
タイル

【課題】 有機質の接着剤を利用した接着剤張り工法において適用可能な、表面凹凸の大きなタイルを提供することを目的とする。
【解決手段】 プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、表面側中央部が盛り上がった断面形状を備えたことを特徴とするタイル。特に前記無機中空体は、フライアッシュバルーンであり、平均粒子径が30〜300μmであることが好ましい。
【解決手段】 プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、表面側中央部が盛り上がった断面形状を備えたことを特徴とするタイル。特に前記無機中空体は、フライアッシュバルーンであり、平均粒子径が30〜300μmであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築物の壁面や床面に使用する、吸水性の低いタイルに関する。
【背景技術】
【0002】
近年、エポキシ樹脂、変性シリコーン樹脂を主成分とした有機質の接着剤を壁などの基材に塗布し、接着剤層を形成した上にタイルを張り付け、固定する施工方法が普及してきている。このような方法においては、接着剤層の厚みは1mm〜3mm程度が適当であるとされている。(例えば、特許文献1参照。)
【0003】
ところで、タイル表面には様々な意匠を付与することが要求されており、割り石形状など、凹凸形状を備えたタイルが外装用途に多く利用されている。中央部が突出したタイルにおいては、焼成による収縮、変形を抑えるため、裏面の裏足を、タイル中央部は高く、側縁部側は低く成形している。
【0004】
裏足の高いタイルは、接着剤としてセメント系のモルタルを利用する場合においては張り付け可能であるが、接着剤を利用する場合においては採用が困難であった。セメント系のモルタルは、裏足高さ以上の厚さで塗布できるので、裏足をモルタルにくいこませることで接着面積を十分に確保し、接着性を強固に持たせている。一方、有機質の接着剤は、上記のように最適塗布厚みは1mm〜3mm程度である。そのため、裏足の高いタイルを適用した場合、タイルと接着剤との接触面積が十分に確保できず、接着強度が低くなり、タイル剥落の可能性が高くなってしまうのである。
【特許文献1】特開2002−106148号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上述の理由によって、有機質の接着剤を用いたタイルの施工法においては、比較的表面の凹凸が大きな形状を備えたタイルが利用できないという制約があり、意匠性の自由度が小さいという問題があった。本発明は、このような問題を解決するためになされたもので、有機質の接着剤を利用した接着剤張り工法において適用可能な、表面凹凸の大きなタイルを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、断面の表面側中央部が盛り上がった形状を備えたことを特徴とする。プレス成形法によって表面の中央部が突出した形状のタイルを作製する場合、通常のタイルにおいては中央部の裏足高さを側縁側の裏足高さよりも大きくする必要があった。本発明によれば、対価どの高い無機中空体を素地に含有することで、焼成に伴う寸法変化を小さく抑えることが可能となり、凹凸の激しい表面形状であるにもかかわらず裏足が無いか従来のものよりも低く成形することが可能となる。その結果、有機質の接着剤を利用した接着剤張り工法においても適用可能なタイルを提供できる。
【0007】
また、本発明によれば、フライアッシュバルーンのような無機中空体を素地に添加することによって、タイルの軽量化を図ることが可能となり、接着性を向上させることができる。
【発明の効果】
【0008】
本発明によれば、有機質の接着剤を利用した接着剤張り工法において適用可能な、表面凹凸の大きなタイルを提供することが可能となる。
【発明を実施するための最良の形態】
