
タイヤ用粘着シートの製造方法
【課題】低温時におけるタイヤや、スタッドレスタイヤ等に対しても良好な接着性を有するタイヤ用粘着シートの製造方法を提供する。
【解決手段】そこで、基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、当該粘着剤層が、所定のホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足するように構成する。
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
【解決手段】そこで、基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、当該粘着剤層が、所定のホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足するように構成する。
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイヤ用粘着シートおよびタイヤ用粘着シートの製造方法に関し、特に、低温時におけるタイヤや、スタッドレスタイヤに対しても良好な接着性を有するタイヤ用粘着シートの製造方法に関する。
【背景技術】
【0002】
従来、タイヤ表示ラベル等と呼ばれるタイヤ用粘着シートが知られており、顧客に対して、タイヤ情報を伝えたり、購買欲を掻き立てたりするために、タイヤのメーカー名やブランド名、サイズ(幅、偏平率、リム率)、使用上の注意事項等などのタイヤ表示部を備えた粘着シートであって、タイヤのトレッド面を含む周囲に貼り付けて、使用されている。すなわち、かかるタイヤ用粘着シートは、一般的にはアルミニウム蒸着層を備えたフィルムを支持体としており、当該支持体上に、ゴム系樹脂やアクリル酸アルキルエステル樹脂を主成分とする粘着剤層が積層されて構成されている。
【0003】
また、表面基材として、ポリプロピレンを主成分とし、内部にボイドを有し、三層以上の二軸延伸フィルムからなる白色フィルムを使用し、それに所定粘着力を有する、主としてアクリル酸アルキルエステル樹脂の架橋体からなる粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献1参照)。
また、白色顔料を含むポリプロピレンフィルムの表面に、アンカーコート層と、塩化ビニリデン−塩化ビニル共重合体層と、所定粘着力を有する粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献2参照)。
さらに、所定量の天然ゴムと、ABA型ブロック共重合体と、粘着付与剤と、からなる粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献3参照)。
【0004】
しかしながら、タイヤのトレッド面には、非常に大きな凹凸が形成されており、また、タイヤ成型時に使用される金型の空気抜き孔が原因で形成される“スピュー”と呼ばれるヒゲ状突起物が存在しているため、タイヤ用粘着シートを精度良く貼り付けることは容易でなかった。また、タイヤ製造時に使用する金型用離型剤が、タイヤ表面に少なからず転写して、付着しているため、一旦貼付けられたタイヤ用粘着シートが、タイヤの保管時や輸送中に、剥がれやすいという問題も見られた。なかでも、外気温が、例えば、5℃程度に低下する冬場には、粘着剤の粘着性が低下することにより粘着シートが剥がれ易かった。また、スタッドレスタイヤを被着体とした場合には、タイヤ表面が特殊な凹凸構造を有していたり、特殊な添加剤が配合されているために、難接着性であることより、タイヤの保管時や輸送時の際の剥がれ問題が生じやすかった。
さらに、上述した従来のタイヤ用粘着シートは、いずれも粘着剤層を積層する際に、溶剤を用いて塗布工程を実施し、それを乾燥工程により除去することを意図しているが、製造工程が大型化したり、製造時間が長くなったり、さらには環境問題に対する配慮が欠けているという問題が見られた(特許文献1〜3参照)。特に、タイヤ用粘着シートの一部であっても、塩化ビニリデン−塩化ビニル共重合体層を設けた場合には(例えば、特許文献2参照)、焼却の際にダイオキシンが発生しやすいという環境上の問題が見られた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10 −147757号公報
【特許文献2】特開2002−294187号公報
【特許文献3】特開平11 −80690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の発明者らは鋭意検討した結果、特定の粘着力特性(ループタック粘着力)を有するホットメルトタイプ粘着剤組成物を使用したタイヤ用粘着シートによって、タイヤの保管時や輸送時の際の剥がれ問題を容易に解決できることを見出した。
すなわち、本発明は、低温時であってもタイヤに対する粘着力が高く、かつ、スタッドレスタイヤに対しても強固に貼り付けることができ、さらには、高温時での特性低下が少ないタイヤ用粘着シートの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明によれば、基材と、粘着剤層と、を含むタイヤ用粘着シートであって、当該粘着剤層が、ホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足するタイヤ用粘着シートの製造方法が提供され、上述した問題点を解決することができる。
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、
ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法である。
ここで、5℃におけるループタック粘着力を所定範囲に制御するのは、冬場の低温時であっても、タイヤに対する高い粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。また、40℃におけるループタック粘着力を所定値に制御するのは、夏場の高温時であっても、タイヤに対する十分な粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、上記(A)および(B)の条件を満たすかどうかを確認することで、幅広い温度領域において使用可能なタイヤ用粘着シートを選定することが可能となる。
なお、5℃および40℃におけるループタック粘着力を測定するにあたっては、それぞれ実施例1に記載の方法を採用することができる。
【0008】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法で、1500〜12000秒の範囲内の値とすることが好ましい。
【0009】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることが好ましい。
【0010】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、可塑剤が、パラフィン系プロセスオイルであることが好ましい。
【0011】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、基材と、粘着剤層との間に、金属層を備えることが好ましい。
【図面の簡単な説明】
【0012】
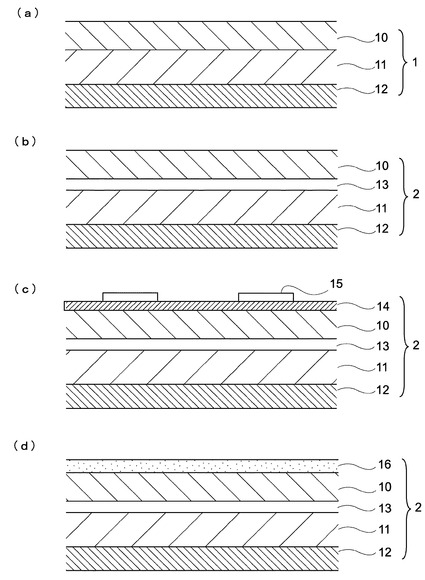
【図1】(a)〜(d)は、それぞれタイヤ用粘着シートの構成を説明するために供する概略断面図である。
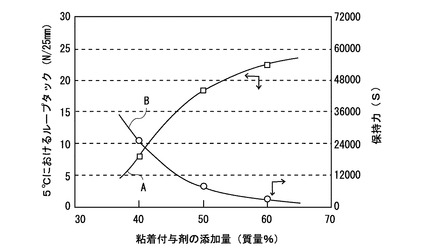
【図2】粘着付与剤の添加量の影響を示す図である(その1)。
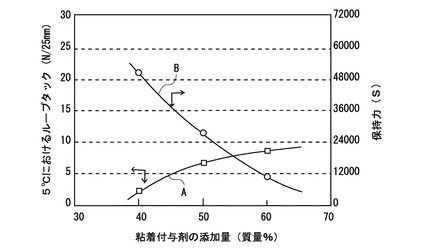
【図3】粘着付与剤の添加量の影響を示す図である(その2)。
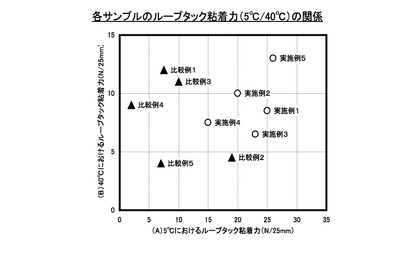
【図4】各サンプルのループタック粘着力を示す図である。
【発明を実施するための形態】
【0013】
[第1の参考実施の形態]
第1の参考実施形態は、図1(a)〜(d)に例示するように、基材10と、粘着剤層11と、を含むタイヤ用粘着シートであって、当該粘着剤層11が、ホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足し、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートである。
なお、図1(a)〜(d)に例示するタイヤ用粘着シートにおいては、それぞれ粘着剤層11の表面に、剥離フィルム12を備えた状態で、概略断面構造を示してある。
【0014】
1.基材
(1)種類
図1(a)〜(d)に例示するタイヤ用粘着シートの一部を構成する基材10の種類や構成は、特に限定されるものではなく、公知のプラスチックフィルムや紙、あるいは内部に空洞を有する合成紙などが使用可能である。
ただし、機械的強度に優れ、剥離時における基材の破壊を有効に防止できることから、プラスチックフィルムや合成紙であることがより好ましい。
