
タンク及び、タンクの製造方法
【課題】インクタンクを大容量化した場合においても、溶着稜線の長さを長くすることなく、インクタンクのシール性の信頼性を保持する。
【解決手段】インクタンクは、インクを収納するインク収納部と、前記インクを供給する開口部を形成する前記インクタンクの筐体の一側面と、接続部材と係合するジョイント部材120と、を具え、ジョイント部材120は、前記一側面に対して前記開口部の周縁の部位に沿って溶着され、位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔123を形成する中空部を有し、前記中空部は、略円形状の溶着部121の円の外側に設けられて、且つ、前記一側面に対して溶着されずに当接する。
【解決手段】インクタンクは、インクを収納するインク収納部と、前記インクを供給する開口部を形成する前記インクタンクの筐体の一側面と、接続部材と係合するジョイント部材120と、を具え、ジョイント部材120は、前記一側面に対して前記開口部の周縁の部位に沿って溶着され、位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔123を形成する中空部を有し、前記中空部は、略円形状の溶着部121の円の外側に設けられて、且つ、前記一側面に対して溶着されずに当接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクジェット式記録装置で用いられるインクを収納するタンク、及びその製造方法に関する。
【背景技術】
【0002】
インクジェット記録装置に用いられるインクタンクは、インク消費時の交換を容易にするため記録装置に対して着脱自在に構成されている。
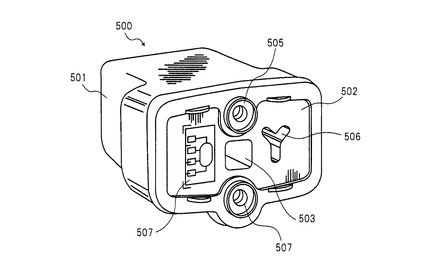
このようなインクタンクは、例えば、図7に示す特開2009−298153号公報におけるインクタンク500のように、インクを収納する筺体501と、記録装置本体に接続するジョイント部材502とを有する。インクタンク500は、ジョイント部材502の外周縁がインクタンクの筐体501に溶着されることで固定されている。
【0003】
このように従来のインクタンクのジョイント部材は、その外周縁をもって溶着されることで外周縁に沿った「溶着稜線」を形成するために、インクタンクの大きさが大きくなるとそれに伴って「溶着稜線」が長くなる傾向がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−298153号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このようにジョイント部材の外周縁を「溶着稜線」として、記録装置の接続部材との係合部を該「溶着稜線」の内側に配置するものは、インクタンクを大容量化した際に「溶着稜線」を形成する外周縁の長さが長くなる分、溶着部のシール性の信頼性が低下する。溶着部のシール性の信頼性が低下すると、落下時の衝撃に耐えられずにインク漏れを発生させるなどの問題が生じ得る。
【0006】
本発明の目的の一つは、インクタンクを大容量化した場合においても、溶着稜線の長さを長くすることなく、インクタンクのシール性の信頼性を保持することである。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明は、インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、前記インクを収納するインク収納部と、前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするためのジョイント部材と、を具え、前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した溶着部と、ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有し、前記中空部は、前記溶着部の外側に設けられて、且つ、前記一側面に対して溶着されずに当接することを特徴とする。
【発明の効果】
【0008】
本発明によれば、インクタンクを大容量化した場合においても、溶着稜線の長さを長くすることなく、インクタンクのシール性の信頼性を保持できる。
【図面の簡単な説明】
【0009】
【図1】(a)は一実施例におけるインクタンクの分解斜視図、(b)は本実施例におけるインクタンクの斜視図である。
【図2】図1(a)におけるジョイント部材のB部拡大図である。
【図3】図1(a)におけるインクタンクのA−A断面の模式図である。
【図4】一実施例におけるインクタンクと記録装置の係合状態を示した模式図である。
【図5】(a)〜(c)は、本実施例におけるジョイント部材とインクタンク筐体を溶着する工程を示す模式図である。
【図6】別の実施例における、ジョイント部材溶着のための加熱工程を示した図である。
【図7】従来技術におけるインクタンクを示した斜視図である。
【発明を実施するための形態】
【0010】
次に、本発明の実施の形態について図面を参照して説明する。
【0011】
(インクタンクの構成について)
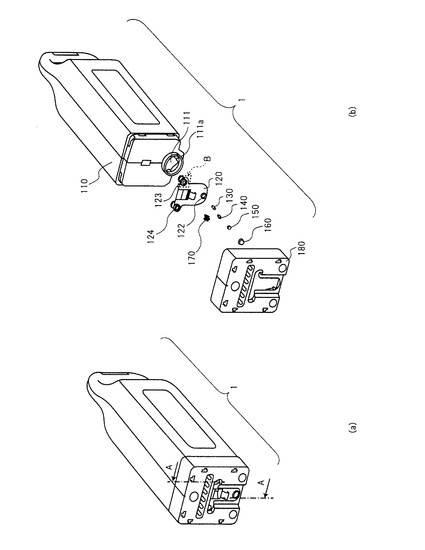
図1を用いて、本実施例のインクタンクの構成について説明する。図1(a)は本実施例におけるインクタンクの斜視図であり、図1(b)はインクタンクの分解図斜視図である。
【0012】
図1(b)に示すように、インクタンクは、主に、インクを収納する筺体110、記録装置本体と接続するジョイント部材120、およびジョイント部材120を保護するカバー180で構成されている。ジョイント部材120によりインクタンクは記録装置に装着可能である。
【0013】
なお、記録装置本体については一部のインクタンクと接続される接続部材のみを図示して本体の構成は図示しない。
【0014】
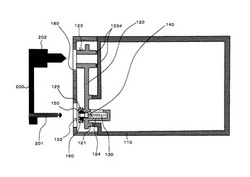
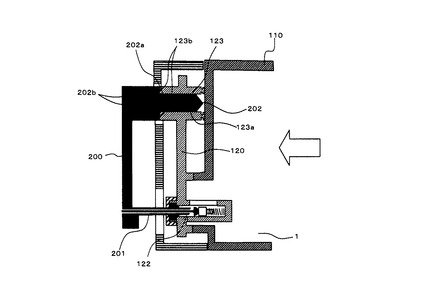
図3に示すように、記録装置の接続ユニット200はインクタンクを装着する際にインクタンクとの相対位置を定めるための接続部材202(位置決めのための接続部材)と、インクタンクのインクを供給するための開口部111に対して挿入されるインク供給針201と、を備える。
