。溶液はほぼ30分混ぜ合わされる。続いてこの溶液を最低3時間程度(最低2時間、最高4時間)寝かせる。他のタンクにはラテックスを加える。次に水を水酸化アンモニウム(NH4OH)に混合し、ラテックスにゆっくりと加える。次に消泡剤を加えて溶液を作り、ゆっくりと混ぜ合わせることができる。この溶液は約35%の固形分を含有したものとすることができる。この溶液を第1のタンクからの溶液と混合することができる。この混合溶液を使用する前に、約30分混ぜ合わせることができる。コードは混合溶液中に約3秒間浸漬される。温度約226℃の炉内に100〜200秒間滞留させることで、ディップ液を乾燥させる。続いてコードは他の炉に送られる。ここでは165℃の温度でディップ液を乾燥させる。続いてコードをセメントディップパンに送る。セメントディップパン内のセメントは、トルエンなどの溶剤(85kg)と、天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、あるいはポリブタジエンおよびスチレン・ブタジエンを含んだ天然ゴムなどのエラストマー成分(15kg)との混合物とすることができる。これらのいずれに対しても、補強剤、活性剤および/または可塑剤を混合することが可能である。温度約110℃の炉内でセメントを乾燥させる。これによりトルエンは除去される。以上を経て、約2分の1インチ幅のテープを形成することが可能である。
【図面の簡単な説明】
【0029】
【図1】シングルエンドコードからタイヤ補強テープを作製するための従来技術であるSteelastic(登録商標)プロセスの部分を示す斜視図である。
【図2】シングルエンドコードからタイヤ補強テープを作製するための本発明のプロセスの部分を示す部分的正面図である。
【図3】図2の3−3線に沿って取った平面ないし側面の図であり、本発明のディップパンの前方に配置される一対の櫛部を示している。
【図4】本発明のプレスロールの斜視図である。
【図5】本発明の装置内にテープを案内するためのガイドロールの破断斜視図である。
【図6】図2の装置の最終駆動ユニットの斜視図である。
【図7】本発明のテープを巻取機に案内するための櫛部の斜視図である。
【図8】本発明の巻取機の立面図である。
【技術分野】
【0001】
本発明は、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープを作製するための装置および方法に関するものである。
【背景技術】
【0002】
タイヤ工業界は、長く、タイヤを補強するためのベルト付きタイヤ構造に少なからぬ関心を有してきた。タイヤ補強部の例としては、特許文献1(Kimble)に記載されたものがある。この補強部は、押出機を介し、所望の間隔を置いた関係となるように複数のコードを通すことによって形成されている。コードは多重浸漬操作(multiple dip operation)によってゴムラテックスで被覆され、単一のストリップを形成することができる。かかる補強構造は、ラジアルおよびバイアスプライ構造の双方において、より良い路面安定性(road stability)を与え、トレッド寿命を長くするという利点を提供し得る。しかしながら、かかる構造は、タイヤゴムに対する補強部の接着が不十分であるので、ベルトエッジが分離するという故障を被る。
【0003】
ラジアルタイヤベルトを包むキャッププライを用いることで、かかるベルトエッジ分離故障を最小限にする助けとすることが可能である。当初、キャッププライはオーバラップ接合部(overlap splice)をもつ全幅ストリップとして適用されていた。経験上、接合部はキュア過程で開放され得ることが示されている。加えて、キャッププライはベルト上に適用されるので、ベルトの伸長も制限される。さらに、この構造では、ベルト全体にわたって同じ幅の材料を適用しなければならない。これらの制限によって、1990年代には幅の狭いキャッププライテープが開発されていた。このテープはベルトのまわりにスパイラル状に巻かれている。かかるテープはゴム引きした布(fabric)をスリッティングすることで作製される。テープの幅は1インチ当たりのコード数に従い、これはタイヤ製造者によって様々である。かかるテープは、接合部がないことから、ワインディング張力を増進し得る。また、かかるテープをベルトエッジの部位の追加層に適用されることで、タイヤ性能を改善し得る。
【0004】