また、基材の構成に関して、図1(b)に示すように、金属層13、例えば、アルミニウム蒸着層を備えた基材10であることが好ましい。この理由は、かかる基材10と、粘着剤層11との間に、金属層13を備えることにより、タイヤの構成成分の移行に起因した、基材表面における黒色化を有効に防止できるためである。より具体的には、タイヤを構成するゴム材料の構成成分であるアミン系老化防止剤や芳香族系オイル等が、基材まで移行し、それが原因となって、基材表面が黒色化する場合があるが、金属層13によって、それらの移行をブロックするためである。
さらに、基材の構成に関して、図1(c)に示すように、印刷層15を形成しやすくするための易接着層14や、図1(d)に示すように、熱転写記録やインキジェット記録などの記録を可能にするための記録層16や、あるいは磁気記録、バーコード、およびマイクロ半導体素子等の情報領域(図示せず)を基材10の一部に設けることも好ましい。
【0015】
(2)厚さ
基材の厚さを10〜150μmの範囲内の値とすることが好ましい。この理由は、かかる基材の厚さが10μm未満の値になると、取り扱いが困難になったり、貼り付け時にシワになったり、剥離時に基材が破壊されたりする場合があるためである。
一方、かかる基材の厚さが150μmを超えると、柔軟性が低下するのに伴い、被着体としてのタイヤへの追従性が低下し、タイヤ用粘着シートがタイヤから剥がれやすくなる場合があるためである。さらに、基材の厚さを10〜120μmの範囲内の値とすることがより好ましい。
【0016】
2.粘着剤層
(1)種類
(1)−1 主成分
粘着剤層を構成するホットメルトタイプ粘着剤組成物の種類は、所定のループタック粘着力を有するものであれば特に限定されるものではなく、例えば、天然ゴム系、合成ゴム系、アクリル系、ウレタン系、シリコーン系等、従来既知の粘着剤を使用することも可能であるが、ABA型ブロック共重合体を使用するのが好ましい。
すなわち、粘着剤層は、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%(合計量)
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、かつ(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種含むホットメルトタイプ粘着剤組成物から構成することを特徴とする。
この理由は、かかるホットメルトタイプ粘着剤組成物であれば、複数温度におけるループタック粘着力の調整が容易になって、タイヤ用粘着シートに使用した場合に、外気温の低い冬場であっても、スタッドレスタイヤを被着体とした場合であっても、浮きや剥がれが少なく、精度良く貼り付けることができるためである。また、外気温の高い夏場であっても、貼付後の浮き剥がれの問題がなく、さらに、粘着剤層を積層する際に、溶剤を使用したり、乾燥させることが不要であって、製造装置を小型化したり、製造時間を短縮することもできるためである。
【0017】
ここで、ABA型ブロック共重合体とは、A成分とB成分の2種類の単一重合物をブロック化して重合させた共重合物であり、A成分が樹脂成分であり、B成分がゴム成分であるとすると、ゴム成分(B成分)の両端が樹脂成分(A成分)のドメインにより拘束されている構造となる。
かかるABA型ブロック共重合体としては、スチレンーイソプレンースチレン共重合体(SIS)やスチレンーブタジエンースチレン共重合体(SBS)等が典型例であるが、タック性付与が容易であって、低温時のループタック粘着力の調整がさらに容易であることから、スチレンーイソプレンースチレン共重合体(SIS)を使用することがより好ましい。
また、ABA型ブロック共重合体の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、15〜40質量%の範囲内の値とすることを特徴とする。
この理由は、かかるABA型ブロック共重合体の添加量が15質量%未満の値になると、粘着剤全体の凝集力が低下し、外気温の高い夏場において、特性低下が著しくなったり、粘着シート断面からのしみ出し(以後、ウーズと呼ぶ)が生じたり、さらには、打ち抜き加工時の糊切れが悪化したりする場合があるためである。
一方、かかるABA型ブロック共重合体の添加量が40質量%を超えると、ループタック粘着力が低下して、タイヤに貼付けた際に、強固に接着できず、特に低温環境下での貼付けが困難となる場合があるためである。さらに、粘着剤全体の溶融粘度が上昇し、ホットメルトコーティング適性が低下する問題が発生する場合がある。
さらに、ABA型ブロック共重合体の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、18〜30質量%の範囲内の値とすることがより好ましい。
【0018】
また、ABA型ブロック共重合体において、ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることが好ましい。
この理由は、ポリスチレン領域の含有量が20質量%を超えると、相対的に粘着性発現に大きく寄与するイソプレンが不足するため、ループタック粘着力が低下して、タイヤに貼付けた際に、強固に接着できず、特に低温環境下での貼付けが困難となる場合があるためである。さらに、粘着剤全体の溶融粘度が上昇し、ホットメルトコーティング適性が低下する問題が発生する場合がある。
ただし、ポリスチレン領域の含有量が過度に低下すると、凝集力が低下して、ウーズやラベル剥離後の糊残りが発生しやすくなる場合がある。したがって、ABAブロック共重合体中のポリスチレン領域の含有量を10〜20%質量%の範囲内の値とすることがより好ましい。
【0019】
(1)−2 粘着付与剤
ホットメルトタイプ粘着剤組成物を構成するにあたり、粘着付与剤を添加することを特徴とする。ここで、粘着付与剤の種類は特に限定されるものではなく、ロジン誘導体、ポリテルペン樹脂、芳香族変性テルペン樹脂及びその水素化物、テルペンフェノール樹脂、クマロン・インデン樹脂、脂肪族系石油系樹脂、芳香族系石油樹脂及びその水素化物、スチレン又は置換スチレンの低分子質量合体などの少なくとも一種類が例示される。
また、粘着付与剤の種類に関して、ブロック共重合体中のゴム領域に選択的に相溶することにより、ループタック粘着力の調整が容易になる。したがって、例えば、ポリイソプレン領域等に相溶しやすいことから、ロジン誘導体、ポリエステル樹脂、脂肪族系石油樹脂などがさらに好適に用いられる。より具体的に言えば、図2に示すように、粘着付与剤として、例えば、脂肪族系石油樹脂を用いた場合には、比較的わずかな添加量の変化(40質量%〜60質量%)で、5℃におけるループタック粘着力の値を変化させることができることを示している(図2のA曲線、粘着力の変化幅:8〜23N/25mm)。それに対して、図3に示すように、芳香族変性テルペン樹脂を用いた場合には、比較的わずかな添加量の変化(40質量%〜60質量%)では、5℃におけるループタック粘着力の値は、ほとんど変化していないことがわかる(図3のA曲線、粘着力の変化幅:2〜8N/25mm)。なお、図2および図3のB曲線は、粘着付与剤の添加量による保持力の変化を表している。
なお、粘着剤組成物の凝集力を向上させる目的で、ポリスチレン重合体ブロックに相溶するクマロン・インデン樹脂、あるいはスチレン・置換スチレンの低分子量体を併用することも好ましい。
【0020】
また、粘着付与剤の添加量を、全体量に対して、30〜70質量%の範囲内の値とすることを特徴とする。
この理由は、かかる粘着付与剤の添加量が30質量%未満の値になると、粘着力が不足し、タイヤに貼付けした際に強固に接着できない場合があるためである。一方、かかる粘着付与剤の添加量が70質量%を超えると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。
さらに、粘着付与剤の添加量を、全体量に対して、40〜65質量%の範囲内の値とすることがより好ましい。
【0021】
なお、粘着付与剤の軟化点については、異なる軟化点を有する2種以上の粘着付与剤を併用することを特徴とする。この理由は、軟化点の比較的高い粘着付与樹脂は高温時での粘着性を発現するのに有効であるが、低温時での粘着性が損なわれるため、軟化点の比較的低い粘着付与剤と併用することにより、低温領域から高温領域までの広い温度に対応することができるためである。本発明においては、室温において液体の状態のものから、最大約150℃の軟化点を有する粘着付与剤を使用できるが、JIS K 2207(環球式)に準拠して測定した軟化点が60〜100℃、好ましくは70〜90℃である粘着付与剤を少なくとも一種含むことが好ましい。この理由は、軟化点が60〜100℃である粘着付与剤を使用すると、低温領域から常温領域までの粘着性が向上する為である。
また、併用する粘着付与剤の軟化点は、60〜100℃の軟化点を有する粘着付与剤よりも、高い軟化点を有する粘着付与剤を用いるのが好ましい。
さらに、併用する粘着付与剤の軟化点は、60〜100℃の軟化点を有する粘着付与剤よりも、30℃以上高い軟化点を有する粘着付与剤を用いるのを特徴とする。
