
タイル貼りパネルとその製造方法
【課題】基板にタイルを接着したタイル貼りパネルにおける基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができ、かつ曲げ強度が充分で、さらに製造が容易なタイル貼りパネルの提供を目的とする。
【解決手段】タイル21の裏面又は基板31の表面の少なくとも一方に接着剤41を塗布し、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォーム11Aを基板31の表面に配置し、プレスフォーム11Aの表面にタイル21を配置し、タイル21の裏面又は基板31の表面の接着剤41をプレスフォーム11Aに含浸させ、硬化させることにより、接着剤が含浸したプレスフォームを介してタイル21を基板31に接着した。
【解決手段】タイル21の裏面又は基板31の表面の少なくとも一方に接着剤41を塗布し、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォーム11Aを基板31の表面に配置し、プレスフォーム11Aの表面にタイル21を配置し、タイル21の裏面又は基板31の表面の接着剤41をプレスフォーム11Aに含浸させ、硬化させることにより、接着剤が含浸したプレスフォームを介してタイル21を基板31に接着した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイル貼りパネルとその製造方法に関する。
【背景技術】
【0002】
従来、合板等の基板に接着剤でタイルを貼り付けたタイル貼りパネルが、壁や床の化粧材等として用いられている。
【0003】
しかしながら、基板に接着剤でタイルを貼り付けたタイル貼りパネルは、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等により、時間の経過と共に反ったり、タイルが割れたり、剥がれたりすることがあった。
【0004】
また、接着剤硬化時の内部歪、タイル及び基板の温度や湿度の変化や経年変化による膨張・収縮に起因するタイルの剥離を防止するため、織布あるいは不織布に接着剤を含浸させた樹脂接着剤層を介してタイルを基板に接着したタイル貼りパネルが提案されている。前記樹脂接着剤層を介してタイルを基板に接着したタイル貼りパネルの製造は、タイルと、織布若しくは不織布に樹脂を含浸させた基板シートに該樹脂を硬化させる硬化剤の層を薄膜を介して積層した樹脂接着剤シートと、基板とを積層し、加圧及び加熱して薄膜を破壊し、樹脂と硬化剤を混合・硬化反応させてタイルと基板を接着している。
【0005】
しかしながら、織布あるいは不織布に接着剤を含浸させた樹脂接着剤層を介してタイルを接着したタイル貼りパネルは、タイルの剥離防止効果はあるものの、反りを充分に防止することができず、さらに製造に手間が掛かる問題があった。
【0006】
本発明者は、反りを抑えるために種々検討した結果、タイルの裏面と基板の表面に接着剤をそれぞれ塗布し、低通気性の発泡体を介してタイルと基板を接着したタイル貼りパネルを作成したところ、反りを抑えられることを見出した。しかし、低通気性の発泡体を用いたタイル貼りパネルは、曲げ強度の低下が大きいことが判明した。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平1−32773号公報
【特許文献2】特開昭48−63525号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は前記の点に鑑みなされたものであって、反りを抑え、かつ曲げ強度が充分であって、製造が容易なタイル貼りパネルとその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームに接着剤を含浸させた接着剤含浸プレスフォームを介して、タイルを基板に接着してなるタイル貼りパネルに係る。
【0010】
請求項2の発明は、請求項1において、前記セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm、前記プレスフォームは、(プレス前の厚み)/(プレス後の厚み)で計算されるプレス倍率が2〜10倍であることを特徴とする。
【0011】
請求項3の発明は、タイルの裏面と基板の表面の少なくとも一方に接着剤を塗布し、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームを前記基板の表面に配置し、前記プレスフォームの表面に前記タイルを配置し、前記接着剤を前記プレスフォームに含浸させ、硬化させることにより、前記接着剤が含浸したプレスフォームを介して前記タイルを前記基板に接着することを特徴とするタイル貼りパネルの製造方法に係る。
【発明の効果】
【0012】
請求項1及び請求項2の発明では、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームは、セル膜の除去により三次元網状骨格構造になったものが熱プレスによって所定厚みに固定されたものであり、セル膜の無い三次元網状骨格によって接着剤の含浸性が良好になっており、かつプレス前よりも圧縮方向の剛性が高くなっている。またプレス前よりも、フォームの厚みを均一にすることができ、また厚み方向のセル骨格が重なり合って、より細かい網目状となっている。また、プレスフォームに接着剤が含浸した接着剤含浸プレスフォームは、セル膜の無い三次元網状骨格によって接着剤がフォーム内にまで充分に含浸している。前記接着剤含浸プレスフォームを介して、タイルを基板に接着してなる請求項1及び請求項2の発明のタイル貼りパネルは、プレスフォームの三次元網状骨格に含浸した接着剤が、三次元網状骨格の網目部分を通って柱状に硬化し、タイル裏面と基板表面に接着しているため、タイルと基板間に存在するセル膜が除去されたプレスフォームによって接着剤を平面方向に細分して、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができ、かつセル膜の無い三次元網状骨格によって接着剤の含浸性が良好となっているため、プレスフォームの三次元網状骨格に含浸した接着剤が、三次元網状骨格の網目部分を通って柱状に硬化し、タイル裏面と基板表面に確実に接着して接着層の圧縮強度の低下が抑制され、曲げ強度を充分なものとすることができる。
【0013】
請求項3の発明によれば、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームは、セル膜の除去により三次元網状骨格構造になったものが所定厚みに固定されたものであり、セル膜の無い三次元網状骨格によって接着剤の含浸性が良好となっているため、タイルの裏面又は基板の表面の少なくとも一方に塗布した接着剤をプレスフォームの両面から内部まで充分に含浸させることができ、接着剤が含浸したプレスフォームを介してタイルと基板を確実に接着することができる。また、タイルの裏面と基板の表面の何れか一方のみに接着剤を塗布してもプレスフォーム内を通って他側まで接着剤を含浸させることができるため、請求項1及び請求項2の発明のタイル貼りパネルを容易に製造することができる。
