
タイル貼り外殻PCa部材の製造型枠
【課題】外型枠の打込タイルの目地のずれや、破損、剥離が防止可能な、タイル貼り外殻PCa部材の製造型枠を提供する。
【解決手段】横型枠部10と底型枠部11により構成された断面凹状の外型枠1と、外型枠1の両端部に取り付けられる小口型枠2と、小口型枠2で着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠であって、小口型枠2が、打込タイル4よりも外型枠1の内方へせり出した一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、下方に向かうに従って縮小するように設定され、第一小口型枠部20が、第二小口型枠部21に沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持される。
【解決手段】横型枠部10と底型枠部11により構成された断面凹状の外型枠1と、外型枠1の両端部に取り付けられる小口型枠2と、小口型枠2で着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠であって、小口型枠2が、打込タイル4よりも外型枠1の内方へせり出した一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、下方に向かうに従って縮小するように設定され、第一小口型枠部20が、第二小口型枠部21に沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイル貼り外殻PCa部材をコンクリートの流し込みにより製造するための型枠に関する。
【背景技術】
【0002】
タイル貼り仕上げの建築物を構築する際に、予め表面にタイルが貼られたタイル貼り外殻PCa部材が使用される場合がある。タイル貼り外殻PCa部材を製造用型枠装置を用いて製造する際は、タイル先付け工法により外殻PCa部材のコンクリートに打込タイルを埋設することでタイルの剥離脱落を防止している。製造用型枠装置を用いて中空部を有する外殻PCa部材を製造する場合、断面凹状の外型枠と内型枠および小口型枠で構成された製造用型枠装置の上方からコンクリートを打設している。先付けタイルを有しない通常の外殻PCa部材の場合、中空部を形成する内型枠を外型枠の底面上方に外殻PCa部材の部材厚さを確保して設置した後、断面凹状の外型枠の側面型枠を設置するか、外型枠の上方から内方へ、内型枠を吊り下ろして所定位置に配置して製造用型枠装置を組み立てている(特許文献1参照)。しかし、タイル貼り外殻PCa部材の場合は外型枠の内面に予め打込タイルを取り付けておくため、内型枠を予め設置することはできない。また、内型枠を吊り下ろす場合は、外型枠内面の打込タイルや目地材に内型枠が接触し、打込タイル等の剥離や破損が生じる場合がある。このような、打込タイル等の剥離や破損は、外型枠の内面の打込タイルと内型枠を接近させて配置する必要がある外殻PCa部材の場合に発生しやすい。
【0003】
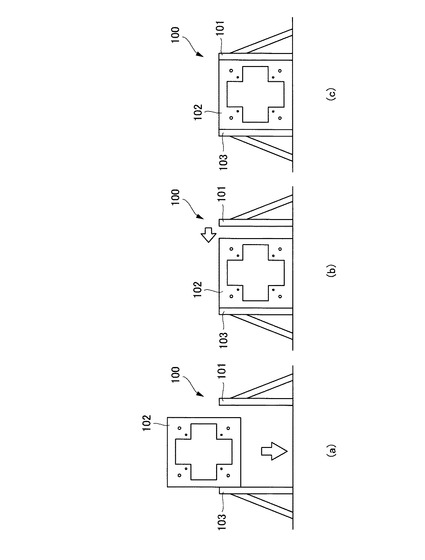
これに対し、図5に示すように、打込タイル等が先付けされた外型枠100の一側面部101を外方に移動させて両側面部の間隔を広く確保し、その状態で内型枠102を、固定されている他側面部103に近接させて所定位置に配置した後、外方に移動させた一側面部101を所定の位置に移動させて断面凹状の外型枠を形成することで、外型枠100内面の打込タイルと内型枠102との接触を防止していた。
【特許文献1】特開2004−284102号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、図5の(a)から(c)に示すような外型枠の一部を移動させる製造方法では、打込タイルが先付けされた側面部101が、移動して凹状の外型枠100を形成するため、移動する側面部101の打込タイルおよび目地材と、移動させない外型枠部分に先付けされた打込タイルの位置にずれが生じて、完成したタイル貼り外殻PCa部材のタイル目地(位置)が合わなくなるという課題があった。
【0005】
本発明は上記従来の課題に鑑みて創案されたものであって、外型枠の内面に先付けされた打込タイルや目地材の剥離や破損を防止しつつ、内型枠を上方から吊り下ろして外型枠内方の所定位置に設置することで、タイル目地にずれのないタイル貼り外殻PCa部材を製造することが可能な製造型枠を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明にかかるタイル貼り外殻PCa部材の製造型枠は、左右一対の横型枠部と底型枠部により構成され上面が開放された断面凹状の外型枠と、該外型枠の両端部に取り付けられる小口型枠と、該小口型枠で両端が着脱自在に支持されて該外型枠の内方に位置する内型枠と、上記外型枠の内面に適宜配置された打込タイルとからなるタイル貼り外殻PCa部材の製造型枠であって、上記小口型枠が、上記左右一対の横型枠部に、それらの内側端面を上記打込タイルよりも上記外型枠の内方へせり出して取り付けられる一組の第一小口型枠部と、該第一小口型枠部の間に挿抜自在に挿入される第二小口型枠部とにより構成され、該第二小口型枠部の幅寸法が、当該第二小口型枠の下方に向かうに従って縮小するように設定されるとともに、上記第一小口型枠部の上記内側端面が、該第二小口型枠部の側面に沿う形状で形成され、上記内型枠が、上記第二小口型枠部の外周から突出することなく該第二小口型枠部に支持されることを特徴とする。
【0007】
前記第二小口型枠部の前記側面は、傾斜角一定の傾斜面であることを特徴とする。
【0008】
前記内型枠が、外殻PCa部材の中空部を形成するための型枠材と、該外殻PCa部材に埋設される鉄筋とで構成されることを特徴とする。
【発明の効果】
【0009】
本発明にかかるにタイル貼り外殻PCa部材の製造型枠にあっては、外型枠の内面に先付けされた打込タイルや目地材の剥離や破損を防止しつつ、内型枠を上方から吊り下ろして外型枠の所定位置に容易に設置でき、タイル目地にずれのないタイル貼り外殻PCa部材を製造することができる。
【発明を実施するための最良の形態】
【0010】
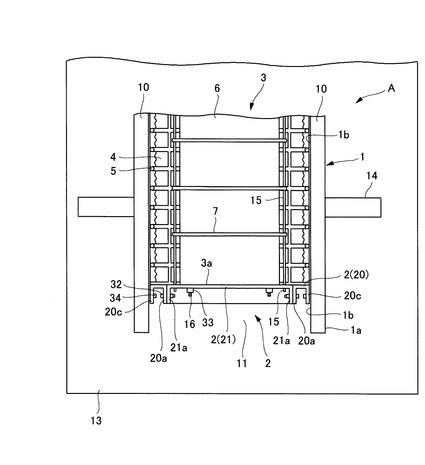
以下に、本発明にかかるタイル貼り外殻PCa部材の製造型枠の好適な一実施形態を、添付図面を参照して詳細に説明する。本実施形態にかかるタイル貼り外殻PCa部材の製造型枠は基本的には、図1から図4に示すように、左右一対の横型枠部10と底型枠部11により構成され上面が開放された断面凹状の外型枠1と、外型枠1の両端部1aに取り付けられる小口型枠2と、小口型枠2で両端3aが着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠Aであって、小口型枠2が、上記左右一対の横型枠部10に、それらの内側端面20aを打込タイル4よりも外型枠1の内方へせり出して取り付けられる一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿抜自在に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定されるとともに、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持されている。また、第二小口型枠部21の側面21aは傾斜角一定の傾斜面である。さらに、内型枠3は、外殻PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される鉄筋7とで構成されている。