【0022】
(1)−3 可塑剤
ホットメルトタイプ粘着剤組成物を構成するにあたり、可塑剤を添加することを特徴とする。ここで、可塑剤の種類は特に限定されるものではないが、パラフィン系プロセスオイル、ナフテン系プロセスオイル、あるいは芳香族系プロセルスオイルなどの石油系プロセスオイル、ひまし油あるいはトール油などの天然油、フタル酸ジブチル、フタル酸ジオクチルあるいはアジピン酸ジブチルなどの二塩基酸ジアルキル、液状ポリブテンあるいは液状ポリイソプレンなどの低分子量液状ポリマーが例示される。
なかでもパラフィン系プロセスオイルを用いると、熱や紫外線に対し特に安定であり、色相の優れたホットメルトタイプ粘着剤組成物を得ることができることから好ましい可塑剤の種類である。
また、パラフィン系プロセスオイルと、他の可塑剤との併用も可能であり、その場合、パラフィン系プロセスオイルを、可塑剤の全体量(100質量%)に対して、60質量%以上用いるのが好ましい。
【0023】
また、可塑剤の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、10〜40質量%の範囲内の値とすることを特徴とする。
この理由は、かかる可塑剤の添加量が10質量%未満の値になると、十分に可塑化せず、ループタック粘着力が不足し、タイヤに貼付けした際に強固に接着できない場合があるためである。一方、かかる可塑剤の添加量が40質量%を超えると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。
さらに、可塑剤の添加量を、全体量に対して、15〜30質量%の範囲内の値とすることがより好ましい。
【0024】
(1)−4 添加剤
本発明のホットメルトタイプ粘着剤組成物には必要に応じて、各種添加剤、例えば充填剤、無機粒子、有機粒子、軽量化剤、流動化剤、顔料、染料、着色剤、酸化防止剤、紫外線吸収剤、光安定剤など従来公知の添加剤を添加することも好ましい。
【0025】
3. ループタック粘着力
まず、(A)5℃におけるループタック粘着力を所定範囲に制御するのは、冬場の低温時であっても、タイヤに対する高い粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、かかる5℃でのループタック粘着力が14N/25mm以上の値であることにより、タイヤ用粘着シートを低温時、例えば、5℃程度であってもタイヤに貼り付けることができ、かつ、スタッドレスタイヤ等の比較的難接着性のタイヤに対しても強固に貼り付けることができる。逆に、5℃におけるループタック粘着力が、14N/25mm未満の値になると、タイヤからラベルが浮き・剥がれし易くなる問題がある。
ただし、5℃でのループタック粘着力が過度に高くなると、ラベル剥離後の糊残りが発生しやすくなる場合がある。
したがって、(A)5℃におけるループタック粘着力を15〜33N/25mmの範囲内の値とすることがより好ましい。
【0026】
一方、(B)40℃におけるループタック粘着力を所定値に制御するのは、夏場の高温時であっても、タイヤに対する十分な粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、かかる40℃でのループタック粘着力が5N/25mm以上の値であることにより、高温時においてもタイヤに対する十分な接着力を有しており、タイヤの保管時や運搬時における浮きや剥がれを有効に防止することができる。逆に、40℃におけるループタック粘着力が、5N/25mm未満の値になると、一旦貼ったタイヤ用粘着シートが、保管時や運搬時に容易に剥がれる場合があるためである。
ただし、40℃でのループタック粘着力が過度に高くなると、剥離時に糊残りが生じたりする場合がある。
したがって、(B)40℃におけるループタック粘着力を6〜15N/25mmの範囲内の値とすることがより好ましい。
このように、ホットメルトタイプ粘着剤組成物は、(A)5℃におけるループタック粘着力と、(B)40℃におけるループタック粘着力の値をそれぞれ同時に制限することが重要であり、どちらか一方の粘着特性を満足しなくとも、タイヤ用粘着シートの実使用における問題が生じる可能性がある。
すなわち、上記(A)および(B)の条件を満たすことで、幅広い温度領域において使用可能なタイヤ用粘着シートを選定することが可能となる。
【0027】
4.保持力
また、ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法で、1500〜12000秒の範囲内の値とすることが好ましい。
この理由は、かかる保持力が1500秒未満の値になると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。一方、かかる保持力が12000秒を超えると、低温時における被着体に対する粘着剤の濡れ性が低下し、貼付後に浮き・剥がれが発生し易くなるためである。
さらに、ホットメルトタイプ粘着剤組成物の保持力を2000〜10000秒の範囲内の値とすることがより好ましい。
【0028】
[第2の実施の形態]
第2の実施形態は、基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、基材上に、下記粘着力特性(A)および(B)を満足するホットメルトタイプ粘着剤組成物を塗工して形成するタイヤ用粘着シートの製造方法であって、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法である。
以下、使用するホットメルトタイプ粘着剤組成物については、第1の参考実施の形態と同様の内容とすることができるため、タイヤ用粘着シートの製造方法に関する事項を中心に説明する。
【0029】
すなわち、第2の実施形態において、ホットメルトタイプ粘着剤組成物から粘着剤層を形成し、タイヤ用粘着シートを製造する方法は特に制限されるものではないが、例えば、剥離シートへ、ホットメルトタイプ粘着剤組成物を塗布し、必要に応じて乾燥して表面基材と貼り合わせる転写塗工法を採ることが好ましい。
また、先に表面基材へホットメルトタイプ粘着剤組成物を直接塗布し、必要に応じて乾燥させて、剥離シートと貼り合わせる直接塗工法を採用することも好ましい。
また、ホットメルトタイプ粘着剤組成物の塗布装置としては、特に限定されるものではなく、ロールコーター、ナイフコーター、バーコーター、ダイコーター、エアーナイフコーター、グラビアコーター、バリオグラコーター、カーテンコーターなど従来既知の塗工機を使用して塗布することが可能である。
【0030】
また、ホットメルトタイプ粘着剤組成物の塗布量に関しては、乾燥質量で20〜120g/m2の範囲内の値とすることが好ましい。この理由は、かかる塗布量が20g/m2未満の値になると、タイヤへの粘着性が不十分となる場合があるためであり、一方、120g/m2を超えると、ウーズの原因となるばかりか、印刷・抜き加工時での不具合を引き起こす可能性が高くなる場合があるためである。
さらに、ホットメルトタイプ粘着剤組成物の塗布量を、30〜80g/m2の範囲内の値とすることがより好ましい。
なお、本発明のABA型ブロック共重合体を主成分とする粘着剤組成物は、その性質上、そのまま成形し、ホットメルトタイプ粘着剤組成物として使用することが可能である。したがって、所定形状に成形したホットメルトタイプ粘着剤組成物を公知な塗工機を用いて一旦熱溶融させた後、溶液状態で塗布し、それを固化させることにより粘着剤層とすることもできる。
この点、タイヤ用粘着シートは、通常、高塗布量、例えば60g/m2などの厚さで使用されることが多く、溶剤型粘着剤では乾燥工程が生産速度の律速となってしまうおそれがある。これに対し、乾燥工程を必要としないホットメルトタイプ粘着剤組成物を用いて、塗工することにより、塗工速度が飛躍的に向上し、生産面でのコスト削減も可能となる。さらには、ホットメルトタイプ粘着剤組成物を用いることで、溶剤を一切使用せずに、あるいは可及的に少なくすることにより、経済的側面ばかりでなく、環境保護の観点からも大きなメリットがある。
【実施例】
【0031】
[実施例1]
1.作成工程
クレイトンD−1112(SISブロック共重合体、ジブロック量:40質量%、スチレン領域の有含量:15質量%、クレイトンポリマージャパン社製)を23質量%と、粘着付与剤としてT−480X(軟化点:80℃、脂肪族/芳香族共重合石油樹脂、三井化学社製)を50質量%およびエクスロンV−120(軟化点:120℃、クマロン系樹脂、新日鐵化学社製)を5質量%と、可塑剤としてピュアフレックスSNH−100SP(パラフィン系オイル、三共油化工業社製)を22質量%と、酸化防止剤としてイルガノックス1010(ヒンダードフェノール系酸化防止剤、チバ・スペシャルティケミカルズ社製)を1質量%とを配合し、均一に混合して、表1に示す配合のホットメルトタイプ粘着剤組成物を調整した。
次いで、ダイコーターを用いて、140℃の条件で溶融させ、片面に剥離剤としてシリコーン樹脂を塗布したポリエチレンテレフタレート(以下「PET」という)フィルムから成る剥離シート上へ、塗布量が50g/m2になるように塗工して、粘着剤層を形成した。
