
タフテッドカーペット用一次基布
【課題】タフティングによる基布の層間剥離が起こらずタフティングを良好に行うことができ、タフト工程を経た後も、一次基布の損傷が少なく、十分な剛直性と機械的強力を保持し得るタフテッドカーペット用一次基布を提供する。
【解決手段】熱可塑性高融点重合体と熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット一次基布。長繊維の単糸繊度は10〜20デシテックス、目付が60〜120g/m2であることが望ましい。
【解決手段】熱可塑性高融点重合体と熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット一次基布。長繊維の単糸繊度は10〜20デシテックス、目付が60〜120g/m2であることが望ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長繊維不織布からなるタフテッドカーペット用一次基布に関するものである。
【背景技術】
【0002】
タフテッドカーペットは、一般に、タフテッドカーペット用一次基布にタフティングによりパイル糸を打ち込む工程(タフト工程)を経た後、バッキングが施されて(バッキング工程)得られる。また、タフト工程を経た後、染色工程を経る場合もある。カーペット用一次基布は、タフト工程や染色工程において、工程中に付与される荷重によって容易に変形しない強力(応力)と、タフト工程でのタフト針の貫通によって基布が破壊されにくいタフト性が要求される。
【0003】
タフテッドカーペット用一次基布として、長繊維不織布が多く用いられており、例えば、特許文献1には低融点重合体からなる長繊維と高融点重合体からなる長繊維とが混繊してなる長繊維不織布にエンボスロールにより部分的に熱圧着され、かつ含浸されたバインダー樹脂によって接着固定された基布が開示されている。部分的に熱圧着した上に、バインダー樹脂により接着固定されているため、基布としての強力は高いものである。しかし、強力をより向上させるためにはバインダー樹脂の付着量を多くすると、基布自体の強力は向上するものの、非常に硬いものとなり、このような基布にタフティングを行うと、タフト針が基布を貫通する時の抵抗が大きく貫通し難く、タフト性に劣る。また、バインダー樹脂により強固に接着固定されているため、繊維の自由度が小さく、タフト針の貫通により多くの繊維が切断され、タフト後の強力保持率は極端に低下する。
【特許文献1】特許第2947646号
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記問題を解決するものであり、タフティングによる基布の層間剥離が起こらずタフティングを良好に行うことができ、タフト工程を経た後も、一次基布の損傷が少なく、十分な剛直性と機械的強力を保持し得るタフテッドカーペット用一次基布を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明者らは、上記の課題を達成すべく鋭意研究を重ねた結果、本発明に到達した。
【0006】
すなわち、本発明は、熱可塑性高融点重合体と、熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット用一次基布を要旨とするものである。
【0007】
以下、本発明を詳細に説明する。
【0008】
本発明のタフテッドカーペット用一次基布は、熱可塑性高融点重合体と、熱可塑性低融点重合体とから構成される長繊維不織布からなる。
【0009】
本発明において、熱可塑性重合体としては、代表的にはポリエチレンテレフタレート、ポリブチレンテレフタレート、イソフタル酸共重合ポリエチレンテレフタレート等のポリエステル系重合体や、ナイロン6、ナイロン66等のポリアミド系重合体、ポリエチレン、ポリプロピレン等のポリオレフィン系重合体等が挙げられ、また、これらの重合体のブレンド物や共重合体からなるものであってもよい。
【0010】
高融点重合体と低融点重合体の組み合わせとしては、互いに相溶性を有することが好ましい。両重合体が互いに非相溶性であると、両重合体を複合した繊維を用いる場合、複合断面形態における両重合体の境界面において界面剥離や割繊が発生し、堆積及び圧接工程等において、種々の障害を誘発しやすい。また、両重合体が互いに非相溶性であって、それぞれの重合体からなる繊維が混繊してなる長繊維不織布の場合、熱接着強力が劣る傾向となり、タフト工程による衝撃で不織布の厚み方向に剥離しやすいものとなる。
【0011】
高融点重合体と低融点重合体との融点差は、15℃以上が好ましい。より好ましくは20℃以上である。融点差が15℃未満であると、熱圧接装置を用いて熱圧接する際に高融点重合体までが軟化あるいは溶融し、熱圧接装置であるエンボスロールに繊維の軟化または溶融物が付着し操業性を損なうだけでなく、不織布全体がフィルム状化し、タフト工程においてタフト針が基布を貫通する際、フィルム状化した繊維が容易に切断されてしまう。両者の融点差を15℃以上とすることにより、低融点重合体のみを軟化または溶融させて繊維同士の接着剤として機能させ、高融点重合体は熱による影響を受けず、繊維形態を維持させることにより、タフト工程での損傷が少なく、機械的強力に優れた一次基布を得ることができる。
【0012】
高融点重合体と低融点重合体との組み合わせとしては、例えば、高融点重合体がホモポリマー、低融点重合体が高融点重合体を構成するポリマーを主たる繰り返し単位とし、他の成分を共重合してなる共重合ポリマーであることが好ましい。具体的には、高融点ポリエステル/低融点の共重合ポリエステル、高融点ポリアミド/低融点の共重合ポリアミド、ポリプロピレン/プロピレンエチレン共重合体、ポリプロピレン/ポリエチレン等が挙げられる。本発明においては、機械的強度等を考慮して、ポリエチレンテレフタレート/エチレンテレフタレートを主たる繰り返し単位とする共重合ポリエステルの組み合わせが好ましい。
【0013】
高融点重合体および低融点重合体には、本発明の目的を阻害しない範囲で、艶消し剤、顔料、防炎剤、消泡剤、帯電防止剤、酸化防止剤、紫外線吸収剤等の任意の添加物が添加されていてもよい。
【0014】
