
タイヤ用補強材及び空気入りタイヤ
【課題】汎用性及び廉価性のあるエア漏れを起こさないタイヤ用補強材及び空気入りラジアルタイヤを提供。
【解決手段】撚られたナイロン繊維を接着剤で接着処理してなるナイロンコードであって、空気透過性が100秒/10mmHg以上であるタイヤ用補強材であり、そのナイロンコードは廉価な片撚りコードであり、またナイロンコードの織度が800〜2200dtexで、(式1)で表される撚り係数Rが0.1〜0.3である。R=N×{0.139×D×(0.9/ρ)}1/2×10−3(式1)。但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【解決手段】撚られたナイロン繊維を接着剤で接着処理してなるナイロンコードであって、空気透過性が100秒/10mmHg以上であるタイヤ用補強材であり、そのナイロンコードは廉価な片撚りコードであり、またナイロンコードの織度が800〜2200dtexで、(式1)で表される撚り係数Rが0.1〜0.3である。R=N×{0.139×D×(0.9/ρ)}1/2×10−3(式1)。但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイヤ用補強材及び空気入りタイヤに関するものであり、より詳細には、タイヤのベルト層の耐久性を向上させるために用いられる、繊維コード等を接着処理してなるタイヤ用補強材、及びそれを使用した空気入りタイヤに関するものである。
【背景技術】
【0002】
近年、乗用車タイヤにおいては、高速耐久性、操縦安定性、ロードノイズ性などの性能への要求が高まっている。現在、乗用車用ラジアルタイヤのベルト層には主に角度付きスチールベルトが少なくとも2枚以上使用されている。そして、走行時、特に高速時の安全性確保のためにベルト層の剥離(特にベルト層端部で顕著に起こる剥離)を防止し耐久性を向上させるためにキャップ・レイヤーが一般的に採用されている(例えば、特許文献1を参照)。
例えば、交差ベルトの全部又は両端部を周方向に配置させたキャップ・レイヤーで挟持することにより、ベルト周方向の剛性を強化することが提案されている。またタイヤ周上でジョイントを無くす目的で該キャップ・レイヤーをらせん状に巻きつけることが提案されている。
【0003】
キャップ・レイヤーは、繊維コードをゴム引きしてなるタイヤ用補強材から形成され、そのコードとしては、ナイロン繊維、アラミド繊維、ポリエステル繊維等が使用される。例えば、乗用車タイヤにおける高速耐久性、操縦安定性、ロードノイズ性などの性能を改善するためにアラミド繊維、ポリエステル繊維などのコード使用を提案している(例えば、特許文献2及び3を参照)。
【0004】
ところで、このようなキャップ・レイヤーのコードには最も一般的なものとしてナイロンコードが廉価で頻用される。ナイロン繊維は、ゴムとの接着性、伸び特性、熱収縮性等の点で上記キャップ・レイヤーのコードに好適に使用することができる。しかし、現在の乗用車タイヤにおいてナイロンコードからなるキャップ・レイヤーをタイヤ周方向にらせん状に配置した場合、前記のポリエステル等の他繊維に比べコード内のエア透過がし易くなる。そのため、悪路走行によるタイヤトレッド踏面に複数のカットが設けられる場合、カット箇所同士の間の部分では、キャップ・レイヤーの設置によりエア漏れ現象を引き起こす。特に、S及びT(タイヤの速度レンジ記号)等の速度域に代表される汎用性・廉価性のあるタイヤサイズに頻用される安価な片撚りナイロンコードを使用したものはエア漏れが著しく起こる。このため、安価で頻用性のあるナイロンコードを使用したエア漏れを起こさないタイヤ用補強材が空気入りラジアルタイヤが求められている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−24208号公報
【特許文献2】特開平2−147407号公報
【特許文献3】特開平1−145203号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題を解決すべく、汎用性及び廉価性のあるエア漏れを起こさないタイヤ用補強材及び空気入りタイヤを提供するものである。
【課題を解決するための手段】
【0007】
本発明者は、撚られたナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理し、そして、熱固定処理及びノルマライジング処理時にコード張力を所定の値に維持し、その両者の張力比を一定の範囲に制限すると、空気透過性が100秒/10mmHg以上のエア漏れを起こさない、汎用性の被接着延伸処理ナイロンコードからなるタイヤ用補強材が得られることを見出し、本発明に至ったものである。
即ち、本発明のタイヤ用補強材及び空気入りラジアルタイヤは以下の構成或いは構造を特徴とする。
【0008】
(1)ナイロン繊維を接着剤で接着処理してなるナイロンコードからなり、空気透過性が100秒/10mmHg以上であるタイヤ用補強材。
(2)上記ナイロンコードが片撚りである上記(1)に記載のタイヤ用補強材。
(3)上記ナイロンコードの織度が800〜2200dtexで、下記式1で表される撚り係数Rが0.1〜0.3である上記(1)記載のタイヤ用補強材。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
(4)上記(1)記載のタイヤ用補強材が、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーに使用することを特徴とする空気入りタイヤ。
(5)上記(1)記載のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理したナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とするタイヤ用補強材の製造方法。
【発明の効果】
【0009】
本発明のタイヤ用補強材は、汎用性のあるナイロン繊維を使用し、空気入りラジアルタイヤに使用した場合には、その空気透過性が100秒/10mmHg以上となり、空気入りラジアルタイヤにおける汎用性及び廉価性のあるキャップ・レイヤーとして適用することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、空気透過性試験における試料作製に関する説明図である。
【図2】図2は、空気透過性試験における試料作製に関する説明図である。
【図3】図3は、空気透過性試験における試料作製に関する説明図である。
【図4】図4は、空気透過性試験における試料作製に関する説明図である。
【図5】図5は、空気透過性試験における試料作製に関する説明図である。
【図6】図6は、タイヤでのエア透過性を測定する説明図である。
