
タイヤ補強用鋼コード
鋼コード(50)は、コア層および外層を備えている。コア層は、多数の第1の鋼フィラメント(10)を備え、外層は、多数の第2の鋼フィラメント(20)を備えている。外層は、コア層の周囲に螺旋状に撚られている。第1の鋼フィラメントは、310mmよりも大きい撚りピッチを有している。第1の鋼フィラメント(10)の少なくとも1本は、単一平面内で波状に予成形されている。第2の鋼フィラメント(20)の少なくとも1本は、多角形に予成形されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、1本または複数本の予成形されたフィラメントを有するコア層および外層を備えている鋼コードに関する。該鋼コードは、タイヤのベルトまたはブレーカ構造のような補強材に適している。
【背景技術】
【0002】
予成形されたフィラメントを備えている鋼コードは、当技術分野において知られている。鋼コードの4+6構造も開示されている。
【0003】
特許文献1は、4+6のコード構造を提供している。該特許文献は、コア層および外層の2層から構成された鋼コードによって補強された扁平ラジアルタイヤを開示している。コアは、3本または4本のフィラメントを備えており、外層は、コアフィラメントの数と等しいかまたはそれよりも少ない数のフィラメントを備えている。これらのフィラメントは、実質的に等しい直径を有している。コアフィラメントおよび外側フィラメントは、同一方向の撚りおよび互いに異なるピッチを有している。タイヤのアスペクト比は、最大0.85である。該特許文献は、コード構造が4+6であってもよいことも開示している。しかし、該特許文献による鋼コードは、ゴム浸透が十分ではない。その結果、使用中に湿気が個々のフィラメントに達することがあり、鋼コードおよび補強タイヤの寿命を著しく低下させる可能性がある。
【0004】
十分なゴム浸透は、コード内の構成要素間のフレッチング腐食および張力を低減させるために、また(著しい腐食をもたらし、コードおよびゴム製品の寿命を著しく低下させることになる)コードに沿った湿気の移動を避けるために、ゴムがコード内の構成要素間に浸透し、存在し得る全ての隙間を充填することができなければならないことを意味している。
【0005】
特許文献2は、第1のグループおよび第2のグループを備えている鋼コードを提供している。第1のグループは、4本のフィラメントを備えており、第2のグループは、6本のフィラメントを備えている。第2のグループは、第1のグループの周囲に螺旋状に撚られている。第1のフィラメントは、300mmよりも大きい撚りピッチを有している。第2のフィラメントは、多角形に予成形されている。第1の鋼フィラメントは、空間的波形状を有している。該特許文献は、空間的波形状が平面的波形状ではないこと、および空間的波形状が、第1の波形(crimp)および第2の波形を有していることを開示している。第1の波形は、第2の波形の面と実質的に異なる面内にある。空間的波形状、すなわち、互いに異なる面内の2つの連続的な波形の作製過程に起因して、高張力が第1のフィラメントに導入され、第1のフィラメントの残留応力は、極めて高いものとなる。その結果、コードの順次破断率が高くなる。これによって、コードの破断負荷を要求値まで高めることができない。また、空間的波形状の作製過程に起因して、クリンプ装置(crimp device)の摩耗も多くなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】欧州特許出願公開第0301776A1号明細書
【特許文献2】国際特許出願公開第02/088459A1号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、先行技術の問題を解消することにある。
本発明の他の目的は、十分なゴム浸透および高破断負荷が得られる鋼コードを提供することにある。
本発明のさらに他の目的は、経済的な方法によって作製可能な鋼コードを提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、鋼コードは、コア層および外層を備えている。コア層は、第1の数の第1の鋼フィラメントを備えている。第1の数は、3から8の範囲内にある。そして、第1の鋼フィラメントは、310mmを超える撚りピッチを有している。外層は、第2の数の第2の鋼フィラメントを備えている。第2の数は、3から10の範囲内にある。第2の鋼フィラメントの少なくとも1本は、多角形に予成形されている。外層は、コア撚りピッチでコア層の周囲に螺旋状に撚られている。コア撚りピッチは、第2の鋼フィラメントの平均径がRfmmのとき、15Rfから150Rfの範囲内にある。前記第1の鋼フィラメントの少なくとも1本は、1つの面において波形状に予成形されている。波形の高さは、第1の鋼フィラメントの平均直径がDfmmであるとき、1.2Dfmmから2.4Dfmmの範囲内にあり、波形の長さは、10Dfmmから25Dfmmの範囲内にある。
【0009】
多角形予成形の技術は、国際特許出願公開第95/16816号パンフレットに開示されている。
【0010】