【0015】
インクタンクからインク供給針201によって記録装置に供給されるインクは、該記録装置の不図示のインク吐出ヘッドから記録媒体に向かって吐出されて該記録媒体上に記録画像を形成する。
【0016】
以下、上記インクタンクの主要な構成部材の各々について、詳述する。
【0017】
筐体110
筺体110は、インクなどの液体を直に収納可能な容器であり、ブロー成形によって製造されている。筐体110を構成する樹脂については、本実施例ではポリエチレンを用いているが、ポリプロピレンなどでもよく、インクに溶出しない樹脂であれば構わない。
【0018】
図1に示すように、筺体110はインクを収納するインク収納部100を形成し、記録装置と接続される側の一側面においてインク収納部100に収納されるインクを供給するための開口部111を有する。さらに、開口部111の周縁において、ジョイント部材120と溶着するために側面から記録装置側へ突出する円形のリブ111aを有する。
【0019】
ジョイント部材120
ジョイント部材120は、射出成形によって製造される部材であり、本実施例では筺体110の成形と同様にポリエチレンを用いている。なお、この製造に用いる樹脂については筺体110の成形と同様に、ポリプロピレンや、この他の樹脂を用いても良いが、筺体110と同じ樹脂を用いことが好ましい。
【0020】
筐体110と同じ樹脂を用いて後述する製造方法で筐体110とジョイント部材120とを溶着することで、溶着後に異なる樹脂同士の界面において裂け目が生じて割れを生じることが抑制される。
【0021】
図1に示すように、ジョイント部材120には、インクの物性やインクの残量などのインク収納部に収納されるインクに関する情報を記憶して外部との情報伝達を可能とする情報記憶媒体170が取り付けられている。
【0022】
本実施形態の技術的要点となる構成の一つ目は、ジョイント部材120が筐体110の一側面に形成される、インクを供給するための開口部111の周縁で溶着されることである。
【0023】
図3において、図1(a)のA−A断面でのインクタンクとこれに係合する記録装置側の接続ユニット200を模式的に示す。ジョイント部材120は開口部111の周縁の部位に設けられるリブ111aに対応する略円形状の溶着部121を有し、溶着部121で筐体110の一側面に対して溶着されて略円形状の「溶着稜線」を形成する。
【0024】
筐体110に溶着されたジョイント部材120は、略円形状に形成される「溶着稜線」の内側に、インク収納部100に収納されるインクを記録装置に供給するためのインク供給部であるインク供給部122を形成する。ここでいう「内側」とは、略円形状に形成される溶着稜線の円の内部を「内側」、円の外部を「外側」としたものである。
【0025】
本実施形態の技術的要点となる一つ目の構成に伴って、ジョイント部材120は、略円形状の溶着部121によってなる「溶着稜線」の外側に記録装置とインクタンクとの相対位置を定める位置決めのための接続部材202を挿入する位置決め孔123を備える。
ここでいう「外側」とは、略円形状に形成される溶着稜線の円の内部を「内側」、円の外部を「外側」としたものである。
【0026】
なお、図1に示した2つの位置決め孔(123、124)のうち一方のみ図示するが、位置決め孔124側においても、上記と同様の構成である。
【0027】
図3に示すように、ジョイント部材120の溶着部121をもって形成される「溶着稜線」の外側に位置決め孔123が配置されている。
【0028】
本実施形態の技術的要点となる構成の二つ目は、ジョイント部材120における位置決め孔123を形成するものが筐体110の一側面に対して溶着されずに当接する構成である。
【0029】
具体的には、位置決め孔123を構成する中空部の端部123dが溶融変形されることで筐体110の一側面に対する当接面を形成するものの、非溶着状態で該一側面に当接する構成となる。
【0030】
このように位置決め孔123を構成する中空部の端部123dが筐体110に対して固定されていないことで、インクタンクの記録装置への装着時において記録装置側の位置決めのための接続部材202が位置決め孔123に挿入された際、該位置決め孔123の内側側面と接続部材202の外側側面とが擦れ合うことでインクタンクに機械的ストレスが加わってヒビ割れを生じることが抑制される。
【0031】
このように本実施形態は、ジョイント部材120とインクタンクの筐体110とをインクを供給するための開口部111の周縁で溶着し、開口部111に沿って「溶着稜線」を形成することで、該「溶着稜線」の外側に位置決め孔123を配置する。さらに、位置決め孔123を形成する中空部の端部123dは筐体110に対して溶着されずに当接する。このような構成をとることで、開口部111の周縁長さをもって「溶着稜線」の全長となって「溶着稜線」の長さを短くするとともに、位置決め孔123に挿入される位置決めのための接続部材202との摺動による接続部の破損を抑制することが可能となる。
【0032】
すなわち、本実施形態のような構成によって、大容量化したインクタンクにおいても「溶着稜線」の長さを最小限に保持すると同時に、インク漏れの原因となる破損を抑制し、且つ、インクタンクのシール性を著しく向上させる効果を有する。
【0033】
「溶着稜線」の内側に設けられるインク供給部122は、ジョイント部材120に形成される筒状の枠体135を備える。枠体135は、開口部111の内方へ延在するようにしてインク収納部100の内部に配置されている。
【0034】
枠体135は、ジョイント部材120を貫通するための記録装置側に開口する第1の開口部が形成され、枠体135の筒側面には、枠体135の内部をインク収納部100の内部に連通させる第二の開口が形成されている。この枠体135の内部に、開口部111を開閉可能な弁機構を構成するバネ130、バルブ140、およびシール部材150が組み込まれている。
【0035】
図3に示すように、インクタンクが記録装置本体に接続されていないときは、枠体135内において、バルブ140が、シール部材150の穴を塞ぐためにバネ130により付勢されてシール部材150へと押し付けられている。
【0036】