【0009】
本発明の実施の形態について説明する。
【0010】
接着剤張り工法における接着剤の塗布厚は1〜3mm程度であるため、裏足はそれ以下であることが望ましく、裏足高さは0mm以上1mm以下であることが望ましい。1mm以上であると、接着剤付着面積が低下することとなり好ましくない。本発明のより好ましい裏足高さは0mm以上0.5mm以下である。
【0011】
表面側中央部が盛り上がった断面形状となるタイル表面形状の具体的な例としては、割り石形状、はつり面状、テッセラ面状、ドーム型の形状、山型形状のほか、階段状の面状などが挙げられる。また、これらの形状については、表面に不規則な凹凸形状がさらに付されていても良い。
【0012】
本発明のタイルは、最大厚みと最小厚みとの差が、最大厚みの20%以上であっても、裏足を1mm以下とすることが可能である。最大厚みと最小厚みとの差について、好ましい範囲は、タイルの強度を確保するためには、最大厚みの20%以上80%以下、より好ましい範囲は30%以上70%以下である。
【0013】
本発明のタイルは、JIS A 5209で規定された吸水試験に基づき測定される吸水率が5%未満のタイルであり、外装用途に使用され、より好ましくは吸水率1%未満であり、施釉タイル、無釉タイルを問わない。また、タイル表面に抗菌性や防汚性を付与するための光触媒層や、調湿機能を付与するための調湿層等の機能層を形成しても良い。
【0014】
本発明のタイルは、プレス成形用坏土を調整した後、凹凸形状を有した金型に坏土を充填し、プレス成形した後、焼成することで作製することができる。
【0015】
プレス成形用坏土の調整方法としては、粘土、長石、陶石、蝋石、珪砂など通常タイルで使用される原料をトロンミルにて水とともに粉砕混合して泥しょうを得た後、スプレードライヤーにて顆粒化することで調整できる。
【0016】
プレス成形用坏土の必須成分は粘土と長石であり、粘土はプレス成形後の生強度を与えるために必要であり、長石は焼成して粒子を焼結させる、所謂バインダーの役割として必要である。長石の焼結性を向上させるためにはアルカリ金属、アルカリ土類金属を添加する手法を用いることができ、石灰やマグネサイト等があげられ、焼結性を向上させるためにアルカリ金属、アルカリ土類金属を多量に含有するガラスフリットを用いることも可能である。
【0017】
粘土はプレス成形直後の生強度を与えるために必要であり、通常10〜50%程度配合される。10%より配合量が少ないと、じゅうぶんな生強度が得られないため、成形後、ハンドリングが極めて困難になるし、50%より多いと、長石の配合量が必然的に少なくなるためじゅうぶんな焼結性が得られなくなる。
【0018】
長石は焼成して粒子を焼結させる所謂バインダーの役割として必要であり、通常20〜80%程度配合される。20%より配合量が少ないと、じゅうぶんな焼結性が得られないし、80%より多いと、粘土の配合量が必然的に少なくなるためじゅうぶんな生強度が得られなくなる。
【0019】
本発明において、無機中空体は、トロンミルにて粉砕混合すると、粒子が粉砕され中空構造を喪失してしまうため、別途混合する必要があり、トロンミルにて水とともに粉砕混合して得た泥しょう中に、無機中空体を添加し攪拌混合する方法や、無機中空体を含まないプレス成形用坏土と無機中空体をクロスロータリーミキサー等で混合する方法などを用いることができる。
【0020】
本発明に用いる無機中空体としては、フライアッシュバルーン、シラスバルーン、ガラスバルーン、パーライトなどを用いることができ、特に開気孔が少なく、浮遊率が高いものが望ましい。このような無機中空体を用いることで、吸水率5%未満の低吸水率のタイルの作製が可能となる。
【0021】
本発明に用いる無機中空体は、タイルの一般的な焼成温度である1200〜1300℃程度の耐火度を有するものであれば、一般的なタイル同様の焼成設備にて、同様の焼成温度にて焼成することが可能となるため望ましく、より詳しく耐火度がSK6a以上であることが望ましく、そのような無機中空体として特にフライアッシュバルーンを好適に用いることができる。