【発明を実施するための形態】
【0011】
以下、本発明のタイヤ用補強材及び空気入りタイヤの実施形態を、添付図面を参照して説明する。
図1は、空気透過性試験における試料作製に関する説明図である。図2は、空気透過性試験における試料作製に関する説明図である。図3は、空気透過性試験における試料作製に関する説明図である。図4は、空気透過性試験における試料作製に関する説明図である。図5は、空気透過性試験における試料作製に関する説明図である。
【0012】
本発明のタイヤ用補強材は、ナイロン繊維を接着剤で接着処理してなるナイロンコードであって、空気透過性が100秒/10mmHg以上である。
タイヤ用補強材の空気透過性は、100秒/10mmHg以上である必要があり、特に好ましくは200〜500秒/10mmHgである。空気透過性が、100秒/10mmHg未満では、タイヤトレッド踏面のカット箇所同士の間でのキャップ・レイヤーの設置によるエア漏れ現象が容易に起こる。特に、片撚りナイロンコードを使用したものはエア漏れが著しく悪くなる。従って、本発明のタイヤ用補強材は、ナイロンコードが片撚りであってもタイヤ用補強材が空気入りラジアルタイヤの要求を満たす。
【0013】
本発明において空気透過性は、単位である秒/10mmHgは、後述の実施例において説明する空気透過性試験に従って測定する単位である。具体的には、ベック式空気透過測定機を用いて、タイヤ用補強材を透過した空気量を380mmの高さから水銀が落下した量とし、その水銀柱が落下するのに要する時間を測定することにより、算出することができる。
【0014】
タイヤ用補強材(キャップ・レイヤー)は、接着剤処理したナイロンコードからなる。ナイロンコードは必要によりその他の繊維を一部に含んでいても良いが、実質的に100質量%がナイロン繊維であるのが好ましい。
上記ナイロンコードの織度Dが800〜2200dtex(デシテックス)の範囲が好ましい。このような織度範囲内であれば、タイヤ用補強材の空気透過性を良好な範囲に導き、タイヤ製造時におけるトレッドゴムとの間の空気溜まり不良等もなく、エア漏れを起こさないコスト安のタイヤ用補強材ができる。
【0015】
また、ナイロンコードは撚られており、下記式1で表される撚り係数Rが0.1〜0.3の範囲が好ましい。またより好ましくは、0.2〜0.3の範囲である。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
ここで、式1中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【0016】
撚り係数Rは、ナイロンコードのパッキング性と相関が高く、該撚り係数Rが、0.1未満であると、パッキング性は低く、接着剤が含浸し易くなりコード中に接着剤が過剰に浸透する。撚り係数Rが0.3を超えると、パッキング性が強く、タイヤ製造時におけるトレッドゴムとの間の空気溜まり不良等を起こすタイヤ用補強部材となる。
【0017】
次に、本発明のタイヤ用補強材の製造方法について説明する。本発明のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、熱固定処理及びノルマライジング処理をしたナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とする。
ナイロンコードの接着処理には、接着剤の塗布工程と、熱固定処理及びノルマライジング処理を含む熱処理工程とにより実施される。また、熱固定処理及びノルマライジング処理の際には熱延伸処理がなされる。また、必要により塗布工程後に乾燥処理を加えることが好ましい。
【0018】
上記塗布工程において用いる接着剤としては、特に制限はなく、目的に応じて適宜選択することができる。接着剤は2液型反応性接着剤であっても良く、1液型非反応性接着剤であって良い。
2液型反応性接着剤を使用すると、該コードの周り及び内部が比較的硬い接着剤層で被覆乃至含浸され、該コード全体が固められ、タイヤ用補強材の空気透過性が一般に低くなる。一方、1液型非反応性接着剤を使用すると、コードの周り及び隙間を、適度な硬さの接着剤層で覆うことができる。
2液型反応性接着剤では、例えば、繊維にエポキシ化合物又はブロックド・イソシアネート化合物を含有する第1液を塗布した後、レゾルシンと、ホルマリンと、各種ラテックスと、苛性ソーダ及びアンモニア水の少なくとも一方とを含有する第2液(以下「RFL液」という)を塗布する。また1液型反応性接着剤では、繊維にトリアリルシアヌレートとレゾルシンとホルマリンとアンモニア水とから生成する通称N3と呼ばれる液等と、RFL液との混合液を塗布する。p−クロルフェノールとホルマリンとから生成する2,6−ビス(2’,4’−ジヒドロキシフェニルメチル)−4−クロルフェノールを主成分とする反応生成物と、レゾルシンと、ホルマリンと、アンモニア水とからなる通称PEXULと呼ばれる液を上記RFL液と混合してなる液を塗布する。また特開昭60−72972号公報において開示されている多価フェノールポリサルファイドと、レゾルシン及びホリマリンの縮合物とをアルカリ下で熟成した液と、上記RFL液とを混合した液を塗布する。また、特開昭63−12503号公報における実施例1に記載の塗布方法等が具体的に挙げられる。
【0019】
本発明の塗布の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ディップコート法、バーコート法、ニーダーコート法、カーテンコート法、ローラコート法、スピンコート法などが挙げられるが、これらの中でもディップコート法が好ましい。該ディップコート法にて行う場合、第1液剤、第2液剤等の塗布液を各種浴等の容器に収容させておき、上記繊維を上記塗布液中に浸漬させればよい。
【0020】
本発明の製造方法では、熱固定処理及びノルマライジング処理からなる熱処理工程がなされる。これらの各処理は公知の方法に従って行うことができ、熱固定処理及びノルマライジング処理はこの順で行うのが好ましく、また必要によりこれらの処理の全段で乾燥処理を行うことが好ましい。これらの各処理は、連続的に行ってもよいし、バッチ式で行ってもよいが、製造効率の点で連続的に行うのが好ましい。上記各処理を連続的に行う方法としては、特に制限はなく、目的に応じて適宜選択することができるが、例えば、上記各処理を行うための加熱炉を連続して配置し、該加熱炉の中(ゾーン)をコンベア等で連続的に通過させる方法などが挙げられる。
乾燥処理条件としては、温度が160〜170℃程度が好ましく、時間が60〜120秒間程度が好ましい。また熱固定処理及びノルマライジング処理の条件としては、温度が250〜260℃程度が好ましく、時間が60〜120秒間程度が好ましい。
【0021】