本発明における長繊維不織布は、高融点重合体と低融点重合体によって構成されるが、具体的には、低融点重合体からなる繊維と高融点重合体からなる繊維とが混繊した不織布(混繊不織布)、低融点重合体と高融点重合体とが複合した複合繊維からなる不織布が挙げられる。
【0015】
混繊不織布の場合、低融点重合体からなる長繊維は、20〜40質量%の比率で存在することが好ましい。低融点重合体からなる長繊維の比率を20質量%以上とすることにより、接着剤としての機能する低融点重合体の量を十分に確保して繊維同士を十分に接着することができ、タフト工程におけるタフト針の衝撃によっても、層間剥離が生じにくい。一方、上限を40質量%以下とすることにより、繊維形態を維持してなる高融点重合体からなる繊維の量を確保し、不織布は機械的強力に優れたものとなる。また、低融点重合体が軟化または溶融によってフィルム状化した部分の量を制限し、タフト針の基布貫通時に繊維の切断による基布の損傷を抑え、タフト後の基布の強力が保持される。
【0016】
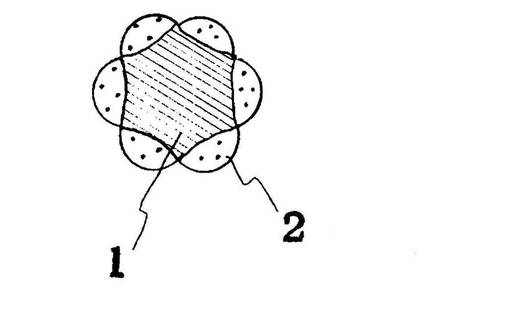
高融点重合体と低融点重合体とが複合した複合繊維からなる不織布の場合、低融点重合体が繊維表面の一部を占める複合形態のものを用いる。不織布の層間の熱接着強力等を考慮して、低融点重合体が、繊維表面の15%以上を占めるように複合されていることが好ましい。複合形態としては、高融点重合体と低融点重合体とが貼り合わされてなるサイドバイサイド型や、高融点重合体が芯部を形成し低融点重合体が鞘部を形成する芯鞘型、高融点重合体が芯部を形成し、芯部を取り囲むように低融点重合体からなる多数の葉部が配された多葉型(図1に示す如き断面形状)等が挙げられる。多葉型の場合、葉の数は1個以上とし、好ましくは2〜8個である。多葉型複合繊維は、低融点重合体からなる葉部が、繊維表面に複数の凸状に存在し、かつ接着成分である低融点重合体の表面積が増すため、繊維同士の接点が増える。したがって、熱圧接処理の際に、高い圧力をかけなくとも接着強力の十分高いものが得られ、引張強力、伸張応力の高い基布が得られる。また、低融点重合体が繊維表面に凸状に突出しているため、熱圧接処理の際に、繊維間の空隙内に溶融または軟化した低融点重合体が入り込みやすく、繊維間空隙に低融点重合体が埋め込まれ、不織布の縦・横方向の強力だけでなく、不織布の厚み方向の強力もまた向上するため、タフト工程において、一次基布の厚み方向に層間剥離が生じにくく好ましい。
【0017】
複合繊維における高融点重合体と低融点重合体の複合比率(質量%)は80/20〜40/60(高融点重合体/低融点重合体)であるのが好ましい。低融点重合体の複合比率を60質量%以下とすることで、低融点重合体の量が相対的に多くなりすぎず、熱圧接工程で熱ロールに繊維の溶融物が付着することによる操業性の悪化が生じることなく、一次基布の機械的強力等の必要な要求性能を保持することができる。一方、低融点重合体の複合比率が20質量%以上とすることで、低融点重合体による繊維間の接着強力を保持でき、得られる不織布の機械的特性が良好となる。また、タフト工程におけるタフト針の衝撃によっても、層間剥離が生じにくい。
【0018】
本発明の長繊維不織布は、平行光線透過率が4%以上である。平行光線透過率とは、試料に光を透過させた際、全入射光量に対して、試料を透過した光であって、不織布を構成する繊維に当たって拡散せずに、繊維に当たらずに真直に進んだ光の量の比率である。したがって、平行光線透過率が4%以上の不織布とは、全入射光量に対して、4%以上の光が繊維に当たらず真直に進んだことを示し、光が真直に進む空隙、すなわち、不織布平面を、平面に対して垂直方向(厚み方向)より見たときに繊維が実質的に存在しない箇所が一定以上あるものである。本発明では、不織布平面を、平面に対して垂直方向(厚み方向)に繊維が実質的に存在しない箇所を設けることにより、タフト工程で、タフト針が、繊維が存在しない箇所を貫通する比率が高くなり、また、タフト針の貫通する際、タフト針の周囲に存在する不織布の構成繊維が逃げやすくなって、直に構成繊維に突き刺ささることや、傷つけられることによる損傷を防ぎ、層間剥離が生じにくく、タフト後における一次基布の剛直性、機械的強力を維持させることができる。一次基布への損傷を考慮すると、平行光線透過率は大きい方が好ましいが、平行光線透過率を大きくすることは、繊維の存在比率を少なくすることともなり機械的強力を考慮すると、平行光線透過率の上限は12%程度がよい。なお、平行光線透過率は、全光線透過率(Tt)より拡散透過率(Df)を差し引くことにより算出することができる。なお、全光線透過率とは、試料に光を透過させた際、全入射光量に対して、試料を透過した光の比率であり、拡散透過率とは、全入射光量に対して、試料を透過した光であって、かつ不織布を構成する繊維に当たって拡散した光の量の比率である。
【0019】
一般に不織布は、織編物を構成する糸条のように複数の単繊維が集束してなるものではなく、個々の単繊維が集束されずにそれぞれがばらばらに開繊されて堆積されてなるものであるため、不織布平面全体に対して垂直方向に繊維が存在しない箇所は、非常に少ない。さらに、カーペットの一次基布に使用するような一定以上の高い機械的強力を必要とし、また、植設したタフト糸の保持性・把持性を考慮すると、一定以上の目付量が必要となる。したがって、一次基布に使用しうる不織布は、繊維同士の重なりが多く、不織布平面において垂直方向に繊維が存在しない箇所は、非常に少なくなってしまう。本発明においては、後述する特定の目付量を保持しながら、平行光線透過率を4%以上とするために、すなわち、不織布平面において、繊維が実質的に存在しない箇所を設けるために、長繊維不織布を構成する繊維を特定の単糸繊度とすること、繊維の一部を集束させて見かけの繊度を大きくすることにより空隙を確保すること等が挙げられる。
【0020】
本発明の不織布を構成する繊維の単糸繊度は、10〜20デシテックスであることが好ましい。10デシテックス以上であると、不織布平面において繊維が存在しない箇所を設けることができる。また、単糸繊度が大きいことから、タフト針に接触した際の損傷も受けにくく、また、剛直性と機械的強力に優れた一次基布となる。一方、20デシテックスを超えると、平行光線透過率はより大きくなり、タフト針の貫通によるダメージを考慮すると好ましいが、目付によっては、構成繊維の本数が相対的に減少するため、機械的強力を維持しにくい傾向となる。なお、長繊維不織布として、混繊不織布を用いる場合は、機械的強度の維持を主として担う高融点重合体からなる繊維の単糸繊度を、10〜20デシテックスとすることが好ましい。