【0022】
このような無機中空体を用いることで、タイルの軽量化が図れるとともに、焼成に伴う寸法変化を小さく抑えることが可能になるという特異な効果が発揮される。
【0023】
本発明に用いる無機中空体の平均粒子径は30〜300μmであることが望ましい。
30μmより小さいと、焼成に伴う寸法変化を小さく抑える作用が低下してしまうし、300μmより大きいと、プレス成形時に、粘土による生強度が得られにくくなるとともに、長石による焼結性も低下してしまう。平均粒子径が60〜180μmであると、焼成に伴う寸法変化を小さく抑えることができ、かつ生強度、焼結性が得やすく、製造上特に好ましい。
【0024】
本発明に用いる無機中空体の好ましい添加量は10〜50%であり、10%より少ないと、焼成に伴う寸法変化を小さく抑える作用が低下してしまうし、50%より多いと、必然的に粘土、長石の配合量が低下するため、じゅうぶんな生強度、焼結性が得られなくなり、実質的に製造が困難になる。
【0025】
本発明のタイルへの意匠付与の方法として、通常タイル同様に、プレス成形用坏土への顔料添加による方法、釉薬の施釉による方法が特に制限なく用いることが出来る。
【0026】
無機中空体を添加するほど、熱膨張率が小さくなるため、通常タイルよりも熱膨張率の小さな釉薬を用いることが好ましい。釉薬の熱膨張率が大きいものを用いると、釉切れが発生したり、タイルを切断したときのチッピングが発生しやすくなる。
【実施例】
【0027】
以下に実施例をあげて、本発明をより具体的に説明する。
【0028】
まず、本発明のタイルの製造方法について説明する。
粘土、長石等の原料に水をくわえ、トロンミルにて粉砕した泥しょうに、フライアッシュバルーンを混合した後、フライアッシュバルーンの混合された泥しょうをスプレードライヤーにて噴霧乾燥して、プレス成形用坏土を得た。得られた坏土を油圧プレスにて200kg/cm2の圧力にてプレス成形した後、トンネル窯にて焼成して、タイルを得た。トンネル窯の最高温度は1250℃、焼成時間は15時間であった。
【0029】
(実施例1〜4)
表1の配合のプレス成形用坏土を用いて、タイル短辺に平行な断面の形状を図1〜3に示す形状にプレス成形した後、トンネル窯にて焼成して、タイルを得た。
(比較例1〜3)
表1の配合のプレス成形用坏土(通常タイル坏土)を用いて、図1〜3に示す形状にプレス成形した後、トンネル窯にて焼成して、タイルを得た。
【0030】
【表1】

【0031】
(評価方法)
(1)形状安定性
タイルの幅、長さを5mm間隔で測定し、その最大値と最小値の差を求めた。
(2)形状外観
タイルを横3枚、縦6枚、合計18枚、5mmの隙間で並べたときの、目地どおりを外観目視にて判定した。
判定基準 ○:目地どおり良好 △:やや目地どおり不良 ×:著しく目地どおり不良
(3)接着剤施工性(初期接着性)
25℃−60%の環境試験室内にて、垂直にたてた木板に市販弾性接着剤を2mm厚でくし目こてを用いて塗布した後、タイルを貼り付けた。30分経過後、タイルが貼り付け位置からずれていないか、目視にて判定した。
判定基準 ○:貼り付け位置からずれなし △:ややずれあり ×:著しいずれ、またはタイル落下
(4)接着剤施工性(接着剤付着面積)
初期接着性の試験後のタイルをはがし、裏面の接着剤の付着面積を目視にて確認した。
判定基準 ○:約80%以上の面積に接着剤付着 △:半分以上の面積に接着剤付着
×:半分以下の面積にのみ接着剤付着
(5)吸水率の測定
JIS A 5209に規定される方法に従って吸水率を測定した。
【0032】
評価結果を表2に示す。
【0033】
【表2】
【0034】