多角形予成形は、螺旋状予成形と異なっている。当業者には、これらは、いずれも、三次元的予成形または空間的予成形と見なされているが、多角形予成形および空間的予成形は、異なる形式の予成形である。
【0011】
多角形予成形は、鋼フィラメントに長手方向中心軸と直交する面への投影像を付与する予成形である。この投影像は、曲率半径の最大値と最小値とが交互に入れ替わる凸状曲線である曲線の形態にある。具体的には、予成形された鋼フィラメントの曲率半径は、2つの極限値、すなわち、最大曲げが付与される点における最小値と最小曲げが付与される点における最大値とを交互に入れ替わって取るものである。フィラメントがそれ自体の長軸を中心として自転する結果として、鋼フィラメントの曲率半径は、常に、鋼ワイヤの中心軸の方向を指している。これは、この多角形が凸形状を有していることを意味している。換言すると、鋼フィラメントの塑性引張区域は、常に、半径方向内方にあり、塑性圧縮区域は、半径方向外方にある。
【0012】
特開平6−108387号公報は、コアワイヤに2次元的予成形が施され、かつ外側ワイヤに螺旋状予成形が施された鋼コードを記載している。当技術分野では、特別の規定がない限り、螺旋状予成形は、曲率半径が一定値または連続的な単調関数である円曲線である曲線の形態にある予成形を意味している。これは、螺旋状に予成形された鋼フィラメントの曲線が、どちらかと言えば、円曲線であることを意味している。
【0013】
好ましくは、波形の高さは、1.6Dfmmから2.0Dfmmの範囲内にある。最も好ましくは、波形の高さは、1.7Dfmmから1.9Dfmmの範囲内にある。
【0014】
好ましくは、波形の長さは、12Dfmmから20Dfmmの範囲内にある。最も好ましくは、波形の長さは、14Dfmmから16Dfmmの範囲内にある。
【0015】
本発明によれば、Dfは、第1の鋼フィラメントの平均直径である。Dfは、0.06mmから1.0mmの範囲内にある。好ましくは、Dfは、0.2mmから0.5mmの範囲内にある。最も好ましくは、Dfは、0.3mmから0.4mmの範囲内にある。Dfは、0.35mmまたは0.38mmであるとよい。
【0016】
本発明によれば、コア撚りピッチは、15Rfから150Rfの範囲内にある。好ましくは、コア撚りピッチは、40Rfから70Rfの範囲内にある。
【0017】
外層は、外側撚りピッチで互いに撚り合されているとよい。外側撚りピッチは、15Rfから150Rfの範囲内にある。好ましくは、外側撚りピッチは、40Rfから70Rfの範囲内にある。最も好ましくは、外側撚りピッチは、コア撚りピッチと等しくなっている。
【0018】
本発明によれば、Rfは、第2の鋼フィラメントの平均直径である。Rfは、0.06mmから1.0mmの範囲内にある。好ましくは、Rfは、0.2mmから0.5mmの範囲内にある。最も好ましくは、Rfは、0.3mmから0.4mmの範囲内にある。Rfは、0.35mmまたは0.38mmとすることができる。
【0019】
本発明によれば、Rfは、Dfと異なっていてもよいし、同じであってもよい。好ましくは、Rfは、Dfと等しくなっている。
【0020】
好ましくは、第1の数は、3から5の範囲内にある。最も好ましくは、第1の数は、4である。
【0021】
好ましくは、第2の数は、5から8の範囲内にある。最も好ましくは、第2の数は、6である。
【0022】
第2の数は、第1の数と等しくてもよい。好ましくは、第2の数は、第1の数よりも大きくなっている。
【0023】
鋼コードの構造は、3+3、3+4、3+5、3+6、3+7、3+8、3+9、3+10、4+4、4+5、4+6、4+7、4+8、4+9、4+10、5+5、5+6、5+7、5+8、5+9、5+10、6+6、6+7、6+8、6+9、6+10、7+7、7+8、7+9、7+10、8+8、8+9、または8+10とすることができる。
【0024】
本発明によれば、第1の鋼フィラメントの少なくとも1本は、単一平面内で波状に予成形されている。好ましくは、第1の鋼フィラメントの全てが、単一平面内で波状に予成形されている。どのような他の予成形も、第1のフィラメントに付与されていない。
【0025】
鋼フィラメントは、単一平面内で波形状に予成形されているので、空間的波形状と比較して、鋼フィラメントの強度損失が少ない。このように予成形された鋼フィラメントを備えている鋼コードの順次破断率は、著しく低い。鋼コードの破断負荷は、先行技術による鋼コードの破断負荷と同等かまたは高くなる。また、クリンプ装置の摩耗が低い。
【0026】
本発明によれば、第2の鋼フィラメントの少なくとも1本が、多角形に予成形されている。好ましくは、第2の鋼フィラメントの全てが、多角形に予成形されている。
【0027】
第2の鋼フィラメントを多角形に予成形することによって、鋼コードにオープン構造を付与し、これによって、ゴムまたは他の素地材料を第1の鋼フィラメントまで浸透させることができる。
【0028】
本発明によれば、第1の鋼フィラメントは、310mmよりも大きい撚りピッチを有している。好ましくは、第1の鋼フィラメントは、撚られていない。
【0029】