【0011】
本実施形態にかかるタイル貼り外殻PCa部材の製造型枠Aにより製造されるタイル貼り外殻PCa部材(以下「PCa部材」という)は、三方の側面に打込タイルが施された、薄肉PCaコンクリート製の中空柱部材である。PCa部材は、その端部に、梁部材をはめ込むための切り欠き部を有していても良い。
【0012】
PCa部材を製造する製造型枠Aは、PCa部材を横に倒した状態で上方よりコンクリートを打設して製造する型枠である。製造型枠AによりPCa部材は、その打込タイル4を有していない面を上に向けて製造される。
【0013】
本実施形態に係る製造型枠Aはタイル貼り外殻PCa部材の側面を形成する外型枠1と、PCa部材の端面を形成する小口型枠2と、PCa部材の中空部を形成する内型枠3により構成されている。内型枠3と外型枠1の内面1bとの間には、PCa部材の肉厚に相当する間隔が設けられる。外型枠1の上端面と内型枠3の型枠材6の上面とは、型枠材6の上方にPCa部材の肉厚さを確保できるように段差が設定されている。
【0014】
外型枠1は、製造するPCa部材以上の長さを有し、その幅方向断面の内面形状が、PCa部材の外形形状に一致する凹状に形成されている。外型枠1の上方は開放されている。外型枠1は、底型枠部11と左右一対の横型枠部10により構成され、底型枠部11が凹状断面の底面を構成し、横型枠部10が外型枠1の凹状断面の左右の側面を構成している。底型枠部11は、PCa部材を製造するための鋼製作業台13の上面が兼用されている。横型枠部10は、長方形の鋼製板状型枠であり、その外側面に支持材14が取り付けられている。横型枠部10は、左右平行に対向させて取り付けられる。横型枠部10は、支持材14により鋼製作業台13にボルト・ナット35で着脱自在に固定されている。
【0015】
外型枠1の内面1bには、複数の打込タイル4がPCa部材の長さ方向、幅方向に所定間隔で取り付けられている。各打込タイル4間の隙間には、目地材5が取り付けられている。打込タイル4は両面テープ又は接着材で、外型枠1の内面1bに貼り付けられている。
【0016】
外型枠1の長さ方向両端部1aには、小口型枠2が設けられている。小口型枠2、2間の距離は、PCa部材の長さ寸法に等しく設定される。小口型枠2は鋼製板状型枠であり、その外形形状は、外型枠1の内面1bの断面形状すなわち凹状に合わせて略正方形に形成されている。小口型枠2は外型枠1の内面1bに、その周面を密着させて着脱自在に設けられる。小口型枠2は、第二小口型枠部21とそれを左右から挟む一組の第一小口型枠部20、20とから構成される。本実施形態における第一小口型枠部20は、小口型枠2の左右端部を形成する縦長略台形の鋼製板状型枠であり、第二小口型枠部21小口型枠2の中央部を形成する略台形の鋼製板状型枠である。第一小口型枠部20は、その左右端面の一方が、上端面20dおよび下端面20bに対して垂直な端面20c(以下「垂直端面20c」という)となる台形形状に形成される。第二小口型枠部21が第一小口型枠部20、20の間に挿抜自在に挿入され相互に連結されて、略正方形の小口型枠2が形成される。
【0017】
本実施形態における第一小口型枠部20は、その垂直端面20cを横型枠部10の内側面に当接し、下端面20bを底型枠部11の内側面に当接して、外型枠1の内面1bに取り付けられている。垂直端面20cは、フランジ状に形成され横型枠部10の内側面に取り付けボルト・ナット34により着脱自在に固定されている。
【0018】
第一小口型枠部20の垂直端面20cに対向する端面は外型枠1の内方へせり出し、内側端面20aを形成している。内側端面20aの横型枠部10の内側面から外型枠1の内方へのせり出し寸法は、外型枠1の内面1bの打込タイル4の厚さより大きく形成されている。このように、第一小口型枠部20の内側端面20aのせり出し位置が、打込タイル4の外型枠1からの突出位置よりも、外型枠1の内方であるため、外型枠1の長さ方向に延びる部材(内型枠3)が、横型枠部10の内側面に先付けされた打込タイル4との接触を防止するためのガイド部材としての機能を確保することができる。
【0019】
第二小口型枠部21は、その幅寸法が第二小口型枠部21の下方に向かうに従って、第二小口型枠部21の内方へ向かって縮小するよう設定されている。第二小口型枠部21の下端面は、外型枠1の底型枠部11に当接される。第二小口型枠部21の高さは外型枠1の横型枠部10と同じ高さに形成される。本実施形態における第二小口型枠部21の左右の側面21a、21aの傾斜角、すなわち傾きは一定になるように形成されているため、第二小口型枠部21の外形形状は、下端面21bより上端面21cの方が長い略台形に形成されている。また、本実施形態における、左右の側面21a、21aの両傾斜角の大きさは等しく設定されているため、第二小口型枠部21の外形は等脚台形に形成されている。本実施形態における傾斜角は、外型枠1の底型枠部11に対し垂直となる位置からの傾斜角度を意味する。第二小口型枠部21の形状は等脚台形に限定されるものではなく、一方の側面21aだけが傾斜角を有し、他方の側面21aを第二小口型枠部21の底面に対して垂直に形成して傾斜角を設けなくしたり、左右の側面21a、21aが異なる傾斜角度に設定された台形に形成しても良い。また、第二小口型枠部21の形状は台形に限定されることなく、その幅寸法が下方に向かうに従って縮小するものであれば良い。したがって、側面21aの形状を曲線で形成しても良い。第二小口型枠部21の中央部には十字形状の開口部が設けられている。開口部の周囲には内型枠3を取り付けるための組立ボルト用孔が設けられる。
【0020】
第一小口型枠部20と、それらの間に挿入される第二小口型枠部21は、内側端面20a、20aと左右の側面21a、21aとで連結されて小口型枠2を形成している。第一小口型枠部20の内側端面20aは、第二小口型枠部21の左右の側面21a、21aに沿う形状で形成されている。第一小口型枠部20の内側端面20aは、フランジ状に加工され、フランジ部には、連結ボルト孔22が設けられている。第二小口型枠部21の左右の側面21a、21aもフランジ状に加工され、連結ボルト孔22が設けられている。左右の内側端面20a,20aと左右の側面21a、21aとは両フランジ部を密着させて、連結ボルト孔22を利用して、連結ボルト・ナット32により着脱自在に連結される。左右の内側端面20a、20aと左右の側面21a、21aとは両フランジ部の間にパッキンを挿入して密着を確保し型枠としての機能を確保してもよい。