しかしながら、この方法は、いくつかのプロセス/工程、すなわち布を編む工程、つや出しゴムに対する良好な接着性を得るために布を処理する工程、ゴムを合わせる(compounding)工程、処理された布上をゴムで覆い、つや出しする工程、および当該ゴム引きされた布を特定の幅にスリッティングする工程を経ることが前提となる。これらは本質的にコストが高く、大きな労働力を要する手順である。スリッティング工程によってテープのエッジ上にはコードの切断部が現れ、エッジのほつれが生じ得る。結果として、かかる方法ではかなりの量の廃材が生じてしまう。さらに、そのように製造されたテープは、各ストリップにおいてシングルエンドコードの数が異なり得ることに起因して、均等なものとなり得ない。各工程でのエラーの生じやすさおよびこれに付随した変動により、タイヤ組み上げプロセスには過大な公差に対するアローワンスを要することになる。さらに、タイヤゴムに対する布の良好な接着性を確保するべくゴムを加えることで、タイヤ全体の重量が増してしまうことにもなる。
【0005】
ゴム引きした布をスリッティングするプロセスには本質的な問題があることから、クロスヘッド押出機を用いてシングルエンドコードからキャッププライテープを調製するプロセスが開発されている。かかるプロセスは一般に「Steelastic(登録商標)プロセス」として知られており、これは図1に示されている。符号1で包括的に示されるSteelastic(登録商標)プロセスにおいては、複数のコード2およびゴム3がダイヘッド4内に搬入され、ここでコードがゴムに被覆されることで、タイヤゴムへの良好な接着性が付与されるようになっている。これにより、複数のゴム引きシングルエンドコードを具えたテープが形成される。ダイヘッドに搬入する前にコードをレソルシノール‐ホルムアルデヒド・ラテックス浸漬(resourcinol-formaldehyde latex dip)によって処理し、押出工程において導入されるゴムへの良好な接着性が確保されるようにしなければならない。
【0006】
Steelastic(登録商標)プロセスは、ゴム引きした布をスリッティングするプロセスに比して、均一性を改善する。不均一なスリッティングが行われる恐れがなく、従ってテープ内のシングルエンドコード数を正確に制御できるからである。さらにこのプロセスは、ゴム引きした布をスリッティングするプロセスに比して、廃材量が少ない。テープのエッジに切断コードが現れないからである。加えて、このSteelastic(登録商標)プロセスによれば1ロール当りの長さをより大とすることができる。しかしながら、このプロセスに用いられる押出機およびダイヘッドには多大の設備投資を要する。さらに、テープ自身が依然としてゴムを合せる工程と、タイヤゴムの化合物に対する良好な接着性を確保するための手段としてのゴムの付加/適用とを前提としているので、重量およびコストが増大する。加えて、Steelastic(登録商標)プロセスでは大気圧および大気温度より高い圧力および温度を要する。従って、タイヤ工業界においては、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープすなわちストリップを、従来技術よりも少ない設備投資および労働力で作製するための方法が要望されていた。さらに、より均一性の高いテープを無駄なく作製する方法も必要である。加えて、キャッププライとしてタイヤに適用するべく準備された、あるいはタイヤのカーカスにおいてブレーカおよび補強として使用可能となるパッケージ化テープすなわちストリップが製造されることが望ましい。
【0007】
【特許文献1】米国特許第3,720,569号明細書
【特許文献2】米国特許第3,311,691号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
本出願人は、セメント(cement)はゴムよりも流動性がよいこと、および、セメントはSteelastic(登録商標)プロセスにおいて用いられているゴムよりもシングルエンドコードの被覆性(encapsulating)に優れていることを認識した。加えて、本出願人は、加熱押出機内での適用を要するSteelastic(登録商標)プロセスにおけるゴムとな異なり、セメントは大気圧および大気温度での付与が可能であることを認識した。よって本発明は、Steelastic(登録商標)プロセスのような押出機の使用を必要としない方法を提供することで、従来技術に関連した問題を解決するものである。
【0009】
加えて、本発明は、布のスリッティング工程を含まないので、ゴム引き布スリッティングプロセスのような大きな労働力を要さない。加えて、カレンダーロールを必要としないので、ゴム引き布スリッティングプロセスのような設備投資が不要である。さらに、本発明方法はスリッティング工程を有さないのでエラーが生じることなく、よってストリップ毎にシングルエンドコードの数がばらつき得ることに起因して不均一となる恐れも実質的に排除される。また、本発明方法ではスリッティング工程がないことから、エッジのほつれが生じることなく、テープのエッジに切断コードが現れることもない。従って、本発明方法はゴム引き布スリッティングプロセスのよりも廃材量が少なくなる。さらに、ゴムに対する布の接着性を良好にするためにゴムを加える必要がないことから、タイヤの全重量を少なくすることも可能となる。
【課題を解決するための手段】
