
タイヤ構成用ゴムシートの製造方法および製造装置
【課題】タイヤのショルダー部やプライのターンアップエンド部でのゴムの剥離問題を解決したタイヤ構成材としてのゴムシートの製造方法および製造装置を提供する。
【解決手段】送り出し装置から送り出された予め撚り合わされたスチールコードあるいは単線のフィラメントの1本を、折り曲げ装置により一平面上でジグザグ状に折り返して平面状のコード体を形成し、これをゴムシート製造装置にてシート状ゴム体に挟み込んでタイヤ構成用ゴムシート(短冊体)を製造する。
【解決手段】送り出し装置から送り出された予め撚り合わされたスチールコードあるいは単線のフィラメントの1本を、折り曲げ装置により一平面上でジグザグ状に折り返して平面状のコード体を形成し、これをゴムシート製造装置にてシート状ゴム体に挟み込んでタイヤ構成用ゴムシート(短冊体)を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイヤ構成材として使用するスチールコードを挟み込んだゴムシートの製造方法および製造装置に関する。
【背景技術】
【0002】
一般に、ラジアルタイヤは、長尺(数百メートル乃至数万メートル)の撚り合わされたスチールコードあるいは単線のフィラメント(以下「コード」と呼ぶ)を平行状に複数本(数百本)配列し、これを上下のシート状ゴム体に挟み込んで構成したカレンダーシートを、タイヤに貼り合わせる幅とバイアス角で裁断して短冊体を形成し、それらを貼り合わせてタイヤ原型をつくり、これを金型に入れて高温、高圧で加硫して製造される。
【0003】
上述の通り、従来のラジアルタイヤは、始めに長尺のカレンダーシートを製作し、これを必要な長さに裁断したものを貼り合わせてタイヤ原型をつくる製造方式であるため、大量生産に適し、製造コストの点で有利であるものの、次のような課題がある。
【発明の開示】
【発明が解決しようとする課題】
【0004】
すなわち、従来の製造方法により製造されたカレンダーシートは、メッキを施した素線(鋼線)からなるコードで構成されているが、カレンダーシートを所定の長さに切断すると、その切断端部では素線の鉄地が露出してしまう。この切断端部はメッキがないのでゴムとの接着が成されないという問題が発生する。
【0005】
タイヤには自動車の走行中、自動車の重量による歪みが負荷され、さらにコーナリング時にはタイヤのショルダー部やプライ層のターンアップエンド部に最大の負荷が作用するが、タイヤはこの部分に上記切断部分が位置する構造になっている。
しかも、近年タイヤの偏平化が進みタイヤ幅が広くなってきているが、タイヤ幅が広くなる程ショルダ部の歪みが大きくなり、上記未接着部分の存在がさらに問題視されるようになってきた。
【0006】
また、コードは走行時のタイヤの変形を抑える補強材としてタイヤに埋め込まれるものであるが、コードが切断されているため、補強材保有の剛性の効果が充分発揮されず、タイヤのコーナリングフォースを低下させるばかりか、変形によるトレッドの摩耗でタイヤの寿命を低下させる原因にもなっていた。
【0007】
さらに、従来の大量生産方式により製造されたタイヤは、画一的であるため、使用地や使用目的、使用者年齢層、環境問題などタイヤに対する要求が多様化しているのに対処できないという課題もある。
本発明は、このような課題を解決したタイヤ構造用ゴムシートの製造方法および製造装置を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明のタイヤ構造用ゴムシートの製造方法は、送り出し装置から送り出されたコードの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とからなることを特徴とする。
【0009】
また、本発明のタイヤ構造用ゴムシートの製造装置は、コード折り曲げ装置とゴムシート製造装置とからなり、上記コード折り曲げ装置が送り出し部と折り曲げ部と引き取り部とからなり、上記ゴムシート製造装置がコード引き揃え部とコード型付け部およびシート挟み込み部とからなることを特徴する。
【0010】
さらに、上記コード折曲げ装置が、送り出し部と折り曲げ部との間に吸収部、折り曲げ部の前後にそれぞれグリップ部を設けて構成されていることを特徴とする。
【0011】
従来のタイヤは長尺のカレンダーシートを必要な長さ、幅に裁断して形成された短冊体を貼り合わせてタイヤ原型をつくり製造されるが、本発明の製造装置で製造されたタイヤ構成用カレンダーシートは、それ自体が短冊体であって、裁断することなくそのまま貼り合わせてタイヤ原型をつくる。
本発明の短冊体に埋め込まれるコードの間隔やコードのバイアス角度、あるいはコード体の幅はタイヤの仕様によって決められるものである。
【発明の効果】
【0012】
本発明の製造装置で製造されたタイヤ構成用ゴムシート(以下、「ゴムシート」という)は、1本のコードを一平面上で所定の幅で、たとえばジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成し、これを上下のシート状ゴム体で挟み込んだ構成で、ゴムシート内でコードは連続していて切断されている箇所がない。よって、このゴムシートをそのまま貼り合わせてタイヤ原型をつくり、これを金型に入れて高温、高圧で加硫して製造されたタイヤは、ショルダー部やプライのターンアップ部で鉄地が露出することがなく、これらの箇所でのゴム未接着が防止できる。
また、タイヤの内部においてコードは連続しているから補強材保有の剛性の効果を充分発揮することができ、変形に対する耐力が大きくなって、タイヤのコーナリングフォースの低下が防止できるととともに、トレッドの摩耗が防止できてタイヤの寿命を向上させることができる。
【0013】
また、本発明の製造装置によれば、折り曲げ部の折り曲げ形状やコード体の幅は簡単に調節できるので、少品種の短冊体をコストアップすることなく製造でき、タイヤ仕様の多種化に対処でき、その結果タイヤの多品種、少量生産化にコストアップすることなく対応可能となって、1本毎に性能の異なったタイヤをオーダーメイド式に製造することが可能となる。
【0014】
なお、上記製造方法において、送り出し装置から送り出されたコードの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とは別工程、すなわちコード折り曲げ装置とゴムシート製造装置とを分離して、折り曲げて形成した平面状のコ−ド体を一旦リール等に巻き取り、別に設けたゴムシート製造装置において、このリールからコード体を繰り出してコード体をシ−ト状ゴム体で挟み込むようにしても良い。しかし、平面状で折り返されたコード体を巻き取ること、およびこれを絡み等無く繰り出すことは非常に難しく、上記の両工程を連続させる(一連の装置とする)方が製造上このましい。