【0021】
本実施形態における内型枠3は、その両端3aに第二小口型枠部21が取り付けられている。内型枠3は、その外周が第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持される。内型枠3は、PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される補強用の鉄筋7とで構成されている。本実施形態における内型枠3は、型枠材6と鉄筋7を含む部材であり、外型枠1の内方に設置される部材を一体にまとめたユニットである。型枠材6は鋼製部材を組み合わせて、筒状角形断面に形成された部材であり、PCa部材とほぼ同等の長さを有している。鉄筋7は型枠材6の外周に所定間隔で設けられたロ字状の補強用鉄筋であり、PCa部材が形成する柱のフープ筋を構成する。鉄筋7は、仮設鉄筋15に支持されている。その仮設鉄筋15の両端部は第二小口型枠部21に支持される。なお、鉄筋7の形状はロ字状に限定されるものではなく、長方形鉄筋をPCa部材の断面に対して十字状に組んだものでもよい。
【0022】
内型枠3の両端3aには、内型枠3の内側を長さ方向で貫通する複数の組立棒材16により第二小口型枠部21が取り付けられている。第二小口型枠部21は、そこに設けられた組立ボルト孔から突出する組立棒材16の端部を、ナット33により締め付ることにより内型枠3の両端3aに着脱自在に固定される。これにより、内型枠3を構成する型枠材6と鉄筋7の一体性が保持されるとともに、内型枠3と第二小口型枠部21との位置関係も固定され、両者を一体的に扱うことが可能となる。
【0023】
内型枠3は第二小口型枠部21に対し、内型枠3の端部3a側から見た内型枠3の外周が、同じ方向から見た第二小口型枠部21の外周から突出しない位置で取り付けられている。すなわち、内型枠3と第二小口型枠部21は、内型枠3の外周が、第二小口型枠部21の外周に包囲される状態で一体化されている。具体的には、第二小口型枠部21の左右の側面21a、21aに傾斜があることから、第二小口型枠部21の外周部と内型枠3が最も接近する内型枠の下端部において、第二小口型枠部21の幅が内型枠3の幅よりも大きく設定されている。本実施形態における内型枠3の外周は、内型枠3の中心から最も外方側に位置する鉄筋7の外周を意味する。したがって、内型枠3の外周が、第二小口型枠部21の外周の内方に包含されること、および第一小口型枠部20の内側端面20aから外型枠1の内面1bまでの距離が外型枠1の打込タイル4の厚さより大きく形成されることにより、第二小口型枠部21の左右の側面21a、21aは、外型枠1の打込タイル4の端部と内型枠3の外周との隙間で傾斜角をもって形成される。
【0024】
本実施形態に係るタイル貼り外殻PCa部材の製造型枠Aの作用について、タイル貼り外殻PCa部材を製造する手順を追いながら説明する。PCa部材を製造する鋼製作業台13の上面に、左右の横型枠部10を、その内側面を平行に対向させて垂直に設置する。左右の横型枠部10の距離は、PCa部材の幅寸法と等しく設定される。横型枠部10は、その支持材14をボルト・ナット35で、鋼製作業台13へ固定して、鋼製作業台13に取り付ける。これにより断面凹状の外型枠1が形成される。
【0025】
鋼製作業台13上に固定された外型枠1の内面1bの所定位置に、両面テープ又は接着材を用いて打込タイル4を取り付け、各打込タイル4の間に目地材5を配置する。打込タイル4の取付が終了した外型枠1の端部1aに、第一小口型枠部20を取り付ける。第一小口型枠部20は、外型枠1の横型枠部10の内側面に取り付けボルト・ナット34により固定する。取り付けられた第一小口型枠部20の内側端面20aは、打込タイル4よりも、外型枠1の内方にせり出す。第一小口型枠部20が取り付けられた段階の外型枠1の端部1aには、第一小口型枠部20により、第二小口型枠部21の外形と同形状の開口部が形成される。
【0026】
一方、上記外型枠1の組立および第一小口型枠部20の取り付けに、前後して又は並行して、内型枠3の組立および第二小口型枠部21の取付を行う。まず、内型枠3を構成する鋼製の型枠材6の周囲に、仮設鉄筋15で支持しながらロ字状の鉄筋7を所定間隔で配置する。その後、内型枠3の両端3a、すなわち型枠材6の両端に当接させて第二小口型枠部21を取り付け、仮設鉄筋15の端部を第二小口型枠部21に貫通させて支持する。第二小口型枠部21は、内型枠3の端部から見た場合に、その外周から、内型枠3の外周が突出しないように取り付ける。第二小口型枠部21は、型枠材6の内方を貫通させた組立棒材16の端部を、第二小口型枠部21の組立ボルト孔から突出させ、ナット33で内型枠3の両端3aに固定する。この固定により、第二小口型枠部21と内型枠3が一体化されるため、第二小口型枠部21が内型枠3を外型枠1の内方へ設置する際のガイドとなる。
【0027】
次に、第二小口型枠部21が取り付けられた内型枠3を吊り上げて、外型枠1の上方へ移動させ、その後、左右の第一小口型枠部20、20の内側端面20a、20a間に、第二小口型枠部21の左右の側面21a、21aを合わせながら挿入する。これにより、第二小口型枠部21を第一小口型枠部20、20間に挿入でき、それと同時に内型枠3を外型枠1内方の所定位置へ吊り下ろすことができる(図1,2参照)。内型枠3を外型枠1内に吊り下ろす際は、第二小口型枠部21の左右の側面21a、21aを、左右の第一小口型枠部20、20の内側端面20a、20a間に位置させて降下させることにより、内型枠3と外型枠1の内面1bの打込タイル4との接触が自然に防止できる。これは、第二小口型枠部21の外周から突出しないように内型枠3が位置するとともに、外型枠1の内面1bの打込タイル4より、第一小口型枠部20の内側端面20aのせり出し位置が外型枠1の内方であることによる。左右の第一小口型枠部20、20の間への第二小口型枠部21の挿入は、その下端面21bが底型枠部11に当接した段階終了する。この状態では、第二小口型枠部21の左右の側面21a、21aと第一小口型枠部20の内側端面20aも密着し、外型枠1に対する内型枠3の所定位置が確保され、製造型枠Aの内面が形成される。
【0028】
さらに、第一小口型枠部20の間への第二小口型枠部21の挿入の初期段階では、左右の第一小口型枠部20、20の内側端面20a、20aの間隔の広い上部から、第二小口型枠部21の幅の狭い下端面21bを挿入するため、挿入作業が容易である。本実施形態の第二小口型枠部21は等脚台形として左右の側面21a、21aの双方に傾斜角を設定しているため、左右の側面21a、21aの一方にのみ傾斜角を設定する場合より、第二小口型枠部21の下端面21bの幅が狭く形成でき、挿入作業が容易になっている。また、本実施形態の第二小口型枠部21の左右の側面21a、21aと左右の第一小口型枠部20、20の内側端面20a、20aが、共にフランジ状に加工されているため、外型枠1の長さ方向に内型枠3が多少ずれても、第一小口型枠部20の第二小口型枠部21に対するガイド機能は失われないため、挿入作業が容易に行える。