【図面の簡単な説明】
【0014】
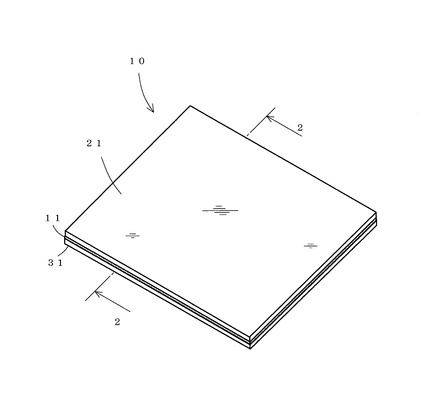
【図1】本発明の一実施形態に係るタイル貼りパネルの斜視図である。
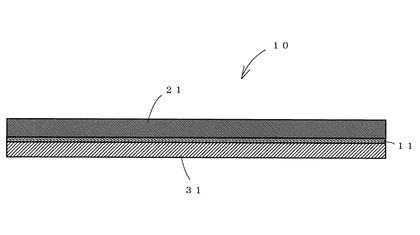
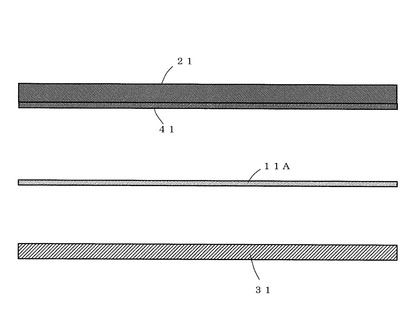
【図2】図1の2−2断面図である。
【図3】本発明のタイル貼りパネルの製造方法において、接着剤を基板の表面にのみ塗布した状態を示す断面図である。
【図4】本発明のタイル貼りパネルの製造方法において、接着剤をタイルの裏面にのみ塗布した状態を示す断面図である。
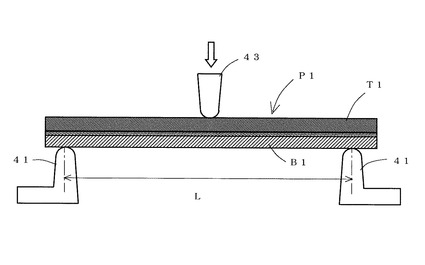
【図5】3点曲げ試験時の概略を示す断面図である。
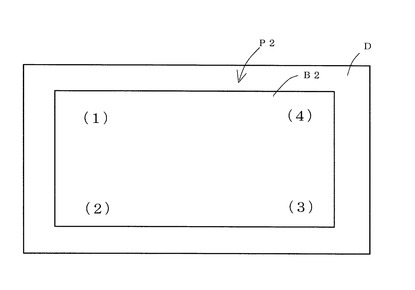
【図6】反り試験時の測定位置を示す平面図である。
【発明を実施するための形態】
【0015】
以下に、本発明の実施形態のタイル貼りパネルについて説明する。図1に示すタイル貼りパネル10は、壁や床の化粧材等として用いられるものであり、接着剤含浸プレスフォーム11を介して、タイル21を基板31に接着した構成からなる。
【0016】
前記接着剤含浸プレスフォーム11は、セル膜が除去されたウレタンフォームを熱プレスにより所定厚みに固定されたプレスフォームに接着剤を含浸させたものである。前記セル膜が除去されたウレタンフォームは、ウレタンフォームを公知のセル膜除去処理、例えば溶解処理、爆発処理等によりセル膜を除去したものであり、三次元網状骨格構造になっている。前記ウレタンフォームは、前記タイル貼りパネル10が浴室等に使われたりすることもあるため、加水分解による劣化を生じ難いエーテルタイプが好ましい。また、セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm(JIS K 6400−1)のものが好ましい。セル数が13個/25mm未満の場合、三次元網状骨格の網目(セル)が大きくなりすぎて、タイル貼りパネル10の反りを十分に抑えられなくなる。一方、セル数が70個/25mmより多い場合、三次元網状骨格の網目(セル)が小さくなりすぎて接着剤の含浸性が低下し、タイルと基板の接着強度や曲げ強度の低下を生じるようになる。
【0017】
前記プレスフォームは、前記セル膜が除去されたウレタンフォームを熱板等で熱プレスし、該熱プレスによってプレス厚み(圧縮厚み)に塑性変形し、厚みが固定されたものである。熱プレス温度は、150〜250℃、熱プレス時間は20秒〜4分が好ましい。また、次式で計算されるプレス倍率は、2〜10倍が好ましい。プレス倍率=(プレス前の厚み)/(プレス後の厚み)
【0018】
前記プレス倍率が2倍より小さい場合には、剛性を有する接着剤の量が相対的に増加する上、三次元網状骨格の重なりが減ってフォーム内部の空間が連続する為、充分に接着剤層の分割が行なわれず、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができなくなり、一方、10倍より大きい場合には、プレスフォームの平滑性が得られ難い上に、三次元網状骨格中における接着剤の含浸性が低下し、タイル裏面と基板表面の接着が不十分となり、曲げ強度の低下を生じる。前記セル数及びプレス倍率は、前記基板31の材質、厚み、タイルの厚み等に応じて前記範囲で調節されるのが好ましい。
【0019】
また、前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値は50〜300が好ましい。前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値が50未満では、充分に接着剤層の分割が行なわれず、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができなくなり、前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値が300を超えると、三次元網状骨格中における接着剤の含浸性が低下し、タイル裏面と基板表面の接着が不十分となり、曲げ強度の低下を生じる。
【0020】
前記プレスフォームに含浸する接着剤は、接着前の状態で加圧によって流動性を有する接着剤が用いられ、特にタイル用のものが用いられる。例えば、エポキシ系、変成シリコン系、ウレタン系の熱硬化樹脂系接着剤や、ホットメルト等の熱可塑性樹脂系接着剤を挙げることができる。なお、前記接着剤含浸プレスフォーム11は、後述するように、タイル貼りパネルの製造時に、前記基板31の表面あるいはタイル21の裏面の少なくとも一方に塗布された接着剤が、前記基板31の表面及び前記タイル21の裏面と接触した前記プレスフォームに含浸して形成されたものである。前記接着剤含浸プレスフォーム11の平面サイズは、前記基板31の平面サイズと等しくしてもよいし、または大きく設定して接着後にカットしてもよい。
【0021】
前記タイル21は、陶磁器製のもの等が用いられる。前記タイル21の厚み及び大きさは適宜決定される。
前記基板31は、合板、耐水合板、珪酸カルシウム板等が用いられる。前記基板31の平面サイズは、前記基板31の表面に前記接着剤含浸プレスフォーム11を介して前記タイル21を一枚載置して接着できる程度の大きさで、例えば300×600mmとされる。前記基板11の厚みは、適宜決定される。例として4〜20mmを挙げる。
【0022】
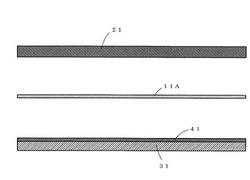
前記タイル貼りパネル10の製造方法について説明する。図3に示す実施形態においては、まず前記基板31の表面に接着剤41を塗布し、前記プレスフォーム11Aを前記基板31の表面の接着剤41上に配置する。次に、前記プレスフォーム11A上に前記タイル21を載置して三層にし、前記タイル上あるいは前記基板側から加圧することにより、前記基板31の表面の接着剤41を前記プレスフォーム11Aに含浸させる。前記プレスフォーム11Aは、セル膜の除去された三次元網状骨格構造からなるため、前記基板31の表面の接着剤41が前記プレスフォーム11A内に含浸して前記タイル21側にまで至り、前記タイル21の裏面と接触する。その状態で、必要に応じて加熱し、前記接着剤を硬化させることにより、前記接着剤含浸プレスフォーム11を介して前記タイル21を前記基板31に接着し、前記タイル貼りパネル10を得る。