【0010】
そのために、本発明は、複数のシングルエンドコードからテープを作製するための装置および方法が提供される。この装置は、溶剤中に溶解させたエラストマー成分(elastomeric composition)を含んだ溶液型セメント(solvent-based cement)をシングルエンドコードに付与するためのディップパンを具える。この装置はまた、ディップパンに搬送する前にコードを束ねるための手段を具え、これによってコードは単一平面内にあるように束ねられる。ディップパンにおいては、浸漬が行われることでコードは単一平面をなして固定される。加えて、装置はセメントをキュアするための炉を具え、これによって溶剤の大部分が除去され、コードがエラストマー成分によって被覆されることでテープが形成される。
【0011】
さらに、本発明ではテープを作製するための方法が提供される。この方法は、セメントおよびエラストマー成分を含むディップ液中に複数のシングルエンドコードを浸漬する工程と、溶剤の大部分を蒸発させてセメントを硬化させることで、エラストマー成分に被覆されたシングルエンドコードを含んだテープを形成する工程と、を具える。
【発明を実施するための最良の形態】
【0012】
本発明では、タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープすなわちストリップを作製するための装置および方法が提供される。図2〜図8を参照し、本発明装置の動作と関連させながら本発明方法を説明する。テープは複数のシングルエンドコードから作製される。「シングルエンドコード」とは、ロールにパッケージされた布ではなく、スプールにパッケージされてシングルエンドをもつよう処理されたコードを意味する。シングルエンドコードは、ドイツ国フルダのMehler Textile Industries、ジョージア州アトランタのDan River Inc.およびサウスカロライナ州グリーンビルのSouthern Weaving Companyなど、数多くの業者から市販されている。好適実施形態では、シングルエンドコードの数は10の倍数または12の倍数のいずれかであり、これは適用例に従う。キャッププライやカーカスの適用例についての1インチ当りのエンドの数はコード構造に従って異なり、特別な構造ではタイヤのタイプやタイヤの製造者に従うものとなる。
【0013】
本発明のコードとして有用な典型的な合成糸は、ナイロン6,6、ナイロン6またはそれらの共重合体類など、ポリアミドから作製される。あるいは、ポリエステル、アラミド繊維、レーヨン、ガラスまたはカーボンなどの糸であってもよい。本発明に使用して特に好適な糸はT−728であり、これは熱安定化させたナイロン66であって、デラウェア州ウィルミントンのDUSA Internationalにより市販されている。タイヤへの適用に必要な強度および耐久性を満たすために、糸は通常、安定化剤を含んだ高粘度ポリマーで調製され、高延伸比(draw ratio)をもって延伸されることで、強靭な(high tenacity)糸が生産される。これは特許文献2に開示されている。
【0014】
図2において符号10で包括的に示すシングルエンドコードは、本発明装置内に進入する。図を簡略化するために、符号10で示す単一のコードのみが示されている。本発明装置は、複数の鉛直方向の梁12と、一対の水平方向の梁14と、一組の支柱6とを有するフレームを具えている。コードはタイプ1のガイドロール18に送られるが、これはコードが搬送されるべき距離に応じて付加可能なものである。本発明装置は、図2において符号20で包括的に示す浸漬ステーションを具える。浸漬ステーション20はテークアウト部22と、ディップパン24と、これを昇降させるための機構26とを有する。
【0015】
また本発明装置は、ディップパンへの移送に先立ってコードを束ねるための手段を具えている。糸を束ねる手段は、図2および図3に示すように、第1櫛部28および第2櫛部30を有する。
第1櫛部28はディップパンへの搬送に先立ってコードを束ねる。第2櫛部は第1櫛部とディップパンとの間に配置され、第1櫛部から出たコードをさらに束ねてからディップパンに搬送する。これらの櫛部は、その平面ないし正面図である図3にさらに詳細に示されている。図3に示すように、第1櫛部は複数の第1溝28aを有している。第1溝28aのそれぞれには、複数の第1歯部28bが設けられている。連続する歯部の間には第1スペース28cが形成されている。コードは第1スペースを通って第2櫛部に搬送される。図3に示すように、第2櫛部は複数の第2溝30aを有している。第2櫛部の第2溝のそれぞれには、複数の第2歯部30bが設けられている。連続する歯部の間には第2スペース30cが形成されている。コードは第2スペースを通ってディップパンに搬送される。それぞれの第2溝の幅はそれぞれの第1溝の幅よりも小さく、これによりディップパンへの移送過程でコードが束ねられて単一平面内に位置づけられるようになる。