上記の熱固定処理におけるコードの張力(H)及び上記ノルマライジング処理におけるコードの張力(N)は、上記コードのパッキング性と相関が高く、両張力(テンション)としては、0.55〜1.30g/dtexの範囲であることが好ましい。特に、0.90〜1.10g/dtexの範囲がより好ましい。両張力が、0.55g/dtex未満であると、パッキング効果が不足し、エア透過し易くなり、エア漏れを引き起こす。また両張力が1.30g/dtexを超えると、エア透過がし難くなり、タイヤ製造時における補強材とトレッドゴムとの間に空気溜まり不良等を起こす。
【0022】
熱固定処理における上記コードの張力(H)とノルマライジング処理におけるナイロンコードの張力(N)との比(H/N)は、コードのパッキング性と相関が高く、該比(H/N)としては、0.9〜1.2が好ましい。上記比(H/N)が、0.9未満であると、パッキング性は低く、接着剤が含浸し易くなり、コードの内部まで上記接着剤が過剰に浸透してしまう結果、タイヤ製造時におけるトレッドゴムとの間に空気溜まり不良等を起こす。上記比(H/N)が、1.2を超えると、パッキングが強く、エア漏れが生じやすいタイヤ用補強材となる。
【0023】
本発明の空気入りラジアルタイヤは、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーにタイヤ用補強材を使用するものである。
空気入りラジアルタイヤは通常、クラウン部に配設されるベルト層のタイヤ半径方向外側に配置される。ベルト層を補強するキャップ・レイヤー(ベルト補強層)を有する。キャップ・レイヤーが本発明のタイヤ用補強材で形成されている限り、他の構成としては特に制限はなく、公知のものを採用することができる。
本発明の空気入りタイヤの具体的な構造としては、例えば、1対のビード部、該ビード部にトロイド状をなして連なるカーカス、該カーカスのクラウン部をたが締めするベルト層、該ベルト層を補強するキャップ・レイヤー、及びトレッドを有し、更に必要に応じて適宜選択したその他の部材を有してなる構造などが挙げられる。なお、構造において、該キャップ・レイヤーは、本発明のタイヤ用補強材によって形成されている。
【0024】
本発明の空気入りタイヤは、ラジアルタイヤであり、上記ベルト層が、上記キャップ・レイヤーにより、全体が覆われている態様、及び/又は、両端近傍が螺旋状に巻回されて覆われている態様が好ましい。なお、上記各態様においては、該キャップ・レイヤーにおける上記タイヤ用補強材の配列方向がタイヤ周方向に実質上平行になるようにしてエンドレスに巻きつけられているのが好ましい。この場合、タイヤ周上にジョイントがなく、ユニフォミティーが良好となり、かつジョイントがないことによりジョイント部への歪集中によるセパレーションの発生も抑制できる点で有利である。
【0025】
本発明の空気入りタイヤにおいて、上記本発明のタイヤ用補強材により形成された上記キャップ・レイヤーが、上記ベルト層全体及び/又はベルト層の両端のサイド部に近い位置にラセン状に巻きつけられていると、クラウン部の周方向の張力剛性が大きくなり、上記ベルト層のいわゆるタガ効果が高まる。このため、タイヤ走行中時に路面の大小の凹凸の振動をトレッド面で拾い難く、タイヤサイド部−リム部−ホイールヘと伝達されて車内に伝わる振動が全体として減少し、ロードノイズが低減される。また、廉価な片撚りナイロンコードの使用により、空気入りタイヤのコストダウンが可能となる。
(実施例)
以下、本発明の実施例について説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0026】
(実施例1、2及び比較例1〜3)
各実施例1、2及び比較例1〜3における各空気入りタイヤ(ラジアルタイヤ)は、ビードコアの周りにタイヤ内側から外側に折返して係止されるカーカスと、このカーカスのクラウン部に位置するトレッド部と、カーカスのサイドウォール部と、トレッド部の内側に配置された二層のベルト層と、このベルト層の外周側にベルト層の両端部にキャップ・レイヤーと、を備える。
各実施例及び比較例に用いられる空気入りラジアルタイヤは、205/65R15のチューブレス構造であり、製造は、加硫条件170℃×13分、ポストキュアインフレーション条件内圧2.5kg/cm2、26分で行った。空気入りラジアルタイヤにおけるカーカスとしては、1100dtex/2(1100デシテックス2本撚り)の撚り数(下撚り×上撚り)47×47(回/10cm)のポリエチレンテレフタレートコードをゴム引きしてシート状にしたもの(打込み数が55.0本/5cm)を2枚用いた。カーカスは、実質的にタイヤ周方向と直交する方向に配列されており、一枚の層から構成されている。
空気入りラジアルタイヤにおけるベルト層は、1×5×0.23構造のスチールコードをゴム引きしてシート状にしたもの(打込み角度が周方向に対して左右それぞれ26°、打込み数が40.0本/5cm)を2枚配置した。なお、ベルト層は、スチールコードに代表される非伸長性コードがタイヤ周方向(またはタイヤの赤道面)に対し10°〜30°の傾斜角度で配列されており、2枚、コードが異なる方向に交差するように重ね合わされている。
【0027】
キャップ・レイヤーは、その詳細は表1に示した通りであり、各表1に示した繊維に接着処理を施してタイヤ用補強材で形成されており、そのコードがゴム引きされてシート状になっている。タイヤ用補強材は、タイヤ周方向に実質的に平行(0°〜5°)になるようにラセン状(スパイラル状)にエンドレスに巻きつけられている。
キャップ・レイヤーは、周方向に対して0〜5°に上記ベルト層の外側にラセン状に巻きつけられた。キャップ・レイヤーは、上記ベルト層上全体にわたって一層、上記ベルト層の両端から5mm広くなるようにストリップを巻きつけて形成されたキャップ層と、更に該ベルト層の外周側の両端部に該ストリップを一層、各30mm幅になるように巻き付けて形成されたレイヤー層とから構成されている。このストリップは、5〜20mm程度の狭幅であった。
【0028】
【表1】

【0029】
キャップ・レイヤーに用いたタイヤ用補強材は、ナイロンの原糸を、上記撚り係数Rが0.1〜0.3となるように調整し、撚糸コードを得た。この撚糸コードに対し、以下の条件による塗布、乾燥、熱固定、ノルマライジング処理工程を施してタイヤ用補強材を得た。
塗布処理においては、撚糸コードを、接着剤としての、特開昭63−12503号公報の実施例1における1液非反応系接着剤を収容する液中にコードを浸漬した。乾燥処理を170℃で85秒間行い、熱固定処理及びノルマライジング処理を250〜260℃で85秒間とし、熱固定処理及びノルマライジング処理における張力を0.55〜1.30g/dtex、熱固定処理における張力(H)とノルマライジング処理における張力(N)との比(H/N)を0.9〜1.2とした。