【0023】
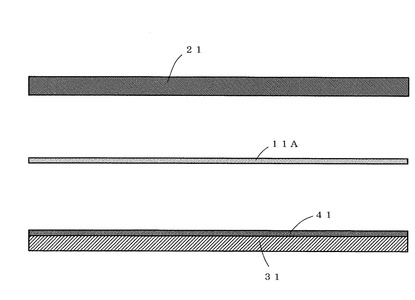
前記接着剤41は前記基板31の表面に塗布するのに代えて、図4に示すように、前記タイル21の裏面に塗布してもよい。その場合、前記プレスフォーム11Aを前記基板31の表面に配置し、次に、前記プレスフォーム11A上に前記接着剤41塗布後のタイル21を載置して三層にし、前記タイル上あるいは前記基板側から加圧することにより、前記タイル21の裏面の接着剤41を前記プレスフォーム11Aに含浸させる。前記プレスフォーム11Aは、セル膜の除去された三次元網状骨格構造からなるため、前記タイル21の裏面の接着剤が前記プレスフォーム11A内に含浸して前記基板31側にまで至り、前記基板31の表面と接触する。その状態で、必要に応じて加熱し、前記接着剤を硬化させることにより、前記基板31に前記接着剤含浸プレスフォーム11を介して前記タイル21を接着し、前記タイル貼りパネル10を得る。
【0024】
なお、前記接着剤41を、前記基板31の表面と前記タイル21の裏面との両方に塗布又は付着してもよい。しかし、作業工程を少なくできることから、基板側又はタイル側の何れか一方に接着剤を塗布又は付着させることが好ましい。セル膜の除去処理を行なったプレスフォームを用いることで、上記のように基板側又はタイル側の何れか一方に接着剤を塗布又は付着させて、前記タイル上あるいは前記基板側から加圧することにより、接着剤をプレスフォーム内に充填させて、前記基板とタイルとを接着させることができる。
【実施例】
【0025】
・実施例1
まず、セル膜の除去処理を行なったセル数13個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH−13、密度30kg/m3、株式会社イノアックコーポレーション製)を、厚み2mmに裁断した後、温度200℃の熱板によりプレス倍率4倍で1分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用意した。次に、100mm×100mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板の表面に、接着剤(品名;イナメントRC−S、株式会社INAX社製)の6gを表面全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、基板の表面全体への付着量が略均一となるようにした。その上に、100mm×100mm×厚み4.5mmの陶磁器製タイル(品名;SP−100、株式会社INAX社製)を載置し、その後、1000gのおもりをタイル上に乗せ、40℃の炉で3日間乾燥させて接着剤を硬化させ、実施例1のタイル貼りパネルを製造した。
【0026】
・実施例2
実施例1において、ウレタンフォームを厚み3mmに裁断し、プレス倍率を6倍にしたことを除き、他は実施例1と同様にして実施例2のタイル貼りパネルを製造した。
・実施例3
実施例1において、ウレタンフォームを厚み5mmに裁断し、プレス倍率を10倍にしたことを除き、他は実施例1と同様にして実施例3のタイル貼りパネルを製造した。
【0027】
・実施例4
セル膜の除去処理を行なったセル数20個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH-20、密度30kg/m3、株式会社イノアックコーポレーション製)を厚み4mmに裁断した後、温度210℃の熱板によりプレス倍率8倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例4のタイル貼りパネルを製造した。
【0028】
・実施例5
セル膜の除去処理を行なったセル数50個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH−50、密度30kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度210℃の熱板によりプレス倍率6倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例5のタイル貼りパネルを製造した。
【0029】
・実施例6
セル膜の除去処理を行なったセル数70個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFS、密度72kg/m3、株式会社イノアックコーポレーション製)を厚み1mmに裁断した後、温度210℃の熱板によりプレス倍率2倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例6のタイル貼りパネルを製造した。
【0030】
・比較例1
実施例1及び実施例2のプレスフォームを無くし、実施例1及び実施例2と同一の基板を用い、該基板の表面と実施例1と同一のタイルの裏面にそれぞれ接着剤(品名;イナメントRC−S、株式会社INAX社製)の3g(合計6g)を全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、基板の表面の接着剤とタイル裏面の接着剤が重なるようにタイルを基板に積層し、1000gのおもりをタイル上に乗せ、40℃の炉で3日間乾燥させて接着剤を硬化させ、比較例1のタイル貼りパネルを製造した。
【0031】
・比較例2
実施例1のセル膜が除去されたウレタンフォームに代えて、セル膜除去未処理からなるセル数60個/25mmの低通気性ウレタンフォーム(ポリエーテルタイプ、品名;EST−3、密度34kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用い、また、実施例1と同じ接着剤の3gを基板の表面全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、タイルの裏面にも同じ接着剤の3gを全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、その他は実施例1と同様にして比較例2のタイル貼りパネルを製造した。
【0032】
実施例1〜6及び比較例1〜2のタイル貼りパネルに対して曲げ試験を行った。曲げ試験は、図5に示すように、曲げ試験測定用冶具を用いて測定を行った。測定用冶具は、2つの支持部材41と1つの押え部材43からなり、両者とも先端部は断面半径R=3.2mmの曲面を有する半円筒状で、当該先端部にパネル試験体を当接させて負荷をかけることができる。曲げ試験は、2つの支持部材41をL=80mmの間隔で平行に離した状態で台に配置し、前記支持部材41上に実施例1〜6、比較例1〜2のタイル貼りパネルP1をタイルT1を上側、基板B1を下側としてそれぞれ載置し、タイルT1の上面に押え部材43により負荷を掛けて電子式万能試験機により曲げ強度(N)を測定した。測定結果を表1に示す。なお、試験は各実施例、比較例及び参考例においてそれぞれサンプル数を3として行った。また、表1における保持率の値は、プレスフォームの無い比較例1における曲げ強度の平均値を100とした場合に、各実施例及び比較例における曲げ強度の平均値の%である。