このようにバネ130の力でシール部材150が抜け出ないようにキャップ160が被せられており、これによって、シール部材150が固定されている。キャップ160の中心にはインク供給針201が貫通可能な開口部が形成されている。
【0037】
このようにシール部材150をジョイント部材120に固定して、バルブ140をシール部材150に確実に押し付けることで、筐体110内からのインク漏れならびに蒸発等によるインクの変性を抑制している。
【0038】
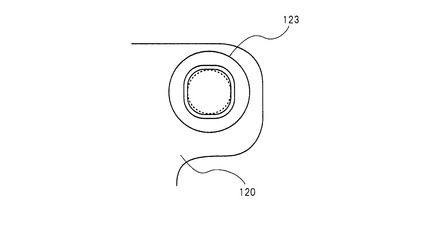
図2は、図1(b)の位置決め孔123であるB部を拡大した拡大図を示す。図2に示すように、本実施例では、位置決め孔123と係合する記録装置側の位置決めのための接続部材(図中に点線で示す部分)が円柱状である。これに対し、記録装置側の位置決めのための接続部材202との摺動抵抗を低減するため、位置決め孔123の開口は、位置決めのための接続部材202より僅かに大きな略円形状を採用している。
【0039】
カバー180
図1(b)に示されるように、筺体110のジョイント部材120が溶着されている側にカバー180が取り付けられている。カバー180は、インクタンクの落下時にカバー180側が床等に衝突した場合でもジョイント部材120のインク供給部122および、位置決め孔123に直接衝撃が加わらないように、ジョイント部材120の外周部と接していないほうが好ましい。そのため、インク漏れや位置決め孔123の位置ズレが抑制される。
【0040】
(記録装置本体に対するインクタンクの装着について)
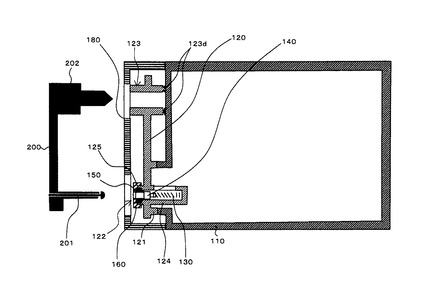
次に、図4を用いて、記録装置本体にインクタンク1の装着される様子について説明する。図4は、インクタンクにおけるジョイント部材120のインク供給部122および位置決め孔123と、これらと係合する記録装置本体の接続ユニット200とが係合した状態を示す模式図である。
【0041】
図4に示すように、記録装置側の接続ユニット200は、ジョイント部材120の位置決め孔123に挿入される位置決めのための接続部材202と、インクタンクから記録装置側へインクを供給するためインク供給部122に挿入されるインク供給針201とを備えている。さらに、図示しないが、接続ユニット200には、位置決め孔124(図1参照)と係合する位置決めのための接続部材202も備えられている。水平方向に沿って並んで位置する2つの位置決めのための接続部材202が、各々が対応する位置決め孔123、124に挿入されることでインクタンクの記録装置に対する相対位置が定まって、インク供給針201もインク供給部122の位置に正確に挿入される。尚、位置決め孔124は、位置決め孔123と同様の構成であるので、以下では位置決め孔123として説明する。
【0042】
位置決め孔123は、位置決めのための接続部材202が挿入される被挿入部123aとしての中空部を形成する部位と、該中空部に挿入された位置決めのための接続部材202が突き当たって位置決めされる突き当て部123bとを有する。一方、位置決めのための接続部材202は、被挿入部123aの穴に挿入される挿入部202aと、挿入部202aよりも広い径で形成されていて被挿入部123aへの挿入時に突き当て部123bに突き当たって位置を定める被突き当て部202bとを有する。位置決め孔124においても、位置決め孔123と同様の構成である。
【0043】
図4における白抜き矢印が示す方向にインクタンクを記録装置に装着すると、記録装置側の位置決めのための接続部材202の挿入部202aと、ジョイント部材120の位置決め孔123における被挿入部123aとが係合する。これによって、インクタンクと記録装置との相対位置が定まる。
【0044】
位置決め孔123は筺体110の一側面に対して当接することで所定の位置で支持されているため、位置決めのための接続部材202が位置決め孔123に挿入されてそれらが係合することで、インクタンクは記録装置に対して十分に精度良く位置決めされる。
【0045】
(ジョイント部材120の溶着方法について)
上述したジョイント部材120と筐体110とを溶着する方法をいくつか例示する。
【0046】
「ジョイント部材の溶着方法1」
図5(a)〜(c)を参照しながら、筺体110とジョイント部材120の溶着方法の一例を説明する。
【0047】
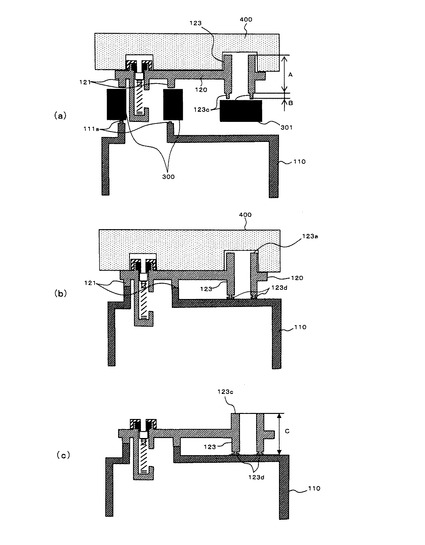
図5(a)〜(c)は、ジョイント部材120をインクタンクの筺体110に溶着する工程を模式的に示した図であり、(a)はジョイント部材120と筺体110を加熱している状態、(b)はジョイント部材120を筺体110に押しつけている状態、(c)は溶着後の状態をそれぞれ示したものである。尚、図1に示した2つの位置決め孔のうち、位置決め孔123のみを図示するが、位置決め孔124においても、以下の説明と同様の状態であるものとする。
【0048】
図5(a)に示すように、ジョイント部材120は、位置決め孔123の被挿入部123aの端部において位置決め孔123の他の箇所よりも肉薄の突起部123cを有する。
【0049】
筐体110は、リブ111aが設けられている側を上方にして固定され、ジョイント部材120はその上方に保持される。このとき、図5(a)に示すように、保持パーツ400によりジョイント部材120を保持し、ジョイント部材120の溶着部121と筺体110のリブ111aをヒーターブロック300で加熱すると同時に、位置決め孔123の突起部123cを別のヒーターブロック301で加熱する。
【0050】
このようにして、溶着部121およびリブ111aを溶融する側と、位置決め孔123の突起部123cを溶融する側との溶融ヒ―タを別々にすることで、それぞれが個別に温度調整を行うことが可能となる。このような構成により、溶着部121よりも加熱温度よりも突起部123cに対する加熱温度を高くする制御を可能として、突起部123cを十分に溶融変形させることが可能となる。このように、突起部123cをより十分に溶融させることで、保持パーツ400を図の鉛直方向に沿って下降させるのに伴って溶着部121とリブ111aとを溶着して接合する際に、突起部123cの形状が変形しやすく、図5(c)に示される、溶融変形した突起部123cと被挿入部123aとの累積高さCを精緻に調整することが可能となる。