【0029】
外型枠1の内方への内型枠3の設置が終了した段階で、左右の第一小口型枠部20、20の内側端面20a、20aと第二小口型枠部21の左右の側面21a、21aを連結ボルト孔22を利用して、連結ボルト・ナット32で着脱自在に連結して、外型枠1の両端部1aに小口型枠2を形成して、PCa部材の製造型枠Aを完成させる。
【0030】
その後、外型枠1の上方から、内型枠3と外型枠1の間にコンクリートを流しこみ、内型枠3の上面を覆う高さまでコンクリーを打設して、ロ字状断面のPCa部材を構築する。コンクリート硬化後に、製造型枠AをPCa部材から脱型する。脱型作業は、内型枠3と第二小口型枠部21を連結している組立棒材16からナット33を外して取り外して、内型枠3と小口型枠2との連結を解除する。次に第一小口型枠部20と横型枠部10の取り付けボルト34を取り外して、第一小口型枠部20と第二小口型枠部21とが連結された状態の小口型枠2を外型枠1から取り外す。次いで、内型枠3を構成する鋼材等を緩めてPCa部材から内型枠3を脱型する。その後、外型枠1の横型枠部10をボルト・ナット35を外して鋼製作業台13から取り外して、PCa部材から横型枠部10を脱型し、最後に、PCa部材を底型枠部11、すなわち鋼製作業台13から吊り上げて脱型し、PCa部材が完成する。脱型作業は上記手順に限定されるものではなく、例えば、横型枠部10の取り外し後、PCa部材を移動させてから内型枠3を脱型しても良い。
【0031】
本実施形態における、タイル貼り外殻PCa部材の製造型枠Aにおいては、左右一対の横型枠部10と底型枠部11により構成され上面が開放された断面凹状の外型枠1と、外型枠1の両端部1aに取り付けられる小口型枠2と、小口型枠2で両端3aが着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠であって、小口型枠2が、上記左右一対の横型枠部10に、それらの内側端面20aを打込タイル4よりも外型枠1の内方へせり出して取り付けられる一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿抜自在に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定されるとともに、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持されているため、内型枠3を鋼製作業台13上に固定された外型枠1の内方へ設置する際、外型枠1の左右の第一小口型枠部20、20の内側端面20a、20aが、内型枠3に取り付けられた第二小口型枠部21の左右の側面21a、21aを下方へガイドしつつ、内型枠3が、打込タイル4と接触することを防止し、打込タイル4の剥離や破損が防止でき、タイル目地にずれのないタイル貼り外殻PCa部材を製造できる。このように小口型枠2を分割して、第一小口型枠部20を予め外型枠1に取り付けて、第二小口型枠部21をガイド部材として利用することにより、固定された外型枠1の内方に内型枠3設置する際に、打込タイル4の剥離や破損が防止可能となる。また、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定され、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成されているため、第一小口型枠部20間への第二小口型枠部21の挿入が容易となり、挿入作業終了時には、外型枠1に対し内型枠3が所定の位置に配置することができる。
【0032】
第二小口型枠部21の側面21aは、傾斜角一定の傾斜面であるため、第一小口型枠部20間への第二小口型枠部21の挿入をスムーズに行うことができる。また、本実施形態では第二小口型枠部21の左右の両側面21aを傾斜させたため、第二小口型枠部21の底辺の長さを小さくできる。第二小口型枠部21は、この底辺から左右の第一小口型枠部20、20間へ挿入していくため、挿入開始時に第二小口型枠部21の底辺と、左右の第一小口型枠部20、20の内側端面20a,20a間の離れを大きく確保でき、挿入作業が容易になる。
【0033】
また、内型枠3は、外殻PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される鉄筋7とで構成されているため、補強鉄筋等を埋設した中空部を有するタイル貼り外殻PCa部材を容易に形成することができる。
【0034】
本実施形態における、内型枠3は型枠材6と鉄筋7が一体化されたユニットとしたが、内型枠6のみでユニットを構成しても良い。
【0035】
本実施形態では、第一小口型枠部20と外型枠1の横型枠部10を着脱自在な、別部材としたが、第一小口型枠部20が横型枠部10に予め一体化しても良い。また、第一小口型枠部20、第二小口型枠部21の接続をボルト・ナット22で行ったが、着脱自在なものであれば、クランプなどを使用しても良い。
【図面の簡単な説明】
【0036】
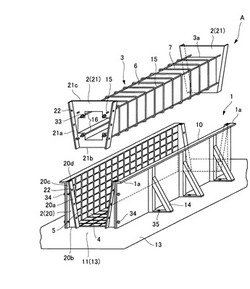
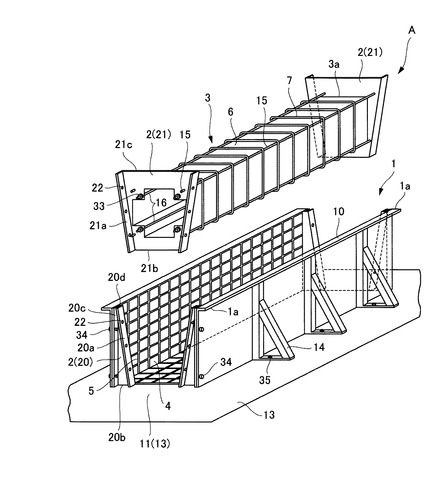
【図1】本発明にかかるタイル貼り外殻PCa部材の製造型枠の概要を示す斜視図である。
【図2】図1に示す製造型枠の外型枠への内型枠の取り付け状況を説明するための、製造型枠の端部の立面図である。
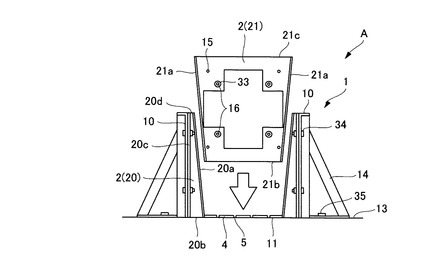
【図3】図1に示す製造型枠の外型枠に内型枠を取り付けた状況における、製造型枠の端部の立面図である。
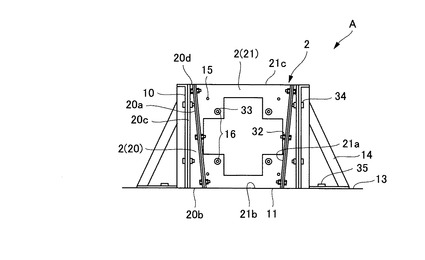
【図4】図1に示す製造型枠の外型枠に内型枠を取り付けた状況における、製造型枠の端部の平面図である。
【図5】従来のタイル貼り外殻PCa部材の製造型枠における、内型枠の取り付け手順を説明するための図である。
【符号の説明】
【0037】
1 外型枠
2 小口型枠
3 内型枠
4 打込タイル
6 型枠材
7 鉄筋
10 横型枠部
11 底型枠部
20 第一小口型枠部
20a 第一小口型枠の内側端面
21 第二小口型枠部
21a 第二小口型枠部の左右の側面
【技術分野】
【0001】
本発明は、タイル貼り外殻PCa部材をコンクリートの流し込みにより製造するための型枠に関する。
【背景技術】
【0002】