【0030】
各実施例及び比較例における各空気入りタイヤ(ラジアルタイヤ)におけるベルト補強層に用いたタイヤ用補強材について、以下の空気透過性試験を行い、その空気透過性について評価した。
<空気透過性試験>
キャップ・レイヤーに用いた上記タイヤ用補強材をゴム中に埋没させた後で加硫し、一定の空気量がタイヤ用補強材中を透過した時間を測定した。この測定に使用した機器及び材料は、以下の通りである。
(1)ベック式空気透過測定機
タイヤ用補強材の試料中を透過した空気量を380mmの高さから水銀が落下した量とし、その水銀柱が落下するのに要する時間を測定した。なお、該ベック式空気透過測定機における水銀封入缶は、材質がガラスであり、内径が3.0mmであり、長さが400mm以上である。また、該ベック式空気透過測定機の計測精度は、0.1秒である。
【0031】
(2)材料
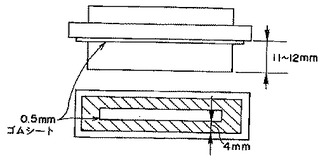
2種のゴムシート1及びゴムシート2を作製した。ゴムシート1は、厚みが1.7±0.1mmであり、ゴムシート2は、厚みが0.5±0.1mmである。
(3)試料の準備
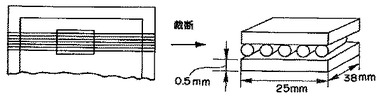
上記タイヤ用補強材のコード10本を、図1に示すように、サンプル作成プレートに弛みのない程度の張力{約10N}で装填し、タイヤ用補強材のコード10本の両面を上記ゴムシート2でコーティングし、38×25mm(長さ×幅):(コード数10本、1枚)に示す規定の寸法に裁断し、これを試験片とした。
ここで、上記ゴムシート1を、表2に示す寸法に裁断し、表2に示す枚数用意した。
【0032】
【表2】
【0033】
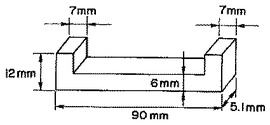
即ち、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを2枚貼合せて厚みが3.4mmであるゴム部材Aを2つ作製した。また、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを3枚貼合せて厚みが5.1mmであるゴム部材Bを1つ作製した。また、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを3枚貼合せて厚みが5.1mmであるゴム部材Cを1つ作製した。さらに、上記ゴム部材Cは、図2に示す形状に裁断した。
【0034】
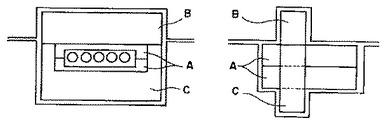
加硫モールドに予め作製しておいた試験片及びゴム部材A〜Cを図3に示すように充填した(コードは1列に10本を並べられている)。次に、これを加硫プレスで加硫した。なお、上記加硫モールドの予熱は、160℃で10分以上行った。上記加硫の条件としては、温度が160±1℃であり、時間が20±0.1分であり、圧力が0.98〜2.45Mpa(以下の式2で表されるモールド面圧)であった。
モールド面圧={(シリンダー半径)2×π×シリンダー圧}÷モールド面積(21.6×21.6)・・・(式2)
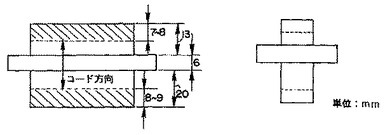
加硫後、速やかに上記試験片を上記加硫モールドから取り出し、4時間以上放冷した。上記試験片からはみ出したゴムを取り除き、図4に示すように両端(斜線部)を切り取り、切断面にコードが全数露出していることを確認した。そして、厚さ0.5mmの生ゴムシート(上記ゴムシート1)をシール材として、図5に示すように該試験片に貼り付けて、これを試料とした。
【0035】
(4)試験
上記ベック式空気透過測定機の試料ホルダー下部に、上記試料から突出した部分(12mm突出)を差し込み、他方に上部ホルダーを差し込んだ。次いで、加圧レバーを下ろし軽く絞め付け、水平を取った。水銀を380mmの高さに引き上げて、その水銀柱が降下して370mmの高さに降下するまでに要した秒数を測定した。なお、測定条件としては、初期水銀柱高さを380mmとし、測定長さを10mm(容量:70.68mm)とした。そして、測定した秒数について、4つの測定値の平均値をとり、小数点第1位を四捨五入し正数位の秒数で丸め、その正数位の秒数を表3に記載した。
【0036】
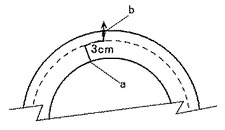
<タイヤでのエア透過性>
(1)各実施例及び比較例のキャップ・レイヤーを有したタイヤを準備する。タイヤのインナーライナー側(図6のa)から該レイヤーに達する穴を、キリ(木ネジ:φ5mm)を用いてあける。但し、穴はレイヤーを突き通るまでに留まり、貫通はしない。
(2)インナー穴を形成した位置からタイヤ周長方向3cmの位置に、トレッド側からカッターを用いてレイヤーを切断する(図6のb)。尚、刃先がスチールベルトに到達するまでの位置を切断しても構わない。
(3)上記(2)でカットしたトレッド位置に、直径40mmの漏斗を逆さまに被せ、周囲を粘土で埋めてカット部から漏れてくるエアが漏斗の口に集まるようにする。
(4)上記漏斗口にエア流量計を接続して、漏れ出てくるエア量を測定する。
尚、(1)の突き通し処理において、レイヤーコードの切断は2本を前提とする。もし、3本のコードの切断が生じた場合は、その評価においては、流量×2/3の値を適用換算する。
【0037】
【表3】
【0038】
表3に示す結果から、本発明のタイヤ用補強材をベルト補強層に用いた本発明の空気入りタイヤは、タイヤでのエア漏れが極めて少ない。比較例1〜3では、エア漏れを起こしやすい。尚、本発明のタイヤ用補強材及び空気入りラジアルタイヤは、上記した実施例及び実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0039】
本発明のタイヤ用補強材は、汎用性及び廉価性のあり、またタイヤに使用した場合、エア漏れを起こさない産業上の利用可能性が高いものである。
【技術分野】
【0001】
本発明は、タイヤ用補強材及び空気入りタイヤに関するものであり、より詳細には、タイヤのベルト層の耐久性を向上させるために用いられる、繊維コード等を接着処理してなるタイヤ用補強材、及びそれを使用した空気入りタイヤに関するものである。
【背景技術】
【0002】
近年、乗用車タイヤにおいては、高速耐久性、操縦安定性、ロードノイズ性などの性能への要求が高まっている。現在、乗用車用ラジアルタイヤのベルト層には主に角度付きスチールベルトが少なくとも2枚以上使用されている。そして、走行時、特に高速時の安全性確保のためにベルト層の剥離(特にベルト層端部で顕著に起こる剥離)を防止し耐久性を向上させるためにキャップ・レイヤーが一般的に採用されている(例えば、特許文献1を参照)。