【発明を実施するための最良の形態】
【0015】
以下、本発明の製造方法をその実施に適した装置の1例により説明する。
図1はコード折り曲げ装置の概略側面図、図2は図1のZ部の概略平面図、図3(a)、(c)はコード折り曲げ装置に取り付けるローラの平面断面図、(b)、(d)はその側面断面図、図4(a)、(b)は型付け用金具を示す模試斜視図、図5は送り出し装置の別の一例を示す斜視図、図6(a)、(b)、(c)は折り曲げ装置の突起を拡大した側面図、図7(a)、(b)は折り曲げ装置により折り曲げられたコードの折り曲げ部の平面図、図8はコード折り曲げ装置で不連続送り出し方式による製造装置の概略側面図、図9は折り曲げ装置の概略平面図、図10は図9の概略側面図、図11(a)はゴムシート製造装置のコード型付け部に設けたコンベアベルトの概略平面図、(b)は上面図、図12は折り曲げ加工されたコードがゴムシート製造工程において短冊体化された状態を仮想的に示す図である。
【0016】
本発明の製造装置は、図1に示すコード折り曲げ装置Aと図9に示すゴムシート製造装置Bとからなる。これら装置は連結されている。
【0017】
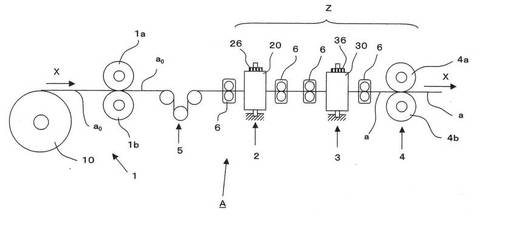
図1に示すコード折り曲げ装置Aは、送り出し部1と2組の折り曲げ部2、3と引き取り部4とからなり、送り出し部1と折り曲げ部2との間には吸収部5を、折り曲げ部2、3の前後にはそれぞれグリップ部6を設けて構成されている。折り曲げ部2、3は、図2に示すようにコードaの左右(図2の上下)に配設されている。
【0018】
送り出し部1はリール10と一対の送り出しローラ1a、1bとからなり、リール10に捲き取られたコードa0を送り出しローラ1a、1baで挟んでリール10からコードa0を引き出し下流側(矢印X方向)に送り出す。
【0019】
折り曲げ部2は、図2に示すように一対の型付けローラ20と型付けローラ30とからなり、折り曲げ部3もこれと同じ構造である。ただし、折り曲げ部2と折り曲げ部3とでは、型付けローラ20、30が互いに対向するように設けられている。
【0020】
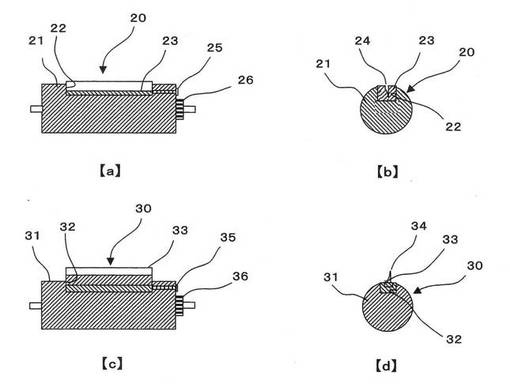
型付けローラ20は、図3(a)に平面断面図、(b)に側面断面図を示すように、ローラ軸21の表面上に溝22が形成され、この溝22に図4(a)に示すような凹部24を圧入した凹部型付け用金具23がはめ込まれ、ネジ25で固定された構造である。
型付けローラ30は、図3(c)に平面断面図、(d)に側面断面図を示すように、ローラ軸31の表面上に溝32が形成され、この溝32に図4(b)に示すような凸部34を圧入した凸部型付け用金具33が装着された構造である。
【0021】
凸部型付け用金具33の凸部34は上記凹部型付け金具23の凹部24に、ロール20、30の回転によって嵌まり込んでコードに型付けを行うので、回転に沿って凸部がスムーズに嵌まり込むように凸部型付け用金具33はローラ軸31にぶらぶら状態になるようにネジ35で取り付けられている。
【0022】
折り曲げ装置3もこれと同じ構成であるが、図2に示すように型付けローラ20とローラ30とが互いに対向する側に設けられている。
【0023】
なお、上記説明では型付けローラ20が凹部側で、型付けローラ30が凸部側であるが、逆であっても同じ効果が得られるのはいうまでもない。
そして、一対の型付けローラ20、30は連動して同速度で回転するように歯車26、36で連結されている。
【0024】
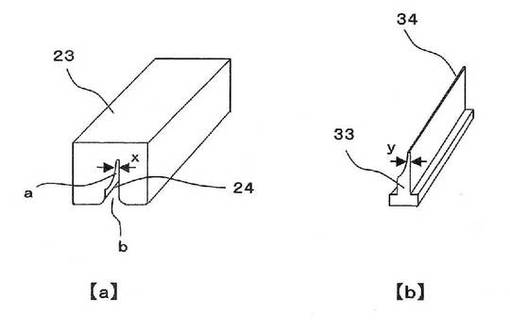
型付けローラ20に装着する凹部型付け用金具23に設けた凹部24は、図4(a)に示すように、型付け部aと案内部bとからなる。型付け部aの幅xは、凸部型付け用金具33の凸部34の幅をyとしコードの径をφとしたとき、x=y+2φに設定され、案内部bの幅は型付け部aの幅xよりも広く、かつテーパ状に広がり開口部(図4(a)における底面)で最大となるような形状に形成されている。
【0025】
凹部型付け用金具23の凹部24の深さは、凸部型付け用金具33の凸部34の高さとほぼ同じ程度であり、また型付け部aと案内部bの深さも同程度である。凹部24の底の形状は滑らかなR型が望ましい。
【0026】
図1および図2に示すように、送り出し装置1から繰り出されたコードa0は、折り曲げ装置2と折り曲げ装置3の型付けローラ20の凹部24と型付けローラ30の凸部34とに挟み込まれることにより型付けされる。
折り曲げ装置2と折り曲げ装置3の型付けローラ20と型付けローラ30は、凹部24と凸部34とが互いに対向する側に設けられているので、折り曲げられる方向は逆になり、全体として一平面上で山・谷の連続した、いわゆるジグザグ形状に形成された平面状のコード体a(図2参照)に形成される。
【0027】
型付けローラで折り曲げ加工を行う周期は、当該ゴムシートが使用されるタイヤの仕様によるコードの一端部から他端部までの長さの2倍の長さと一致する。タイヤ仕様の変更に伴うコードの一端部から他端部までの長さの変更は、折り曲げ装置2と折り曲げ装置3の距離が変えられる構造にしたり、コードの送りスピードを変えることで変更することができる。
【0028】
送り出し部1と折り曲げ部2との間に設ける吸収部5は、コードa0に折り曲げ加工を行う際の瞬間的なスピード変化を吸収するために設けるものである。また、折り曲げ部2、3の前後にそれぞれ設けたグリップ部6は、折り曲げ加工を行う際コードに捩れが入るのを防止するためのものである。
【0029】
図1に示す例では、折り曲げ部は2基であるが加工速度を上げるために数基(ただし偶数基)設けてもよい。
【0030】
また、リールなどからのコードa0の送り出しは不連続的であってもよいし、使用するコードa0の一端をチャッキングしチャッキング部を移動させる往復運動を繰り返す装置による方法であってもよい。
【0031】
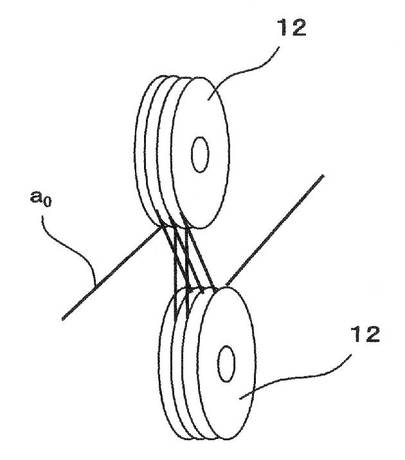
さらに、送り出し部1は図5に示すような一組の駆動キャプスタンローラ12、12を使用した形式であってもよい。ただし、このキャプスタンローラ形式の場合、送り出されたコードa0に張力を付与するため張力負荷装置(図省略)が折り曲げ後必要となる。