鋼コードの順次破断率は、20%未満、さらに10%未満である。鋼コードが十分なゴム浸透性を有すると共に、破断負荷が2965Nよりも大きくなる。
【0030】
本発明によれば、鋼コードは、地下鉄列車、バス、道路輸送機械、荷降ろし機械、航空機、および他の輸送または出荷車両から選択される工業用車両向けのタイヤを補強するベルト層またはブレーカ構造のような補強材として使用可能である。
【0031】
以下、添付の図面を参照して、本発明をさらに詳細に説明する。
【図面の簡単な説明】
【0032】
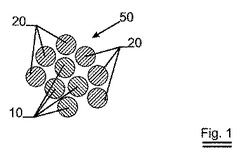
【図1】4+6構造を有する鋼コードの断面図である。
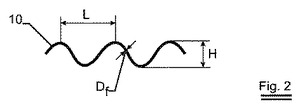
【図2】予成形された第1の鋼フィラメントの側面図である。
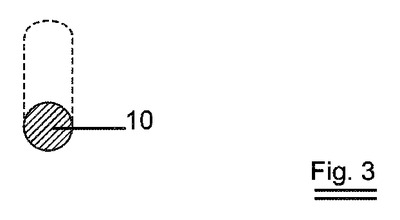
【図3】予成形された第1の鋼フィラメントの正面図である。
【図4】予成形された第2の鋼フィラメントの側面図である。
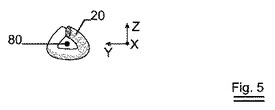
【図5】予成形された第2の鋼フィラメントの正面図である。
【図6】3+5構造を有する鋼コードの断面図である。
【図7】4+7構造を有する鋼コードの断面図である。
【発明を実施するための形態】
【0033】
第1の好ましい実施形態が、図1に示されている。鋼コード50は、4本の第1の鋼フィラメント10を備えるコア層と、6本の第2の鋼フィラメント20を備える外層とを有している。外層は、23mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。鋼フィラメント20の直径は、0.38mmである。
【0034】
4本の第1の鋼フィラメント10は、単一平面内で波状に予成形されており、撚られていない。すなわち、これらのフィラメントは、互いに平行になっている。図2,3は、それぞれ、第1の鋼フィラメント10の側面図および正面図を示している。波形の高さHは、0.65mmであり、波形の長さLは、5.13mmであり、直径Dfは、0.38mmである。
【0035】
6本の第2の鋼フィラメント20は、多角形に予成形されており、23mmの外側撚りピッチで互いに撚られている。図4,5は、それぞれ、第2の鋼フィラメント20の側面図および正面図である。X軸は、長手方向中心軸80と平行であり、Y軸およびZ軸は、中心軸80と直交する面内にある。図5から、多角形予成形は、通常の円形状というよりは、丸められた縁を有する曲線の形状を有しており、Y方向およびZ方向の大きさは、X方向の大きさよりも著しく大きくなっている。
【0036】
実施形態を製造するためのプロセスは、以下のステップ:
(i)単一平面内における波形予成形を第1の鋼フィラメントに付与する1対の歯付きホィールに向かって、4本の第1の鋼フィラメント10を案内するステップと、
(ii)前記第1の鋼フィラメントの束を二重撚り装置の第1のフライヤに向かって案内し、第1の鋼フィラメントの束に第1の撚り方向、例えば、Z方向における2回の撚りを付与するステップと、
(iii)二重撚り装置の回転しているフライヤの内側において、第2の鋼フィラメントに多角形予成形を付与する予成形装置に向かって、6本の第2の鋼フィラメント20を案内するステップと、
(iv)次いで、第1の鋼フィラメンの束および第2の鋼フィラメントの束を二重撚り装置の第2のフライヤに向かって一緒に案内し、第2の反対の撚り方向、例えば、S方向における別の2回の撚りを付与するステップであって、第1の鋼フィラメントを備えるコア層が、Z方向における撚りがS方向における撚りによって相殺されることによって、撚りが戻され、第2の鋼フィラメントを備える外層が、例えば、S方向に撚られるようになっている、ステップと、
を含んでいる。
【0037】
第2の好ましい実施形態が、図6に示されている。鋼コード60は、3本の第1の鋼フィラメント10を備えるコア層と、5本の第2のフィラメント20を備える外層と、を有している。鋼フィラメント10の直径は、0.35mmである。鋼フィラメント20の直径は、0.35mmである。3本の第1の鋼フィラメント10は、波状に予成形されており、撚られていない。波形の高さは、0.60mmであり、波形の長さは、5.52mmである。5本の第2の鋼フィラメント20は、多角形に予成形されており、20mmの外側撚りピッチで互いに撚り合されている。外層は、20mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。
【0038】
第3の好ましい実施形態が、図7に示されている。鋼コード70は、4本の第1の鋼フィラメント10を備えるコア層および7本の第2の鋼フィラメント20を備える外層を有している。鋼フィラメント10の直径は、0.35mmである。鋼フィラメント20の直径は、0.38mmである。4本の第1の鋼フィラメント10は、波状に予成形されており、撚られていない。波形の高さは、0.56mmであり、波形の長さは、6.08mmである。7本の第2の鋼フィラメント20は、多角形に予成形されており、18mmの外側撚りピッチで互いに撚り合されている。外層は、19mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。