例えば、交差ベルトの全部又は両端部を周方向に配置させたキャップ・レイヤーで挟持することにより、ベルト周方向の剛性を強化することが提案されている。またタイヤ周上でジョイントを無くす目的で該キャップ・レイヤーをらせん状に巻きつけることが提案されている。
【0003】
キャップ・レイヤーは、繊維コードをゴム引きしてなるタイヤ用補強材から形成され、そのコードとしては、ナイロン繊維、アラミド繊維、ポリエステル繊維等が使用される。例えば、乗用車タイヤにおける高速耐久性、操縦安定性、ロードノイズ性などの性能を改善するためにアラミド繊維、ポリエステル繊維などのコード使用を提案している(例えば、特許文献2及び3を参照)。
【0004】
ところで、このようなキャップ・レイヤーのコードには最も一般的なものとしてナイロンコードが廉価で頻用される。ナイロン繊維は、ゴムとの接着性、伸び特性、熱収縮性等の点で上記キャップ・レイヤーのコードに好適に使用することができる。しかし、現在の乗用車タイヤにおいてナイロンコードからなるキャップ・レイヤーをタイヤ周方向にらせん状に配置した場合、前記のポリエステル等の他繊維に比べコード内のエア透過がし易くなる。そのため、悪路走行によるタイヤトレッド踏面に複数のカットが設けられる場合、カット箇所同士の間の部分では、キャップ・レイヤーの設置によりエア漏れ現象を引き起こす。特に、S及びT(タイヤの速度レンジ記号)等の速度域に代表される汎用性・廉価性のあるタイヤサイズに頻用される安価な片撚りナイロンコードを使用したものはエア漏れが著しく起こる。このため、安価で頻用性のあるナイロンコードを使用したエア漏れを起こさないタイヤ用補強材が空気入りラジアルタイヤが求められている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−24208号公報
【特許文献2】特開平2−147407号公報
【特許文献3】特開平1−145203号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題を解決すべく、汎用性及び廉価性のあるエア漏れを起こさないタイヤ用補強材及び空気入りタイヤを提供するものである。
【課題を解決するための手段】
【0007】
本発明者は、撚られたナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理し、そして、熱固定処理及びノルマライジング処理時にコード張力を所定の値に維持し、その両者の張力比を一定の範囲に制限すると、空気透過性が100秒/10mmHg以上のエア漏れを起こさない、汎用性の被接着延伸処理ナイロンコードからなるタイヤ用補強材が得られることを見出し、本発明に至ったものである。
即ち、本発明のタイヤ用補強材及び空気入りラジアルタイヤは以下の構成或いは構造を特徴とする。
【0008】
(1)ナイロン繊維を接着剤で接着処理してなるナイロンコードからなり、空気透過性が100秒/10mmHg以上であるタイヤ用補強材。
(2)上記ナイロンコードが片撚りである上記(1)に記載のタイヤ用補強材。
(3)上記ナイロンコードの織度が800〜2200dtexで、下記式1で表される撚り係数Rが0.1〜0.3である上記(1)記載のタイヤ用補強材。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
(4)上記(1)記載のタイヤ用補強材が、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーに使用することを特徴とする空気入りタイヤ。
(5)上記(1)記載のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理したナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とするタイヤ用補強材の製造方法。
【発明の効果】
【0009】
本発明のタイヤ用補強材は、汎用性のあるナイロン繊維を使用し、空気入りラジアルタイヤに使用した場合には、その空気透過性が100秒/10mmHg以上となり、空気入りラジアルタイヤにおける汎用性及び廉価性のあるキャップ・レイヤーとして適用することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、空気透過性試験における試料作製に関する説明図である。
【図2】図2は、空気透過性試験における試料作製に関する説明図である。
【図3】図3は、空気透過性試験における試料作製に関する説明図である。
【図4】図4は、空気透過性試験における試料作製に関する説明図である。
【図5】図5は、空気透過性試験における試料作製に関する説明図である。
【図6】図6は、タイヤでのエア透過性を測定する説明図である。
【発明を実施するための形態】
【0011】
以下、本発明のタイヤ用補強材及び空気入りタイヤの実施形態を、添付図面を参照して説明する。
図1は、空気透過性試験における試料作製に関する説明図である。図2は、空気透過性試験における試料作製に関する説明図である。図3は、空気透過性試験における試料作製に関する説明図である。図4は、空気透過性試験における試料作製に関する説明図である。図5は、空気透過性試験における試料作製に関する説明図である。
【0012】
本発明のタイヤ用補強材は、ナイロン繊維を接着剤で接着処理してなるナイロンコードであって、空気透過性が100秒/10mmHg以上である。
タイヤ用補強材の空気透過性は、100秒/10mmHg以上である必要があり、特に好ましくは200〜500秒/10mmHgである。空気透過性が、100秒/10mmHg未満では、タイヤトレッド踏面のカット箇所同士の間でのキャップ・レイヤーの設置によるエア漏れ現象が容易に起こる。特に、片撚りナイロンコードを使用したものはエア漏れが著しく悪くなる。従って、本発明のタイヤ用補強材は、ナイロンコードが片撚りであってもタイヤ用補強材が空気入りラジアルタイヤの要求を満たす。
【0013】
本発明において空気透過性は、単位である秒/10mmHgは、後述の実施例において説明する空気透過性試験に従って測定する単位である。具体的には、ベック式空気透過測定機を用いて、タイヤ用補強材を透過した空気量を380mmの高さから水銀が落下した量とし、その水銀柱が落下するのに要する時間を測定することにより、算出することができる。
【0014】
タイヤ用補強材(キャップ・レイヤー)は、接着剤処理したナイロンコードからなる。ナイロンコードは必要によりその他の繊維を一部に含んでいても良いが、実質的に100質量%がナイロン繊維であるのが好ましい。
上記ナイロンコードの織度Dが800〜2200dtex(デシテックス)の範囲が好ましい。このような織度範囲内であれば、タイヤ用補強材の空気透過性を良好な範囲に導き、タイヤ製造時におけるトレッドゴムとの間の空気溜まり不良等もなく、エア漏れを起こさないコスト安のタイヤ用補強材ができる。