【0032】
図6は、図4に示す凸部34の断面形状例を示しており、(a)は図3のものと同じ段付き形状であり、この凸部34により折り曲げ加工をほどこすと、コードは図7(b)に示す形状に折り曲げられる。図6(b)のような鋭角形状突起の場合には、コードは図7(a)に示す形状に折り曲げられる。図6(c)のような対称形状突起の場合には、折り曲がり部はゆるやかな形状となる。
【0033】
図7においてコードの折り返し角度θは、凸部のとがり部の形状により決定される。θとしては180°±40°の範囲が望ましい。
【0034】
凸部型付け用金具33はローラ軸31の表面上の溝32にローラ軸31の円周方向にスキ間を設け、溝32にネジ35などでぶらぶら状態に取り付けられているから(図3(b)参照)、凹部型付け用金具23の凹部24と凸部型付け用金具33の凸部34とがハメ込みおよび離脱する際、凸部34は自由に角度変化できる。
【0035】
折り曲げ加工時、凹部24と凸部34との両部でコードaにしごきが与えられるから、凸部34の先端が凹部24の側面をしごくことになり、いずれの金具も固定しているとスムーズにハメ合いが解除しないか、あるいは局部的に金具が磨滅して寿命が極端に短くなるなどの現象が発生するが、ぶらぶら状態に取り付けられているから凸部34の凹部24に対するハメ合い角が変化する構成となって、より安定した大きい折り曲げ効果が得られる。
【0036】
引き取り部4は、一対の引き取りローラ4a、4bで構成され、この引き取りローラ4a、4bでコード体aを挟んで引き取るのであるが、折り曲げ部2、3で型付けされた折り曲げ形状が変形乃至消滅することがないよう回転方向はコード体aの平面に対して垂直方向である。
【0037】
以上は、コードa0が連続して一定速度で送り出される形態を例としたものであるが、送り出す速度を変え、かつ不連続的にコードa0が送り出される形態でもよい。この折り曲げ加工方法について図8にて説明する。
【0038】
基本の加工ラインは前述と同じであるが、送り出し部(図省略)は一定長さで停止する構成となっている。コードa0はこの停止期間で折り曲げ加工され、その後次のゴムシート製造工程へと送り出される。これを繰り返しながら全長加工する。
この1サイクルのコードa0の送り出し長さは、タイヤの仕様に基づくコードの一端部から他端部までの長さの2倍またはその倍数である。
【0039】
この折り曲げ加工方法は、複数基の捩れ防止ローラ41でコードa0の自転ができない状態に保持しておき、雌型型付け用金具42と雄型型付け金具43の2組を同時に、図8において上下方向から挟むように作動させて、コードa0に平面的な折り曲げ(ジグザグ形状)をおこなう。
【0040】
雌型型付け用金具42には凹部44が形成され、雄型型付け金具43には凹部44にピッタリと嵌入する形状の凸部45が形成されている。2組の雌型型付け用金具42と雄型型付け金具43は互いに対抗する位置に設けられて、これによってジグザグ状の折り曲げ加工が行われる。
【0041】
コード折り曲げ装置Aで折り曲げ加工されたコード体aは、引き取り部4で引き取られながらゴムシート製造装置Bに供給され、このコード体aがシート状ゴム体で挟み込まれてゴムシートが形成されるのであるが、次にそのゴムシート製造装置Bについて図9、図10を使って説明する。
【0042】
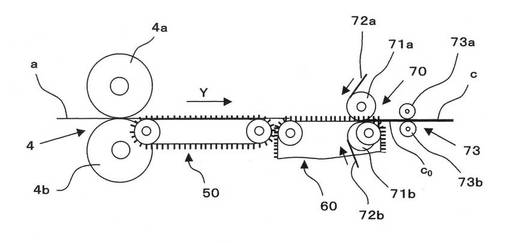
ゴムシート製造装置Bは、その概略平面図を図9に、概略側面図を図10に示すように、コード引き揃え部50とコード型付け部60およびシート挟み込み部70とからなる。
【0043】
コード引き揃え部50は、固定水平盤51と固定水平盤51の両側(図9における上下)に設けたモータ(図省略)に連結されて同一回転する1組のコンベアベルト52、52とからなる。このコンベアベルト52、52にはコード体aの各折り曲げ部Pに係合可能な多数のピン52aが立設されている。
【0044】
コンベアベルト52、52は、コード折り曲げ装置Aの出口側に設けた引き取り部4の引き取りローラ4a、4bによって固定水平盤51上に送り出されてきたコード体aが重なってしまうのを防止するためのもので、コンベアベルト52、52上のピン52aによってコード体aの折り曲げ部Pを引っ掛け、順次下流側(図9の矢印Y方向)にコード体aを移送する。
なお、上記固定水平盤51は板状でもよいし、張設された網でもよい。
【0045】
コード型付け部60は、1組みのコンベアベルト62a、62bを有し、各コンベアベルト62a、62bにはコマ63が立設されている。
【0046】
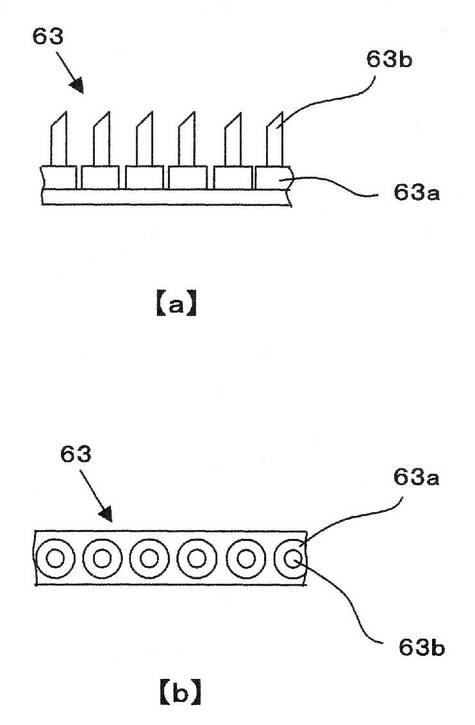
上記コマ63は、図11(a)に概略平面図、同(b)に概略上面図を示すように、変形可能な樹脂あるいはゴムなどの基材63aにピン63bが取り付けられている構造で、ピン63bはコードの折り曲げ形状に合わせた断面形状が円形形状や左右端に鋭角鈍角をなした長方形状である。
【0047】
コマ63の間隔は、このゴムシートが使用されるタイヤのコードのピッチと同等であり、コードの径、強度、柔軟性などにより、幅と同様に変更することができる構造である。
【0048】
この際、ピン63bがコンベアベルトによって下方からせり上がって来る位置(ピンが突出してくる位置)をコンベアベルト62aとコンベアベルト62bとで予めずらしておくか、あるいは移動速度に差を与える機構とすることでコードの埋め込み角を形成することができる。
【0049】
図9はコンベアベルト62a、62bに速度差を与えて、その速度差により角度を徐々に変化させるようにした例である。なお、この例の場合、コンベアベルト62aとコンベアベルト62bの間隔は、下流側に向かって狭くなるように設置する必要がある。
【0050】
コード型付け部に設ける1組のコンベアベルトを上流側の固定水平盤51に対して角度を持たせるように設置し、シート状ゴム体を固定水平盤51に平行方向に移動させてコード体aを挟みこむようにすれば、両コンベアベルトの間隔を下流側に狭くする必要がなく埋め込み角を形成させることができ、ピンが突出してくる位置をずらしたり、回転速度を異ならせる必要がなく機構を簡単にすることができる。
【0051】
シート挟み込み部は一対の圧延ローラ71a、71bと図示しないシート状ゴム体供給装置からなり、このシート状ゴム体供給装置から供給される1組のシート状ゴム体72a、72bの間にコード体aを圧延ローラ71a、71bの回転で挟み込み(図10参照)、ゴムシートc0を形成しながら下流側に送り出す。ゴムシートc0が形成された後、コンベアベルト62a、62bはゴムシートc0から離れる。