【0016】
本発明の精神を逸脱することなく、上述した装置に変形を加え得ることは明らかである。例えば、コードを束ねるために複数の櫛部を用いる代わりに、ディップパンへの搬送に先立ってコードを束ねるための手段がガイドロールを具えているものとすることもできる。かかるガイドロールは、ロールの幅にわたって等間隔に配置された溝を有さないものとなる。その代わりに、溝が集団となり、コードがガイドロールを通って移送される際に、集団となった溝において束ねられるようにする。櫛部が使用されるにせよ、あるいはガイドロールが使用されるにせよ、いずれの場合であっても、本発明の収束手段は、コードを束ねて単一平面内に位置づけられるようにするとともに、まず行われるべきプレディップの完全性を確保するように設計される。図3においては、第2櫛部を出て束ねられた一組のコードが符号31で示されている。
【0017】
特に図2に示されているように、ディップパン22は複数の受容ロール32を具えている。ロール32はディップパンを通って進行するシングルエンドコードを保持し、ディップパン内にコードが確実に浸漬されるようにする。ロール32は、図4に示すような複数の山部32aと、図3および図4に示すような複数の溝すなわち谷部32bとを有する。束ねられたコードは受容ロールの溝32bに置かれる。中央のディップパンロール32の上にはプレスロール34が配置されている。プレスロール34は複数の山部34aおよび谷部34bを有する。図4に示されているように、山部34aは受容ロール32の谷部34b(→32b)に噛合する。プレスロールの山部の上および受容ロールの谷部の中にコードが置かれることで、ディップパンを通ってコードが搬送される際に、セメントがコード間のスペース内に押し込まれる。ディップ液が付与されることで、束ねられたコードは単一平面内に固定される。図4においては、ディップパンロールから出て溶液を含んだ(solvate)、すなわち湿ったテープが符号33で示されている。
【0018】
ここでも、本発明の範囲を逸脱することなく、使用される特定の器具には適宜の変形を施すことが可能である。例えば、ディップパンを通って搬送される際にコードに十分な張力が作用していれば、プレスロールを使用しなくてもよい。この場合、コードには十分な張力が付与されることで、ディップパンの受容ロールの谷部に保持されるようになっていなければならない。この場合には、コードのためにガイドロールやガラス棒などの適切な支持部を使用することができる。
【0019】
ディップパン内で使用されるディップ液は溶液型のセメントである。この溶液型のセメントは、トルエンなどの溶剤に溶解されたエラストマー成分を含んでいる。エラストマー成分としては、例えば天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、あるいはポリブタジエンとともにスチレン・ブタジエンを含んだ天然ゴムとすることができるが、しかしこれらに限定されるものではない。エラストマー成分におけるこれらの組成物には、エンドユーザの求めに応じて、補強剤(reinforcing agent)、活性剤(activator)および/または可塑剤(plasticizer)を混合することが可能である。セメントにおける溶剤の比率は、装置を通って走行するコードの速度に従って定められる。一般にその比率は10〜30%の範囲である。
【0020】
溶液を含んだ、すなわち湿ったテープは続いてタイプ2のガイドロール36、さらに他のタイプ2のガイドロール38に送出される。これは図2に示され、図5にさらに詳しく示されている。図5は本発明のタイプ2のガイドロールの一例をその一部を破断して示している。図5に示されるように、テープのガイドロールには複数の溝40が形成されている。これらの溝40は、溶液を含んだテープを受容する目的で、タイプ1のガイドロール18の溝のような、シングルエンドコードを受容する溝よりも幅が広いものとなっている。ディップパンを出た後にテープを案内するためにガイドロールを使用するのではなく、ディップパンの後のガイドロールのまわりにスリーブを用いることも可能である。ガイドロールあるいはスリーブの目的は、テープを整列した状態に保持し、図2に示したような装置から出てゆく際にうねりが生じないようにするためである。
【0021】
溶液を含んだ、すなわち湿ったテープは続いて炉42に送出され、ここを1回通過して他のタイプ2のガイドロール44に導かれ、さらに炉をもう1回通過する。炉内では、コードは単一平面に維持されていなければならない。これはコードの張力を維持することで行われ、テープの完全性を維持するのに必要である。溶剤およびエラストマー成分を含んだセメントは、炉内で乾燥する。この乾燥は一般に、ある期間約110℃とすることで生じる。その期間は、この温度下でコードすなわちテープが装置を通るよう駆動されるときの速度に従って定められる。乾燥によって、トルエンなどの溶剤の大部分を除去すなわち蒸発させることができる。残るものは単一平面に固定され、エラストマー成分により被覆されたコードであり、テープが形成される。これは図6において符号46で示されている。最終的な生成物には、テープの成分として少量の溶剤がいくらか残留している。この溶剤はテープ重量の0.0009〜5%を占め得る。