【0033】
【表1】

【0034】
表1の結果に示すとおり、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着した比較例2のタイル貼りパネルは、タイルを直接基板に接着した比較例1の曲げ強度に対して保持率が75%であって大きく低下していたのに対し、実施例1〜6のタイル貼りパネルは、タイルを直接基板に接着した比較例1の曲げ強度に対して保持率が82〜93%と僅かな低下であり、セル膜除去未処理の低通気性ウレタンフォームを用いた比較例2よりも曲げ強度が高かった。
【0035】
また、反りを調べるため、次に示す実施例7〜12及び比較例3〜4のタイルパネルを作成した。
・実施例7
実施例1のウレタンフォームを、厚み2mmに裁断した後、温度200℃の熱板によりプレス倍率4倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例7のタイル貼りパネルを製造した。
【0036】
・実施例8
実施例7において、ウレタンフォームを厚み3mmに裁断し、プレス倍率を6倍にしたことを除き、他は実施例7と同様にして実施例8のタイル貼りパネルを製造した。
・実施例9
実施例7において、ウレタンフォームを厚み5mmに裁断し、プレス倍率を10倍にしたことを除き、他は実施例7と同様にして実施例9のタイル貼りパネルを製造した。
【0037】
・実施例10
実施例4のウレタンフォームを、厚み4mmに裁断した後、温度200℃の熱板によりプレス倍率8倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例10のタイル貼りパネルを製造した。
【0038】
・実施例11
実施例5のウレタンフォームを、厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例11のタイル貼りパネルを製造した。
【0039】
・実施例12
実施例6のウレタンフォームを、厚み1mmに裁断した後、温度200℃の熱板によりプレス倍率2倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例12のタイル貼りパネルを製造した。
【0040】
・比較例3
実施例7のプレスフォームを無くし、実施例7と同一の基板を同様に養生した後、該基板の表面と実施例7と同一のタイルの裏面にそれぞれ実施例7と同一の接着剤を50g(合計100g)を全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、続いて、基板の表面の接着剤とタイル裏面の接着剤が重なるように基板の接着剤上に500mm×300mm×厚み6mmの陶磁器製タイルを配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して比較例3のタイル貼りパネルを製造した。
・比較例4
実施例7のセル膜が除去されたウレタンフォームに代えて、セル数60個/25mmmの低通気性ウレタンフォーム(ポリエーテルタイプ、品名;EST−3、密度34kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用い、また、実施例7と同一の基板を同様に養生した後、実施例7と同一の接着剤を基板の表面に50g全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、同様にタイルの裏面にも同一の接着剤を50g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して比較例4のタイル貼りパネルを製造した。
【0041】
実施例7〜12及び比較例3〜4のタイル貼りパネルに対して次のようにして反り試験を行った。実施例7〜12及び比較例3〜4の各タイル貼りパネルを50℃の恒温槽内の平らな位置にタイルが上側、基板が下側となるようにして載置し、8日経過後に恒温槽より取り出し、図6に示すように各実施例及び各比較例の四隅(1)〜(4)における台の表面Dとタイルとの間の隙間を反りとして隙間ゲージで測定し、それぞれの平均値を計算した。反り試験の結果は表2の通りである。図6におけるP2はタイル貼りパネル、B2は基板を示す。
【0042】
【表2】
【0043】
表2に示す試験結果のとおり、実施例7〜12は、タイルを直接基板に接着した比較例3と比べると、反りの値が約3/5〜1/5程度の小さなものであった。一方、実施例7〜12の反りを、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着した比較例4と比べると、実施例7〜10及び実施例12は、比較例4よりも反りが大きかった。しかし、実施例11は比較例4と反りの値が等しかった。
【0044】
このように、本実施例のタイル貼りパネルは、タイルを直接基板に接着したものと比べて、反りを大幅に改善でき、かつ、曲げ強度の低下を僅かなものに抑えることができ、実用的効果が高いものである。
一方、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着したものは、反りについては小さくできるが、曲げ強度については、大きく低下するため、曲げ強度低下の問題が反り防止の効果を上回るものである。
【0045】
なお、前記の実施例では、曲げ試験及び反り試験のため、基板に接着するタイルを1枚とした例を示したが、本発明のタイル貼りパネルは、タイルを複数枚並べて無機系の目地材等で互いを接着して、基板に接着したものでもよい。
【符号の説明】
【0046】
10 タイル貼りパネル
11 接着剤含浸プレスフォーム
11A プレスフォーム
21 タイル
31 基板
41 接着剤
【技術分野】
【0001】
本発明は、タイル貼りパネルとその製造方法に関する。
【背景技術】
【0002】
従来、合板等の基板に接着剤でタイルを貼り付けたタイル貼りパネルが、壁や床の化粧材等として用いられている。
【0003】
しかしながら、基板に接着剤でタイルを貼り付けたタイル貼りパネルは、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等により、時間の経過と共に反ったり、タイルが割れたり、剥がれたりすることがあった。
【0004】