タイル貼り仕上げの建築物を構築する際に、予め表面にタイルが貼られたタイル貼り外殻PCa部材が使用される場合がある。タイル貼り外殻PCa部材を製造用型枠装置を用いて製造する際は、タイル先付け工法により外殻PCa部材のコンクリートに打込タイルを埋設することでタイルの剥離脱落を防止している。製造用型枠装置を用いて中空部を有する外殻PCa部材を製造する場合、断面凹状の外型枠と内型枠および小口型枠で構成された製造用型枠装置の上方からコンクリートを打設している。先付けタイルを有しない通常の外殻PCa部材の場合、中空部を形成する内型枠を外型枠の底面上方に外殻PCa部材の部材厚さを確保して設置した後、断面凹状の外型枠の側面型枠を設置するか、外型枠の上方から内方へ、内型枠を吊り下ろして所定位置に配置して製造用型枠装置を組み立てている(特許文献1参照)。しかし、タイル貼り外殻PCa部材の場合は外型枠の内面に予め打込タイルを取り付けておくため、内型枠を予め設置することはできない。また、内型枠を吊り下ろす場合は、外型枠内面の打込タイルや目地材に内型枠が接触し、打込タイル等の剥離や破損が生じる場合がある。このような、打込タイル等の剥離や破損は、外型枠の内面の打込タイルと内型枠を接近させて配置する必要がある外殻PCa部材の場合に発生しやすい。
【0003】
これに対し、図5に示すように、打込タイル等が先付けされた外型枠100の一側面部101を外方に移動させて両側面部の間隔を広く確保し、その状態で内型枠102を、固定されている他側面部103に近接させて所定位置に配置した後、外方に移動させた一側面部101を所定の位置に移動させて断面凹状の外型枠を形成することで、外型枠100内面の打込タイルと内型枠102との接触を防止していた。
【特許文献1】特開2004−284102号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、図5の(a)から(c)に示すような外型枠の一部を移動させる製造方法では、打込タイルが先付けされた側面部101が、移動して凹状の外型枠100を形成するため、移動する側面部101の打込タイルおよび目地材と、移動させない外型枠部分に先付けされた打込タイルの位置にずれが生じて、完成したタイル貼り外殻PCa部材のタイル目地(位置)が合わなくなるという課題があった。
【0005】
本発明は上記従来の課題に鑑みて創案されたものであって、外型枠の内面に先付けされた打込タイルや目地材の剥離や破損を防止しつつ、内型枠を上方から吊り下ろして外型枠内方の所定位置に設置することで、タイル目地にずれのないタイル貼り外殻PCa部材を製造することが可能な製造型枠を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明にかかるタイル貼り外殻PCa部材の製造型枠は、左右一対の横型枠部と底型枠部により構成され上面が開放された断面凹状の外型枠と、該外型枠の両端部に取り付けられる小口型枠と、該小口型枠で両端が着脱自在に支持されて該外型枠の内方に位置する内型枠と、上記外型枠の内面に適宜配置された打込タイルとからなるタイル貼り外殻PCa部材の製造型枠であって、上記小口型枠が、上記左右一対の横型枠部に、それらの内側端面を上記打込タイルよりも上記外型枠の内方へせり出して取り付けられる一組の第一小口型枠部と、該第一小口型枠部の間に挿抜自在に挿入される第二小口型枠部とにより構成され、該第二小口型枠部の幅寸法が、当該第二小口型枠の下方に向かうに従って縮小するように設定されるとともに、上記第一小口型枠部の上記内側端面が、該第二小口型枠部の側面に沿う形状で形成され、上記内型枠が、上記第二小口型枠部の外周から突出することなく該第二小口型枠部に支持されることを特徴とする。
【0007】
前記第二小口型枠部の前記側面は、傾斜角一定の傾斜面であることを特徴とする。
【0008】
前記内型枠が、外殻PCa部材の中空部を形成するための型枠材と、該外殻PCa部材に埋設される鉄筋とで構成されることを特徴とする。
【発明の効果】
【0009】
本発明にかかるにタイル貼り外殻PCa部材の製造型枠にあっては、外型枠の内面に先付けされた打込タイルや目地材の剥離や破損を防止しつつ、内型枠を上方から吊り下ろして外型枠の所定位置に容易に設置でき、タイル目地にずれのないタイル貼り外殻PCa部材を製造することができる。
【発明を実施するための最良の形態】
【0010】
以下に、本発明にかかるタイル貼り外殻PCa部材の製造型枠の好適な一実施形態を、添付図面を参照して詳細に説明する。本実施形態にかかるタイル貼り外殻PCa部材の製造型枠は基本的には、図1から図4に示すように、左右一対の横型枠部10と底型枠部11により構成され上面が開放された断面凹状の外型枠1と、外型枠1の両端部1aに取り付けられる小口型枠2と、小口型枠2で両端3aが着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠Aであって、小口型枠2が、上記左右一対の横型枠部10に、それらの内側端面20aを打込タイル4よりも外型枠1の内方へせり出して取り付けられる一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿抜自在に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定されるとともに、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持されている。また、第二小口型枠部21の側面21aは傾斜角一定の傾斜面である。さらに、内型枠3は、外殻PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される鉄筋7とで構成されている。
【0011】
本実施形態にかかるタイル貼り外殻PCa部材の製造型枠Aにより製造されるタイル貼り外殻PCa部材(以下「PCa部材」という)は、三方の側面に打込タイルが施された、薄肉PCaコンクリート製の中空柱部材である。PCa部材は、その端部に、梁部材をはめ込むための切り欠き部を有していても良い。
【0012】
PCa部材を製造する製造型枠Aは、PCa部材を横に倒した状態で上方よりコンクリートを打設して製造する型枠である。製造型枠AによりPCa部材は、その打込タイル4を有していない面を上に向けて製造される。
【0013】
本実施形態に係る製造型枠Aはタイル貼り外殻PCa部材の側面を形成する外型枠1と、PCa部材の端面を形成する小口型枠2と、PCa部材の中空部を形成する内型枠3により構成されている。内型枠3と外型枠1の内面1bとの間には、PCa部材の肉厚に相当する間隔が設けられる。外型枠1の上端面と内型枠3の型枠材6の上面とは、型枠材6の上方にPCa部材の肉厚さを確保できるように段差が設定されている。
【0014】
外型枠1は、製造するPCa部材以上の長さを有し、その幅方向断面の内面形状が、PCa部材の外形形状に一致する凹状に形成されている。外型枠1の上方は開放されている。外型枠1は、底型枠部11と左右一対の横型枠部10により構成され、底型枠部11が凹状断面の底面を構成し、横型枠部10が外型枠1の凹状断面の左右の側面を構成している。底型枠部11は、PCa部材を製造するための鋼製作業台13の上面が兼用されている。横型枠部10は、長方形の鋼製板状型枠であり、その外側面に支持材14が取り付けられている。横型枠部10は、左右平行に対向させて取り付けられる。横型枠部10は、支持材14により鋼製作業台13にボルト・ナット35で着脱自在に固定されている。