次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)のアルミニウム蒸着層面と、前記剥離シート上の粘着剤層とを貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造した。
【0032】
2.評価
(1)ループタック粘着力
得られたタイヤ用粘着シートを、幅25mm、長さ250mm、両端における遊び部25mmのテープ状に切断した。次いで、粘着剤層の面を外側にし、両端をそろえてループ状にして、引張試験機の上部つかみに両端の遊び部を取付けた。一方、引張試験機の下部つかみには、ポリエチレン板(日本テストパネル標準試験板)を水平に取付けて、上部つかみとの距離を210mmにし、300mm/分の速度で上部つかみを150mm下げた。その位置で15秒間保持した後、300mm/分の速度で引き剥がし、5℃および40℃の環境条件下で得られる引張荷重値を、それぞれ5℃および40℃ループタック粘着力(N/25mm)として測定した。得られた結果を表1に示す。
【0033】
(2)保持力
得られたタイヤ用粘着シートをステンレス板に貼り付け、測定温度:40℃、荷重:1kgf/cm2、貼り合わせ面積:25×25mm2の条件(JISZ0237に準拠した測定法)において、所定の重りが落下するまでの時間を測定した。得られた結果を表1に示す。
【0034】
(3)剥がれ性
得られたタイヤ用粘着シートを、横20cm、縦10cmの小片に切断し、それをスタッドレスタイヤ(ブリチストン社製、MZ−03)に対して、5℃および40℃の環境でそれぞれ貼り付けた。そのまま、5℃および40℃の環境下に72時間放置した後の貼り付け状態を目視観察し、以下の基準によって、タイヤ用粘着シートの剥がれ性を評価した。
◎:タイヤ用粘着シートの剥がれや浮きは全く観察されなかった。
○:タイヤ用粘着シートの剥がれや浮きが僅かに観察された。
△:タイヤ用粘着シートの剥がれや浮きが所々に観察された。
×:タイヤ用粘着シートの剥がれや浮きが顕著に観察された。
【0035】
(4)剥離強度
得られたタイヤ用粘着シートを、横20cm、縦10cmの小片に切断し、それをスタッドレスタイヤ(ブリチストン社製、MZ−03)に対して、5℃および40℃の環境でそれぞれ貼り付けた。そのまま、5℃および40℃の環境下に72時間放置した後、手で引き剥がして剥離強度を測定し、以下の基準によって、タイヤ用粘着シートの剥離強度を評価した。
◎:十分な接着強度を有する。
○:実用上問題ないが、やや接着強度が弱い。
△:接着強度が弱く簡単に剥がれてしまう。
×:ほとんど接着強度がない。
【0036】
[実施例2〜5]
実施例2〜5では、表1に示す配合のホットメルトタイプ粘着剤組成物を、実施例1と同様にして、ダイコーターを用いて、前記剥離シート上へ、塗布量が50g/m2になるように塗布した。次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)と貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表1に示す。
[実施例6]
実施例6では、実施例1のアルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)に代えて、内部に空洞を含有する白色・不透明の二軸延伸ポリエステルフイルム(厚さ50μm)を用いた以外は実施例1と同様にして、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表1に示す。
その結果、実施例1〜6では、剥がれ性および剥離強度の評価において、低温条件および高温条件のいずれも良好な特性を示した。
【0037】
[比較例1〜5]
比較例1〜5では、表2に示す配合のホットメルトタイプ粘着剤組成物を、実施例1と同様にして、ダイコーターを用いて、前記剥離シート上へ、塗布量が50g/m2になるように塗布した。次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)と貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表2に示す。
その結果、比較例1では、実施例1における粘着付与剤T−480Xの代わりに使用したイーストタックC115R(軟化点:115℃、水添脂肪族系石油樹脂、イーストマンケミカル社製)の軟化点が115℃と比較的高く、5℃におけるループタック粘着力が7.5N/25mmと所定値よりも低かったために、低温時の剥がれ性に問題が見られた。
また、比較例2では、実施例1における粘着付与剤T−480Xを比較的多量に、かつ単独で使用したために、40℃におけるループタック粘着力が4.5N/25mmと所定値よりも低くなって、凝集力が低下し、高温時の剥離強度や剥がれ性に問題が見られた。
【0038】
また、比較例3では、実施例1におけるクレイトンD−1112の代わりに、クレイトンD−1107(SISブロック共重合体、ジブロック量:15質量%、スチレン領域の有含量:15質量%、クレイトンポリマージャパン社製)を用い、ジブロック量が比較的少なく、5℃におけるループタック粘着力が10N/25mmと所定値よりも低かったため、低温時の剥離強度や剥がれ性に問題が見られた。
また、比較例4では、実施例1におけるクレイトンD−1112の代わりに、クレイトンD−1124(SISブロック共重合体、ジブロック量:30質量%、スチレン領域の有含量:30質量%、クレイトンポリマージャパン社製)を用い、スチレン領域の含有量が比較的多くて、5℃におけるループタック粘着力が2N/25mmと所定値よりもかなり低かったため、低温時の剥離強度や剥がれ性に問題が見られた。
また、比較例5では、実施例1と同一のSISブロック共重合体、粘着付与剤、および可塑剤を用いているが、可塑剤の配合比率を実施例1よりも高くし、SISブロック共重合体の配合比率を実施例1よりも低くしたために、粘着力及び凝集力が低下し、さらに、低温時および高温時のそれぞれの剥離強度や剥がれ性に問題が見られた。
【0039】
以上の結果をまとめると、図4に示すように、タイヤ用粘着シートの粘着特性が、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である
(B)40℃におけるループタック粘着力が5N/25mm以上の値である
ことを満足した場合に、剥がれ性および剥離強度の評価において、低温条件および高温条件のいずれも良好な特性を示すことを見出した。すなわち、上記(A)および(B)の条件を満たすことが、幅広い温度領域において使用可能なタイヤ用粘着シートを選定する上での重要な条件となる。
【0040】
【表1】

【0041】
【表2】
【産業上の利用可能性】
【0042】
本発明のタイヤ用粘着シートの製造方法によれば、特定の粘着力特性(ループタック粘着力)を有するホットメルトタイプ粘着剤組成物を使用することにより、低温時であってもタイヤに精度良く貼り付けることができ、かつ、難接着性のスタッドレスタイヤに対しても強固に貼り付けることができ、さらには、高温時での特性低下が少ないことから、自動車用、航空機用、自転車用、台車用、その他各種タイヤに好適に適用することができる。
また、本発明のタイヤ用粘着シートは、タイヤ以外の各種ゴム製品に対しても好適に適用することができ、本発明の効果と同様の効果を発揮することができる。
【符号の説明】
【0043】
1,2:タイヤ用粘着シート
10:基材
11:粘着剤層
12:剥離フィルム
13:金属層(アルミニウム蒸着層)
14:易接着層
15:印刷層
16:記録層
【技術分野】
【0001】
本発明は、タイヤ用粘着シートおよびタイヤ用粘着シートの製造方法に関し、特に、低温時におけるタイヤや、スタッドレスタイヤに対しても良好な接着性を有するタイヤ用粘着シートの製造方法に関する。
【背景技術】
【0002】
従来、タイヤ表示ラベル等と呼ばれるタイヤ用粘着シートが知られており、顧客に対して、タイヤ情報を伝えたり、購買欲を掻き立てたりするために、タイヤのメーカー名やブランド名、サイズ(幅、偏平率、リム率)、使用上の注意事項等などのタイヤ表示部を備えた粘着シートであって、タイヤのトレッド面を含む周囲に貼り付けて、使用されている。すなわち、かかるタイヤ用粘着シートは、一般的にはアルミニウム蒸着層を備えたフィルムを支持体としており、当該支持体上に、ゴム系樹脂やアクリル酸アルキルエステル樹脂を主成分とする粘着剤層が積層されて構成されている。
【0003】
また、表面基材として、ポリプロピレンを主成分とし、内部にボイドを有し、三層以上の二軸延伸フィルムからなる白色フィルムを使用し、それに所定粘着力を有する、主としてアクリル酸アルキルエステル樹脂の架橋体からなる粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献1参照)。
また、白色顔料を含むポリプロピレンフィルムの表面に、アンカーコート層と、塩化ビニリデン−塩化ビニル共重合体層と、所定粘着力を有する粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献2参照)。