また、接着剤硬化時の内部歪、タイル及び基板の温度や湿度の変化や経年変化による膨張・収縮に起因するタイルの剥離を防止するため、織布あるいは不織布に接着剤を含浸させた樹脂接着剤層を介してタイルを基板に接着したタイル貼りパネルが提案されている。前記樹脂接着剤層を介してタイルを基板に接着したタイル貼りパネルの製造は、タイルと、織布若しくは不織布に樹脂を含浸させた基板シートに該樹脂を硬化させる硬化剤の層を薄膜を介して積層した樹脂接着剤シートと、基板とを積層し、加圧及び加熱して薄膜を破壊し、樹脂と硬化剤を混合・硬化反応させてタイルと基板を接着している。
【0005】
しかしながら、織布あるいは不織布に接着剤を含浸させた樹脂接着剤層を介してタイルを接着したタイル貼りパネルは、タイルの剥離防止効果はあるものの、反りを充分に防止することができず、さらに製造に手間が掛かる問題があった。
【0006】
本発明者は、反りを抑えるために種々検討した結果、タイルの裏面と基板の表面に接着剤をそれぞれ塗布し、低通気性の発泡体を介してタイルと基板を接着したタイル貼りパネルを作成したところ、反りを抑えられることを見出した。しかし、低通気性の発泡体を用いたタイル貼りパネルは、曲げ強度の低下が大きいことが判明した。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平1−32773号公報
【特許文献2】特開昭48−63525号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は前記の点に鑑みなされたものであって、反りを抑え、かつ曲げ強度が充分であって、製造が容易なタイル貼りパネルとその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームに接着剤を含浸させた接着剤含浸プレスフォームを介して、タイルを基板に接着してなるタイル貼りパネルに係る。
【0010】
請求項2の発明は、請求項1において、前記セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm、前記プレスフォームは、(プレス前の厚み)/(プレス後の厚み)で計算されるプレス倍率が2〜10倍であることを特徴とする。
【0011】
請求項3の発明は、タイルの裏面と基板の表面の少なくとも一方に接着剤を塗布し、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームを前記基板の表面に配置し、前記プレスフォームの表面に前記タイルを配置し、前記接着剤を前記プレスフォームに含浸させ、硬化させることにより、前記接着剤が含浸したプレスフォームを介して前記タイルを前記基板に接着することを特徴とするタイル貼りパネルの製造方法に係る。
【発明の効果】
【0012】
請求項1及び請求項2の発明では、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームは、セル膜の除去により三次元網状骨格構造になったものが熱プレスによって所定厚みに固定されたものであり、セル膜の無い三次元網状骨格によって接着剤の含浸性が良好になっており、かつプレス前よりも圧縮方向の剛性が高くなっている。またプレス前よりも、フォームの厚みを均一にすることができ、また厚み方向のセル骨格が重なり合って、より細かい網目状となっている。また、プレスフォームに接着剤が含浸した接着剤含浸プレスフォームは、セル膜の無い三次元網状骨格によって接着剤がフォーム内にまで充分に含浸している。前記接着剤含浸プレスフォームを介して、タイルを基板に接着してなる請求項1及び請求項2の発明のタイル貼りパネルは、プレスフォームの三次元網状骨格に含浸した接着剤が、三次元網状骨格の網目部分を通って柱状に硬化し、タイル裏面と基板表面に接着しているため、タイルと基板間に存在するセル膜が除去されたプレスフォームによって接着剤を平面方向に細分して、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができ、かつセル膜の無い三次元網状骨格によって接着剤の含浸性が良好となっているため、プレスフォームの三次元網状骨格に含浸した接着剤が、三次元網状骨格の網目部分を通って柱状に硬化し、タイル裏面と基板表面に確実に接着して接着層の圧縮強度の低下が抑制され、曲げ強度を充分なものとすることができる。
【0013】
請求項3の発明によれば、セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームは、セル膜の除去により三次元網状骨格構造になったものが所定厚みに固定されたものであり、セル膜の無い三次元網状骨格によって接着剤の含浸性が良好となっているため、タイルの裏面又は基板の表面の少なくとも一方に塗布した接着剤をプレスフォームの両面から内部まで充分に含浸させることができ、接着剤が含浸したプレスフォームを介してタイルと基板を確実に接着することができる。また、タイルの裏面と基板の表面の何れか一方のみに接着剤を塗布してもプレスフォーム内を通って他側まで接着剤を含浸させることができるため、請求項1及び請求項2の発明のタイル貼りパネルを容易に製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係るタイル貼りパネルの斜視図である。
【図2】図1の2−2断面図である。
【図3】本発明のタイル貼りパネルの製造方法において、接着剤を基板の表面にのみ塗布した状態を示す断面図である。
【図4】本発明のタイル貼りパネルの製造方法において、接着剤をタイルの裏面にのみ塗布した状態を示す断面図である。
【図5】3点曲げ試験時の概略を示す断面図である。
【図6】反り試験時の測定位置を示す平面図である。
【発明を実施するための形態】
【0015】
以下に、本発明の実施形態のタイル貼りパネルについて説明する。図1に示すタイル貼りパネル10は、壁や床の化粧材等として用いられるものであり、接着剤含浸プレスフォーム11を介して、タイル21を基板31に接着した構成からなる。
【0016】
前記接着剤含浸プレスフォーム11は、セル膜が除去されたウレタンフォームを熱プレスにより所定厚みに固定されたプレスフォームに接着剤を含浸させたものである。前記セル膜が除去されたウレタンフォームは、ウレタンフォームを公知のセル膜除去処理、例えば溶解処理、爆発処理等によりセル膜を除去したものであり、三次元網状骨格構造になっている。前記ウレタンフォームは、前記タイル貼りパネル10が浴室等に使われたりすることもあるため、加水分解による劣化を生じ難いエーテルタイプが好ましい。また、セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm(JIS K 6400−1)のものが好ましい。セル数が13個/25mm未満の場合、三次元網状骨格の網目(セル)が大きくなりすぎて、タイル貼りパネル10の反りを十分に抑えられなくなる。一方、セル数が70個/25mmより多い場合、三次元網状骨格の網目(セル)が小さくなりすぎて接着剤の含浸性が低下し、タイルと基板の接着強度や曲げ強度の低下を生じるようになる。