【0021】
本発明の不織布の目付は、60〜120g/m2であることが好ましい。60g/m2以上とすることにより、タフト工程で付加されるパイルの質量に対して、基布の強力が耐え得ることができ、生機の自重による弛みや伸びが発生しにくい。また、植設したタフト糸を良好に保持することができる。目付が120g/m2超えると、構成繊維本数が相対的に増えるため、不織布平面において繊維が存在しない箇所を設けにくくなり、タフト針が貫通する際、繊維にダメージを与えやすくなる。なお、タフト工程で付与されるパイルの質量が著しく大きい、特に高級なカーペットなどに用いる場合には、120g/m2を超える目付のものであって、かつ単糸繊度をより大きいもの(20デシテックス前後)を採用し、平行光線透過率を4%以上となる不織布とすればよい。
【0022】
本発明の長繊維不織布は、部分的に熱圧着された熱圧着部を有している。この熱圧着部は、一対のエンボスロールあるいはエンボスロールとフラットロールとからからなる熱圧接装置に通すことにより形成されるものであり、長繊維不織布が熱圧着部を有することにより、堆積した長繊維同士の形態を保持し、寸法安定性と剛直性に優れた不織布となる。寸法安定性を剛直性に優れた不織布は、特にタイルカーペット用の一次基布として好適に使用することができる。
【0023】
なお、熱圧着部以外の箇所は、繊維が堆積した状態であり、熱の影響を実質的に受けていない非圧着部である。不織布全面積に対する全熱圧着部の比率(熱圧着率)は、3〜30%程度がよく、8〜25%がより好ましい。8〜25%がより好ましい理由は、8%以上とすることにより、寸法安定性や機械的強力が良好となり、タフティング、染色、バッキング等の二次加工時の引張応力に耐えうる十分な強度を保持することができる。一方、25%以下とすることにより、圧着部間(非圧着部)に存在する熱の影響を受けていない繊維が適度な自由度を保持することができ、タフト工程において、タフト針貫通による衝撃力、摩擦力によって繊維が切断されにくく、剛性と機械的強力を良好に保持することができるからである。
【0024】
熱圧着部の形状は、丸形、楕円形、菱形、三角形、T形、井形、長方形、正方形等の種々の形状が採用され、個々の面積は、0.1〜1.0mm2程度であればよい。また、点状の圧着部が散在している形態以外に、直線状や波線状の圧着部が付与されたものであってもよい。
【0025】
本発明の一次基布を構成する不織布は、公知のスパンボンド法により所望の単糸繊度の長繊維を得、これを堆積し、一対のエンボスロール、あるいはエンボスロールとフラットロールからなるエンボス装置に通して、熱圧着部を形成することにより得ることができる。
【0026】
本発明の一次基布を用いてタフテッドカーペットを製造するには、一次基布に、パイル糸をタフティングして植え込めば良い。パイル糸としては、ナイロン糸、ポリプロピレン糸、ポリエステル糸等が用いられる。
【0027】
パイル糸が植え込まれたタフテッドカーペットの裏面に、パイル糸を固定する目的と、タフテッドカーペットの形態保持のために、バッキング剤を設けるとよい。バッキング剤としては、ポリ塩化ビニルのペースト、ポリエチレン等が挙げられる。
【発明の効果】
【0028】
本発明のタフテッドカーペット一次基布を構成する不織布の平行光線透過率が4%以上であることから、不織布(基布)平面において、繊維が実質的に存在しない箇所があるため、タフト工程で、タフト針は、繊維が存在しない箇所を貫通する比率が高くなり、また、繊維がタフト針が貫通時に逃げやすく、直に不織布を構成する繊維に突き刺ささることや、傷つけられることによる損傷を防ぐことができるため、タフト後の一次基布は、層間剥離が生じにくく、タフト後における一次基布の剛直性、機械的強力を維持させることができる。また、タフトによる損傷を防ぐことができるため、タフトした後に、タフトの誤りが発覚してタフト糸を抜き再度タフトを行って部分的に修正を行った場合でも、十分耐えうることが可能な剛性、機械的強力を有する。
【実施例】
【0029】
以下、実施例により本発明を具体的に説明する。なお、実施例における測定、評価は以下の方法により行った。
(1)重合体の融点(℃):パーキンエルマー社製DSC−7型の示差走査型熱量計を用いて、昇温速度20℃/分で測定した融解吸熱ピークの最大値を与える温度を融点とした。
(2)ポリエステルの固有粘度:フェノールと四塩化エタンとの等質量比の混合溶媒100mlに試料0.5gを溶解し、温度20℃の条件で常法により測定した。
(3)目付(g/m2):標準条件の試料から50cm×50cmの試料片を10枚切り取り、各試料片の質量を秤量し、この平均値を単位平方メートル当りの質量に換算し、目付(g/m2)とした。
(4)平行光線透過率(Pt):濁度・曇り度計(日本電色工業株式会社製 HazeMeter NDH2000)を用いて測定した。測定にあたっては、試料5点(試料1点につき測定箇所2箇所)の平均値を求めた。
(5)引張強力(N/5cm幅):株式会社東洋ボールドウイン製の定速伸長型試験機テンシロンRTM−500を用い、幅5cm、長さ30cmの短冊状試料片を、つかみ間隔20cm引張速度20cm/分でJIS L 1096に記載のストリップ法に準じて測定した。そして、MD方向(機械方向)とCD方向(機械方向と直交する方向)についてそれぞれ10枚について測定し、これらの平均値を求め、これを引張強力とした。
【0030】
実施例1
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉型複合断面であって葉部が6個である口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を10デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させて不織ウエブにし、不織ウエブをエンボスロールとフラットロールとからなる熱圧着装置にて、圧着温度205℃、圧着面積比13%の条件下で熱圧着を行った。得られたタフテッドカーペット用基布の目付は90g/m2、引張強力は115.0N/5cm幅、平行光線透過率は4.3%であった。