【0022】
テープは炉からガイドロール38を介して戻され、一連のガイドロール46、48および50に導かれ、さらには、図2および図6において符号52で包括的に示される駆動ユニット52に導かれる。シャフト54aとロール54bおよび54cを具えた他の駆動ユニットが付加されていてもよい。これは駆動ユニット52が作動していないときにのみ用いられる。図2に示されるように、駆動ユニット52はシャフト52aとギア付きロール52bおよび52cとを具え、これによってテープが装置を通過するよう駆動される。図6に示すように、駆動ユニットはフレーム56内に支持されている。フレームは、装置を通って移動する際にテープを存在させるための支持バー58を有する。一対の支持部60間には支持ロールが保持される。
【0023】
図6において符号62で示されるテープは、続いて一対のタイプ2のガイドローラ62および64に送られ、さらに図7に示すような付加的な櫛部68にテープを置くための機構66に導かれる。機構66は鉛直方向支持部66a、水平方向支持部66bを具えるとともに、ローラ66cを有している。バーおよびローラはともにエンドキャップ66dに保持されている。テープはローラ66cに巻き付けられた後、櫛部68に進行する。図7の櫛部は公知のシングルエンドコード処理において用いられている櫛部と同様であり、コードを分離状態に保持する。但し、図7に示される櫛部においては、テープを受容するために、公知のシングルエンド処理において用いられている櫛部よりも歯数が少なく、かつ歯間も広くなっている。続いて、テープは図8に示すような巻取機70に送られる。巻取機は図7に示すようなフレーム構造70に支持されている。巻取機の後に、テープはボビン74に送られ、ここに巻き付けられて保管される。図7には一対のボビンが示されている。
【0024】
櫛部の後、テープは図8に示すようなガイドホイール76に送られる。ガイドホイールは締結部76によって巻取機のフレーム構造72上に保持されている。テープはガイドホイール76から他のガイドホイール80に送られる。シングルエンドコードを作製するための公知の装置においても同様のガイドホイールが見られるが、かかるガイドホイールはシングルエンドコードを受容するための谷部および山部を有している。これに対し、本発明の装置においては、双方のガイドホイール76および80の表面には谷部および山部が設けられておらず、むしろ滑らかなものとなってテープを受容する。かかるガイドホイールの使用は本発明においては付加的なものであり、テープを所定位置に留めるために使用される。テープがガイドホイール76からガイドホイール80に移動し、さらに最終的なパッケージ部(すなわちテープが巻かれた巻取機70)にまで移動する際、テープの張力はダンサーアーム82によって維持される。ダンサーアームの端部は上側枢軸点84および下側枢軸点86のまわりに軸支されている。ダンサーアームの移動は下側制限装置88により制限される。これは、ダンサーアームがボビンに衝突しないようにするものである。上側枢軸点84および下側制限装置88はプレート90によってフレーム構造に対して保持されている。プレート90は巻取機のフレーム構造に固定されている。テープはガイドロール92によってガイド94に案内され、ここを通ってテープは最終パッケージ部に位置するよう移送される。
【0025】
本発明では、個々のコードがセメント中に浸漬されるので、コードは従来技術におけるゴムよりも良好にセメントにアクセスできる。ゴムはセメントほど流動性がないからである。従って従来技術のプロセスと比べて、個々のコード、または布内のコードの被覆をより完全に行うことが可能となる。この結果本発明では、布スリッティングプロセスやSteelastic(登録商標)プロセスに比べ、より高品質のテープを製造できる。ゴムなどのエラストマー成分についての所望の被覆性を実現することは高温・高圧下で可能であったのに対し、本発明では、セメントを付与するようにしたことで、これら所望の被覆性を大気温度・大気圧下で実現することが可能となる。
【0026】
本発明のテープは、タイヤのプライとして使用するべく準備される。この応用例で使用される場合には、テープは直接タイヤに巻かれる。そしてテープのシングルエンドコードは、タイヤのキュアプロセスにおいてゴムに接着される。あるいは、上述したように、タイヤのカーカスにおけるブレーカおよび補強としてテープを使用することも可能である。本発明のテープは、概ね4分の1インチから8分の3インチの幅を有する。