【0015】
外型枠1の内面1bには、複数の打込タイル4がPCa部材の長さ方向、幅方向に所定間隔で取り付けられている。各打込タイル4間の隙間には、目地材5が取り付けられている。打込タイル4は両面テープ又は接着材で、外型枠1の内面1bに貼り付けられている。
【0016】
外型枠1の長さ方向両端部1aには、小口型枠2が設けられている。小口型枠2、2間の距離は、PCa部材の長さ寸法に等しく設定される。小口型枠2は鋼製板状型枠であり、その外形形状は、外型枠1の内面1bの断面形状すなわち凹状に合わせて略正方形に形成されている。小口型枠2は外型枠1の内面1bに、その周面を密着させて着脱自在に設けられる。小口型枠2は、第二小口型枠部21とそれを左右から挟む一組の第一小口型枠部20、20とから構成される。本実施形態における第一小口型枠部20は、小口型枠2の左右端部を形成する縦長略台形の鋼製板状型枠であり、第二小口型枠部21小口型枠2の中央部を形成する略台形の鋼製板状型枠である。第一小口型枠部20は、その左右端面の一方が、上端面20dおよび下端面20bに対して垂直な端面20c(以下「垂直端面20c」という)となる台形形状に形成される。第二小口型枠部21が第一小口型枠部20、20の間に挿抜自在に挿入され相互に連結されて、略正方形の小口型枠2が形成される。
【0017】
本実施形態における第一小口型枠部20は、その垂直端面20cを横型枠部10の内側面に当接し、下端面20bを底型枠部11の内側面に当接して、外型枠1の内面1bに取り付けられている。垂直端面20cは、フランジ状に形成され横型枠部10の内側面に取り付けボルト・ナット34により着脱自在に固定されている。
【0018】
第一小口型枠部20の垂直端面20cに対向する端面は外型枠1の内方へせり出し、内側端面20aを形成している。内側端面20aの横型枠部10の内側面から外型枠1の内方へのせり出し寸法は、外型枠1の内面1bの打込タイル4の厚さより大きく形成されている。このように、第一小口型枠部20の内側端面20aのせり出し位置が、打込タイル4の外型枠1からの突出位置よりも、外型枠1の内方であるため、外型枠1の長さ方向に延びる部材(内型枠3)が、横型枠部10の内側面に先付けされた打込タイル4との接触を防止するためのガイド部材としての機能を確保することができる。
【0019】
第二小口型枠部21は、その幅寸法が第二小口型枠部21の下方に向かうに従って、第二小口型枠部21の内方へ向かって縮小するよう設定されている。第二小口型枠部21の下端面は、外型枠1の底型枠部11に当接される。第二小口型枠部21の高さは外型枠1の横型枠部10と同じ高さに形成される。本実施形態における第二小口型枠部21の左右の側面21a、21aの傾斜角、すなわち傾きは一定になるように形成されているため、第二小口型枠部21の外形形状は、下端面21bより上端面21cの方が長い略台形に形成されている。また、本実施形態における、左右の側面21a、21aの両傾斜角の大きさは等しく設定されているため、第二小口型枠部21の外形は等脚台形に形成されている。本実施形態における傾斜角は、外型枠1の底型枠部11に対し垂直となる位置からの傾斜角度を意味する。第二小口型枠部21の形状は等脚台形に限定されるものではなく、一方の側面21aだけが傾斜角を有し、他方の側面21aを第二小口型枠部21の底面に対して垂直に形成して傾斜角を設けなくしたり、左右の側面21a、21aが異なる傾斜角度に設定された台形に形成しても良い。また、第二小口型枠部21の形状は台形に限定されることなく、その幅寸法が下方に向かうに従って縮小するものであれば良い。したがって、側面21aの形状を曲線で形成しても良い。第二小口型枠部21の中央部には十字形状の開口部が設けられている。開口部の周囲には内型枠3を取り付けるための組立ボルト用孔が設けられる。
【0020】
第一小口型枠部20と、それらの間に挿入される第二小口型枠部21は、内側端面20a、20aと左右の側面21a、21aとで連結されて小口型枠2を形成している。第一小口型枠部20の内側端面20aは、第二小口型枠部21の左右の側面21a、21aに沿う形状で形成されている。第一小口型枠部20の内側端面20aは、フランジ状に加工され、フランジ部には、連結ボルト孔22が設けられている。第二小口型枠部21の左右の側面21a、21aもフランジ状に加工され、連結ボルト孔22が設けられている。左右の内側端面20a,20aと左右の側面21a、21aとは両フランジ部を密着させて、連結ボルト孔22を利用して、連結ボルト・ナット32により着脱自在に連結される。左右の内側端面20a、20aと左右の側面21a、21aとは両フランジ部の間にパッキンを挿入して密着を確保し型枠としての機能を確保してもよい。
【0021】
本実施形態における内型枠3は、その両端3aに第二小口型枠部21が取り付けられている。内型枠3は、その外周が第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持される。内型枠3は、PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される補強用の鉄筋7とで構成されている。本実施形態における内型枠3は、型枠材6と鉄筋7を含む部材であり、外型枠1の内方に設置される部材を一体にまとめたユニットである。型枠材6は鋼製部材を組み合わせて、筒状角形断面に形成された部材であり、PCa部材とほぼ同等の長さを有している。鉄筋7は型枠材6の外周に所定間隔で設けられたロ字状の補強用鉄筋であり、PCa部材が形成する柱のフープ筋を構成する。鉄筋7は、仮設鉄筋15に支持されている。その仮設鉄筋15の両端部は第二小口型枠部21に支持される。なお、鉄筋7の形状はロ字状に限定されるものではなく、長方形鉄筋をPCa部材の断面に対して十字状に組んだものでもよい。
【0022】
内型枠3の両端3aには、内型枠3の内側を長さ方向で貫通する複数の組立棒材16により第二小口型枠部21が取り付けられている。第二小口型枠部21は、そこに設けられた組立ボルト孔から突出する組立棒材16の端部を、ナット33により締め付ることにより内型枠3の両端3aに着脱自在に固定される。これにより、内型枠3を構成する型枠材6と鉄筋7の一体性が保持されるとともに、内型枠3と第二小口型枠部21との位置関係も固定され、両者を一体的に扱うことが可能となる。
【0023】
内型枠3は第二小口型枠部21に対し、内型枠3の端部3a側から見た内型枠3の外周が、同じ方向から見た第二小口型枠部21の外周から突出しない位置で取り付けられている。すなわち、内型枠3と第二小口型枠部21は、内型枠3の外周が、第二小口型枠部21の外周に包囲される状態で一体化されている。具体的には、第二小口型枠部21の左右の側面21a、21aに傾斜があることから、第二小口型枠部21の外周部と内型枠3が最も接近する内型枠の下端部において、第二小口型枠部21の幅が内型枠3の幅よりも大きく設定されている。本実施形態における内型枠3の外周は、内型枠3の中心から最も外方側に位置する鉄筋7の外周を意味する。したがって、内型枠3の外周が、第二小口型枠部21の外周の内方に包含されること、および第一小口型枠部20の内側端面20aから外型枠1の内面1bまでの距離が外型枠1の打込タイル4の厚さより大きく形成されることにより、第二小口型枠部21の左右の側面21a、21aは、外型枠1の打込タイル4の端部と内型枠3の外周との隙間で傾斜角をもって形成される。