【0031】
実施例2
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を13デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度210℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は95.0N/5cm幅、平行光線透過率は8.6%であった。
【0032】
実施例3
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を10デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は70g/m2、引張強力は80.5N/5cm幅、平行光線透過率は5.1%であった。
【0033】
実施例4
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、口金から別々の丸断面の紡出孔を用いて、紡糸温度290℃、混繊比比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り、融点重合体からなる繊維の繊度を13デシテックス、低融点重合体の繊度を5デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比25%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は93.5N/5cm幅、平行光線透過率は7.4%であった。
【0034】
比較例1
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を4.4デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は107.5N/5cm幅、平行光線透過率は0.9%であった。
【0035】
比較例2
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、口金から別々の丸断面の紡出孔を用いて、紡糸温度290℃、混繊比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り、融点重合体からなる繊維の繊度を5デシテックス、低融点重合体の繊度を3デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は121.5N/5cm幅、平行光線透過率は1.4%であった。
【0036】
<タフト後の評価>
実施例1〜4および比較例1、2で得られたタフテッドカーペット用一次基布に以下のタフティングを行った後に評価した。
【0037】
すなわち、基布に、3080デシテックスのナイロン捲縮加工糸よりなるパイル糸を用いて、ゲージ10本/2.54cm、ステッチ10本/2.54cm、ループパイルの高さ6mmの条件でタフティングを行い、タフト生機を得た。得られた生機よりパイルを抜き、パイルを抜いた基布をタフト後の基布として以下の測定・評価を行った。
【0038】
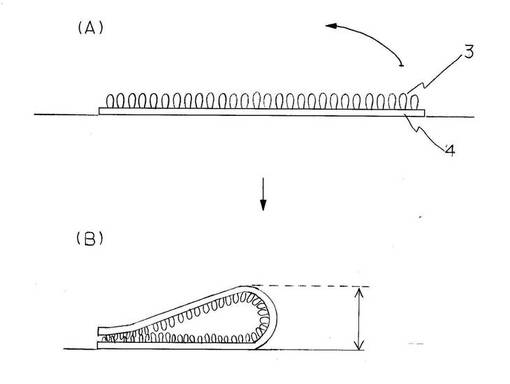
(1)タフト生機の剛性:得られたタフト生機より、長さ50cm×幅10cmの試料片を用意した。なお、このとき、試料片の長手方向が生機のCD方向となるように試料片を採取した。得られた試料片を、パイル面(1)を上にして台の上に置き(図2(A)参照)、次いで、試料片の長手方向の一端を他の一端に接するようにパイル面が内側となるように試料片を曲げ(図2(B)参照)、このときの曲げられた試料片につき最も高い位置の高さを測定し、タフト生機の剛性を評価した。曲げられた試料片の高さが高い程、剛性は高く、本発明では、30mm以上のものが剛性が良好で、タイルカーペットに好適に用いることができる。
【0039】
(2)タフト後の強力保持性:得られたタフト生機より、パイル糸をすべて引き抜き、パイル糸を抜いたタフト後の基布について、上記(5)引張強力記載の方法により引張強力を測定した。測定に際しては、タフト後の染色工程、バッキング工程等において、特にCD方向に強力を要するため、CD方向のみ測定した。次いで、下記式により保持率を算出した。また、求めた保持率より下記4段階のタフト保持性を評価した。
タフト後保持率(%)=タフト後の基布の引張強力/基布の引張強力
3段階評価
◎:40%以上
○:30%以上、40%未満
△:15%以上、30%未満
×:15%未満
【0040】
(3)層間剥離の評価:得られたタフト生機より、パイル糸をすべて引き抜き、パイル糸を抜いたタフト後の基布について、層の状態を目視し、下記の評価を行った。
◎:層間剥離を全く起こってないもの
○:わずかに層状の分離が見られたもの
×:層状の分離、または剥離しているもの
【0041】
【表1】

実施例1〜4のタフテッドカーペット用一次基布は、優れた機械的強力を有し、いずれもタフト性は良好で、層間剥離が生じないものであった。また、タフト後の強力保持性も高く、タフト時に針の貫通による損傷が少なかった。
【0042】
一方、比較例1、2は、本発明の実施例を比較して、タフト後に強力保持性が低く、タフト時に針の貫通による損傷が多かった。
【図面の簡単な説明】
【0043】
【図1】本発明に用いる複合繊維(多葉型)の横断面形状を示す概略図である。
【図2】本発明において、剛性を評価する際の概略断面図である。
【符号の説明】
【0044】
1:芯部
2:葉部
3:パイル面
4:一次基布
【技術分野】
【0001】
本発明は、長繊維不織布からなるタフテッドカーペット用一次基布に関するものである。
【背景技術】
【0002】
タフテッドカーペットは、一般に、タフテッドカーペット用一次基布にタフティングによりパイル糸を打ち込む工程(タフト工程)を経た後、バッキングが施されて(バッキング工程)得られる。また、タフト工程を経た後、染色工程を経る場合もある。カーペット用一次基布は、タフト工程や染色工程において、工程中に付与される荷重によって容易に変形しない強力(応力)と、タフト工程でのタフト針の貫通によって基布が破壊されにくいタフト性が要求される。