【0051】
本実施例においては、ヒーターブロック300、301への樹脂の付着を避けるため、ジョイント部材120の溶着部121および突起部123c、ならびに筺体110のリブ111aをヒーターブロック300、301に接触させず、輻射熱によって加熱する。しかし、ヒーターブロック300、301に樹脂が付着しないようなコーティングを施して、ジョイント部材120の溶着部121および突起部123c、ならびに筺体110のリブ111aをヒーターブロック300、301に接触させて加熱しても良い。
【0052】
加熱温度については樹脂の融点以上に設定し、加熱時間に関しては、加熱温度に応じて十分に溶融させるために必要な時間を設定すれば良い。また、樹脂の融点に対し加熱温度を十分に高くすることで、溶融に必要な加熱時間が短くなるので、工程時間を短くすることができる。
【0053】
本実施例においては、溶着部121およびリブ111aの加熱温度を450度、突起部123cの加熱温度を480度に設定し、ヒーターブロック300、301に対するリブ111aの加熱時間を10秒とし、ジョイント部材120の溶着部121および突起部123cの加熱時間を6秒とした。ジョイント部材120の加熱時間が筺体110の加熱温度よりも短いのは、ジョイント部材120をヒーターブロック300、301の上方に保持するため、ヒーターブロック301からの輻射熱が筺体110よりも伝わりやすいためである。
【0054】
また、このような加熱時において、筺体110における突起部123cと、ヒーターブロック301との距離を十分に開けることが好ましい。こうすることで、筺体側110における突起部123cがヒーターブロック301に直接に接触することがなく、形成される溶融面123dは十分に溶融されない。本実施例においては、ヒーターブロック301と筺体110の突起部123cに溶融面123dとの距離を約6.5mm開けている。これにより、筺体110の突起部123cに溶融面123dは、筺体110の原材料であるポリエチレンの融点まで加熱されることはなく十分に溶融しない。
【0055】
次に、図5(b)に示すように、保持パーツ400が筺体110に向かって下降し、これによって、ジョイント部材120が筺体の一側面に形成される開口部111のリブ111aに対して押し付けられる。この結果、ジョイント部材120の溶着部121と、筺体110のリブ111a(図5(a)参照)とはそれぞれ溶融しているため、互いに溶着される。突起部123cの溶融面123dは上述したように十分に溶融していないために筺体110に対して溶着されずに当接する。
【0056】
更に、本実施例においては、溶着部121とリブ111aを十分に相溶させるため、保持パーツ400が下降端に達してから2秒間、ジョイント部材120の筐体110側への押しつけた状態を保持しながら、溶着部121の冷却が行われる。このため、リブ111aと相溶した状態で溶着部121が硬化し、溶着部121に十分な強度が得られる。
【0057】
ジョイント部材120において、溶着後の、筺体110における突起部123cに溶融面123dから、溶融変形した突起部123cと被挿入部123aとの累積高さC(図5(c)参照)は、溶着前の位置決め孔123の高さA+B(図5(a)参照)より低くなるようにする。
【0058】
「ジョイント部材の溶着方法2」
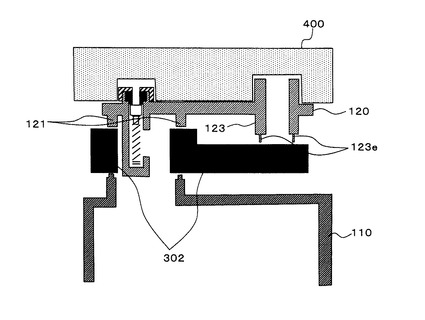
次に、ジョイント部材120を筐体110に溶着する他の方法を説明する。本例では、上述した「ジョイント部材の溶着方法1」における溶着方法での装置構成を簡略化するため、図6に示すように、溶着部121側のヒーターブロックと、位置決め孔123側のヒーターブロックを一体化したもの302を用いて各々を等しい加熱温度で加熱する。
【0059】
また、本実施例においては、上述した溶着方法1に示した位置決め孔123の突起部123c(図5(a)参照)を、溶着方法1で使用したものよりも薄くする(図6の突起部123e参照。)。つまり、突起部123eを、上記の溶着方法例2の突起部123cと比べて、非常に溶融変形しやすい肉厚および形状にする。この事により、ヒーターブロック302による加熱温度が一定であっても、突起部123cを確実に、かつ溶着部121とリブ111aの接合に影響が出ないよう容易に溶融変形させることが可能となる。
【符号の説明】
【0060】
110 筺体
111 開口部
111a リブ
120 ジョイント部材
121 溶着部
123 位置決め孔
【技術分野】
【0001】
本発明は、インクジェット式記録装置で用いられるインクを収納するタンク、及びその製造方法に関する。
【背景技術】
【0002】
インクジェット記録装置に用いられるインクタンクは、インク消費時の交換を容易にするため記録装置に対して着脱自在に構成されている。
このようなインクタンクは、例えば、図7に示す特開2009−298153号公報におけるインクタンク500のように、インクを収納する筺体501と、記録装置本体に接続するジョイント部材502とを有する。インクタンク500は、ジョイント部材502の外周縁がインクタンクの筐体501に溶着されることで固定されている。
【0003】
このように従来のインクタンクのジョイント部材は、その外周縁をもって溶着されることで外周縁に沿った「溶着稜線」を形成するために、インクタンクの大きさが大きくなるとそれに伴って「溶着稜線」が長くなる傾向がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−298153号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このようにジョイント部材の外周縁を「溶着稜線」として、記録装置の接続部材との係合部を該「溶着稜線」の内側に配置するものは、インクタンクを大容量化した際に「溶着稜線」を形成する外周縁の長さが長くなる分、溶着部のシール性の信頼性が低下する。溶着部のシール性の信頼性が低下すると、落下時の衝撃に耐えられずにインク漏れを発生させるなどの問題が生じ得る。
【0006】