さらに、所定量の天然ゴムと、ABA型ブロック共重合体と、粘着付与剤と、からなる粘着剤層を備えたタイヤ用粘着シートが開示されている(例えば、特許文献3参照)。
【0004】
しかしながら、タイヤのトレッド面には、非常に大きな凹凸が形成されており、また、タイヤ成型時に使用される金型の空気抜き孔が原因で形成される“スピュー”と呼ばれるヒゲ状突起物が存在しているため、タイヤ用粘着シートを精度良く貼り付けることは容易でなかった。また、タイヤ製造時に使用する金型用離型剤が、タイヤ表面に少なからず転写して、付着しているため、一旦貼付けられたタイヤ用粘着シートが、タイヤの保管時や輸送中に、剥がれやすいという問題も見られた。なかでも、外気温が、例えば、5℃程度に低下する冬場には、粘着剤の粘着性が低下することにより粘着シートが剥がれ易かった。また、スタッドレスタイヤを被着体とした場合には、タイヤ表面が特殊な凹凸構造を有していたり、特殊な添加剤が配合されているために、難接着性であることより、タイヤの保管時や輸送時の際の剥がれ問題が生じやすかった。
さらに、上述した従来のタイヤ用粘着シートは、いずれも粘着剤層を積層する際に、溶剤を用いて塗布工程を実施し、それを乾燥工程により除去することを意図しているが、製造工程が大型化したり、製造時間が長くなったり、さらには環境問題に対する配慮が欠けているという問題が見られた(特許文献1〜3参照)。特に、タイヤ用粘着シートの一部であっても、塩化ビニリデン−塩化ビニル共重合体層を設けた場合には(例えば、特許文献2参照)、焼却の際にダイオキシンが発生しやすいという環境上の問題が見られた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10 −147757号公報
【特許文献2】特開2002−294187号公報
【特許文献3】特開平11 −80690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の発明者らは鋭意検討した結果、特定の粘着力特性(ループタック粘着力)を有するホットメルトタイプ粘着剤組成物を使用したタイヤ用粘着シートによって、タイヤの保管時や輸送時の際の剥がれ問題を容易に解決できることを見出した。
すなわち、本発明は、低温時であってもタイヤに対する粘着力が高く、かつ、スタッドレスタイヤに対しても強固に貼り付けることができ、さらには、高温時での特性低下が少ないタイヤ用粘着シートの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明によれば、基材と、粘着剤層と、を含むタイヤ用粘着シートであって、当該粘着剤層が、ホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足するタイヤ用粘着シートの製造方法が提供され、上述した問題点を解決することができる。
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、
ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法である。
ここで、5℃におけるループタック粘着力を所定範囲に制御するのは、冬場の低温時であっても、タイヤに対する高い粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。また、40℃におけるループタック粘着力を所定値に制御するのは、夏場の高温時であっても、タイヤに対する十分な粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、上記(A)および(B)の条件を満たすかどうかを確認することで、幅広い温度領域において使用可能なタイヤ用粘着シートを選定することが可能となる。
なお、5℃および40℃におけるループタック粘着力を測定するにあたっては、それぞれ実施例1に記載の方法を採用することができる。
【0008】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法で、1500〜12000秒の範囲内の値とすることが好ましい。
【0009】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることが好ましい。
【0010】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、可塑剤が、パラフィン系プロセスオイルであることが好ましい。
【0011】
また、本発明のタイヤ用粘着シートの製造方法を実施する際に、基材と、粘着剤層との間に、金属層を備えることが好ましい。
【図面の簡単な説明】
【0012】
【図1】(a)〜(d)は、それぞれタイヤ用粘着シートの構成を説明するために供する概略断面図である。
【図2】粘着付与剤の添加量の影響を示す図である(その1)。
【図3】粘着付与剤の添加量の影響を示す図である(その2)。
【図4】各サンプルのループタック粘着力を示す図である。
【発明を実施するための形態】
【0013】
[第1の参考実施の形態]
第1の参考実施形態は、図1(a)〜(d)に例示するように、基材10と、粘着剤層11と、を含むタイヤ用粘着シートであって、当該粘着剤層11が、ホットメルトタイプ粘着剤組成物を含むとともに、下記粘着力特性(A)および(B)を満足し、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートである。
なお、図1(a)〜(d)に例示するタイヤ用粘着シートにおいては、それぞれ粘着剤層11の表面に、剥離フィルム12を備えた状態で、概略断面構造を示してある。
【0014】
1.基材
(1)種類
図1(a)〜(d)に例示するタイヤ用粘着シートの一部を構成する基材10の種類や構成は、特に限定されるものではなく、公知のプラスチックフィルムや紙、あるいは内部に空洞を有する合成紙などが使用可能である。
ただし、機械的強度に優れ、剥離時における基材の破壊を有効に防止できることから、プラスチックフィルムや合成紙であることがより好ましい。
また、基材の構成に関して、図1(b)に示すように、金属層13、例えば、アルミニウム蒸着層を備えた基材10であることが好ましい。この理由は、かかる基材10と、粘着剤層11との間に、金属層13を備えることにより、タイヤの構成成分の移行に起因した、基材表面における黒色化を有効に防止できるためである。より具体的には、タイヤを構成するゴム材料の構成成分であるアミン系老化防止剤や芳香族系オイル等が、基材まで移行し、それが原因となって、基材表面が黒色化する場合があるが、金属層13によって、それらの移行をブロックするためである。
さらに、基材の構成に関して、図1(c)に示すように、印刷層15を形成しやすくするための易接着層14や、図1(d)に示すように、熱転写記録やインキジェット記録などの記録を可能にするための記録層16や、あるいは磁気記録、バーコード、およびマイクロ半導体素子等の情報領域(図示せず)を基材10の一部に設けることも好ましい。
【0015】
(2)厚さ
基材の厚さを10〜150μmの範囲内の値とすることが好ましい。この理由は、かかる基材の厚さが10μm未満の値になると、取り扱いが困難になったり、貼り付け時にシワになったり、剥離時に基材が破壊されたりする場合があるためである。
一方、かかる基材の厚さが150μmを超えると、柔軟性が低下するのに伴い、被着体としてのタイヤへの追従性が低下し、タイヤ用粘着シートがタイヤから剥がれやすくなる場合があるためである。さらに、基材の厚さを10〜120μmの範囲内の値とすることがより好ましい。
【0016】
2.粘着剤層
(1)種類
(1)−1 主成分
粘着剤層を構成するホットメルトタイプ粘着剤組成物の種類は、所定のループタック粘着力を有するものであれば特に限定されるものではなく、例えば、天然ゴム系、合成ゴム系、アクリル系、ウレタン系、シリコーン系等、従来既知の粘着剤を使用することも可能であるが、ABA型ブロック共重合体を使用するのが好ましい。
すなわち、粘着剤層は、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%(合計量)
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、かつ(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種含むホットメルトタイプ粘着剤組成物から構成することを特徴とする。
この理由は、かかるホットメルトタイプ粘着剤組成物であれば、複数温度におけるループタック粘着力の調整が容易になって、タイヤ用粘着シートに使用した場合に、外気温の低い冬場であっても、スタッドレスタイヤを被着体とした場合であっても、浮きや剥がれが少なく、精度良く貼り付けることができるためである。また、外気温の高い夏場であっても、貼付後の浮き剥がれの問題がなく、さらに、粘着剤層を積層する際に、溶剤を使用したり、乾燥させることが不要であって、製造装置を小型化したり、製造時間を短縮することもできるためである。
【0017】