【0003】
タフテッドカーペット用一次基布として、長繊維不織布が多く用いられており、例えば、特許文献1には低融点重合体からなる長繊維と高融点重合体からなる長繊維とが混繊してなる長繊維不織布にエンボスロールにより部分的に熱圧着され、かつ含浸されたバインダー樹脂によって接着固定された基布が開示されている。部分的に熱圧着した上に、バインダー樹脂により接着固定されているため、基布としての強力は高いものである。しかし、強力をより向上させるためにはバインダー樹脂の付着量を多くすると、基布自体の強力は向上するものの、非常に硬いものとなり、このような基布にタフティングを行うと、タフト針が基布を貫通する時の抵抗が大きく貫通し難く、タフト性に劣る。また、バインダー樹脂により強固に接着固定されているため、繊維の自由度が小さく、タフト針の貫通により多くの繊維が切断され、タフト後の強力保持率は極端に低下する。
【特許文献1】特許第2947646号
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記問題を解決するものであり、タフティングによる基布の層間剥離が起こらずタフティングを良好に行うことができ、タフト工程を経た後も、一次基布の損傷が少なく、十分な剛直性と機械的強力を保持し得るタフテッドカーペット用一次基布を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明者らは、上記の課題を達成すべく鋭意研究を重ねた結果、本発明に到達した。
【0006】
すなわち、本発明は、熱可塑性高融点重合体と、熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット用一次基布を要旨とするものである。
【0007】
以下、本発明を詳細に説明する。
【0008】
本発明のタフテッドカーペット用一次基布は、熱可塑性高融点重合体と、熱可塑性低融点重合体とから構成される長繊維不織布からなる。
【0009】
本発明において、熱可塑性重合体としては、代表的にはポリエチレンテレフタレート、ポリブチレンテレフタレート、イソフタル酸共重合ポリエチレンテレフタレート等のポリエステル系重合体や、ナイロン6、ナイロン66等のポリアミド系重合体、ポリエチレン、ポリプロピレン等のポリオレフィン系重合体等が挙げられ、また、これらの重合体のブレンド物や共重合体からなるものであってもよい。
【0010】
高融点重合体と低融点重合体の組み合わせとしては、互いに相溶性を有することが好ましい。両重合体が互いに非相溶性であると、両重合体を複合した繊維を用いる場合、複合断面形態における両重合体の境界面において界面剥離や割繊が発生し、堆積及び圧接工程等において、種々の障害を誘発しやすい。また、両重合体が互いに非相溶性であって、それぞれの重合体からなる繊維が混繊してなる長繊維不織布の場合、熱接着強力が劣る傾向となり、タフト工程による衝撃で不織布の厚み方向に剥離しやすいものとなる。
【0011】
高融点重合体と低融点重合体との融点差は、15℃以上が好ましい。より好ましくは20℃以上である。融点差が15℃未満であると、熱圧接装置を用いて熱圧接する際に高融点重合体までが軟化あるいは溶融し、熱圧接装置であるエンボスロールに繊維の軟化または溶融物が付着し操業性を損なうだけでなく、不織布全体がフィルム状化し、タフト工程においてタフト針が基布を貫通する際、フィルム状化した繊維が容易に切断されてしまう。両者の融点差を15℃以上とすることにより、低融点重合体のみを軟化または溶融させて繊維同士の接着剤として機能させ、高融点重合体は熱による影響を受けず、繊維形態を維持させることにより、タフト工程での損傷が少なく、機械的強力に優れた一次基布を得ることができる。
【0012】
高融点重合体と低融点重合体との組み合わせとしては、例えば、高融点重合体がホモポリマー、低融点重合体が高融点重合体を構成するポリマーを主たる繰り返し単位とし、他の成分を共重合してなる共重合ポリマーであることが好ましい。具体的には、高融点ポリエステル/低融点の共重合ポリエステル、高融点ポリアミド/低融点の共重合ポリアミド、ポリプロピレン/プロピレンエチレン共重合体、ポリプロピレン/ポリエチレン等が挙げられる。本発明においては、機械的強度等を考慮して、ポリエチレンテレフタレート/エチレンテレフタレートを主たる繰り返し単位とする共重合ポリエステルの組み合わせが好ましい。
【0013】
高融点重合体および低融点重合体には、本発明の目的を阻害しない範囲で、艶消し剤、顔料、防炎剤、消泡剤、帯電防止剤、酸化防止剤、紫外線吸収剤等の任意の添加物が添加されていてもよい。
【0014】
本発明における長繊維不織布は、高融点重合体と低融点重合体によって構成されるが、具体的には、低融点重合体からなる繊維と高融点重合体からなる繊維とが混繊した不織布(混繊不織布)、低融点重合体と高融点重合体とが複合した複合繊維からなる不織布が挙げられる。
【0015】
混繊不織布の場合、低融点重合体からなる長繊維は、20〜40質量%の比率で存在することが好ましい。低融点重合体からなる長繊維の比率を20質量%以上とすることにより、接着剤としての機能する低融点重合体の量を十分に確保して繊維同士を十分に接着することができ、タフト工程におけるタフト針の衝撃によっても、層間剥離が生じにくい。一方、上限を40質量%以下とすることにより、繊維形態を維持してなる高融点重合体からなる繊維の量を確保し、不織布は機械的強力に優れたものとなる。また、低融点重合体が軟化または溶融によってフィルム状化した部分の量を制限し、タフト針の基布貫通時に繊維の切断による基布の損傷を抑え、タフト後の基布の強力が保持される。
【0016】