本発明の目的の一つは、インクタンクを大容量化した場合においても、溶着稜線の長さを長くすることなく、インクタンクのシール性の信頼性を保持することである。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明は、インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、前記インクを収納するインク収納部と、前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするためのジョイント部材と、を具え、前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した溶着部と、ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有し、前記中空部は、前記溶着部の外側に設けられて、且つ、前記一側面に対して溶着されずに当接することを特徴とする。
【発明の効果】
【0008】
本発明によれば、インクタンクを大容量化した場合においても、溶着稜線の長さを長くすることなく、インクタンクのシール性の信頼性を保持できる。
【図面の簡単な説明】
【0009】
【図1】(a)は一実施例におけるインクタンクの分解斜視図、(b)は本実施例におけるインクタンクの斜視図である。
【図2】図1(a)におけるジョイント部材のB部拡大図である。
【図3】図1(a)におけるインクタンクのA−A断面の模式図である。
【図4】一実施例におけるインクタンクと記録装置の係合状態を示した模式図である。
【図5】(a)〜(c)は、本実施例におけるジョイント部材とインクタンク筐体を溶着する工程を示す模式図である。
【図6】別の実施例における、ジョイント部材溶着のための加熱工程を示した図である。
【図7】従来技術におけるインクタンクを示した斜視図である。
【発明を実施するための形態】
【0010】
次に、本発明の実施の形態について図面を参照して説明する。
【0011】
(インクタンクの構成について)
図1を用いて、本実施例のインクタンクの構成について説明する。図1(a)は本実施例におけるインクタンクの斜視図であり、図1(b)はインクタンクの分解図斜視図である。
【0012】
図1(b)に示すように、インクタンクは、主に、インクを収納する筺体110、記録装置本体と接続するジョイント部材120、およびジョイント部材120を保護するカバー180で構成されている。ジョイント部材120によりインクタンクは記録装置に装着可能である。
【0013】
なお、記録装置本体については一部のインクタンクと接続される接続部材のみを図示して本体の構成は図示しない。
【0014】
図3に示すように、記録装置の接続ユニット200はインクタンクを装着する際にインクタンクとの相対位置を定めるための接続部材202(位置決めのための接続部材)と、インクタンクのインクを供給するための開口部111に対して挿入されるインク供給針201と、を備える。
【0015】
インクタンクからインク供給針201によって記録装置に供給されるインクは、該記録装置の不図示のインク吐出ヘッドから記録媒体に向かって吐出されて該記録媒体上に記録画像を形成する。
【0016】
以下、上記インクタンクの主要な構成部材の各々について、詳述する。
【0017】
筐体110
筺体110は、インクなどの液体を直に収納可能な容器であり、ブロー成形によって製造されている。筐体110を構成する樹脂については、本実施例ではポリエチレンを用いているが、ポリプロピレンなどでもよく、インクに溶出しない樹脂であれば構わない。
【0018】
図1に示すように、筺体110はインクを収納するインク収納部100を形成し、記録装置と接続される側の一側面においてインク収納部100に収納されるインクを供給するための開口部111を有する。さらに、開口部111の周縁において、ジョイント部材120と溶着するために側面から記録装置側へ突出する円形のリブ111aを有する。
【0019】
ジョイント部材120
ジョイント部材120は、射出成形によって製造される部材であり、本実施例では筺体110の成形と同様にポリエチレンを用いている。なお、この製造に用いる樹脂については筺体110の成形と同様に、ポリプロピレンや、この他の樹脂を用いても良いが、筺体110と同じ樹脂を用いことが好ましい。
【0020】
筐体110と同じ樹脂を用いて後述する製造方法で筐体110とジョイント部材120とを溶着することで、溶着後に異なる樹脂同士の界面において裂け目が生じて割れを生じることが抑制される。
【0021】
図1に示すように、ジョイント部材120には、インクの物性やインクの残量などのインク収納部に収納されるインクに関する情報を記憶して外部との情報伝達を可能とする情報記憶媒体170が取り付けられている。
【0022】
本実施形態の技術的要点となる構成の一つ目は、ジョイント部材120が筐体110の一側面に形成される、インクを供給するための開口部111の周縁で溶着されることである。
【0023】
図3において、図1(a)のA−A断面でのインクタンクとこれに係合する記録装置側の接続ユニット200を模式的に示す。ジョイント部材120は開口部111の周縁の部位に設けられるリブ111aに対応する略円形状の溶着部121を有し、溶着部121で筐体110の一側面に対して溶着されて略円形状の「溶着稜線」を形成する。
【0024】
筐体110に溶着されたジョイント部材120は、略円形状に形成される「溶着稜線」の内側に、インク収納部100に収納されるインクを記録装置に供給するためのインク供給部であるインク供給部122を形成する。ここでいう「内側」とは、略円形状に形成される溶着稜線の円の内部を「内側」、円の外部を「外側」としたものである。
【0025】
本実施形態の技術的要点となる一つ目の構成に伴って、ジョイント部材120は、略円形状の溶着部121によってなる「溶着稜線」の外側に記録装置とインクタンクとの相対位置を定める位置決めのための接続部材202を挿入する位置決め孔123を備える。
ここでいう「外側」とは、略円形状に形成される溶着稜線の円の内部を「内側」、円の外部を「外側」としたものである。
【0026】
なお、図1に示した2つの位置決め孔(123、124)のうち一方のみ図示するが、位置決め孔124側においても、上記と同様の構成である。
【0027】
図3に示すように、ジョイント部材120の溶着部121をもって形成される「溶着稜線」の外側に位置決め孔123が配置されている。
【0028】