ここで、ABA型ブロック共重合体とは、A成分とB成分の2種類の単一重合物をブロック化して重合させた共重合物であり、A成分が樹脂成分であり、B成分がゴム成分であるとすると、ゴム成分(B成分)の両端が樹脂成分(A成分)のドメインにより拘束されている構造となる。
かかるABA型ブロック共重合体としては、スチレンーイソプレンースチレン共重合体(SIS)やスチレンーブタジエンースチレン共重合体(SBS)等が典型例であるが、タック性付与が容易であって、低温時のループタック粘着力の調整がさらに容易であることから、スチレンーイソプレンースチレン共重合体(SIS)を使用することがより好ましい。
また、ABA型ブロック共重合体の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、15〜40質量%の範囲内の値とすることを特徴とする。
この理由は、かかるABA型ブロック共重合体の添加量が15質量%未満の値になると、粘着剤全体の凝集力が低下し、外気温の高い夏場において、特性低下が著しくなったり、粘着シート断面からのしみ出し(以後、ウーズと呼ぶ)が生じたり、さらには、打ち抜き加工時の糊切れが悪化したりする場合があるためである。
一方、かかるABA型ブロック共重合体の添加量が40質量%を超えると、ループタック粘着力が低下して、タイヤに貼付けた際に、強固に接着できず、特に低温環境下での貼付けが困難となる場合があるためである。さらに、粘着剤全体の溶融粘度が上昇し、ホットメルトコーティング適性が低下する問題が発生する場合がある。
さらに、ABA型ブロック共重合体の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、18〜30質量%の範囲内の値とすることがより好ましい。
【0018】
また、ABA型ブロック共重合体において、ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることが好ましい。
この理由は、ポリスチレン領域の含有量が20質量%を超えると、相対的に粘着性発現に大きく寄与するイソプレンが不足するため、ループタック粘着力が低下して、タイヤに貼付けた際に、強固に接着できず、特に低温環境下での貼付けが困難となる場合があるためである。さらに、粘着剤全体の溶融粘度が上昇し、ホットメルトコーティング適性が低下する問題が発生する場合がある。
ただし、ポリスチレン領域の含有量が過度に低下すると、凝集力が低下して、ウーズやラベル剥離後の糊残りが発生しやすくなる場合がある。したがって、ABAブロック共重合体中のポリスチレン領域の含有量を10〜20%質量%の範囲内の値とすることがより好ましい。
【0019】
(1)−2 粘着付与剤
ホットメルトタイプ粘着剤組成物を構成するにあたり、粘着付与剤を添加することを特徴とする。ここで、粘着付与剤の種類は特に限定されるものではなく、ロジン誘導体、ポリテルペン樹脂、芳香族変性テルペン樹脂及びその水素化物、テルペンフェノール樹脂、クマロン・インデン樹脂、脂肪族系石油系樹脂、芳香族系石油樹脂及びその水素化物、スチレン又は置換スチレンの低分子質量合体などの少なくとも一種類が例示される。
また、粘着付与剤の種類に関して、ブロック共重合体中のゴム領域に選択的に相溶することにより、ループタック粘着力の調整が容易になる。したがって、例えば、ポリイソプレン領域等に相溶しやすいことから、ロジン誘導体、ポリエステル樹脂、脂肪族系石油樹脂などがさらに好適に用いられる。より具体的に言えば、図2に示すように、粘着付与剤として、例えば、脂肪族系石油樹脂を用いた場合には、比較的わずかな添加量の変化(40質量%〜60質量%)で、5℃におけるループタック粘着力の値を変化させることができることを示している(図2のA曲線、粘着力の変化幅:8〜23N/25mm)。それに対して、図3に示すように、芳香族変性テルペン樹脂を用いた場合には、比較的わずかな添加量の変化(40質量%〜60質量%)では、5℃におけるループタック粘着力の値は、ほとんど変化していないことがわかる(図3のA曲線、粘着力の変化幅:2〜8N/25mm)。なお、図2および図3のB曲線は、粘着付与剤の添加量による保持力の変化を表している。
なお、粘着剤組成物の凝集力を向上させる目的で、ポリスチレン重合体ブロックに相溶するクマロン・インデン樹脂、あるいはスチレン・置換スチレンの低分子量体を併用することも好ましい。
【0020】
また、粘着付与剤の添加量を、全体量に対して、30〜70質量%の範囲内の値とすることを特徴とする。
この理由は、かかる粘着付与剤の添加量が30質量%未満の値になると、粘着力が不足し、タイヤに貼付けした際に強固に接着できない場合があるためである。一方、かかる粘着付与剤の添加量が70質量%を超えると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。
さらに、粘着付与剤の添加量を、全体量に対して、40〜65質量%の範囲内の値とすることがより好ましい。
【0021】
なお、粘着付与剤の軟化点については、異なる軟化点を有する2種以上の粘着付与剤を併用することを特徴とする。この理由は、軟化点の比較的高い粘着付与樹脂は高温時での粘着性を発現するのに有効であるが、低温時での粘着性が損なわれるため、軟化点の比較的低い粘着付与剤と併用することにより、低温領域から高温領域までの広い温度に対応することができるためである。本発明においては、室温において液体の状態のものから、最大約150℃の軟化点を有する粘着付与剤を使用できるが、JIS K 2207(環球式)に準拠して測定した軟化点が60〜100℃、好ましくは70〜90℃である粘着付与剤を少なくとも一種含むことが好ましい。この理由は、軟化点が60〜100℃である粘着付与剤を使用すると、低温領域から常温領域までの粘着性が向上する為である。
また、併用する粘着付与剤の軟化点は、60〜100℃の軟化点を有する粘着付与剤よりも、高い軟化点を有する粘着付与剤を用いるのが好ましい。
さらに、併用する粘着付与剤の軟化点は、60〜100℃の軟化点を有する粘着付与剤よりも、30℃以上高い軟化点を有する粘着付与剤を用いるのを特徴とする。
【0022】
(1)−3 可塑剤
ホットメルトタイプ粘着剤組成物を構成するにあたり、可塑剤を添加することを特徴とする。ここで、可塑剤の種類は特に限定されるものではないが、パラフィン系プロセスオイル、ナフテン系プロセスオイル、あるいは芳香族系プロセルスオイルなどの石油系プロセスオイル、ひまし油あるいはトール油などの天然油、フタル酸ジブチル、フタル酸ジオクチルあるいはアジピン酸ジブチルなどの二塩基酸ジアルキル、液状ポリブテンあるいは液状ポリイソプレンなどの低分子量液状ポリマーが例示される。
なかでもパラフィン系プロセスオイルを用いると、熱や紫外線に対し特に安定であり、色相の優れたホットメルトタイプ粘着剤組成物を得ることができることから好ましい可塑剤の種類である。
また、パラフィン系プロセスオイルと、他の可塑剤との併用も可能であり、その場合、パラフィン系プロセスオイルを、可塑剤の全体量(100質量%)に対して、60質量%以上用いるのが好ましい。
【0023】
また、可塑剤の添加量を、ホットメルトタイプ粘着剤組成物の全体量に対して、10〜40質量%の範囲内の値とすることを特徴とする。
この理由は、かかる可塑剤の添加量が10質量%未満の値になると、十分に可塑化せず、ループタック粘着力が不足し、タイヤに貼付けした際に強固に接着できない場合があるためである。一方、かかる可塑剤の添加量が40質量%を超えると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。
さらに、可塑剤の添加量を、全体量に対して、15〜30質量%の範囲内の値とすることがより好ましい。
【0024】
(1)−4 添加剤
本発明のホットメルトタイプ粘着剤組成物には必要に応じて、各種添加剤、例えば充填剤、無機粒子、有機粒子、軽量化剤、流動化剤、顔料、染料、着色剤、酸化防止剤、紫外線吸収剤、光安定剤など従来公知の添加剤を添加することも好ましい。
【0025】
3. ループタック粘着力
まず、(A)5℃におけるループタック粘着力を所定範囲に制御するのは、冬場の低温時であっても、タイヤに対する高い粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、かかる5℃でのループタック粘着力が14N/25mm以上の値であることにより、タイヤ用粘着シートを低温時、例えば、5℃程度であってもタイヤに貼り付けることができ、かつ、スタッドレスタイヤ等の比較的難接着性のタイヤに対しても強固に貼り付けることができる。逆に、5℃におけるループタック粘着力が、14N/25mm未満の値になると、タイヤからラベルが浮き・剥がれし易くなる問題がある。
ただし、5℃でのループタック粘着力が過度に高くなると、ラベル剥離後の糊残りが発生しやすくなる場合がある。
したがって、(A)5℃におけるループタック粘着力を15〜33N/25mmの範囲内の値とすることがより好ましい。
【0026】