【0052】
この分離後にゴムシートc0内で挟まれたコード体aの並びが乱れないように一対のコード固定ローラ73a、73bからなるコード固定ローラ73を、圧延ローラ71a、71bの下流側に設けるのが好ましい。このコード固定用ローラ73で再度ゴムシートc0を押さえつけることによって安定したゴムシートcが得られる。
【0053】
上記ゴムシートcは、両側にコード体aの折り返し部Pが露出している。この露出部分に別のシート状ゴム体を貼り合わせてもよいが、シート状ゴム体72a、72bのうち片方の幅をコード体aの幅よりも広くし、余剰分でゴムシートc0の両端を巻き込むようにすれば、ゴムシートcは同一のゴムでコード体aを露出する部分なしに完全に被覆したものとなる。
【0054】
次にゴムシート製造装置Bでゴムシートを製造する方法を図9および図10を用いて説明する。
【0055】
コード折り曲げ装置Aでジグザグ状に折り曲げられたコード体a が、ゴムシート製造装置Bの上流側(図9、図10における左側)に設けた送り出し装置4により固定水平盤51上に送られる。
【0056】
固定水平盤51の両側に近設した一組みのコンベアベルト52、52は、送り出し部4によって固定水平盤51上に送り出されてきたコード体aが重なってしまうのを防止するため、コンベアベルト52、52上のピン53によってコード体aの折り曲げ部Pを引っ掛け、順次下流側(図矢印Y方向)にコードを移送する。
【0057】
コード型付け部60に送られてきたコード体aは、コンベアベルト62a、62b上に立設されたコマ63がコード体aの折り曲げり部Pを引っ掛けられ下流側に移動される。
【0058】
コンベアベルト62a、62bは速度差を有するのでコード体の移動方向に対してコードの角度が徐々に変化し、コードの埋め込み用の角度が形成される。このようにして、埋め込み角を得た状態でコードに張力を負荷することで、ゴム埋め込み前のコードの引き揃えが行われる。
【0059】
所望の埋め込み角度をもって引き揃えられたコード体aに、図示しないシート状ゴム体供給装置から供給される1対のシート状ゴム体72a、72bでコード体aを挟み込み、ゴムシートc0が形成される。このゴムシートc0をタイヤ構成用シートとして使用してもよいが、コードの並びの乱れを防止するため圧延ローラ71a、71bの下流側に設けたコード固定ローラ73a、73bでゴムシートc0を再度押さえつけることによって、さらに安定したゴムシートcが得られる。
【0060】
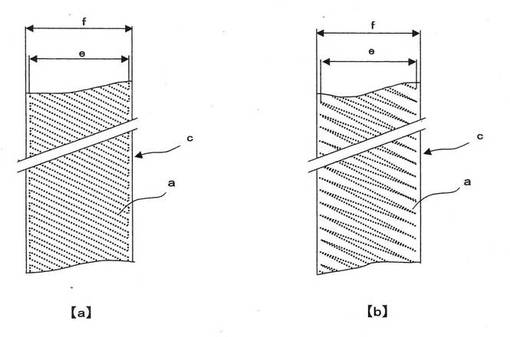
図12は本発明の製造装置、製造方法によって製造されたゴムシートを示したもので、(a)は図6(b)の凸部形状を有する凸部型付け用金具によって折り曲げられたコード体の場合を示し、(b)は図6(c)の凸部形状を有する凸部型付け用金具によって折り曲げられたコード体の場合を示す。また、図12中の符号eは折り曲げ加工されたコード体aの幅(山・谷の幅)を、fは短冊体cの幅を示す。
【0061】
図12(a)、(b)に示すように、この実施形態の装置および方法によれば、1本のコードが切断されることなく折り曲げられてゴムシートが形成されるので、このゴムシートを構成材としたタイヤでは、ショルダー部やプライのターンアップエンド部で鉄地が露出するような事態の発生する虞れはなくなる。
【0062】
上述の通り、この実施形態の装置および方法によれば、工業的な生産が可能な手段でコード体全体を同一のゴムで被覆したゴムシートを製造することが可能となる。
【0063】
また、コード折り曲げ工程(型付け工程)から最終のゴムシート製造工程までを連続して行えるようにすれば、小さなスペースで少品種のゴムシートを製造することが可能となり、タイヤ仕様の多品種化にコストアップすることなく対処でき、その結果タイヤの多品種、少量生産化にコストアップすることなく対応可能となる。
【0064】
さらに、製造されたゴムシートは、内部に配設されているコードが連続した構成となっていて切断されている箇所がないので、このゴムシートを構成材として製造されたタイヤは、ショルダー部やプライのターンアップエンド部で鉄地が露出するということがなく、ゴムが剥離するような事態を防止できる。また、補強材保有の剛性の効果を充分発揮することができ、変形に対する耐力が大きくなって、タイヤのコーナリングフォースの低下が防止できるととともに、トレッドの摩耗が防止できてタイヤの寿命を向上させることができる。
【図面の簡単な説明】
【0065】
【図1】はコード折り曲げ装置の概略側面図である。
【図2】は図1のZ部の概略平面図である。
【図3】(a)、(c)はコード折り曲げ装置に取り付けるローラの平面断面図、(b)、(d)はその側面断面図である。
【図4】(a)、(b)は型付け用金具を示す模試斜視図である。
【図5】は送り出し装置の別の一例を示す斜視図である。
【図6】(a)、(b)、(c)は折り曲げ装置の突起を拡大した側面図である。
【図7】(a)、(b)は折り曲げ装置により折り曲げられたコードの折り曲げ部の平面図である。
【図8】はコード折り曲げ装置で不連続送り出し方式による製造装置の概略側面図である。
【図9】はゴムシート製造装置の概略上面図である。
【図10】は図9の概略側面図である。
【図11】(a)はゴムシート製造装置のコード型付け部に設けたコンベアベルトの概略平面図、(b)は上面図である。
【図12】は折り曲げ加工されたコードがゴムシート製造工程においてゴムシート化された状態を仮想的に示す図である。
【符号の説明】
【0066】
A コード折り曲げ装置
B ゴムシート製造装置
1 送り出し装置
2、3 折り曲げ部
4 引き取り部
50 コード引き揃え部
60 コード型付け部
70 シート挟み込み部
a0 コード
a コード体
c0、c ゴムシート
【技術分野】
【0001】
本発明は、タイヤ構成材として使用するスチールコードを挟み込んだゴムシートの製造方法および製造装置に関する。
【背景技術】
【0002】
一般に、ラジアルタイヤは、長尺(数百メートル乃至数万メートル)の撚り合わされたスチールコードあるいは単線のフィラメント(以下「コード」と呼ぶ)を平行状に複数本(数百本)配列し、これを上下のシート状ゴム体に挟み込んで構成したカレンダーシートを、タイヤに貼り合わせる幅とバイアス角で裁断して短冊体を形成し、それらを貼り合わせてタイヤ原型をつくり、これを金型に入れて高温、高圧で加硫して製造される。