【0039】
国際特許出願公開第02/088459A1号パンフレットに記載されている4+6構造を有する鋼コードSと比較して、本発明のいくつかの特性が測定されている。以下の表1は、その結果をまとめたものである。
【0040】
【表1】
【0041】
鋼コードに適している鋼フィラメントは、0.70%を超える炭素量、好ましくは、0.80%または90%を超える炭素量を含んでいる。この鋼フィラメントは、(0.20%から1.00%の範囲内にある含量の)マンガン、(0.05%に制限されている含量の)硫黄および燐、および/または(0.10%から0.90%の範囲内の含量の)珪素を含むこともできる。加えて、クロム、ニッケル、ホウ素、ニッケル、バナジウム、モリブデン、ニオビウム、銅、カルシウム、アルミニウム、チタン、および/または窒素が添加されていてもよい。
【0042】
鋼フィラメントは、好ましくは、金属皮膜によって被覆されている。この被膜は、亜鉛−銅合金(低銅−63.5%Cuまたは高銅−67.5%Cuのいずれか)または亜鉛−銅−ニッケルまたは亜鉛−銅−コバルトのような3元真鍮のような、素地材料への付着を促進する耐食性被膜であるとよい。
【0043】
鋼フィラメントの引張力は、鋼フィラメント組成、予成形の程度、およびフィラメントの直径に依存している。好ましくは、鋼フィラメントは、高い引張力を有している。最も好ましくは、鋼フィラメントは、4000MPaまでの引張力を有している。
第1の鋼フィラメントのコア層内において、1本の鋼フィラメントの直径が他の高フィラメントの直径と異なっていてもよく、および/または第2の鋼フィラメントの層内において、1本の鋼フィラメントの直径が他の高フィラメントの直径と異なっていてもよい。
【技術分野】
【0001】
本発明は、1本または複数本の予成形されたフィラメントを有するコア層および外層を備えている鋼コードに関する。該鋼コードは、タイヤのベルトまたはブレーカ構造のような補強材に適している。
【背景技術】
【0002】
予成形されたフィラメントを備えている鋼コードは、当技術分野において知られている。鋼コードの4+6構造も開示されている。
【0003】
特許文献1は、4+6のコード構造を提供している。該特許文献は、コア層および外層の2層から構成された鋼コードによって補強された扁平ラジアルタイヤを開示している。コアは、3本または4本のフィラメントを備えており、外層は、コアフィラメントの数と等しいかまたはそれよりも少ない数のフィラメントを備えている。これらのフィラメントは、実質的に等しい直径を有している。コアフィラメントおよび外側フィラメントは、同一方向の撚りおよび互いに異なるピッチを有している。タイヤのアスペクト比は、最大0.85である。該特許文献は、コード構造が4+6であってもよいことも開示している。しかし、該特許文献による鋼コードは、ゴム浸透が十分ではない。その結果、使用中に湿気が個々のフィラメントに達することがあり、鋼コードおよび補強タイヤの寿命を著しく低下させる可能性がある。
【0004】
十分なゴム浸透は、コード内の構成要素間のフレッチング腐食および張力を低減させるために、また(著しい腐食をもたらし、コードおよびゴム製品の寿命を著しく低下させることになる)コードに沿った湿気の移動を避けるために、ゴムがコード内の構成要素間に浸透し、存在し得る全ての隙間を充填することができなければならないことを意味している。
【0005】
特許文献2は、第1のグループおよび第2のグループを備えている鋼コードを提供している。第1のグループは、4本のフィラメントを備えており、第2のグループは、6本のフィラメントを備えている。第2のグループは、第1のグループの周囲に螺旋状に撚られている。第1のフィラメントは、300mmよりも大きい撚りピッチを有している。第2のフィラメントは、多角形に予成形されている。第1の鋼フィラメントは、空間的波形状を有している。該特許文献は、空間的波形状が平面的波形状ではないこと、および空間的波形状が、第1の波形(crimp)および第2の波形を有していることを開示している。第1の波形は、第2の波形の面と実質的に異なる面内にある。空間的波形状、すなわち、互いに異なる面内の2つの連続的な波形の作製過程に起因して、高張力が第1のフィラメントに導入され、第1のフィラメントの残留応力は、極めて高いものとなる。その結果、コードの順次破断率が高くなる。これによって、コードの破断負荷を要求値まで高めることができない。また、空間的波形状の作製過程に起因して、クリンプ装置(crimp device)の摩耗も多くなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】欧州特許出願公開第0301776A1号明細書
【特許文献2】国際特許出願公開第02/088459A1号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、先行技術の問題を解消することにある。