一方、(B)40℃におけるループタック粘着力を所定値に制御するのは、夏場の高温時であっても、タイヤに対する十分な粘着力を有することを表し、貼付後に浮き・剥がれが発生しないことと密接に関係しているためである。すなわち、かかる40℃でのループタック粘着力が5N/25mm以上の値であることにより、高温時においてもタイヤに対する十分な接着力を有しており、タイヤの保管時や運搬時における浮きや剥がれを有効に防止することができる。逆に、40℃におけるループタック粘着力が、5N/25mm未満の値になると、一旦貼ったタイヤ用粘着シートが、保管時や運搬時に容易に剥がれる場合があるためである。
ただし、40℃でのループタック粘着力が過度に高くなると、剥離時に糊残りが生じたりする場合がある。
したがって、(B)40℃におけるループタック粘着力を6〜15N/25mmの範囲内の値とすることがより好ましい。
このように、ホットメルトタイプ粘着剤組成物は、(A)5℃におけるループタック粘着力と、(B)40℃におけるループタック粘着力の値をそれぞれ同時に制限することが重要であり、どちらか一方の粘着特性を満足しなくとも、タイヤ用粘着シートの実使用における問題が生じる可能性がある。
すなわち、上記(A)および(B)の条件を満たすことで、幅広い温度領域において使用可能なタイヤ用粘着シートを選定することが可能となる。
【0027】
4.保持力
また、ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法で、1500〜12000秒の範囲内の値とすることが好ましい。
この理由は、かかる保持力が1500秒未満の値になると、ウーズやラベル打ち抜き加工時の糊切れが悪化する場合があるためである。一方、かかる保持力が12000秒を超えると、低温時における被着体に対する粘着剤の濡れ性が低下し、貼付後に浮き・剥がれが発生し易くなるためである。
さらに、ホットメルトタイプ粘着剤組成物の保持力を2000〜10000秒の範囲内の値とすることがより好ましい。
【0028】
[第2の実施の形態]
第2の実施形態は、基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、基材上に、下記粘着力特性(A)および(B)を満足するホットメルトタイプ粘着剤組成物を塗工して形成するタイヤ用粘着シートの製造方法であって、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法である。
以下、使用するホットメルトタイプ粘着剤組成物については、第1の参考実施の形態と同様の内容とすることができるため、タイヤ用粘着シートの製造方法に関する事項を中心に説明する。
【0029】
すなわち、第2の実施形態において、ホットメルトタイプ粘着剤組成物から粘着剤層を形成し、タイヤ用粘着シートを製造する方法は特に制限されるものではないが、例えば、剥離シートへ、ホットメルトタイプ粘着剤組成物を塗布し、必要に応じて乾燥して表面基材と貼り合わせる転写塗工法を採ることが好ましい。
また、先に表面基材へホットメルトタイプ粘着剤組成物を直接塗布し、必要に応じて乾燥させて、剥離シートと貼り合わせる直接塗工法を採用することも好ましい。
また、ホットメルトタイプ粘着剤組成物の塗布装置としては、特に限定されるものではなく、ロールコーター、ナイフコーター、バーコーター、ダイコーター、エアーナイフコーター、グラビアコーター、バリオグラコーター、カーテンコーターなど従来既知の塗工機を使用して塗布することが可能である。
【0030】
また、ホットメルトタイプ粘着剤組成物の塗布量に関しては、乾燥質量で20〜120g/m2の範囲内の値とすることが好ましい。この理由は、かかる塗布量が20g/m2未満の値になると、タイヤへの粘着性が不十分となる場合があるためであり、一方、120g/m2を超えると、ウーズの原因となるばかりか、印刷・抜き加工時での不具合を引き起こす可能性が高くなる場合があるためである。
さらに、ホットメルトタイプ粘着剤組成物の塗布量を、30〜80g/m2の範囲内の値とすることがより好ましい。
なお、本発明のABA型ブロック共重合体を主成分とする粘着剤組成物は、その性質上、そのまま成形し、ホットメルトタイプ粘着剤組成物として使用することが可能である。したがって、所定形状に成形したホットメルトタイプ粘着剤組成物を公知な塗工機を用いて一旦熱溶融させた後、溶液状態で塗布し、それを固化させることにより粘着剤層とすることもできる。
この点、タイヤ用粘着シートは、通常、高塗布量、例えば60g/m2などの厚さで使用されることが多く、溶剤型粘着剤では乾燥工程が生産速度の律速となってしまうおそれがある。これに対し、乾燥工程を必要としないホットメルトタイプ粘着剤組成物を用いて、塗工することにより、塗工速度が飛躍的に向上し、生産面でのコスト削減も可能となる。さらには、ホットメルトタイプ粘着剤組成物を用いることで、溶剤を一切使用せずに、あるいは可及的に少なくすることにより、経済的側面ばかりでなく、環境保護の観点からも大きなメリットがある。
【実施例】
【0031】
[実施例1]
1.作成工程
クレイトンD−1112(SISブロック共重合体、ジブロック量:40質量%、スチレン領域の有含量:15質量%、クレイトンポリマージャパン社製)を23質量%と、粘着付与剤としてT−480X(軟化点:80℃、脂肪族/芳香族共重合石油樹脂、三井化学社製)を50質量%およびエクスロンV−120(軟化点:120℃、クマロン系樹脂、新日鐵化学社製)を5質量%と、可塑剤としてピュアフレックスSNH−100SP(パラフィン系オイル、三共油化工業社製)を22質量%と、酸化防止剤としてイルガノックス1010(ヒンダードフェノール系酸化防止剤、チバ・スペシャルティケミカルズ社製)を1質量%とを配合し、均一に混合して、表1に示す配合のホットメルトタイプ粘着剤組成物を調整した。
次いで、ダイコーターを用いて、140℃の条件で溶融させ、片面に剥離剤としてシリコーン樹脂を塗布したポリエチレンテレフタレート(以下「PET」という)フィルムから成る剥離シート上へ、塗布量が50g/m2になるように塗工して、粘着剤層を形成した。
次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)のアルミニウム蒸着層面と、前記剥離シート上の粘着剤層とを貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造した。
【0032】
2.評価
(1)ループタック粘着力
得られたタイヤ用粘着シートを、幅25mm、長さ250mm、両端における遊び部25mmのテープ状に切断した。次いで、粘着剤層の面を外側にし、両端をそろえてループ状にして、引張試験機の上部つかみに両端の遊び部を取付けた。一方、引張試験機の下部つかみには、ポリエチレン板(日本テストパネル標準試験板)を水平に取付けて、上部つかみとの距離を210mmにし、300mm/分の速度で上部つかみを150mm下げた。その位置で15秒間保持した後、300mm/分の速度で引き剥がし、5℃および40℃の環境条件下で得られる引張荷重値を、それぞれ5℃および40℃ループタック粘着力(N/25mm)として測定した。得られた結果を表1に示す。
【0033】
(2)保持力
得られたタイヤ用粘着シートをステンレス板に貼り付け、測定温度:40℃、荷重:1kgf/cm2、貼り合わせ面積:25×25mm2の条件(JISZ0237に準拠した測定法)において、所定の重りが落下するまでの時間を測定した。得られた結果を表1に示す。
【0034】
(3)剥がれ性
得られたタイヤ用粘着シートを、横20cm、縦10cmの小片に切断し、それをスタッドレスタイヤ(ブリチストン社製、MZ−03)に対して、5℃および40℃の環境でそれぞれ貼り付けた。そのまま、5℃および40℃の環境下に72時間放置した後の貼り付け状態を目視観察し、以下の基準によって、タイヤ用粘着シートの剥がれ性を評価した。
◎:タイヤ用粘着シートの剥がれや浮きは全く観察されなかった。
○:タイヤ用粘着シートの剥がれや浮きが僅かに観察された。
△:タイヤ用粘着シートの剥がれや浮きが所々に観察された。
×:タイヤ用粘着シートの剥がれや浮きが顕著に観察された。
【0035】
(4)剥離強度
得られたタイヤ用粘着シートを、横20cm、縦10cmの小片に切断し、それをスタッドレスタイヤ(ブリチストン社製、MZ−03)に対して、5℃および40℃の環境でそれぞれ貼り付けた。そのまま、5℃および40℃の環境下に72時間放置した後、手で引き剥がして剥離強度を測定し、以下の基準によって、タイヤ用粘着シートの剥離強度を評価した。
◎:十分な接着強度を有する。
○:実用上問題ないが、やや接着強度が弱い。
△:接着強度が弱く簡単に剥がれてしまう。
×:ほとんど接着強度がない。
【0036】
[実施例2〜5]
実施例2〜5では、表1に示す配合のホットメルトタイプ粘着剤組成物を、実施例1と同様にして、ダイコーターを用いて、前記剥離シート上へ、塗布量が50g/m2になるように塗布した。次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)と貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表1に示す。