本実施形態の技術的要点となる構成の二つ目は、ジョイント部材120における位置決め孔123を形成するものが筐体110の一側面に対して溶着されずに当接する構成である。
【0029】
具体的には、位置決め孔123を構成する中空部の端部123dが溶融変形されることで筐体110の一側面に対する当接面を形成するものの、非溶着状態で該一側面に当接する構成となる。
【0030】
このように位置決め孔123を構成する中空部の端部123dが筐体110に対して固定されていないことで、インクタンクの記録装置への装着時において記録装置側の位置決めのための接続部材202が位置決め孔123に挿入された際、該位置決め孔123の内側側面と接続部材202の外側側面とが擦れ合うことでインクタンクに機械的ストレスが加わってヒビ割れを生じることが抑制される。
【0031】
このように本実施形態は、ジョイント部材120とインクタンクの筐体110とをインクを供給するための開口部111の周縁で溶着し、開口部111に沿って「溶着稜線」を形成することで、該「溶着稜線」の外側に位置決め孔123を配置する。さらに、位置決め孔123を形成する中空部の端部123dは筐体110に対して溶着されずに当接する。このような構成をとることで、開口部111の周縁長さをもって「溶着稜線」の全長となって「溶着稜線」の長さを短くするとともに、位置決め孔123に挿入される位置決めのための接続部材202との摺動による接続部の破損を抑制することが可能となる。
【0032】
すなわち、本実施形態のような構成によって、大容量化したインクタンクにおいても「溶着稜線」の長さを最小限に保持すると同時に、インク漏れの原因となる破損を抑制し、且つ、インクタンクのシール性を著しく向上させる効果を有する。
【0033】
「溶着稜線」の内側に設けられるインク供給部122は、ジョイント部材120に形成される筒状の枠体135を備える。枠体135は、開口部111の内方へ延在するようにしてインク収納部100の内部に配置されている。
【0034】
枠体135は、ジョイント部材120を貫通するための記録装置側に開口する第1の開口部が形成され、枠体135の筒側面には、枠体135の内部をインク収納部100の内部に連通させる第二の開口が形成されている。この枠体135の内部に、開口部111を開閉可能な弁機構を構成するバネ130、バルブ140、およびシール部材150が組み込まれている。
【0035】
図3に示すように、インクタンクが記録装置本体に接続されていないときは、枠体135内において、バルブ140が、シール部材150の穴を塞ぐためにバネ130により付勢されてシール部材150へと押し付けられている。
【0036】
このようにバネ130の力でシール部材150が抜け出ないようにキャップ160が被せられており、これによって、シール部材150が固定されている。キャップ160の中心にはインク供給針201が貫通可能な開口部が形成されている。
【0037】
このようにシール部材150をジョイント部材120に固定して、バルブ140をシール部材150に確実に押し付けることで、筐体110内からのインク漏れならびに蒸発等によるインクの変性を抑制している。
【0038】
図2は、図1(b)の位置決め孔123であるB部を拡大した拡大図を示す。図2に示すように、本実施例では、位置決め孔123と係合する記録装置側の位置決めのための接続部材(図中に点線で示す部分)が円柱状である。これに対し、記録装置側の位置決めのための接続部材202との摺動抵抗を低減するため、位置決め孔123の開口は、位置決めのための接続部材202より僅かに大きな略円形状を採用している。
【0039】
カバー180
図1(b)に示されるように、筺体110のジョイント部材120が溶着されている側にカバー180が取り付けられている。カバー180は、インクタンクの落下時にカバー180側が床等に衝突した場合でもジョイント部材120のインク供給部122および、位置決め孔123に直接衝撃が加わらないように、ジョイント部材120の外周部と接していないほうが好ましい。そのため、インク漏れや位置決め孔123の位置ズレが抑制される。
【0040】
(記録装置本体に対するインクタンクの装着について)
次に、図4を用いて、記録装置本体にインクタンク1の装着される様子について説明する。図4は、インクタンクにおけるジョイント部材120のインク供給部122および位置決め孔123と、これらと係合する記録装置本体の接続ユニット200とが係合した状態を示す模式図である。
【0041】
図4に示すように、記録装置側の接続ユニット200は、ジョイント部材120の位置決め孔123に挿入される位置決めのための接続部材202と、インクタンクから記録装置側へインクを供給するためインク供給部122に挿入されるインク供給針201とを備えている。さらに、図示しないが、接続ユニット200には、位置決め孔124(図1参照)と係合する位置決めのための接続部材202も備えられている。水平方向に沿って並んで位置する2つの位置決めのための接続部材202が、各々が対応する位置決め孔123、124に挿入されることでインクタンクの記録装置に対する相対位置が定まって、インク供給針201もインク供給部122の位置に正確に挿入される。尚、位置決め孔124は、位置決め孔123と同様の構成であるので、以下では位置決め孔123として説明する。
【0042】
位置決め孔123は、位置決めのための接続部材202が挿入される被挿入部123aとしての中空部を形成する部位と、該中空部に挿入された位置決めのための接続部材202が突き当たって位置決めされる突き当て部123bとを有する。一方、位置決めのための接続部材202は、被挿入部123aの穴に挿入される挿入部202aと、挿入部202aよりも広い径で形成されていて被挿入部123aへの挿入時に突き当て部123bに突き当たって位置を定める被突き当て部202bとを有する。位置決め孔124においても、位置決め孔123と同様の構成である。
【0043】
図4における白抜き矢印が示す方向にインクタンクを記録装置に装着すると、記録装置側の位置決めのための接続部材202の挿入部202aと、ジョイント部材120の位置決め孔123における被挿入部123aとが係合する。これによって、インクタンクと記録装置との相対位置が定まる。
【0044】