表2からあきらかなように、本発明の実施例1のタイルでは、厚み差が50%と大きいにもかかわらず、形状安定性は良好で、形状外観も良好であったし、接着剤はほぼタイル裏面の全面に付着しており、初期接着性も良好であった。実施例2のタイルでは、フライアッシュバルーン配合量が20%と実施例1より少なかったが、実施例1同様に、形状安定性、形状外観、初期接着性、接着剤付着面積ともに良好であった。実施例3のタイルも同様に、形状安定性、形状外観ともに良好であり、接着剤はほぼタイル裏面の全面に付着しており、初期接着性も良好であった。
一方、比較例1のタイルでは、形状安定性が悪く、形状外観は目地どおりが著しく不良であったし、接着剤はほぼタイル裏面全面に付着しているものの、初期接着性はやや不良であった。比較例2のタイルでは、形状安定性はやや不良であり、形状外観もやや不良であったし、接着剤はほぼタイル裏面全面に付着しているものの、初期接着性はやや不良であった。比較例3のタイルでは、形状安定性、形状外観ともに良好であったが、接着剤の付着面積は50%以下であり、初期接着性の評価中に、タイルがはくりして落下してしまい、初期接着性は不良であった。
【図面の簡単な説明】
【0035】
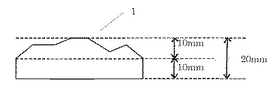
【図1】本発明のタイルの例を示す断面図である。
【図2】本発明のタイルの他の例を示す断面図である。
【図3】比較例のタイルを示す断面図である。
【符号の説明】
【0036】
1…タイル
【技術分野】
【0001】
本発明は、建築物の壁面や床面に使用する、吸水性の低いタイルに関する。
【背景技術】
【0002】
近年、エポキシ樹脂、変性シリコーン樹脂を主成分とした有機質の接着剤を壁などの基材に塗布し、接着剤層を形成した上にタイルを張り付け、固定する施工方法が普及してきている。このような方法においては、接着剤層の厚みは1mm〜3mm程度が適当であるとされている。(例えば、特許文献1参照。)
【0003】
ところで、タイル表面には様々な意匠を付与することが要求されており、割り石形状など、凹凸形状を備えたタイルが外装用途に多く利用されている。中央部が突出したタイルにおいては、焼成による収縮、変形を抑えるため、裏面の裏足を、タイル中央部は高く、側縁部側は低く成形している。
【0004】
裏足の高いタイルは、接着剤としてセメント系のモルタルを利用する場合においては張り付け可能であるが、接着剤を利用する場合においては採用が困難であった。セメント系のモルタルは、裏足高さ以上の厚さで塗布できるので、裏足をモルタルにくいこませることで接着面積を十分に確保し、接着性を強固に持たせている。一方、有機質の接着剤は、上記のように最適塗布厚みは1mm〜3mm程度である。そのため、裏足の高いタイルを適用した場合、タイルと接着剤との接触面積が十分に確保できず、接着強度が低くなり、タイル剥落の可能性が高くなってしまうのである。
【特許文献1】特開2002−106148号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上述の理由によって、有機質の接着剤を用いたタイルの施工法においては、比較的表面の凹凸が大きな形状を備えたタイルが利用できないという制約があり、意匠性の自由度が小さいという問題があった。本発明は、このような問題を解決するためになされたもので、有機質の接着剤を利用した接着剤張り工法において適用可能な、表面凹凸の大きなタイルを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、断面の表面側中央部が盛り上がった形状を備えたことを特徴とする。プレス成形法によって表面の中央部が突出した形状のタイルを作製する場合、通常のタイルにおいては中央部の裏足高さを側縁側の裏足高さよりも大きくする必要があった。本発明によれば、対価どの高い無機中空体を素地に含有することで、焼成に伴う寸法変化を小さく抑えることが可能となり、凹凸の激しい表面形状であるにもかかわらず裏足が無いか従来のものよりも低く成形することが可能となる。その結果、有機質の接着剤を利用した接着剤張り工法においても適用可能なタイルを提供できる。