【0027】
次の実施例を参照し、本発明をより詳しく説明する。但しこれは本発明を例示するものであって、その範囲を限定するものではない。
【実施例】
【0028】
DUSA International社が市販しているT−728のようなシングルエンドコードの複数から、図2の装置を用いてテープを作製することができる。コードをディップパンに送り、rfl浸漬を施すことができる。このディップ液は、水、水酸化ナトリウム(NaOH)または苛性ペレット類(caustic pellets)、レソルシノール・フレーク(resourcinol flake)およびホルムアルデヒドをタンクに加え、約6%の固形分を含有する溶液を作ることで作製可能である。溶液はほぼ30分混ぜ合わされる。続いてこの溶液を最低3時間程度(最低2時間、最高4時間)寝かせる。他のタンクにはラテックスを加える。次に水を水酸化アンモニウム(NH4OH)に混合し、ラテックスにゆっくりと加える。次に消泡剤を加えて溶液を作り、ゆっくりと混ぜ合わせることができる。この溶液は約35%の固形分を含有したものとすることができる。この溶液を第1のタンクからの溶液と混合することができる。この混合溶液を使用する前に、約30分混ぜ合わせることができる。コードは混合溶液中に約3秒間浸漬される。温度約226℃の炉内に100〜200秒間滞留させることで、ディップ液を乾燥させる。続いてコードは他の炉に送られる。ここでは165℃の温度でディップ液を乾燥させる。続いてコードをセメントディップパンに送る。セメントディップパン内のセメントは、トルエンなどの溶剤(85kg)と、天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、あるいはポリブタジエンおよびスチレン・ブタジエンを含んだ天然ゴムなどのエラストマー成分(15kg)との混合物とすることができる。これらのいずれに対しても、補強剤、活性剤および/または可塑剤を混合することが可能である。温度約110℃の炉内でセメントを乾燥させる。これによりトルエンは除去される。以上を経て、約2分の1インチ幅のテープを形成することが可能である。
【図面の簡単な説明】
【0029】
【図1】シングルエンドコードからタイヤ補強テープを作製するための従来技術であるSteelastic(登録商標)プロセスの部分を示す斜視図である。
【図2】シングルエンドコードからタイヤ補強テープを作製するための本発明のプロセスの部分を示す部分的正面図である。
【図3】図2の3−3線に沿って取った平面ないし側面の図であり、本発明のディップパンの前方に配置される一対の櫛部を示している。
【図4】本発明のプレスロールの斜視図である。
【図5】本発明の装置内にテープを案内するためのガイドロールの破断斜視図である。
【図6】図2の装置の最終駆動ユニットの斜視図である。
【図7】本発明のテープを巻取機に案内するための櫛部の斜視図である。
【図8】本発明の巻取機の立面図である。
【特許請求の範囲】
【請求項1】
複数のシングルエンドコードからキャッププライとして用いられるのに適したテープを製造するための装置であって、
a)前記シングルエンドコードにセメントを付与するためのディップパン、および
b)該ディップパンに前記コードを搬送するに先立って前記コードを束ねる手段を具え、
前記コードが束ねられ、単一平面内にあるような状態で前記ディップパンに浸漬されるようにしたことを特徴とする装置。
【請求項2】
前記コードを束ねる手段は、
i)前記ディップパンに前記コードを搬送するに先立って前記コードを束ねる第1櫛部、および
ii)該第1櫛部と前記ディップパンとの間に配置され、前記コードが前記第1櫛部を出てから前記ディップパンに搬送される前に、前記コードをさらに束ねる第2櫛部
を有することを特徴とする請求項1に記載の装置。
【請求項3】
前記第1櫛部は複数の第1溝を有し、該複数の第1溝のそれぞれには第1スペースを置いた複数の歯部が設けられることで、前記コードは前記第1スペースを通って前記第2櫛部に搬送され、前記第2櫛部は複数の第2溝を有し、該複数の第2溝のそれぞれには第2スペースを置いた複数の歯部が設けられることで、前記コードは前記第2スペースを通って前記ディップパンに搬送され、前記第2溝の各々の幅を前記第1溝の各々の幅より小とすることで、前記コードが前記第1溝から前記第2溝に搬送されるときにより束ねられるようにされていることを特徴とする請求項2に記載の装置。
【請求項4】
前記セメントを乾燥させるための炉をさらに具えたことを特徴とする請求項1に記載の装置。
【請求項5】
前記ディップパン内に配置されるとともに複数の歯部および谷部を有したディップパンロールと、該ディップパンロールの上にに配置されるとともに複数の歯部および谷部を有したプレスロールとをさらに具え、該プレスロールの歯部が前記ディップパンロールの谷部に噛合することで、前記シングルエンドコードの間隙に前記セメントが押し込まれるようにしたことを特徴とする請求項1に記載の装置。