本発明の他の目的は、十分なゴム浸透および高破断負荷が得られる鋼コードを提供することにある。
本発明のさらに他の目的は、経済的な方法によって作製可能な鋼コードを提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、鋼コードは、コア層および外層を備えている。コア層は、第1の数の第1の鋼フィラメントを備えている。第1の数は、3から8の範囲内にある。そして、第1の鋼フィラメントは、310mmを超える撚りピッチを有している。外層は、第2の数の第2の鋼フィラメントを備えている。第2の数は、3から10の範囲内にある。第2の鋼フィラメントの少なくとも1本は、多角形に予成形されている。外層は、コア撚りピッチでコア層の周囲に螺旋状に撚られている。コア撚りピッチは、第2の鋼フィラメントの平均径がRfmmのとき、15Rfから150Rfの範囲内にある。前記第1の鋼フィラメントの少なくとも1本は、1つの面において波形状に予成形されている。波形の高さは、第1の鋼フィラメントの平均直径がDfmmであるとき、1.2Dfmmから2.4Dfmmの範囲内にあり、波形の長さは、10Dfmmから25Dfmmの範囲内にある。
【0009】
多角形予成形の技術は、国際特許出願公開第95/16816号パンフレットに開示されている。
【0010】
多角形予成形は、螺旋状予成形と異なっている。当業者には、これらは、いずれも、三次元的予成形または空間的予成形と見なされているが、多角形予成形および空間的予成形は、異なる形式の予成形である。
【0011】
多角形予成形は、鋼フィラメントに長手方向中心軸と直交する面への投影像を付与する予成形である。この投影像は、曲率半径の最大値と最小値とが交互に入れ替わる凸状曲線である曲線の形態にある。具体的には、予成形された鋼フィラメントの曲率半径は、2つの極限値、すなわち、最大曲げが付与される点における最小値と最小曲げが付与される点における最大値とを交互に入れ替わって取るものである。フィラメントがそれ自体の長軸を中心として自転する結果として、鋼フィラメントの曲率半径は、常に、鋼ワイヤの中心軸の方向を指している。これは、この多角形が凸形状を有していることを意味している。換言すると、鋼フィラメントの塑性引張区域は、常に、半径方向内方にあり、塑性圧縮区域は、半径方向外方にある。
【0012】
特開平6−108387号公報は、コアワイヤに2次元的予成形が施され、かつ外側ワイヤに螺旋状予成形が施された鋼コードを記載している。当技術分野では、特別の規定がない限り、螺旋状予成形は、曲率半径が一定値または連続的な単調関数である円曲線である曲線の形態にある予成形を意味している。これは、螺旋状に予成形された鋼フィラメントの曲線が、どちらかと言えば、円曲線であることを意味している。
【0013】
好ましくは、波形の高さは、1.6Dfmmから2.0Dfmmの範囲内にある。最も好ましくは、波形の高さは、1.7Dfmmから1.9Dfmmの範囲内にある。
【0014】
好ましくは、波形の長さは、12Dfmmから20Dfmmの範囲内にある。最も好ましくは、波形の長さは、14Dfmmから16Dfmmの範囲内にある。
【0015】
本発明によれば、Dfは、第1の鋼フィラメントの平均直径である。Dfは、0.06mmから1.0mmの範囲内にある。好ましくは、Dfは、0.2mmから0.5mmの範囲内にある。最も好ましくは、Dfは、0.3mmから0.4mmの範囲内にある。Dfは、0.35mmまたは0.38mmであるとよい。
【0016】
本発明によれば、コア撚りピッチは、15Rfから150Rfの範囲内にある。好ましくは、コア撚りピッチは、40Rfから70Rfの範囲内にある。
【0017】
外層は、外側撚りピッチで互いに撚り合されているとよい。外側撚りピッチは、15Rfから150Rfの範囲内にある。好ましくは、外側撚りピッチは、40Rfから70Rfの範囲内にある。最も好ましくは、外側撚りピッチは、コア撚りピッチと等しくなっている。
【0018】
本発明によれば、Rfは、第2の鋼フィラメントの平均直径である。Rfは、0.06mmから1.0mmの範囲内にある。好ましくは、Rfは、0.2mmから0.5mmの範囲内にある。最も好ましくは、Rfは、0.3mmから0.4mmの範囲内にある。Rfは、0.35mmまたは0.38mmとすることができる。
【0019】
本発明によれば、Rfは、Dfと異なっていてもよいし、同じであってもよい。好ましくは、Rfは、Dfと等しくなっている。
【0020】
好ましくは、第1の数は、3から5の範囲内にある。最も好ましくは、第1の数は、4である。
【0021】
好ましくは、第2の数は、5から8の範囲内にある。最も好ましくは、第2の数は、6である。
【0022】
第2の数は、第1の数と等しくてもよい。好ましくは、第2の数は、第1の数よりも大きくなっている。
【0023】
鋼コードの構造は、3+3、3+4、3+5、3+6、3+7、3+8、3+9、3+10、4+4、4+5、4+6、4+7、4+8、4+9、4+10、5+5、5+6、5+7、5+8、5+9、5+10、6+6、6+7、6+8、6+9、6+10、7+7、7+8、7+9、7+10、8+8、8+9、または8+10とすることができる。