【0024】
本実施形態に係るタイル貼り外殻PCa部材の製造型枠Aの作用について、タイル貼り外殻PCa部材を製造する手順を追いながら説明する。PCa部材を製造する鋼製作業台13の上面に、左右の横型枠部10を、その内側面を平行に対向させて垂直に設置する。左右の横型枠部10の距離は、PCa部材の幅寸法と等しく設定される。横型枠部10は、その支持材14をボルト・ナット35で、鋼製作業台13へ固定して、鋼製作業台13に取り付ける。これにより断面凹状の外型枠1が形成される。
【0025】
鋼製作業台13上に固定された外型枠1の内面1bの所定位置に、両面テープ又は接着材を用いて打込タイル4を取り付け、各打込タイル4の間に目地材5を配置する。打込タイル4の取付が終了した外型枠1の端部1aに、第一小口型枠部20を取り付ける。第一小口型枠部20は、外型枠1の横型枠部10の内側面に取り付けボルト・ナット34により固定する。取り付けられた第一小口型枠部20の内側端面20aは、打込タイル4よりも、外型枠1の内方にせり出す。第一小口型枠部20が取り付けられた段階の外型枠1の端部1aには、第一小口型枠部20により、第二小口型枠部21の外形と同形状の開口部が形成される。
【0026】
一方、上記外型枠1の組立および第一小口型枠部20の取り付けに、前後して又は並行して、内型枠3の組立および第二小口型枠部21の取付を行う。まず、内型枠3を構成する鋼製の型枠材6の周囲に、仮設鉄筋15で支持しながらロ字状の鉄筋7を所定間隔で配置する。その後、内型枠3の両端3a、すなわち型枠材6の両端に当接させて第二小口型枠部21を取り付け、仮設鉄筋15の端部を第二小口型枠部21に貫通させて支持する。第二小口型枠部21は、内型枠3の端部から見た場合に、その外周から、内型枠3の外周が突出しないように取り付ける。第二小口型枠部21は、型枠材6の内方を貫通させた組立棒材16の端部を、第二小口型枠部21の組立ボルト孔から突出させ、ナット33で内型枠3の両端3aに固定する。この固定により、第二小口型枠部21と内型枠3が一体化されるため、第二小口型枠部21が内型枠3を外型枠1の内方へ設置する際のガイドとなる。
【0027】
次に、第二小口型枠部21が取り付けられた内型枠3を吊り上げて、外型枠1の上方へ移動させ、その後、左右の第一小口型枠部20、20の内側端面20a、20a間に、第二小口型枠部21の左右の側面21a、21aを合わせながら挿入する。これにより、第二小口型枠部21を第一小口型枠部20、20間に挿入でき、それと同時に内型枠3を外型枠1内方の所定位置へ吊り下ろすことができる(図1,2参照)。内型枠3を外型枠1内に吊り下ろす際は、第二小口型枠部21の左右の側面21a、21aを、左右の第一小口型枠部20、20の内側端面20a、20a間に位置させて降下させることにより、内型枠3と外型枠1の内面1bの打込タイル4との接触が自然に防止できる。これは、第二小口型枠部21の外周から突出しないように内型枠3が位置するとともに、外型枠1の内面1bの打込タイル4より、第一小口型枠部20の内側端面20aのせり出し位置が外型枠1の内方であることによる。左右の第一小口型枠部20、20の間への第二小口型枠部21の挿入は、その下端面21bが底型枠部11に当接した段階終了する。この状態では、第二小口型枠部21の左右の側面21a、21aと第一小口型枠部20の内側端面20aも密着し、外型枠1に対する内型枠3の所定位置が確保され、製造型枠Aの内面が形成される。
【0028】
さらに、第一小口型枠部20の間への第二小口型枠部21の挿入の初期段階では、左右の第一小口型枠部20、20の内側端面20a、20aの間隔の広い上部から、第二小口型枠部21の幅の狭い下端面21bを挿入するため、挿入作業が容易である。本実施形態の第二小口型枠部21は等脚台形として左右の側面21a、21aの双方に傾斜角を設定しているため、左右の側面21a、21aの一方にのみ傾斜角を設定する場合より、第二小口型枠部21の下端面21bの幅が狭く形成でき、挿入作業が容易になっている。また、本実施形態の第二小口型枠部21の左右の側面21a、21aと左右の第一小口型枠部20、20の内側端面20a、20aが、共にフランジ状に加工されているため、外型枠1の長さ方向に内型枠3が多少ずれても、第一小口型枠部20の第二小口型枠部21に対するガイド機能は失われないため、挿入作業が容易に行える。
【0029】
外型枠1の内方への内型枠3の設置が終了した段階で、左右の第一小口型枠部20、20の内側端面20a、20aと第二小口型枠部21の左右の側面21a、21aを連結ボルト孔22を利用して、連結ボルト・ナット32で着脱自在に連結して、外型枠1の両端部1aに小口型枠2を形成して、PCa部材の製造型枠Aを完成させる。
【0030】
その後、外型枠1の上方から、内型枠3と外型枠1の間にコンクリートを流しこみ、内型枠3の上面を覆う高さまでコンクリーを打設して、ロ字状断面のPCa部材を構築する。コンクリート硬化後に、製造型枠AをPCa部材から脱型する。脱型作業は、内型枠3と第二小口型枠部21を連結している組立棒材16からナット33を外して取り外して、内型枠3と小口型枠2との連結を解除する。次に第一小口型枠部20と横型枠部10の取り付けボルト34を取り外して、第一小口型枠部20と第二小口型枠部21とが連結された状態の小口型枠2を外型枠1から取り外す。次いで、内型枠3を構成する鋼材等を緩めてPCa部材から内型枠3を脱型する。その後、外型枠1の横型枠部10をボルト・ナット35を外して鋼製作業台13から取り外して、PCa部材から横型枠部10を脱型し、最後に、PCa部材を底型枠部11、すなわち鋼製作業台13から吊り上げて脱型し、PCa部材が完成する。脱型作業は上記手順に限定されるものではなく、例えば、横型枠部10の取り外し後、PCa部材を移動させてから内型枠3を脱型しても良い。
【0031】