【0017】
前記プレスフォームは、前記セル膜が除去されたウレタンフォームを熱板等で熱プレスし、該熱プレスによってプレス厚み(圧縮厚み)に塑性変形し、厚みが固定されたものである。熱プレス温度は、150〜250℃、熱プレス時間は20秒〜4分が好ましい。また、次式で計算されるプレス倍率は、2〜10倍が好ましい。プレス倍率=(プレス前の厚み)/(プレス後の厚み)
【0018】
前記プレス倍率が2倍より小さい場合には、剛性を有する接着剤の量が相対的に増加する上、三次元網状骨格の重なりが減ってフォーム内部の空間が連続する為、充分に接着剤層の分割が行なわれず、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができなくなり、一方、10倍より大きい場合には、プレスフォームの平滑性が得られ難い上に、三次元網状骨格中における接着剤の含浸性が低下し、タイル裏面と基板表面の接着が不十分となり、曲げ強度の低下を生じる。前記セル数及びプレス倍率は、前記基板31の材質、厚み、タイルの厚み等に応じて前記範囲で調節されるのが好ましい。
【0019】
また、前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値は50〜300が好ましい。前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値が50未満では、充分に接着剤層の分割が行なわれず、基板とタイルの温度や湿度の変化による伸縮率の違いや接着剤の硬化収縮等に起因する反りを抑えることができなくなり、前記セル数(JIS K 6400−1)と、前記プレス倍率の積によって得られる値が300を超えると、三次元網状骨格中における接着剤の含浸性が低下し、タイル裏面と基板表面の接着が不十分となり、曲げ強度の低下を生じる。
【0020】
前記プレスフォームに含浸する接着剤は、接着前の状態で加圧によって流動性を有する接着剤が用いられ、特にタイル用のものが用いられる。例えば、エポキシ系、変成シリコン系、ウレタン系の熱硬化樹脂系接着剤や、ホットメルト等の熱可塑性樹脂系接着剤を挙げることができる。なお、前記接着剤含浸プレスフォーム11は、後述するように、タイル貼りパネルの製造時に、前記基板31の表面あるいはタイル21の裏面の少なくとも一方に塗布された接着剤が、前記基板31の表面及び前記タイル21の裏面と接触した前記プレスフォームに含浸して形成されたものである。前記接着剤含浸プレスフォーム11の平面サイズは、前記基板31の平面サイズと等しくしてもよいし、または大きく設定して接着後にカットしてもよい。
【0021】
前記タイル21は、陶磁器製のもの等が用いられる。前記タイル21の厚み及び大きさは適宜決定される。
前記基板31は、合板、耐水合板、珪酸カルシウム板等が用いられる。前記基板31の平面サイズは、前記基板31の表面に前記接着剤含浸プレスフォーム11を介して前記タイル21を一枚載置して接着できる程度の大きさで、例えば300×600mmとされる。前記基板11の厚みは、適宜決定される。例として4〜20mmを挙げる。
【0022】
前記タイル貼りパネル10の製造方法について説明する。図3に示す実施形態においては、まず前記基板31の表面に接着剤41を塗布し、前記プレスフォーム11Aを前記基板31の表面の接着剤41上に配置する。次に、前記プレスフォーム11A上に前記タイル21を載置して三層にし、前記タイル上あるいは前記基板側から加圧することにより、前記基板31の表面の接着剤41を前記プレスフォーム11Aに含浸させる。前記プレスフォーム11Aは、セル膜の除去された三次元網状骨格構造からなるため、前記基板31の表面の接着剤41が前記プレスフォーム11A内に含浸して前記タイル21側にまで至り、前記タイル21の裏面と接触する。その状態で、必要に応じて加熱し、前記接着剤を硬化させることにより、前記接着剤含浸プレスフォーム11を介して前記タイル21を前記基板31に接着し、前記タイル貼りパネル10を得る。
【0023】
前記接着剤41は前記基板31の表面に塗布するのに代えて、図4に示すように、前記タイル21の裏面に塗布してもよい。その場合、前記プレスフォーム11Aを前記基板31の表面に配置し、次に、前記プレスフォーム11A上に前記接着剤41塗布後のタイル21を載置して三層にし、前記タイル上あるいは前記基板側から加圧することにより、前記タイル21の裏面の接着剤41を前記プレスフォーム11Aに含浸させる。前記プレスフォーム11Aは、セル膜の除去された三次元網状骨格構造からなるため、前記タイル21の裏面の接着剤が前記プレスフォーム11A内に含浸して前記基板31側にまで至り、前記基板31の表面と接触する。その状態で、必要に応じて加熱し、前記接着剤を硬化させることにより、前記基板31に前記接着剤含浸プレスフォーム11を介して前記タイル21を接着し、前記タイル貼りパネル10を得る。
【0024】
なお、前記接着剤41を、前記基板31の表面と前記タイル21の裏面との両方に塗布又は付着してもよい。しかし、作業工程を少なくできることから、基板側又はタイル側の何れか一方に接着剤を塗布又は付着させることが好ましい。セル膜の除去処理を行なったプレスフォームを用いることで、上記のように基板側又はタイル側の何れか一方に接着剤を塗布又は付着させて、前記タイル上あるいは前記基板側から加圧することにより、接着剤をプレスフォーム内に充填させて、前記基板とタイルとを接着させることができる。
【実施例】
【0025】
・実施例1
まず、セル膜の除去処理を行なったセル数13個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH−13、密度30kg/m3、株式会社イノアックコーポレーション製)を、厚み2mmに裁断した後、温度200℃の熱板によりプレス倍率4倍で1分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用意した。次に、100mm×100mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板の表面に、接着剤(品名;イナメントRC−S、株式会社INAX社製)の6gを表面全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、基板の表面全体への付着量が略均一となるようにした。その上に、100mm×100mm×厚み4.5mmの陶磁器製タイル(品名;SP−100、株式会社INAX社製)を載置し、その後、1000gのおもりをタイル上に乗せ、40℃の炉で3日間乾燥させて接着剤を硬化させ、実施例1のタイル貼りパネルを製造した。