【0024】
本発明によれば、第1の鋼フィラメントの少なくとも1本は、単一平面内で波状に予成形されている。好ましくは、第1の鋼フィラメントの全てが、単一平面内で波状に予成形されている。どのような他の予成形も、第1のフィラメントに付与されていない。
【0025】
鋼フィラメントは、単一平面内で波形状に予成形されているので、空間的波形状と比較して、鋼フィラメントの強度損失が少ない。このように予成形された鋼フィラメントを備えている鋼コードの順次破断率は、著しく低い。鋼コードの破断負荷は、先行技術による鋼コードの破断負荷と同等かまたは高くなる。また、クリンプ装置の摩耗が低い。
【0026】
本発明によれば、第2の鋼フィラメントの少なくとも1本が、多角形に予成形されている。好ましくは、第2の鋼フィラメントの全てが、多角形に予成形されている。
【0027】
第2の鋼フィラメントを多角形に予成形することによって、鋼コードにオープン構造を付与し、これによって、ゴムまたは他の素地材料を第1の鋼フィラメントまで浸透させることができる。
【0028】
本発明によれば、第1の鋼フィラメントは、310mmよりも大きい撚りピッチを有している。好ましくは、第1の鋼フィラメントは、撚られていない。
【0029】
鋼コードの順次破断率は、20%未満、さらに10%未満である。鋼コードが十分なゴム浸透性を有すると共に、破断負荷が2965Nよりも大きくなる。
【0030】
本発明によれば、鋼コードは、地下鉄列車、バス、道路輸送機械、荷降ろし機械、航空機、および他の輸送または出荷車両から選択される工業用車両向けのタイヤを補強するベルト層またはブレーカ構造のような補強材として使用可能である。
【0031】
以下、添付の図面を参照して、本発明をさらに詳細に説明する。
【図面の簡単な説明】
【0032】
【図1】4+6構造を有する鋼コードの断面図である。
【図2】予成形された第1の鋼フィラメントの側面図である。
【図3】予成形された第1の鋼フィラメントの正面図である。
【図4】予成形された第2の鋼フィラメントの側面図である。
【図5】予成形された第2の鋼フィラメントの正面図である。
【図6】3+5構造を有する鋼コードの断面図である。
【図7】4+7構造を有する鋼コードの断面図である。
【発明を実施するための形態】
【0033】
第1の好ましい実施形態が、図1に示されている。鋼コード50は、4本の第1の鋼フィラメント10を備えるコア層と、6本の第2の鋼フィラメント20を備える外層とを有している。外層は、23mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。鋼フィラメント20の直径は、0.38mmである。
【0034】
4本の第1の鋼フィラメント10は、単一平面内で波状に予成形されており、撚られていない。すなわち、これらのフィラメントは、互いに平行になっている。図2,3は、それぞれ、第1の鋼フィラメント10の側面図および正面図を示している。波形の高さHは、0.65mmであり、波形の長さLは、5.13mmであり、直径Dfは、0.38mmである。
【0035】
6本の第2の鋼フィラメント20は、多角形に予成形されており、23mmの外側撚りピッチで互いに撚られている。図4,5は、それぞれ、第2の鋼フィラメント20の側面図および正面図である。X軸は、長手方向中心軸80と平行であり、Y軸およびZ軸は、中心軸80と直交する面内にある。図5から、多角形予成形は、通常の円形状というよりは、丸められた縁を有する曲線の形状を有しており、Y方向およびZ方向の大きさは、X方向の大きさよりも著しく大きくなっている。
【0036】
実施形態を製造するためのプロセスは、以下のステップ:
(i)単一平面内における波形予成形を第1の鋼フィラメントに付与する1対の歯付きホィールに向かって、4本の第1の鋼フィラメント10を案内するステップと、
(ii)前記第1の鋼フィラメントの束を二重撚り装置の第1のフライヤに向かって案内し、第1の鋼フィラメントの束に第1の撚り方向、例えば、Z方向における2回の撚りを付与するステップと、
(iii)二重撚り装置の回転しているフライヤの内側において、第2の鋼フィラメントに多角形予成形を付与する予成形装置に向かって、6本の第2の鋼フィラメント20を案内するステップと、
(iv)次いで、第1の鋼フィラメンの束および第2の鋼フィラメントの束を二重撚り装置の第2のフライヤに向かって一緒に案内し、第2の反対の撚り方向、例えば、S方向における別の2回の撚りを付与するステップであって、第1の鋼フィラメントを備えるコア層が、Z方向における撚りがS方向における撚りによって相殺されることによって、撚りが戻され、第2の鋼フィラメントを備える外層が、例えば、S方向に撚られるようになっている、ステップと、
を含んでいる。
【0037】