【0015】
また、ナイロンコードは撚られており、下記式1で表される撚り係数Rが0.1〜0.3の範囲が好ましい。またより好ましくは、0.2〜0.3の範囲である。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
ここで、式1中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【0016】
撚り係数Rは、ナイロンコードのパッキング性と相関が高く、該撚り係数Rが、0.1未満であると、パッキング性は低く、接着剤が含浸し易くなりコード中に接着剤が過剰に浸透する。撚り係数Rが0.3を超えると、パッキング性が強く、タイヤ製造時におけるトレッドゴムとの間の空気溜まり不良等を起こすタイヤ用補強部材となる。
【0017】
次に、本発明のタイヤ用補強材の製造方法について説明する。本発明のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、熱固定処理及びノルマライジング処理をしたナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とする。
ナイロンコードの接着処理には、接着剤の塗布工程と、熱固定処理及びノルマライジング処理を含む熱処理工程とにより実施される。また、熱固定処理及びノルマライジング処理の際には熱延伸処理がなされる。また、必要により塗布工程後に乾燥処理を加えることが好ましい。
【0018】
上記塗布工程において用いる接着剤としては、特に制限はなく、目的に応じて適宜選択することができる。接着剤は2液型反応性接着剤であっても良く、1液型非反応性接着剤であって良い。
2液型反応性接着剤を使用すると、該コードの周り及び内部が比較的硬い接着剤層で被覆乃至含浸され、該コード全体が固められ、タイヤ用補強材の空気透過性が一般に低くなる。一方、1液型非反応性接着剤を使用すると、コードの周り及び隙間を、適度な硬さの接着剤層で覆うことができる。
2液型反応性接着剤では、例えば、繊維にエポキシ化合物又はブロックド・イソシアネート化合物を含有する第1液を塗布した後、レゾルシンと、ホルマリンと、各種ラテックスと、苛性ソーダ及びアンモニア水の少なくとも一方とを含有する第2液(以下「RFL液」という)を塗布する。また1液型反応性接着剤では、繊維にトリアリルシアヌレートとレゾルシンとホルマリンとアンモニア水とから生成する通称N3と呼ばれる液等と、RFL液との混合液を塗布する。p−クロルフェノールとホルマリンとから生成する2,6−ビス(2’,4’−ジヒドロキシフェニルメチル)−4−クロルフェノールを主成分とする反応生成物と、レゾルシンと、ホルマリンと、アンモニア水とからなる通称PEXULと呼ばれる液を上記RFL液と混合してなる液を塗布する。また特開昭60−72972号公報において開示されている多価フェノールポリサルファイドと、レゾルシン及びホリマリンの縮合物とをアルカリ下で熟成した液と、上記RFL液とを混合した液を塗布する。また、特開昭63−12503号公報における実施例1に記載の塗布方法等が具体的に挙げられる。
【0019】
本発明の塗布の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ディップコート法、バーコート法、ニーダーコート法、カーテンコート法、ローラコート法、スピンコート法などが挙げられるが、これらの中でもディップコート法が好ましい。該ディップコート法にて行う場合、第1液剤、第2液剤等の塗布液を各種浴等の容器に収容させておき、上記繊維を上記塗布液中に浸漬させればよい。
【0020】
本発明の製造方法では、熱固定処理及びノルマライジング処理からなる熱処理工程がなされる。これらの各処理は公知の方法に従って行うことができ、熱固定処理及びノルマライジング処理はこの順で行うのが好ましく、また必要によりこれらの処理の全段で乾燥処理を行うことが好ましい。これらの各処理は、連続的に行ってもよいし、バッチ式で行ってもよいが、製造効率の点で連続的に行うのが好ましい。上記各処理を連続的に行う方法としては、特に制限はなく、目的に応じて適宜選択することができるが、例えば、上記各処理を行うための加熱炉を連続して配置し、該加熱炉の中(ゾーン)をコンベア等で連続的に通過させる方法などが挙げられる。
乾燥処理条件としては、温度が160〜170℃程度が好ましく、時間が60〜120秒間程度が好ましい。また熱固定処理及びノルマライジング処理の条件としては、温度が250〜260℃程度が好ましく、時間が60〜120秒間程度が好ましい。
【0021】
上記の熱固定処理におけるコードの張力(H)及び上記ノルマライジング処理におけるコードの張力(N)は、上記コードのパッキング性と相関が高く、両張力(テンション)としては、0.55〜1.30g/dtexの範囲であることが好ましい。特に、0.90〜1.10g/dtexの範囲がより好ましい。両張力が、0.55g/dtex未満であると、パッキング効果が不足し、エア透過し易くなり、エア漏れを引き起こす。また両張力が1.30g/dtexを超えると、エア透過がし難くなり、タイヤ製造時における補強材とトレッドゴムとの間に空気溜まり不良等を起こす。
【0022】
熱固定処理における上記コードの張力(H)とノルマライジング処理におけるナイロンコードの張力(N)との比(H/N)は、コードのパッキング性と相関が高く、該比(H/N)としては、0.9〜1.2が好ましい。上記比(H/N)が、0.9未満であると、パッキング性は低く、接着剤が含浸し易くなり、コードの内部まで上記接着剤が過剰に浸透してしまう結果、タイヤ製造時におけるトレッドゴムとの間に空気溜まり不良等を起こす。上記比(H/N)が、1.2を超えると、パッキングが強く、エア漏れが生じやすいタイヤ用補強材となる。
【0023】
本発明の空気入りラジアルタイヤは、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーにタイヤ用補強材を使用するものである。
空気入りラジアルタイヤは通常、クラウン部に配設されるベルト層のタイヤ半径方向外側に配置される。ベルト層を補強するキャップ・レイヤー(ベルト補強層)を有する。キャップ・レイヤーが本発明のタイヤ用補強材で形成されている限り、他の構成としては特に制限はなく、公知のものを採用することができる。
本発明の空気入りタイヤの具体的な構造としては、例えば、1対のビード部、該ビード部にトロイド状をなして連なるカーカス、該カーカスのクラウン部をたが締めするベルト層、該ベルト層を補強するキャップ・レイヤー、及びトレッドを有し、更に必要に応じて適宜選択したその他の部材を有してなる構造などが挙げられる。なお、構造において、該キャップ・レイヤーは、本発明のタイヤ用補強材によって形成されている。