【請求項6】
前記テープが前記ディップパンを出た後に該テープを案内するように適合した少なくとも1つのガイドロールであって、その外周に複数の溝が形成された当該第1のガイドロールと、外周に複数の溝が形成された第2のガイドロールとをさらに具え、該第2のガイドロールの溝が前記第1のガイドロールの溝より広い距離をおいて配置されていることを特徴とする請求項1に記載の装置。
【請求項7】
前記炉を前記テープが出た後、これを巻き取るための巻取機をさらに具え、該巻取機はシャフトを有し、該シャフトには、前記ディップパンを出た後のテープを受容するに十分な幅の谷部が設けられていることを特徴とする請求項1に記載の装置。
【請求項8】
前記ディップパンと前記巻取機との間に配置され、複数の歯部が設けられた第3櫛部をさらに具え、前記歯部は、前記コードが前記巻取機にあるときに前記コードを受容するに十分な距離をもって配置されていることを特徴とする請求項2に記載の装置。
【請求項9】
複数のシングルエンドコードからキャッププライとして用いられるのに適したテープを製造するための方法であって、
a)前記複数のシングルエンドコードを束ね、単一平面内にあるような状態としてディップパン内で搬送されるようにする工程、
b)前記ディップパン内で前記コードにディップ液を付与し、該ディップ液で前記コードが被覆されるようにする工程、および
c)前記ディップ液を乾燥させてテープを形成する工程
を具えたことを特徴とする方法。
【請求項10】
前記コードの間隙に前記ディップ液を押し込める工程をさらに具えたことを特徴とする請求項9に記載の方法。
【請求項11】
前記ディップ液は溶剤に溶解させたエラストマー成分を含むセメントであり、該セメントを乾燥させる工程をさらに具えることで、前記溶剤の大部分が蒸発して前記エラストマー成分が残り、これによって前記テープが形成されることを特徴とする請求項9に記載の方法。
【請求項12】
キャッププライとして用いられるのに適したテープを製造するための方法であって、
a)複数のシングルエンドコードを、溶液およびエラストマー成分を含む溶液ベースのセメントに浸漬する工程、
b)前記セメントを乾燥させて前記溶剤の大部分を蒸発させ、前記エラストマー成分を残すことで前記コードを被覆し、前記テープを形成する工程
を具えたことを特徴とする方法。
【請求項13】
請求項12に記載の方法によって作製されたテープ。
【請求項14】
前記溶剤が前記テープの重量の0.0009〜5%であることを特徴とする請求項13に記載のテープ。
【請求項15】
キャッププライとして用いられるのに適したテープであって、エラストマー成分および微量の溶剤で被覆された複数のシングルエンドコードを具えたテープ。
【請求項16】
前記溶剤が前記テープの重量の0.0009〜5%であることを特徴とする請求項15に記載のテープ。
【請求項17】
前記溶剤がトルエンであることを特徴とする請求項15に記載のテープ。
【請求項18】
前記エラストマー成分が、天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、およびポリブタジエンとともにスチレン・ブタジエンを含んだ天然ゴムからなるグループから選択されていることを特徴とする請求項15に記載のテープ。
【請求項1】
複数のシングルエンドコードからキャッププライとして用いられるのに適したテープを製造するための装置であって、
a)前記シングルエンドコードにセメントを付与するためのディップパン、および
b)該ディップパンに前記コードを搬送するに先立って前記コードを束ねる手段を具え、
前記コードが束ねられ、単一平面内にあるような状態で前記ディップパンに浸漬されるようにしたことを特徴とする装置。
【請求項2】
前記コードを束ねる手段は、
i)前記ディップパンに前記コードを搬送するに先立って前記コードを束ねる第1櫛部、および
ii)該第1櫛部と前記ディップパンとの間に配置され、前記コードが前記第1櫛部を出てから前記ディップパンに搬送される前に、前記コードをさらに束ねる第2櫛部
を有することを特徴とする請求項1に記載の装置。
【請求項3】
前記第1櫛部は複数の第1溝を有し、該複数の第1溝のそれぞれには第1スペースを置いた複数の歯部が設けられることで、前記コードは前記第1スペースを通って前記第2櫛部に搬送され、前記第2櫛部は複数の第2溝を有し、該複数の第2溝のそれぞれには第2スペースを置いた複数の歯部が設けられることで、前記コードは前記第2スペースを通って前記ディップパンに搬送され、前記第2溝の各々の幅を前記第1溝の各々の幅より小とすることで、前記コードが前記第1溝から前記第2溝に搬送されるときにより束ねられるようにされていることを特徴とする請求項2に記載の装置。
【請求項4】
前記セメントを乾燥させるための炉をさらに具えたことを特徴とする請求項1に記載の装置。