【0003】
上述の通り、従来のラジアルタイヤは、始めに長尺のカレンダーシートを製作し、これを必要な長さに裁断したものを貼り合わせてタイヤ原型をつくる製造方式であるため、大量生産に適し、製造コストの点で有利であるものの、次のような課題がある。
【発明の開示】
【発明が解決しようとする課題】
【0004】
すなわち、従来の製造方法により製造されたカレンダーシートは、メッキを施した素線(鋼線)からなるコードで構成されているが、カレンダーシートを所定の長さに切断すると、その切断端部では素線の鉄地が露出してしまう。この切断端部はメッキがないのでゴムとの接着が成されないという問題が発生する。
【0005】
タイヤには自動車の走行中、自動車の重量による歪みが負荷され、さらにコーナリング時にはタイヤのショルダー部やプライ層のターンアップエンド部に最大の負荷が作用するが、タイヤはこの部分に上記切断部分が位置する構造になっている。
しかも、近年タイヤの偏平化が進みタイヤ幅が広くなってきているが、タイヤ幅が広くなる程ショルダ部の歪みが大きくなり、上記未接着部分の存在がさらに問題視されるようになってきた。
【0006】
また、コードは走行時のタイヤの変形を抑える補強材としてタイヤに埋め込まれるものであるが、コードが切断されているため、補強材保有の剛性の効果が充分発揮されず、タイヤのコーナリングフォースを低下させるばかりか、変形によるトレッドの摩耗でタイヤの寿命を低下させる原因にもなっていた。
【0007】
さらに、従来の大量生産方式により製造されたタイヤは、画一的であるため、使用地や使用目的、使用者年齢層、環境問題などタイヤに対する要求が多様化しているのに対処できないという課題もある。
本発明は、このような課題を解決したタイヤ構造用ゴムシートの製造方法および製造装置を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明のタイヤ構造用ゴムシートの製造方法は、送り出し装置から送り出されたコードの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とからなることを特徴とする。
【0009】
また、本発明のタイヤ構造用ゴムシートの製造装置は、コード折り曲げ装置とゴムシート製造装置とからなり、上記コード折り曲げ装置が送り出し部と折り曲げ部と引き取り部とからなり、上記ゴムシート製造装置がコード引き揃え部とコード型付け部およびシート挟み込み部とからなることを特徴する。
【0010】
さらに、上記コード折曲げ装置が、送り出し部と折り曲げ部との間に吸収部、折り曲げ部の前後にそれぞれグリップ部を設けて構成されていることを特徴とする。
【0011】
従来のタイヤは長尺のカレンダーシートを必要な長さ、幅に裁断して形成された短冊体を貼り合わせてタイヤ原型をつくり製造されるが、本発明の製造装置で製造されたタイヤ構成用カレンダーシートは、それ自体が短冊体であって、裁断することなくそのまま貼り合わせてタイヤ原型をつくる。
本発明の短冊体に埋め込まれるコードの間隔やコードのバイアス角度、あるいはコード体の幅はタイヤの仕様によって決められるものである。
【発明の効果】
【0012】
本発明の製造装置で製造されたタイヤ構成用ゴムシート(以下、「ゴムシート」という)は、1本のコードを一平面上で所定の幅で、たとえばジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成し、これを上下のシート状ゴム体で挟み込んだ構成で、ゴムシート内でコードは連続していて切断されている箇所がない。よって、このゴムシートをそのまま貼り合わせてタイヤ原型をつくり、これを金型に入れて高温、高圧で加硫して製造されたタイヤは、ショルダー部やプライのターンアップ部で鉄地が露出することがなく、これらの箇所でのゴム未接着が防止できる。
また、タイヤの内部においてコードは連続しているから補強材保有の剛性の効果を充分発揮することができ、変形に対する耐力が大きくなって、タイヤのコーナリングフォースの低下が防止できるととともに、トレッドの摩耗が防止できてタイヤの寿命を向上させることができる。
【0013】
また、本発明の製造装置によれば、折り曲げ部の折り曲げ形状やコード体の幅は簡単に調節できるので、少品種の短冊体をコストアップすることなく製造でき、タイヤ仕様の多種化に対処でき、その結果タイヤの多品種、少量生産化にコストアップすることなく対応可能となって、1本毎に性能の異なったタイヤをオーダーメイド式に製造することが可能となる。
【0014】
なお、上記製造方法において、送り出し装置から送り出されたコードの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とは別工程、すなわちコード折り曲げ装置とゴムシート製造装置とを分離して、折り曲げて形成した平面状のコ−ド体を一旦リール等に巻き取り、別に設けたゴムシート製造装置において、このリールからコード体を繰り出してコード体をシ−ト状ゴム体で挟み込むようにしても良い。しかし、平面状で折り返されたコード体を巻き取ること、およびこれを絡み等無く繰り出すことは非常に難しく、上記の両工程を連続させる(一連の装置とする)方が製造上このましい。
【発明を実施するための最良の形態】
【0015】
以下、本発明の製造方法をその実施に適した装置の1例により説明する。
図1はコード折り曲げ装置の概略側面図、図2は図1のZ部の概略平面図、図3(a)、(c)はコード折り曲げ装置に取り付けるローラの平面断面図、(b)、(d)はその側面断面図、図4(a)、(b)は型付け用金具を示す模試斜視図、図5は送り出し装置の別の一例を示す斜視図、図6(a)、(b)、(c)は折り曲げ装置の突起を拡大した側面図、図7(a)、(b)は折り曲げ装置により折り曲げられたコードの折り曲げ部の平面図、図8はコード折り曲げ装置で不連続送り出し方式による製造装置の概略側面図、図9は折り曲げ装置の概略平面図、図10は図9の概略側面図、図11(a)はゴムシート製造装置のコード型付け部に設けたコンベアベルトの概略平面図、(b)は上面図、図12は折り曲げ加工されたコードがゴムシート製造工程において短冊体化された状態を仮想的に示す図である。
【0016】
本発明の製造装置は、図1に示すコード折り曲げ装置Aと図9に示すゴムシート製造装置Bとからなる。これら装置は連結されている。
【0017】