高融点重合体と低融点重合体とが複合した複合繊維からなる不織布の場合、低融点重合体が繊維表面の一部を占める複合形態のものを用いる。不織布の層間の熱接着強力等を考慮して、低融点重合体が、繊維表面の15%以上を占めるように複合されていることが好ましい。複合形態としては、高融点重合体と低融点重合体とが貼り合わされてなるサイドバイサイド型や、高融点重合体が芯部を形成し低融点重合体が鞘部を形成する芯鞘型、高融点重合体が芯部を形成し、芯部を取り囲むように低融点重合体からなる多数の葉部が配された多葉型(図1に示す如き断面形状)等が挙げられる。多葉型の場合、葉の数は1個以上とし、好ましくは2〜8個である。多葉型複合繊維は、低融点重合体からなる葉部が、繊維表面に複数の凸状に存在し、かつ接着成分である低融点重合体の表面積が増すため、繊維同士の接点が増える。したがって、熱圧接処理の際に、高い圧力をかけなくとも接着強力の十分高いものが得られ、引張強力、伸張応力の高い基布が得られる。また、低融点重合体が繊維表面に凸状に突出しているため、熱圧接処理の際に、繊維間の空隙内に溶融または軟化した低融点重合体が入り込みやすく、繊維間空隙に低融点重合体が埋め込まれ、不織布の縦・横方向の強力だけでなく、不織布の厚み方向の強力もまた向上するため、タフト工程において、一次基布の厚み方向に層間剥離が生じにくく好ましい。
【0017】
複合繊維における高融点重合体と低融点重合体の複合比率(質量%)は80/20〜40/60(高融点重合体/低融点重合体)であるのが好ましい。低融点重合体の複合比率を60質量%以下とすることで、低融点重合体の量が相対的に多くなりすぎず、熱圧接工程で熱ロールに繊維の溶融物が付着することによる操業性の悪化が生じることなく、一次基布の機械的強力等の必要な要求性能を保持することができる。一方、低融点重合体の複合比率が20質量%以上とすることで、低融点重合体による繊維間の接着強力を保持でき、得られる不織布の機械的特性が良好となる。また、タフト工程におけるタフト針の衝撃によっても、層間剥離が生じにくい。
【0018】
本発明の長繊維不織布は、平行光線透過率が4%以上である。平行光線透過率とは、試料に光を透過させた際、全入射光量に対して、試料を透過した光であって、不織布を構成する繊維に当たって拡散せずに、繊維に当たらずに真直に進んだ光の量の比率である。したがって、平行光線透過率が4%以上の不織布とは、全入射光量に対して、4%以上の光が繊維に当たらず真直に進んだことを示し、光が真直に進む空隙、すなわち、不織布平面を、平面に対して垂直方向(厚み方向)より見たときに繊維が実質的に存在しない箇所が一定以上あるものである。本発明では、不織布平面を、平面に対して垂直方向(厚み方向)に繊維が実質的に存在しない箇所を設けることにより、タフト工程で、タフト針が、繊維が存在しない箇所を貫通する比率が高くなり、また、タフト針の貫通する際、タフト針の周囲に存在する不織布の構成繊維が逃げやすくなって、直に構成繊維に突き刺ささることや、傷つけられることによる損傷を防ぎ、層間剥離が生じにくく、タフト後における一次基布の剛直性、機械的強力を維持させることができる。一次基布への損傷を考慮すると、平行光線透過率は大きい方が好ましいが、平行光線透過率を大きくすることは、繊維の存在比率を少なくすることともなり機械的強力を考慮すると、平行光線透過率の上限は12%程度がよい。なお、平行光線透過率は、全光線透過率(Tt)より拡散透過率(Df)を差し引くことにより算出することができる。なお、全光線透過率とは、試料に光を透過させた際、全入射光量に対して、試料を透過した光の比率であり、拡散透過率とは、全入射光量に対して、試料を透過した光であって、かつ不織布を構成する繊維に当たって拡散した光の量の比率である。
【0019】
一般に不織布は、織編物を構成する糸条のように複数の単繊維が集束してなるものではなく、個々の単繊維が集束されずにそれぞれがばらばらに開繊されて堆積されてなるものであるため、不織布平面全体に対して垂直方向に繊維が存在しない箇所は、非常に少ない。さらに、カーペットの一次基布に使用するような一定以上の高い機械的強力を必要とし、また、植設したタフト糸の保持性・把持性を考慮すると、一定以上の目付量が必要となる。したがって、一次基布に使用しうる不織布は、繊維同士の重なりが多く、不織布平面において垂直方向に繊維が存在しない箇所は、非常に少なくなってしまう。本発明においては、後述する特定の目付量を保持しながら、平行光線透過率を4%以上とするために、すなわち、不織布平面において、繊維が実質的に存在しない箇所を設けるために、長繊維不織布を構成する繊維を特定の単糸繊度とすること、繊維の一部を集束させて見かけの繊度を大きくすることにより空隙を確保すること等が挙げられる。
【0020】
本発明の不織布を構成する繊維の単糸繊度は、10〜20デシテックスであることが好ましい。10デシテックス以上であると、不織布平面において繊維が存在しない箇所を設けることができる。また、単糸繊度が大きいことから、タフト針に接触した際の損傷も受けにくく、また、剛直性と機械的強力に優れた一次基布となる。一方、20デシテックスを超えると、平行光線透過率はより大きくなり、タフト針の貫通によるダメージを考慮すると好ましいが、目付によっては、構成繊維の本数が相対的に減少するため、機械的強力を維持しにくい傾向となる。なお、長繊維不織布として、混繊不織布を用いる場合は、機械的強度の維持を主として担う高融点重合体からなる繊維の単糸繊度を、10〜20デシテックスとすることが好ましい。
【0021】
本発明の不織布の目付は、60〜120g/m2であることが好ましい。60g/m2以上とすることにより、タフト工程で付加されるパイルの質量に対して、基布の強力が耐え得ることができ、生機の自重による弛みや伸びが発生しにくい。また、植設したタフト糸を良好に保持することができる。目付が120g/m2超えると、構成繊維本数が相対的に増えるため、不織布平面において繊維が存在しない箇所を設けにくくなり、タフト針が貫通する際、繊維にダメージを与えやすくなる。なお、タフト工程で付与されるパイルの質量が著しく大きい、特に高級なカーペットなどに用いる場合には、120g/m2を超える目付のものであって、かつ単糸繊度をより大きいもの(20デシテックス前後)を採用し、平行光線透過率を4%以上となる不織布とすればよい。
【0022】
本発明の長繊維不織布は、部分的に熱圧着された熱圧着部を有している。この熱圧着部は、一対のエンボスロールあるいはエンボスロールとフラットロールとからからなる熱圧接装置に通すことにより形成されるものであり、長繊維不織布が熱圧着部を有することにより、堆積した長繊維同士の形態を保持し、寸法安定性と剛直性に優れた不織布となる。寸法安定性を剛直性に優れた不織布は、特にタイルカーペット用の一次基布として好適に使用することができる。