【0007】
また、本発明によれば、フライアッシュバルーンのような無機中空体を素地に添加することによって、タイルの軽量化を図ることが可能となり、接着性を向上させることができる。
【発明の効果】
【0008】
本発明によれば、有機質の接着剤を利用した接着剤張り工法において適用可能な、表面凹凸の大きなタイルを提供することが可能となる。
【発明を実施するための最良の形態】
【0009】
本発明の実施の形態について説明する。
【0010】
接着剤張り工法における接着剤の塗布厚は1〜3mm程度であるため、裏足はそれ以下であることが望ましく、裏足高さは0mm以上1mm以下であることが望ましい。1mm以上であると、接着剤付着面積が低下することとなり好ましくない。本発明のより好ましい裏足高さは0mm以上0.5mm以下である。
【0011】
表面側中央部が盛り上がった断面形状となるタイル表面形状の具体的な例としては、割り石形状、はつり面状、テッセラ面状、ドーム型の形状、山型形状のほか、階段状の面状などが挙げられる。また、これらの形状については、表面に不規則な凹凸形状がさらに付されていても良い。
【0012】
本発明のタイルは、最大厚みと最小厚みとの差が、最大厚みの20%以上であっても、裏足を1mm以下とすることが可能である。最大厚みと最小厚みとの差について、好ましい範囲は、タイルの強度を確保するためには、最大厚みの20%以上80%以下、より好ましい範囲は30%以上70%以下である。
【0013】
本発明のタイルは、JIS A 5209で規定された吸水試験に基づき測定される吸水率が5%未満のタイルであり、外装用途に使用され、より好ましくは吸水率1%未満であり、施釉タイル、無釉タイルを問わない。また、タイル表面に抗菌性や防汚性を付与するための光触媒層や、調湿機能を付与するための調湿層等の機能層を形成しても良い。
【0014】
本発明のタイルは、プレス成形用坏土を調整した後、凹凸形状を有した金型に坏土を充填し、プレス成形した後、焼成することで作製することができる。
【0015】
プレス成形用坏土の調整方法としては、粘土、長石、陶石、蝋石、珪砂など通常タイルで使用される原料をトロンミルにて水とともに粉砕混合して泥しょうを得た後、スプレードライヤーにて顆粒化することで調整できる。
【0016】
プレス成形用坏土の必須成分は粘土と長石であり、粘土はプレス成形後の生強度を与えるために必要であり、長石は焼成して粒子を焼結させる、所謂バインダーの役割として必要である。長石の焼結性を向上させるためにはアルカリ金属、アルカリ土類金属を添加する手法を用いることができ、石灰やマグネサイト等があげられ、焼結性を向上させるためにアルカリ金属、アルカリ土類金属を多量に含有するガラスフリットを用いることも可能である。
【0017】
粘土はプレス成形直後の生強度を与えるために必要であり、通常10〜50%程度配合される。10%より配合量が少ないと、じゅうぶんな生強度が得られないため、成形後、ハンドリングが極めて困難になるし、50%より多いと、長石の配合量が必然的に少なくなるためじゅうぶんな焼結性が得られなくなる。
【0018】
長石は焼成して粒子を焼結させる所謂バインダーの役割として必要であり、通常20〜80%程度配合される。20%より配合量が少ないと、じゅうぶんな焼結性が得られないし、80%より多いと、粘土の配合量が必然的に少なくなるためじゅうぶんな生強度が得られなくなる。
【0019】
本発明において、無機中空体は、トロンミルにて粉砕混合すると、粒子が粉砕され中空構造を喪失してしまうため、別途混合する必要があり、トロンミルにて水とともに粉砕混合して得た泥しょう中に、無機中空体を添加し攪拌混合する方法や、無機中空体を含まないプレス成形用坏土と無機中空体をクロスロータリーミキサー等で混合する方法などを用いることができる。
【0020】