図1に示すコード折り曲げ装置Aは、送り出し部1と2組の折り曲げ部2、3と引き取り部4とからなり、送り出し部1と折り曲げ部2との間には吸収部5を、折り曲げ部2、3の前後にはそれぞれグリップ部6を設けて構成されている。折り曲げ部2、3は、図2に示すようにコードaの左右(図2の上下)に配設されている。
【0018】
送り出し部1はリール10と一対の送り出しローラ1a、1bとからなり、リール10に捲き取られたコードa0を送り出しローラ1a、1baで挟んでリール10からコードa0を引き出し下流側(矢印X方向)に送り出す。
【0019】
折り曲げ部2は、図2に示すように一対の型付けローラ20と型付けローラ30とからなり、折り曲げ部3もこれと同じ構造である。ただし、折り曲げ部2と折り曲げ部3とでは、型付けローラ20、30が互いに対向するように設けられている。
【0020】
型付けローラ20は、図3(a)に平面断面図、(b)に側面断面図を示すように、ローラ軸21の表面上に溝22が形成され、この溝22に図4(a)に示すような凹部24を圧入した凹部型付け用金具23がはめ込まれ、ネジ25で固定された構造である。
型付けローラ30は、図3(c)に平面断面図、(d)に側面断面図を示すように、ローラ軸31の表面上に溝32が形成され、この溝32に図4(b)に示すような凸部34を圧入した凸部型付け用金具33が装着された構造である。
【0021】
凸部型付け用金具33の凸部34は上記凹部型付け金具23の凹部24に、ロール20、30の回転によって嵌まり込んでコードに型付けを行うので、回転に沿って凸部がスムーズに嵌まり込むように凸部型付け用金具33はローラ軸31にぶらぶら状態になるようにネジ35で取り付けられている。
【0022】
折り曲げ装置3もこれと同じ構成であるが、図2に示すように型付けローラ20とローラ30とが互いに対向する側に設けられている。
【0023】
なお、上記説明では型付けローラ20が凹部側で、型付けローラ30が凸部側であるが、逆であっても同じ効果が得られるのはいうまでもない。
そして、一対の型付けローラ20、30は連動して同速度で回転するように歯車26、36で連結されている。
【0024】
型付けローラ20に装着する凹部型付け用金具23に設けた凹部24は、図4(a)に示すように、型付け部aと案内部bとからなる。型付け部aの幅xは、凸部型付け用金具33の凸部34の幅をyとしコードの径をφとしたとき、x=y+2φに設定され、案内部bの幅は型付け部aの幅xよりも広く、かつテーパ状に広がり開口部(図4(a)における底面)で最大となるような形状に形成されている。
【0025】
凹部型付け用金具23の凹部24の深さは、凸部型付け用金具33の凸部34の高さとほぼ同じ程度であり、また型付け部aと案内部bの深さも同程度である。凹部24の底の形状は滑らかなR型が望ましい。
【0026】
図1および図2に示すように、送り出し装置1から繰り出されたコードa0は、折り曲げ装置2と折り曲げ装置3の型付けローラ20の凹部24と型付けローラ30の凸部34とに挟み込まれることにより型付けされる。
折り曲げ装置2と折り曲げ装置3の型付けローラ20と型付けローラ30は、凹部24と凸部34とが互いに対向する側に設けられているので、折り曲げられる方向は逆になり、全体として一平面上で山・谷の連続した、いわゆるジグザグ形状に形成された平面状のコード体a(図2参照)に形成される。
【0027】
型付けローラで折り曲げ加工を行う周期は、当該ゴムシートが使用されるタイヤの仕様によるコードの一端部から他端部までの長さの2倍の長さと一致する。タイヤ仕様の変更に伴うコードの一端部から他端部までの長さの変更は、折り曲げ装置2と折り曲げ装置3の距離が変えられる構造にしたり、コードの送りスピードを変えることで変更することができる。
【0028】
送り出し部1と折り曲げ部2との間に設ける吸収部5は、コードa0に折り曲げ加工を行う際の瞬間的なスピード変化を吸収するために設けるものである。また、折り曲げ部2、3の前後にそれぞれ設けたグリップ部6は、折り曲げ加工を行う際コードに捩れが入るのを防止するためのものである。
【0029】
図1に示す例では、折り曲げ部は2基であるが加工速度を上げるために数基(ただし偶数基)設けてもよい。
【0030】
また、リールなどからのコードa0の送り出しは不連続的であってもよいし、使用するコードa0の一端をチャッキングしチャッキング部を移動させる往復運動を繰り返す装置による方法であってもよい。
【0031】
さらに、送り出し部1は図5に示すような一組の駆動キャプスタンローラ12、12を使用した形式であってもよい。ただし、このキャプスタンローラ形式の場合、送り出されたコードa0に張力を付与するため張力負荷装置(図省略)が折り曲げ後必要となる。
【0032】
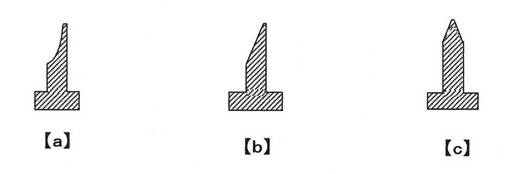
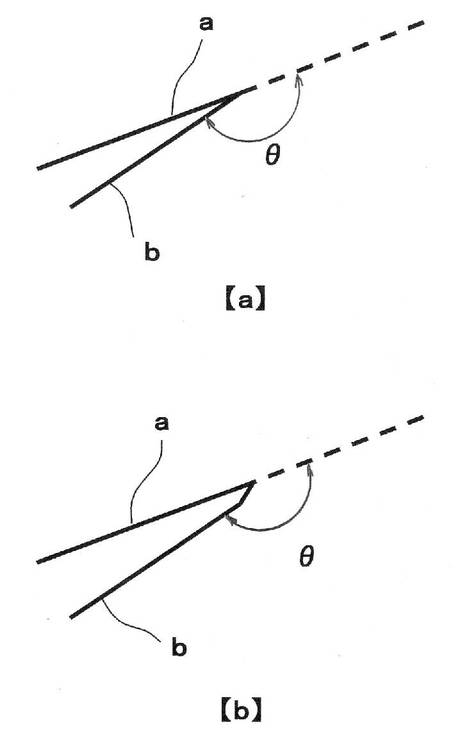
図6は、図4に示す凸部34の断面形状例を示しており、(a)は図3のものと同じ段付き形状であり、この凸部34により折り曲げ加工をほどこすと、コードは図7(b)に示す形状に折り曲げられる。図6(b)のような鋭角形状突起の場合には、コードは図7(a)に示す形状に折り曲げられる。図6(c)のような対称形状突起の場合には、折り曲がり部はゆるやかな形状となる。
【0033】
図7においてコードの折り返し角度θは、凸部のとがり部の形状により決定される。θとしては180°±40°の範囲が望ましい。
【0034】
凸部型付け用金具33はローラ軸31の表面上の溝32にローラ軸31の円周方向にスキ間を設け、溝32にネジ35などでぶらぶら状態に取り付けられているから(図3(b)参照)、凹部型付け用金具23の凹部24と凸部型付け用金具33の凸部34とがハメ込みおよび離脱する際、凸部34は自由に角度変化できる。
【0035】
折り曲げ加工時、凹部24と凸部34との両部でコードaにしごきが与えられるから、凸部34の先端が凹部24の側面をしごくことになり、いずれの金具も固定しているとスムーズにハメ合いが解除しないか、あるいは局部的に金具が磨滅して寿命が極端に短くなるなどの現象が発生するが、ぶらぶら状態に取り付けられているから凸部34の凹部24に対するハメ合い角が変化する構成となって、より安定した大きい折り曲げ効果が得られる。
【0036】
引き取り部4は、一対の引き取りローラ4a、4bで構成され、この引き取りローラ4a、4bでコード体aを挟んで引き取るのであるが、折り曲げ部2、3で型付けされた折り曲げ形状が変形乃至消滅することがないよう回転方向はコード体aの平面に対して垂直方向である。