【0023】
なお、熱圧着部以外の箇所は、繊維が堆積した状態であり、熱の影響を実質的に受けていない非圧着部である。不織布全面積に対する全熱圧着部の比率(熱圧着率)は、3〜30%程度がよく、8〜25%がより好ましい。8〜25%がより好ましい理由は、8%以上とすることにより、寸法安定性や機械的強力が良好となり、タフティング、染色、バッキング等の二次加工時の引張応力に耐えうる十分な強度を保持することができる。一方、25%以下とすることにより、圧着部間(非圧着部)に存在する熱の影響を受けていない繊維が適度な自由度を保持することができ、タフト工程において、タフト針貫通による衝撃力、摩擦力によって繊維が切断されにくく、剛性と機械的強力を良好に保持することができるからである。
【0024】
熱圧着部の形状は、丸形、楕円形、菱形、三角形、T形、井形、長方形、正方形等の種々の形状が採用され、個々の面積は、0.1〜1.0mm2程度であればよい。また、点状の圧着部が散在している形態以外に、直線状や波線状の圧着部が付与されたものであってもよい。
【0025】
本発明の一次基布を構成する不織布は、公知のスパンボンド法により所望の単糸繊度の長繊維を得、これを堆積し、一対のエンボスロール、あるいはエンボスロールとフラットロールからなるエンボス装置に通して、熱圧着部を形成することにより得ることができる。
【0026】
本発明の一次基布を用いてタフテッドカーペットを製造するには、一次基布に、パイル糸をタフティングして植え込めば良い。パイル糸としては、ナイロン糸、ポリプロピレン糸、ポリエステル糸等が用いられる。
【0027】
パイル糸が植え込まれたタフテッドカーペットの裏面に、パイル糸を固定する目的と、タフテッドカーペットの形態保持のために、バッキング剤を設けるとよい。バッキング剤としては、ポリ塩化ビニルのペースト、ポリエチレン等が挙げられる。
【発明の効果】
【0028】
本発明のタフテッドカーペット一次基布を構成する不織布の平行光線透過率が4%以上であることから、不織布(基布)平面において、繊維が実質的に存在しない箇所があるため、タフト工程で、タフト針は、繊維が存在しない箇所を貫通する比率が高くなり、また、繊維がタフト針が貫通時に逃げやすく、直に不織布を構成する繊維に突き刺ささることや、傷つけられることによる損傷を防ぐことができるため、タフト後の一次基布は、層間剥離が生じにくく、タフト後における一次基布の剛直性、機械的強力を維持させることができる。また、タフトによる損傷を防ぐことができるため、タフトした後に、タフトの誤りが発覚してタフト糸を抜き再度タフトを行って部分的に修正を行った場合でも、十分耐えうることが可能な剛性、機械的強力を有する。
【実施例】
【0029】
以下、実施例により本発明を具体的に説明する。なお、実施例における測定、評価は以下の方法により行った。
(1)重合体の融点(℃):パーキンエルマー社製DSC−7型の示差走査型熱量計を用いて、昇温速度20℃/分で測定した融解吸熱ピークの最大値を与える温度を融点とした。
(2)ポリエステルの固有粘度:フェノールと四塩化エタンとの等質量比の混合溶媒100mlに試料0.5gを溶解し、温度20℃の条件で常法により測定した。
(3)目付(g/m2):標準条件の試料から50cm×50cmの試料片を10枚切り取り、各試料片の質量を秤量し、この平均値を単位平方メートル当りの質量に換算し、目付(g/m2)とした。
(4)平行光線透過率(Pt):濁度・曇り度計(日本電色工業株式会社製 HazeMeter NDH2000)を用いて測定した。測定にあたっては、試料5点(試料1点につき測定箇所2箇所)の平均値を求めた。
(5)引張強力(N/5cm幅):株式会社東洋ボールドウイン製の定速伸長型試験機テンシロンRTM−500を用い、幅5cm、長さ30cmの短冊状試料片を、つかみ間隔20cm引張速度20cm/分でJIS L 1096に記載のストリップ法に準じて測定した。そして、MD方向(機械方向)とCD方向(機械方向と直交する方向)についてそれぞれ10枚について測定し、これらの平均値を求め、これを引張強力とした。
【0030】
実施例1
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉型複合断面であって葉部が6個である口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を10デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させて不織ウエブにし、不織ウエブをエンボスロールとフラットロールとからなる熱圧着装置にて、圧着温度205℃、圧着面積比13%の条件下で熱圧着を行った。得られたタフテッドカーペット用基布の目付は90g/m2、引張強力は115.0N/5cm幅、平行光線透過率は4.3%であった。
【0031】
実施例2
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を13デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度210℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は95.0N/5cm幅、平行光線透過率は8.6%であった。
【0032】
実施例3
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を10デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は70g/m2、引張強力は80.5N/5cm幅、平行光線透過率は5.1%であった。
【0033】
実施例4
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、口金から別々の丸断面の紡出孔を用いて、紡糸温度290℃、混繊比比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り、融点重合体からなる繊維の繊度を13デシテックス、低融点重合体の繊度を5デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比25%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は93.5N/5cm幅、平行光線透過率は7.4%であった。