本発明に用いる無機中空体としては、フライアッシュバルーン、シラスバルーン、ガラスバルーン、パーライトなどを用いることができ、特に開気孔が少なく、浮遊率が高いものが望ましい。このような無機中空体を用いることで、吸水率5%未満の低吸水率のタイルの作製が可能となる。
【0021】
本発明に用いる無機中空体は、タイルの一般的な焼成温度である1200〜1300℃程度の耐火度を有するものであれば、一般的なタイル同様の焼成設備にて、同様の焼成温度にて焼成することが可能となるため望ましく、より詳しく耐火度がSK6a以上であることが望ましく、そのような無機中空体として特にフライアッシュバルーンを好適に用いることができる。
【0022】
このような無機中空体を用いることで、タイルの軽量化が図れるとともに、焼成に伴う寸法変化を小さく抑えることが可能になるという特異な効果が発揮される。
【0023】
本発明に用いる無機中空体の平均粒子径は30〜300μmであることが望ましい。
30μmより小さいと、焼成に伴う寸法変化を小さく抑える作用が低下してしまうし、300μmより大きいと、プレス成形時に、粘土による生強度が得られにくくなるとともに、長石による焼結性も低下してしまう。平均粒子径が60〜180μmであると、焼成に伴う寸法変化を小さく抑えることができ、かつ生強度、焼結性が得やすく、製造上特に好ましい。
【0024】
本発明に用いる無機中空体の好ましい添加量は10〜50%であり、10%より少ないと、焼成に伴う寸法変化を小さく抑える作用が低下してしまうし、50%より多いと、必然的に粘土、長石の配合量が低下するため、じゅうぶんな生強度、焼結性が得られなくなり、実質的に製造が困難になる。
【0025】
本発明のタイルへの意匠付与の方法として、通常タイル同様に、プレス成形用坏土への顔料添加による方法、釉薬の施釉による方法が特に制限なく用いることが出来る。
【0026】
無機中空体を添加するほど、熱膨張率が小さくなるため、通常タイルよりも熱膨張率の小さな釉薬を用いることが好ましい。釉薬の熱膨張率が大きいものを用いると、釉切れが発生したり、タイルを切断したときのチッピングが発生しやすくなる。
【実施例】
【0027】
以下に実施例をあげて、本発明をより具体的に説明する。
【0028】
まず、本発明のタイルの製造方法について説明する。
粘土、長石等の原料に水をくわえ、トロンミルにて粉砕した泥しょうに、フライアッシュバルーンを混合した後、フライアッシュバルーンの混合された泥しょうをスプレードライヤーにて噴霧乾燥して、プレス成形用坏土を得た。得られた坏土を油圧プレスにて200kg/cm2の圧力にてプレス成形した後、トンネル窯にて焼成して、タイルを得た。トンネル窯の最高温度は1250℃、焼成時間は15時間であった。
【0029】
(実施例1〜4)
表1の配合のプレス成形用坏土を用いて、タイル短辺に平行な断面の形状を図1〜3に示す形状にプレス成形した後、トンネル窯にて焼成して、タイルを得た。
(比較例1〜3)
表1の配合のプレス成形用坏土(通常タイル坏土)を用いて、図1〜3に示す形状にプレス成形した後、トンネル窯にて焼成して、タイルを得た。
【0030】
【表1】
【0031】
(評価方法)
(1)形状安定性
タイルの幅、長さを5mm間隔で測定し、その最大値と最小値の差を求めた。
(2)形状外観
タイルを横3枚、縦6枚、合計18枚、5mmの隙間で並べたときの、目地どおりを外観目視にて判定した。
判定基準 ○:目地どおり良好 △:やや目地どおり不良 ×:著しく目地どおり不良
(3)接着剤施工性(初期接着性)
25℃−60%の環境試験室内にて、垂直にたてた木板に市販弾性接着剤を2mm厚でくし目こてを用いて塗布した後、タイルを貼り付けた。30分経過後、タイルが貼り付け位置からずれていないか、目視にて判定した。
判定基準 ○:貼り付け位置からずれなし △:ややずれあり ×:著しいずれ、またはタイル落下
(4)接着剤施工性(接着剤付着面積)
初期接着性の試験後のタイルをはがし、裏面の接着剤の付着面積を目視にて確認した。
判定基準 ○:約80%以上の面積に接着剤付着 △:半分以上の面積に接着剤付着