【0037】
以上は、コードa0が連続して一定速度で送り出される形態を例としたものであるが、送り出す速度を変え、かつ不連続的にコードa0が送り出される形態でもよい。この折り曲げ加工方法について図8にて説明する。
【0038】
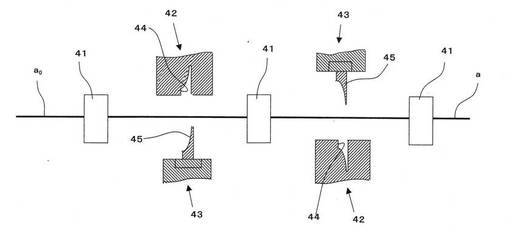
基本の加工ラインは前述と同じであるが、送り出し部(図省略)は一定長さで停止する構成となっている。コードa0はこの停止期間で折り曲げ加工され、その後次のゴムシート製造工程へと送り出される。これを繰り返しながら全長加工する。
この1サイクルのコードa0の送り出し長さは、タイヤの仕様に基づくコードの一端部から他端部までの長さの2倍またはその倍数である。
【0039】
この折り曲げ加工方法は、複数基の捩れ防止ローラ41でコードa0の自転ができない状態に保持しておき、雌型型付け用金具42と雄型型付け金具43の2組を同時に、図8において上下方向から挟むように作動させて、コードa0に平面的な折り曲げ(ジグザグ形状)をおこなう。
【0040】
雌型型付け用金具42には凹部44が形成され、雄型型付け金具43には凹部44にピッタリと嵌入する形状の凸部45が形成されている。2組の雌型型付け用金具42と雄型型付け金具43は互いに対抗する位置に設けられて、これによってジグザグ状の折り曲げ加工が行われる。
【0041】
コード折り曲げ装置Aで折り曲げ加工されたコード体aは、引き取り部4で引き取られながらゴムシート製造装置Bに供給され、このコード体aがシート状ゴム体で挟み込まれてゴムシートが形成されるのであるが、次にそのゴムシート製造装置Bについて図9、図10を使って説明する。
【0042】
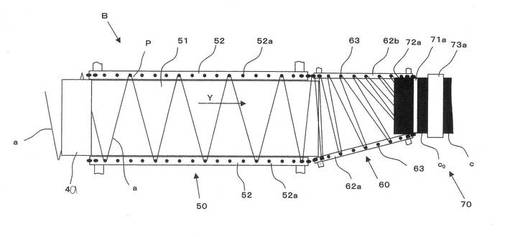
ゴムシート製造装置Bは、その概略平面図を図9に、概略側面図を図10に示すように、コード引き揃え部50とコード型付け部60およびシート挟み込み部70とからなる。
【0043】
コード引き揃え部50は、固定水平盤51と固定水平盤51の両側(図9における上下)に設けたモータ(図省略)に連結されて同一回転する1組のコンベアベルト52、52とからなる。このコンベアベルト52、52にはコード体aの各折り曲げ部Pに係合可能な多数のピン52aが立設されている。
【0044】
コンベアベルト52、52は、コード折り曲げ装置Aの出口側に設けた引き取り部4の引き取りローラ4a、4bによって固定水平盤51上に送り出されてきたコード体aが重なってしまうのを防止するためのもので、コンベアベルト52、52上のピン52aによってコード体aの折り曲げ部Pを引っ掛け、順次下流側(図9の矢印Y方向)にコード体aを移送する。
なお、上記固定水平盤51は板状でもよいし、張設された網でもよい。
【0045】
コード型付け部60は、1組みのコンベアベルト62a、62bを有し、各コンベアベルト62a、62bにはコマ63が立設されている。
【0046】
上記コマ63は、図11(a)に概略平面図、同(b)に概略上面図を示すように、変形可能な樹脂あるいはゴムなどの基材63aにピン63bが取り付けられている構造で、ピン63bはコードの折り曲げ形状に合わせた断面形状が円形形状や左右端に鋭角鈍角をなした長方形状である。
【0047】
コマ63の間隔は、このゴムシートが使用されるタイヤのコードのピッチと同等であり、コードの径、強度、柔軟性などにより、幅と同様に変更することができる構造である。
【0048】
この際、ピン63bがコンベアベルトによって下方からせり上がって来る位置(ピンが突出してくる位置)をコンベアベルト62aとコンベアベルト62bとで予めずらしておくか、あるいは移動速度に差を与える機構とすることでコードの埋め込み角を形成することができる。
【0049】
図9はコンベアベルト62a、62bに速度差を与えて、その速度差により角度を徐々に変化させるようにした例である。なお、この例の場合、コンベアベルト62aとコンベアベルト62bの間隔は、下流側に向かって狭くなるように設置する必要がある。
【0050】
コード型付け部に設ける1組のコンベアベルトを上流側の固定水平盤51に対して角度を持たせるように設置し、シート状ゴム体を固定水平盤51に平行方向に移動させてコード体aを挟みこむようにすれば、両コンベアベルトの間隔を下流側に狭くする必要がなく埋め込み角を形成させることができ、ピンが突出してくる位置をずらしたり、回転速度を異ならせる必要がなく機構を簡単にすることができる。
【0051】
シート挟み込み部は一対の圧延ローラ71a、71bと図示しないシート状ゴム体供給装置からなり、このシート状ゴム体供給装置から供給される1組のシート状ゴム体72a、72bの間にコード体aを圧延ローラ71a、71bの回転で挟み込み(図10参照)、ゴムシートc0を形成しながら下流側に送り出す。ゴムシートc0が形成された後、コンベアベルト62a、62bはゴムシートc0から離れる。
【0052】
この分離後にゴムシートc0内で挟まれたコード体aの並びが乱れないように一対のコード固定ローラ73a、73bからなるコード固定ローラ73を、圧延ローラ71a、71bの下流側に設けるのが好ましい。このコード固定用ローラ73で再度ゴムシートc0を押さえつけることによって安定したゴムシートcが得られる。
【0053】
上記ゴムシートcは、両側にコード体aの折り返し部Pが露出している。この露出部分に別のシート状ゴム体を貼り合わせてもよいが、シート状ゴム体72a、72bのうち片方の幅をコード体aの幅よりも広くし、余剰分でゴムシートc0の両端を巻き込むようにすれば、ゴムシートcは同一のゴムでコード体aを露出する部分なしに完全に被覆したものとなる。
【0054】
次にゴムシート製造装置Bでゴムシートを製造する方法を図9および図10を用いて説明する。
【0055】
コード折り曲げ装置Aでジグザグ状に折り曲げられたコード体a が、ゴムシート製造装置Bの上流側(図9、図10における左側)に設けた送り出し装置4により固定水平盤51上に送られる。
【0056】
固定水平盤51の両側に近設した一組みのコンベアベルト52、52は、送り出し部4によって固定水平盤51上に送り出されてきたコード体aが重なってしまうのを防止するため、コンベアベルト52、52上のピン53によってコード体aの折り曲げ部Pを引っ掛け、順次下流側(図矢印Y方向)にコードを移送する。
【0057】