【0026】
・実施例2
実施例1において、ウレタンフォームを厚み3mmに裁断し、プレス倍率を6倍にしたことを除き、他は実施例1と同様にして実施例2のタイル貼りパネルを製造した。
・実施例3
実施例1において、ウレタンフォームを厚み5mmに裁断し、プレス倍率を10倍にしたことを除き、他は実施例1と同様にして実施例3のタイル貼りパネルを製造した。
【0027】
・実施例4
セル膜の除去処理を行なったセル数20個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH-20、密度30kg/m3、株式会社イノアックコーポレーション製)を厚み4mmに裁断した後、温度210℃の熱板によりプレス倍率8倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例4のタイル貼りパネルを製造した。
【0028】
・実施例5
セル膜の除去処理を行なったセル数50個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFH−50、密度30kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度210℃の熱板によりプレス倍率6倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例5のタイル貼りパネルを製造した。
【0029】
・実施例6
セル膜の除去処理を行なったセル数70個/25mmmのウレタンフォーム(ポリエーテルタイプ、品名;CFS、密度72kg/m3、株式会社イノアックコーポレーション製)を厚み1mmに裁断した後、温度210℃の熱板によりプレス倍率2倍で1.5分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用いた以外は、実施例1と同様にして実施例6のタイル貼りパネルを製造した。
【0030】
・比較例1
実施例1及び実施例2のプレスフォームを無くし、実施例1及び実施例2と同一の基板を用い、該基板の表面と実施例1と同一のタイルの裏面にそれぞれ接着剤(品名;イナメントRC−S、株式会社INAX社製)の3g(合計6g)を全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、基板の表面の接着剤とタイル裏面の接着剤が重なるようにタイルを基板に積層し、1000gのおもりをタイル上に乗せ、40℃の炉で3日間乾燥させて接着剤を硬化させ、比較例1のタイル貼りパネルを製造した。
【0031】
・比較例2
実施例1のセル膜が除去されたウレタンフォームに代えて、セル膜除去未処理からなるセル数60個/25mmの低通気性ウレタンフォーム(ポリエーテルタイプ、品名;EST−3、密度34kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを100mm×100mmにしたプレスフォームを用い、また、実施例1と同じ接着剤の3gを基板の表面全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、タイルの裏面にも同じ接着剤の3gを全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、その他は実施例1と同様にして比較例2のタイル貼りパネルを製造した。
【0032】
実施例1〜6及び比較例1〜2のタイル貼りパネルに対して曲げ試験を行った。曲げ試験は、図5に示すように、曲げ試験測定用冶具を用いて測定を行った。測定用冶具は、2つの支持部材41と1つの押え部材43からなり、両者とも先端部は断面半径R=3.2mmの曲面を有する半円筒状で、当該先端部にパネル試験体を当接させて負荷をかけることができる。曲げ試験は、2つの支持部材41をL=80mmの間隔で平行に離した状態で台に配置し、前記支持部材41上に実施例1〜6、比較例1〜2のタイル貼りパネルP1をタイルT1を上側、基板B1を下側としてそれぞれ載置し、タイルT1の上面に押え部材43により負荷を掛けて電子式万能試験機により曲げ強度(N)を測定した。測定結果を表1に示す。なお、試験は各実施例、比較例及び参考例においてそれぞれサンプル数を3として行った。また、表1における保持率の値は、プレスフォームの無い比較例1における曲げ強度の平均値を100とした場合に、各実施例及び比較例における曲げ強度の平均値の%である。
【0033】
【表1】
【0034】
表1の結果に示すとおり、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着した比較例2のタイル貼りパネルは、タイルを直接基板に接着した比較例1の曲げ強度に対して保持率が75%であって大きく低下していたのに対し、実施例1〜6のタイル貼りパネルは、タイルを直接基板に接着した比較例1の曲げ強度に対して保持率が82〜93%と僅かな低下であり、セル膜除去未処理の低通気性ウレタンフォームを用いた比較例2よりも曲げ強度が高かった。
【0035】
また、反りを調べるため、次に示す実施例7〜12及び比較例3〜4のタイルパネルを作成した。
・実施例7
実施例1のウレタンフォームを、厚み2mmに裁断した後、温度200℃の熱板によりプレス倍率4倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例7のタイル貼りパネルを製造した。
【0036】
・実施例8
実施例7において、ウレタンフォームを厚み3mmに裁断し、プレス倍率を6倍にしたことを除き、他は実施例7と同様にして実施例8のタイル貼りパネルを製造した。
・実施例9
実施例7において、ウレタンフォームを厚み5mmに裁断し、プレス倍率を10倍にしたことを除き、他は実施例7と同様にして実施例9のタイル貼りパネルを製造した。
【0037】
・実施例10
実施例4のウレタンフォームを、厚み4mmに裁断した後、温度200℃の熱板によりプレス倍率8倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例10のタイル貼りパネルを製造した。
【0038】
・実施例11
実施例5のウレタンフォームを、厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例11のタイル貼りパネルを製造した。
【0039】
・実施例12