位置決め孔123は筺体110の一側面に対して当接することで所定の位置で支持されているため、位置決めのための接続部材202が位置決め孔123に挿入されてそれらが係合することで、インクタンクは記録装置に対して十分に精度良く位置決めされる。
【0045】
(ジョイント部材120の溶着方法について)
上述したジョイント部材120と筐体110とを溶着する方法をいくつか例示する。
【0046】
「ジョイント部材の溶着方法1」
図5(a)〜(c)を参照しながら、筺体110とジョイント部材120の溶着方法の一例を説明する。
【0047】
図5(a)〜(c)は、ジョイント部材120をインクタンクの筺体110に溶着する工程を模式的に示した図であり、(a)はジョイント部材120と筺体110を加熱している状態、(b)はジョイント部材120を筺体110に押しつけている状態、(c)は溶着後の状態をそれぞれ示したものである。尚、図1に示した2つの位置決め孔のうち、位置決め孔123のみを図示するが、位置決め孔124においても、以下の説明と同様の状態であるものとする。
【0048】
図5(a)に示すように、ジョイント部材120は、位置決め孔123の被挿入部123aの端部において位置決め孔123の他の箇所よりも肉薄の突起部123cを有する。
【0049】
筐体110は、リブ111aが設けられている側を上方にして固定され、ジョイント部材120はその上方に保持される。このとき、図5(a)に示すように、保持パーツ400によりジョイント部材120を保持し、ジョイント部材120の溶着部121と筺体110のリブ111aをヒーターブロック300で加熱すると同時に、位置決め孔123の突起部123cを別のヒーターブロック301で加熱する。
【0050】
このようにして、溶着部121およびリブ111aを溶融する側と、位置決め孔123の突起部123cを溶融する側との溶融ヒ―タを別々にすることで、それぞれが個別に温度調整を行うことが可能となる。このような構成により、溶着部121よりも加熱温度よりも突起部123cに対する加熱温度を高くする制御を可能として、突起部123cを十分に溶融変形させることが可能となる。このように、突起部123cをより十分に溶融させることで、保持パーツ400を図の鉛直方向に沿って下降させるのに伴って溶着部121とリブ111aとを溶着して接合する際に、突起部123cの形状が変形しやすく、図5(c)に示される、溶融変形した突起部123cと被挿入部123aとの累積高さCを精緻に調整することが可能となる。
【0051】
本実施例においては、ヒーターブロック300、301への樹脂の付着を避けるため、ジョイント部材120の溶着部121および突起部123c、ならびに筺体110のリブ111aをヒーターブロック300、301に接触させず、輻射熱によって加熱する。しかし、ヒーターブロック300、301に樹脂が付着しないようなコーティングを施して、ジョイント部材120の溶着部121および突起部123c、ならびに筺体110のリブ111aをヒーターブロック300、301に接触させて加熱しても良い。
【0052】
加熱温度については樹脂の融点以上に設定し、加熱時間に関しては、加熱温度に応じて十分に溶融させるために必要な時間を設定すれば良い。また、樹脂の融点に対し加熱温度を十分に高くすることで、溶融に必要な加熱時間が短くなるので、工程時間を短くすることができる。
【0053】
本実施例においては、溶着部121およびリブ111aの加熱温度を450度、突起部123cの加熱温度を480度に設定し、ヒーターブロック300、301に対するリブ111aの加熱時間を10秒とし、ジョイント部材120の溶着部121および突起部123cの加熱時間を6秒とした。ジョイント部材120の加熱時間が筺体110の加熱温度よりも短いのは、ジョイント部材120をヒーターブロック300、301の上方に保持するため、ヒーターブロック301からの輻射熱が筺体110よりも伝わりやすいためである。
【0054】
また、このような加熱時において、筺体110における突起部123cと、ヒーターブロック301との距離を十分に開けることが好ましい。こうすることで、筺体側110における突起部123cがヒーターブロック301に直接に接触することがなく、形成される溶融面123dは十分に溶融されない。本実施例においては、ヒーターブロック301と筺体110の突起部123cに溶融面123dとの距離を約6.5mm開けている。これにより、筺体110の突起部123cに溶融面123dは、筺体110の原材料であるポリエチレンの融点まで加熱されることはなく十分に溶融しない。
【0055】
次に、図5(b)に示すように、保持パーツ400が筺体110に向かって下降し、これによって、ジョイント部材120が筺体の一側面に形成される開口部111のリブ111aに対して押し付けられる。この結果、ジョイント部材120の溶着部121と、筺体110のリブ111a(図5(a)参照)とはそれぞれ溶融しているため、互いに溶着される。突起部123cの溶融面123dは上述したように十分に溶融していないために筺体110に対して溶着されずに当接する。
【0056】
更に、本実施例においては、溶着部121とリブ111aを十分に相溶させるため、保持パーツ400が下降端に達してから2秒間、ジョイント部材120の筐体110側への押しつけた状態を保持しながら、溶着部121の冷却が行われる。このため、リブ111aと相溶した状態で溶着部121が硬化し、溶着部121に十分な強度が得られる。
【0057】
ジョイント部材120において、溶着後の、筺体110における突起部123cに溶融面123dから、溶融変形した突起部123cと被挿入部123aとの累積高さC(図5(c)参照)は、溶着前の位置決め孔123の高さA+B(図5(a)参照)より低くなるようにする。
【0058】
「ジョイント部材の溶着方法2」
次に、ジョイント部材120を筐体110に溶着する他の方法を説明する。本例では、上述した「ジョイント部材の溶着方法1」における溶着方法での装置構成を簡略化するため、図6に示すように、溶着部121側のヒーターブロックと、位置決め孔123側のヒーターブロックを一体化したもの302を用いて各々を等しい加熱温度で加熱する。
【0059】