【0024】
本発明の空気入りタイヤは、ラジアルタイヤであり、上記ベルト層が、上記キャップ・レイヤーにより、全体が覆われている態様、及び/又は、両端近傍が螺旋状に巻回されて覆われている態様が好ましい。なお、上記各態様においては、該キャップ・レイヤーにおける上記タイヤ用補強材の配列方向がタイヤ周方向に実質上平行になるようにしてエンドレスに巻きつけられているのが好ましい。この場合、タイヤ周上にジョイントがなく、ユニフォミティーが良好となり、かつジョイントがないことによりジョイント部への歪集中によるセパレーションの発生も抑制できる点で有利である。
【0025】
本発明の空気入りタイヤにおいて、上記本発明のタイヤ用補強材により形成された上記キャップ・レイヤーが、上記ベルト層全体及び/又はベルト層の両端のサイド部に近い位置にラセン状に巻きつけられていると、クラウン部の周方向の張力剛性が大きくなり、上記ベルト層のいわゆるタガ効果が高まる。このため、タイヤ走行中時に路面の大小の凹凸の振動をトレッド面で拾い難く、タイヤサイド部−リム部−ホイールヘと伝達されて車内に伝わる振動が全体として減少し、ロードノイズが低減される。また、廉価な片撚りナイロンコードの使用により、空気入りタイヤのコストダウンが可能となる。
(実施例)
以下、本発明の実施例について説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0026】
(実施例1、2及び比較例1〜3)
各実施例1、2及び比較例1〜3における各空気入りタイヤ(ラジアルタイヤ)は、ビードコアの周りにタイヤ内側から外側に折返して係止されるカーカスと、このカーカスのクラウン部に位置するトレッド部と、カーカスのサイドウォール部と、トレッド部の内側に配置された二層のベルト層と、このベルト層の外周側にベルト層の両端部にキャップ・レイヤーと、を備える。
各実施例及び比較例に用いられる空気入りラジアルタイヤは、205/65R15のチューブレス構造であり、製造は、加硫条件170℃×13分、ポストキュアインフレーション条件内圧2.5kg/cm2、26分で行った。空気入りラジアルタイヤにおけるカーカスとしては、1100dtex/2(1100デシテックス2本撚り)の撚り数(下撚り×上撚り)47×47(回/10cm)のポリエチレンテレフタレートコードをゴム引きしてシート状にしたもの(打込み数が55.0本/5cm)を2枚用いた。カーカスは、実質的にタイヤ周方向と直交する方向に配列されており、一枚の層から構成されている。
空気入りラジアルタイヤにおけるベルト層は、1×5×0.23構造のスチールコードをゴム引きしてシート状にしたもの(打込み角度が周方向に対して左右それぞれ26°、打込み数が40.0本/5cm)を2枚配置した。なお、ベルト層は、スチールコードに代表される非伸長性コードがタイヤ周方向(またはタイヤの赤道面)に対し10°〜30°の傾斜角度で配列されており、2枚、コードが異なる方向に交差するように重ね合わされている。
【0027】
キャップ・レイヤーは、その詳細は表1に示した通りであり、各表1に示した繊維に接着処理を施してタイヤ用補強材で形成されており、そのコードがゴム引きされてシート状になっている。タイヤ用補強材は、タイヤ周方向に実質的に平行(0°〜5°)になるようにラセン状(スパイラル状)にエンドレスに巻きつけられている。
キャップ・レイヤーは、周方向に対して0〜5°に上記ベルト層の外側にラセン状に巻きつけられた。キャップ・レイヤーは、上記ベルト層上全体にわたって一層、上記ベルト層の両端から5mm広くなるようにストリップを巻きつけて形成されたキャップ層と、更に該ベルト層の外周側の両端部に該ストリップを一層、各30mm幅になるように巻き付けて形成されたレイヤー層とから構成されている。このストリップは、5〜20mm程度の狭幅であった。
【0028】
【表1】
【0029】
キャップ・レイヤーに用いたタイヤ用補強材は、ナイロンの原糸を、上記撚り係数Rが0.1〜0.3となるように調整し、撚糸コードを得た。この撚糸コードに対し、以下の条件による塗布、乾燥、熱固定、ノルマライジング処理工程を施してタイヤ用補強材を得た。
塗布処理においては、撚糸コードを、接着剤としての、特開昭63−12503号公報の実施例1における1液非反応系接着剤を収容する液中にコードを浸漬した。乾燥処理を170℃で85秒間行い、熱固定処理及びノルマライジング処理を250〜260℃で85秒間とし、熱固定処理及びノルマライジング処理における張力を0.55〜1.30g/dtex、熱固定処理における張力(H)とノルマライジング処理における張力(N)との比(H/N)を0.9〜1.2とした。
【0030】
各実施例及び比較例における各空気入りタイヤ(ラジアルタイヤ)におけるベルト補強層に用いたタイヤ用補強材について、以下の空気透過性試験を行い、その空気透過性について評価した。
<空気透過性試験>
キャップ・レイヤーに用いた上記タイヤ用補強材をゴム中に埋没させた後で加硫し、一定の空気量がタイヤ用補強材中を透過した時間を測定した。この測定に使用した機器及び材料は、以下の通りである。
(1)ベック式空気透過測定機
タイヤ用補強材の試料中を透過した空気量を380mmの高さから水銀が落下した量とし、その水銀柱が落下するのに要する時間を測定した。なお、該ベック式空気透過測定機における水銀封入缶は、材質がガラスであり、内径が3.0mmであり、長さが400mm以上である。また、該ベック式空気透過測定機の計測精度は、0.1秒である。
【0031】
(2)材料
2種のゴムシート1及びゴムシート2を作製した。ゴムシート1は、厚みが1.7±0.1mmであり、ゴムシート2は、厚みが0.5±0.1mmである。
(3)試料の準備
上記タイヤ用補強材のコード10本を、図1に示すように、サンプル作成プレートに弛みのない程度の張力{約10N}で装填し、タイヤ用補強材のコード10本の両面を上記ゴムシート2でコーティングし、38×25mm(長さ×幅):(コード数10本、1枚)に示す規定の寸法に裁断し、これを試験片とした。
ここで、上記ゴムシート1を、表2に示す寸法に裁断し、表2に示す枚数用意した。
【0032】
【表2】
【0033】
即ち、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを2枚貼合せて厚みが3.4mmであるゴム部材Aを2つ作製した。また、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを3枚貼合せて厚みが5.1mmであるゴム部材Bを1つ作製した。また、上記ゴムシート1を所定サイズに裁断して得た裁断ゴムシートを3枚貼合せて厚みが5.1mmであるゴム部材Cを1つ作製した。さらに、上記ゴム部材Cは、図2に示す形状に裁断した。