第2の好ましい実施形態が、図6に示されている。鋼コード60は、3本の第1の鋼フィラメント10を備えるコア層と、5本の第2のフィラメント20を備える外層と、を有している。鋼フィラメント10の直径は、0.35mmである。鋼フィラメント20の直径は、0.35mmである。3本の第1の鋼フィラメント10は、波状に予成形されており、撚られていない。波形の高さは、0.60mmであり、波形の長さは、5.52mmである。5本の第2の鋼フィラメント20は、多角形に予成形されており、20mmの外側撚りピッチで互いに撚り合されている。外層は、20mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。
【0038】
第3の好ましい実施形態が、図7に示されている。鋼コード70は、4本の第1の鋼フィラメント10を備えるコア層および7本の第2の鋼フィラメント20を備える外層を有している。鋼フィラメント10の直径は、0.35mmである。鋼フィラメント20の直径は、0.38mmである。4本の第1の鋼フィラメント10は、波状に予成形されており、撚られていない。波形の高さは、0.56mmであり、波形の長さは、6.08mmである。7本の第2の鋼フィラメント20は、多角形に予成形されており、18mmの外側撚りピッチで互いに撚り合されている。外層は、19mmのコア撚りピッチでコア層の周囲に螺旋状に撚られている。
【0039】
国際特許出願公開第02/088459A1号パンフレットに記載されている4+6構造を有する鋼コードSと比較して、本発明のいくつかの特性が測定されている。以下の表1は、その結果をまとめたものである。
【0040】
【表1】
【0041】
鋼コードに適している鋼フィラメントは、0.70%を超える炭素量、好ましくは、0.80%または90%を超える炭素量を含んでいる。この鋼フィラメントは、(0.20%から1.00%の範囲内にある含量の)マンガン、(0.05%に制限されている含量の)硫黄および燐、および/または(0.10%から0.90%の範囲内の含量の)珪素を含むこともできる。加えて、クロム、ニッケル、ホウ素、ニッケル、バナジウム、モリブデン、ニオビウム、銅、カルシウム、アルミニウム、チタン、および/または窒素が添加されていてもよい。
【0042】
鋼フィラメントは、好ましくは、金属皮膜によって被覆されている。この被膜は、亜鉛−銅合金(低銅−63.5%Cuまたは高銅−67.5%Cuのいずれか)または亜鉛−銅−ニッケルまたは亜鉛−銅−コバルトのような3元真鍮のような、素地材料への付着を促進する耐食性被膜であるとよい。
【0043】
鋼フィラメントの引張力は、鋼フィラメント組成、予成形の程度、およびフィラメントの直径に依存している。好ましくは、鋼フィラメントは、高い引張力を有している。最も好ましくは、鋼フィラメントは、4000MPaまでの引張力を有している。
第1の鋼フィラメントのコア層内において、1本の鋼フィラメントの直径が他の高フィラメントの直径と異なっていてもよく、および/または第2の鋼フィラメントの層内において、1本の鋼フィラメントの直径が他の高フィラメントの直径と異なっていてもよい。
【特許請求の範囲】
【請求項1】
コア層および外層を備えた鋼コードであって、
前記コア層は、第1の数の第1の鋼フィラメントを備え、前記第1の数は、3から8の範囲内にあり、前記第1の鋼フィラメントは、310mmよりも大きい撚りピッチを有しており、
前記外層は、第2の数の第2の鋼フィラメントを備え、前記第2の数は、3から10の範囲内にあり、前記第2の鋼フィラメントの少なくとも1本は、多角形に予成形されており、前記外層は、コア撚りピッチで前記コア層の周囲に螺旋状に撚られており、前記コア撚りピッチは、前記第2の鋼フィラメントの平均直径Rfmmにつき15Rfから150Rfの範囲内にあるものにおいて、
前記第1の鋼フィラメントの少なくとも1本は、単一平面内で波形状に予成形されており、前記波形の高さは、前記第1の鋼フィラメントの平均直径Dfにつき1.2Dfmmから2.4Dfmmの範囲内にあり、前記波形の長さは、10Dfmmから25Dfmmの範囲内にあることを特徴とする鋼コード。
【請求項2】
前記波形の高さは、1.6Dfmmから2.0Dfmmの範囲内にあることを特徴とする請求項1に記載の鋼コード。
【請求項3】
前記波形の高さは、1.7Dfmmから1.9Dfmmの範囲内にあることを特徴とする請求項2に記載の鋼コード。
【請求項4】
前記波形の長さは、12Dfmmから20Dfmmの範囲内にあることを特徴とする請求項1に記載の鋼コード。
【請求項5】
前記波形の長さは、14Dfmmから16Dfmmの範囲内にあることを特徴とする請求項4に記載の鋼コード。
【請求項6】
前記外層の前記第2の数の前記第2の鋼フィラメントは、外側撚りピッチで互いに撚り合されていることを特徴とする請求項1〜5のいずれか一項に記載の鋼コード。
【請求項7】
前記外側撚りピッチは、前記コア撚りピッチと等しくなっていることを特徴とする請求項6に記載の鋼コード。
【請求項8】
前記第1の数は、3から5の範囲内にあり、前記第2の数は、5から8の範囲内にあることを特徴とする請求項1〜7のいずれか一項に記載の鋼コード。
【請求項9】
前記第1の数は、4であり、前記第2の数は、6であることを特徴とする請求項8に記載の鋼コード。
【請求項10】
前記第2の鋼フィラメントの全てが、多角形に予成形されていることを特徴とする請求項1〜9のいずれか一項に記載の鋼コード。