×:半分以下の面積にのみ接着剤付着
(5)吸水率の測定
JIS A 5209に規定される方法に従って吸水率を測定した。
【0032】
評価結果を表2に示す。
【0033】
【表2】
【0034】
表2からあきらかなように、本発明の実施例1のタイルでは、厚み差が50%と大きいにもかかわらず、形状安定性は良好で、形状外観も良好であったし、接着剤はほぼタイル裏面の全面に付着しており、初期接着性も良好であった。実施例2のタイルでは、フライアッシュバルーン配合量が20%と実施例1より少なかったが、実施例1同様に、形状安定性、形状外観、初期接着性、接着剤付着面積ともに良好であった。実施例3のタイルも同様に、形状安定性、形状外観ともに良好であり、接着剤はほぼタイル裏面の全面に付着しており、初期接着性も良好であった。
一方、比較例1のタイルでは、形状安定性が悪く、形状外観は目地どおりが著しく不良であったし、接着剤はほぼタイル裏面全面に付着しているものの、初期接着性はやや不良であった。比較例2のタイルでは、形状安定性はやや不良であり、形状外観もやや不良であったし、接着剤はほぼタイル裏面全面に付着しているものの、初期接着性はやや不良であった。比較例3のタイルでは、形状安定性、形状外観ともに良好であったが、接着剤の付着面積は50%以下であり、初期接着性の評価中に、タイルがはくりして落下してしまい、初期接着性は不良であった。
【図面の簡単な説明】
【0035】
【図1】本発明のタイルの例を示す断面図である。
【図2】本発明のタイルの他の例を示す断面図である。
【図3】比較例のタイルを示す断面図である。
【符号の説明】
【0036】
1…タイル
【特許請求の範囲】
【請求項1】
プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、表面側中央部が盛り上がった断面形状を備えたことを特徴とするタイル
【請求項2】
前記無機中空体はフライアッシュバルーンであることを特徴とする、請求項1に記載のタイル。
【請求項3】
前記無機中空体の平均粒子径が30〜300μmであることを特徴とする請求項1または2に記載のタイル。
【請求項4】
前記無機中空体の含有量は10重量%以上50重量%以下であることを特徴とする、請求項1〜3のいずれかに記載のタイル。
【請求項5】
平板状の基材に有機質の接着剤層を介して請求項1〜4のいずれかに記載のタイルを固定したことを特徴とする建材。
【請求項1】
プレス成形によって作製される吸水率5%未満のタイルであって、耐火度SK6a以上の無機中空体を含有してなり、裏足高さが1mm以下、表面側中央部が盛り上がった断面形状を備えたことを特徴とするタイル
【請求項2】
前記無機中空体はフライアッシュバルーンであることを特徴とする、請求項1に記載のタイル。
【請求項3】
前記無機中空体の平均粒子径が30〜300μmであることを特徴とする請求項1または2に記載のタイル。
【請求項4】
前記無機中空体の含有量は10重量%以上50重量%以下であることを特徴とする、請求項1〜3のいずれかに記載のタイル。
【請求項5】
平板状の基材に有機質の接着剤層を介して請求項1〜4のいずれかに記載のタイルを固定したことを特徴とする建材。
【図1】

【図2】

【図3】

【図2】
【図3】
【公開番号】特開2006−16936(P2006−16936A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−198419(P2004−198419)
【出願日】平成16年7月5日(2004.7.5)
【出願人】(000010087)東陶機器株式会社 (3,889)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年7月5日(2004.7.5)
【出願人】(000010087)東陶機器株式会社 (3,889)
【Fターム(参考)】
[ Back to top ]