【0034】
加硫モールドに予め作製しておいた試験片及びゴム部材A〜Cを図3に示すように充填した(コードは1列に10本を並べられている)。次に、これを加硫プレスで加硫した。なお、上記加硫モールドの予熱は、160℃で10分以上行った。上記加硫の条件としては、温度が160±1℃であり、時間が20±0.1分であり、圧力が0.98〜2.45Mpa(以下の式2で表されるモールド面圧)であった。
モールド面圧={(シリンダー半径)2×π×シリンダー圧}÷モールド面積(21.6×21.6)・・・(式2)
加硫後、速やかに上記試験片を上記加硫モールドから取り出し、4時間以上放冷した。上記試験片からはみ出したゴムを取り除き、図4に示すように両端(斜線部)を切り取り、切断面にコードが全数露出していることを確認した。そして、厚さ0.5mmの生ゴムシート(上記ゴムシート1)をシール材として、図5に示すように該試験片に貼り付けて、これを試料とした。
【0035】
(4)試験
上記ベック式空気透過測定機の試料ホルダー下部に、上記試料から突出した部分(12mm突出)を差し込み、他方に上部ホルダーを差し込んだ。次いで、加圧レバーを下ろし軽く絞め付け、水平を取った。水銀を380mmの高さに引き上げて、その水銀柱が降下して370mmの高さに降下するまでに要した秒数を測定した。なお、測定条件としては、初期水銀柱高さを380mmとし、測定長さを10mm(容量:70.68mm)とした。そして、測定した秒数について、4つの測定値の平均値をとり、小数点第1位を四捨五入し正数位の秒数で丸め、その正数位の秒数を表3に記載した。
【0036】
<タイヤでのエア透過性>
(1)各実施例及び比較例のキャップ・レイヤーを有したタイヤを準備する。タイヤのインナーライナー側(図6のa)から該レイヤーに達する穴を、キリ(木ネジ:φ5mm)を用いてあける。但し、穴はレイヤーを突き通るまでに留まり、貫通はしない。
(2)インナー穴を形成した位置からタイヤ周長方向3cmの位置に、トレッド側からカッターを用いてレイヤーを切断する(図6のb)。尚、刃先がスチールベルトに到達するまでの位置を切断しても構わない。
(3)上記(2)でカットしたトレッド位置に、直径40mmの漏斗を逆さまに被せ、周囲を粘土で埋めてカット部から漏れてくるエアが漏斗の口に集まるようにする。
(4)上記漏斗口にエア流量計を接続して、漏れ出てくるエア量を測定する。
尚、(1)の突き通し処理において、レイヤーコードの切断は2本を前提とする。もし、3本のコードの切断が生じた場合は、その評価においては、流量×2/3の値を適用換算する。
【0037】
【表3】
【0038】
表3に示す結果から、本発明のタイヤ用補強材をベルト補強層に用いた本発明の空気入りタイヤは、タイヤでのエア漏れが極めて少ない。比較例1〜3では、エア漏れを起こしやすい。尚、本発明のタイヤ用補強材及び空気入りラジアルタイヤは、上記した実施例及び実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0039】
本発明のタイヤ用補強材は、汎用性及び廉価性のあり、またタイヤに使用した場合、エア漏れを起こさない産業上の利用可能性が高いものである。
【特許請求の範囲】
【請求項1】
撚られたナイロン繊維を接着剤で接着処理してなるナイロンコードからなり、空気透過性が100秒/10mmHg以上であるタイヤ用補強材。
【請求項2】
上記ナイロンコードが片撚りである請求項1記載のタイヤ用補強材。
【請求項3】
上記ナイロンコードの織度が800〜2200dtexで、下記式1で表される撚り係数Rが0.1〜0.3である請求項1記載のタイヤ用補強材。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【請求項4】
請求項1記載のタイヤ用補強材が、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーに使用することを特徴とする空気入りタイヤ。
【請求項5】
請求項1記載のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理したナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とするタイヤ用補強材の製造方法。
【請求項1】
撚られたナイロン繊維を接着剤で接着処理してなるナイロンコードからなり、空気透過性が100秒/10mmHg以上であるタイヤ用補強材。
【請求項2】
上記ナイロンコードが片撚りである請求項1記載のタイヤ用補強材。
【請求項3】
上記ナイロンコードの織度が800〜2200dtexで、下記式1で表される撚り係数Rが0.1〜0.3である請求項1記載のタイヤ用補強材。
R=N×{0.139×D×(0.9/ρ)}1/2×10−3・・・(式1)
但し、上記式中、Nは、コードの撚り数(回/10cm)を表す。Dは、コードにおける総表示デシテックス数を表し、ρはコードを構成する原糸の比重を表す。
【請求項4】
請求項1記載のタイヤ用補強材が、タイヤの周方向に連続して螺旋状に巻回するキャップ・レイヤーに使用することを特徴とする空気入りタイヤ。
【請求項5】
請求項1記載のタイヤ用補強材の製造方法において、ナイロン繊維に接着剤を塗布し、乾燥し、熱固定し、更にノルマライジング処理したナイロンコードを得る際に、該熱固定工程での該コードの張力(H)及びノルマライジング処理工程での該コード張力(N)がそれぞれ0.55〜1.30g/dtexの範囲にあり、且つ各コード張力の比(H/N)が0.9〜1.2の範囲にあることを特徴とするタイヤ用補強材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−202342(P2011−202342A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2011−160935(P2011−160935)
【出願日】平成23年7月22日(2011.7.22)
【分割の表示】特願2006−12958(P2006−12958)の分割
【原出願日】平成18年1月20日(2006.1.20)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成23年7月22日(2011.7.22)
【分割の表示】特願2006−12958(P2006−12958)の分割
【原出願日】平成18年1月20日(2006.1.20)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]