[実施例6]
実施例6では、実施例1のアルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)に代えて、内部に空洞を含有する白色・不透明の二軸延伸ポリエステルフイルム(厚さ50μm)を用いた以外は実施例1と同様にして、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表1に示す。
その結果、実施例1〜6では、剥がれ性および剥離強度の評価において、低温条件および高温条件のいずれも良好な特性を示した。
【0037】
[比較例1〜5]
比較例1〜5では、表2に示す配合のホットメルトタイプ粘着剤組成物を、実施例1と同様にして、ダイコーターを用いて、前記剥離シート上へ、塗布量が50g/m2になるように塗布した。次いで、アルミニウム蒸着層を備えた白コートPETフィルム(厚さ12μm)と貼り合わせ、剥離シート付きのタイヤ用粘着シートを製造し、実施例1と同様に評価した。得られた結果を表2に示す。
その結果、比較例1では、実施例1における粘着付与剤T−480Xの代わりに使用したイーストタックC115R(軟化点:115℃、水添脂肪族系石油樹脂、イーストマンケミカル社製)の軟化点が115℃と比較的高く、5℃におけるループタック粘着力が7.5N/25mmと所定値よりも低かったために、低温時の剥がれ性に問題が見られた。
また、比較例2では、実施例1における粘着付与剤T−480Xを比較的多量に、かつ単独で使用したために、40℃におけるループタック粘着力が4.5N/25mmと所定値よりも低くなって、凝集力が低下し、高温時の剥離強度や剥がれ性に問題が見られた。
【0038】
また、比較例3では、実施例1におけるクレイトンD−1112の代わりに、クレイトンD−1107(SISブロック共重合体、ジブロック量:15質量%、スチレン領域の有含量:15質量%、クレイトンポリマージャパン社製)を用い、ジブロック量が比較的少なく、5℃におけるループタック粘着力が10N/25mmと所定値よりも低かったため、低温時の剥離強度や剥がれ性に問題が見られた。
また、比較例4では、実施例1におけるクレイトンD−1112の代わりに、クレイトンD−1124(SISブロック共重合体、ジブロック量:30質量%、スチレン領域の有含量:30質量%、クレイトンポリマージャパン社製)を用い、スチレン領域の含有量が比較的多くて、5℃におけるループタック粘着力が2N/25mmと所定値よりもかなり低かったため、低温時の剥離強度や剥がれ性に問題が見られた。
また、比較例5では、実施例1と同一のSISブロック共重合体、粘着付与剤、および可塑剤を用いているが、可塑剤の配合比率を実施例1よりも高くし、SISブロック共重合体の配合比率を実施例1よりも低くしたために、粘着力及び凝集力が低下し、さらに、低温時および高温時のそれぞれの剥離強度や剥がれ性に問題が見られた。
【0039】
以上の結果をまとめると、図4に示すように、タイヤ用粘着シートの粘着特性が、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である
(B)40℃におけるループタック粘着力が5N/25mm以上の値である
ことを満足した場合に、剥がれ性および剥離強度の評価において、低温条件および高温条件のいずれも良好な特性を示すことを見出した。すなわち、上記(A)および(B)の条件を満たすことが、幅広い温度領域において使用可能なタイヤ用粘着シートを選定する上での重要な条件となる。
【0040】
【表1】
【0041】
【表2】
【産業上の利用可能性】
【0042】
本発明のタイヤ用粘着シートの製造方法によれば、特定の粘着力特性(ループタック粘着力)を有するホットメルトタイプ粘着剤組成物を使用することにより、低温時であってもタイヤに精度良く貼り付けることができ、かつ、難接着性のスタッドレスタイヤに対しても強固に貼り付けることができ、さらには、高温時での特性低下が少ないことから、自動車用、航空機用、自転車用、台車用、その他各種タイヤに好適に適用することができる。
また、本発明のタイヤ用粘着シートは、タイヤ以外の各種ゴム製品に対しても好適に適用することができ、本発明の効果と同様の効果を発揮することができる。
【符号の説明】
【0043】
1,2:タイヤ用粘着シート
10:基材
11:粘着剤層
12:剥離フィルム
13:金属層(アルミニウム蒸着層)
14:易接着層
15:印刷層
16:記録層
【特許請求の範囲】
【請求項1】
基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、
前記基材上に、下記粘着力特性(A)および(B)を満足するホットメルトタイプ粘着剤組成物を塗工して形成し、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、
前記ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、
さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、前記混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法。
【請求項2】
前記ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法
で、1500〜12000秒の範囲内の値とすることを特徴とする請求項1に記載のタイヤ用粘着シートの製造方法。
【請求項3】
前記ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることを特徴とする請求項1または2に記載のタイヤ用粘着シートの製造方法。
【請求項4】
前記可塑剤が、パラフィン系プロセスオイルであることを特徴とする請求項1〜3のいずれか一項に記載のタイヤ用粘着シートの製造方法。
【請求項5】
前記基材と、粘着剤層との間に、金属層を備えることを特徴とする請求1〜4のいずれか一項に記載のタイヤ用粘着シートの製造方法。
【請求項1】
基材と、粘着剤層と、を含むタイヤ用粘着シートの製造方法であって、
前記基材上に、下記粘着力特性(A)および(B)を満足するホットメルトタイプ粘着剤組成物を塗工して形成し、
(A)5℃におけるループタック粘着力が14N/25mm以上の値である。
(B)40℃におけるループタック粘着力が5N/25mm以上の値である。
かつ、
前記ホットメルトタイプ粘着剤組成物が、
(C)ABA型ブロック共重合体:15〜40質量%
(D)異なる軟化点を有する2種以上の粘着付与剤:30〜70質量%
(E)可塑剤:10〜40質量%
を配合したものを主成分とし、
さらに、
(C)’ABA型ブロック共重合体が、ABA型ブロック共重合体としてのスチレンーイソプレンースチレンブロック共重合体(SIS)と、AB型ブロック共重合体としてのスチレンーイソプレンブロック共重合体(SI)と、の混合物であって、当該AB型ブロック共重合体の添加量を、前記混合物の全体量に対して、30質量%以上の値とし、
その上、
(D)’異なる軟化点を有する2種以上の粘着付与剤の内、JIS K 2207に準拠して測定した軟化点が60〜100℃である粘着付与剤を少なくとも一種と、軟化点が60〜100℃である粘着付与剤より30℃以上高い軟化点を有する粘着付与剤を少なくとも一種と、を含むことを特徴とするタイヤ用粘着シートの製造方法。
【請求項2】
前記ホットメルトタイプ粘着剤組成物の保持力が、JISZ0237に準拠した測定法
で、1500〜12000秒の範囲内の値とすることを特徴とする請求項1に記載のタイヤ用粘着シートの製造方法。
【請求項3】
前記ABA型ブロック共重合体100質量%中のポリスチレン領域の含有量を20質量%以下の値とすることを特徴とする請求項1または2に記載のタイヤ用粘着シートの製造方法。
【請求項4】
前記可塑剤が、パラフィン系プロセスオイルであることを特徴とする請求項1〜3のいずれか一項に記載のタイヤ用粘着シートの製造方法。
【請求項5】
前記基材と、粘着剤層との間に、金属層を備えることを特徴とする請求1〜4のいずれか一項に記載のタイヤ用粘着シートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−149033(P2011−149033A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2011−104086(P2011−104086)
【出願日】平成23年5月9日(2011.5.9)
【分割の表示】特願2005−514711(P2005−514711)の分割
【原出願日】平成16年8月17日(2004.8.17)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成23年5月9日(2011.5.9)
【分割の表示】特願2005−514711(P2005−514711)の分割
【原出願日】平成16年8月17日(2004.8.17)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]