また、本実施例においては、上述した溶着方法1に示した位置決め孔123の突起部123c(図5(a)参照)を、溶着方法1で使用したものよりも薄くする(図6の突起部123e参照。)。つまり、突起部123eを、上記の溶着方法例2の突起部123cと比べて、非常に溶融変形しやすい肉厚および形状にする。この事により、ヒーターブロック302による加熱温度が一定であっても、突起部123cを確実に、かつ溶着部121とリブ111aの接合に影響が出ないよう容易に溶融変形させることが可能となる。
【符号の説明】
【0060】
110 筺体
111 開口部
111a リブ
120 ジョイント部材
121 溶着部
123 位置決め孔
【特許請求の範囲】
【請求項1】
インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、
前記インクを収納するインク収納部と、
前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、
前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするためのジョイント部材と、を具え、
前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した溶着部と、
ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有し、
前記中空部は、前記溶着部の外側に設けられて、且つ、前記一側面に対して溶着されずに当接することを特徴とするインクタンク。
【請求項2】
前記インク収納部は、前記インクタンクの一側面の前記開口部の内側に配置された枠体と、該枠体の内部に挿入されて前記開口部を開閉可能にする弁機構とを有することを特徴とする請求項1に記載のインクタンク。
【請求項3】
インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、
前記インクを収納するインク収納部と、
前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、
前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするジョイント部材と、を具え、
前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した略円形状の溶着部と、
ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有する前記インクタンクの製造方法において、
前記一側面に形成される前記開口部の周縁の部位、および前記ジョイント部材の前記溶着部の端部および前記中空部の端部を加熱する工程と、
溶融された前記開口部の周縁の部位と前記ジョイント部材における前記溶着部とを溶着させる工程と、
溶融された前記中空部の端部を変形させて前記一側面に対して溶着されずに当接するための当接面を形成する工程と、
を有することを特徴とするインクタンクの製造方法。
【請求項4】
前記中空部を溶融するために加熱する加熱温度は、前記溶着部を溶融するために加熱する加熱温度よりも高温であることを特徴とする請求項3に記載のインクタンクの製造方法。
【請求項1】
インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、
前記インクを収納するインク収納部と、
前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、
前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするためのジョイント部材と、を具え、
前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した溶着部と、
ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有し、
前記中空部は、前記溶着部の外側に設けられて、且つ、前記一側面に対して溶着されずに当接することを特徴とするインクタンク。
【請求項2】
前記インク収納部は、前記インクタンクの一側面の前記開口部の内側に配置された枠体と、該枠体の内部に挿入されて前記開口部を開閉可能にする弁機構とを有することを特徴とする請求項1に記載のインクタンク。
【請求項3】
インクジェット記録装置に装着されて該インクジェット記録装置にインクを供給するインクタンクであって、
前記インクを収納するインク収納部と、
前記インクを前記インクジェット記録装置へ供給するための開口部を形成する前記インクタンクの筐体の一側面と、
前記インクジェット記録装置の接続部材と係合することで前記インクジェット記録装置と前記一側面とをジョイントするジョイント部材と、を具え、
前記ジョイント部材は、前記一側面に対して前記開口部の周縁の部位に沿って溶着されるための該部位に対応した略円形状の溶着部と、
ジョイントする前記インクジェット記録装置と前記一側面との相対位置を定める位置決めのための前記接続部材を内部に挿入して係合するための位置決め孔を形成する中空部と、を有する前記インクタンクの製造方法において、
前記一側面に形成される前記開口部の周縁の部位、および前記ジョイント部材の前記溶着部の端部および前記中空部の端部を加熱する工程と、
溶融された前記開口部の周縁の部位と前記ジョイント部材における前記溶着部とを溶着させる工程と、
溶融された前記中空部の端部を変形させて前記一側面に対して溶着されずに当接するための当接面を形成する工程と、
を有することを特徴とするインクタンクの製造方法。
【請求項4】
前記中空部を溶融するために加熱する加熱温度は、前記溶着部を溶融するために加熱する加熱温度よりも高温であることを特徴とする請求項3に記載のインクタンクの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−176613(P2012−176613A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2012−21679(P2012−21679)
【出願日】平成24年2月3日(2012.2.3)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成24年2月3日(2012.2.3)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]