コード型付け部60に送られてきたコード体aは、コンベアベルト62a、62b上に立設されたコマ63がコード体aの折り曲げり部Pを引っ掛けられ下流側に移動される。
【0058】
コンベアベルト62a、62bは速度差を有するのでコード体の移動方向に対してコードの角度が徐々に変化し、コードの埋め込み用の角度が形成される。このようにして、埋め込み角を得た状態でコードに張力を負荷することで、ゴム埋め込み前のコードの引き揃えが行われる。
【0059】
所望の埋め込み角度をもって引き揃えられたコード体aに、図示しないシート状ゴム体供給装置から供給される1対のシート状ゴム体72a、72bでコード体aを挟み込み、ゴムシートc0が形成される。このゴムシートc0をタイヤ構成用シートとして使用してもよいが、コードの並びの乱れを防止するため圧延ローラ71a、71bの下流側に設けたコード固定ローラ73a、73bでゴムシートc0を再度押さえつけることによって、さらに安定したゴムシートcが得られる。
【0060】
図12は本発明の製造装置、製造方法によって製造されたゴムシートを示したもので、(a)は図6(b)の凸部形状を有する凸部型付け用金具によって折り曲げられたコード体の場合を示し、(b)は図6(c)の凸部形状を有する凸部型付け用金具によって折り曲げられたコード体の場合を示す。また、図12中の符号eは折り曲げ加工されたコード体aの幅(山・谷の幅)を、fは短冊体cの幅を示す。
【0061】
図12(a)、(b)に示すように、この実施形態の装置および方法によれば、1本のコードが切断されることなく折り曲げられてゴムシートが形成されるので、このゴムシートを構成材としたタイヤでは、ショルダー部やプライのターンアップエンド部で鉄地が露出するような事態の発生する虞れはなくなる。
【0062】
上述の通り、この実施形態の装置および方法によれば、工業的な生産が可能な手段でコード体全体を同一のゴムで被覆したゴムシートを製造することが可能となる。
【0063】
また、コード折り曲げ工程(型付け工程)から最終のゴムシート製造工程までを連続して行えるようにすれば、小さなスペースで少品種のゴムシートを製造することが可能となり、タイヤ仕様の多品種化にコストアップすることなく対処でき、その結果タイヤの多品種、少量生産化にコストアップすることなく対応可能となる。
【0064】
さらに、製造されたゴムシートは、内部に配設されているコードが連続した構成となっていて切断されている箇所がないので、このゴムシートを構成材として製造されたタイヤは、ショルダー部やプライのターンアップエンド部で鉄地が露出するということがなく、ゴムが剥離するような事態を防止できる。また、補強材保有の剛性の効果を充分発揮することができ、変形に対する耐力が大きくなって、タイヤのコーナリングフォースの低下が防止できるととともに、トレッドの摩耗が防止できてタイヤの寿命を向上させることができる。
【図面の簡単な説明】
【0065】
【図1】はコード折り曲げ装置の概略側面図である。
【図2】は図1のZ部の概略平面図である。
【図3】(a)、(c)はコード折り曲げ装置に取り付けるローラの平面断面図、(b)、(d)はその側面断面図である。
【図4】(a)、(b)は型付け用金具を示す模試斜視図である。
【図5】は送り出し装置の別の一例を示す斜視図である。
【図6】(a)、(b)、(c)は折り曲げ装置の突起を拡大した側面図である。
【図7】(a)、(b)は折り曲げ装置により折り曲げられたコードの折り曲げ部の平面図である。
【図8】はコード折り曲げ装置で不連続送り出し方式による製造装置の概略側面図である。
【図9】はゴムシート製造装置の概略上面図である。
【図10】は図9の概略側面図である。
【図11】(a)はゴムシート製造装置のコード型付け部に設けたコンベアベルトの概略平面図、(b)は上面図である。
【図12】は折り曲げ加工されたコードがゴムシート製造工程においてゴムシート化された状態を仮想的に示す図である。
【符号の説明】
【0066】
A コード折り曲げ装置
B ゴムシート製造装置
1 送り出し装置
2、3 折り曲げ部
4 引き取り部
50 コード引き揃え部
60 コード型付け部
70 シート挟み込み部
a0 コード
a コード体
c0、c ゴムシート
【特許請求の範囲】
【請求項1】
送り出し装置から送り出された予め撚り合わされたスチ−ルコ−ドあるいは単線のフィラメントの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とからなることを特徴とするタイヤ構成用ゴムシ−トの製造方法。
【請求項2】
コード折り曲げ装置とゴムシート製造装置とからなり、上記コード折り曲げ装置が送り出し部と折り曲げ部と引き取り部とからなり、ゴムシート製造装置がコード引き揃え部とコード型付け部とシート挟み込み部とからなることを特徴するタイヤ構成用ゴムシートの製造装置。
【請求項3】
送り出し部と折り曲げ部との間に吸収部、折り曲げ部の前後にグリップ部を設けて構成されている請求項2に記載のタイヤ構成用ゴムシートの製造装置。
【請求項1】
送り出し装置から送り出された予め撚り合わされたスチ−ルコ−ドあるいは単線のフィラメントの1本を一平面上で折り曲げて平面状のコ−ド体を形成する工程と、上記コード体をシ−ト状ゴム体で挟み込む工程とからなることを特徴とするタイヤ構成用ゴムシ−トの製造方法。
【請求項2】
コード折り曲げ装置とゴムシート製造装置とからなり、上記コード折り曲げ装置が送り出し部と折り曲げ部と引き取り部とからなり、ゴムシート製造装置がコード引き揃え部とコード型付け部とシート挟み込み部とからなることを特徴するタイヤ構成用ゴムシートの製造装置。
【請求項3】
送り出し部と折り曲げ部との間に吸収部、折り曲げ部の前後にグリップ部を設けて構成されている請求項2に記載のタイヤ構成用ゴムシートの製造装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2007−203511(P2007−203511A)
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願番号】特願2006−22625(P2006−22625)
【出願日】平成18年1月31日(2006.1.31)
【出願人】(394010506)
【Fターム(参考)】
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願日】平成18年1月31日(2006.1.31)
【出願人】(394010506)
【Fターム(参考)】
[ Back to top ]