【請求項5】
前記ディップパン内に配置されるとともに複数の歯部および谷部を有したディップパンロールと、該ディップパンロールの上にに配置されるとともに複数の歯部および谷部を有したプレスロールとをさらに具え、該プレスロールの歯部が前記ディップパンロールの谷部に噛合することで、前記シングルエンドコードの間隙に前記セメントが押し込まれるようにしたことを特徴とする請求項1に記載の装置。
【請求項6】
前記テープが前記ディップパンを出た後に該テープを案内するように適合した少なくとも1つのガイドロールであって、その外周に複数の溝が形成された当該第1のガイドロールと、外周に複数の溝が形成された第2のガイドロールとをさらに具え、該第2のガイドロールの溝が前記第1のガイドロールの溝より広い距離をおいて配置されていることを特徴とする請求項1に記載の装置。
【請求項7】
前記炉を前記テープが出た後、これを巻き取るための巻取機をさらに具え、該巻取機はシャフトを有し、該シャフトには、前記ディップパンを出た後のテープを受容するに十分な幅の谷部が設けられていることを特徴とする請求項1に記載の装置。
【請求項8】
前記ディップパンと前記巻取機との間に配置され、複数の歯部が設けられた第3櫛部をさらに具え、前記歯部は、前記コードが前記巻取機にあるときに前記コードを受容するに十分な距離をもって配置されていることを特徴とする請求項2に記載の装置。
【請求項9】
複数のシングルエンドコードからキャッププライとして用いられるのに適したテープを製造するための方法であって、
a)前記複数のシングルエンドコードを束ね、単一平面内にあるような状態としてディップパン内で搬送されるようにする工程、
b)前記ディップパン内で前記コードにディップ液を付与し、該ディップ液で前記コードが被覆されるようにする工程、および
c)前記ディップ液を乾燥させてテープを形成する工程
を具えたことを特徴とする方法。
【請求項10】
前記コードの間隙に前記ディップ液を押し込める工程をさらに具えたことを特徴とする請求項9に記載の方法。
【請求項11】
前記ディップ液は溶剤に溶解させたエラストマー成分を含むセメントであり、該セメントを乾燥させる工程をさらに具えることで、前記溶剤の大部分が蒸発して前記エラストマー成分が残り、これによって前記テープが形成されることを特徴とする請求項9に記載の方法。
【請求項12】
キャッププライとして用いられるのに適したテープを製造するための方法であって、
a)複数のシングルエンドコードを、溶液およびエラストマー成分を含む溶液ベースのセメントに浸漬する工程、
b)前記セメントを乾燥させて前記溶剤の大部分を蒸発させ、前記エラストマー成分を残すことで前記コードを被覆し、前記テープを形成する工程
を具えたことを特徴とする方法。
【請求項13】
請求項12に記載の方法によって作製されたテープ。
【請求項14】
前記溶剤が前記テープの重量の0.0009〜5%であることを特徴とする請求項13に記載のテープ。
【請求項15】
キャッププライとして用いられるのに適したテープであって、エラストマー成分および微量の溶剤で被覆された複数のシングルエンドコードを具えたテープ。
【請求項16】
前記溶剤が前記テープの重量の0.0009〜5%であることを特徴とする請求項15に記載のテープ。
【請求項17】
前記溶剤がトルエンであることを特徴とする請求項15に記載のテープ。
【請求項18】
前記エラストマー成分が、天然ゴム、スチレン・ブタジエンを含んだ天然ゴム、およびポリブタジエンとともにスチレン・ブタジエンを含んだ天然ゴムからなるグループから選択されていることを特徴とする請求項15に記載のテープ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2007−504368(P2007−504368A)
【公表日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願番号】特願2006−524781(P2006−524781)
【出願日】平成16年8月24日(2004.8.24)
【国際出願番号】PCT/US2004/027399
【国際公開番号】WO2005/023531
【国際公開日】平成17年3月17日(2005.3.17)
【出願人】(506070431)コルジャ インコーポレイテッド (2)
【Fターム(参考)】
【公表日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願日】平成16年8月24日(2004.8.24)
【国際出願番号】PCT/US2004/027399
【国際公開番号】WO2005/023531
【国際公開日】平成17年3月17日(2005.3.17)
【出願人】(506070431)コルジャ インコーポレイテッド (2)
【Fターム(参考)】
[ Back to top ]