【0034】
比較例1
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、多葉複合断面の葉部が6個の口金を用いて(図1に示すごとき多葉断面形状が得られる。)、紡糸温度290℃、複合比(高融点重合体/低融点重合体)が70/30(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り複合長繊維の繊度を4.4デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は107.5N/5cm幅、平行光線透過率は0.9%であった。
【0035】
比較例2
高融点重合体としてポリエチレンテレフタレート(融点260℃、固有粘度0.68)、低融点重合体としてエチレンテレフタレートにイソフタル酸8モル%共重合してなる共重合ポリエステル(融点230℃、固有粘度0.69)を準備した。これら重合体を、口金から別々の丸断面の紡出孔を用いて、紡糸温度290℃、混繊比(高融点重合体/低融点重合体)が80/20(質量比)の条件下にて紡出した。紡出糸条を冷却した後、エアーサッカーにより5000m/分の速度で引き取り、融点重合体からなる繊維の繊度を5デシテックス、低融点重合体の繊度を3デシテックスとした後、公知の方法にて開繊させ、移動する捕集面上に捕集、堆積させてウエブにし、ウエブをエンボスロールとフラットロールとからなる熱圧接装置にて、圧接温度205℃、圧接面積比13%の条件下で熱圧接を行った。得られたタフテッドカーペット用基布目付は90g/m2、引張強力は121.5N/5cm幅、平行光線透過率は1.4%であった。
【0036】
<タフト後の評価>
実施例1〜4および比較例1、2で得られたタフテッドカーペット用一次基布に以下のタフティングを行った後に評価した。
【0037】
すなわち、基布に、3080デシテックスのナイロン捲縮加工糸よりなるパイル糸を用いて、ゲージ10本/2.54cm、ステッチ10本/2.54cm、ループパイルの高さ6mmの条件でタフティングを行い、タフト生機を得た。得られた生機よりパイルを抜き、パイルを抜いた基布をタフト後の基布として以下の測定・評価を行った。
【0038】
(1)タフト生機の剛性:得られたタフト生機より、長さ50cm×幅10cmの試料片を用意した。なお、このとき、試料片の長手方向が生機のCD方向となるように試料片を採取した。得られた試料片を、パイル面(1)を上にして台の上に置き(図2(A)参照)、次いで、試料片の長手方向の一端を他の一端に接するようにパイル面が内側となるように試料片を曲げ(図2(B)参照)、このときの曲げられた試料片につき最も高い位置の高さを測定し、タフト生機の剛性を評価した。曲げられた試料片の高さが高い程、剛性は高く、本発明では、30mm以上のものが剛性が良好で、タイルカーペットに好適に用いることができる。
【0039】
(2)タフト後の強力保持性:得られたタフト生機より、パイル糸をすべて引き抜き、パイル糸を抜いたタフト後の基布について、上記(5)引張強力記載の方法により引張強力を測定した。測定に際しては、タフト後の染色工程、バッキング工程等において、特にCD方向に強力を要するため、CD方向のみ測定した。次いで、下記式により保持率を算出した。また、求めた保持率より下記4段階のタフト保持性を評価した。
タフト後保持率(%)=タフト後の基布の引張強力/基布の引張強力
3段階評価
◎:40%以上
○:30%以上、40%未満
△:15%以上、30%未満
×:15%未満
【0040】
(3)層間剥離の評価:得られたタフト生機より、パイル糸をすべて引き抜き、パイル糸を抜いたタフト後の基布について、層の状態を目視し、下記の評価を行った。
◎:層間剥離を全く起こってないもの
○:わずかに層状の分離が見られたもの
×:層状の分離、または剥離しているもの
【0041】
【表1】
実施例1〜4のタフテッドカーペット用一次基布は、優れた機械的強力を有し、いずれもタフト性は良好で、層間剥離が生じないものであった。また、タフト後の強力保持性も高く、タフト時に針の貫通による損傷が少なかった。
【0042】
一方、比較例1、2は、本発明の実施例を比較して、タフト後に強力保持性が低く、タフト時に針の貫通による損傷が多かった。
【図面の簡単な説明】
【0043】
【図1】本発明に用いる複合繊維(多葉型)の横断面形状を示す概略図である。
【図2】本発明において、剛性を評価する際の概略断面図である。
【符号の説明】
【0044】
1:芯部
2:葉部
3:パイル面
4:一次基布
【特許請求の範囲】
【請求項1】
熱可塑性高融点重合体と熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット用一次基布。
【請求項2】
長繊維不織布を構成する長繊維の単糸繊度が10〜20デシテックス、目付が60〜120g/m2であることを特徴とする請求項1記載のタフテッドカーペット用一次基布。
【請求項1】
熱可塑性高融点重合体と熱可塑性低融点重合体とから構成される長繊維不織布からなり、長繊維不織布は部分的に熱圧着された熱圧着部を有し、長繊維不織布の平行光線透過率が4%以上であることを特徴とするタフテッドカーペット用一次基布。
【請求項2】
長繊維不織布を構成する長繊維の単糸繊度が10〜20デシテックス、目付が60〜120g/m2であることを特徴とする請求項1記載のタフテッドカーペット用一次基布。
【図1】

【図2】
【図2】
【公開番号】特開2007−224474(P2007−224474A)
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願番号】特願2006−50415(P2006−50415)
【出願日】平成18年2月27日(2006.2.27)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願日】平成18年2月27日(2006.2.27)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]