本実施形態における、タイル貼り外殻PCa部材の製造型枠Aにおいては、左右一対の横型枠部10と底型枠部11により構成され上面が開放された断面凹状の外型枠1と、外型枠1の両端部1aに取り付けられる小口型枠2と、小口型枠2で両端3aが着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠であって、小口型枠2が、上記左右一対の横型枠部10に、それらの内側端面20aを打込タイル4よりも外型枠1の内方へせり出して取り付けられる一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿抜自在に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定されるとともに、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持されているため、内型枠3を鋼製作業台13上に固定された外型枠1の内方へ設置する際、外型枠1の左右の第一小口型枠部20、20の内側端面20a、20aが、内型枠3に取り付けられた第二小口型枠部21の左右の側面21a、21aを下方へガイドしつつ、内型枠3が、打込タイル4と接触することを防止し、打込タイル4の剥離や破損が防止でき、タイル目地にずれのないタイル貼り外殻PCa部材を製造できる。このように小口型枠2を分割して、第一小口型枠部20を予め外型枠1に取り付けて、第二小口型枠部21をガイド部材として利用することにより、固定された外型枠1の内方に内型枠3設置する際に、打込タイル4の剥離や破損が防止可能となる。また、第二小口型枠部21の幅寸法が、第二小口型枠部21の下方に向かうに従って縮小するように設定され、第一小口型枠部20の内側端面20aが、第二小口型枠部21の側面21aに沿う形状で形成されているため、第一小口型枠部20間への第二小口型枠部21の挿入が容易となり、挿入作業終了時には、外型枠1に対し内型枠3が所定の位置に配置することができる。
【0032】
第二小口型枠部21の側面21aは、傾斜角一定の傾斜面であるため、第一小口型枠部20間への第二小口型枠部21の挿入をスムーズに行うことができる。また、本実施形態では第二小口型枠部21の左右の両側面21aを傾斜させたため、第二小口型枠部21の底辺の長さを小さくできる。第二小口型枠部21は、この底辺から左右の第一小口型枠部20、20間へ挿入していくため、挿入開始時に第二小口型枠部21の底辺と、左右の第一小口型枠部20、20の内側端面20a,20a間の離れを大きく確保でき、挿入作業が容易になる。
【0033】
また、内型枠3は、外殻PCa部材の中空部を形成するための型枠材6と、外殻PCa部材に埋設される鉄筋7とで構成されているため、補強鉄筋等を埋設した中空部を有するタイル貼り外殻PCa部材を容易に形成することができる。
【0034】
本実施形態における、内型枠3は型枠材6と鉄筋7が一体化されたユニットとしたが、内型枠6のみでユニットを構成しても良い。
【0035】
本実施形態では、第一小口型枠部20と外型枠1の横型枠部10を着脱自在な、別部材としたが、第一小口型枠部20が横型枠部10に予め一体化しても良い。また、第一小口型枠部20、第二小口型枠部21の接続をボルト・ナット22で行ったが、着脱自在なものであれば、クランプなどを使用しても良い。
【図面の簡単な説明】
【0036】
【図1】本発明にかかるタイル貼り外殻PCa部材の製造型枠の概要を示す斜視図である。
【図2】図1に示す製造型枠の外型枠への内型枠の取り付け状況を説明するための、製造型枠の端部の立面図である。
【図3】図1に示す製造型枠の外型枠に内型枠を取り付けた状況における、製造型枠の端部の立面図である。
【図4】図1に示す製造型枠の外型枠に内型枠を取り付けた状況における、製造型枠の端部の平面図である。
【図5】従来のタイル貼り外殻PCa部材の製造型枠における、内型枠の取り付け手順を説明するための図である。
【符号の説明】
【0037】
1 外型枠
2 小口型枠
3 内型枠
4 打込タイル
6 型枠材
7 鉄筋
10 横型枠部
11 底型枠部
20 第一小口型枠部
20a 第一小口型枠の内側端面
21 第二小口型枠部
21a 第二小口型枠部の左右の側面
【特許請求の範囲】
【請求項1】
左右一対の横型枠部と底型枠部により構成され上面が開放された断面凹状の外型枠と、
該外型枠の両端部に取り付けられる小口型枠と、該小口型枠で両端が着脱自在に支持されて該外型枠の内方に位置する内型枠と、上記外型枠の内面に適宜配置された打込タイルとからなるタイル貼り外殻PCa部材の製造型枠であって、
上記小口型枠が、上記左右一対の横型枠部に、それらの内側端面を上記打込タイルよりも上記外型枠の内方へせり出して取り付けられる一組の第一小口型枠部と、該第一小口型枠部の間に挿抜自在に挿入される第二小口型枠部とにより構成され、
該第二小口型枠部の幅寸法が、当該第二小口型枠の下方に向かうに従って縮小するように設定されるとともに、
上記第一小口型枠部の上記内側端面が、該第二小口型枠部の側面に沿う形状で形成され、
上記内型枠が、上記第二小口型枠部の外周から突出することなく該第二小口型枠部に支持されることを特徴とするタイル貼り外殻PCa部材の製造型枠。
【請求項2】
前記第二小口型枠部の前記側面は、傾斜角一定の傾斜面であることを特徴とする請求項1に記載のタイル貼り外殻PCa部材の製造型枠。
【請求項3】
前記内型枠が、外殻PCa部材の中空部を形成するための型枠材と、該外殻PCa部材に埋設される鉄筋とで構成されることを特徴とする請求項1または2に記載のタイル貼り外殻PCa部材の製造型枠。
【請求項1】
左右一対の横型枠部と底型枠部により構成され上面が開放された断面凹状の外型枠と、
該外型枠の両端部に取り付けられる小口型枠と、該小口型枠で両端が着脱自在に支持されて該外型枠の内方に位置する内型枠と、上記外型枠の内面に適宜配置された打込タイルとからなるタイル貼り外殻PCa部材の製造型枠であって、
上記小口型枠が、上記左右一対の横型枠部に、それらの内側端面を上記打込タイルよりも上記外型枠の内方へせり出して取り付けられる一組の第一小口型枠部と、該第一小口型枠部の間に挿抜自在に挿入される第二小口型枠部とにより構成され、
該第二小口型枠部の幅寸法が、当該第二小口型枠の下方に向かうに従って縮小するように設定されるとともに、
上記第一小口型枠部の上記内側端面が、該第二小口型枠部の側面に沿う形状で形成され、
上記内型枠が、上記第二小口型枠部の外周から突出することなく該第二小口型枠部に支持されることを特徴とするタイル貼り外殻PCa部材の製造型枠。
【請求項2】
前記第二小口型枠部の前記側面は、傾斜角一定の傾斜面であることを特徴とする請求項1に記載のタイル貼り外殻PCa部材の製造型枠。
【請求項3】
前記内型枠が、外殻PCa部材の中空部を形成するための型枠材と、該外殻PCa部材に埋設される鉄筋とで構成されることを特徴とする請求項1または2に記載のタイル貼り外殻PCa部材の製造型枠。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−66829(P2009−66829A)
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願番号】特願2007−236143(P2007−236143)
【出願日】平成19年9月12日(2007.9.12)
【出願人】(000140292)株式会社奥村組 (469)
【Fターム(参考)】
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願日】平成19年9月12日(2007.9.12)
【出願人】(000140292)株式会社奥村組 (469)
【Fターム(参考)】
[ Back to top ]