【請求項11】
前記第1の鋼フィラメントの全てが、波状に予成形されていることを特徴とする請求項1〜10のいずれか一項に記載の鋼コード。
【請求項12】
前記第1のフィラメントの少なくとも一本は、単一平面内での前記波状予成形を除く他の予成形を有していないことを特徴とする請求項1〜11のいずれか一項に記載の鋼コード。
【請求項13】
複合製品であって、前記製品が、請求項1〜12のいずれか一項に記載の鋼コードによって補強されていることを特徴とする複合製品。
【請求項14】
前記製品は、タイヤであることを特徴とする請求項13に記載の複合製品。
【請求項1】
コア層および外層を備えた鋼コードであって、
前記コア層は、第1の数の第1の鋼フィラメントを備え、前記第1の数は、3から8の範囲内にあり、前記第1の鋼フィラメントは、310mmよりも大きい撚りピッチを有しており、
前記外層は、第2の数の第2の鋼フィラメントを備え、前記第2の数は、3から10の範囲内にあり、前記第2の鋼フィラメントの少なくとも1本は、多角形に予成形されており、前記外層は、コア撚りピッチで前記コア層の周囲に螺旋状に撚られており、前記コア撚りピッチは、前記第2の鋼フィラメントの平均直径Rfmmにつき15Rfから150Rfの範囲内にあるものにおいて、
前記第1の鋼フィラメントの少なくとも1本は、単一平面内で波形状に予成形されており、前記波形の高さは、前記第1の鋼フィラメントの平均直径Dfにつき1.2Dfmmから2.4Dfmmの範囲内にあり、前記波形の長さは、10Dfmmから25Dfmmの範囲内にあることを特徴とする鋼コード。
【請求項2】
前記波形の高さは、1.6Dfmmから2.0Dfmmの範囲内にあることを特徴とする請求項1に記載の鋼コード。
【請求項3】
前記波形の高さは、1.7Dfmmから1.9Dfmmの範囲内にあることを特徴とする請求項2に記載の鋼コード。
【請求項4】
前記波形の長さは、12Dfmmから20Dfmmの範囲内にあることを特徴とする請求項1に記載の鋼コード。
【請求項5】
前記波形の長さは、14Dfmmから16Dfmmの範囲内にあることを特徴とする請求項4に記載の鋼コード。
【請求項6】
前記外層の前記第2の数の前記第2の鋼フィラメントは、外側撚りピッチで互いに撚り合されていることを特徴とする請求項1〜5のいずれか一項に記載の鋼コード。
【請求項7】
前記外側撚りピッチは、前記コア撚りピッチと等しくなっていることを特徴とする請求項6に記載の鋼コード。
【請求項8】
前記第1の数は、3から5の範囲内にあり、前記第2の数は、5から8の範囲内にあることを特徴とする請求項1〜7のいずれか一項に記載の鋼コード。
【請求項9】
前記第1の数は、4であり、前記第2の数は、6であることを特徴とする請求項8に記載の鋼コード。
【請求項10】
前記第2の鋼フィラメントの全てが、多角形に予成形されていることを特徴とする請求項1〜9のいずれか一項に記載の鋼コード。
【請求項11】
前記第1の鋼フィラメントの全てが、波状に予成形されていることを特徴とする請求項1〜10のいずれか一項に記載の鋼コード。
【請求項12】
前記第1のフィラメントの少なくとも一本は、単一平面内での前記波状予成形を除く他の予成形を有していないことを特徴とする請求項1〜11のいずれか一項に記載の鋼コード。
【請求項13】
複合製品であって、前記製品が、請求項1〜12のいずれか一項に記載の鋼コードによって補強されていることを特徴とする複合製品。
【請求項14】
前記製品は、タイヤであることを特徴とする請求項13に記載の複合製品。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2012−514698(P2012−514698A)
【公表日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2011−544823(P2011−544823)
【出願日】平成21年12月9日(2009.12.9)
【国際出願番号】PCT/EP2009/066670
【国際公開番号】WO2010/079034
【国際公開日】平成22年7月15日(2010.7.15)
【出願人】(592014377)ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム (81)
【氏名又は名称原語表記】N V BEKAERT SOCIETE ANONYME
【Fターム(参考)】
【公表日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成21年12月9日(2009.12.9)
【国際出願番号】PCT/EP2009/066670
【国際公開番号】WO2010/079034
【国際公開日】平成22年7月15日(2010.7.15)
【出願人】(592014377)ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム (81)
【氏名又は名称原語表記】N V BEKAERT SOCIETE ANONYME
【Fターム(参考)】
[ Back to top ]