実施例6のウレタンフォームを、厚み1mmに裁断した後、温度200℃の熱板によりプレス倍率2倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用意した。次に、500mm×300mm×厚み4.5mmの合板(品名;シナカット合板)からなる基板を40℃×75%RHで3日間養生し、この基板の表面に、常温で接着剤(品名;イナメントRC−S、株式会社INAX社製)を100g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成した。続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して実施例12のタイル貼りパネルを製造した。
【0040】
・比較例3
実施例7のプレスフォームを無くし、実施例7と同一の基板を同様に養生した後、該基板の表面と実施例7と同一のタイルの裏面にそれぞれ実施例7と同一の接着剤を50g(合計100g)を全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、続いて、基板の表面の接着剤とタイル裏面の接着剤が重なるように基板の接着剤上に500mm×300mm×厚み6mmの陶磁器製タイルを配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して比較例3のタイル貼りパネルを製造した。
・比較例4
実施例7のセル膜が除去されたウレタンフォームに代えて、セル数60個/25mmmの低通気性ウレタンフォーム(ポリエーテルタイプ、品名;EST−3、密度34kg/m3、株式会社イノアックコーポレーション製)を厚み3mmに裁断した後、温度200℃の熱板によりプレス倍率6倍で1分間熱プレスして厚み0.5mmとし、平面サイズを500mm×300mmにしたプレスフォームを用い、また、実施例7と同一の基板を同様に養生した後、実施例7と同一の接着剤を基板の表面に50g全体に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、同様にタイルの裏面にも同一の接着剤を50g全体に均一に塗布し、その後、くし目ゴテによって接着剤の表面を引っ掻いて凹凸を形成し、続いて、基板の接着剤上にプレスフォームを積層し、さらに500mm×300mm×厚み6mmの陶磁器製タイルをプレスフォーム上に配置し、その後、5000gのおもりをタイル上に乗せ、40℃×75%RHで3日間養生して比較例4のタイル貼りパネルを製造した。
【0041】
実施例7〜12及び比較例3〜4のタイル貼りパネルに対して次のようにして反り試験を行った。実施例7〜12及び比較例3〜4の各タイル貼りパネルを50℃の恒温槽内の平らな位置にタイルが上側、基板が下側となるようにして載置し、8日経過後に恒温槽より取り出し、図6に示すように各実施例及び各比較例の四隅(1)〜(4)における台の表面Dとタイルとの間の隙間を反りとして隙間ゲージで測定し、それぞれの平均値を計算した。反り試験の結果は表2の通りである。図6におけるP2はタイル貼りパネル、B2は基板を示す。
【0042】
【表2】
【0043】
表2に示す試験結果のとおり、実施例7〜12は、タイルを直接基板に接着した比較例3と比べると、反りの値が約3/5〜1/5程度の小さなものであった。一方、実施例7〜12の反りを、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着した比較例4と比べると、実施例7〜10及び実施例12は、比較例4よりも反りが大きかった。しかし、実施例11は比較例4と反りの値が等しかった。
【0044】
このように、本実施例のタイル貼りパネルは、タイルを直接基板に接着したものと比べて、反りを大幅に改善でき、かつ、曲げ強度の低下を僅かなものに抑えることができ、実用的効果が高いものである。
一方、セル膜除去未処理の低通気性ウレタンフォームを介してタイルを基板に接着したものは、反りについては小さくできるが、曲げ強度については、大きく低下するため、曲げ強度低下の問題が反り防止の効果を上回るものである。
【0045】
なお、前記の実施例では、曲げ試験及び反り試験のため、基板に接着するタイルを1枚とした例を示したが、本発明のタイル貼りパネルは、タイルを複数枚並べて無機系の目地材等で互いを接着して、基板に接着したものでもよい。
【符号の説明】
【0046】
10 タイル貼りパネル
11 接着剤含浸プレスフォーム
11A プレスフォーム
21 タイル
31 基板
41 接着剤
【特許請求の範囲】
【請求項1】
セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームに接着剤を含浸させた接着剤含浸プレスフォームを介して、タイルを基板に接着してなるタイル貼りパネル。
【請求項2】
前記セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm、
前記プレスフォームは、(プレス前の厚み)/(プレス後の厚み)で計算されるプレス倍率が2〜10倍であることを特徴とする請求項1に記載のタイル貼りパネル。
【請求項3】
タイルの裏面と基板の表面の少なくとも一方に接着剤を塗布し、
セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームを前記基板の表面に配置し、前記プレスフォームの表面に前記タイルを配置し、
前記接着剤を前記プレスフォームに含浸させ、硬化させることにより、前記接着剤が含浸したプレスフォームを介して前記タイルを前記基板に接着することを特徴とするタイル貼りパネルの製造方法。
【請求項1】
セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームに接着剤を含浸させた接着剤含浸プレスフォームを介して、タイルを基板に接着してなるタイル貼りパネル。
【請求項2】
前記セル膜が除去されたウレタンフォームは、セル数が13個〜70個/25mm、
前記プレスフォームは、(プレス前の厚み)/(プレス後の厚み)で計算されるプレス倍率が2〜10倍であることを特徴とする請求項1に記載のタイル貼りパネル。
【請求項3】
タイルの裏面と基板の表面の少なくとも一方に接着剤を塗布し、
セル膜が除去されたウレタンフォームを熱プレスしたプレスフォームを前記基板の表面に配置し、前記プレスフォームの表面に前記タイルを配置し、
前記接着剤を前記プレスフォームに含浸させ、硬化させることにより、前記接着剤が含浸したプレスフォームを介して前記タイルを前記基板に接着することを特徴とするタイル貼りパネルの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−117235(P2012−117235A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−266090(P2010−266090)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]